Embed Size (px)
Citation preview

�

�

�
Tubosistemas para Conducción de Agua Potable PAVCO
Indice General
Presentación ............................................................................................... 5
Especificaciones del PEAD Acuaflex PAVCO ............................................. 5
Propiedades y Características del PEAD Acuaflex PAVCO ........................ 6
Ventajas del PEAD de Alta Densidad Acuaflex PAVCO .............................. 7
Comportamiento del PEAD de Alta Densidad Acuaflex PAVCOen Presencia de Elementos Químicos ........................................................ 8
Condiciones de Diseño de las Tuberías PEAD Acuaflex PAVCO ............... 10
Tuberías PEAD Acuaflex PAVCO ................................................................ 13Accesorios PEAD Acuaflex PAVCOParaUniónporElectrofusión ...................................................................... 13ParaUniónporTermofusión ...................................................................... 14ParaUniónMecánica .................................................................................. 15
Transporte y Almacenamiento de las Tuberías PEAD Acuaflex PAVCO ..... 16
Instalación de las Tuberías PEAD Acuaflex PAVCO ................................... 16
Uniones por Termofusión, Electrofusión y Unión Mecánicapara Tuberías PEAD Acuaflex PAVCO ........................................................ 18
TERMOFUSIONProcedimiento General para Uniones a Tope por Termofusión .................. 19Barras para el Corte de Flujo ...................................................................... 23Procedimiento General para Uniones a Socket por Termofusión ............... 24Procedimiento General para Uniones con Silla por Termofusión ............... 27
ELECTROFUSIONInstrucciones para Uniones por Electrofusión ............................................. 30Electrofusión a Socket ................................................................................ 30Electrofusión con Silla ................................................................................ 33
UNION MECANICAProcedimientoGeneralparaUnionesMecánicas ....................................... 34ProcedimientoparaelEnsambledelCollardeDerivaciónconlasTuberíasPEADAcuaflexPAVCO.................................................................................. 35PuestaenServicio.......................................................................................... 36

�
Tubosistemas para Acueductos en PEAD Acuaflex PAVCO
PresentaciónCon tecnología de punta, como respuesta a las necesidades de suministro de agua potable, en las etapas de conducción, redes y conexiones domiciliarias, PAVCO le proporciona tubosistemas para acueducto en PEAD (Polietileno de Alta Densidad) con los mejores beneficios.
Estematerial garantiza la conservaciónde la calidaddel aguapara consumohumano yaqueha sido verificadodeacuerdoa laANSI/NSF61:02sinexceder losvaloresmáximosdealuminio,antimonio,cobre,arsénico,bario,cadmio,cromo,plomo,mercurio,níquel,selenioyplataqueestableceeldecreto1575de2007ylaresolución2115de2007.
Especificaciones del PEAD Acuaflex PAVCOMateria Prima
El polieti leno es un polímero obtenidop o r l a p o l i m e r i z a c i ó n d e l e t i l e n o :CH2=CH2.
Polimerizacióneselprocesodeunir“n”veceslamoléculadeleti leno.
Esunpol ímerotermostát icodelet i lenoproduc idoaa l tas y ba jas pres ionesycomo resu l tado se obt ienen fami l iasdepo l ímerosdea l ta y ba ja dens idad,cadaunadee l las concaracter ís t icas
3. Distribucióndelospesosmoleculares
Las Tuber ías de Pol iet i leno a ut i l izarparalaconduccióndeaguapotable,seclasificansegúnladensidad,así:
PE 40: Polieti lenosdebajadensidad.
PE 80 y PE 100: Polieti lenosdealtadensidad.
d i f e r e n t e s d e c o m p o r t a m i e n t o ycua l idades técn icas.
Son Tres las Características del Polietileno que Afectan las Propiedades Físicas:
1. RamificaciónMolecular.
2. PesoMolecularquehacerelacióncon elíndicedefluidez.
Ventajas Servicios
IgualmentePAVCOlebrindalamáscompletagamadeservicios:
1. Capacitación Dirigida a: •CentrosdeEducación: TécnicayUniversitaria. •Personal: Empresas de servicio, Ingeniería, Fontanería, Acciones comunales y Juntasadministradoras.
2. Asistencia Técnica Durante el Proceso de: •Diseño. •Compra. •Ejecucióndeobra. •Operación. •Mantenimiento.
3. Red Nacional de Servicios: •Respuestapersonalizada. •Atencióninmediata. •Inventariodemateriallocal.
1. Mayores Caudales: CoeficientedefricciónC=150PE (Williams&Hazen)
2. Más Fácil y Rápido de Instalar: •Pesoliviano. •Tuberías en tramos de 12 m. y en rollosde50ó150m. •Tuberías con presión de trabajo hasta 230psi. •Tuberíasde16mm.hasta250mm.
3. Amigos del Medio Ambiente: Uniones por termofusión o electrofusión totalmente monolíticas: impiden por tal motivo la contaminación del agua conducida. Además también impiden la erosión de los suelos y el hundimiento de vías, debidoaexfiltraciones.
4. Sismo-Resistentes: Por su flexibilidad tienen un excelente comportamiento en zonas altamente sísmicas.
5. Vida Util Mayor a 50 Años*:Fabricadas con resinas químicamenteresistentes a la acción agresiva de los
suelosyaguas. Diseñadas para conducir f luídos a presión, a partir de un coeficiente de seguridad de diseño de 1,25 para las tuberíasfabricadasconPE100.
* Esta información no es una garantíadeproductodadoquePAVCOnoejercecontrolsobretodos losaspectosquesepresentanenlainstalaciónyqueafectandirectamenteeldesempeñoy lavidaútildelproducto.
6. Fácil Mantenimiento: •Inventario de Tuberías y Accesorios local. •Utilizando la tecnología del pinzado adecuadamente, evitan el cierre de válvulas.
7. Más Económicas: •Transportan un mayor volumen de aguaquelastuberíasconvencionales. •Obrasmásrápidasdeejecutar. •Seminimizaelusodeaccesorios. •Mayorvidaútil.

�
Normatividad
PAVCOunavezmás,establecelasmásaltascaracterísticasqueconviertenlalíneaPEADAcuaflexPAVCOenunproductodeexcelentecalidad,conunestrictocumplimientodelaNormaTécnicaColombiana4585(Tubosdepolietilenoparaladistribucióndeaguaespecificaciones).SerieMétrica,queeslahomologacióndelaNormaISO4427.
LasTuberíasPEADAcuaflexPAVCOsonfabricadasconmateriasprimasdeprimeracalidad.ElPE100queseusaparaestaaplicaciónesunpolietilenodealtadensidadyesunpolímerodetercerageneración.
Dimensiones y Tolerancias:
LasespecificacionesencuantoadimensionesytoleranciasserigenporlaNormaTécnicaColombiana4585enloreferentea:1. Diámetroexterior.2. Espesordepared.3. Variacionesotoleranciasdelespesordepared.
Materia Prima
CUADRO DE LOS METODOS DE ENSAYO
Propiedades y Característicasdel PEAD Acuaflex PAVCO
Producto Terminado
CUADRO DE LOS METODOS DE ENSAYO
Características
DimensionesyTolerancias
ResistenciaHidrostática
ReversiónLongitudinal
Metodo de Ensayo
NormaTécnicaColombiana3358
NormaTécnicaColombiana3578(ISO1167)
NormaTécnicaColombiana4451-1
Características
DensidadCompuesto
MeltIndex(5kg.)
ContenidodeNegrodeHumo
DispersióndelNegrodeHumo
y/oAzul
EstabilidadTérmica
Designación(MRS)
UnidadValores
g/cm3
g/10minutos
%
minutos
Mpa
PE 40 PE 80 PE 100Metodo de Ensayo
ASTMD-1505y/oISO1183
ASTMD-1238y/oISO1133
ISO6964
ISO11420(N.Humo)
ISO13949(Azul)
ISO10837(210ºC)
ISO9080/ISO12162
0.926-0.940
0.3a0.6
2.0-2.5
≤3
≥15
4min.
0.945-0.960
0.3a0.6
2.0-2.5
≤3
≥15
8min.
0.945-0.965
0.3a0.6
2.0-2.5
≤3
≥20
10min.
Producto Terminado
Resistencia Hidrostática de las Tuberías PEAD Acuaflex PAVCO:
LasresistenciashidrostáticasseránlasdelatabladeacuerdoconlaNormaTécnicaColombiana4585.

�
Ventajas del PEAD de Alta Densidad Acuaflex PAVCO
Resistencia QuímicaNuestrostubosistemasPEADAcuaflexPAVCOpuedensersometidosconexcelentesresultadosa la mayoría de agentes químicos y corrosivos hallados en la conducción de acueductos.AdicionalmentenuestrasTuberíasnosecorroen.
Resistencia a la Intemperie
LasTuberíasPEADAcuaflexPAVCOofrecenunaltogradodeproteccióncontraladegradacióncausadapor los rayosultravioleta.Dentrodel compuesto, estámezcladouniformementeunporcentajeyanormalizadodenegrohumoparaestefin.
Peso Liviano LasTuberíasPEADAcuaflexPAVCOsonmuylivianas,portalmotivolaingenieríaenlaconstruccióndesuobrasebeneficiaeneltransporte,cargueydescarguecomoenlamismainstalación.
Durabilidad LasTuberíasPEADAcuaflexPAVCOsefabricanconresinasdeprimeracalidad.Asílepodemosgarantizarunproductodelargavidaútil.
Resistencia MecánicaLas Tuberías PEAD Acuaflex PAVCO cumplen con los requer imientos fisicomecánicoscontempladosenlaNormaTécnicaColombiana4585.
FlexibilidadLasTuberíasPEADAcuaflexPAVCOademásdeserresistentes,ofrecengranflexibilidad,quelas hace aptas para el trabajo en obra. Adicionalmente, brindan facilidad y economía en lainstalaciónminimizandoelusodeaccesorios.Porsuflexibilidadseadaptanalterrenoyfacilitanlostrazadosabruptos.
Sistema de Unión El Sistema PEAD Acuaflex PAVCO se fabrica para poder ser acoplado por termofusión,electrofusiónouniónmecánica.
Propiedades del FlujoLassuperficiesdelasTuberíasPEADAcuaflexPAVCOsonlisasysinporosidades.Asíselogranexcelentespropiedadesdeflujo,locualprevieneincrustacionesprematurasdedepósitosmineralesqueobstruyenelpasonormaldelagua.
Pérdidas Mínimas por Fricción
LasTuberíasPEADAcuaflexPAVCOtienenunbajocoeficientedefricción,elcualpermitellevarmáscaudaldeaguaenrelaciónconotrosmaterialesdelmismodiámetro.
Resistencia a la Electrólisis
Las Tuberías PEAD Acuaflex PAVCO no producen ninguna reacción electrolítica que corroala tuberíaporalgúnefectopotencialeléctrico.Por talmotivono requierenproteccióncontracorrientesgalvánicas.
Ausencia de Toxicidad y Olor
LasTuberíasPEADAcuaflexPAVCOsoninoloras,atóxicaseinsípidasyportalmotivoelusoenlaconduccióndeaguapotableesaceptadomundialmente.

