Embed Size (px)
DESCRIPTION
RTTS
Citation preview

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 1 of 24Approval: Doug Lehr Approval Date: September 29, 2005
Confidential Proprietary InformationBJ Services Company, USA
TST-3 SERVICE PACKER - 9.63” 29.3-53.5 PPF
DESCRIPTIONThe 9.63 TST-3 retrievable service packer is a high-pressure tool designed for use in sweet service wells at moderatetemperature. It is used for service operations such as squeeze cementing, formation fracturing and tubular testing.The TST-3 features an integral bypass seal, which allows rapid running without additional tools under normalconditions. A system of hydraulic hold-down buttons allows the TST-3 to automatically grip the casing whentubing pressure exceeds casing pressure, preventing tool movement while treating below the tool. These buttonsretract when the tubing and casing pressures equalize allowing easy retrieval. The TST-3 is a compression setpacker designed to operate at differential pressures up to 8,000 PSI above or below the packer. Operation is limitedto 275°F with the standard elements and seals. It is possible to treat in temperatures up to 350°F for short periods oftime using an optional higher temperature packing element system.
FEATURES AND BENEFITS
Integral Unloader and Fluid Bypass. The TST-3 is well suited to operations such as spotting fluids while the toolis still set. The bypass design also allows circulation around the bottom of the tool, allowing rapid removal ofdebris, cement or treating fluids from the bottom of the tool.
Reliable Packer Control. The TST-3 features an exposed J-slot control mechanism. This rugged packer controlsystem provides reliable function in all well conditions. The exposed J-slot allows debris to be flushed from thecontrol system insuring that the packer may be set and retrieved in even marginal well conditions.
Multiple Control Options. The TST-3 uses an external J-housing to control the packer. This housing is currentlyavailable in both left-hand and right-hand versions with; a J pattern, an L pattern, or an auto-J pattern. These J-housings are easily changed out to allow the TST-3 to be tailored to fit the job that will be performed.
Reliable Setting. The slips on the TST-3 ride in a dovetail slot. This allows all of the slips to be deployed evenlyand flat against the casing. This serves to give the slips a more even bite while spreading the load more evenly tothe casing. This positive slip deployment also helps to center the packer within the tubulars allowing for morereliable packoff. The slips and buttons use tungsten carbide inserts to reliably grip in all grades of casing and allowpenetration of scale and other buildup on the casing walls.
Reliable Release. Picking up the tubing string opens the bypass. This equalizes the pressure across the hydraulichold-downs to allow retrieval.
Proven Packing Element System. The packing element system used on the TST-3 is a robust, field proven system.This system allows multiple sets, and may be tailored, through hardness selection or using alternate materials, tomeet a wide range of down-hole conditions.
Full Bore Design. Wireline tools and perforating equipment may be run through the tool while performing serviceoperations.
Keyed Mandrel Connections. The mandrel connections to both top and bottom subs are keyed to prevent back offdown hole.
BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 2 of 24
Confidential Proprietary InformationBJ Services Company, USA
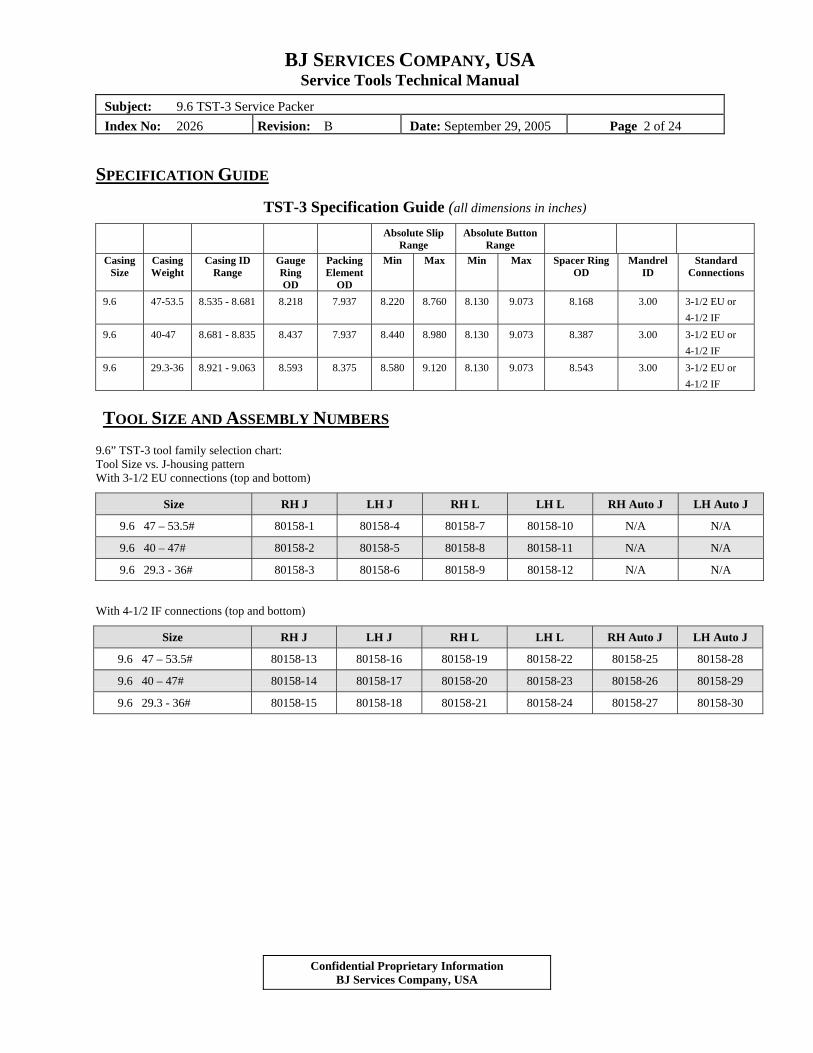
SPECIFICATION GUIDE
TST-3 Specification Guide (all dimensions in inches)
Absolute SlipRange
Absolute ButtonRange
CasingSize
CasingWeight
Casing IDRange
GaugeRingOD
PackingElement
OD
Min Max Min Max Spacer RingOD
MandrelID
StandardConnections
9.6 47-53.5 8.535 - 8.681 8.218 7.937 8.220 8.760 8.130 9.073 8.168 3.00 3-1/2 EU or4-1/2 IF
9.6 40-47 8.681 - 8.835 8.437 7.937 8.440 8.980 8.130 9.073 8.387 3.00 3-1/2 EU or4-1/2 IF
9.6 29.3-36 8.921 - 9.063 8.593 8.375 8.580 9.120 8.130 9.073 8.543 3.00 3-1/2 EU or4-1/2 IF
TOOL SIZE AND ASSEMBLY NUMBERS
9.6” TST-3 tool family selection chart:Tool Size vs. J-housing patternWith 3-1/2 EU connections (top and bottom)
Size RH J LH J RH L LH L RH Auto J LH Auto J
9.6 47 – 53.5# 80158-1 80158-4 80158-7 80158-10 N/A N/A
9.6 40 – 47# 80158-2 80158-5 80158-8 80158-11 N/A N/A
9.6 29.3 - 36# 80158-3 80158-6 80158-9 80158-12 N/A N/A
With 4-1/2 IF connections (top and bottom)
Size RH J LH J RH L LH L RH Auto J LH Auto J
9.6 47 – 53.5# 80158-13 80158-16 80158-19 80158-22 80158-25 80158-28
9.6 40 – 47# 80158-14 80158-17 80158-20 80158-23 80158-26 80158-29
9.6 29.3 - 36# 80158-15 80158-18 80158-21 80158-24 80158-27 80158-30

