Embed Size (px)
Citation preview

Título: Estudio de la etapa de fermentación alcohólica utilizando mezclas de diferentes sustratos.
Autor: Duniesky Torres Jomolca
Tutores: Dr. Ronaldo Santos Herrero. Lic. Leyanis Mesa Garriga.
“Año de la Alternativa Bolivariana para las Américas”. Curso 2004-2005

1
Resumen.
En el presente trabajo se realizó un estudio a escala de laboratorio y a escala industrial
del proceso de fermentación alcohólica usando mezclas de diferentes sustratos (jugo
de los filtros, jugos secundarios y miel final). Para ello se realizó una revisión
exhaustiva de la bibliografía, plasmando una serie de aspectos conceptuales
relacionados con la temática. Se llevo a cabo un diseño de experimento del tipo
enrejado simple. Se determinó valores de % alcohólico, rendimiento, productividad y
costos. Los resultados se procesaron estadísticamente aplicando el software
STATGRAPHIC, a través del cual se obtuvieron los modelos, el ajuste de ellos y su
adecuacidad, permitiéndonos calcular la respuesta para cualquier punto de mezcla
prediciendo la superficie completa de respuesta a través del trazado de las curvas
correspondientes para cada indicador, así como establecer la mejor proporción de
mezcla de los sustratos, las que permitieron definir que las mejores proporciones de
mezcla son las que utilizan jugo de los filtros+jugo secundario+miel final, cada uno
aportando el 33.3% de ART y la variante que utiliza una mezcla de jugo de los filtros+
miel final cada uno aportando el 50% de ART así como sus zonas de trabajo óptimas.

2
Summary Presently work was carried out a study to scale of laboratory and industrial scale of the
process of alcoholic fermentation using mixtures of different substrates (juice of the
filters, secondary juices and final honey). To do that was carried out it an exhaustive
revision of the bibliography, capturing a series of conceptual aspects related with the
thematic one. You carry out a design of experiment of the simple put bars on type. The
results were processed applying the software STATGRAPHIC statistically, through
which the models, the adjustment of them and their well as were obtained, allowing us
to calculate the answer for any mixture point predicting the complete surface of answer
through the layout of the corresponding curves for each indicator, as well as to
establish the best proportion in mixture of the substrates. It was determined values of
alcoholic%, yield, productivity and costs that allowed to define that the best mixture
proportions are those that use juice of the filters +juice secondary +final honey, each
one contributing ART'S 33.3% and the variant that it uses a mixture of juice of the
filters+ final honey each one contributing ART'S 50% as well as their good work areas.

3
INDICE Introducción-----------------------------------------------------------------------------------------------1 Capítulo1 Revisión Bibliográfíca------------------------------------------------------------------ 3 1. Fermentación-------------------------------------------------------------------------------------------3
1.1 Clasificación general de los procesos fermentativos----------------------------------------4
1.2 Fermentación alcohólica--------------------------------------------------------------------------- 5
1.2.1 Fundamentos bioquímicos de la fermentación alcohólica-------------------------------6
1.2.2 Microorganismos utilizados en la fermentación alcohólica------------------------------7
1.2.3 Principales variables que influyen en el proceso de fermentación alcohólica-----11
1.3 Materias primas y su importancia en el proceso fermentativo---------------------------12
1.3.1 Melazas----------------------------------------------------------------------------------------------14
1.3.2 Jugos de los filtros------------------------------------------------------------------------------ -18
1.3.3 Jugos secundarios-------------------------------------------------------------------------------19
1.4 Proceso tecnológico para la producción de etanol----------------------------------------- 20
Capítulo2 Estudio del proceso de fermentación alcohólica utilizando mezclas de diferentes sustratos (Escalas de laboratorio).------------------------------------------------24 2.1 Caracterización de los sustratos---------------------------------------------------------------- 24
2.2 Descripción del método experimental----------------------------------------------------------26
2.3 Preparación de los medios de cultivo--------------------------------------------------------- 27
2.4 Proceso seguido para la obtención del etanol---------------------------------------------- 28
2.5 Métodos analíticos--------------------------------------------------------------------------------- 32
2.6 Otras determinaciones---------------------------------------------------------------------------- 34
2.7 Análisis de los resultados------------------------------------------------------------------------ 35 2.7.1 Resultados de la caracterización de los sustratos fermentativos------------------- 35
2.7.2 Resultados de la dinámica de fermentación----------------------------------------------36
2.7.2.1 Comportamiento del pH-------------------------------------------------------------------- 37
2.7.2.2 Comportamiento del Brix--------------------------------------------------------------------37
2.7.2.3 Comportamiento de los ART y el grado alcohólico-----------------------------------38
2.7.2.4 Rendimiento, Productividad y Eficiencia de la dinámica de fermentación-----39
2.8-Análisis estadístico y obtención de los modelos matemáticos que describen el
comportamiento de las variables respuestas---------------------------------------------------- 40

4
Capitulo 3 Estudio del proceso de fermentación alcohólica utilizando mezclas de diferentes sustratos. (Prueba industrial)------------------------------------------------------ 43 3.1- Descripción de la instalación y del proceso-------------------------------------------------43
3.1.1- Sistema de recepción y enfriamiento de jugos-------------------------------------------43
3.1.2- Sistema de enfriamiento de fermentadores-----------------------------------------------44
3.1.3-Sistema de Limpieza y Desinfección--------------------------------------------------------44
3.1.4- Sistema de distribución de jugo a fermentadores---------------------------------------45
3.2- Operaciones en fermentadores-----------------------------------------------------------------45
3.3- La evolución y sus resultados-------------------------------------------------------------------46
3.3.1- Resultados de la prueba industrial----------------------------------------------------------47
3.4 Análisis Económico-------------------------------------------------------------------------------- 52
Conclusiones-------------------------------------------------------------------------------------------- 62 Recomendaciones------------------------------------------------------------------------------------- 64 Bibliografía------------------------------------------------------------------------------------------------65 Anexos-----------------------------------------------------------------------------------------------------

5
Introducción La crisis del mercado internacional del azúcar ha traído como consecuencia la necesidad de incrementar el desarrollo de tecnología y de nuevos productos derivados de la caña de azúcar. Este proceso se ha dado a llamar proceso de diversificación azucarera, el cual la transformara en una industria multidimensional productora de alimentos, de combustibles y de productos orgánicos. Dentro del proceso de diversificación, la producción de alcohol continúa desarrollándose, debido a su importancia actual por razón a la problemática en torno a los portadores energéticos y al desarrollo de la industria química y dentro de ella la alcoholera ya que su uso en la producción de bebidas y licores para la exportación favorece la recuperación económica. Se hace necesario buscar alternativas de producción de etanol a partir de otras materias primas, ofreciendo una gran trascendencia para esto el uso de los productos intermedios de la industria azucarera, los cuales contribuyen al mismo tiempo a mejorar el proceso azucarero y amplían la posibilidad de disponer de nuevas materias primas. Es por tanto de interés para la industria, intensificar el proceso de producción de alcohol en su etapa fermentativa usando mezclas de diferentes sustratos. Problemática científica: El aumento de las capacidades de destilación en el CAI ”Heriberto Duquesne” constituye una necesidad. Debido al alto consumo de mieles que esto lleva se produce un incremento del costo del proceso por lo que necesario la búsqueda de nuevas alternativas para disminuir estos. Hipótesis: La fermentación de corrientes intermedias del proceso de fabricación de azúcar utilizando mieles en el prefermento es posible para obtener una tecnología adecuada en la obtención de etanol con un mejor impacto social, ambiental y económico de la actividad productiva. Objetivo general: Realizar un estudio de mezclas de jugos de los filtros y jugos secundarios principalmente para la fermentación alcohólica, analizando el impacto de la mezcla en el rendimiento alcohólico. Objetivos específicos: 1- Determinar las posibilidades y alternativas de utilización de mezclas de sustratos azucareros en la producción de etanol, con un impacto ambiental favorable considerando las alternativas que aconsejan los estudios de mezclas realizados para tal producto.

6
2- Determinar el impacto económico de emplear industrialmente como sustratos fermentativos para la producción de etanol una mezcla de jugo diluido del último molino, jugo de los filtros tratados y miel final. 3- Analizar el comportamiento en el rendimiento alcohólico de la utilización en la fermentación de jugo secundario, jugo de los filtros y una combinación de ellos. Para darle cumplimiento a estos objetivos se propone la estrategia siguiente: 1- Realizar la revisión bibliográfica sobre el proceso de obtención de etanol. 2- Plantear el método experimentar. 2- Caracterización de todas las muestras obtenidas (ART, pH, Brix). 3- Establecer de las condiciones para la prefermentación y la fermentación. 4- Realizar un estudio de mezclas de sustratos azucarados y su impacto en la calidad de la producción de etanol considerando jugo de los filtros y jugos secundarios. 5- Destilación de las muestras y determinar DQO y DBO5.
6- Análisis estadístico y obtención de los modelos matemáticos que describen el comportamiento de las variables respuestas. 7- Realizar un análisis económico. 8- Llegar a conclusiones.

7
Capítulo 1: Revisión Bibliográfica
1- Fermentación.
La fermentación es un proceso del que se obtiene como producto final un compuesto
orgánico. Estos productos finales son los que caracterizan los diversos tipos de
fermentaciones.
En los seres vivos la fermentación es un proceso anaeróbico y en él no interviene la
cadena respiratoria; es propia de los microorganismos, como las bacterias y levaduras.
También se produce la fermentación en el tejido muscular de los animales, cuando el
aporte de oxigeno a las células musculares no es suficiente para el metabolismo y la
contracción muscular.
Desde el punto de vista energético, las fermentaciones son muy poco rentables si se
comparan con la respiración, ya que a partir de una molécula de glucosa, sólo se
obtienen 2 moléculas de ATP, mientras que en la respiración se producen 38
moléculas de ATP a partir de una molécula de glucosa. Esto se debe a la oxidación del
NADH2, que en lugar de penetrar en la cadena respiratoria, cede sus electrones a
compuestos orgánicos con poco poder oxidante. (Lehninger, A. y col. 2 Edic, 1993)
En la industria la fermentación puede ser oxidativa, es decir, en presencia de oxígeno,
pero es una oxidación aeróbica incompleta, como la producción de ácido acético a
partir de etanol.
Tipos de fermentaciones:
• Fermentación láctica.
• Fermentación alcohólica.
• Fermentación butílica.
• Fermentación de la glicerina.
• Fermentación acética.
El fenómeno de la fermentación debió llamar la atención del hombre desde las épocas
más remotas, pero sin el conocimiento de la naturaleza de los fenómenos químicos y
biológicos que rigen las manifestaciones de la vida, no se puede dar una explicación,

8
ni lejanamente probable sobre este fenómeno, y su realidad quedó envuelta en los
velos del misterio hasta mediados del siglo XIX. Para entonces, sin conocer las causas
ni los agentes que determinaban su formación, se sabía que los líquidos azucarados,
una vez fermentados, contenían alcohol y anhídrido carbónico. (http://es.wikipedia.org/fermentación)
A partir del siglo XX fue que la fermentación se utilizó para producir productos como
vinos, cervezas, pan, queso y otros alimentos aplicando la tecnología.
Durante los años 20 la fermentación se utilizó para producción de productos químicos
tales como etanol, butanol, etc.
1.1- Clasificación general de los procesos fermentativos.
Los proceso fermentativos se clasifican según una serie de factores:
(MINAZ, 1971)
Factores Tipos de sistema
Condiciones de asepsia. Estéril.
No estéril.
Comportamiento frente al oxígeno. Aerobios.
Anaerobios.
Estrictos.
Facultativos.
Fase involucrada según sustrato. Líquida.
Sólida
Superficial.
Sumergida.

9
Tipo de procesos. Discontinuo.
Alimentación incrementada.
Semicontinuo.
Continuo.
Fed batch.
Número de etapas. Simple.
Múltiple.
Forma del empleo del catalizador biológico.
Microorganismos.
Suspensión.
Inmovilizada.
Enzimas.
Suspensión.
Inmovilizada.
A partir de esta clasificación se puede ubicar el proceso de producción de alcohol.
Uno de los aspectos de la clasificación esta dado por la fase involucrada, referido al
sustrato, (Moo Yung y Moreira, 1985) definieron dos tipos de fermentación.
-Fermentación en sustrato líquido: Sustratos en su mayoría solubles, disueltos o
suspendidos en grandes volúmenes de agua; todos los componentes están
igualmente accesibles y cuya concentración disminuye durante la fermentación.
En esta definición se incluyen las sumergidas y las superficiales, dentro de estas están
las células inmovilizadas cuyo sustrato esta disuelto en el medio.

10
-Fermentación en sustrato sólido: Los sustratos sólidos son sustancias sin mucha
presencia de agua, la mayoría de las sustancia están inaccesibles y cuya
disponibilidad puede disminuir o aumentar durante la fermentación.
1.2- Fermentación alcohólica.
Una de las fermentaciones industriales más importantes y mejor conocidas es la que da
lugar al alcohol etílico.
Tradicionalmente el alcohol se ha utilizado en bebidas, industrias farmacéutica, química
y alimenticia; es después del agua el disolvente y materia prima más común de los que
se utilizan en el laboratorio y en la industria química y puede ser producida a partir de
cualquier azúcar fermentable, por acción de las levaduras, entre otros, en condiciones
favorables. Puesto que el almidón y otros hidratos de carbón pueden ser hidrolizados, a
azúcares fermentables, por medios biológicos o químicos, se pueden disponer de
muchas fuentes de azúcares (Blanco, 1982). Actualmente su producción adquiere una
gran importancia en nuestro país para la formulación de ron. Una gran parte del alcohol
etílico que se produce en el mundo es de forma química a través de la hidratación de
productos del petróleo (acetileno).
Catalizador
CH2 = CH2+ H2O CH3CH2OH
De esta manera se produce aproximadamente 440 millones de litros de etanol al año
en el mundo.
Otra forma de obtener el alcohol es por el método tradicional de fermentación
microbiológica.
C6H12O6 2C2H5OH+ 2CO2 ΔH = - 234,5 kj / mol
La fermentación alcohólica se clasifica como anaerobia de sustratos sumergidos, fase
líquida, procesos discontinuos, en suspensión con el objetivo de obtener biomasa y
productos asociados, que en producciones industriales, al menos en Cuba, es no
estéril, debido a que no se garantizan las condiciones de asepsia necesarias en la
sala de prefermentación.
1.2.1- Fundamentos bioquímicos de la fermentación alcohólica.

11
Las transformaciones que llevan a cabo los microorganismos durante la degradación
de los azúcares para la obtención del etanol encuentran su fundamento en una
secuencia de reacciones bioquímicas que son reportadas en la literatura.
En el proceso industrial de fermentación alcohólica por acción de las levaduras se
utilizan los carbohidratos contenidos en los materiales portadores, por la vía aeróbica
y anaeróbica en forma sucesiva. Durante la etapa de crecimiento de los cultivos, los
mismos son sometidos a una oxigenación fuerte, mediante aireación del medio, lo
cual permite la oxigenación completa de la glucosa. Este proceso rinde una gran
cantidad de energía que en parte es fijada mediante sistema ADP-ATP y posibilita el
desarrollo de síntesis celular, que consume gran cantidad de energía.
En condiciones anaeróbicas el aporte de energía a la célula es pequeño comparado
con el de la respiración y con las necesidades energéticas de la síntesis; ello explica
que en estas condiciones no se produzca el crecimiento celular. Sin embargo bajo
estas condiciones, a expensas del pequeño aporte energético de las células, ocurre
una mínima reproducción celular (efecto Pasteur). De la energía producida durante
este proceso una parte es fijada en forma de ATP y la otra es disipada en forma de
calor, lo que hace aumentar la temperatura durante la etapa de fermentación. Por ello,
es necesaria la búsqueda de microorganismos resistentes a altas temperaturas que
presenten una gran capacidad fermentativa bajo condiciones de elevada temperatura.
Este proceso ha sido explicado también por (Yujiteramoto, 1994), (Jorgensen, 1979).
La etapa fundamental en la producción de alcohol es la fermentación, por lo tanto el
control de ella es de vital importancia: la concentración de sustrato, la acidez del medio
y la temperatura son variables de control del proceso. Una cuestión de gran
importancia es la elección del grado Brix o contenidos de azúcares en la batición, pues
de ella depende la obtención de una adecuado por ciento de alcohol y se evitan
procesos de inhibición. La temperatura y la acidez son factores de gran importancia en
la vida de las células de levadura y revisten un gran interés desde el punto de vista
tecnológico.
1.2.2 - Microorganismos utilizados en la fermentación alcohólica

12
Enzimas producidas por los microorganismos son las responsables de que un sustrato
de origen azucarado, amiláceo o celulósico, pueda ser transformado en alcohol etílico.
Verbina y Martínez (Verbina, N., 1988) y (Martínez, J. y col., 1989) coinciden en que
las levaduras son los microorganismos más utilizados para la producción de etanol por
la vía fermentativa, debido a que producen un mejor proceso de separación después
de la fermentación; además originan un contenido de toxinas muy inferior a otros
microorganismos. Entre los géneros más utilizados están: Saccharomyces cerevisiae,
S. ellipsoideus, S. anamensisi, Candida seudotropicalis, S. carlsbergensis,
Kluyveromyces marxianus y Candida bytyrii, Pichia stipatis.
En la literatura revisada, se reporta que diferentes investigadores han realizado
evaluaciones de cepas alcoholeras atendiendo a varios aspectos tales como:
tolerancia al etanol, tolerancia a la temperatura, tolerancia a altas concentraciones de
azúcar, rendimiento alcohólico, eficiencia en la fermentación y productividad entre los
indicadores fundamentales.
En investigaciones realizadas por Mansur (Mansur H. y col., 1990) se probaron 12
cepas de las especies Saccharomyces cerevisiae, Schizosaccharomyces pombe y
Richia membranaefaciens en cuanto a rendimiento alcohol-sustrato, biomasa-sustrato
y productividad. De la evaluación realizada se obtuvo un grupo de cinco cepas con
rendimiento etanol-sustrato superiores a 50 mL/100 g de azúcares consumidos y
productividades volumétricas máximas por encima de 5 mL/L-h.
Valdéz y colaboradores (Valdés, I. y col., 1996) realizaron estudios en cuanto a la
tolerancia al etanol, usando concentraciones de etanol desde 0-12 % (V/V). Para los
experimentos de osmotolerancia emplearon un medio de glucosa-base nitrogenada de
levadura suplementado con D-Sorbitol, obteniendo resultados en % alcohólico y
eficiencia en la fermentación, superiores a 7 oGL y 80 % respectivamente. Las
levaduras utilizadas fueron de la especie S. cerevisiae.
Del castillo y colaboradores (Del Castillo, L. y col., 1997) estudiaron la tolerancia al
alcohol de varias cepas a diferentes temperaturas (22-37 oC) y % alcohólicos entre 10
y 15 %; determinaron que el ergosterol es un factor importante en la tolerancia
alcohólica, así una alta concentración de ergosterol implica tolerancia al etanol.