�
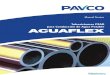
Lacombinacióndeestascaracterísticas,especialmentesuflexibilidadysistemadeuniónportermofusión,permiteelusoexitosoeninstalacionessinzanjaaplicableespecialmentepararehabilitaciónosustituciónderedesexistenteseinstalacionesnuevasenquelascondicionesdelasuperficienopermitelaexcavaciónacieloabiertoosimplementeparaminimizarelimpactourbanoquelasinstalacionesconvencionalescausan.
Comportamiento del PEAD de Alta Densidad Acuaflex PAVCO en Presencia de Elementos Químicos
MEDIO RESISTENCIA60ºC (140ºF)
RESISTENCIA20ºC(68ºF)
CONCEN-TRACION
MEDIO RESISTENCIA60ºC (140ºF)
RESISTENCIA20ºC(68ºF)
CONCEN-TRACION
ElcomportamientodelasTuberíasPEADAcuaflexPAVCOenpresenciadeelementosquímicosestádadoenlasiguientetabla.EstainformacióndebeutilizarseSOLOCOMOGUIA.Abreviaciones: S: Satisfactorio / L: Posibleaplicaciónlimitada / I:Insatisfactorio / - - - -: NoprobadoConcentración: Sat.sol.=Soluciónacuosapreparadaa20ºC(68ºF) / Sol.=Soluciónacuosaconconcentraciónsobre10%perodebajodelniveldeSaturación/ Dil.sol.=Soluciónacuosadiluídaconcentracióndebajodel10% / Cust.conc.=Servicioconcentraciónnormal
ACEITES Y GRASA
ACETATO AMILICO
ACETATO DE PLATA
ACETATO ETILICO
ACETONA
ACIDO ACETICO
ACIDO ACETICO
ACIDO ACETICO GLACIAL
ACIDO ADIPICO
ACIDO ANHIDRIDO ACETICO
ACIDO ARSENICO
ACIDO BENZOICO
ACIDO BORICO
ACIDO BUTIRICO
- - - -
100%
Sat.sol.
100%
100%
100%
10%
96%
Sat.sol.
100%
Sat.sol.
Sat.sol.
Sat.sol.
100%
S
S
S
S
L
S
S
S
S
S
S
S
S
S
L
L
S
I
L
L
S
L
S
L
S
S
S
L
ACIDO CITRICO
ACIDO CLOROACETICO
ACIDO CRESILICO
ACIDO CROMICO
ACIDO CROMICO
ACIDO FLUOROSILICO
ACIDO FORMICO
ACIDO FORMICO
ACIDO HIDROBROMICO
ACIDO HIDROBROMICO
ACIDO HIDROCIANICO
ACIDO HIDROCLORICO
ACIDO HIDROCLORICO
ACIDO HIDROFLUORICO
Sat.sol
Sol.
Sat.sol.
20%
50%
40%
50%
98-100%
50%
100%
10%
10%
35%
4%
S
S
L
S
S
S
S
S
S
S
S
S
S
S
S
S
- - - -
L
L
S
S
S
S
S
S
S
S
S
Fuente de PoderCabeza de Expansión Rollo para la Tubería
de Polietileno
Nueva Tubería de Polietileno
Antigua Tubería
Equipo Hidráulico

�
MEDIO RESISTENCIA60ºC (140ºF)
RESISTENCIA20ºC(68ºF)
CONCEN-TRACION
MEDIO RESISTENCIA60ºC (140ºF)
RESISTENCIA20ºC(68ºF)
CONCEN-TRACION
ACIDO HIDROFLUORICO
ACIDO LACTICO
ACIDO MALEICO
ACIDO NICOTINICO
ACIDO NITRICO
ACIDO NITRICO
ACIDO NITRICO
ACIDO NITRICO
ACIDO OLEICO
ACIDO ORTOFOSFORICO
ACIDO ORTOFOSFORICO
ACIDO OXALICO
ACIDO PICRICO
ACIDO PROPIONICO
ACIDO PROPIONICO
ACIDO SALICILICO
ACIDO SULFURICO
ACIDO SULFURICO
ACIDO SULFURICO
ACIDO SULFURICO
ACIDO SULFUROSO
ACIDO TANICO
ACIDO TARTARICO
AGUA
ALCOHOL ALILICO
ALCOHOL AMILICO
ALUMINIO
AMONIACO, ACUOSO
AMONIACO, GASEOSO SECO
AMMONIA, LIQUIDA
ANILINA
ANTIMONIO TRICLORIDRICO
AGUA REGIA
BENZALDEIDO
BENZENO
BENZOATO DE SODIO
BICARBONATO DE POTASIO
BICARBONATO DE SODIO
BIFOSFATO DE SODIO
BISULFATO DE POTASIO
BISULFURO DE SODIO
BORAX
BROMATO DE POTASIO
BROMURO DE POTASIO
BROMURO DE SODIO
BROMO, GASEOSO SECO
BROMO, LIQUIDO
BUTANO, GASEOSO
1-BUTANOL
CARBONATO DE BARIO
CARBONATO DE CALCIO
CARBONATO DE MAGNESIO
CARBONATO DE POTASIO
CARBONATO DE SODIO
CARBONATO DE ZINC
CERVEZA
CIANURO DE PLATA
CIANURO DE SODIO
CICLOHEXANOL
60%
100%
Sat.sol.
Dil.sol.
25%
50%
75%
100%
100%
50%
95%
Sat.sol.
Sat.sol.
50%
100%
Sat.sol.
10%
50%
98%
Fuming
30%
Sol.
Sol.
- - - -
96%
100%
Sol.
Dil.sol.
100%
100%
100%
90%
HCI-HN033/1
100%
- - - -
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sol.
Sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
100%
100%
100%
100%
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
- - - -
Sat.sol.
Sat.sol.
100%
S
S
S
S
S
S
I
I
S
S
S
S
S
S
S
S
S
S
S
I
S
S
S
S
S
S
S
S
S
S
S
S
I
S
L
S
S
S
S
S
S
S
S
S
S
I
I
S
S
S
S
S
S
S
S
S
S
S
L
S
S
- - - -
S
I
I
I
L
L
L
S
- - - -
S
L
S
S
S
I
I
S
S
S
S
S
L
S
S
S
S
L
S
I
L
L
S
S
S
S
S
S
S
S
S
S
I
I
S
S
S
S
S
S
S
S
S
S
S
S
CICLOHEXANONA
CLORATO DE CALCIO
CLORATO DE POTASIO
CLORATO DE SODIO
CLORHIDRIDO DE METILENO
CLORHIDRIDO (II) DE ZINC
CLORHIDRIDO (IV) DE ZINC
CLORHIDRIDO DE BARIO
CLORHIDRIDO DE CALCIO
CLORHIDRIDO DE COBRE
CLORHIDRIDO DE MAGNESIO
CLORHIDRIDO DE MERCURIO
CLORHIDRIDO DE NIQUEL
CLORHIDRIDO DE POTASIO
CLORHIDRIDO DE SODIO
CLORHIDRIDO DE TIONIL
CLORHIDRIDO DE ZINC
CLORHIDRIDO FERRICO
CLORHIDRIDO FERROSO
CLOROFORMO
CLORURO DE ALUMINIO
CLORURO DE AMONIO
CROMATO DE POTASIO
CIANURO DE MERCURIO
CIANURO DE POTASIO
CLORO, GASEOSO SECO
CLORO, SOLUCION ACUOSA
DECAHIDRONAPTALENO
DESARROLLADOR FOTOGRAFICO
DEXTRINA
DICROMATO DE POTASIO
DIOCLIPTALANO
DIOXANO
DIOXIDO CARBONICO,
GASEOSO SECO
DIOXIDO SULFURICO, SECO
DISULFIDE DE CARBON
ETANOL
ETER DIETILICO
ETHANEDIOL
FERROCIANURO DE POTASIO
FERRICIANIDE DE SODIO
FERROCIANIDE DE POTASIO
FERROCIANIDE DE SODIO
FLUORIDRIDO DE POTASIO
FLUORINE, GASEOSO
FLUORURO DE ALUMINIO
FLUORURO DE AMONIO
FLUORURO DE SODIO
FORMALDEIDO
FURFURYL ALCOHOL
GASOLINA
GLICERINA
GLICOL
GLUCOSA
HEPTANO
HIDROGENO
HIDROXIDO DE BARIO
HIDROXIDO DE MAGNESIO
100%
Sat.sol.
Sat.sol.
Sat.sol.
100%
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
100%
Sat.sol.
Sat.sol.
Sat.sol.
100%
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sol.
100%
Sat.sol.
100%
Cust.conc.
Sol.
Sat.sol.
100%
100%
100%
100%
100%
40%
100%
100%
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
100%
Sat.sol.
Sol.
Sat.sol.
40%
100%
- - - -
100%
Sol.
Sat.sol.
100%
100%
Sat.sol.
Sat.sol.
S
S
S
S
L
S
S
S
S
S
S
S
S
S
S
L
S
S
S
I
S
S
S
S
S
L
L
S
S
S
S
S
S
S
S
L
S
L
S
S
S
S
S
S
I
S
S
S
S
S
S
S
S
S
S
S
S
S
L
S
S
S
---
S
S
S
S
S
S
S
S
S
S
I
S
S
S
I
S
S
S
S
S
I
I
L
S
S
S
L
S
S
S
I
L
- - - -
S
S
S
S
S
S
I
S
S
S
S
L
L
S
S
S
I
S
S
S