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 3 of 24
Confidential Proprietary InformationBJ Services Company, USA
PRESSURE, TEMPERATURE, AND MECHANICAL RATINGS
The standard TST-3 packer is shipped with a 90 Durometer Nitrile bypass seal and a 90-70-90 Durometer Nitrilepacking element system. All O-rings are Nitrile as well. This allows the packer to function appropriately in welltemperatures up to 275°F and at differential pressures up to 8,000 PSI (tubing or annulus pressure). Consult ServiceTools Engineering for optional 90 Durometer Bonded bypass seal and optional 90-80-90 durometer packing elementsystems availability.
Packer Mechanical LimitsAll values listed are with a safety factor of 1.0. If these values are exceeded, the packer must be disassembled and thoroughly
inspected for damage prior to returning the tool to service. It is recommended that if tensional loads are exceeded on themandrel, that the mandrel, top and bottom subs be replaced regardless of whether any damage is apparent.
9-5/8” TST-3 Packer Family (all packers with 80158-X for assembly numbers)Mandrel – Maximum Tensile load 388,400 lb.Mandrel and Top and Bottom Subs – Maximum Torque 28,630 ft-lb.Mandrel – Minimum Burst and Collapse (in cases where the tubing is plugged) 17,500 PSIBurst and Collapse – minimum for all pressure containing parts 8,000 PSI
OPERATING INSTRUCTIONS
Prior to runningMake sure that the well is as clean as possible. Consult slack-off charts for specific combinations of tubing andcasing to make sure that enough set-down weight can be applied to the packer. Check hydraulic effects prior topressurizing the casing or starting the job. Make sure that there is enough set-down weight at the packer to hold thebypass closed, and that the casing will withstand the treating pressures and packer induced forces. Make a fishingdiagram and note tool configuration (i.e. 9.6” 40-47# TST-3 with RH J). Verify that the tool ID is clear ofobstructions (run water from rig hose through the tool in sight of rig personnel, drift tool if necessary). Functionaltest tool. Work drag block housing and J from running to set position, push J-housing toward packing elements andverify free movement of all slips. Return the J to the running position. Make up TST-3 Service Packer and anyaccessories to tubing or drill pipe. Verify that tool is in the running position. Verify that BOP is open.
Run tool to desired depth.
To SetNote: Assume that a Right hand manual J tool will be used. (ex. 80158-1) All pipe movement stated will be what isrequired at the tool.
Pick tool up 1 foot and rotate 1 turn to the right (clockwise as looking from the top of the draw works down at therig floor).
Slack off pipe weight to get at least the minimum set-down weight on the tool. (See set-down weight chart below)
Close the rams on the surface and pressurize the annulus to test for leaks. If pressure in the annulus can not bemaintained, the packer should be pulled and inspected.
Note: If the tool shows evidence of leaking when pressured from below due to insufficient set-down weight, pressurethe annulus (a few hundred PSI) to help the buttons retract before adding weight.

