Embed Size (px)
Citation preview

New Produc t News 2020-10
Polish Mill V type ASPV
No.1211E-8
ASPV type

Technology
・Ideal cutter for applications finishing structural parts of bottom, side, etc.・Multi-flute specifications enable higher feed rates for more efficient finishing.・Vertical machining in which cutting feed is in the direction of the machine's main axis can also be performed.・Comprehensive lineup of insert materials enables machining of a wide range of materials from carbon steel to
quenched steel, as well as aluminum,etc.・For small machines, use in combination with the modular arbor BT30 creates a high-rigidity system and improves
machining stability.・Use in combination with a carbide shank improves machining accuracy when machining with long overhangs.・In addition to improving durability by using special steel in the cutter body, a PVD coating is applied to the modular type
and bore type holder to improve abrasion resistance.
Features
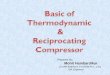
Construction This insert has 3 cutting edges.
3°
1Feed directionCutting edge for reciprocating machining
Used as the cutting edge when performing reciprocating finishing vertical machining.
2 Peripheral cutting edgeUsed as the peripheral cutting edge when performing side machining.
3 Face cutting edgeUsed when bottom finishing. Used as the reciprocating cutting edge when performing vertical machining.
Insert without supplementary cutting edge
Insert with supplementary cutting edge
For bottom machining, suitable for long overhang (L /Dc= 5 or more) machining or for handling low rigidity in main axis direction.
Supplementary cutting edge enables feed rate to be increased.
MPHW0603 ZEL‐0.5MPHW0603 ZEL‐1.5
MPHW0603 ZEL
Grade for machining pre-hardened or hardened materialsPVD Technology
・Employs a fine carbide substrate with an excellent balance between wear resistance and toughness and the new "AJ Coating" to provide improved wear resistance and chipping resistance.
・ Highly versatile with excellent wear resistance and chipping resistance when machining steel materials with hardnesses of 30 to 50 HRC.
・Exhibits excellent cutting performance when machining pre-hardened or hardened steel with hardnesses of 30 to 50 HRC.
・ Exhibits excellent wear resistance even on difficult-to-cut diecast tool steel or precipitation-hardened stainless steel, or for finishing.
Features
Strong fields
JP4120
Grade for machining stainless-steel materialsPVD Technology
・Employs a carbide substrate with high toughness and the new "AJ Coating" to improve wear resistance and chipping resistance when machining stainless-steel materials.
・ Employs AJ Coating with excellent welding resistance to reduce the welding to work material that occurs when machining stainless steel materials.
・Provides long tool life for general processing of stainless-steel materials.
Features
Strong fields
JM4160
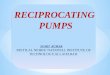
Cutting performance
Cutting performance
Cutting performance
・Employs an ultra-fine cemented carbide substrate and the new "AJ Coating" to improve wear resistance.
・Excellent wear resistance when machining high hardness materials of 50HRC or higher.
Features
・Hardened steel (50 to 60 HRC): SKD11, SKD61, SKH, SUS420, etc.
Strong fields
Grade for machining high-hardness materialsPVD Technology JP4105
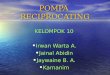
Features of AJ Coating series
New technology!!
・Employs an AlTi layer with a new composition created by increasing the Al content of conventional layers.
・Excellent wear resistance, chipping resistance, and heat resistance!
・The new layer with high Al content employs a new composition and optimizes the crystal structure to improve wear resistance and chipping resistance!
・Employs a low-friction-effect coating with excellent welding resistance as the top-most surface layer. This reduces welding to the work and decreases cutting force!
JM4160
0 4 8 120
0.2
0.4
0.6
Cutting length (m)
Cutting length (m)
Cutting length (m)
Work material:SUS304Tool:ASRS2032R-5Insert:EPMT0603EN-8LFCutting conditions:Vc=180m/min fz=0.5mm/t ap×ae=0.8×21mmWet ※Single-flute cutting
Conventional
Work material:SKD61(40HRC)Tool:ASRT5063R-4Insert:WDNW140520Cutting conditions:Vc=90m/min fz=0.8mm/t ap×ae=1×44mmDry ※Single-flute cutting
JP4120
60504030201000
0.2
0.4
0.6
Conventional A
Conventional B
Conventional C
Work material:SKD11(61HRC)Tool:ASRS2032-5Insert:EPNW0603TN-8Cutting conditions:Vc=80m/min fz=0.2mm/t ap×ae=0.5×21mmDry ※Single-flute cutting
JP4105
00 5 10 15
0.2
0.4
0.6
Conventional
Flan
k W
ear V
Bmax
(mm
)Fl
ank
Wea
r VBm
ax(m
m)
Flan
k W
ear V
Bmax
(mm
)
Carbide
Coating structure Welding-resistant low-cutting-forcecoating surface layer
Coating withexcellent wear resistance and chipping resistance
Layer structure AJ Coating
provides good bottom finishing and can also perform standing wall finishing. Multi-function end mill
A cutting tool with multi-flutespecifications to speed up finishing
CuttingApplications
PureCopper
Carbon &Alloy steels
Stainless steelTool steel
Pre-hardened steelHardened steel
3045HRC
Hardened steel4555HRC
Hardened steel5562HRC
GX2140JS4045 JP4120
JM4160 JP4105
※For vertical machining, inserts without supplementary cutting edge are recommended.
Planing Side Cutting Slotting Die-sinking Profiling Helical
Roughing FinishingSemiFinishing
2