�0
MEDIO RESISTENCIA60ºC (140ºF)
RESISTENCIA20ºC(68ºF)
CONCEN-TRACION
MEDIO RESISTENCIA60ºC (140ºF)
RESISTENCIA20ºC(68ºF)
CONCEN-TRACION
HIDROXIDO DE POTASIO
HIDROXIDO DE POTASIO
HIDROXIDO DE SODIO
HIDROXIDO DE SODIO
HIPOCLORITO DE POTASIO
HIPOCLORITO DE SODIO
LEAD ACETATE
LECHE
MELAZA
MERCURIO
METANOL
MONOXIDO CARBONICO
NITRATO DE AMONIO
NITRATO DE CALCIO
NITRATO DE COBRE
NITRATO DE MAGNESIO
NITRATO DE MERCURIO
NITRATO DE NIQUEL
NITRATO DE PLATA
NITRATO DE POTASIO
NITRATO DE SODIO
NITRATO FERRICO
NITRITO DE SODIO
ORTOFOSFATO DE POTASIO
ORTOFOSFATO DE SODIO
OXIDO DE ZINC
OXIGENO
OZONO
PERCLORATO DE POTASIO
PERMANGANATO DE POTASIO
PEROXIDO DE HIDROGENO
PEROXIDO DE HIDROGENO
PERSULFATO DE POTASIO
PETROLEO (KEROSENE)
10%
Sol.
40%
Sat.sol.
Sol.
15%
Sat.sol.
- - - -
- - - -
100%
100%
100%
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
100%
100%
Sat.sol.
20%
30%
90%
Sat.sol.
- - - -
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
L
S
S
S
S
S
S
S
S
S
S
L
S
- - - -
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
L
I
S
S
L
I
S
L
PHENOL
PIRIDINE
QUINOL (HIDROQUINONE)
SULFATO DE ALUMINIO
SULFATO DE AMONIO
SULFATO DE BARIO
SULFATO DE CALCIO
SULFATO DE COBRE
SULFATO DE NIQUEL
SULFATO DE POTASIO
SULFATO DE SODIO
SULFATO DE ZINC
SULFATO FERRICO
SULFATO FERROSO
SULFIDE DE BARIO
SULFIDE DE CALCIO
SULFIDE DE HIDROGENO,
GASEOSO
SULFIDE DE SODIO
SULFITO DE AMONIO
SULFITO DE POTASIO
TETRACLORIDRIDO CARBONICO
TOLUENO
TROCLORIDO FOSFOROSO
TRICLORIDRIDO DE ETILENO
TRIETILAMINA
TRIOXIDO SULFURICO
UREA
URINA
VINAGRE DE VINO
VINOS Y LICORES
XILENOS
YEAST
Sol.
100%
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sat.sol.
Sol.
Dil.sol.
100%
Sat.sol.
Sol.
Sol.
100%
100%
100%
100%
Sol.
100%
Sol.
- - - -
- - - -
- - - -
100%
Sol.
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
L
S
S
S
S
L
L
S
I
S
I
S
S
S
S
L
S
S
L
S
S
S
S
S
S
S
S
S
S
S
S
S
L
S
S
S
S
I
I
L
I
L
I
S
S
S
S
I
S
Golpe de Ariete
Condiciones de Diseño en las Tuberías PEAD Acuaflex PAVCO
Donde:
P =Sobrepresiónmáximaenmetrosdecolumnadeagua,al cerrarbruscamentelaválvula
a =Velocidaddelaonda(m/s)
V =Cambiodevelocidaddelagua(m/s)
g =Aceleracióndelagravedad=9.81m/s2
K = Módulodecompresióndelagua=2.06x104Kg/cm2
E =Módulodeelasticidaddelatubería=1.4x104Kg/cm2.
Parapolietileno
RDE =Relacióndiámetroexterior/espesormínimo
Unacolumnadelíquidomoviéndosetieneinerciaqueesproporcionalasupesoyasuvelocidad.Cuandoelflujosedetienerápidamente,porejemploalcerrarunaválvula,lainerciaseconvierteenunincrementodepresión.Entremáslargasealalíneaymásaltalavelocidaddellíquido,mayorserálasobrecargadepresión.
Estassobrepresionespuedenllegaraser losuficientementegrandesparareventarcualquiertipodetubería.EstefenómenoseconoceconelnombredeGolpedeAriete.
Las Principales Causas de éste Fenómeno son:1. Laaperturayelcierrerápidodeunaválvula.2. Elarranqueylaparadadeunabomba.3. Laacumulaciónyelmovimientodebolsasdeairedentrodelas tuberías.
Alcerrarunaválvula,lasobrepresiónmáximaquesepuedeesperarsecalculaasí:
P=aV
gcon: a= 1420
1+(K/E) (RDE-2)

��
Kg/Cm2
1
KPaPsi
Lb/in2mm. Mercurio
In. HgPulg. Mercurio
In. HgPulg. Agua
In. H2OAtmósferas
Atm Milibares Bares
98.06650 14.22334 735.561 28.0501 393.712 0.9678411 980.6650 0.980
Unefectonomuyconocidoperomuchomásperjudicialparalastuberíaseselaireatrapadoenlalínea.
Elaireescompresibleysisetransportaconelaguaenunaconducción,éstepuedeactuarcomounresorte,comprimiéndoseyexpandiéndosealeatoriamente.
Sehademostradoqueestascompresionesrepentinaspuedenaumentarlapresiónenunpunto,hasta10veceslapresióndeservicio.
Para disminuir este riesgo se deben tomar las siguientes precauciones:
Tabla de Equivalencias de Presión por Unidad de Area
1. Mantener siempre la baja velocidad, especialmente en diámetrosgrandes. Durante el llenado de la Tubería, la velocidad no debe ser mayor de 0.3 m/seg. hasta que todo el aire salga y la presión llegueasuvalornominal.
2. Instalar ventosas de doble efecto, en los puntos altos, bajos y a lo largo de tramos rectos, muy largos, para purgar el aire, ypermitirsuentradacuandoseinterrumpeelservicio.
3. Durante la operaciónde la línea, prevenir la entradadel aire en las bocatomas, rejillas, etc., de manera que el flujo de agua seacontinuo.
CONVERSION DE TEMPERATURA ºC a ºF
Fórmula: C = 5/9 (F-32) F = 9/5 C+32
Metodología según la Fórmula William & Hazen para Diseño Hidráulico a Presión
F = PérdidadepresiónMt/100mtQ = Flujodegalsporminuto.D = DiámetrointeriorenpulgadasC = Factordefricciónconstante=150
F=0.2083(100)1.85Q1.85
C D4.866
hf = Pérdidadecabezaalolargodeltramo(m)f = FactordefriccióndeDarcy(Adimensional)l = Longituddeltramodetubería(m)d = Diámetrointeriordelatubería(m)V = Velocidadmediadelflujo(m/s)g. = Aceleracióndelagravedad(m/s2)Ks = Rugosidadabsolutadelatubería(m). ParaPVC=1.5*10-6mRe = NúmerodeReynolds=Vd/v(Adimensional)ν = Viscosidadcinemáticadelfluido(m2/s)
ParadiseñardeacuerdoconlametodologíadeDarcy-Weisbachseutilizanlassiguientesecuaciones:
ECUACION DE DARCY-WEISBACH
hf=fld
V2
2g =-2log101f
2.51Ref
Ks3.7d
=-2log10 +[ ]ECUACION DE COLEBROO-WHITE
F=0.0985 Q1.85
D4.866
NOTA IMPORTANTE:Losparámetrosdediseñodeunproyectoyobrasonresponsabilidadexclusivadeldiseñador
V.dνRe=
Metodología Darcy-Weisbach
Análisis experimental de la Rugosidad AbsolutaTubería PEAD Acuaflex
El estudio sobre el comportamiento hidráulico y la determinacióndelcoeficientede rugosidadentuberíasdeacueducto, formapartede diferentes temas de investigación que desarrolla el Centro deInvestigaciones en Acueductos y Alcantarillados (CIACUA) de laUniversidadde losAndesa travésde la “CátedraPAVCO” período2001–2002,proyectodeinvestigaciónpatrocinadoporPAVCOdesdehace13años.
El estudio consistió en la modelación de las pérdidas por friccióngeneradaspordiferentesregímenesdeflujoapartirdeladisposicióndeunmontajerealizadoenellaboratoriodehidráulicadelaUniversidaddelosAndesconlatuberíaPEADAcuaflexPAVCOylavaloracióndela informaciónobservadamedianteunmodelomatemático.Apartirdelmontajedelmodelofísicoaescalarealparasimularlaspérdidasde energía generadas bajo diferentes caudales, se obtienen datos

��
Control de CalidadContamos con el mejor equipo humano y técnico para lograr un estricto control de calidad garantizando un producto de inmejorables especificaciones.
1. EQUIPO PARA HACER PRUEBAS DE PRESION
HIDROSTATICA
2. EQUIPO PARA DETERMINAR LA DENSIDAD
3. EQUIPO PARA DETERMINAR EL INDICE
DE FLUIDEZ
Viscosidad Cinemática del Agua
TemperaturaoC
Viscosidad Cinemáticacm2/sg
010122030406080
100
0,01760,01310,01240,01000,00800,00660,00480,00360,0030
Tomado de Tuberías, tomo 1 J.M. Mayol
experimentalesde lapresiónendiferentes tramosde la tubería.Losdatos experimentales son valorados por un modelo matemático deanálisisdeflujoentuberíasconflujoapresiónaplicandolasecuacionesdeBernoulliparalaspérdidasporfricción,deDarcy-Weisbachparalavaloracióndelosresultados,elentendimientodelDiagramadeMoodyydelosdiferentestiposdeflujopresentesenlastuberíasconflujoapresión(flujoslaminar,turbulentohidráulicamenteliso,hidráulicamenterugosoyflujotransicional).
Apartirdelosresultadosseobtienencurvasexperimentalesquesongraficadas en el Diagrama de Moody en donde el principal objetivoesanalizareldesempeñodelatuberíaPEADAcuaflexbajodiferentescondicionesdecaudalyestablecerlarugosidadabsolutadelmaterialdelatubería.
Resultados Luegodeanalizarelensayodelaboratorioselogróestablecerelcaudal
necesarioparaquelarugosidadteóricadelatuberíaPEADAcuaflex(Ksde0.007mm)afectelaspérdidasporfricciónquesegeneran,esdecirelcaudalnecesarioparaquelasubcapalaminarviscosadisminuyahastaquelarugosidadteóricasupereellímitede0.305δ’,dondeδ’correspondealespesordelasubcapalaminarviscosa.
Seencontróqueparaquesecumplaloanteriorlamagnituddelcaudaldebe ser muy alta, correspondientes a velocidades que superanampliamente las velocidades máximas permitidas por las empresasoperadorasdelserviciodeaguapotable,porloquesepuedeasegurarqueelrégimendeflujoenlastuberíasPEADAcuaflexcorresponderáahidráulicamentelisoyporlotantolarugosidaddelmaterialnovaaafectarlaspérdidasdeenergíaquesegeneren.Laprincipalconclusióndel ensayo permite asegurar que las pérdidas de energía que sevanaproducirenunatuberíaPEADAcuaflexsonmuypequeñasencomparaciónconotrosmaterialesyqueademássurugosidad(ks)novaaafectarelrégimendeflujo.