13
Por otra parte Laluce y Álvarez (Laluce C., 1991) y (Álvarez R. y col., 1992) también
han trabajado con cepas termotolerantes y osmotolerantes. Laluce C. plantea que
muchas levaduras son sensibles a la temperatura; si esta se eleva, la productividad
puede disminuir, y los sistemas de enfriamiento son caros, por lo que hay una razón
económica para desarrollar cepas termotolerantes, que toleren temperaturas por
encima de 40 oC sin pérdidas en la eficiencia y que mantengan la estabilidad genética.
Estudios realizados por Hsie en 1993 (Hsie, M., 1993) reportan la levadura S.
cerevisiae T-17 aislada del jugo de caña con alta tolerancia a la concentración de
azúcares y a la temperatura, obteniendo elevada producción de etanol; posteriormente
la probó en condiciones industriales logrando mejores resultados en % alcohólico y
eficiencia que la S. cerevisiae “Hualien” que es la más ampliamente empleada en
Taiwan.
En Rusia Oliinichuk y colaboradores (Oliinichuk et al., 1982), realizaron experiencias
con cepas osmofílicas de S. cerevisiae, realizando la fermentación del mosto a 26 oBx
y han alcanzado concentraciones de alcohol del orden de 11,4 % v/v.
En Cuba Sánchez, (Sánchez, O., 1997) ha trabajado con K. fragilis mutante
termotolerante, obteniendo altas productividades de etanol.
Resultados publicados por Singh y colaboradores (Singh D. et al., 1999), discute las
ventajas de la levadura termotolerante Kluyveromyces marxianus IMB3, entre las que
señalan la eliminación del sistema de enfriamiento y buena capacidad metabólica;
obtienen buenos resultados tanto a escala de laboratorio como industrial en la India, a
pesar de que señala que en sistemas a templa (batch) la levadura evaluada no
muestra una alta velocidad de crecimiento bajo condiciones anaerobias, lo cual es
característico de la Saccharomyces cerevisiae.
En el mundo actualmente esta tomando mucho auge la levadura turbo yeast, que no
es más que una Saccharomyces sumamente alcoholera. Esta cepa requiere del
empleo de nutrientes complejos, pero es capaz de fermentar la masa de sustrato y
convertirlas rápidamente en alcohol. Se han realizado varios estudios, dando como
resultado que para la fermentación de los siguientes sustratos es la más idónea: el

14
azúcar de fermentos, el maíz, las mieles, la cebada, el trigo, la papa, etc. (http://es.winemaking.org/ turbo yeast for distilleries)
Las ventajas que trae son:
1. Una fermentación más rápida por lo que trae consigo una producción más alta
con los mismos costos de la producción.
2. Tiene la tolerancia de temperatura alta: +400C para 14%, 380C para 16-17%.
3. Tiene alta tolerancia al alcohol.
4. Presenta una fermentación pura: 1% menos de fusel reemplazado por el
alcohol puro, mientras ahorra el 2% de azúcar de gastarse.
5. Produce 17% de alcohol y utiliza la misma cantidad de nutrientes usado en las
masas más débiles.
6. Tolera más sólidos y concentraciones de azúcares.
Al tolerar más calor produce 16-17 % en 380C sin problema. Como posee una
fermentación pura por cada 100 litros de alcohol da un litro de alcohol adicional.
Esta levadura es un osmo-tolerante (la concentración de azúcar alta); dosificación: 3,6
kg a 1000 litros en fermentación.
Nutrientes: suministrar según su requerimiento nutricional, incluso las vitaminas y los
minerales; urea para satisfacer el déficit de nitrógeno, etc.
Fermentación lenta 18 % alcohol; se necesitan 0,23 g de nitrógeno por litro (mismo
que 0,5 g de urea) y la fermentación a gran velocidad 0,46 g de nitrógeno por litro
(mismo que 1 g de urea). Antes de agregar el nitrógeno se verifica para ver cuánto
nitrógeno hay naturalmente y sólo en la masa se agrega lo que está en déficit.
Nutrientes microscópicos: (vitaminas y minerales) – 0,17g por litro para alcanzar 18 %
en una masa pura de sacarosa.
Para verificar si necesita los nutrientes simplemente se fijan dos fermentaciones, una
con nutrientes y otra sin nutrientes y se verifican comparando si hay diferencias; el
próximo paso es preparar las muestras para encontrar qué cantidad necesita, como allí

15
las vitaminas y los minerales están en la masa. Probablemente, se necesitarán entre
0,04 a 0,1 g por litro.
En Cuba se están haciendo pruebas industriales en diferentes destilerías con este
microorganismo. En la segunda quincena de marzo se realizaron en la destilería anexa
al CAI Heriberto Duquesne estas pruebas empleándose este microorganismo y como
sustrato mezclas de jugo secundario, miel final y jugo de los filtros obteniéndose
resultados alentadores.
En este análisis bibliográfico se muestra el papel relevante que para los investigadores
tiene la evaluación de levaduras, y más recientemente, de bacterias, en la búsqueda
de mejoras en el proceso fermentativo, tanto cuantitativas como cualitativas. La
productividad y eficiencia son los indicadores de mayor atención, mientras que la
calidad de la batición fermentada aún resulta un aspecto de limitado interés.
1.2.3 - Principales variables que influyen el proceso de fermentación.
En todo proceso, el estudio de las variables que lo caracterizan ha sido material de
trabajo de muchos investigadores, como es el caso de los microorganismos
unicelulares que representan un extremo biológico tanto por su vitalidad genética
como por su susceptibilidad a los factores ambientales. La investigación en
biotecnología presenta especial atención a las variables del proceso. (Fabelo, J. A, abril 1999)
Tabla # 1 Variables de control y estado en procesos de fermentación.
Físico Químico Molecular Biológicos
Temperatura Ph Nivel DNA Contaminación
Presión Redox Nivel RNA Mutación
Agitación O2 disuelto Proteína
Flujo de gas CO2 Enzimas
Espumas Carbohidratos Coenzimas
Potencia N2
Flujo líquido

16
Viscosidad
Volumen líquido
Un parámetro de relevancia es la constante de rendimiento microscópico o factor de
rendimiento. El mismo, además de constituir un indicador importante en la evaluación
económica del potencial, por ejemplo, una fuente de carbono para la fermentación de
biomasa, o de determinado producto, también es utilizado en los problemas de
modelación matemática de procesos biológicos. Estos últimos están dados por la
propia definición de los coeficientes de rendimientos, atribuida a Monod, que los
estableció en unidades másicas, mediante el cociente.
Yx/s= -∆x/∆s= x1-x0 / s0- s1= (dx/dt) / (ds/dt) =- rx/rs =dx/ds= {g, células fermentadas/ g,
gramos consumidos}
Esta definición del factor de rendimiento, introducida por Monod, es de naturaleza
puramente macroscópica y puede extenderse y aplicarse a otros componentes del
sistema, pero no refleja el comportamiento de otras variables sobre el rendimiento del
proceso. Los factores, son por consiguientes, variables biológicas utilizadas para
relacionar varias velocidades de consumo y producción de masa y energía. Se asume
típicamente como independiente del tiempo. El concepto de Yx/s no debe confundirse
con el rendimiento global de una reacción o proceso. (Fabelo, J. A, abril 1999).
Se ha reflejado la productividad de los procesos fermentativos en función del
rendimiento o campo, expresados en diferentes variables del proceso como son:
Yp/s – campo de producto. Producto fermentado/ Consumo de sustrato
Y ATP- ATP Fermentado/g mol
Y ave- Electrones disponibles, intercambio con el oxígeno / g electrones
Y kcal- Energía tomada por el medio durante el crecimiento g/kcal
Block. y Webb (Block,G. y Webb,C.,1984) determinaron para el proceso de
fermentación alcohólica el siguiente resultado, cuando existe conversión máxima
teórica.

17
Yp/s= 2 mol etanol/mol de glucosa
50,51 gr de etanol / gr de glucosa
1.3 - Materias primas y su importancia en el proceso fermentativo.
Otro aspecto de interés son las diferentes fuentes de carbono que pueden ser
utilizadas como materias primas para la producción de alcohol etílico. Para la
producción de etanol han sido utilizadas diferentes fuentes de carbono como materia
prima (materiales biológicos), las cuales pueden ser transformadas con facilidad en
azúcar fermentable, almidón o celulosa; su uso práctico estará determinado por el
rendimiento en etanol, por su costo y el tipo de microorganismo que se utilice.
La utilización de una u otra materia prima varía de un país a otro. Varios autores han
coincidido en definir 3 tipos de materias primas para la producción de etanol, las
cuales son:
a)- Materiales portadores de azúcares simples (tales como caña de azúcar, melazas,
sorgo dulce, etc.) el cual contiene carbohidratos como fuentes de azúcares.
b)- Almidones (tales como la yuca, maíz, papa, etc) los cuales contienen carbohidratos
en formas de almidón como fuente de azúcares.
c)- Celulosas (tales como la madera, residuos agrícolas, etc.) cuyos carbohidratos se
encuentran en formas más complejas.
Se incluye un cuarto grupo de materia prima Hidrocarburos gaseosos.
En las tres primeras, el etanol se produce por fermentación de azúcares con
levaduras. La materia prima de la primera clase fermenta directamente. La segunda
consta de hidratos de carbono complejos, como el almidón, que primero se deben
convertir en azúcares fermentables mediante la acción de enzimas. Las sustancias
celulósicas de la tercera clase se convierten en azúcares fermentables por hidrólisis
con ácidos inorgánicos.
Existen referencias de sistemas semicontinuos en dos etapas: hidrólisis - fermentación
para la producción de etanol a partir de almidón de papa usando simultáneamente
Aspergillus niger y Saccharomyces cerevisiae, con resultados comparables a los del
método clásico de monocultivo, pero con tiempos de bioproducción inferiores. La

18
hidrólisis del almidón y posterior fermentación produjo cantidades significativas de
biomasa, azúcares simples, y enzimas como productos colaterales al etanol; además,
se han establecido las potencialidades de la pulpa del fruto de Opuntia sp. (Tuna) para
la producción de alcohol o bebidas alcohólicas
Otra alternativa para la fermentación alcohólica es el suero de leche; este tiene
diferentes efectos sobre el proceso, dado por el incremento de la producción de
levadura, aproximadamente 0.5 toneladas por día de producción, aumentando un 0.29
% del por ciento alcohólico de la batición y reduciendo el ciclo fermentativo en una o
dos horas.
La cuarta clase de materias primas se obtiene por hidratación del etileno o por
hidrogenación del monóxido de carbono (CO).
En particular, son de interés las materias primas del primer grupo, o sea, las materias
azucaradas (sustancias sacarinas), dentro de las cuales están: azúcar de caña o
remolacha, melazas, jugos de frutas y suero de leche; son los más fácilmente
fermentables y en general basta la acción enzimática asociada al microorganismo para
metabolizar el sustrato sin necesidad de tratamientos previos en la degradación de
carbohidratos.
La producción de etanol a partir de estos materiales generalmente incluye tres etapas
fundamentales: primero, la conversión de carbohidratos en azúcares simples o
asimilables por los microorganismos productores de alcohol; después, la fermentación
de estos azúcares a etanol y finalmente la separación del etanol y otros productos por
destilación.
En Cuba siempre se ha empleado la miel final de caña (miel C) como materia prima
fundamental para la producción de alcohol etílico, aunque se han realizado varios
estudios donde se utilizan las mieles de blanco directo, miel B, etc,; por ejemplo,
(Martínez J. y Villa,1996) realizaron análisis de las mieles de blanco directo y la
mezcla de las mismas con mieles finales, recomendando las mejores condiciones
operacionales para aumentar la eficiencia en la fermentación alcohólica.

19
Se da cuenta, sobre todo en otros países, de la utilización de jugo de caña
concentrado a 60 oBrix, aunque el almacenamiento de este por largo tiempo es
restringido
Las materias azucaradas son las más fácilmente fermentables y en general basta la
acción enzimática que posee el microorganismo para metabolizar el sustrato sin
necesidad de tratamientos previos para la degradación de los carbohidratos.
1.3.1- Melazas.
Dentro de las materias azucaradas más favorables para la fermentación está la miel
final de caña, la cual siempre ha sido apreciada por los consumidores extranjeros para
ser mezclada con mieles de otra procedencia, por ejemplo, de remolacha. También
son usados principalmente en otros países el jarabe, es decir, jugo de caña
concentrado a 60 oBrix como reporta (Amaral. G., 1989). Pero el almacenamiento por
largo tiempo del jarabe es restringido, debido a la elevada concentración de sacarosa y
la baja concentración de azúcares reductores; así se favorece el proceso de
cristalización y se dificulta el manejo de esta materia prima.
Para países grandes productores de azúcar de caña, tiene una importancia básica la
utilización de la miel final, como fuente de carbono, para la fermentación alcohólica.
Ampliando la posibilidad de disponer de nuevas materias primas Fabelo y
colaboradores (Fabelo, J. y col., 1998) reportan estudios realizados de modelación y
optimización de la etapa fermentativa, con la utilización de diferentes sustratos, tales
como vinazas y jugo de los filtros mezclados con miel final en diferentes proporciones.
Llerena y colaboradores (Llerena, G. y col. 1999) analizan diferentes alternativas de
sustratos para la producción de alcohol, entre los que figuran el jugo de los filtros y la
miel B; plantean que por el bajo nivel de probióticos de la miel B, el ciclo fermentativo
tiende a alargarse como promedio a 13 horas, por lo que recomiendan mezclarla con
mieles finales en niveles no inferiores al 20% de esta.
Las mieles cubanas han sido muy estudiadas en el país. Los reportes de (Biart, J. y col. ,1982) y de (Otero, M. y col., 1990) indican características típicas tales como:
• Los sólidos solubles oscilan entre 85- 88 ºBx.
• Las cenizas oscilan entre 6 y 15 %.

20
• El lodo expresado en base seca es próximo a 4 %.
• Los azúcares susceptibles de ser fermentados oscilan de 48 %-60 %.
• Los no azúcares orgánicos se hallan entre 9-10 % y los constituyentes
inorgánicos entre 11y14 %.
Entre los microelementos o sustancias minerales presentes en la miel, el potasio es de
gran importancia, el calcio es muy favorable y el magnesio es imprescindible como
cofactor en el proceso fermentativo.
Estudios realizados por Reyes y colaboradores (Reyes A. y col. 1990) reportan que el
calcio, magnesio y potasio componen más del 99 % de los iones metálicos en las
mieles cubanas analizadas. Los niveles de los dos primeros son suficientes para
soportar el crecimiento de microorganismos y la producción de etanol y superiores a la
de las mieles de remolacha investigadas por (Wilniewicz, E. et. al. 1988). Sin
embargo, la relación entre el Mg y el K tiene importancia metabólica, pues concurren
entre sí en el mismo sistema de transporte, y se comprobó, por (Reyes, A. y col.,
1990), que existe una clara tendencia a disminuir la μ max con la relación Mg/K. Este
mismo autor plantea que el azufre suministrado en forma de sulfatos es asimilado por
la levadura, pero en forma de SO2, altamente inhibidor más allá del 0,01 %.
Se reporta en mieles cubanas el efecto inhibitorio del ácido butírico por (Reyes, A. y col., 1990) y se plantea que es desfavorable para el proceso de fermentación la
presencia de ácidos volátiles, que en concentraciones superiores a 0,20 % de ácido
butírico y 0,75 % de acético, entorpecen el proceso de fermentación.
También Pejin (Pejin, D. et. al. 1990) coincide en que los ácidos acético y butírico
presentes en las mieles disminuye la velocidad de división celular y, por tanto, tienen
un efecto negativo en el crecimiento de la levadura.
Sobkowiez (Sobkowiez, G. et. al., 1992) reporta el efecto de los ácidos propiónico,
acético, butírico, valérico y caprónico en la dinámica y características de la
fermentación alcohólica de mieles, con diferentes cepas de levaduras, encontrando
que los ácidos antes mencionados retardan el proceso fermentativo.

21
Shvets (Shvets, V. N. et.al., 1982) investigó que la producción de alcohol disminuye
con el incremento de la concentración de ácidos grasos volátiles.
Patil y colaboradores (Patil, P. V. et. al., 1999) investigaron sobre diferentes
colorantes presentes en las mieles que reducen la producción de etanol durante la
fermentación mediante el empleo de levaduras; plantean que la presencia de caramelo
y productos de la degradación alcalina tienen un efecto inhibitorio más marcado que
las melanoidinas en el crecimiento de las levaduras, disminuyendo el rendimiento de
etanol.
Un aspecto importante en la calidad de las mieles finales es su contenido microbiano.
Entre la microflora encontrada en las mieles finales cubanas, de acuerdo a lo
reportado por (Biart, J. y col., 1982) y (Otero, M., 1990), se hallan el Bacillus subtilis,
el Lactobacillus, que puede resistir temperaturas cercanas a 90 oC y algunos
micrococos, que resisten las operaciones fabriles, entre otros. Los hongos presentes
en los jugos parecen no resistir las condiciones de fabricación, puesto que no
aparecen en la microflora de las mieles finales cubanas. Algunas levaduras se han
aislado de las mieles cubanas, tales como la S. pombe, Saccharomycodes rousii y C.
tropicales, entre otras. En resumen, se puede decir que la microflora de las mieles
finales está formada principalmente por bacterias.
Existen además otros factores que influyen en el deterioro de las mieles, que tienen
que ver con la cosecha de la caña; la mecanización, fertilización y limpia de cañas
atrasadas u otros relacionados con el proceso de fabricación del azúcar (Biart, J. y col 1982) y (Otero, M. A1990). También resultan importantes las condiciones en que se
almacenan las mieles; en este sentido (Amaral, G., 1989) plantea que se debe
impedir la entrada de agua en los depósitos para evitar el desarrollo de
microorganismos que provocan el deterioro biológico; y que el deterioro químico puede
ocurrir cuando la miel se almacena caliente sin ser debidamente enfriada, alrededor de
45 oC. El 5-hidroximetil furfural, que aparece en las mieles que se han calentado en las
fábricas retarda la fermentación en concentraciones de 0,05 %. (Reyes, A. y col., 1990) investigaron que producto del tratamiento térmico que reciben las mieles finales
se pueden producir las melanoidinas o caramelos.