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 4 of 24
Confidential Proprietary InformationBJ Services Company, USA
To Spot FluidsAfter the tool has been tested, release any pressure on the tubing and then the annulus. Pick the tool up to open thebypass, and unset the packer (if necessary). Begin spotting fluid. When the fluids are properly positioned, slack offto set the packer and close the bypass. Apply proper weight to the tool. Monitor the annulus and tubing pressuresthroughout the job.
To ReleaseAfter pressure is released from the tubing and annulus, if possible, the annulus should be pressured to a minimum oftwo hundred PSI and held for at least 1 minute. This will help the hydraulic hold-down buttons retract. Ifpressuring the back-side is not possible, it may be necessary to work the tool up and down slowly to help the buttonsretract. Releasing the tool and pulling from the hole too quickly (before the buttons can completely retract) canseriously damage the tool and may damage casing.
Reversing OutWhen squeezing and after setting sand plugs, when possible, reverse out. This helps to flush debris from the tooland works to insure that the tool is free after job completion.
To ResetThe TST-3 can be set and released multiple times in the same trip to test casing or spot fluids at different locations .If the tool has an “Automatic-J”, picking the tool up a few feet will put it in the running position. If a manual J ormanual L patterned control housing is being used, the tool may be pulled up the hole and reset simply by slackingoff weight. If it is to be run deeper into the well, the tool will have to be picked up a few feet, and rotated back intothe running position (if a RH J is used, the string should be turned LEFT 1 turn at the tool). The tool is now ready tobe run down hole and set as above.
Minimum Set-Down Weights Required for Packoff (all tool sizes) (lbs.)Packing Element System
(Durometers)Temperature Range
(°F)9.6 (all toolsizes)(lbs.)
90-70-90 50-275 15,000
Note: Set Down weight is at the tool. Set Down weight required at surface will be higher.
ConsumablesDescription Part NumberUnloader Seal 90 Duro 80189-1Unloader Seal Bonded 90 Duro 80160-1Redress Kits:O-rings 84917-1Packing Elements 29.3-36 ppf 90-70-90 Duro 84918-1Packing Elements 29.3-36 ppf 90-80-90 Duro 84918-2Packing Elements 40-47 ppf 90-70-90 Duro 84918-3Packing Elements 40-47 ppf 90-80-90 Duro 84918-4Packing Elements 47-53.5 ppf 90-70-90 Duro 84918-5Packing Elements 47-53.5 ppf 90-80-90 Duro 84918-6

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 5 of 24
Confidential Proprietary InformationBJ Services Company, USA
TROUBLESHOOTING
Symptom Possible Cause(s) Possible Solution(s)Packer will not start in hole 1) Drag blocks or gauge rings too large for
casing1a) Check gauge ring OD1b) Check drag blocks1c) Verify tool appropriateness forcasing
2) Insufficient pipe weight 2) Add drill collars or pipe weight asnecessary
Packer hangs up going in hole 1) Packer trying to set 1) Pick tool up a couple of feet androtate back to running position
2) Trash in hole 2) POOH make bit / scraper run andcirculate 2 casing volumes to clean pipe
Packer will not set 1) Drag blocks not gripping 1a) Move up or down 1 joint to see ifpacker will set1b) Replace drag blocks and springs asnecessary
2) Slips not gripping 2a) POOH replace slips as necessary2b) POOH inspect tool for debris
3) Wrong tool size 3) Verify tool appropriateness forcasing
Packer sets, but will not test 1) Packing elements too stiff for temperatureat depth
1) POOH and redress with correctpacking elements
2) Packing elements damaged 2) POOH and redress with correctpacking elements
3) Insufficient set-down weight 3) Apply more set-down weight and re-test
4) Damaged bypass seal 4) POOH and replace bypass seal
Packer leaks during job 1) Overpressure 1) Adjust treating and casing pressures2) Tubing contraction 2) Apply more set-down weight
Packer will not retrieve 1) Buttons will not retract 1a) Slack off weight and pressure back-side to push buttons back into receptacle1b) Circulate through tool while pullingtension
2) Tailpipe stuck in cement 2) Shoot off tailpipe and retrieve packer
Packer stops abruptly whilerunning
1) Packer trying to set 1) Pick tool up a couple of feet androtate back to running position
2) Packing element trying to swab-off 2a) Run in at slower speed2b) Use external circulation valve

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 6 of 24
Confidential Proprietary InformationBJ Services Company, USA
ASSEMBLY LUBRICANTS
The lubricants listed below will provide adequate protection and lubrication for the TST-3 packers in land andmarine environments.
Grease Manufacturer Liquid O-ring Polymer 400 Oil Center Research ALCO EP Jet-Lube CC Lube Jet-Lube KOPR-KOTE Jet-Lube

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 7 of 24
Confidential Proprietary InformationBJ Services Company, USA
CALCULATING HYDRAULIC FORCES ON THE TOOL
Effect of Tubing and Annulus Pressure on Unloader of TST-3
The Unloader Valve on the TST-3 is not hydraulically balanced for any particular tubing size. Therefore, changes intubing pressure and annulus pressure will exert a forcetending to open the unloader (by acting against tubing set-down weight) or exert a force tending to hold the unloaderclosed. The following material may be used to determinethe magnitude of these forces for a given change in tubingor annulus pressure and also tell whether they are tendingto open or close the unloader.
The values given in the chart “Areas (in sq. ins.) Actedupon By Tubing and Annulus Pressures” are printed aspositive or negative. These values are not only thenumber of square inches acted upon by the pressurechange, but also the direction of the resultant force. Thefigures shown as positive will cause, with a pressureincrease, a force tending to hold the unloader closed. Theareas shown negative will result in an upward force, or aforce tending to open the unloader. The directions of theforces hold true if the tubing and annulus pressures at thetool are increased.
If the tubing pressure at the tool is decreased, such as would occur in a swabbing operation, the direction of force asexplained above would be reversed.
When the annulus pressure is greater than tubing pressure, the Balance Piston is held by the annulus pressure,against the Balance Piston Retainer. In this position, the Balance Piston does not act to help hold the UnloaderValve closed; set-down weight alone must be used to keep the unloader closed.
It should be noted that the set-down weight required to keep the unloader closed need not be added to the weightrequired to set the packer if the value calculated is less than the force required to set the tool.
Areas tending to close the unloader are positive. Areas tending to open the unloader are negative.
Multiplying a pressure change by a negative figure gives a force tending to open the unloader. Multiplying apressure change by a positive figure gives a force tending to hold the unloader closed.