��
Pesokg/m
0.741.492.204.657.27
11.44
Tuberías
Diámetro Nominal
mm.
6390
110160200250
ReferenciaDiámetro Exterior Prom.
Espesor de ParedMínimo
1267212675126601266426968
6390
110160200250
5,88,2
10,014,618.222.7
Presentación
Rollo 100 mRollo 100 mRollo 50 mTramo 6/12 mTramo 6/12 mTramo 6/10 m
PE 100 / PN 16 PRESION NOMINAL (PN) DE TRABAJO A23ºC : 16BAR - 230 PSI (RDE 11)
Diámetro Nominal
mm.
6390
110160200250
ReferenciaDiámetro Exterior Prom.
Espesor de ParedMínimo
126711267412659126631266612668
6390
110160200250
3,85,46,69,5
11,914.8
Presentación
Rollo 100 mRollo 100 mRollo 50 mTramo 6/12 mTramo 6/12 mTramo 6/10 m
PE 100 / PN 10 PRESION NOMINAL (PN) DE TRABAJO A 23ºC : 10BAR - 145 PSI (RDE 17)
Acometidas Domiciliarias
Diámetro Nominal
mm.
16
20
25
32
ReferenciaEspesor de ParedMínimo
12661
12665
12667
12669
2.3
3.4
4.2
5.4
Presentación
Rollo 150mts.
Rollo 150mts.
Rollo 150mts.
Rollo 150mts.
PE 40 / PN 10 PRESION NOMINAL (PN)DE TRABAJO A 23oC : 10 BAR - 145 PSI (RDE 7)
DiámetroExteior
RDEProm.
16
20
25
32
Tuberías PEAD Acuaflex PAVCO
A solicitud del cliente puede fabricarse de PE 100 / PN 12.5
de 63 a 250 mm
Accesorios PEAD Acuaflex PAVCOPara unión por Electrofusión
UNIONES PE 80 / PN16
DiámetroReferenciaDiámetro
1288812889128851288612887
6390
110160200
Referencia
PE 100 / PN16
12890 250
Pesokg/m
1.092.173.216.81
11.1316.65
Planta BodegaAño, Mes, Día, Tur-
no, Nº, Máquina
DiámetroNominal
RelaciónDiámetro Espesor
Referencia
Licencia
Uso
NormaInternacional
Material
EmpresaFabricante
Origen
Marcación e Identificación de los TubosPavco Ind. Colombiana PE 100
Alta DensidadLote90 mmRDE 17 PN 100453707004Lic 1329AguaNTC 4585
ISO 4427
Diam.Interior
mm
55.4079.2096.80
141.00176.20220.40
Diam.Interior
mm
51.4073.6090.00
130.80163.60204.60
Diam.Interior
mm
11.40
13.20
16.60
21.20
Tipos de UniónA continuación los diferentes accesorios de acuerdo con el tipo de unión.
FabricadosdeacuerdoalaNormaPEUNI7612+F.A.1UnionesenPEaltadensidadparaconduccionesdefluídosapresión.Tipos,dimensiones
yrequisitos

��
PE 100 / PN 16
PE 100 / PN 10
TAPONES PE 100 / PN 16PORTAFLANCHES PE 100 / PN 16
PE 100 / PN 10
TEES
PE 100 / PN 10
REDUCCIONES PE 100 / PN 16
Diámetro
120381202312027
90110200
Referencia
Diámetro
120341203712022120241202612028121061210712109
6390110160200250
110 x 90160 x 110200 x 160
Referencia
Diámetro
115471154911553115501155511557
110 x 63110 x 90160 x 90
160 x 110200 x 160250 x 200
Referencia
Diámetro
11563115461154811552115511155411556
90 x 63110 x 63110 x 90160 x 90
160 x 110200 x 160250 x 200
Referencia
Diámetro
115201152211512115141151611519
6390
110160200250
Referencia
Diámetro
1151511518
160250
Referencia
PE 100 / PN 10
Diámetro
1184711841118381184311845
63160110200250
Referencia
Diámetro
118461184811837118401184211844
6390110160200250
Referencia
PE 100 / PN 16
Diámetro
107881079010780107821078410786
6390110160200250
Referencia
Diámetro
107871078910779107811078310785
6390110160200250
ReferenciaDiámetro
107751077710766107681077010772
6390
110160200250
Referencia
Para Unión por Termofusión
Diámetro
1077610778107671076910773
6390
110160250
Referencia
CODOS 45o PE 100 / PN 16
PE 100 / PN 10 PE 100 / PN 10
CODOS 90o

��
PN 10
DiámetroReferencia
1076310757
90110
PN 16
DiámetroReferencia
1075810759107601076110762
1620253263
PN 10
DiámetroReferencia
1298612980
90110
Para Unión Mecánica
Diámetro111221112311118111191112011121
6390110160200250
Referencia
Diámetro
12033 63
Referencia
PN 16FLANCHES METALICOS UNIVERSALES
UNIONES RAPIDAS CODOS RAPIDOSPN 16
DiámetroReferencia
1298112982129831298412985
1620253263
PN 16 / PN 10
TEES RAPIDAS
Diámetro
1203612020
90110
Referencia
PN 10
COLLARES DE DERIVACION TORNILLO METALICO
DiámetroReferencia
1008310084
20mm x 1/2’’63mm x 1.1/2”
Diámetro
10154101551015610157101581016010161
16mm x 1/2’’ 20mm x 1/2’’ 20mm x 3/4’’ 25mm x 1/2’’ 25mm x 3/4’’ 32mm x 1’’ 63mm x 2’’
Referencia
Macho(Pulgadas rosca NPT)
PN 16
Hembra (Pulgadas rosca NPT)
PN 16
ADAPTADORES
Diámetro
10162 90mm x 3’’
Referencia
PN 10
11006110071100511009110111100810994109971099210993109961100111004109991100011003
PN 10(Pulgadas rosca NPT)
DiámetroReferencia
63mm x 1/2’’ 63mm x 3/4’’ 63mm x 1’’ 90mm x 1/2’’ 90mm x 3/4’’ 90mm x 1’’ 110mm x 1/2’’ 110mm x 3/4’’ 110mm x 1’’ 110mm x 1.1/2’’ 110mm x 2’’ 160mm x 1/2’’ 160mm x 3/4’ 160mm x 1’’ 160mm x 1.1/2’’ 160mm x 2’’
SENCILLO
110101101211002
90mm x 1/2’’ X 1/2’’ 90mm x 3/4’’ x 3/4’’ 160mm x 1/2’’ x 1/2’’
DOBLE
SILLETAS Diámetro
117071170811703117041170511706
90 x 1690 x 20
110 X 16110 X 20160 X 20200 x 20
Referencia
PE 100 / PN 10

��
Transporte
1. Alseleccionareltransporte,verifiqueque la superficie sobre la que va a quedar apoyada la Tubería sea lisa y libre de elementos que puedan causar abrasión o rayaduras a la Tuber ía (Ev i te : superficiesrugosas,puntillas, latas,etc.).
2. Durante el cargue y descargue de los tubos,nolosarrojealpisonilosgolpee.
Transporte y Almacenamiento de las Tuberías PEAD Acuaflex PAVCO
Almacenamiento
3. VerifiquequetantolasTuberíascomolos Accesorios no queden muy cerca al exosto del vehículo, así como de otras posibles fuentes de calor que puedan dañarlos.
4. Por ningún motivo permita que se adicione otro tipo de carga sobre las TuberíasyAccesorios.
5. Si unaTuberíao accesorio, encualquier etapa del transporte, manipulación o almacenamiento, presentare deterioro o marca con una profundidad superior al 10% del espesor de pared, deberá desecharse el tramo dañado o la pieza, segúnseaelcaso.
6. LasTuberíasenrolloszunchadaspodrán transportarse en forma horizontal. Se emplearán plataformas transportables (pallets).
1. Almacene la Tubería en una superficie niveladayenposiciónhorizontal.
2. La altura máxima para apilar Tuberías sobre tierra nivelada a piso duro es de 1.20m.
3. LaTuberíaenrollos,deberáalmacenarse zunchada y permanecer así hasta su utilización.
4. LaTuberíaenrollosdeberáalmacenarse acostada y a una altura máxima de 1.50 m. para evitar ovalación por causa desobrepeso.
Introducción
• Eléxitodeunainstalaciónadecuadaeslograrunsoporteestable ypermanentedelaTubería.• Losmaterialesderellenodebenserestablesycompatiblesen lazanja.• LaTuberíadebeserinstaladaenunazanjaseca.
Excavación y Tendido
1. El fondode lazanjanodebetenerobjetosduroscomorocaso cualquierotroelementoqueentallelaTubería.
2. Cuando el fondo de la zanja está conformado por rocas o elementosquepuedandañar laTubería,esnecesario rellenarel fondoconarenaosuelosfinoscompactados(5cms).
3. La zanja debe ser lo más angosta posible dentro de los límites practicables y que permita el trabajo dentro de ella si es necesario.(VergráficoA).
Nota: Si la Tubería puede ser soldada fuera de la zanja se puede reducirelanchodelazanjaydisminuirelvolumendeexcavación.
Instalación de las Tuberías PEAD Acuaflex PAVCO
4. La Tubería PEAD Acuaflex PAVCO, se debe instalar a una profundidad mínima de 80 y 90cms. en general para diámetros hasta200mm.,yaun(1)metrosisonpasosdealtotráfico.
5. NosedebedesenrollarlaTuberíaenformadeespiral. Adicionalmente se debe instalar en forma serpenteada para facilitar los movimientos de tierra, o por contracciones y dilatacionesdelmaterial.
6. La flexibilidad de las Tuberías PEAD Acuaflex PAVCO permite curvaturas al encontrarse obstáculos menores facilitando y economizandolainstalación.
El radio de curvatura a una temperatura ambiental de 20ºC deberá ser aproximadamente de 20 a 25 veces el diámetro nominaldelaTubería.Siexistealgúnaccesorioenestesector,el radio de curvatura deberá ser de 120 a 125 veces el diámetro nominaldelaTubería.
353540 4050
Diámetro de la Tuberíamm.
Ancho de la Zanjacms.
6390110160200

��
7. El relleno se debe comenzar inmediatamente después de la colocación y pruebas de presión de la Tubería PEAD Acuaflex PAVCOconelfindeprotegerla.
GRAFICO AZanja Según Diámetro de Tubería
GRAFICO CCinta de Señalización
30 cms.
GRAFICO BProfundidad de Zanja
80 c
ms
5 cms.
15 a 20 cms. PLACA
ARENA O FINO
ARENA O FINO
ARENA O FINO
RELLENO CLASIFICADO
Rel
len
oS
ecun
dari
oR
elle
no
Pri
mar
io
5 cms.
Elmaterialderellenoinicial“rellenoprimario”debeserfinodela misma zanja o arena fina (Ver gráfico B), el cual contribuye de unamanera importantealsoportede laTubería.De laclavedel tubohaciaarribadebequedarcomomínimo5cms.definodela mismaexcavaciónoarenafinabiencompactada.Pasoseguido puedeirrellenoclasificadodelmaterialnativo“rellenosecundario”. Debe tomarse la precaución necesaria para asegurar la estabilidadalargoplazodelsistemaderelleno.
Nota: Cuando existan condiciones de inestabilidad en la zanja, o cuando haya posibilidad de movimientos de tierra, o niveles deaguaaltos,seránnecesariosprocedimientosespecialespara lograrunaadecuadainstalación.
8. Lacintadeseñalizaciónquevaenformacontínuaa30cms.de laclavesuperiordel tuboseusaparaadvertir lapresenciade la Tuberíaenposterioresexcavaciones.Tieneunanchode12cms. y debe quedar centrada con respecto al eje longitudinal de la zanja.(VergráficoC).
35 cms.Ø63Ø90
40 cms.Ø110Ø160
50 cms.Ø200Ø250
9. Porúltimo,valaplacadecemento,elpavimentouotroacabado, quedando recuperado en su totalidad el sitio donde se hizo la instalación.
NOTA:CuandohayaguasobreelfondodelazanjadebeevacuarseparamantenerlazanjasecahastaquelaTuberíaseainstaladayrellenadaalmenosundiámetrosobrelaclavedelaTuberíaparaevitarflotación.
Condiciones Extremas para el Material
• ElPEesunmaterialtermoplásticoquepuedeserfundidoaplicandocalor,detalformaquenuncadebeinstalarse,almacenarseosometerseaunafuentedecalorquepuedadeformarlo.Latemperaturamáximaaquepuedetransportaraguaesde60°C.
• Noapliquesolventesnisometalatuberíaacontactoconestos.
• Nosometalatuberíaacontactodirectoconelementospunzantes,talescomoherramientasmetálicasopiedrasangulosasmayoresa3/4”.
• Consulteconnosotroscondicionesespecialesnocubiertasporestemanualenlosteléfonosqueaparecenenlacontraportadadeestemanual.
Curvas en Frío con Tuberías PEAD Acuaflex PAVCO
Conunfactordeseguridadde2,losradiosdecurvaturamínimosrecomendadosson:
PN1016
12.5
f251521