22
Las mieles finales cubanas han estado afectadas por la mecanización de la agricultura
por una parte y por indisciplinas tecnológicas por otra; ello hace necesario caracterizar
químicamente dichas mieles en los lugares que así lo requieran, o porque se conozcan
que están presentando problemas para ser empleadas en la fermentación alcohólica.
Las propiedades de las mieles fluctúan de acuerdo con la variedad de la planta, la que
a su vez cambia en función de la zona, época del año y de las condiciones climáticas.
Otros factores que afectan la composición de las mieles están relacionados con el
proceso fabril, que es el único que puede ser modificado.
La Tabla 2 muestra la composición media de las mieles de caña y de remolacha, las
que no pueden considerarse de forma absoluta, ya que son magnitudes muy variables.
Tabla # 2: Composición promedio de la miel final de caña y de remolacha
Componente Miel de caña Miel de remolacha
Agua (%) 15-20 16-20
Materia orgánica (%) 74 72
Sacarosa (%) 32 50
Glucosa (%) 14 1
Fructosa (%) 16 1
Azúcares totales (%) 62 52
Nitrógeno total (%) 0.51 1.7
Proteína Kjeldahl (%) 3.2 10.6
Ceniza (%) 12.4 7.4
1.3.2 - Jugo de los filtros:

23
Además de los sustratos antes mencionados existen otros que pueden ser utilizados,
como, por ejemplo, algunas corrientes del proceso azucarero y, entre ellas, el jugo de
los filtros de cachaza clarificado, que se puede definir como la corriente intermedia
que se obtiene en las operaciones de separación de la torta de cachaza extraída del
jugo clarificado en el proceso de fabricación del azúcar crudo. El jugo de los filtros
(J.F.) debido a su baja retención tiene aproximadamente un 5% de sólidos insolubles,
lo que obliga a recircularlos en cantidades de 10 a 20% con el jugo mezclado en el
proceso de fabricación del azúcar, variando esta recirculación de acuerdo a la cantidad
de materia extrañas que contenga la caña; este se considera conflictivo en el proceso
de fabricación de azúcar crudo, ya que contiene polisacáridos como el almidón y la
dextrana, que afectan el propio proceso de clarificación y de operaciones posteriores,
a causa del aumento de viscosidad del jugo clarificado, meladura, masa cocida, etc.; y
la calidad del azúcar crudo( Mansur M; Cuellar A; otros,1990).
Este jugo debe ser decantado para su uso posterior como sustrato en la fermentación
alcohólica. Así, en algunos trabajos realizados donde se verifican los parámetros
propuestos por el MINAZ para la fermentación alcohólica de mezclas de miel final con
jugo de los filtros con vista a futuras pruebas industriales, se concluye que es
necesario clarificar previamente los jugos recomendando el empleo de la
poliacrilamida como floculante.
En trabajos realizados posteriormente, se reporta el empleo del jugo de los filtros
clarificados en la fermentación alcohólica con similares resultados.
Se evaluó el jugo de los filtros en la obtención de etanol, llegando a la conclusión que
aunque el consumo de jugo por hectolitro de alcohol referido a las mieles se
incrementa debido a la disminución de azúcar presente en el mismo, su utilización
reporta grandes ventajas desde el punto de vista tecnológico al proceso y como
sustituto de una parte de la miel final que pudiera destinarse a otros usos.
1.3.2- Jugos Secundarios.
El jugo secundario, se puede definir como el jugo que se obtiene por compresión en el
ultimo molino con la ayuda de agua de imbibición; esto consiste en la adición de agua
con una temperatura entre 60-800C sobre el bagazo antes de entrar al ultimo molino.

24
El jugo que se extrae aquí recibe el nombre de jugo secundario y en la industria
azucarera este jugo es recirculado en cada unidad a la anterior (Morel F. I., 1985).
La biota del jugo secundario es similar a la de la biota de la caña alimentada, puesto
que estos jugos no son retenidos en el proceso y los microorganismos de estos no
tienen posibilidades reales de reproducirse; es decir, que un jugo con un alto contenido
de microorganismos evidencia el procesamiento de caña deteriorada. Si a esto se une
que este jugo sufre una dilución con agua a elevadas temperatura, es lógico esperar
que el jugo diluido tenga una biota numéricamente inferior a la del primario o de la
desmenusadora. En el predominan tres especies de microorganismos, entre ellas y en
forma mayoritaria, el L. mesenteroides.
Este jugo puede ser utilizado como sustrato en la fermentación alcohólica. En algunos
trabajos realizados se verifican los parámetros propuestos por el MINAZ para la
fermentación alcohólica.
Las características de este jugo son:
Pureza (%) 80-90
Azuc. Reduct.(g/l) 80-95
Ph (un) 5-6
Brix (oBrix) 8-11
%pol 9-10
Se evaluó el jugo secundario en la obtención de etanol, llegando a la conclusión que
aunque el consumo de jugo por hectolitro de alcohol referido a las mieles se
incrementa debido a la disminución de azúcar presente en el mismo, su utilización
reporta grandes ventajas desde el punto de vista tecnológico al proceso y como
sustituto de una parte de la miel final que pudiera destinarse a otros usos.
1.4 - Procesos tecnológicos para la producción de etanol

25
El proceso para la producción de etanol por vía fermentativa tiene dos etapas
fundamentales, la fermentación y la destilación.
La fermentación es la etapa principal del proceso, no solo porque en ella se produce el
etanol, sino porque se reproduce la masa fundamental de levadura (de 8-10 veces la
del prefermentador) y además por formarse aquí los productos secundarios, tales
como alcoholes superiores, ácidos orgánicos, ésteres, aldehídos y otros componentes
no-etanol minoritarios que como se conoce le dan las características organolépticas al
aguardiente, rones y alcoholes.
En la etapa fermentativa se emplean diferentes tipos de nutrientes. Los más utilizados
en Cuba son urea y sulfato de amonio como suministradores de nitrógeno, como
aportador de fósforo se emplea el fosfato dibásico o simplemente fosfato de amonio.
Los nitratos y nitritos no son metabolizados por la S. cerevisiae, y se plantea que la
preferencia de utilizar urea en la práctica industrial obedece a que es la fuente de
menor costo por unidad de nitrógeno, según reporta (Estévez, R., 1997).
Existen dos sistemas tecnológicos fundamentales en la preparación de la levadura
para la fermentación que son el sistema clásico Jackemine, que es el método más
usado en las destilerías cubanas y el sistema Melle-Boinot. Estévez (Estévez, R., 1997) plantea que el sistema Melle-Boinot recircula la levadura, y hace uso de la
propiedad llamada límite de Brown en la que para ciertas condiciones dadas, la
reproducción de levadura se minimiza en condiciones anaerobias cuando se alcanza
cierta concentración, aspecto que utiliza esta tecnología para limitar el crecimiento
celular y maximizar la producción de alcohol, a la vez que logra disminuir
sensiblemente los tiempos de fermentación debido a la alta densidad celular. Se
caracteriza por su elevada productividad, o sea, 20-25 veces más que el sistema
Jackemine.
Es de señalar que no se ha encontrado en la literatura revisada trabajos que
relacionen la incidencia de una u otra tecnología con la calidad obtenida en la batición
fermentada.
En la producción de etanol por vía fermentativa la otra etapa fundamental es la
destilación. La destilación surgió hace mucho tiempo. El tratado más remoto que se

26
conoce sobre la destilación data de 1240, aunque antes en Cecilia se hablaba de un
aparato propio para la destilación, el alambique, en esta época se habla del aquam
ardentem que se extraía del vino negro, el cual es lo que se conoce como aguardiente.
El uso más común de la destilación en épocas del Renacimiento y Edad Media
estuvo dado en la fabricación de coñac y otros espíritus a partir de vinos. Otro uso
temprano fue la fabricación de perfumes y esencias. Por supuesto, la historia de la
destilación no termina aquí, hoy en día es mucho más que simples espíritus.
En la destilación mundialmente se usan columnas de plato, de relleno, destilación al
vacío, procesos de separación por membranas, entre otras, la primera es la más
extendida en Cuba, aunque en la actualidad se introduce la destilación al vacío para
alcohol superfino A. (Blanco, G. en 1987).
Muchas industrias usan la destilación para separaciones críticas con el fin de obtener
productos de alto valor. Estas industrias incluyen petróleo refinado, bebidas,
petroquímicas y gas natural.
La industria de los licores es uno de los usuarios más viejos de la destilación. La
destilación de etanol tanto para este uso, como para otros, usado como combustible
han sido dentro de la destilación las principales industrias que siempre se han
desarrollado. (Gallardo, I. 2004)
La destilación es un método para separar los componentes de una solución, en
dependencia de la distribución de las sustancias entre las fases gaseosa y líquida, es
aplicable a los casos donde todos los componentes se hallan presentes en ambas
fases. Es una operación directa donde no se introduce una nueva sustancia a la
mezcla para lograr una segunda fase, como se hace en otras operaciones con
transferencia de masa, como absorción o desorción gaseosa, la nueva fase se crea de
la solución original por evaporación o condensación. (Treyball, R. E. 1977).
La destilación puede producirse como evaporación rápida, destilación diferencial o
simple y destilación fraccionada o rectificación. Se lleva a cabo en torres y se utilizan
dos tipos de dispositivos diferentes para lograr el contacto del vapor, como elemento
de arrastre, con la mezcla de sustancia en proceso: los de platos y los de relleno. Los
primeros son de diversos tipos, tales como los de casquetes de burbujeo, los

27
perforados, y sus modificaciones, así como los de válvula; los más usados son los
perforados y sus modificaciones, en los que el intercambio se realiza sobre su
superficie y el contacto es continuo. Entre los medios de relleno más usados se
encuentran los anillos de Rashig, Lessing y las monturas Berl e Intalox. Existen
diseños de anillos Dal y nuevas variantes de relleno ordenado. (Treyball, R. E. 1977). (Gallardo, I. 2004).
Conclusiones parciales:
1- Los reportes bibliográficos muestran que algunos de los productos intermedios de
la industria azucarera pueden ser utilizados en la fermentación alcohólica sin
riesgos a que se produzcan inhibiciones del proceso de fermentación.
2- La etapa de mayor importancia en el proceso de producción de alcohol es la
fermentación por tanto es de vital importancia mantener el control sobre ella.
3- En las bibliografías revisadas no se muestran trabajos realizados anteriormente
donde se reporte el empleo de jugo secundario en la fermentación alcohólica a
escala industrial.

28
Capitulo 2: Estudio del proceso de fermentación alcohólica utilizando mezclas de diferentes sustratos (Escalas de laboratorio).
En este capítulo se realiza un análisis de los materiales, métodos empleados y
resultados obtenidos en el estudio de la fermentación alcohólica utilizando diferentes
sustratos a escala de laboratorio.
En la realización de estos experimentos se utilizaron como materias primas o
substratos fermentativos, Miel Final, el Jugo de los Filtros y el Jugo secundario
obtenidos en la Planta Piloto “José Martí” de la Universidad Marta Abreu de las Villas y
en el caso de la miel final proviene del CAI Heriberto Duquesne.
Para la realización del trabajo a nivel de laboratorio se utilizó la levadura
Saccharomyces cerevisiae (levadura panadera).
El plan experimental se desarrolló en dos etapas:
1. Caracterización de los diferentes substratos a utilizar en cuanto a: Brix,
azucares reductores, pH, acidez, con el objetivo de determinar las
potencialidades de tales substratos así como la calidad de cada uno de ellos.
2. Se realizó la fermentación para la obtención del alcohol, donde se estudiaron
siete variantes diferentes que responden a un diseño experimental de enrejado
simple.
2.1- Caracterización de los sustratos.
Los sustratos fermentativos a emplear fueron seleccionados previamente, se les
realizó una serie de análisis con el objetivo de conocer las condiciones y la calidad de
cada uno de ellos antes de ser utilizados en las etapas posteriores del experimento.
Los análisis de Brix, azúcares reductores, pH, acidez, fueron realizados en el
laboratorio Residuales de la Facultad de Química-Farmacia de la Universidad “Marta
Abreu” de Las Villas. La determinación del %Pol y la Pureza se realizaron en el
laboratorio de la Planta Piloto “José Martí”.
Caracterización de la Miel Final.

29
Análisis Resultado
Acidez(un) 0.17
Azuc. Reduct. (g/l) 447,4
pH 5.86
Brix( oBrix) 82
%Ceniza 16.21
Caracterización de los Jugo de los Filtros.
Caracterización del Jugo secundario.
Análisis Resultado
Pureza(%) 90.45
Azuc.Reduct.(g/l) 84
pH 5.83
Brix( oBrix) 11
%pol 9.95
Análisis Resultado
Pureza(%) 85.30
Azuc. Reduct.(g/l) 124.26
pH 5.9
Brix( oBrix) 15.03
%pol 12.48

30
2.2- Descripción del Método Experimental.
El experimento realizado responde a un diseño de experimento del tipo enrejado
Simple, el cual explora siete puntos experimentales que corresponde a la preparación
de siete medios de cultivos, tres como base y los restantes cuatros son
combinaciones de ellos, según el orden de la figura:
Con el diseño del experimento exploramos un número mayor de variantes a utilizar en
la dinámica de fermentación, con un menor número de experiencias a partir de los
substratos seleccionados.
Es importante destacar que para el diseño de los puntos intermedios de las diagonales
del triángulo cada uno de los sustratos me aporta el 50 % de los ART de la masa final
y en el punto del centro del triángulo, se tomó el 33,3 % de los ART del aporte de
cada sustrato. Todos los puntos se ajustaron a 120 g/l de azucares reductores totales
y en los punto donde no se podía cumplir esto como es el caso del punto de jugo de

31
secundario solo y el de la mezcla de jugo de los filtros y jugo secundario se completo
con miel final.
A continuación se resume la metodología para la realización del experimento, la cual
puede ser utilizada frente a cualquier sustrato fermentativo, en este caso se
seleccionaron Miel final, Jugo de los filtros y Jugo secundario por ser sustratos con
niveles de azúcares que pudieran cubrir los requerimientos nutricionales (en cuanto a
fuente de energía) del microorganismo estudiado.
1. Seleccionar los sustratos fermentativos.
2. Caracterizar y determinar concentración de azúcar a cada sustrato.
3. Preparación del inóculo.
4. Preparación de los medios de cultivo.
5. Realización de la dinámica de fermentación.
6. Selección de las variables respuestas.
7. Análisis de los resultados.
2.3- Preparación de los medios de cultivo.
Para la preparación de los medios de cultivo se utilizaron los sustratos, miel final, jugo
de los filtros y jugo secundario como fuente de carbohidratos, sales inorgánicas.
Partiendo de un diseño experimental enrejado simple, se obtuvieron siete variantes de
medio de cultivo, siendo la fuente de azúcares la variable de estudio. El inóculo se fijó
de acuerdo a lo reportado en la literatura por no constituir objeto de estudio del
presente trabajo.
Medio de cultivo básico definido para la levadura Saccharomyces cerevisiae (levadura
panadera)
Componentes principales:
Sacarosa 120.0 g/l
(NH4)2SO4 7.7 g/l
(NH4)2PO4 1.5 g/l

32
Los medios se prepararon de la siguiente forma:
Primeramente se procede a la determinación de la concentración de azúcar de cada
uno de los substratos, para ello se tomaron muestras de dichos substratos y por un
método de volumétrico se determinó los azúcares reductores (Anexo #2).
2.4- Proceso seguido para la obtención del alcohol.
Saccharomyces cerevisiae se inocula en el medio de cultivo (miel) en un volumen
necesario para propagar la levadura. Aquí se mantiene la aireación del cultivo hasta
que el crecimiento celular asegure el número de células necesario para inocular el
prefermentador y de la misma forma se desarrolla el paso al fermentador.
Propagación:
La propagación se realiza con el objetivo de alcanzar el número de células necesarias
para inocular el prefermentador, siendo esta aproximadamente 150 millones de
células, donde la aireación debe ser la suficiente como para lograr estas condiciones.
Esta etapa recibe un inóculo con una relación de inoculación de 1/15. La levadura
empleada es la Saccharomyces cerevisiae (levadura panadera), además de
mantenerse la temperatura alrededor de los 32oC.
Primeramente se parte de la determinación de los azucares reductores totales de la
miel y el brix, posteriormente se lleva la miel a las condiciones idóneas para la
propagación.
Las condiciones iniciales son:
- Brix inicial: 12
- pH: debe estar entre 4-5
- La inoculación se realiza en una relación con el volumen final de fermentación 1/15
Para un volumen total de fermentación de 3600 ml (3.6 L), se tiene que el volumen
total de la propagación es de 240ml. La misma fue realizada en erlenmeyer de 1L,
para garantizar el suministro de oxígeno.
Componentes principales:
- Fosfato de amonio: 1.5 g/L

33
- Sulfato de amonio: 7.7 g/L
- Levadura: 1g/L de fermentación.
Prefermentación:
La prefermentación se realiza con el objetivo de de aumentar la propagación de las
células aunque en menor proporción, además de lograrse cierto contenido de alcohol
lográndose esto por la deficiencia en la aireación. El pH se encuentra
aproximadamente en 4.2 creando condiciones desfavorables al crecimiento bacteriano.
Esta etapa recibe un inóculo con una relación de inoculación de 1/10 con relación al
volumen final de fermentación
Para el volumen total de fermentación planteado anteriormente, se obtiene que el
volumen de la prefermentación sea de 350 ml. La misma fue realizada en erlenmeyer
de 1L, para garantizar la aireación.
Componentes principales:
- Sulfato de amonio: 5.75g/l.
Solamente se suministra sulfato pues se considera que con el fosfato que viene con la
miel es suficiente para las necesidades de crecimiento del microorganismo.
Fermentación:
El cultivo proveniente del prefermentador actuará sobre un medio que contiene 120 g/l
de azucares en condiciones anaeróbicas para efectuar la transformación de esta en
alcohol con una mínima reproducción celular.
El fermentador es inoculado con una relación de 1/10 de inóculo con respecto al
volumen final de fermentación. El pH debe mantenerse entre 4 - 4.2. La temperatura
debe ser de 300C.
Siguiendo el diseño de experimento se obtienen siete puntos de fermentación a
diferentes relaciones de mezclas. Todos estos puntos fueron ajustados a 120 g/l de
azúcares a través de un balance de materiales basados en los azúcares reductores
totales de la miel final, jugo secundario y jugo de los filtros, teniendo en cuenta el %
de aporte de cada uno en cada punto de mezcla y donde el aporte no completaba los
120 g/l se completaba con miel.