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 8 of 24
Confidential Proprietary InformationBJ Services Company, USA
TST-3 Packer and Hydraulic Data
Basic Packer Size Tubing Data Bypass Seal Net BalancePiston Area
DrillPipeSize
WeightLbs./ft.
IDIn.
OD Area(in2)
ID Area(in2)
ID Area(in.)
OD Area(in2) (in2)
To Ti Si So Bn6 5/8 25.2 5.965 34.471 27.9455 ½ 24.70 4.670 23.758 17.1285 ½ 21.90 4.778 23.758 17.9305 25.60 4.000 19.635 12.5605 19.50 4.276 19.635 14.3605 16.25 4.408 19.635 15.2614 ½ 22.82 3.500 15.900 9.6214 ½ 20.00 3.640 15.900 10.4064 ½ 16.60 3.826 15.900 11.497
9-5/8” – TST-3
4 ½ 13.75 3.958 15.900 12.304
14.22 16.76 14.50
For tubing dimensions, consult the “BJ Engineering Handbook”Areas (in sq. ins.) Acted On By Tubing and Annulus Pressures
Tubing PressureGreater Than
Annulus PressureAt The Tool
Annulus PressureGreater Than TubingPressure At The Tool
Annulus Pressure GreaterThan Tubing Pressure At The
Tool
Nominal ToolSize
TubingSize O.D.
Weight(lb/f)
TubingArea
AnnulusArea
TubingI.D.
AreaTubingArea Annulus Area Tubing Area
AnnulusArea
Col. 1 Col. 2 Col. 3 Col. 4 Col. 5 Col. 6 Col. 7
6 5/825.20 25.69
-32.21-27.95 13.73
-20.25-13.73
-20.25
24.70 14.87 -17.13 2.91 -2.915-1/2
21.90 15.67
-21.5
-17.93 3.71
-9.54
-3.71
-9.54
25.60 10.30 -12.56 -1.66 1.6619.50 12.10 -14.36 .14 -.145
16.25 13.0
-17.38
-15.26 1.04
-5.42
-1.04
-5.42
22.82 7.36 -9.62 -4.60 4.6020.00 8.15 -10.41 -3.81 3.8116.60 9.24 -11.50 -2.72 2.72
9-5/8” –TST-3
4-1/2
13.75 10.04
-13.64
-12.30 -1.92
-1.68
1.92
-1.68

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 9 of 24
Confidential Proprietary InformationBJ Services Company, USA
Column 1 = -(So-Ti) + (Bn)Column 2 = (So-To) – (Bn)Column 3 = -TiColumn 4 = -(Si-Ti)Column 5 = Si-ToColumn 6 = Si-TiColumn 7 = Si-To
Where,
To = Tubing O.D. AreaTi = Tubing I.D. AreaSo = Bypass Seal O.D. AreaSi = Bypass Seal I.D. AreaBn = Net Balance Piston Area
WHEN TUBING PRESSURE IS GREATER THAN ANNULUS PRESSURE AT THE TOOL:Caution: Tubing movement calculation may be necessary to fully understand the forces on the packer and should berun prior to the job.
1. Multiply the change in the tubing pressure at the tool by Column 1.L1 = ΔP x Tubing Area Col. 1
2. Multiply the change in annulus pressure at the tool by Column 2.L2 = ΔP1 x Annulus Area Col. 2
If the total of these forces is tending to open the unloader (negative), and is greater than the original pack-offweight, additional set-down weight is required. This additional weight is equal to the difference between theforce tending to open the unloader and required pack-off weight.
3. Multiply the tubing pressure by Column 3.L3 = ΔP x Tubing ID Area Col. 3
Since the figure in Column 3 is always negative, the resulting force is tending to open the unloader by lifting thetubing at the surface. If by adding all three forces, the result is a force tending to open the unloader and isgreater than the maximum hook-load of the tubing before setting the tool, the tubing will raise and the unloaderwill be opened. Since the hook-load is the limiting factor, high pressures at relatively shallow depths might beprohibitive.
If L1 + L2 + L3<0 lb., tends to open the unloader valve. Add this to required set-down weight.
If L1 + L2 + L3>0 lb., tends to keep the unloader valve closed.
4. If the tubing is secured at the surface by a X-mas tree or such, the lifting force calculated instep 3 can bedisregarded.
Example Problem 1
Well Properties
9-5/8 53.5 ppf casing5” – 19.50ppf drill pipe9.0 lb/gal brine water – casing is fullΔP = tubing pressure = 3000 psi at toolΔP1 = annulus pressure = 0 psi at toolSet-down weight = 15,000 lb.