��
Uniones por Termofusión, Electrofusión y Unión Mecánica para Tuberías PEAD Acuaflex PAVCO
Existen tres métodos para unir Tuberías de PEAD, estos son:
Termofusión
Seutilizaunaplanchacalentadoraparaproducirlaplastificacióndelmaterial,luegoseretiradichaherramientayseunenlosextremosaplicandounapresiónadecuadaaltipodeuniónqueestemosrealizando.
Los Parámetro Básicos son: • Temperaturadelaplanchacalentadora• Tiempodecalentamiento• Presión(decalentamientoyunión).
Electrofusión
Siempreserealizaconunaccesorio,quetieneincorporadaunaresistencia.Esteaccesorioseconectamediantedosbornesaunamáquinaquelesuministraunatensión,quedaorigenalacirculacióndecorrienteeléctricaatravésdelaresistencia.
Latemperaturaquegeneralaresistenciaplastificatantoeltubocomoelaccesorio.Elparámetrobásicoeseltiempodeconexióndelaccesorioalamáquinadeelectrofusión.La presión necesaria para la unión viene dada por la interferencia que se produce alplastificarseeltuboyelaccesorio.
Unión Mecánica
Serealizapormediodeunionesplásticas.Estosaccesoriossonfácilesdemontarydesmontarporel sistemadeacoplea lasTuberías.Estosaccesorios facilitan las transicionesaotrosmaterialesyalgunosdeellospermitentrabajarlauniónatracciónuotros,quepormediodelacompresióndelajuntaelásticalogranlaestanqueidaddelsistema.

��
EQUIPO PIPE FUSE 250
Preparación
PRECAUCIONES:Antesdeiniciarlafusiónrevise
• Quelascondicionesclimáticasseanlaadecuadas, disponga de una carpa deproteccióncontralalluviaoelsol.
Equipo Necesario
Carroalineadormanualohidráulico,planchacalentadora, caras de calentamiento,refrentadora,trapo(Nosintético),cronómetroorelojyalcohol.
Procedimiento General para Uniones a Tope por Termofusión
Es la unión entre tubos o entre tubo y accesorio enfrentados con extremos de igual diámetro y PN
1. Disponer en el lugar de trabajo de todas las herramientas y equiposadecuadosparalatermofusión.
2. Se debe verificar que los elementos utilizados para realizar uniones por termofusión pertenezcan a un mismo sistema.
3. Asegurarsequetodaslassuperficiesauniresténlimpiasysecas.
4. Tenerencondicionesóptimasdeusolasherramientasnecesarias,siguiendolasrecomendacionesdelproveedordelsistema.
5. Asegurarsequelatemperaturadelaplanchacalentadoraseala adecuada y compare con el termómetro de contacto, el funcionamientodelsistemademedicióndetemperaturadelas superficiescalentadoras.
Condiciones Básicas a Tener en Cuenta
TERMOFUSION
• Queelequipoestécompletoyfuncione(incluyendoplantaeléctrica).
• Quelaplacacalentadoraestélimpia,sinresiduos de fusiones anteriores, nirayones.
• Quelastuberíasy/oaccesoriosseandelmismodiámetroyPN.
• Quelatemperaturadelaplacasealacorrecta.
Revise que el carro alineador manual ohidráulico, la plancha de calentamiento y larefrentadorafuncionenadecuadamente.
1. Coloque losextremosde lostubosenel carro alineador dejando que sobresalga 3 cms. aprox imadamente de las abrazaderas internas del carro alineador pa ra que en t re l a re f ren tado ra .
2. Determinelapresióndearrastre(presiónnecesaria para acercar un extremo deltuboalotro).
3. Inserte la refrentadora entre los tubos y préndala, empleando el dispositivo de cierre.Aproximelostubosa lascuchillas ymaquine losextremosde lasTuberías, hasta lograr una viruta que no exceda los0.2mm.deespesor. CuandolaVirutaseacontínuaenambos lados deje de aplicar paulatinamente la presiónyluegoseparelostubos.Extraiga lamáquinaylimpieconuntrapolimpioy seco las cuchillas y los extremos de los tubos de las virutas residuales. Deben obtenersesuperficiesplanasylisas.
Notoquelosextremosdelostubossinolo haceconuntrapolimpio.
6. Aplicar los tiempos de calentamiento y presiones adecuadas paraeltipodeunión.
No se deberá:
a). Tocar o soplar las superficies que hayan sido limpiadas y preparadasparalaunión.
b). Recalentar la Tubería y/o el Accesorio, después de haber intentadounauniónadecuada.
c). Uti l izar elementos metál icos para l impiar las caras de calentamiento, como navajas o cepil los de alambre; se recomiendanespátulasnometálicas.

�0
5. MantengalapresiónhastaquelaTuberíase derrita uniformemente formando unreborde o cordón en el extremo conla altura que aparece en la Tabla #1 ymueva inmediatamente las válvulas decontrolaposiciónneutralparaeliminarlapresióndelaTuberíacontralaplanchadecalentamiento.
Operación
1. Revise que la plancha de calentamiento es té l imp ia y l i b re de daños .La
temperaturadebeestaren(220oC±10oC).
2. Limpielosextremosdelostubosconun traponosintéticoyalcohol.
3. Determinelapresióndeprecalentamientoteniendoencuentalapresióndearrastre.Presióndeprecalentamiento=Presióndearratre+Presión(P1),segúnTabla#1
4. Tapone los extremos que no estásoldando.Posic ione la plancha decalentamientoyjuntelosextremosdelostubos aplicando la presión determinadaantes.
6. Mantenga los extremos de los tubos encontactoconlaplanchadecalentamientoduranteel tiempodecalentamiento (T2).VerTabla#1
NOTA:Si lapresiónde laTuberíacontra la plancha calentadora se mantuviera durante el tiempo de calentamiento, el material fundido escurrirá de ambos extremos, causando concavidad en los extremos de las Tuberías calentadas. Estoproduciríaasuvezunaunióndébil.
7. Cumplido el tiempo de calentamiento(T2) retire la plancha calentadora y unalos extremos de la Tubería rápidamente(máximo10seg.).Tengaprecaucióndenogolpearelmaterialfundido con la plancha calentadoraal momento de sacarla. A p l i q u e l ap r e s i ó n d e s o l d a d u r a ( = presión
de precalentamiento) determinada enpunto2.
8. Mantengaestapresiónduranteeltiempodeenfriamientomínimo(T5)segúnTabla#1.
NOTA: No se deben usar presiones en exceso del rango indicado para cada diámetro. La presión excesiva sacará demasiado polietileno fundido, dando como resu l tado una un ión déb i l . La presión aplicada hará que el material fundido forme un cordón hacia atrás sobre la tubería. Un cordón pequeño i nd i ca rá v i sua lmen te una un i ón defectuosa.
4. Ver i f ique que los extremos hayan quedado comple tamente p lanos, alineadosyparalelos.
Con las caras en contacto verifique elalineamientodelostubosaunir.Sepermiteuna desalineación máxima del 10% delespesor del tubo. (Falta de paralelismoentrelascaras).
En el caso de Tubería en rollos, puede sernecesario rotar laTuberíapara lograr alineación. Siesasírepitalospasos(1a3).
9. Permita que la unión se enfríe el tiempo(T6) Tabla #1, antes de retirarla de lamáquina.
NOTA: A mayor PN, mayor tiempo de enfriamiento.
10.RetirelostramosunidosdeTuberíadela máquina de termofusión. Deje enfriar mínimo20minutos launióndespuésde retirarladelamáquina,antesdeaplicarle esfuerzos de doblado o prueba de presión.
CICLO GENERICO DE UNION A TOPE CON TUBERIAS YACCESORIOS PEAD ACUAFLEX PAVCO

��
TABLA #1
EQUIPO SAURON PIPE FUSE 250
DiámetroNominal
mm
63
90
110
160
200
250
PresiónNominal PN
bar
Espesor dePared e
mm
10
12.5
16
10
12.5
16
10
12.5
16
10
12.5
16
10
12.5
16
10
12.5
16
3.8
4.7
5.8
5.4
6.7
8.2
6.6
8.1
10.0
9.5
11.8
14.6
11.9
14.7
18.2
14.8
18.4
22.7
Altura delCordón
mm
0.5
0.7
1.0
1.0
1.0
1.5
1.0
1.0
1.5
1.5
1.5
2.0
1.5
1.5
2.0
2.0
2.0
2.5
P1bar
1.7
2.1
2.7
3.5
5.0
5.4
5.2
7.0
8.0
11.0
16.0
17.0
17.2
25.0
26.5
26.8
38.0
41.5
PE100Retiro Placa
CalentamientoCalentamientoPrecalentamiento
T2s
36
45
58
51
64
82
63
78
100
91
114
146
114
142
182
142
178
228
P2bar
0.20
0.30
0.40
0.50
0.50
0.70
0.70
0.70
1.10
1.50
1.60
2.30
2.30
2.50
3.50
3.60
3.80
5.50
T3 maxs
5
5
5
6
6
7
6
6
7
7
8
8
8
9
9
10
10
11
Soldadura
T5s
5
5
5
6
6
7
6
6
7
7
8
8
8
9
9
10
10
11
P5bar
1.7
2.1
2.7
3.5
5.0
5.4
5.2
7.0
8.0
11.0
16.0
17.0
17.2
25.0
26.5
26.8
38.0
41.5
Enfriamiento
T6min
6
6
6 - 10
6 - 10
6 - 10
10 - 16
6 - 10
10 - 16
10 - 16
10 - 16
10 - 16
16 - 24
10 - 16
16 - 24
16 - 24
16 - 24
16 - 24
24 - 32
P6bar
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
TABLA #1
EQUIPO RITMO 250
DiámetroNominal
mm
90
110
160
200
250
PresiónNominal PN
bar
Espesor dePared e
mm
10
12.5
16
10
12.5
16
10
12.5
16
10
12.5
16
10
12.5
16
5.4
6.7
8.2
6.6
8.1
10.0
9.5
11.8
14.6
11.9
14.7
18.2
14.8
18.4
22.7
Altura delCordón
mm
1.0
1.0
1.5
1.0
1.0
1.5
1.5
1.5
2.0
1.5
1.5
2.0
2.0
2.0
2.5
P1bar
4.0
5.0
6.0
6.0
7.0
9.0
13.0
16.0
20.0
20.0
25.0
31.0
31.0
38.0
48.0
PE100Retiro Placa
CalentamientoCalentamientoPrecalentamiento
T2s
51
64
82
63
78
100
91
114
146
114
142
182
142
178
228
P2bar
0.40
0.50
0.60
0.60
0.70
0.90
1.30
1.60
2.00
2.00
2.50
3.10
3.10
3.80
4.80
T3 maxs
5
5
6
6
6
7
7
8
9
8
9
10
9
10
11
Soldadura
T5s
5
5
6
6
6
7
7
8
9
8
9
11
9
11
13
P5bar
4.0
5.0
6.0
6.0
7.0
9.0
13.0
16.0
20.0
20.0
25.0
31.0
31.0
38.0
48.0
Enfriamiento
T6min
7
9
11
9
11
14
13
16
19
15
18
23
19
23
28
P6bar
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
NOTAS: 1. Recuerdequeseledebesumarlapresióndearrastre. 2. EstosparámetrossonválidosúnicamenteparaelequipoPIPEFUSE250. 3. ParaelequipoPIPEFUSE250requiere3300W,230Valterno,50/60Hzmonofásico.
NOTAS: 1. Recuerdequeseledebesumarlapresióndearrastre. 2. EstosparámetrossonválidosúnicamenteparaelequipoRITMO250
NOTA 1 NOTA 1NOTA 1
NOTA 1 NOTA 1NOTA 1