34
Metodología de cálculo:
1. Fijar los ART del sustrato (Xs) y la masa del sustrato (Ms).
Ms*Xs=Mt
2. Balance parcial de ART en miel final.
Mt=Mf * ARTmf
Mf= Mt/ARTmf
3. Balance Total.
Mf+M H2O=Ms
M H2O=Ms- Mf
Donde:
Xs= es ART que se desea obtener en el sustrato. oBrix
Ms= masa del sustrato utilizada. (g)
Mt= masa de ART que posee el sustrato. (g)
Mf= masa de miel final. (g)
MH2O=masa de H2O. (g)
ARTmf= azucares reductores totales que aporta la miel final al sustrato.
Aplicando esto balances se obtuvieron así las siguientes variantes:
Variante 1:
Substrato Fermentativo ----------------------------------Jugo Secundario (JS)
Volumen del substrato ----------------------------------- 450 ml
Masa de Miel para completar----------------------------0.052g
Volumen de Inoculo ----------------------------------------50 ml
Variante 2 :
Substrato Fermentativo -----------------------------------50% de ART M F+ 50% de ART J S
Volumen del substrato -------------------------------------88.184g de MF y 321ml de JS

35
Volumen de agua ------------------------------------------- 68.6ml
Volumen de Inoculo -----------------------------------------50 ml
Variante 3 :
Substrato Fermentativo ------------------------------------50% de ART JF + 50% de ART J S
Volumen del substrato --------------------------------------225 ml de J F y 225 ml de J S
Masa de miel para completar------------------------------0.0235g
Volumen de Inoculo -----------------------------------------50 ml
Variante 4:
Substrato Fermentativo ------------------------------------50% de ART JF +50% de ART MF
Volumen del substrato --------------------------------------217ml de JF y 88.184g de MF
Volumen de agua ---------------------------------------------172.6ml
Volumen de Inoculo ------------------------------------------ 50 ml
Variante 5:
Substrato Fermentativo --------------------------------------Jugo de los filtros
Volumen del substrato ----------------------------------------434.08 ml
Volumen de agua ---------------------------------------------15.92ml
Volumen de Inoculo ------------------------------------------ 50 ml
Variante 6 :
Substrato Fermentativo -------------------------------------- Miel Final
Masa del substrato --------------------------------------------176.218g
Volumen de agua ----------------------------------------------329.31ml
Volumen de Inoculo -------------------------------------------50 ml
Variante 7 :
Substrato Fermentativo--------------------------------33% de ART JF+33% de ARTMF+33%
de ART JS

36
Volumen del substrato --------------------------------212ml de JS, 143ml de JF y 58.108g
de MF
Volumen de agua ---------------------------------------------55.2 ml
Volumen de Inoculo ------------------------------------------ 50 ml
2.5. Métodos Analíticos.
Las técnicas analíticas utilizadas se describen como sigue:
Determinación del grado Brix: (MINAZ, MACU, 1994, MACU ,1986).
Fundamento del método: El grado Brix de una solución de sacarosa pura es el
porcentaje en peso de la sacarosa disuelta en ella, en la industria azucarera se
considera como el porcentaje de materia sólida por peso, sea sacarosa o no, que
contenga la solución.
Instrumento: Para la determinación del oBx se utilizó un refractómetro marca Carlzeiss
Jena realizándose posteriormente la corrección del valor de acuerdo con la
temperatura de la muestra y las tablas correspondientes.
Determinación de pH:
Fundamento del método: El término pH es la forma de expresar la mayor o menor
acidez de una solución en función de la actividad de los iones hidrógeno. La
determinación se basa en medir el cambio en la concentración hidrogénica mediante
una variación en el voltaje detectado por los electrodos del equipo.
Expresión de resultados. La lectura anotada es el valor del pH de la muestra.
Determinación de Azúcares reductores totales (para jugos, mieles y fermentos). (ICINAZ, MACU. Tomo I y II. Octubre, 1996) (Anexo #2)
Fundamentos del método: Los azúcares reductores presentes en las distintas
muestras objeto de análisis tienen la propiedad de reducir el cobre del estado cúprico
al estado cuprosos en disoluciones alcalinas. El punto final se detecta utilizando azul
de metileno como indicador interno.
Determinación de Pol y Brix en jugos. Método refractometrico. (ICINAZ, MACU. Tomo I y II. Octubre, 1996). (Anexo #2)

37
Objetivo del Brix refractometrico. Este método sustituye el denominado Brix
anemométrico, por su mayor exactitud, sencilles y rapidez.
Objetivo del %Pol: sustituye la determinación del Pol por el peso normal con el
objetivo de uniformar la determinación en jugos.
Fundamento: el índice de refracción varía a temperatura con la longitud de onda de la
fuente de la luz y con la calidad de sólidos en solución, siendo esta variación en
soluciones de sacarosa una medida exacta de la concentración de la sustancia
disuelta.
Determinación del % de ceniza en miel: (ICINAZ, MACU. Tomo I y II. Octubre, 1996). (Anexo #2)
Fundamento del método: se basa en el hecho de que las sales disueltas en agua
producen una corriente eléctrica entre los polos sumergidos en la disolución,
dependiendo de la magnitud de la corriente de la concentración de dichas sales y de la
temperatura de la disolución.
Reactivo: agua destilada cuya conductividad específica sea inferior a
3,5.
Determinación cuantitativa de las células de la levadura presentes en el inóculo y en el cultivo en desarrollo. (Anexo #2)
Fundamento del método: Está basado en el conteo de la cantidad de células por
unidad de volumen presentes en una muestra, previamente diluida, al observarla al
microscopio.
Aparatos y utensilios: Cámara de Neubauer 0,1 mm de profundidad
Microscopio óptico
Grado de alcohol de una bebida alcohólica por el método picnométrico. (Anexo #3)
Material y reactivos: Equipo de destilación, Picnómetro, Vino, cerveza u otra bebida
alcohólica.
2.6- Otras Determinaciones.

38
• Rendimiento alcohol sustrato: (Yp/s) (%)
• Eficiencia de la fermentación: Efic ( F) (%)
• Alcohol teórico: (Alc.T) (L)
(Alc.T )= VB* %Alc /100
Donde:
VB = Volumen de la batición.
% Alc = % alcohólico en la batición fermentada.
• Productividad: (Prod) (g /L.h)
(Prod) = AlcT.*ρalcohol / VB*tiempo.
Donde:
ρ alcohol = 785,1 Kg /m3.
2.7- Análisis de los resultados. Una vez caracterizados los diferentes substratos fermentativos, realizado el diseño de experimentos y la dinámica de fermentación para cada corrida experimental, se procede al análisis de los resultados experimentales.
2.7.1- Resultados de la caracterización de los substratos fermentativos. En la tabla 1a, 1b, 1c se muestran los resultados de algunos de los parámetros que se
tuvieron en cuenta para realizar la caracterización de los diferentes sustratos
empleados en los estudios realizados.
TABLA 1a. Caracterización de la miel final.

39
Parámetros Valores promedio
pH 5.86
Brix(º Brix) 82
Cenizas (%) 16.21
Azúcares reductores totales (g/l) 447.4
Acidez (unidad) 0.17
TABLA 1b. Caracterización del jugo de los filtros.
Parámetros Valores promedio
pH 5.9
Brix(º Brix) 15.3
Azúcares reductores totales (g/l) 124
Acidez (unidad) 0.39
TABLA 1c. Caracterización del jugo secundario.
Parámetros Valores promedio
pH 5.83
Brix(º Brix) 10
Azúcares reductores totales (g/l) 84

40
En las mismas se observan que los valores de ºBrix, pH y ART se encuentran en el
rango normal reportado en la literatura, el contenido de azúcares reductores totales
(ART) presenta una tendencia a disminuir en los últimos años, esto afectan la calidad
de las mieles, así como la eficiencia en la industria.
Partiendo de que los resultados de la caracterización de los sustratos analizados son aceptables
de acuerdo a las normas establecidas para cada uno de ellos, podemos concluir que los sustratos
se encuentran con calidad y potencialidades para ser utilizados en la dinámica de fermentación y
se produzca el alcohol.
2.7.2- Resultados de la dinámica de fermentación. Como resultados del diseño de experimento realizado y de la dinámica de fermentación para
cada corrida experimental corresponde analizar las variables más importantes para medir la
formación de alcohol acorde a las posibilidades (pH, Brix, % alcohólico y ART)
2.7.2.1- Comportamiento del pH.
Para el análisis del pH, se realizó una tabla donde se puede observar el
comportamiento del mismo en cada una de las variantes (Anexo #5).
Corrida pH Inicial pH Final Variación
Jugo secundario 4.62 3.30 1.32
Jugo S+ Miel 5.26 4.59 0.67
Jugo F+Jugo S 4.96 3.53 1.43
Jugo F + Miel 5.34 4.65 0.69
Jugo F 5.27 3.78 1.49
Miel 5.29 4.81 0.48
Miel+Jugo S+Jugo F 5.23 4.45 0.78

41
En esta tabla se pudo observar que el pH prácticamente se mantenía constante, siendo el pH final un poco más ácido que el inicial debido al mismo metabolismo microbiano.
2.7.2.2- Comportamiento del Brix.
La tabla que a continuación se muestra, nos brinda la información de la variación del Brix
inicial y final para cada una de las variantes. Donde se puede observar que en cada una de las
variantes analizadas existe una disminución del Brix hasta aproximadamente un 50% en un
rango de tiempo entre 20-24 horas. (Anexo #5).
Esta disminución del Brix se debe al consumo de los azúcares fermentables por
parte de los microorganismos quedando solamente los azucares infermentables.
2.7.2.3-Comportamiento de los ART y el grado alcohólico. En todas las experiencias se observa que hay consumo de sustratos por parte de los microorganismos, no se observan alteraciones en ambos indicadores, Brix y ART lo que indica que los sustratos empleados cada uno por separados y combinados entre ellos con los convencionales no tienen acción inhibidora por presencia de sales, metabolitos y otros. El consumo de azúcares fermentables es semejante al proceso convencional. (Anexo #5).
Corrida Brix Inicial(OBrix) BrixFinal (OBrix) Variación
Jugo secundario 10.80 4.50 6.30
Jugo S+ Miel 17.50 10.50 7.00
Jugo F+Jugo S 15.10 8.50 6.60
Jugo F + Miel 21.50 8.00 13.50
Jugo F 18.00 13.00 5.00
Miel 18.00 10.50 7.50
Miel+Jugo S+Jugo F 18.00 10.00 8.00

42
El % alcohólico alcanzado en cada experiencia esta en el rango de lo reportado en la literatura, este vario entre 5 - 5,8. Los mejores resultados considerando este aspecto son los que tienen los aportes de 33.3% ART Miel+33.3% ART Jugo Secundario+33.3% ART Jugo Filtro y 50% de ART jugo de los filtros +50% de los ART miel y los peores valores de los % alcohólicos alcanzados se corresponden con los experimentos 100% de ART jugo secundario y 50% de ART jugo filtro +50% ART jugo secundario, con los resultados de este análisis podemos concluir que la corriente de jugos secundarios debe ser usada para complemento del proceso fermentativo ya que no presenta una calidad óptima para la fermentación y esto lo podemos apreciar en los resultados obtenidos.
Corrida ART Inicial ART Final Variación %Alcohólico
Jugo secundario 120 11.49 108.51 4.98
Jugo S+ Miel 120 4.34 115.66 5.23
Jugo F+Jugo S 120 4.33 115.67 5.06
Jugo F + Miel 120 7.50 112.5 5.69
Jugo F 120 8.79 111.21 5.13
Miel 120 9.59 110.41 5.10
Miel+Jugo S+Jugo F 120 6.017 113.983 5.80
Este comportamiento demuestra que el jugo de los filtros es una corriente que favorece el proceso fermentativo, dando resultados muy buenos, y se demuestra que presenta la calidad adecuada para los procesos fermentativos.
En todas las combinaciones ensayadas se observó que no existe contaminación por bacterias. Las observaciones microbiológicas se realizaron de forma periódica durante el proceso en cada una de las experiencias comprobándose la presencia de la levadura empleada y en todos los casos el número de células /ml osciló alrededor de 140 millones de células /ml.
2.7.2.4- Rendimiento, Productividad y Eficiencia de la dinámica de fermentación.
Corrida Rendimiento Productividad
Eficiencia
Jugo secundario 45.89 1.37 71.265
Jugo S+ Miel 45.22 1.44 70.215
Jugo F+Jugo S 43.75 1.39 67.927

43
Jugo F + Miel 50.58 1.56 78.537
Jugo F 46.13 1.41 71.629
Miel 46.19 1.40 71.726
Miel+Jugo S+Jugo F 50.88 1.59 79.014
Los mejores resultados considerando los aspectos anteriores son los que pertenecen a las mezclas que tienen la siguiente composición 33.3% ART Miel+33.3% ART Jugo Secundario+33.3% ART Jugo Filtro y 50% de ART jugo de los filtros +50% de los ART miel ya que poseen los valores más altos de rendimiento, productividad y eficiencia y los valores menos favorables se corresponden con los experimentos 50% de ART jugo filtro +50% ART jugo secundario y 100% de ART jugo secundario.
2.8. Análisis estadístico y obtención de los modelos matemáticos que describen el comportamiento de las variables respuestas.
Como ya hemos mencionado se planteó un estudio de mezcla ternaria donde se
analizaron y se desarrollaron modelos para el rendimiento y la eficiencia en la
fermentación, como variables independientes se tomaron los por cientos de azúcares
reductores que aportaban los sustratos: jugo de los filtros, secundario, miel y los
azúcares reductores iniciales. Los resultados obtenidos se procesaron
estadísticamente aplicando el software STATGRAPHIC Plus. (Anexo #6)
Los modelos son:
Eficiencia = 71.726*miel + 71.265*js + 71.629*jf - 5.122*miel*js + 27.438*miel*jf - 14.08*js*jf + 177.093*miel*js*jf
Rendimiento= 46.19*miel + 45.89*js + 46.13*jf - 3.28*miel*js + 17.68*miel*jf - 9.04*js*jf + 113.792*miel*js*jf Donde: js =jugo secundario
jf = jugo de los filtros
miel =miel final
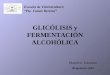
Diagrama Rendimiento
Contours of Estimated Response Surfaceren
44.044.845 6
miel=1.0

44
Diagrama eficiencia
En los mismos se puede observar que los coeficientes de las variables independientes corroboran que la calidad y la procedencia de los jugos tienen influencia favorable en las respuestas, obteniéndose mejores resultados en las formulaciones que contienen jugo de los filtros, también se aprecia que se favorece el proceso con el uso de una mezcla de jugo secundario, jugo de los filtros y miel. Esto permite evaluar otras alternativas de mayor capacidad de producción de etanol con la disponibilidad de los jugos de los filtros y secundarios de la fábrica de azúcar. Debemos señalar el papel positivo que tiene el empleo de la miel en el proceso fermentativo.
Del modelo de mezclas ternario, se realizó una reducción a un modelo de mezcla binaria debido al interés esencial de trabajar con la mezcla de jugo de los filtros y jugos secundarios en la prueba industrial del CAI Heriberto Duquesne. Se obtuvieron los siguientes modelos a partir de estos resultados.
Rendimiento= 45.89*js + 46.13*jf - 9.04*js*jf
Eficiencia= 71.265*js + 71.629*jf - 14.08*js*jf
Con el desarrollo de este modelo podemos corroborar lo antes ya mencionado que el jugo de los filtros presenta buena calidad que favorece la fermentación, y se debe usar la totalidad del jugo
Contours of Estimated Response Surfaceefic
69.070.271.472.673.875.076.277.478.679.881.0
miel=1.0
js=1.0 jf=1.0miel=0.0
js=0.0jf=0.0

45
de los filtros en la fermentación para alcanzar los resultados deseados y el jugo secundario debe ser utilizado también en el proceso ya que contribuye al aporte de azúcares a la fermentación.
Conclusiones parciales:
1. El proceso de fermentación alcohólica utilizando mezclas de miel final+jugo de
los filtros+jugo secundario en las porciones de mezclas trabajadas tiene un
comportamiento adecuado dado por la calidad de la fermentación evidenciada
por los resultados obtenidos de % alcohólico, rendimiento, eficiencia y
productividad. Los sustratos se encuentran con calidad y potencialidades para
ser utilizados en la fermentación alcohólica.
2. Los resultados técnicos de este capitulo permiten concluir la factibilidad de aplicarse en
la industria alcoholera mezclas de diferentes sustratos siguiendo la estrategia de utilizar
la mezcla de jugo de los filtros+jugo secundario+miel final cada uno aportando el 33.3%
de ART y la variante que utiliza una mezcla de jugo de los filtros+ miel final cada uno
aportando el 50% de ART.
3. Se evidencia la posibilidad de utilización en su totalidad del jugo de los filtros en la
fermentación dado por los resultados obtenidos en el proceso de obtención de alcohol y
en menor medida de la corriente de jugos secundarios pues los valores de rendimiento y
eficiencia son inferiores a los obtenidos por las demás experiencias, no obstante se
utilizan por el aporte de ART al proceso.

46
Capítulo 3: Estudio del proceso de fermentación alcohólica utilizando mezclas de diferentes sustratos. (Prueba industrial). En el estudio de la utilización de corrientes secundarias de la fabricación de azúcar, a
saber jugo de los filtros y jugo secundario, en la producción de alcohol, se realizó una
prueba industrial en el CAI Heriberto Duquesne. La prueba tuvo una duración de 15
días, en la que se analizó el comportamiento del %alcohólico, rendimiento y eficiencia
del proceso fermentativo utilizando la levadura Saccharomyces cereviseae (turbo
yeast), esta cepa tiene niveles superiores de tolerancia al alcohol que la
tradicionalmente utilizada (panadera) por lo que se logra mejores niveles de eficiencia.
Para llevar a cabo la realización de la prueba en la destilería fue necesario introducir
cambios tecnológicos en la fábrica de azúcar, estos se mencionan a continuación.
3.1- Descripción de la instalación y del proceso. Para el desarrollo de la prueba industrial se realizaron varias modificaciones en la
destilería anexa al CAI Heriberto Duquesne para facilitar así la transportación de los
jugos y lograr un manejo adecuado de estos. A continuación y en forma sintetizada se
describen estas modificaciones:
3.1.1- Sistema de recepción y enfriamiento de jugos.- (Anexo #7) - Los jugos se recibieron desde el central mediante bombeo a la salida del clarificador,
mediante una tubería de acero normal DN100. La misma se ejecutó por uniones de
soldadura directa, sin bridas, se condujo a través del central hasta llegar al tanque de
recepción de jugos. Solamente en su tramo externo se pudo asegurar su pendiente
para autodrenaje y solo en este tramo fue aislada térmicamente, La longitud estimada
desde la salida del clarificador a su llegada al tanque de recepción es de unos 250 m.
Poseía indicación de temperatura y presión en su extremo terminal.
- El tanque de recepción es de acero normal, vertical, con patas, de 14 m3 y aislado
térmicamente. Fue pintado interiormente. Solo pudo instalársele un detector de nivel
de máxima por electrodos, que en principio debía desconectar la bomba (no funcionó).
Poseía indicación remota de temperatura.
- Se instaló una bomba que permitía circular el jugo a través de dos intercambiadores
a placas en serie, operando el primero con agua del enfriadero y el segundo con agua
de torre de enfriamiento, a fin de aprovechar al máximo los diferenciales de
temperaturas.