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 10 of 24
Confidential Proprietary InformationBJ Services Company, USA
1. Multiply the change in the tubing pressure at the tool by Column 1.L1 = ΔP x Tubing Area Col. 1 = 3000 psi x 12.10 sq. in. = 36,300 lb.
2. Multiply the change in annulus pressure at the tool by Column 2.L2 = ΔP1 x Annulus Area Col. 2 = 0 psi x (-17.38) sq. in. = 0 lb.
L1 + L2 = 36,300 + 0 = 36,300 lb.>0 lb. (tends to keep unloader valve closed)
3. Multiply the tubing pressure by Column 3. (Tubing not secured at surface)L3 = ΔP x Tubing ID Area Col. 3 = 3000 psi x (-14.36) = -43,080 lb.
4. Adding the forces,L1 + L2 + L3 = (36,300 + 0 + -43,080) lb. = -6,780 lb., will tend to open the unloader seal.
Therefore, an additional 6780 lbs is needed for a total of 21,780 lbs to set the tool, and keep the unloader seal closed.
WHEN ANNULUS PRESSURE IS GREATER THAN TUBING PRESSURE AT THE TOOL:
1. Multiply the change in tubing pressure by Column 4.L1 = ΔP x Tubing Area Col. 4
2. Multiply the change in annulus pressure by Column 5.L2 = ΔP1 x Annulus Area Col. 5
If the total of these two forces is tending to open the unloader, and is greater than the original pack-off weight, additional set-down weight is required. This additional weight is equal to the difference between the force tending to open the unloader andthe required pack-off weight.
3. Multiply the tubing pressure by Column 3.L3 = ΔP x Tubing ID Area Col. 3
Since the figure in Column is always negative, the resulting force is tending to open the unloader by lifting the tubing at thesurface. If by adding all three forces, the result is a force tending to open the unloader and is greater than the maximumhook-load of the tubing before setting the tool, the tubing will raise and the unloader will be opened. Since the hook-load isthe limiting factor, high pressures at relatively shallow depths might be prohibitive.
Example Problem 2Same example as above, except now ΔP= 0 psi. and ΔP1 = 3000 psi.
1. Multiply the change in tubing pressure by Column 4.L1 = ΔP x Tubing Area Col. 4 = 0 psi. x (.14 sq. in.) = 0 lbs.
2. Multiply the change in annulus pressure by Column 5.L2 = ΔP1 x Annulus Area Col. 5 = 3000 psi x( –5.42) sq. in. = -16,260 lb.
L1 + L2 = 0 + (-16,260) = -16,260<0 (tends to open unloader valve).
3. Multiply the tubing pressure by Column 3.L3 = ΔP x Tubing ID Area Col. 3 = 0 psi x (-14.36 sq. in.) = 0 lb.
In our case, L1 + L2 + L3 = (0 + (-16,260) + 0) lb. = -16,260 lb., will tend to open the unloader valve.Therefore, a minimum of 15,000 lb. + 16,260 lb. = 31,260 lb. in order to set the tool and keep the unloader seal closed.

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 11 of 24
Confidential Proprietary InformationBJ Services Company, USA
WHEN ANNULUS PRESSURE IS GREATER THAN TUBING PRESSURE AT THE TOOL DUE TOSWABBING THE TUBING:
1. Multiply the change in tubing pressure by Column 6.L1 = ΔP x Tubing Area Col. 6
2. Multiply the change in annulus pressure by Column 7.L2 = ΔP1 x Annulus Area Col. 7
If the result is a force tending to open the unloader, and is greater than the original pack-off weight, additional set downweight is required. This additional weight is equal to the difference between the force tending to open the unloader and therequired pack-off weight.
If L1 + L2 < 0, the unloader valve tends to open.
If L1 + L2 >0, the unloader valve tends to stay closedBe sure to consult slack-off charts to determine whether the requisite amount of pipe weight can be put on the tool. If slack-off weight is not sufficient, then drill collars may have to be used to put sufficient weight on the tool.Consult tubing movement simulation to insure that treating (tubing ballooning, thermal movement, etc.) does not remove toomuch of the initial pipe weight.
Example Problem 3Same example as above, except now ΔP= 0 psi. and ΔP1 = 3000 psi. due to swab-off.
1. Multiply the change in tubing pressure by Column 6.L1 = ΔP x Tubing Area Col. 6 = 0 psi x .14 sq. in. = 0 lb.
2. Multiply the change in annulus pressure by Column 7.L2 = ΔP1 x Annulus Area Col. 7 = 3000 psi x –5.42 sq. in. = -16,260.
In this case, L1 + L2 = 0 lb. + (-16,260) = -16,260 lb., will tend to open the unloader.Therefore an additional 16,260 lbs will need to be added to the setdown weight for a total of 31,260 lbs to set the packer, andkeep the unloader seal closed.