��
Ensayos en Obra para Uniones a Tope por Termofusión (Calificación)
Unainspecciónvisualnogarantizalacalidaddelaunión,porloquesepodrárecurriraunensayodestructivosi:
a).La unión no satisface el exámen visual exterior.
b).Se ha detectado aplicación incorrecta o incumplimiento de los parámetros en cuanto a los va lores de t iempos, pres iones y temperaturas o ante variacionesclimáticas.
Exámen Visual1. Elperímetrodelcordóndeberápresentar unadistribuciónuniformeenamboslados
delplanodelaunión,sinporosidades, fisurasuotrasdeficiencias.
2. Lostubosdebenestarcorrectamente alineados.
Ensayo Destructivo en ObraTamaño de la probeta
Doblado Para realizareldoblado tome laprobetadelosextremos,ejerciendolamismapresiónconlasdosmanos.
ANTESODESPUESDELENSAYONODEBENAPARECERFISURAS,POROSNICAVIDADESENLAUNION,NIENELCORDONINTERIOR,NIENELEXTERIOR
FUNDIDO A BAJA PRESIONREBORDE INCOMPLETO
UNIONES A TOPEM a l R e a l i z a d a s
MAL ALINEADA
FUNDIDO CASI FRIOPOCO TIEMPO Y
POCA TEMPERATURA
DEMASIADA PRESION Y TEMPERATURAREBORDE MUY GRUESO
CON RANURASO VACIOS ENTRE TUBOS

��
Barras para el Corte de Flujo• Suformanormalmenteescircularconbordesredondosodosbarrascirculares.• SeutilizaparacerrarelflujodeaguaatravésdelaTuberíayaseapararepararuntramodeTuberíaoparahacerunaacometidadomiciliaria.• EstaherramientaseencuentranormalmenteconcierremecánicoparaTuberíashastade110mm.dediámetroehidráulicoparadiámetros mayores.• Normalmentelasbarrasparaelcortedeflujotienenuntopeparaindicarsegúneldiámetro,elaplastamientodelaTubería.
1.Cuando se va a colocar un accesorio, la herramienta de aplastamiento se debe colocar a una distancia aproximada de 3 a4veceseldiámetronominal.
La herramienta de aplastamiento se coloca en medio del tubo y se inicia la operación de cerrado lentamente para permitir el acomodamientodelosesfuerzosenlaTubería.
2.Se lleva hasta el tope indicado en la herramienta según sea el diámetro.
NOTA: Es muy importante que se tenga cuidado en este paso pues si se llega a colocar otro diámetro diferente, se puede estrangularlaTuberíayperdersuspropiedadesoriginales.
Procedimiento
3.Se retira la herramienta desenganchándola de la Tubería, para darpasoalflujodeagua.
UNIONES A TOPEB i e n R e a l i z a d a s
TUBO PARTIDO EN DOSCON UNION OPTIMA
TUBO COMPLETOCON UNION OPTIMA
4.Enel sitiodondesehagaunaplastamientoocierrede flujo, no se puede volver a repetir, por tal motivo se aconseja colocar una cinta de color rojo preferiblemente para indicar que all í ya serealizóunaplastamiento.
NOTA: La Tubería lentamente puede recuperar su estado normal o puede ayudarse mecán icamente s in perder n inguna propiedad.

��
Procedimiento General para Uniones a Socket por Termofusión
Realizada entre un accesorio con extremo hembra y un tubo.La Tubería y Accesorios de tamaños menores de 63 mm. se unen rápido manualmente.
Planchacalentadora,carasdecalentamiento,suplementospara tuboyaccesorio,anillo frío,calibradordeprofundidad,cortadoradetubos, trapo (nosintético), termómetrodecontacto,cronómetrooreloj,pinzasdeestrangulación,cintarojayalcohol.
Equipo Necesario
1. Corte el extremo del tubo a escuadra y limpieconuntrapolimpio.Puedehacerse conlacortadoradetuboounasegueta, cuidandodeobteneruncorteaescuadra ylimpio.
2. Realice un bisel al tubo de donde remueva por lo menos 1.5 mm del extremodeltubo. Quite la rebaba del tubo y verifique que estélimpioylibredesustanciasextrañas.
5. Para lograr la profundidad de inserción adecuada del tubo dentro del accesorio u t i l i ce e l an i l l o f r ío que debe i r alineado con el extremo del tubo y el cal ibrador de profundidad que nos determinaellímiteaplastificar.
4. La plancha calentadora y las caras macho y hembra deben estar libres de todasuciedadyatemperaturade210ºC ±10ºC
3. Limpieeltuboyelaccesorioaunirconun traponosintéticoyalcoholetílico>99%.
Operación
1. Ubique la plancha calentadora con las carashembraymachoentreeltuboyel accesorio a unir y aplique una presión firme, hasta que el tubo y el accesorio entren totalmente en la herramienta calentadora. En este momento se inicia el ciclo de calentamiento. (Tabla #2).
2. U n a v e z f i n a l i z a d o e l c i c l o d e calentamiento separe el tubo y el accesoriode lascarasdecalentamiento con un movimiento rápido, extraiga la p lancha y comience la un ión de l accesorioyeltubo(estaoperacióndebe hacerse como máximo en 5 segundos).
NOTA: Se debe observar rápidamente la superficie del tubo externamente y la del accesorio internamente para revisar que hayan quedado 100% fundidas sin ningúnpuntofrío.Sielfundidonoquedó comp le to deseche e l t r amo de Tubería fundida y el accesorio, e inicie nuevamenteelproceso.
Preparación

��
Exámen Visual
1. Cordón exterior contínuo comprimido contralapareddelabocadelaccesorio.
2. Tubosyaccesoriosalineados.
3. Correcta penetración del tubo en el accesorio.
4. Cordóninternouniforme.
Ensayo Destructivo en ObraTamañodelaprobeta
Doblado Para realizareldoblado tome laprobetadelosextremos,ejerciendolamismapresiónconlasdosmanos.
ANTESODESPUESDELENSAYONODEBENAPARECERFISURAS,POROSNICAVIDADESENLAUNION,NIENELCORDONINTERIOR,NIENELEXTERIOR
4. Después de esperar el t iempo del enfr iamiento, quite e l ani l lo f r ío e inspeccione la unión. Una buena unión tendrá un anillo achatado y uniforme de material fundido sin vacíos entre el tubo yelaccesorio. Espereentre10y30minutosadicionales según el diámetro después de realizada la unión, antes de hacer pruebas de hermeticidad a la junta o que sufra esfuerzosalenterrarse.
Ensayos en Obra para Uniones a Socket(Calificación)
3. Empujefirmementeelaccesorioalineado contraelextremodeltubohastaquehaga contactototalconelanillofrío.Nosedebe girareltubonielaccesorio.Mantengala presión constante en su lugar hasta completar el tiempo de enfriamiento segúnloespecificadoenlaTabla#2.
Tiempos Unión a Socket (Tabla #2)
Ciclos de Tiempo
Temperatura
de Fusión
(210ºC ± 10ºC)
Diámetro(Milímetros)
Tiempo de Calentamiento
(Seg.)
Tiempo de Enfria-miento (Seg.)
20
25
32
8 - 9
9 - 12
13 - 15
30
30
30
10
15
15
Tiempo Adicional para Realizar Prue-
bas de Presión (Min.)

��
REBORDE EXTERNONO COMPLETO
UNIONES A SOCKETE r r o r e s U s u a l e s
MALA ALINEACION
NO USO EL CALIBRADOR DE PROFUNDIDAD
EL TUBO NO ENTRA BIENEN EL ACCESORIO
UNIONES A SOCKETB i e n R e a l i z a d a s

��
Procedimiento General para Uniones con Silla por Termofusión
EquipoNecesario
Herramientadeaplicación,planchacalentadora,caras de calentamiento, suplementos paratubos,porta-accesorios,trapo(nosintético),cuchillooraspador,termómetrodecontacto,cronómetroyalcohol.
Preparación
1. Instale las mordazas de sujeción que correspondenconeldiámetrodeltuboaunir.
2. Raspe lasuperficiedel tubodondevael accesorio, con un cuchillo y limpie con un trapo limpio y seco o con el alcohol.
Operación
1. Coloque la plancha calentadora entre el tubo y el accesorio aplicando presión entre40y60psi.
NOTA: El tiempo de calentamiento comienza después de que el accesorio y el tubo estén firmemente asentados sobre las caras de calentamiento. Durante el calentamiento la plancha ca l en t ado ra puede ba l ancea r se ligeramente 1 ó 2 grados, para verificar elcontactoplenoconlaTubería.
Se realiza entre un tubo y un accesorio sobreponiendo el accesorio al tubo. Es recomendable utilizar una herramienta de aplicación para hacer la unión con silla. Todas las variables que se utilizan para dicha operación son controladas más fácilmente si se usa una herramienta, que cuando se hace manualmente.
3. Fijeelaccesorioalsoportequeposee la máquina y controle el correcto ajuste. Accione lapalancade laherramientade aplicación hasta alinear el tubo y el accesorio.
3. Transcurrido el tiempo de calentamiento y después de que se ha formado el reborde de material fundido, levante la palanca rápidamente evitando golpear las partes de la Tubería y accesorio caliente. Verifique rápidamente si están totalmente fundidas las superficies tanto delaccesoriocomodelaTubería.
4. Verifique que la medida de las caras de calentamientosealacorrectaparaeltubo yelaccesorio.Calientelaherramientade forma que las superficies tengan una temperaturade210oC±10oC.
4. Cierre la máquina y aplique la presión de 40 a 60 psi. Mantenga la presión durante el tiempo de unión indicado en laTabla#3.
2. Aplique y mantenga la presión durante elcalentamiento.