47
A la salida del jugo frío fue instalado un flujómetro electromagnético, con su derivación
que permitía la esterilización y limpieza de la línea sin dañarlo.
- Previamente a él (no mostrado en la Figura.-1Anexo #7) se instaló el sistema de
inyección de ácido, para corrección del pH de los jugos. La misma consistió en adaptar
un mezclador estático de cadeneta (existente) confeccionado con tubería de acero
inoxidable, de DN50 de unos 1,25 m de longitud, al comienzo del cual se le acopló la
descarga de una bomba dosificadora. Esta bomba se alimentaba desde un bidón
plástico de 200 l, el cual se alimentaba desde el sistema de distribución de ácido
normal de la destilería.
-La capacidad instalada del sistema de enfriamiento solo permitía procesar la mitad del
volumen nominal a consumir por la planta.
3.1.2- Sistema de enfriamiento de fermentadores. (Anexo #7) - Todas las tuberías utilizadas fueron de acero al carbono, incluyendo las válvulas, al
no poder disponerse de materiales en acero inoxidable.
- Se utilizaron coladores estáticos en la succión de las bombas a fin de prever
oclusiones en los intercambiadores, por objetos extraños en los corbatos. Para este fin
se acondicionaron los coladores DBS 100/2 de NAGEMA con mallas de 1mm de
perforación y con superficies capaces de trabajar a caudales superiores a 100 m3/h.
- Fueron adaptados los intercambiadores PAP-5 de NAGEMA, a los cuales se les
modificó el arreglo de placas para hacerlos capaces de operar totalmente a
contracorriente con los flujos de vino y agua de enfriamiento.
- El retorno de la corriente se realizó a unos 20 cm. del borde y en dirección tangencial
a la superficie del vino en el corbato.
- La instrumentación señalada no fue en nada cumplimentada, quedando todas las
mediciones a ser realizadas mediante termómetros de laboratorio de forma manual.
- Solamente fue posible acondicionar tres sistemas de enfriamiento, o sea para la
mitad de los corbatos disponibles en sala.
3.1.3-Sistema de Limpieza y Desinfección. (Anexo #7) - Fueron adaptados dos recipientes existentes de acero inoxidable de 1,7 m3 para el
trabajo de limpieza y desinfección. Uno de ellos se utilizó para realizar la pre-dilución
de sosa al 20%, y en el segundo para ajuste de la concentración y recirculación de
ésta, a la requerida para el trabajo 2 – 4%.

48
- Aunque la sosa es el producto básico de limpieza, la instalación permite el uso de
otras combinaciones tales como: hipoclorito de sodio; hipoclorito de calcio + carbonato
de sodio; formol; detergentes industriales; acido fosfórico; acido nítrico; u otros tanto
en frío como en caliente.
- Se habilitaron conexiones removibles mediante mangueras, que permiten la
adecuada conexión con el circuito de limpieza, a fin de que ésta pueda ser realizada
según el principio del flujo a contracorriente, sin correr riesgos de pases por
conexiones estacionarias.
3.1.4- Sistema de distribución de jugo a fermentadores. (Anexo #7) Dado que la instalación de enfriamiento, tanto de jugos como de fermentadores,
solamente alcanzaba para la mitad de la capacidad de la sala de fermentación, fue
necesario asegurar una segregación en la alimentación y descarga de los corbatos. La conformación de la sala de fermentación existente en la destilería, permitió que en
forma simple (mediante una válvula) se pudiese segregar aquellas cubas que
trabajarían con jugo, y las restantes que por falta de capacidad tendrían que continuar
trabajando con mieles.
Similarmente la descarga de los corbatos estaba conformada de forma tal, que de
forma alternativa y sin interferencias se descargara un fermentador procesado con
jugos y el otro con mieles. 3.2- Operaciones en fermentadores. Se estableció que el llenaje del fermentador se realizaría secuencialmente mediante:
el inóculo proveniente del pre-fermentador (14 m3); el colchón o pie de fermento
realizado con miel diluida al mismo Brix que la corrida normal y en igual volumen al
inóculo; agua de ser necesario; jugo hasta 100 m3 aproximadamente.
Las dosis de aditivos fueron: 42 kg urea; 11 kg sulfato de amonio; 14 kg fosfato de
amonio; 1,3 kg nutriente de levadura; 2,9 kg bi-fluoruro; a ser repartidos entre ellos.
3.3- La evolución y sus resultados. Análisis químico Se mantuvo un control sistemático sobre el Brix de los
prefermentadotes y el nivel de ART en los mismos. Se mantuvo el monitoreo analítico
de los jugos secundarios entregados por el ingenio en los indicadores de: lodos, ART,

49
pH, temperatura y ºBrix al menos 1 vez por turno. También se realizaron análisis
similares a los corbatos incluidos en la prueba al concluir el llenado de los mismos.
Microbiología El control microbiológico fue sistemático en los jugos provenientes del
ingenio por ser el vaciado del tanque de recepción de una duración menor al turno de
trabajo. Se llevó a cabo el conteo en cámara para detectar las contaminaciones de
bacterias y definir la limpieza de la instalación de trasiego de los jugos.
Determinaciones de conteo celular en cámara, viabilidad y por ciento de gemación se
mantuvieron sistemáticamente en los prefermentadotes durante su desarrollo (cada 2
horas) y en los fermentadores de forma sistemática hasta su tiempo de destilación.
De forma adicional se muestrearon 6 puntos seleccionados como neurálgicos entre
ingenio y destilería a los que se les hizo siembra en placas para cuantificar la
contaminación. El microorganismo utilizado en la prueba fue levadura turbo yeast.
Dentro de las tareas de laboratorio estuvo el mantenimiento de un fermentador de 2 L
de capacidad en el que se propagó, casi ininterrumpidamente, la cepa de trabajo para
garantizar la posibilidad de contar con un cultivo fresco en caso de paradas por roturas
o cualquier otra causa. En general, este cultivo se utilizó para fortalecer los conteos
celulares de los prefermentadotes.
Tabla #3.1 Índices de consumos obtenidos durante la experiencia.
Materia prima kg/hl
Urea 0.66
Sulfato de amonio 0.17
Fosfato de amonio 0.22
Nutriente 0.02
Bifloruro 0.05
Jugo 1430
Miel final 350
Resultados

50
En la prueba industrial, debido a la inestabilidad de molida de la fábrica de azúcar, la
cantidad de jugo enviado a la destilería no fue constante y esto trajo como
consecuencia que en muchas ocasiones los corbatos fueran completados con
volúmenes de miel.
Tabla #3.2 Datos de la prueba industrial
En la tabla se muestran los principales resultados de la prueba industrial, como se
puede apreciar los volúmenes de sustratos varían debido a la inestabilidad de la
fábrica de azúcar. Los valores obtenidos de rendimiento y eficiencia, son superiores a
los obtenidos tradicionalmente con la levadura panadera.
Como en este caso se evalúa una nueva cepa de levadura pues se llevó a cabo un
control minucioso del proceso fermentativo, para esto se realizaron conteos celulares
en la fermentación cada 2 horas. El valor medio de los conteos de los inóculos
desarrollados con la nueva levadura, alcanzaron los valores promedios de 99,7
millones/ml con una viabilidad media superior al 97% y una gemación del 57%. Estos
valores aunque buenos, se consideran que no son los potenciales que pueden
alcanzarse para esta cepa, pues pudo comprobarse que mediante una aireación
adecuada los conteos superaban los 150 millones/ml, pero con problemas
relacionados con las válvulas de aire en el prefermentador no se obtuvieron estos
valores óptimos.
Bx Jugo
Bx miel
M3 jugo
M3 miel
% alcohólico
Bx F. Batición
ART Final (g/l )
ART jugo %
ART miel %
Azúcares vía jugo %
Azúcares vía miel %
Rdto (1/100 Kg)
Ef. Alcohólica.
1 14.2 87.66 44 36 5.41 5.15 11.95 14.38 60.81 17.3 82.7 13.2 20.5 2 15.16 86.76 19 7.05 5 5.5 8.4 15.19 60.81 32.9 67.1 60.3 93.6 3 14.2 87.66 46 6.83 6.37 2.5 5.2 14.38 60.81 53.5 46.5 49.6 77.1 4 13.87 86.16 57 6.8 6.49 2.4 4.6 12.44 59 55.6 44.4 50.2 77.9 5 13.4 87.66 54 6 6.2 4.87 3.6 14.38 60.81 60.6 39.4 43.6 67.8 6 13.87 86.76 75 6.42 5 4.65 6.4 12.44 59.55 63.3 36.7 34.3 53.3 7 14.1 86.76 58 5.25 6.3 4.2 3.1 14.4 60 65.8 34.2 48.5 75.4 8 14.2 87.66 90 4.6 5.70 5.55 6.8 14.38 60.81 77 23 33.3 51.8 9 14.01 86.76 89 3.36 6.25 5.7 7.45 14.4 60 82.2 17.8 42 65.3 10 13.4 86.31 84 2.9 5.86 4.9 9.86 13.71 59 82.6 17.4 41.5 64.5 11 14.56 86.76 82 1.1 6.13 2.50 3.34 14.69 59.89 93 7 46.2 71.8 12 13.6 87.66 88 1 4.22 5.05 12 13.88 60.81 93.5 6.5 28.9 44.9 13 14.2 87.66 93 0 6.83 1.4 3.2 14.38 60.81 100 0 51.8 80.5 14 13.87 91 0 6.3 2 3.2 12.44 100 0 53.1 82.4 15 15.16 86.77 93 0 6.55 5.4 6.8 14.9 60.81 100 0 47.8 74.2

51
En la gráfica #2 se muestra el comportamiento del grado alcohólico con y sin
enfriamiento, según muestra existe la necesidad de establecer un rango en la
temperatura de fermentación, a fin de evitar un retardo de la velocidad de fermentación
por temperaturas bajas, o afectaciones a la eficiencia por temperaturas altas.
Igualmente con confiabilidad estadística del 95% se demuestra la superioridad en el
logro de las riquezas alcohólicas, entre fermentaciones con y sin enfriamiento.
Se demuestra con confiabilidad estadística del 95% la alta superioridad en las medias
de eficiencia fermentativa logradas en las fermentaciones con enfriamiento, contra las
que no disponían de él. Este hecho descarta la utilización de jugos si no se dispone de
enfriamiento en fermentadores. (Gráfica #1.Anexo #8)
Mediante la (Gráfica #3) se realiza una regresión lineal con confiabilidad del 95%, que
demuestra la íntima relación entre la eficiencia fermentativa alcanzada y el rango de
concentraciones de azúcares reductores explorados. Se observa de forma evidente la
necesidad de trabajar a valores inferiores a 120 kg/m3. En esta gráfica todas las
fermentaciones tuvieron enfriamiento.
La (Gráfica #4) es similar a la anterior y posee el mismo rango en concentraciones de
azúcares, pero los valores de eficiencia son mucho más bajos, pues en estas corridas
no se dispuso de enfriamiento. Es de notar que aún a bajas concentraciones de
azúcares, las eficiencias no alcanzan los valores de las efectuadas con enfriamiento.

52
VariablesºGL sin Enfr.ºGL con Enfr.
Graf.-2 Comparación de Grado Alcohólico con/sin Enfriamiento
dens
idad
4,2 4,7 5,2 5,7 6,2 6,7 7,20
0,2
0,4
0,6
0,8
1
Graf.-3 Regresión EffAlch vs ConcAz (Con Enfriamiento)
ConcAz en Fermentador (kg/m3)
Eff
Alc
h (%
)
100 120 140 160 18055
65
75
85
95

53
Graf.-4 Regresión de EffAlch vs ConcAz (Sin Enfriamiento)
ConcAz (kg/m3)
Eff
Alc
(%)
100 120 140 160 18044
54
64
74
84
Para evaluar el sistema de asepsia en el proceso se muestrearon 6 puntos críticos del
proceso de obtención de alcohol a partir de jugos que provienen de la fábrica de
azúcar, los cuales fueron:
1. Jugo secundario
2. Jugo de los filtros
3. Jugo clarificado
4. Entrada al tanque 14 m3
5. Salida de la línea al fermentador
6. Fermentador cuando se acaba de llenar.
Cada una de estas muestras fueron sembradas en medios selectivos para el
crecimiento de bacterias, levaduras y mohos.
En la tabla se muestran los principales resultados obtenidos.
Tabla #3.3 Resultados del control microbiológico en la prueba industrial. Bacterias (UFC/ml) Levaduras (UFC/ml) Mohos (UFC/ml)1 Jugo secundario 4.1 x 106 3.9 x 106 4.1 x 104
2 Jugo Filtros 1.7 x 106 nd nd 3 Jugo Clarificado 2.9 x 102 nd nd 4 Tanque 6.7 x 104 nd nd 5 Línea >> 102 9 x 102 nd 6 Fermentador 2.7 x 108 9 x 107 nd

54
nd. No determinados, crecimiento bacteriano significativo en medios selectivos para mohos y levaduras. Como se puede apreciar la tubería conductora de jugos, constituye el foco séptico
potencial principal, en la manipulación de los jugos a destilería. El trazado, ejecución,
material, y el autodrenaje, son elementos esenciales para su operación aséptica. Su
limpieza y desinfección es obligatoria, al menos con frecuencia diaria.
En la prueba industrial se realizó un análisis de las vinazas procedentes de la
fermentación a partir de jugo y se comparó con el proceso tradicional a partir de
mieles. Los resultados obtenidos son los siguientes:
Tabla #3.4 Resultados de los indicadores de contaminación.
DQO (g/L) STD (g/L) Vinazas a partir de mieles
63. 092 8 040
Vinazas a partir de jugos
39.2 32.06
Como podemos observar estos valores contrastan con los obtenidos en la misma
planta con fermentaciones de mieles los cuales son del orden de los 65 kg/m3, lo cual
representa un 33% inferior. Esto hace que se incremente sensiblemente la posibilidad
de su uso directo como enmienda orgánica y además de significar un impacto
ambiental positivo con respecto al uso de mieles en la fermentación.
En esta experiencia industrial hubo aspectos específicos que fueron sometidos a
evaluación cuantitativa, y hubo otros que aunque no evaluados directamente fueron
elementos observados y atribuibles con toda certeza, a la utilización de los jugos. Por
ejemplo se pudo constatar la necesidad de disponer de un sistema de inyección de
ácido, para la corrección del pH del jugo, pues aunque de manera ocasional y
fundamentalmente durante las liquidaciones del clarificador, el pH del mismo se elevó
a valores de 8. Sin embargo normalmente el pH típico del jugo recepcionado (6,2 –
6,5), al ser combinado con los correspondientes al resto de los componentes del mosto
a fermentar y a la propia actividad de la levadura, se lograron obtener valores en la
zona ligeramente ácida, muy adecuados para el proceso, con valores terminales de

55
alrededor de 4. Este comportamiento se atribuye a la baja capacidad tampón del jugo,
que permite cambios amplios del valor de pH, con mínimos aportes de acidez.
Se pudo apreciar en forma evidente un incremento notable en la actividad corrosiva del
mosto fermentado de jugos sobre el metal de los fermentadores, en especial sobre las
líneas de soldadura entre las planchas. Esta actividad sin dudas, obedece a la
ausencia del papel amortiguador de la miel.
El sistema de circulación empleado para el enfriamiento, que permite el movimiento
rotacional en la superficie, demostró su habilidad para el control de la espumación. La
fuerza centrífuga desarrollada por el movimiento sobre las espumas, realiza un trabajo
de separación física entre las espumas ligeras y las pesadas, por lo que no se requiere
la utilización de antiespumante en el control de la misma, aún cuando el llenaje de las
tinas estuvo hasta unos 20 cm del borde.
La utilización de los jugos provocó un cambio notable en el carácter de los fondajes en
las cubas de fermentación, tanto en cuanto a cantidad, color y consistencia. Se realizó
un análisis de este fondaje donde se obtuvo que contenía 4.4 unidades de proteínas,
superiores a los obtenidos con la fermentación a partir de miel.
En la prueba se evidenciaron cambios cualitativos y cuantitativos en las características
de los vinos a destilación, comportándose muy adecuadamente en la columna
destiladora, lo cual permitió alimentarlas a regímenes superiores a los 40 m3/h, con
producciones horarias por encima de 2 mil 500 litros. No se apreciaron síntomas de
ensuciamiento e incrustación.
En las experiencias realizadas a nivel de laboratorio e industrial no se pudo
materializar la posibilidad de complementar las fermentaciones con una fuente de
Magnesio, lo cual se considera conveniente cuando se trabaja con jugos diluidos.
3.4- Análisis Económico. Concluido la etapa de prueba industrial se llevó a cabo un estudio económico del
proceso auxiliándonos del Excel. En este estudio se hizo necesario determinar los
costos de la fabricación de azúcar y de la producción de alcohol con y sin extracción
de jugos para la fermentación y como último se realizó el cálculo de los indicadores de
rentabilidad por métodos dinámicos para la prueba industrial. Todos los datos fueron
facilitados por el CAI “ Heriberto Duquesne”.

56
Ficha de costo de la producción de azúcar crudo con extracción del jugo del filtro y jugo secundario. Producción de energía 12.2 Kw-h/h Producción de azúcar 62400Tn/año
Tabla: ficha de costo de producción de azúcar crudo
Nota: El cálculo del costo se determino de la siguiente forma
Índice*Capacidad de molida por día del central * Rendimiento azucarero*Tiempo de
zafra
unidades usd/Tn divisa/año
I. GASTOS DE FABRICACION 7,930,416.00 Costos directos Materia Prima 6,383,520.00 caña T 12 6,240,000.00 otras materias primas T 2.3 143,520.00 Utilidades y servicios 4,992.00 Combustible (Fuel oil) T 0.08 4,992.00 Electricidad red nacional (60 dias) kW.h 0 0.00 Mantenimiento 5 % IF 2 124,800.00 Otros 5 % CT 3 187,200.00 Centros de recepción 4.01 250,224.00 Transporte 8 499,200.00 Vapor 2.7 168,480.00 Planta eléctrica 3 187,200.00 Ad industria 2 124,800.00
II GASTOS GENERALES 0.00 A. Distribucion y ventas 0.00 B. Administracion 0.00 Costo Total 39.09 7,930,416.00 Depreciaciòn 23.04 190,172.16 Impuestos % de CFI 0.4 Costos Unitario 127.09 $/ unidad
Una extracción de jugo en el proceso de producción de azúcar, aumenta el costo
unitario del azúcar pero a la misma vez se favorece la calidad de la misma, y se
produce un menor consumo de vapor y de bagazo
Ficha de costo de la destilería para etapa de zafra.