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 12 of 24
Confidential Proprietary InformationBJ Services Company, USA
9.6” 29.3-53.5 PPF TST-3 ASSEMBLY INSTRUCTIONS
The 9.6” TST-3 Packer is configured to run in three weight ranges: 29.3-36ppf, 40-47ppf, and 47-53.5ppf. Thereare three sets each of gauge, guide, and spacer rings and two sets each of end and center elements. Identify thecasing size, weight and element system to be used and dress the packer accordingly. Please refer to the 9.6” TST-3Assembly Part Numbers (page 17) and Parts List (pages 18-21) for the correct parts for the different toolconfigurations.
Check all parts for wear or damage. Replace any part that shows significant wear or other damage. All parts shouldbe clean and free of rust. Remove any wrench marks with a file or emery cloth. Remove and discard any old orused rubber goods. Use only rubber goods that are within shelf life and storage requirements. Rubber goods mustconform to BJ Specification 265203. Use only Downhole Tools approved thread and o-ring lubricants. See“Assembly Lubricants” section for approved lubricants.
All threaded parts should make up smoothly. If not, have the parts inspected.
Tools Needed:• 3/16, 1/8 allen wrenches (ball end recommended),• 2 pipe wrenches capable of gripping 2” pipe through 7” pipe,• brass hammer (approx. 6 oz.),• small pry-bar or punch (approx. 10” long and up to ½” dia.),• 2 lb. dead blow hammer,• small non-marring hammer.• Collet Assembly Tool (P/N 85700-1)
Do’s and Don’ts for TST-3 Packer Assembly and DisassemblyDO DON’T
Use the recommended lubricants for straight threads and o-rings in this technical unit.
Substitute other greases without approval from ServiceTools Engineering.
Visually inspect all parts prior to assembly and afterdisassembly.
Use parts that are damaged or repaired without consultingwith Service Tools Engineering.
Visually inspect parts after installing o-rings. Use the packer if evidence of o-ring damage is present.Use cranes, lifting bolts and heavy duty vises. Assemble or disassemble packer without lifting aids and
vises.Discard all used seals, including the bypass seal after thepacker has been run.
Re-use any rubber seals that have been run into the well.
Always use new seals within shelf life requirements atredress.
Use seals that have been in the well or are out of shelf life.
ASSEMBLY:1. Install o-ring (19) in balance piston (9) using Downhole Tools approved lubricant. Apply lubricant to the OD
of the balance piston around the O-ring and the sliding seal area.
2. Lubricate the ID of the balance piston retainer (8). Slide the balance piston (9), o-ring end first, into the balancepiston retainer (8). Press the balance piston in until it bottoms in the balance piston retainer
3. Slide the balance piston (9) and the balance piston retainer (8) over the top of the mandrel (7) until the balancepiston (9) contacts the lugs on the mandrel (7).
BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 13 of 24
Confidential Proprietary InformationBJ Services Company, USA
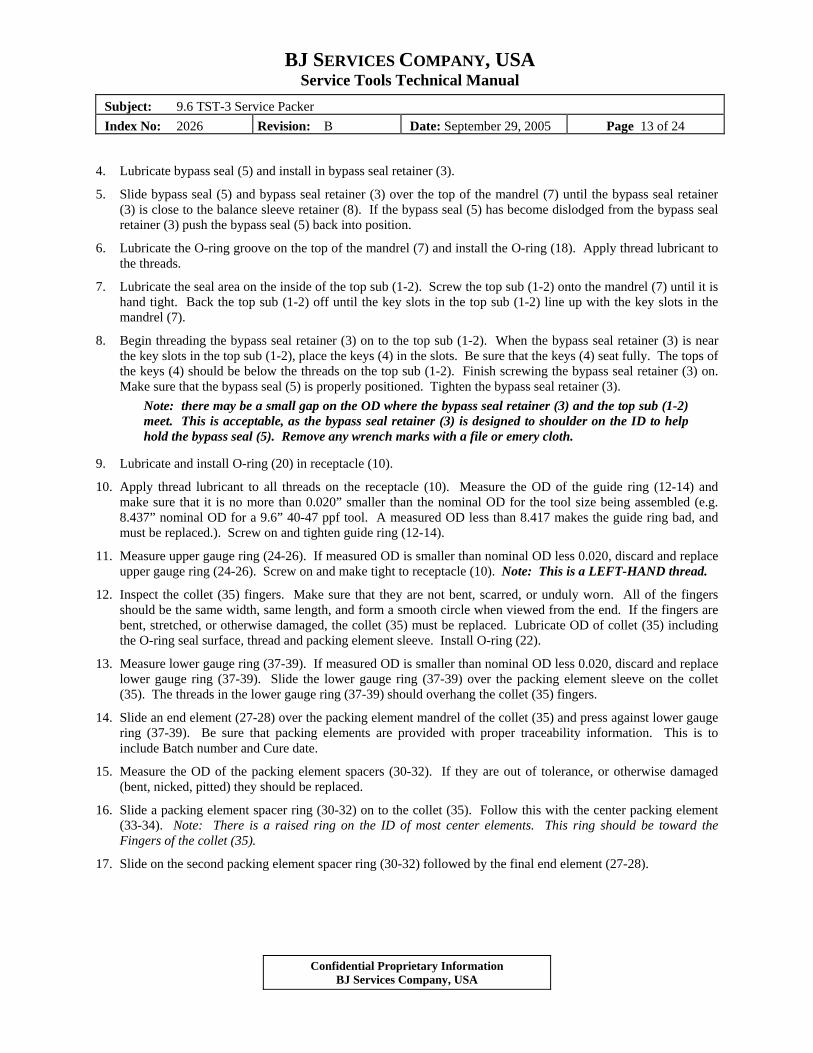
4. Lubricate bypass seal (5) and install in bypass seal retainer (3).
5. Slide bypass seal (5) and bypass seal retainer (3) over the top of the mandrel (7) until the bypass seal retainer(3) is close to the balance sleeve retainer (8). If the bypass seal (5) has become dislodged from the bypass sealretainer (3) push the bypass seal (5) back into position.
6. Lubricate the O-ring groove on the top of the mandrel (7) and install the O-ring (18). Apply thread lubricant tothe threads.
7. Lubricate the seal area on the inside of the top sub (1-2). Screw the top sub (1-2) onto the mandrel (7) until it ishand tight. Back the top sub (1-2) off until the key slots in the top sub (1-2) line up with the key slots in themandrel (7).
8. Begin threading the bypass seal retainer (3) on to the top sub (1-2). When the bypass seal retainer (3) is nearthe key slots in the top sub (1-2), place the keys (4) in the slots. Be sure that the keys (4) seat fully. The tops ofthe keys (4) should be below the threads on the top sub (1-2). Finish screwing the bypass seal retainer (3) on.Make sure that the bypass seal (5) is properly positioned. Tighten the bypass seal retainer (3).
Note: there may be a small gap on the OD where the bypass seal retainer (3) and the top sub (1-2)meet. This is acceptable, as the bypass seal retainer (3) is designed to shoulder on the ID to helphold the bypass seal (5). Remove any wrench marks with a file or emery cloth.
9. Lubricate and install O-ring (20) in receptacle (10).
10. Apply thread lubricant to all threads on the receptacle (10). Measure the OD of the guide ring (12-14) andmake sure that it is no more than 0.020” smaller than the nominal OD for the tool size being assembled (e.g.8.437” nominal OD for a 9.6” 40-47 ppf tool. A measured OD less than 8.417 makes the guide ring bad, andmust be replaced.). Screw on and tighten guide ring (12-14).
11. Measure upper gauge ring (24-26). If measured OD is smaller than nominal OD less 0.020, discard and replaceupper gauge ring (24-26). Screw on and make tight to receptacle (10). Note: This is a LEFT-HAND thread.
12. Inspect the collet (35) fingers. Make sure that they are not bent, scarred, or unduly worn. All of the fingersshould be the same width, same length, and form a smooth circle when viewed from the end. If the fingers arebent, stretched, or otherwise damaged, the collet (35) must be replaced. Lubricate OD of collet (35) includingthe O-ring seal surface, thread and packing element sleeve. Install O-ring (22).
13. Measure lower gauge ring (37-39). If measured OD is smaller than nominal OD less 0.020, discard and replacelower gauge ring (37-39). Slide the lower gauge ring (37-39) over the packing element sleeve on the collet(35). The threads in the lower gauge ring (37-39) should overhang the collet (35) fingers.
14. Slide an end element (27-28) over the packing element mandrel of the collet (35) and press against lower gaugering (37-39). Be sure that packing elements are provided with proper traceability information. This is toinclude Batch number and Cure date.
15. Measure the OD of the packing element spacers (30-32). If they are out of tolerance, or otherwise damaged(bent, nicked, pitted) they should be replaced.
16. Slide a packing element spacer ring (30-32) on to the collet (35). Follow this with the center packing element(33-34). Note: There is a raised ring on the ID of most center elements. This ring should be toward theFingers of the collet (35).
17. Slide on the second packing element spacer ring (30-32) followed by the final end element (27-28).