��
Exámen Visual1. Cordones hacia afuera del accesorio, uniformes y dimensionalmente similares en todo el perímetro de la base del accesorio.2. Areadeunióncompleta.3. Contorno de la interfase de unión sin porosidades.
Ensayos en Obra para Uniones con Silla por Termofusión (Calificación)
Ensayo Destructivo en ObraTamaño de la probeta.Realizaruncortetransversalenelaccesoriohasta1cmdelasuperficiedeltubo.
Doblado Para realizareldoblado tome laprobetadelosextremos,ejerciendolamismapresiónconlasdosmanos.
NO DEBEN APARECER POROS, CAVIDADES NI FISURAS EN LA INTERFASE DE LA UNION DESPUES DEL ENSAYO.
Tiempos Unión con Silla (Tabla #3)
Ciclos de Tiempo
Temperatura
de Fusión
(260ºC ± 5ºC)
(500ºF ± 10ºF)
DiámetroSilla
(mm.)
Tiempo de Calentamiento
(Seg.)
Tiempo de Enfriamiento
(Seg.)
6390110160200
5050505050
7070707070
1012121515
Tiempo Adicional para Realizar
Pruebas de Presión (Min.)
Tamaño del Reborde Fundido
Medida de la Tubería (mm.)
6390 y 110
160 y más
Grueso del Reborde (Pulg.)
1/161/83/16
5. Despuésdedejarque la unión realizada seenfríe3minutosmás,retireeltubocon elaccesoriosoldadodelamáquina.
NOTA: Verifique el reborde de la unión en toda labasedel accesorio.Dejeque launión seenfríe entre10 y15minutos más, antes de hacer las pruebas de presiónodederivarlaTuberíaprincipal.
CICLO GENERICO DE UNION CON SILLA
CON TUBERIAS Y ACCESORIOS
PEAD ACUAFLEX PAVCO

��
UNIONES CON SILLAE r r o r e s U s u a l e s
UNION CON SILLAB i e n R e a l i z a d a
MALA ALINEACION
FALTA DE RASPADOFALTA DE CALENTAMIENTO
DEMASIADO CALENTAMIENTO

�0
Generalidades
Laelectrofusiónhaceusodelaenergíaeléctricapararealizarlaunióndetuboyaccesorio.
Elprincipiodefuncionamientodelaelectrofusiónsebasaenlacirculacióndeunacorrienteeléctricaoriginadaalcerrarseelcircuito,formadoporlaunidaddecontrol(máquinadeelectrofusión)yelaccesorioqueestáprovistodeunaresistenciainterna.
Debidoalaspérdidascausadasporlascorrientesparásitas,partedelaenergíaeléctricasetransformaencalor.Elcalorasígeneradoproducelaplastificacióndelpolietilenodeltuboydelaccesorio.Al aumentar la temperatura, el polietileno se dilata produciendo unainterferenciaentrelaspiezasaunir.Estainterferenciaeslaqueoriginalapresiónnecesariaparalacorrectaunión.
Losparámetrosdetodabuenauniónsonbásicamentetres:temperatura,presiónytiemposdecalentamientoyenfriamiento.Enlaelectrofusiónlasdosprimerasvariablesescapanalcontrolhumanoyaquelatemperaturadependedelaunidaddecontrolosuconexiónared,estandolamismapreparadaparaemitirmensajesdeerrorcuandoalgunavariablequeinfluyaenlatemperaturasalgadelosparámetropreestablecidos.Porsupartelapresiónestásupeditadaalatemperaturadeuniónyalastoleranciasdimensionalesentretuboyaccesorio.
El control de la tercera variable, el tiempo de fusión, depende conque clase de sistema de electrofusión contamos. Hay dos tipos deelectrofusión, la clásica y la inteligente. A continuación se describenbrevementelascaracterísticasdecadauno.
Clásica
El tiempode fusiónescargadoporel operariomedianteun tecladoprovistoenlaunidaddecontrol.Dichotiempovieneespecificadoenelaccesorioaunir.
Enestepuntopuedeexistirunerrordecargayporconsiguienteunamalaunión.Noobstante,elrangodeerrorsevemuydisminuídoconrespectoalatermofusión.
Inteligente
Enestesistematantolaunidaddecontrolcomoelaccesoriodebensercompatibles.Lacaracterísticaesquelaunidaddecontrolreconoceelaccesorioquehasidoconectadoyautomáticamente leeel tiempodefusiónytieneencuentaotrosfactores,comolatemperaturaambientalylacorrectainstalacióndelaccesoriosobrelaTubería.
Dentro de este mismo equipo existe el lápiz de rayo infrarrojo queseutilizapara leerelcódigodebarrasquevieneen losaccesorioseidentificadiámetro,tiemposdecalentamientoyenfriamiento,temperaturayamperajeparacadatipodeaccesorioaunir.
Con esta clase de equipo se eliminan los errores humanos ya quelamáquina de electrofusión controla todos los parámetros de formaautomáticayantecualquierproblemaemitemensajesdeerror.Ademásexistecomoopción,unequipoqueguardaenlamemoriatodoslosdatosdelaunión(fecha,operador,condicionesenqueserealizólamisma,etc.)pudiendoluegoimprimirotransferirauncomputadortodalainformación,paraasíllevarunaestadísticadecontrol,ubicarrápidamentecualquierproblemaactualofuturo.
Elsistemadeelectrofusióninteligente,tambiénmuestraunaidentificaciónvisual para comprobar que el proceso de plastificación quedó bienrealizado.
ELECTROFUSION
Medidas de Seguridad
1. Mantenerlasmanosalejadasdeloscontactoseléctricosycolocar siempre“poloatierra”.
2. Revisar el cableado eléctrico como también las conexiones eléctricas y todas las herramientas para asegurarse que están encondicionesdeusoyseguridad.
3. En caso de inclemencias climáticas durante la operación, se deberáprotegerelequipo(conunacarpa). Sieldíaesmuyhúmedosedebenextremarlasprecaucionesde seguridad.
Instrucciones para Unionespor Electrofusión
Electrofusión a Socket
Equipo Necesario
1. Dispositivoconmordazadealineación.
2. Raspador (herramienta que elimina la capa superficial oxidada deltubo).
3. Traposeco,limpioydematerialnosintéticoyalcohol.
4. Cortadoradetubos.
5. Máquinadeelectrofusión.
6. Marcadordetintaparadelimitareláreaarasparparalalimpieza.

��
3. Raspe los extremos de los tubos e x t r a y e n d o u n a p e l í c u l a d e aproximadamente 0,2 mm. uniforme, paranodañarelcontornodeltubo,hasta la línea determinada en el paso anterior. Esta operación se denomina “Peeling Off” l impieza del polietileno exterior o x i d a d o , y e s d e f u n d a m e n t a l importanciaparaelresultadosatisfactorio delaunión.
N OTA : D o n d e s e a p o s i b l e , s e recomienda rotar el tubo durante el raspado para asegurar que se complete en un 100%. Si la rotación no fuese posible, puede utilizarse un espejo para verificarqueen toda lacircunferenciase haga el raspado. Después del raspado, esimportanteevitartocarconlasmanos eláreaqueseraspó.
Preparación
1. Sin sacar el accesorio de su envoltura verifique que el material del tubo y el accesor io pertenezcan al s istema PEADAcuaflexPAVCOoseancompatibles.
Corte losextremosdel tuboaescuadra, uti l izando una cortadora de tubos.
Qu i t e l a s rebabas y l imp i e l o s extremosdelostubosconuntrapolimpio yseco.(Nouseningúnlíquidoosolvente paralimpiareltubo,exceptoalcohol).
2. Trace una línea circunferencial con un marcador,quenoposeabordepunzante encadaunodelostubos,aunadistancia delextremoigualalamitaddelalongitud delaccesoriomás2.5mm.
Operación
1. Saque el accesorio de su empaque sin tocar ni apoyar los dedos sobre la superficie interna. Limpie con un paño limpioysecooconalcohollosextremos raspadosdelostubos.
2. Desliceelaccesoriosobreelextremode uno de los tubos hasta su tope central.
3. Ubique el tubo en el dispositivo con mordazasdealineación,conelaccesorio colocado hasta el tope. “No force más allá del tope”. Ajuste las mordazas.
4. Introduzca el otro tubo en forma suave hasta el tope central del accesorio y ajustelasmordazas.
NOTA: Rote el accesorio alrededor de los tubos suavemente para lograr una alineacióncorrecta. Verifique que las terminales o bornes quedenenposiciónvertical.
Etapas de Unión
1. Conecteel cablea la fuentedeenergía. Verifique que la unidad de control esté en condiciones listas para operar y que loscablesnotengandaños. Conecte las terminales de salida de la “Unidad de Control” a los bornes del accesorioasegurándoseque lasmismas son confiables y las terminales, estén bienacopladas.
2. Dé energía a la unidad de control mediante el botón correspondiente. Apareceráenel visor,por ser laprimera vez,lasecuenciadeiniciodelprograma.
NOTA:Dependiendodelsistemaausar, clásico, manual o inteligente, podría ser necesario introducir a la máquina de controleltiempodefusióndeacuerdoa lo indicado en el empaque o en el accesorio. En el caso del sistema inte l igente, éste automát icamente reconoce el accesorio e indica sus parámetrosdeoperación.

��
3. Técnica de código de barras: Encuantoseasolicitadoporlamáquina, lea el código de barras correspondiente al accesorio. Chequee los parámetros aparecidosenelvisor. Técnica de Ingreso manual: Ante la solicitud programada, ingrese el valordeltiempoadecuado. Inmediatamente en el visor , aparecerá estevalor,garantizandoquelaoperación fuecorrecta.
NOTA:Losaccesoriostienengrabadoel tiempodefusiónyelenfriamiento.
4. Inicie el ciclo de fusión presionando el botónverdeduranteuntiempo,hastaque se escuche un “Clic”; en ese momento comenzarálacuentaregresiva.
5. Durante la misma; se notará un movimiento ascendente de los “Testigos deFusión”(Fideosdepolietilenofundido) del accesorio. Estos no deben ser alteradosbajoningúnconcepto.
6. Denoaparecerningúninconvenienteque altere el ciclo, en el visor se indicará “fusióncorrecta”.
De aparecer un mensaje de error, se debe repetir absolutamente toda la operacióndesdeelnumeral1.
Silafusiónnoessatisfactorialamáquina emitirá el mensaje correspondiente.
La unidad se apagará automáticamente al completar el ciclo.Nodesconecte las terminales.
El operario debe permanecer junto a la unidad,observandoelvisorhastaquese cumplael“ciclodefusión”. Verifiquequelos“Testigosdefusión”han ascendidoenformaadecuada. De ocurrir una falla, presione el botón “Reset” para detener el ciclo y reinicie todoelproceso.
PosiblesInconvenientes
a).Si se interrumpe el ciclo de fusión por corte de energía, se “ inval ida” la operación,descartandoelaccesorioyel (los) tramo(s) del tubo(s) afectado(s).
b).Se debe recordar que en el visor de t iempos aparecerá un mensaje de aprobaciónono,delafusión.
c).Ante alguna duda, use un accesorio nuevoyrepitalasoperaciones.
NOTA: Dependiendo del sistema a usar,clásico,manualointeligente,podría ser necesario introducir a lamáquinade controleltiempodefusióndeacuerdoa lo indicado en el empaque o en el accesorio. En el caso del sistema inte l igente, ésta automát icamente reconoce el accesorio e indica sus parámetrosdeoperación.
Enfriamiento
• Sin quitar los cables, permita que se enfríe la unión respetando los tiempos indicados con las mordazas ajustadas.
• Altérminodelafusiónlostestigosdejarán deemerger.
• Al concluir el tiempo de enfriamiento aconsejado, afloje las mordazas, y retire conprecaucióneltramounido.
NOTA:EnelcasodelSistemaInteligente, la máquina hará sonar un timbre al finalizarelciclodeenfriamiento.
• Desconecte losterminalesdelaccesorio.
InspecciónEnunabuenafusiónseobserva:
• Testigos o fideos que hayan sufrido un movimientoascendente.
• Las zonas de contacto sin signos de materialfundidoderramado.
• En el visor, se confirma el éxito de la fusión.
Ensayos en Obra para Uniones por
Electrofusión a Socket (Calificación)
Exámen Visual1. El material en la operación de fusión no debe exceder exteriormente los límites del accesorio (zona fría externa) ni los límites del extremo del tubo (zona fría central),exceptoenlostestigosdefusión.
2. Verifique el correcto alineamiento entre laTuberíayelaccesorioylaprofundidad depenetracióndeltuboenelaccesorio.
Ensayo Destructivo en ObraTamaño de la probeta.
Doblado Para realizareldoblado tome laprobetadelosextremos,ejerciendolamismapresiónconlasdosmanos.
ANTES O DESPUES DEL ENSAYO DE DOBLADO NO DEBEN APARECER CAVIDADES O FISURAS EN EL AREA TRANSVERSAL DE LA UNION.
D e s p r e n d i m i e n t o p o r F a l t a d e Adherencia.
1. Se ex t rae rá una p robeta de l as características señaladas en la figura, queseráobtenidacortandoporunplano que pase por el eje del tubo y sea perpendicular a los ejes de los bornes del accesorio, una vez finalizado el tiempodeenfriamientodelaunión.
2. Previo al ensayo, verifiquequenoexista derramedematerialsobrelaszonasfrías centralyextremosdelaccesorio.
3. La probeta se someterá a una carga c rec ien te de ap las tamiento , con velocidad de avance de las mordazas de la prensa de aproximadamente 10cm/min.
4. La d i s tanc ia en t re mordazas se aproximará hasta dos veces el espesor depareddeltubo.
5. Antes o durante el ensayo, la totalidad de la interfasede fusiónentre laprimera y la ú l t ima res istencia no deberá presentarporos,cavidades,ni fisurasen ninguno de los niveles (tubo, resistencia oaccesorio).