57
Días de zafra 130
Alcohol Producido en Zafra 208000.00 Hl/año
Capacidad de la destilería Hl/día 1600
unidad $ /
unidad
indice de
consumo
Cm $/Tn
Unidad de medida
Cantidad unidad/año
Costo $/año
I GASTO DE FABRICACION 3845954.16A Costos directos 1785798.69Materia Prima 180116.67 Alcohol
Miel T 0 0.35 0 Tn/Hl 3185.
00 0.00 Jugo Secundarios T 0 0 Tn/Hl
234000.00 0.00
Fosfato de Amonio T 290 0.0001
14.85 Tn/Hl 20.80 6340.88
Sulfato de amonio T 127.5 0.0001
14.85 Tn/Hl 20.80 2960.88
Urea T 138.5 0.0006 14.8
5 Tn/Hl 124.8
0 19138.08
Antiespumante T 1454.9
2 0.00003 14.8
5 Tn/Hl 6.24 9171.36
Formol T 335 0.00000
2 14.8
5 Tn/Hl 0.42 145.54 Acido sulfurico Miel T 96.3 0.003
62.78 Tn/Hl
624.00 99265.92
Hipoclorito de Sodio T 122.4
0.00000006 0 Tn/Hl 0.01 1.53
Líquido antialga ST 2100 L 5.133 0.0218 0 L/Hl
4534.40 23275.08
Líquido antincrustante ST 2000 L 3.07 0.0218 0 L/Hl
4534.40 13920.61
SC-1100 ( caldera) L 2.1 0.0135 0 L/Hl
2808.00 5896.80
Mano de Obra % CTP 10 437040.25 Utilidades y servicios 73008.00

58
Agua para miel M3 0.1 3 m3/Hl 624000.00 62400.00
Combustible (Fuel oil) T 0 0.0339 Tn/Hl
7051.20 0.00
Electricidad red nacional kW.h 0.085 0.6
Kw-h/Hl
124800.00 10608.00
Mantenimiento % del CFI 5 837106.98 Suministros %M y R 10 83710.70 Suprvisión Directa % MO 10 43704.02 Patentes % CTP 2 87408.05 Cargos laboratorio % MO 10 43704.02 B CARGOS FIJOS 2060155.47Depreciación 10% CFI 10 1674213.95Tasa Locales 1-4% CFI 1 167421.40 Impuestos 0,4-1% CFI 0.4 0.00 Costos exteriores 5-15% CTP 5 218520.12 II GASTOS GENERALES
524448.29
A. Distribucion y ventas % CTP
5 218520.12
B. Administracion % CTP
2 87408.05
C. Investigación y Desarrollo % CTP
5 218520.12
Costo Total 4370402.45
COSTO UNITARIO
21.01
$/unidad
Ficha de costo de la destilería para tiempo de no zafra.

59
146días trab. no zafra con miel tributada Alcohol Prod. No Zafra 233600.00 Hl/año
20días trabajo no zafra con miel propia Alcohol Prod. en No Zafra 32497.92 Hl/año
Capacidad de la destilería Hl/día 1600 ToTal 266097.92 Hl/año
unidad $ /
unidad Cm $/Tn
indice de consumo
Unidad Medida
Cantidad Unidad/año $/ano
I.GASTO DE FABRICACION 6,031,168.48
A Costos directos 3,612,463.15 Materia Prima 230,426.31 Alcohol Miel Propia T 0 0 0.35 Tn/Hl 13,455.00 0.00 Bagazo propio T 0 0.00714 Tn/Hl 23,212.80 0.00 Fosfato de Amonio T 290 14.85 0.0001 Tn/Hl 26.61 8,112.00 Sulfato de amonio T 127.5 14.85 0.0001 Tn/Hl 26.61 3,787.90 Urea T 138.5 14.85 0.0006 Tn/Hl 159.66 24,483.67 Antiespumante T 1454.92 14.85 0.00003 Tn/Hl 7.98 11,733.08 Formol T 335 14.85 0.000002 Tn/Hl 0.53 186.19 Acido sulfurico Miel T 96.3 62.78 0.003 Tn/Hl 798.29 126,992.57 Hipoclorito de Sodio T 122.4 0 0.00000006 Tn/Hl 0.02 1.95 Líquido antialga ST 2100 L 5.133 0 0.0218 L/Hl 5,800.93 29,776.20 Líquido antincrustante ST 2000 L 3.07 0 0.0218 L/Hl 5,800.93 17,808.87 SC-1100 ( caldera) L 2.1 0 0.0135 L/Hl 3,592.32 7,543.88 Mano de Obra % CTP 10 685,360.05 Utilidades y servicios 1,501,715.10 Agua para miel M3 0.1 3 m3/Hl 798,293.76 79,829.38 Combustible (Fuel oil) T 156.12 0.0339 Tn/Hl 9,020.72 1,408,314.73 Electricidad red nacional kW.h 0.085 0.6 Kwh/Hl 159,658.75 13,570.99 Mantenimiento % del CFI 5 837,106.98 Suministros %My R 10 83,710.70

60
Suprvisión Directa % MO 10
68,536.01
Patentes % CTP 2 137,072.01 Cargos de laboratorio % MO 10 68,536.01 B CARGOS FIJOS 2,418,705.33 Depreciación 10% CFI 10 1,674,213.95 Tasa Locales 1-4% CFI 2 334,842.79 Impuestos 0,4-1% CFI 0.4 66,968.56 Costos exteriores 5-15% CTP 5 342,680.03 II GASTOS GENERALES 822,432.07 A. Distribucion y ventas % CTP 5 342,680.03 B. Administracion % CTP 2 137,072.01 C. Investigación y Desarrollo % CTP 5 342,680.03
Costo Total 6,853,600.54 Costo Unitario 23.67$/unidad
En el proceso de producción de alcohol se consume una cantidad menor de miel al
emplear jugo en la fermentación y esta miel se puede utilizar en el período de no zafra
consumiendo de esta forma menos cantidad de miel tributada y en general disminuye
el coto total de producción anual.
Tabla resumen de los resultados económicos

61
Calculo de los indicadores dinámicos
SIN EXTRACCIÓN DE LOS JUGOS MONEDA NACIONAL ZAFRA NO ZAFRA CAMPAÑA
AZÚCAR ALCOHOL(miel) SubTotal
Zafra ALCOHOL DESTILERIA TOTAL
EMP. INGRESOS 8,916,082.56 1,824,000.00 10,740,082.56 2,280,000.00 4,104,000.00 13,020,082.56COSTOS 6,915,628.46 1611,350.45 8,526,978.92 2,085,063.31 3,696,413.76 10,612,042.23GANANCIA 2,000,454.10 212,649.55 2,213,103.64 194,936.69 407,586.24 2,408,040.33 SIN EXTRACCIÓN DE LOS JUGOS DIVISA ZAFRA NO ZAFRA CAMPAÑA
AZÚCAR ALCOHOL(miel) SubTotal
Zafra ALCOHOL DESTILERIA TOTAL
EMP. INGRESOS 4,296,644.35 2,184,000.00 6,480,644.35 2,730,000.00 4,914,000.00 9,210,644.35 COSTOS 1,590,594.55 1,111,831.81 2,702,426.36 1,438,693.68 2,550,525.50 4,141,120.04 GANANCIA 2,706,049.81 1,072,168.19 3,778,217.99 1,291,306.32 2,363,474.50 5,069,524.31
CON EXTRACCION DE LOS JUGOS MONEDA NACIONAL ZAFRA NO ZAFRA CAMPAÑA
AZÚCAR ALCOHOL SubTotal
Zafra ALCOHOL DESTILERIA TOTAL
EMP. INGRESOS 7,457,389.63 1,824,000.00 9,281,389.63 2,280,000.00 4,104,000.00 11,561,389.63COSTOS 5,731,648.24 1,619,371.47 7,351,019.71 1,374,888.31 2,994,259.78 8,725,908.02 GANANCIA 1,725,741.39 204,628.53 1,930,369.92 905,111.69 1,109,740.22 2,835,481.61 CON EXTRACCIÓN DE LOS JUGOS DIVISA ZAFRA NO ZAFRA CAMPAÑA
AZÚCAR ALCOHOL SubTotal
Zafra ALCOHOL DESTILERIA TOTAL
EMP. INGRESOS 3,611,405.95 2,184,000.00 5,795,405.95 2,730,000.00 4,914,000.00 8,525,405.95 COSTOS 1,318,279.10 1,117,366.31 2,435,645.41 948,672.93 2,066,039.25 3,384,318.34 GANANCIA 2,293,126.86 1,066,633.69 3,359,760.54 1,781,327.07 2,847,960.75 5,141,087.61

62
Se obtiene un valor actual neto positivo muy alto lo que evidencia la factibilidad del
proyecto, con un periodo de pago es de 0.3 años.

63
Conclusiones Parciales
1. Como resumen trascendente de la experiencia se puede afirmar rotundamente
que los parámetros de temperatura de fermentación y concentración de
azúcares en fermentador, son de primordial importancia para lograr altas
eficiencias y rendimientos.
2. Los valores de temperatura de fermentación de 34 – 350C se mostraron muy
adecuados para alcanzar las máximas eficiencias, con productividades
alcohólicas del orden de los 2,5 L/m3-h.
3. La tubería conductora de jugos, constituye el foco séptico potencial principal, en
la manipulación de los jugos a destilería.
4. El impacto ambiental que se logra con la utilización de los jugos en la
producción de etanol es muy favorable debido a los bajos valores de DQO que
presenta en comparación con el proceso anterior.
5. El análisis económico muestra la factibilidad económica del proceso, con
valores del VAN=4845821.56 y período de recuperación de la inversión de 0.3
años.

64
Conclusiones. 4- Los reportes de la literatura revisada mostraron lo atractivo del empleo de
algunas de las corrientes intermedias de la industria azucarera en la
fermentación y la necesidad de mantener sobre esta etapa un estricto control
ya que es la de mayor importancia en el proceso de producción de alcohol.
5- Según los resultados de la caracterización de los diferentes sustratos
empleados en este trabajo se concluyó que poseen calidad y potencialidades
para ser utilizados en la dinámica de fermentación en el proceso de producción
de alcohol.
6- El proceso de fermentación alcohólica utilizando mezclas de miel final+jugo de
los filtros+jugo secundario en las porciones de mezclas trabajadas tiene un
comportamiento adecuado dado por la calidad de la fermentación evidenciada
por los resultados obtenidos de % alcohólico, rendimiento, eficiencia y
productividad.
7- Las mejores variantes son las que tienen la siguiente composición 33.3% ART
Miel+33.3% ART Jugo Secundario+33.3% ART Jugo Filtro y 50% de ART jugo
de los filtros +50% de los ART miel y las peores variantes son las que se
corresponden con los experimentos 100% de ART jugo secundario y 50% de
ART jugo filtro +50% ART jugo secundario dado los resultados obtenidos en la
fermentación.
8- Los resultados de los modelos estadísticos de rendimiento y eficiencia en
función de las variables del proceso, además de posibilitar un mayor control
del mismo nos brinda la información suficiente para plantear que los mejores
resultados son los pertenecientes a las mezclas que contienen jugo de los
filtros y mieles además de que también se aprecia que se favorece el proceso
con el uso de una mezcla de jugo secundario, jugo de los filtros y miel.
9- Los resultados técnicos y económicos del trabajo permiten concluir la
factibilidad de aplicarse en la industria alcoholera mezclas de diferentes
sustratos siguiendo la estrategia utilizada, pudiendo por lo tanto emplearse
para sustituir la miel final como materia prima para la fermentación alcohólica,
así también como para sacar del proceso azucarero una cantidad de jugo de
los filtros que redunda en mejoras de la calidad del azúcar.

65
10- El impacto ambiental que se logra con la utilización de los jugos en la
producción de etanol es muy favorable debido a los bajos valores de DQO que
presenta en comparación con el proceso utilizando mieles.
11- El análisis económico muestra la factibilidad económica del proceso, con
valores del VAN=4845821.56 y período de recuperación de la inversión de 0.3
años.

66
Recomendaciones. De acuerdo con lo anteriormente concluido anexado a los resultados finales se
recomienda:
- Implementar las condiciones necesarias para la utilización de sustratos no
tradicionales en la fermentación alcohólica, tales como jugo de los filtros, jugo
secundario.
- Continuar el estudio de los sistemas de sustratos con la utilización de otros
microorganismos.
- Realizar una caracterización minuciosa del jugo de los filtros y secundario para
obtener mejores resultados en el proceso fermentativo.
- Optimizar el proceso prefermentación utilizando mezclas de diferentes sustratos
en cuanto a concentración de azúcar en el sustrato, crecimiento celular y flujo
de aire en los sistemas.
- Realizar el estudio de la cinética de fermentación bajo las condiciones
presentadas en este trabajo para encontrar el modelo cinético ya que este es el
más adecuado para explicar el proceso biológico.

67
BIBLIOGRAFÍA.
1. AIBA S.: Biochemical Engeneering / S AIBA, A. E. Humprey. N. F. Mellis. La
Habana Editorial Ciencia y Técnica, 1970. pp 104 – 108
2. Alvárez, R.M. y col.: Efecto de la temperatura sobre la producción de alcohol en
levaduras. II Seminario Internacional sobre Azúcar y Derivados de la Caña.
Diversificación’92. Comunicaciones cortas. Tomo I, 1992. p. 120-122
3. Alvárez, R.M. y col.: Efecto del tamaño del inóculo en la fermentación alcohólica
por lotes. Rev. Latinoamericana de Microbiología 35: 33-38; 1993
4. Amaral Germek, H.: Fermentación alcohólica. Colección GEPLACEA, PNUD.
Serie Diversificación. México, 1989. p. 16-20, 35
5. Azúcar, alcohol e subproductos. Revista STAB Vol. 1 No 2, 1982
6. Bacila and Horii J.TIBS.: Biotechnology Bioingineering Symposium No 6, 1979
7. Bergey’s manual of determinative bacteriology. Edit. Wilkins company, 8th edition.
1994
8. Biart, J. y col.: Estudio de las mieles finales de la caña de azúcar./ J. Biart.
Editorial Científico Técnica. 1982
9. Biart. R.: Caracterización de las mieles finales cubanas. Edición Científico-
Técnica. La Habana.1986
10. Blake, J.D, Clarke. M. L.: La industria de los derivados de la caña de azúcar
(ICIDCA). Editorial Científico-Técnica. La Habana. pp 342 – 348
11. Blanco C. G.: Diagnóstico de la industria para la producción de alcohol etílico.
CIDCA, 1978
12. Blanco C. G.: Posibilidades de la producción de etanol / C. G. Blanco y Z.
Rodríguez. Revista ICIDCA. Número 23 .1984
13. Blanco C.G.: La producción de alcohol a partir de la industria azucarera y sus
posibilidades. Ed. Científico-Técnica, 1982
14. Blanco, C. G.: La producción de Alcohol a partir de la industria azucarera y sus
posibilidades. Edición Científico. Cuba.1982

68
15. Blanco, G.: La producción de alcohol a partir de la industria química y sus
posibilidades. Rev. ICIDCA. 21, 2, 12-18, 1987
16. Brasil Acucareiro. Vol. 99.Año, 1982
17. Brizuelas, Antonieta. M. A y otros: Revista ICIDCA sobre los derivados de la caña
de azúcar. No 3, Vol xx, año 1986. pp 1
18. Callender, I. J; Barford, J. P.: Biotechnol Letters, 1983.
19. Cuba Azúcar. 28, 3, 49-52, 1999
20. Chibata, I.: Am. Chem. Soc. Symp. Ser 106,186.1979
21. Dahiya D.S; Koshy M. Dhamijass; otros: Spent Wash Recycling for molasses
Fermentation. Int.Sugar Journal. Vol 84. No 1004, 1982
22. David Posada E.: Aceite de fusel: fenómenos que determinan su producción. Rev.
Cuba Azúcar. 2, 10-19, 1968
23. David, P.E.: Cómo ahorro miel en la destilería / P.E.David .MINAZ. Tecnología
azucarera.11. pp3-14
24. Del Castillo, L. y col.: Aspectos genéticos de la tolerancia alcohólica de las
levaduras. Trabajo presentado en TIPAL’97, Universidad de Matanzas. 1997
25. Devine, S. J. et. al. : The effect of medium composition on the production of
ethanol by Saccharomyces cerevisiae. Microbiol. Letters. 9, 1, 19-21, 1980
26. Domínguez, V. E. y col.: Influencia de la harina de maíz y el salvado de arroz en
la formación de productos derivados en la fermentación alcohólica. Int. Sug. JNL.
100, 1197, 474, 1998
27. Dr. Kretzchmarh: Levaduras, alcohol y otros productos de la fermentación. Edit.
Reverté, 1980
28. Estévez, R.: Fundamentos de la generación de levadura en destilerías. Memorias
I Seminario de producción de levadura Torula. MINAZ. 1997
29. Fabelo, J. A.: Estudio de la etapa de fermentación alcohólica utilizando mezcla de
diferentes sustratos. Tesis de Doctorado .Universidad Central “Marta Abreu” de
Las Villas. Abril, 1999

69
30. Fabelo, J. y col.: Determinación de los costos de producción de la etapa de
fermentación alcohólica con la utilización de diferentes sustratos. Rev. Centro
Azúcar 3, 12-15, 1998
31. Fabelo, J. y col.: Estudio estadístico de la etapa de fermentación alcohólica para
diferentes sistemas de sustratos. Rev. Centro Azúcar 2, 27-30, 1998
32. Fabelo, J. y col.: Modelación y optimización de la etapa de fermentación
alcohólica utilizando diferentes sistemas de sustratos. Rev. Centro Azúcar 2, 32-
34, 1998
33. Fahrasmane, L. et. al.: Production of higher alcohols and short chain fatty acids by
different yeasts used in rum fermentations. J. Food. Sci., 50, 5, 1424-30, 1985
34. Folleto impreso para la producción de alcohol a partir de melasas .UCLV.1986
35. Fundora, N. y col.: Influencia de sales nitrogenadas en la producción de alcohol.
Memorias. TIPAL’99. Matanzas, Cuba. 1999
36. GEPLACEA.: Intervenciones especiales en el tercer Seminario Internacional de
azúcar y derivados de la caña de azúcar. Palacio de las Convenciones. Ciudad
de La Habana, Cuba. 1993
37. Gilbert, H. Ayres: Análisis Químico cuantitativo. Ediciones del Castillo s.a, Madrid,
España. Año 1970
38. Halos, S. C. et. al.: The effect of media sterilization and of varying sources and
concentrations of sugar and nitrogen on alcohol production by Saccharomyces
cerevisiae strains. Philipp. J. Sci. 116, 1, 73-81, 1987
39. Hall, B.: Producción de etanol por el proceso denominado biostil. Rev. Brasil acuc.
1,6,78-81, 1982
40. Hernández, N.: Microbiología de las producciones azucareras, producciones
microbianas derivadas. ISPJAE. 1986
41. http://es.wikipedia.org/fermentación.
42. Humhprey, A.E.: Symposium on Enzymatic Hidrolysis of cellulose. Aulanko,
Finland. 12-14 March. SITRA. Helsinki.pp 1975.437
43. I.C.I.N.A.Z.: Sala Nacional de Control y Análisis. MACU. Tomo I y II. Ciudad de La
Habana. Octubre, 1996