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 14 of 24
Confidential Proprietary InformationBJ Services Company, USA
18. Make sure that the O-ring (22) is in place on the collet (35) and screw the collet (35) and element stack intoplace on the receptacle (10). Use Collet Assembly Tool (P/N 85700-1) to avoid damaging collet fingers duringassembly or disassembly. Refer to the below illustration for assembly directions. Slide the Assembly Tool overthe collet (35) fingers and tighten collet (35) by wrenching on Collet Assembly Tool body. When finished,remove Collet Assembly Tool before continuing with assembly of packer.
19. Liberally grease the mandrel (7) at the threads, and the collet (35) shoulder. Slide the receptacle (10) and collet(35) assembly on from the bottom of the mandrel (7). The collet (35) fingers will fit tightly around the mandrel(7) and may drag across the threads as it is installed. This is normal. The collet (35) should be able to bepushed over the mandrel (7) threads and other “wide spots” on the mandrel (7) with little difficulty. DO NOThammer on the collet (35) fingers or on the receptacle (10) as this will damage or destroy these parts. Use colletassembly tool (p/n 85700-1) to tighten collet onto receptacle (10).
20. Check the o-ring (20), and make sure that it is in place. Carefully slide the end of the receptacle (10) over thelugs on the mandrel (7). If necessary, re-lubricate the threads on the top of the receptacle (10), and thread onthe balance piston retainer (8). Screw this on carefully, and do not force or over-torque during installation. Thebalance piston (9) is working its way into the seal area in the receptacle (10). If this does not screw togethereasily, back the balance sleeve retainer (8) off, and make sure that the balance piston (9) is centered and pushedto the top of the balance piston retainer (8), and try again to thread the parts together. Make the balance pistonretainer (8) up tight to the receptacle (10). Remove any wrench marks with a file or emery cloth.
BUTTON INSTALLATION
21. Apply a thin film of lubricant to one of the button holes in the receptacle (10).
22. Apply a thin film of lubricant to the O-ring (21), and install into the groove on the button (17). Apply a thinfilm of lubricant to the OD of the button (17).
23. Place the button (17) in the lubricated bore of the receptacle (10). Rotate the button (17) so that the slot alignswith the slot in the receptacle (10), and the flats on the carbide inserts point toward the bottom of the tool(toward the Packing elements). Carefully work the button into the hole, taking care not to cut the o-ring (21). Ifnecessary the button (17) may be tapped with a non-marring hammer. Do not use a steel hammer, as this will