��
2. Dé energía a la unidad de control mediante el botón correspondiente. Apareceráenel visor,por ser laprimera vez, lasecuenciade iniciodelprograma.
2. Raspe el área marcada utilizando el raspador, extrayendo una película de aprox.0,2mm. Prepare la máquina para sujetar la silla.
Equipo Necesario
1. Dispositivoconmordazadealineación.
2. Raspador (herramienta que elimina la capa superficial oxidada del tubo).
3. Trapo seco, limpio y de material no sintéticoyalcohol.
4. Cortadoradetubos.
5. Máquinadeelectrofusión.
Preparación
1. Verifique que el material del tubo y el accesor io pertenezcan a l s istema P E A D A c u a f l e x PAV C O o s e a n compatibles. Elija de acuerdo al diámetro del tubo sobreelqueseefectuarálaelectrofusión, elaccesoriodebasecorrecta.Sinretirar el accesorio de su envoltura posicione sobre e l lomo del tubo en forma perpendicular al eje longitudinal de éste, luegotraceconunmarcadorsucontorno sobre el tubo con un margen de aprox. 10mm.
3. Preparar las mordazas, correctas según eldiámetrodeltubo. NOTA:Existensillasquetienensistema desujeciónpropia.
PosicionamientoCorrecto
1. Coloque el tubo en el s istema de alineación sin ajustar las mordazas con la superficie raspada hacia arriba, en el mismoejeverticaldelporta-accesorio.
2. Extraiga el accesorio de su envoltura cuidando de no tocar la zona que se apoyará sobre el tubo. Limpie la zona raspada. No apoye los dedos en las zonas preparadas. Elaccesoriosedebecolocarenelporta -accesorio.
Electrofusión con Silla
3. Posicione labasedeéste sobre la zona raspadadeltubo. Porningúnmotivoelaccesoriodebeser m o v i d o n i d e s a l i n e a d o d e s u asentamiento durante el ciclo de unión.
Operación
1. Conecteel cablea la fuentedeenergía. Conecte las terminales de salida de la “Unidad de Control” a los bornes del accesorio,asegurándosequelosmismos son confiables y los terminales, estén bienacoplados.
Técnica del Sistema Inteligente: E l p r o c e s o e s c o m p l e t a m e n t e automático. La máquina de control pedirá confirmar lospasosbásicosanteriores.
Técnica de Código de Barras: Encuantoseasolicitadoporlamáquina, lea el código de barras correspondiente al accesorio. Chequee los parámetros aparecidosenelvisor.

��
1. Conestosaccesoriosrápidosapresiónnoserequiereningúntipodemáquinaparaensamblarlatuberíaconelaccesorio.2. Alnorequerirequipossehacemuyeconómicasuinstalación.3. Sepuedenutilizarestosaccesoriosenelmomentodeinstalaciónencualquiersituaciónclimáticayaquenoestanexigentecomolosdos sistemasanteriores.4. Seutilizaendiámetrosdesde16mm.hasta110mm.
Codiciones Básicas a Tener en Cuenta
Procedimiento General para Uniones Mecánicas
UNION MECANICA
1. Pase el tubo a través de la tuerca. 2. Coloqueelanillocónicodesujecióncon su cara de mayor diámetro hacia el extremodeltubo.
3. Introduzcaelbuje.
Técnica de Ingreso Manual: Ante la solicitud programada, ingrese el valordeltiempoadecuado.
NOTA: Losaccesoriostienengrabadoel tiempodefusiónydeenfriamiento.
Ensayos en Obra para Uniones
con Silla(Calificación)
Exámen Visual1. Se deberá verificar que se cumpla con laperfectaperpendicularidadentreeleje de la boca de salida del accesorio y el delaTubería.
2. CorrectoposicionamientodelasillasobrelaTubería.
3. Elmaterialfundidonodeberárebasarla
zonafría,entodoelperímetrodelabase delaccesorio.
Ensayo Destructivo en Obra con Desprendimiento por Falta de Adherencia:
1. Laprobetadeberáserobtenidacortando la muestra en tres anil los, una vez finalizado el tiempo de enfriamiento de launión.
2. Laprobeta se someterá aunacargade crecimiento de aplastamiento, con una velocidaddeavancedelasmordazasde laprensadeaproximadamente10cm/min.
3. La d i s tanc ia en t re mordazas se aproximará hasta2 veces el espesorde pareddeltubo.
4. Antes o durante el ensayo, la totalidad de la interfase de fusión no deberá presentar poros, cavidades ni fisuras en ninguno de los niveles (tubo, resistencia oaccesorio).
FALTAPORESCANEAR

��
4. Coloque el anillo de caucho u O-ring lo máscercaalextremodeltubo.
5. Tome el cuerpo y haga presión con él hastapasarelO-ring.
6. Asegúrese que el tubo llegue hasta el topeinternodelcuerpo.
7. Repitaelmismoensamblealotroladodel tubo.
1. ColoqueelO-ringenlaranurainteriorque trae la parte superior de la abrazadera.
2. Colóquelapartesuperiorsobrelatubería alineada.
3. La otra parte del cuerpo se coloca debajodeltubo.
4. Sujetebieneintroduzcalostornillos. 6. Insta le sobre este un registro de incorporación y con un taladro para acometidas, perfore sobre la tubería el orificiodesalida.
5. Atornillehastaquelapiezaquedefirme yenunángulode45o.
NOTA:(Enelpaso6)SepuedeusarunsacabocadosindañarlaTubería.
Procedimiento para el Ensamble del Collar de Derivación con las Tuberías PEAD Acuaflex PAVCO
▼
8. Apriete las tuercas manualmente con llavemecánicaenelcasodeaccesorios dediámetrosgrandes.Cercióresequelos implementosquedenbienposicionados.
NOTA:Losensamblesdeestosaccesoriosalastuberíasdepolietilenosonigualesenuniones,adaptadoresmachoyhembra,teesycodos.

��
1. PosterioraltendidodelaTuberíayainstalada,debesometerseaunaspruebasdepresiónparaverificarsuhermeticidad.
2. Serecomiendahacerestaspruebascada500metroslinealesdeTuberíainstalada.Lapruebadeberásercomomínimode1.5veceslapresiónnominaldetrabajomáximaalaquelasTuberíasvayanaestarsometidasdeacuerdoconeldiseño.
3. Sedebellenarlentamentedeaguaeltramoquesevaaprobardeabajohaciaarriba,manteniendoabiertosloselementospordondesaleelaire.Estossecerrarándespuésdeverificarquenoexisteaireenlalínea.
4. En el momento de lograr una presión estable, se dejará de 30minutosa1horayseconsiderarásatisfactorialapruebacuandoduranteestetiempo,elmanómetronoindiquecaídadepresión.
5. Delamismaforma,sepuedenhacerpruebasdepresiónconairepresurizandolalíneaenunodelosextremos.
6. LapruebaseconsiderasatisfactoriasilapresiónnovaríapordebajodelaraízdeP/5,siendoPlapresióndepruebaenPSI.
NOTA: Recuerde hacer las pruebas de presión antes de hacer lasacometidasdomiciliariasydespuésdehaberrealizadolosanclajesentodoslosaccesoriosycambiosdedirección.
Pruebas de Presión Prueba de Redes
Uso
País de origen y fabricante
Material
Norma de fabricación
Diámetro nominal
Presión de Trabajo
Código de Trazabilidad
Lote RT
Agua Potable
PAVCO - AMANCO COLOMBIA
Por Ejemplo PE 100
NTC 4585
Por Ejemplo RDE 1763 mm x 3.8 mm Grado B
Por Ejemplo PN 10 bar - 140 psi
Planta año mes día turno No.Máquina1 digito 2 digitos 2 digitos 2 digitos 1 digito 2 digitos
Por Ejemplo 001
Puesta en Servicio
Rotulado
Elmantenimientopreventivodebeserelestipuladoporlaempresadeserviciospúblicosqueoperaelacueducto.Puedenusarselosequiposdeinspecciónylimpiezausualmentededicadosaestasactividades.Paramantenimientocorrectivo,segúnseaelcasodeldañoespecífico,puedeconsiltarseconPAVCOenlosteléfonosqueaparecenenlacontraportadadeestemanual.
Mantenimiento

��
ESTE MANUAL TECNICO HA SIDO REVISADO Y APROBADO POR LA GERENCIA DE PRODUCTO DE PAVCO.
LABORATORIO HOMOLOGADOMediante resolución Nº 984 del 12 de Mayo de 1998 y las que la complementan,
La Superintendencia de Industria y Comercio acreditó los laboratorios de la División de Tubosistemas de PAVCO S.A. como
LABORATORIOS DE ENSAYOS EN TUBERIAS Y ACCESORIOS DE PVC.
PRODUCTO NO BIODEGRADABLE. NO INCINERE.
HAGA DISPOSICION ADECUADA DE DESPERDICIOS.
EdiciónNOVIEMBRE DE 2008
reemplaza a la de Diciembre de 2007