70
44. Internet //www. sicoar. com.uy/claes. “Informe de la FAO, 2001”
45. Iturria, Pedro Jesús: Tesis de maestría." Estudio medioambiental de la etapa de
fermentación alcohólica utilizando diferentes sustratos y sus combinaciones”,
2001
46. Jorgenser, A.: Microbiología de la fermentación industrial.- Séptima edición .
Año1979. pp – 453
47. Kelsall, D. R: The alcohol Texbook. Chapter 9. The management of fermentations
in the production of alcohol. Mc Graw-Hill. 1995. pp 89
48. Klebansky, M.: Evaluación de diferentes métodos de tratamiento de jugos de
caña, para la producción de alcohol / M.Klebansky y otros. Revista ICIDCA .No 3
Vol XIX . pp 1 – 5
49. Kuyala, P.: Alcohol from Melasses as posible sugary / P. Kuyala. EEUU, 71:28,
1978
50. La industria de los derivados de la caña de azúcar. ICIDCA. Ed. Científico-
Técnica, 1992
51. Laluce, C.: Groth and fermentation characteristics of high temperatures and high
cell densities. Biotechnology and Bioengineering 37: 528-536; 1991
52. Larson, E.: Summary Report on a Visit to Cuba. Princeton University, N. J., 1994
53. Laval Cia: Producción de etanol por proceso denominado: “Biostil”. Rev. Brasil
Azucarero. Año L Vol. c. No 6, 1982
54. Lehninger, A. y col.: Principles of biochemistry / Albert Lehninger. Worth
Publishers Inc. New York. USA. 2 Edic., 1993
55. Llerena, G. y col.: Alternativas de sustratos para la producción de alcohol. Rev.
56. Llerena, G. y col.: Alternativas de sustratos para la producción de alcohol. Rev.
Cuba Azúcar. 28, 3, 49-52, 1999
57. Llistó, A. M. et. al.: Alguns componentes do coeficiente não-álcohol das
aguardentes de canna: ésteres. Brasil açucareiro 94, 5, 20-21, 1979

71
58. Mansur M; Cuellar A; otros: Caracterización de jugo crudo y clarificado para la
fermentación alcohólica. II Seminario Internacional sobre azúcar y derivados de la
caña. Tomo I. Diversificación, 1990
59. Mantovani,G.: Descomposición espontánea de las mieles. 1994
60. Manual analítico para el control unificado (MACU) para la producción de azúcar
crudo
61. Manual analítico para el control unificado (MACU) para la producción de alcohol y
levadura, 1986. T-I y II
62. Manual de operación para la producción de alcohol y levaduras. Destilería
Arquímedez, Marzo, 1983
63. Manzur, M.: Caracterización de jugo crudo y clarificado para la fermentación
alcohólica / M. Manzur y otros. Segundo seminario internacional de azúcar y
derivados de la caña. T – 1. Diversificación 90.P - 105
64. Marrero, S.: Producción de alcohol a partir de melazas. UCLV.Cuba. 1986
65. Martínez, J.: Microbiología general /J. Martínez. La Habana. Facultad de
bioquimica,1986
66. Michelena, G.: Caracterización de miel “B” para su empleo en la producción de
alcohol / G .Michelena y otros. Segundo Seminario internacional sobre azúcar y
derivados de la caña. Tomo I diversificación 90 P – 150
67. MINAZ: Norma y Manual para la operación de destilerías, fermentación y
recuperación de levaduras / Dirección Técnico Económica, Norma 4, pp 43. 1971.
68. MINAZ: Seminario Nacional de alcoholes. Destilería Arechabala. Trabajo
presentado. 1982
69. Moo Young, M.Moreira: A.The Filamentous Fungi Fungai Technology Ed D.E.
Smith.V IV Chap 5, 1985.pp117-114
70. Morel F. I. Tecnología azucarera. Ed Pueblo y educación ,1985
71. Murria, K.R y Col.: Bioquímica de Harper. Editorial el Manual Moderno.S.A.Mexico
No 12. 1992

72
72. Navarro Campa, J.: La destilación del aguardiente. Memorias. II Seminario de
productores de ron. MINAZ. 1996
73. Neish, A. C.: Desasimilación de glucosa por levadura a concentraciones en
equilibrio de ión hidrógeno. Can. J. Technol. 29, 123-29, 1961
74. Nicol. D. C.: Milassens a.s. Astuck fuel proceding of sustraliam society of sugar
cane/ D.C. Nicol y otros technologist, 1984
75. Nikitin, G. A.: Fundamentos Bioquímicas de las producciones Microbiológicas. Ed.
Peipal. 1981.p 312
76. NOA.S.H.: Consideraciones económicas de los derivados de la caña de azúcar /
S.H.NOA. Revista Cuba Azúcar Julio-Sept. 1981
77. Obregón, L. J. J.: Análisis de la materia prima y otras consideraciones
microbiológicas. Cuba Alcohol s.a. Documento Interno. 2000
78. Olguín E. J.; Téllez P, otros: Evaluación de alternativas biotecnológicas para la
diversificación de la industria azucarera. Revista ATAM N0 1.1988
79. Otero, M. A y otros: Efecto inhibitorio de las melanoidinas sobre el crecimiento de
la Candida utilis. II Seminario Internacional de Azúcar y Derivados de la caña.
Abril 10-13.La Habana, 1990
80. Panchal, C. y col.: Fermentation ethanol production. Aplication of the new
genetics and ancient art. Energy Technol. and Econ. Production, 1984. p. 1270-
1273
81. Parfait, A. et. al.: Las fermentaciones tradicionales de miel y jugo de caña en Las
Antillas Francesas. Rev. Industries Alimentaires et agricoiles. 1, 92, 27- 33, 1975
82. Paterson, M. et. al.: Remoção de contaminantes orgánicos a través do sistema
de hidrosseleção no processo de fabricação de etanol. Brasil açucareiro 106, 6,
20-26, 1988
83. Proyecto para la inversión de una nueva destilería de alcohol superfino A. Oficina
Cubalcohol, Lonja del Comercio. Habana 1999
84. Quintero, R. R: Ingeniería Bioquímica. Ed.Alhambra Mexicana. 1ed México, 1981
85. Revilla, J. G. y otros: Estudio de las proteínas solubles en jugo de caña. Revista
ICIDCA. Vol 10 Año 1976

73
86. Revista Centro Azúcar. No. 1, año 27, octubre –diciembre, 2000
87. Reyes, A. y col.: Influencia de los microcomponentes de las mieles finales en su
potencial fermentativo. Diversificación ’90. Comunicaciones cortas. Tomo I. 60-63,
1990
88. Sánchez O. y col. “Procedimiento para la producción de alcohol en destilerías
cubanas”. Revista Sociedad de Biotecnología y Bioingeniería de México. 2, 35-39,
1996
89. Sánchez O. y col.: Estudio de promotores en la fermentación alcohólica.
Fronteras en Biotecnología y Bioingeniería. 2, 15-18, 1996
90. Saura, G.: Desarrollo de Biorreactores. Informe Técnico sobre el Estado Actual de
la Problemática en el país y en el Mundo. Habana. ICIDCA 1986. pp45
91. Sousa, M. et. al.: Feed nutrients in alcohol fermentation. Int. Sug. JNL. 93, 1109,
32-33, 1991
92. Stryer, L.: Biochemistry / Lubert Stryer, W.H. Freeman and Company. New York.
4th Edic., 1995
93. Valdés I; García, R. Obtención de cepas resistentes a alcohol y termotolerantes
por métodos de selección en cultivo continuo .Primer Taller Internacional de
Producción de alcoholes. Febrero 3-5.1997.TIPAL, 1997
94. Valdés, I.: Evaluación de cepas productoras de alcohol. Memorias. II Seminario
Nacional de productores de alcohol. MINAZ, 1996
95. Varrabeda, L. I.: Industria microbiológica / L. I. Varrabeda. Edición Vem. 1989. pp
294
96. Vasconcelos, J. N.: Influence of complementation of nitrogen and phosphate
nutrients on the industrial alcohol fermentation process. Brasil açuc. 105, 416, 41-
48, 1987
97. Verbina N. Mm; otros: Microbiología de las producciones alimenticias. Ed. Agro,
1988
98. www.accessexcellence.org
99. www.agrobooks.com

74
100. www.tecnociencia.es/especiales
101. Yu-Chun-Yen: Productos Biotecnológicos de la Industria Azucarera. Taiwan
Sugar. V 33. No6.1986. pp24-27
102. Yuji T; Noriaki S.: Ethanol Fermentation of various Red Rices without Cooking V.
100 Japón, 1994

75
HOJA DE CONTROL DE LA FERMENTACIÓN
Graf.- 1 Comparación en
dens
idad
44 54 640
0,01
0,02
0,03
0,04
0,05
ANEXO 1 FERMENTADOR No. 2 fecha 1/ 2/ 05Bx jugo 13,64 Eficiencia Fermt tiempo fermt 24 hM3 jugo 32,00M3 m iel 9,98Bx Miel final 86,76 alcohol 7,367803762 m3 7367,8038 lit rosAlcohol (% ) 6,83 Az. Vía Miel ( kg) 8595,5Brix final bat ic. Az. Vía Jugos (kg) 3949,8ART final bat 0,20 Az. Totales (kg) 12545,2Volumen de Bat icion 107,87 506 cm Az. Vía Jugos (% ) 31,5ART jugo (% ) 11,70 Az. Vía Miel (% ) 68,5Densidad Jugo 1,05 Alcohol (hl) 73,7Kg j ugo 33758,65 Rdto ( l/ 100kg) 58,7Densidad Miel Final 1,46 Eff. Alch. (% ) 91,2ART m iel fisica (% ) 59,05 I .M. 52% (kg/ hl) 327,4Kg m iel Final 14556,27 I .M. Física (kg/ hl) 288,4Kg Az Total/ m 3Bat 116,29514 Produc.( l/ m 3-h) 2,8
I .J Fisico ( l/ t ) 68,7I .J (14 % ) ( l/ t ) 82,2IC ( l alc/ tc) 113,5

76
VariablesºGL sin Enfr.ºGL con Enfr.
Graf.-2 Comparación de Grado Alcohólico con/sin Enfriamientode
nsid
ad
4,2 4,7 5,2 5,7 6,2 6,7 7,20
0,2
0,4
0,6
0,8
1

77
Graf.-3 Regresión EffAlch vs ConcAz (Con Enfriamiento)
ConcAz en Fermentador (kg/m3)
Eff
Alc
h (%
)
100 120 140 160 18055
65
75
85
95

78
Graf.-4 Regresión de EffAlch vs ConcAz (Sin Enfriamiento)
ConcAz (kg/m3)
Eff
Alc
(%)
100 120 140 160 18044
54
64
74
84

79
Nivel Conf: 90 %Prop. Pob: 90 %
Graf.-5 Aptitud del Proceso OptimizadoNominal: 86 LIE: 80 LIT: 80,5
EffAlch (%)
frec
uenc
ia
80 82 84 86 88 90 920
0,4
0,8
1,2
1,6
2
2,4

80
Graf.-6 Límites de Tolerancia Normales (Optimizado)Media: 86 Sigma: 2,4 n: 7
EffAlch (%)
f(x)
Conf. level: 90,0%Pop. prop.: 90,0%
LTI: 80,4
76 80 84 88 92 960
0,03
0,06
0,09
0,12
0,15
0,18

81
Graf.-7 Carta Control ºGL (Óptima ConcAz<110)
Observaciones
Gra
dAlc
h (º
GL
) CTR = 6,0 (media)
LCS= 6,4 (+1,5 sigma)
LCI= 5,6 (-1,5 sigma)
0 2 4 6 8 105,6
5,8
6
6,2
6,4
6,6

82
Graf.-8 Carta Control para EffAlch Optimas (ConcAz<110)
Observaciones
Eff
Alc
h (%
)
CTR = 86 (media)
LCS = 91 (+1,5 sigma
LCI = 81 (-1,5 sigma)
0 2 4 6 8 1081
83
85
87
89
91

83
Graf.-9 Carta Control Indice Miel 52 Eq. (Óptima ConcAz<110)
Observaciones
Indi
ce (
kg M
iel 5
2/ h
l Alc
ohol
100
º)
CTR = 347 (media)
LCS= 367 (+1,5 sigma
LCI= 327 (-1,5 sigma)
0 2 4 6 8 10320
330
340
350
360
370

84
Graf.-10 Carta Control Indice Eq. Jugos (Otimizada ConcAz<110)
Observaciones
Indi
ce (
l Alc
ohol
100
º / t
Jugo
)
CTR = 67,6 (media)
LCS = 74,1 (+ 1,5 sigm
LCI = 61 (- 1,5 sigma)
0 2 4 6 8 1061
64
67
70
73
76

85
Graf.-11 Carta deControl Indice Alcohol /T caña (Optimizado)
Observaciones
Indi
ce (l
alc
h 10
0º /t
cañ
a)
CTR = 78,6 (media)
LCS= 81,7 (+ 1,5 sigma
LCI= 72,9 (- 1,5 sigma)
0 2 4 6 8 1070
73
76
79
82
85
88

86
Graf.-12 Carta Control ConcAz en Jugo (Optimizada)
Observaciones
Con
cAzu
c (%
RT
) CTR = 12,2 (media)
LCS = 13,0 (+ 1,5 sigm
LCI = 11,3 (- 1,5 sigma
0 2 4 6 8 1011
11,411,812,212,6
1313,413,8

87
Anexo #2
Determinación de Azúcares reductores totales (para jugos). (ICINAZ, MACU. Tomo I y II. Octubre, 1996)
Fundamentos del método: Los azúcares reductores presentes en las distintas
muestras objeto de análisis tienen la propiedad de reducir el cobre del estado cúprico
al estado cuprosos en disoluciones alcalinas. El punto final se detecta utilizando azul
de metileno como indicador interno.
Preparación de la muestra y/o porción de ensayo: En jugos agitar con vigor las
muestras compuestas hasta homogenizarla. Filtrar por papel de filtro a temperatura
ambiente. Desechar los primeros 10ml del filtrado. Del filtrado anterior pese 50.00g
transfiéralos en un frasco volumétrico de 200ml y añade 1,5ml de solución al 10 % de
oxalato de sodio o potasio. Enrase hasta la marca con agua destilada. Mezcle y filtre
añadiendo tierra de infusorios sobre el papel de filtro. Cubra el embudo con vidrio reloj
mientras dura la filtración. Del filtrado anterior tomar 25ml del filtrado en matraz de
300ml, añadir 100ml de agua destilada. Calentar a 65 o C y añadir 10ml HCL
6,34Normal. Dejar en reposo durante 30 minutos. Añada 3 gotas de fenoltaleina como
indicador y neutralizar con NaOH 1Normal y se enrasa. Esta constituye mi solución
problema. Hacer reductores totales.
Procedimiento general: Cargue una bureta de 0-50ml con la solución básica
(problema) anteriormente preparada. Prepare dos frascos erlenmeyer de 250-300ml y
en ambos pipetee 5ml de Felling B y 5ml de Felling A en ese mismo orden. Un frasco
se destina para la valoración normal.
El volumen de solución A añadido a cada frasco erlenmeyer tiene que ser
rigurosamente exacto. Añada a uno de los dos frascos anteriores 20ml de agua
destilada y 8ml de la solución básica problema antes preparada. Caliente el
erlenmeyer colocándolo sobre una tela metálica amiantada en una hornilla con
regulador de temperatura de manera que el contenido comience a hervir en cuatro
minutos. Después que comience a hervir contar 2 minutos (exactos), transcurridos
estos se añaden 0,5ml de la solución indicadora de azul de metileno sin tocar las
paredes del frasco, se comienza a valorar con la solución problema sin retirar de la

88
plancha hasta que desaparezca el color azul y cambie al color rojo ladrillo
característico del óxido cuproso precipitado el calentamiento debe durar 7 minutos.
Anote los ml de solución básica consumidos, este dato se utiliza al efectuar la
segunda valoración. En esta segunda valoración se resta para determinar la cantidad
de agua a añadir:
Cantidad de agua = 60 -10 felling - lo que se gastó en la primera valoración
En el segundo erlenmeyer se añade el volumen de agua calculado anteriormente, se
añade el volumen gastado de solución problema en la valoración anterior- 1ml de
solución problema.
Se coloca en la hornilla y se valora como se hizo anteriormente…
Se toma el valor de la segunda valoración ya que es el más exacto.
Cálculos: ART =
Donde: ART =número de reductores totales en la muestra
V =volumen gastado en la valoración final (ml)
Determinación de Azúcares reductores totales (para mieles). (ICINAZ, MACU. Tomo I y II. Octubre, 1996)
Preparación de la muestra y/o porción de ensayo: Para mieles se pesa 5g de miel
llevar a un matras de 500 ml, se le añade 2,5ml de solución al 10 % de oxalato de
sodio o potasio. Enrase hasta la marca con agua destilada. Mezcle y filtre añadiendo
tierra de infusorios sobre el papel de filtro. Del filtrado anterior tomar 100ml del filtrado
en matraz de 300ml, añadir 50ml de agua destilada. Calentar a 65 o C y añadir 10ml
HCL 6,34 Normal. Dejar en reposo durante 30minutos. Añada 3 gotas de fenoltaleina
como indicador y neutralizar con NaOH 1 Normal y se enraza. Esta constituye mi
solución problema. Hacer reductores totales.
Procedimiento general: Cargue una bureta de 0-50ml con la solución básica
(problema) anteriormente preparada. Prepare dos frascos erlenmeyer de 250-300ml y
en ambos pipetee 5ml de Felling B y 5ml de Felling A en ese mismo orden. Un frasco
se destina para la valoración normal.

89
El volumen de solución A añadido a cada frasco erlenmeyer tiene que ser
rigurosamente exacto. Añada a uno de los dos frascos anteriores 20ml de agua
destilada y 15ml de la solución básica problema antes preparada. Caliente el
erlenmeyer colocándolo sobre una tela metálica amiantada en una hornilla con
regulador de temperatura de manera que el contenido comience a hervir en cuatro
minutos. Después que comience a hervir contar 2 minutos (exactos), transcurridos
estos se añaden 0,5ml de la solución indicadora de azul de metileno sin tocar las
paredes del frasco, se comienza a valorar con la solución problema sin retirar de la
plancha hasta que desaparezca el color azul y cambie al color rojo ladrillo
característico del oxido cuproso precipitado el calentamiento debe durar 7 minutos.
Anote los ml de solución básica consumidos, este dato se utiliza al efectuar la
segunda valoración. En esta segunda valoración se resta para determinar la cantidad
de agua a añadir:
Cantidad de agua = 60 -10 felling - lo que se gastó en la primera valoración
En el segundo erlenmeyer se añade el volumen de agua calculado anteriormente, se
añade el volumen gastado de solución problema en la valoración anterior- 1ml de
solución problema.
Se coloca en la hornilla y se valora como se hizo anteriormente…
Se toma el valor de la segunda valoración ya que es el más exacto.
Cálculos: ART=
Donde: ART =número de reductores en la muestra
m = 0.0525g
ma =masa de la muestra original (g)
v =volumen en que se diluye ma, en (ml)
v1 =volumen gastado en la valoración final (ml)
Se multiplica por tres porque es el factor de dilución.