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 15 of 24
Confidential Proprietary InformationBJ Services Company, USA
destroy the carbide inserts. If a sliver of rubber was cut from the o-ring (21), or you suspect that the o-ring (21)was damaged, remove the button (17) inspect the o-ring (21). If the o-ring (21) is damaged, it must be replaced.
24. If necessary, rotate the button (17) such that the slot through the button (17) lines up with the slot on thereceptacle (10) OD, and the flat faces on the carbide inserts face the bottom of the tool.
25. Prepare and install the button (17) next to this last one in the same manner as the first button (17). Again besure that the O-ring (21) is in good condition, and the button (17) is oriented correctly. Check for shreds ofrubber after installing each button (17). This is evidence of O-ring damage. Replace damaged O-ringsimmediately and re-install buttons (17) carefully. Persistent damage to O-rings at installation is evidence of badinstallation practice or non-conforming buttons (17) or receptacle (10).
26. Place a spring (23) in each of the flat bottom holes in the bottom of the slot in the buttons (17). There should betwo (2) springs (23) per button (17).
27. Place the piston retainer (16) strap in the slot in the receptacle (10) OD, covering the springs (23) in the buttons(17). Lubricate and secure in place with the countersunk socket head screws (15).
28. Repeat with the other three rows of buttons (17).
29. Lubricate the threads on the packer actuator body (40) and the cone (41-43) and screw together.
30. Stand the cone (41-43) and packer actuator body (40) vertically with the slots in the cone (41-43) pointing up.Hang the slips (44) in the slip retainer ring (46) and lower the slips (44) into the slots in the cone (41-43).
31. Lubricate the saddle ring groove on the slip retainer ring (46).
32. Lubricate the threads on the drag block housing (50) and screw the saddle sleeve retaining ring (48) on until thesaddle sleeve groove is exposed. Lubricate the saddle sleeve groove.
33. Place the dragblock housing (50) on the slip retaining ring (46).
34. Install the saddle ring (47).
35. Slide the saddle ring retainer (48) down over the saddle ring (47) and screw down until the holes in the retainerring (48) line up with the groove in the dragblock housing (50).
36. Install the retaining screws (49).
37. Install the connector sleeve (45) down the center of the cone (41-43)/dragblock housing (50) assembly. Theconnector sleeve (45) screws into the cone (41-43). Make connector sleeve (45) tight.Note: If the connector sleeve is not tight, it could unscrew and allow the slips (44) to fall out.
38. Slide the cone (41-43)/dragblock housing (50) over the mandrel (7) and make tight to the bottom gauge ring(37-39).
39. Grease the internal threads, seal area, and the sleeve area on the bottom sub (68-69).
40. Slide the key retaining sleeve (67) onto the bottom sub (68-69). The holes should be on the end closest to theend of the bottom sub (68-69).
41. Lubricate the O-ring groove on the bottom of the mandrel (7) and install the O-ring (70).
42. Screw the bottom sub (68-69) onto the mandrel (7) until it butts up tight. Loosen the bottom sub (68-69) untilthe key slots align with the slots in the mandrel (7). Insert the keys (73).
43. With the keys (73) completely seated, rotate the key retaining sleeve (67) 45°, until the screw holes align andinstall the retaining screws (66).
44. Place 4 springs (52) into the pocket on the underside of the dragblock (51).

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 16 of 24
Confidential Proprietary InformationBJ Services Company, USA
45. Slide the dragblock (51) and springs (52) into the dragblock housing (50). Repeat for the other five (5)dragblocks (51).
46. Slide the j-housing (54-65) over the bottom sub (68-69). Align the slots in the j-housing (54-65) with the lug onthe bottom sub (68-69) and slide the j-housing (54-65) over the j-lug on the bottom sub (68-69). Slide the dragblock housing (50) down to meet the j-slot housing (54-65) and screw the two together. Note, this is a left-handthread. Make tight and install the setscrews (53). Check the drag blocks (51) for free movement.
47. Rotate the J-housing (54-65) from the set position to the running position a couple of times to insure freemovement of the dragblock housing (50) and J-housing (54-65). Move the J-slot to the setting position andpush the assembly upward (toward the top sub (1/2)). Make sure that the slips (44) come out easily, and remainin the cone (41-43) and slip retainer (46). Pull J-housing (54-65) down (toward bottom sub (68-69)) firmly andmake sure that the slips (44) stay in the cone (41-43). Move the J-slot back to the running position.
Note: A guide ring (71) is not used on the 3-1/2” IF bottom sub (69).
48. Apply lubricant to the guide ring threads on the bottom sub (68-69). Slide the guide ring (71) on over thebottom sub (68) and thread onto the threads. Make tight and install the retaining setscrews (72).
49. Lubricate the threads on the bottom of the bottom sub (68-69) and install a thread protector.
50. Lubricate the box connection on the top sub (1-2) and install a thread protector. Note: This is sufficient onlyfor indoor storage. If the tool is to be stored outdoors, appropriate measures must be taken to prevent corrosionof the mandrel (7) ID as well as the outer parts.
51. Wrap the packing elements in paper and tape in place. Wrap paper thickly and tape securely. Mark casing ODand weight that tool is dressed for (e.g. 9.6” 40-47 PPF).

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 17 of 24
Confidential Proprietary InformationBJ Services Company, USA
9.6” TST-3 ASSEMBLY PART NUMBERS

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 18 of 24
Confidential Proprietary InformationBJ Services Company, USA
9.6” TST-3 PARTS LIST

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 19 of 24
Confidential Proprietary InformationBJ Services Company, USA

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 20 of 24
Confidential Proprietary InformationBJ Services Company, USA

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 21 of 24
Confidential Proprietary InformationBJ Services Company, USA

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 22 of 24
Confidential Proprietary InformationBJ Services Company, USA
9.6” TST-3 ASSEMBLY VIEW

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 23 of 24
Confidential Proprietary InformationBJ Services Company, USA
9.6” TST-3 FISHING DIMENSIONS – 3-1/2” EUE 8 RD CONNECTIONS

BJ SERVICES COMPANY, USAService Tools Technical Manual
Subject: 9.6 TST-3 Service PackerIndex No: 2026 Revision: B Date: September 29, 2005 Page 24 of 24
Confidential Proprietary InformationBJ Services Company, USA
9.6” TST-3 FISHING DIMENSIONS – 4-1/2” IF CONNECTIONS