90
Determinación de los ART (en fermentos). (ICINAZ, MACU. Tomo I y II. Octubre, 1996)
Para determinar los azúcares reductores en fermentos es necesario realizar una
valoración de azúcares invertidos para tomar la solución como muestra patrón.
- Determinación de los azucares invertidos
Preparación de la muestra: Se toman 50 ml de azucares invertidos y se vierten en un
matraz de 250 ml, añádale 50 ml de agua destilada. Se neutraliza con NaOH a
1Niormal y utilizando fenoltaleina como indicador. Después de la valoración se enrasa
con agua destilada. Se valora con Felling (Felling A y Felling B) los Felling que se
utilizan son los modificados (tienen incluido el azul de metileno).
Procedimiento general: Cargue una bureta de 0-50ml con la solución básica
(problema) anteriormente preparada. Prepare dos erlenmeyer de 250-300ml (boca
estrecha) y en ambos pipetee 5ml de la solución A y 5ml de la solución B de Felling.
Adicionar 10 ml aproximadamente de la solución de azúcares invertidos y realizar la
primera valoración. Después de realizar la segunda valoración que de estar entre 12 –
12.5 ml de solución, anotar el valor. En la valoración desaparece el color azul y
aparece el color amarillo.
- Determinación de los azucares reductores.
Preparación de la muestra: Se pipetean 10 ml de la muestra a un matraz de 100 ml, y
añadir agua hasta la mitad del matraz. Después se coloca el matraz en baño María a
Temperatura de 65oC con un termómetro dentro. Cuando la solución este a 65oC
añadir HCl (5ml). Agitar dentro de baño durante 3 minutos y dejar 7 minutos más
dentro del baño. Seguidamente retirar el frasco y dejar enfriar hasta temperatura
ambiente. Neutralizar con NaOH a 1 Normal utilizando fenoltaleina como indicador,
para después enrasar con agua.
Procedimiento general: Preparar dos erlenmeyer con Felling A y con Felling B y
adicionar 10 ml de solución. Adicionar además 20 ml de agua destilada. Valorar con la
solución patrón. Para realizar la segunda valoración hay que tener en cuenta la
cantidad de agua.
El cálculo de la concentración de azúcares reductores sería:

91
V gastado = (V azúcar invertido – V valoración) *2
a = *100
Donde:
a: números de reductores en la muestra
m: 0.0525 g
ma: masa de la muestra original (g)
V: Volumen en que se diluye ma, en ml (500ml)
V1: Volumen gastado en la valoración final (ml)
Determinación de Pol y Brix en jugos. Método refractometrico.
Objetivo del Brix refractometrico. Este método sustituye el denominado Brix
anemométrico, por su mayor exactitud, sencilles y rapidez.
Objetivo del %Pol: sustituye la determinación del Pol por el peso normal con el
objetivo de uniformar la determinación en jugos.
Fundamento: el índice de refracción varía a temperatura con la longitud de onda de la
fuente de la luz y con la calidad de sólidos en solución, siendo esta variación en
soluciones de sacarosa una medida exacta de la concentración de la sustancia
disuelta.
Procedimiento: Agite vigorosamente la muestra compuesta en el refrigerador, se toma
la porción objeto de análisis, unos 100 ml se agrega la mínima cantidad de acetato de
plomo. Aproximadamente 2g se agita con una varilla y se pone a filtrar endulzándole
beakers en papel de filtro, debe colarse en tierra infusorios y se desechan los primeros
25ml del filtrado , se toma para la determinación del Brix y se toma la temperatura y se
hace la lectura del Brix y con la otra porción se endulza el tubo de polarizar de 200mm
con 2 ó 3 porciones del filtrado y se llena el tubo de polarizar con el filtrado polarizado
anotando el promedio de tres lecturas previamente calibrado con el cuarzo, calcular
en la tabla correspondiente .
Determinación de Pol y Brix en jugos. Método refractometrico.

92
Objetivo del Brix refractometrico. Este método sustituye el denominado Brix
anemométrico, por su mayor exactitud, sencilles y rapidez.
Objetivo del %Pol: sustituye la determinación del Pol por el peso normal con el
objetivo de uniformar la determinación en jugos.
Fundamento: el índice de refracción varía a temperatura con la longitud de onda de la
fuente de la luz y con la calidad de sólidos en solución, siendo esta variación en
soluciones de sacarosa una medida exacta de la concentración de la sustancia
disuelta.
Procedimiento: Agite vigorosamente la muestra compuesta en el refrigerador, se toma
la porción objeto de análisis, unos 100 ml se agrega la mínima cantidad de acetato de
plomo. Aproximadamente 2g se agita con una varilla y se pone a filtrar endulzándole
beakers en papel de filtro, debe colarse en tierra infusorios y se desechan los primeros
25ml del filtrado , se toma para la determinación del Brix y se toma la temperatura y se
hace la lectura del Brix y con la otra porción se endulza el tubo de polarizar de 200mm
con 2 ó 3 porciones del filtrado y se llena el tubo de polarizar con el filtrado polarizado
anotando el promedio de tres lecturas previamente calibrado con el cuarzo, calcular
en la tabla correspondiente .
Determinación del % de ceniza en miel:
Fundamento del método: se basa en el hecho de que las sales disueltas en agua
producen una corriente eléctrica entre los polos sumergidos en la disolución,
dependiendo de la magnitud de la corriente de la concentración de dichas sales y de la
temperatura de la disolución.
Reactivo: agua destilada cuya conductividad específica sea inferior a
3,5
Procedimiento general: Pesar 1.25 gramos de miel y transferirlo a un matraz de 500 ml
con agua destilada (caliente para su mejor disolución). Leer en el conductimetro. El
agua que se utilice debe tener baja conductividad.
Calculo:

93
%Ceniza =
Cs = Lect. * K * Rango * corrección de temperatura
Donde:
K: Constante de la celda
Rango: rango del equipo
Determinación cuantitativa de las células de la levadura presentes en el inóculo y en el cultivo en desarrollo.
Fundamento del método: Está basado en el conteo de la cantidad de células por
unidad de volumen presentes en una muestra, previamente diluida, al observarla al
microscopio.
Aparatos y utensilios: Cámara de Neubauer 0,1 mm de profundidad
Microscopio óptico
Procedimiento: Preparación de la muestra de ensayo. Se toma la muestra y se diluye
en agua en una relación conocida, para garantizar que en cada cuadrado de la cámara
no haya más de 60 células ni menos de 20.
Determinación: Se toma la muestra con una pipeta volumétrica, soplando y
absorbiendo hasta su homogeneidad. Se coloca el cubre objeto sobre el área
cuadriculada de la cámara Neubauer y se presiona suavemente con la yema de los
dedos, no debe existir remanente de aire en la cámara porque se puede sobreestimar
la población celular. Con una pipeta Pasteur se toma una pequeña gota de la dilución y
se desliza por el borde del cubre objeto, manteniendo la misma 1 min en reposo. Se
observa al microscopio y se realiza el conteo, teniendo en cuenta que:
a) el conteo se efectuará sobre los cuadrados extremos y sobre el cuadrado central
b) si la yema tiene un tamaño mayor que la mitad de la célula madre, se considerará
como una célula de levadura, no como una célula gemante
c) la célula se contará cuando posea el 50 % o más de su tamaño dentro del área del
cuadrado.

94
Expresión de los resultados:
Métodos para los cálculos.
Y = A * d * 25 * 104 [células /mL]
Donde:
Y = número de células por unidad de volumen
A = número total de células
d = dilución
Aproximación de los resultados.
Los resultados se reportan en notación científica hasta la centésima

95
Anexo #3
Grado de alcohol de una bebida alcohólica por el método picnométrico.
1. Material y reactivos
— Equipo de destilación.
— Picnómetro.
— Vino, cerveza u otra bebida alcohólica.
2. Procedimiento experimental
1. Transferir 100 mL de la bebida alcohólica al matraz de destilación y diluir a 150
mL con agua destilada.
2. Añadir unas perlas de vidrio o unos trozos de porcelana porosa, para evitar que
la ebullición se realice a borbotones.
3. Montar el equipo de destilación de la figura.
4. La calefacción debe mantenerse de tal modo que la destilación sea lenta, pero
sin interrupciones.
5. Observar a qué temperatura comienza a destilar el alcohol. El destilado lo
recogemos en un matraz aforado de 100 mL, hasta las proximidades del cuello,
enrasamos con agua destilada y agitamos.
6. Pesamos el picnómetro vacío y seco.
7. Llenamos el picnómetro de agua destilada y lo pesamos.
8. Llenamos el picnómetro con la disolución alcohólica destilada y lo pesamos.
El peso específico del destilado será:
Peso del destilado en el picnómetro
P.e. del destilado = _____________________________
Peso del agua en el picnómetro
Leemos en la tabla el porcentaje en volumen de alcohol en el destilado
correspondiente a su peso específico. Este es el grado de alcohol de la muestra

96
Tabla # 3 Tabla alcoholimétrica
% C2H5OH en
volumen
Peso específico % C2H5OH en
volumen
Peso específico
0 1’0000 13 0’9826
1 0’9985 14 0’9814
2 0’9970 15 0’9802
3 0’9956 16 0’9790
4 0’9941 17 0’9778
5 0’9927 18 0’9767
6 0’9914 19 0’9756
7 0’9901 20 0’9744
8 0’9888 21 0’9733
9 0’9875 22 0’9721
10 0’9862 23 0’9710
11 0’9850 24 0’9698
12 0’9838 25 0’9686

97
Anexo #4 TABLA #1 Etapa de propagación ART=64g/l volumen=240ml proporción 1/15 Brix=12 M.O=saccharomyces cerevisiae(levadura panadera) Nutrientes Fosfato de amonio =0.449g Sulfato de amonio=2.3076g
Levadura =0.2997g
TABLA #2 Etapa de prefermentación Volumen=450ml proporción 1/10 Nutrientes Sulfato de amonio=2.3g
hora tiempo brix ph temperatura 8.00 0.00 13.50 4.05 30.50
10.00 2.00 12.50 4.28 31.2012.00 4.00 11.50 4.05 30.802.00 6.00 10.30 4.02 30.304.00 8.00 9.00 4.00 29.206.00 10.00 7.80 3.97 29.007.00 11.00 7.50 3.96 29.50
hora tiempo brix ph temperatura 9.30 0.00 12.00 4.75 30.00
12.00 2.30 11.80 4.42 32.002.00 4.30 10.50 4.20 31.004.00 6.30 9.50 4.00 30.006.00 8.30 8.00 3.80 30.008.00 10.30 6.00 3.58 29.80

98
Anexo #5 Variante # 1 Fermentación de Jugo secundario 100% 450ml de jugo secundario 0.0529 g de miel 50ml de fermento ART jugo secundario =84g/l
hora tiempo brix ph temperatura ART(g/L) %alcohólico7.00 0.00 10.80 4.62 29.50 120.00 0.00
11.00 4.00 10.00 4.39 30.50 3.00 8.00 9.50 3.46 32.00 7.00 12.00 8.00 3.35 31.50
11.00 16.00 6.00 3.32 30.20 3.00 20.00 5.00 3.31 29.50 7.00 24.00 4.50 3.30 29.20 11.49 4.98
rendimiento productividad Alcohol teórico eficiencia
45.89 1.37 0.02 71.265

99
Anexo #5 Variante # 1 Fermentación de Jugo secundario 100% 450ml de jugo secundario 0.0529 g de miel 50ml de fermento ART jugo secundario =84g/l
hora tiempo brix ph temperatura ART(g/L) %alcohólico7.00 0.00 10.80 4.62 29.50 120.00 0.00
11.00 4.00 10.00 4.39 30.50 3.00 8.00 9.50 3.46 32.00 7.00 12.00 8.00 3.35 31.50
11.00 16.00 6.00 3.32 30.20 3.00 20.00 5.00 3.31 29.50 7.00 24.00 4.50 3.30 29.20 11.49 4.98
rendimiento productividad Alcohol teórico eficiencia
45.89 1.37 0.02 71.265

100
Anexo #5 Variante # 2 Fermentación de 50% ART Jugo secundario y 50% ART Miel 321ml de jugo secundario 88.184g de miel 68.6ml de agua 50ml de fermento
hora tiempo brix ph temperatura ART(g/L) %alcohólico 7.00 0.00 17.50 5.26 29.50 120.00 0.00
11.00 4.00 17.50 5.10 30.50 3.00 8.00 17.00 4.86 32.00 7.00 12.00 14.50 4.70 31.50
11.00 16.00 11.00 4.65 30.20 3.00 20.00 10.70 4.60 29.50 7.00 24.00 10.50 4.59 29.20 4.34 5.23
rendimiento productividad Alcohol teórico eficiencia 45.22 1.44 0.03 70.215

101
Anexo #5 Variante # 3 Fermentación de 50% ART Jugo filtro y 50% ART Jugo secundario 225ml de jugo secundario 225ml de jugo filtro 0.0235g de mil 50ml de fermento hora tiempo brix ph temperatura ART(g/L) %alcohólico
7.00 0.00 15.10 4.96 29.50 120.00 0.0011.00 4.00 14.00 4.56 30.50 3.00 8.00 12.50 3.76 32.00 7.00 12.00 11.00 3.62 31.50
11.00 16.00 10.00 3.56 30.20 3.00 20.00 9.00 3.54 29.50 7.00 24.00 8.50 3.53 29.10 4.33 5.06
rendimiento productividad Alcohol teórico eficiencia
43.75 1.39 0.03 67.927

102
Anexo #5 Variante # 4 Fermentación de 50% ART jugo filtro y 50% ART miel 217ml de jugo filtros 88.194g de miel 172.6ml de agua 50ml de fermento hora tiempo brix ph temperatura ART(g/L) %alcohólico
7.00 0.00 21.50 5.34 29.20 120.00 0.0011.00 4.00 21.00 5.11 30.10 3.00 8.00 18.50 4.93 32.00 7.00 12.00 16.50 4.77 31.40
11.00 16.00 14.50 4.70 30.40 3.00 20.00 10.00 4.67 29.70 7.00 24.00 8.00 4.65 29.00 7.50 5.69
rendimiento productividad Alcohol teórico eficiencia
50.58 1.56 0.03 78.537

103
Anexo #5 Variante # 5 Fermentación de Jugo de los filtros 100% 434.08 ml de jugo filtros 15.91 ml de agua 50 ml fermento hora tiempo brix ph temperatura ART(g/L) %alcohólico
7.00 0.00 18.00 5.27 29.80 120.00 0.0011.00 4.00 18.00 4.81 30.10 3.00 8.00 16.50 4.24 32.00 7.00 12.00 15.50 3.93 31.50
11.00 16.00 14.50 3.84 30.20 3.00 20.00 13.60 3.80 29.50 7.00 24.00 13.00 3.78 29.10 8.79 5.13
rendimiento productividad Alcohol teórico eficiencia
46.13 1.41 0.03 71.629

104
Anexo #5 Variante # 6 Fermentación de Miel 100% 176.21g de miel 329.31ml de agua 50ml fermento hora tiempo brix ph temperatura ART(g/L) %alcohólico
7.00 0.00 18.00 5.29 29.70 120.00 0.0011.00 4.00 16.00 5.10 30.20 3.00 8.00 14.00 4.94 32.10 7.00 12.00 11.50 4.84 31.50
11.00 16.00 10.70 4.83 30.00 3.00 20.00 10.60 4.82 29.50 7.00 24.00 10.50 4.81 29.10 9.59 5.10
rendimiento productividad Alcohol teórico eficiencia
46.19 1.40 0.03 71.726

105
Anexo #5 Variante # 7 Fermentación de 33.3% jugo filtros +33.3% jugo secundario+33.3% miel 212ml jugo secundario 143ml jugo filtro 58.108g miel 55.2ml de agua hora tiempo brix ph temperatura ART(g/L) %alcohólico
7.00 0.00 18.00 5.23 29.50 120.00 0.0011.00 4.00 17.50 5.01 31.00 3.00 8.00 16.50 4.66 32.00 7.00 12.00 14.00 4.65 31.50
11.00 16.00 12.00 4.49 30.00 3.00 20.00 10.00 4.47 29.50 7.00 24.00 10.00 4.45 29.10 6.02 5.80
rendimiento productividad Alcohol teórico eficiencia
50.88 1.59 0.03 79.014

106
Anexo #6 Eficiencia
Special Cubic Model Fitting Results for efic ----------------------------------------------------------------------------- Standard T Parameter Estimate Error Statistic P-Value ----------------------------------------------------------------------------- A:miel 71.726 B:js 71.265 C:jf 71.629 AB -5.122 AC 27.438 BC -14.08 ABC 177.093 ----------------------------------------------------------------------------- R-squared = 100.0 percent R-squared (adjusted for d.f.) = 0.0 percent The StatAdvisor --------------- This pane displays the equation of the fitted special cubic model. The equation of the fitted model is efic = 71.726*miel + 71.265*js + 71.629*jf - 5.122*miel*js + 27.438*miel*jf - 14.08*js*jf + 177.093*miel*js*jf where the values of the components are specified in pseudo-components. To have STATGRAPHICS evaluate this function, select Predictions from the list of Tabular Options. To plot the function, select Response Plots from the list of Graphical Options. Valores de mezclas óptimos Optimize Response ----------------- Goal: maximize efic Optimum value = 80.1745 Factor Low High Optimum ----------------------------------------------------------------------- miel 0.0 1.0 0.429178 js 0.0 1.0 0.16965 jf 0.0 1.0 0.401172

107
The StatAdvisor --------------- This table shows the combination of factor levels which maximizes efic over the indicated region. Use the Analysis Options dialog box to indicate the region over which the optimization is to be performed. You may set the value of one or more factors to a constant by setting the low and high limits to that value.
Rendimiento
Special Cubic Model Fitting Results for ren ----------------------------------------------------------------------------- Standard T Parameter Estimate Error Statistic P-Value ----------------------------------------------------------------------------- A:miel 46.19 B:js 45.89 C:jf 46.13 AB -3.28 AC 17.68 BC -9.04 ABC 113.792 ----------------------------------------------------------------------------- R-squared = 100.0 percent R-squared (adjusted for d.f.) = 0.0 percent The StatAdvisor --------------- This pane displays the equation of the fitted special cubic model. The equation of the fitted model is ren = 46.19*miel + 45.89*js + 46.13*jf - 3.28*miel*js + 17.68*miel*jf - 9.04*js*jf + 113.792*miel*js*jf where the values of the components are specified in pseudo-components. To have STATGRAPHICS evaluate this function, select Predictions from the list of Tabular Options. To plot the function, select Response Plots from the list of Graphical Options. Valor de mezcla óptimos. Optimize Response ----------------- Goal: maximize ren

108
Optimum value = 51.6288 Factor Low High Optimum ----------------------------------------------------------------------- miel 0.0 1.0 0.429304 js 0.0 1.0 0.169331 jf 0.0 1.0 0.401365 The StatAdvisor --------------- This table shows the combination of factor levels which maximizes ren over the indicated region. Use the Analysis Options dialog box to indicate the region over which the optimization is to be performed. You may set the value of one or more factors to a constant by setting the low and high limits to that value.

109

110

111

112

113