Technology
・Ideal cutter for applications finishing structural parts of bottom, side, etc.・Multi-flute specifications enable higher feed rates for more efficient finishing.・Vertical machining in which cutting feed is in the direction of the machine's main axis can also be performed.・Comprehensive lineup of insert materials enables machining of a wide range of materials from carbon steel to
quenched steel, as well as aluminum,etc.・For small machines, use in combination with the modular arbor BT30 creates a high-rigidity system and improves
machining stability.・Use in combination with a carbide shank improves machining accuracy when machining with long overhangs.・In addition to improving durability by using special steel in the cutter body, a PVD coating is applied to the modular type
and bore type holder to improve abrasion resistance.
Features
Construction This insert has 3 cutting edges.
3°
1Feed directionCutting edge for reciprocating machining
Used as the cutting edge when performing reciprocating finishing vertical machining.
2 Peripheral cutting edgeUsed as the peripheral cutting edge when performing side machining.
3 Face cutting edgeUsed when bottom finishing. Used as the reciprocating cutting edge when performing vertical machining.
Insert without supplementary cutting edge
Insert with supplementary cutting edge
For bottom machining, suitable for long overhang (L /Dc= 5 or more) machining or for handling low rigidity in main axis direction.
Supplementary cutting edge enables feed rate to be increased.
MPHW0603 ZEL‐0.5MPHW0603 ZEL‐1.5
MPHW0603 ZEL
Grade for machining pre-hardened or hardened materialsPVD Technology
・Employs a fine carbide substrate with an excellent balance between wear resistance and toughness and the new "AJ Coating" to provide improved wear resistance and chipping resistance.
・ Highly versatile with excellent wear resistance and chipping resistance when machining steel materials with hardnesses of 30 to 50 HRC.
・Exhibits excellent cutting performance when machining pre-hardened or hardened steel with hardnesses of 30 to 50 HRC.
・ Exhibits excellent wear resistance even on difficult-to-cut diecast tool steel or precipitation-hardened stainless steel, or for finishing.
Features
Strong fields
JP4120
Grade for machining stainless-steel materialsPVD Technology
・Employs a carbide substrate with high toughness and the new "AJ Coating" to improve wear resistance and chipping resistance when machining stainless-steel materials.
・ Employs AJ Coating with excellent welding resistance to reduce the welding to work material that occurs when machining stainless steel materials.
・Provides long tool life for general processing of stainless-steel materials.
Features
Strong fields
JM4160
Cutting performance
Cutting performance
Cutting performance
・Employs an ultra-fine cemented carbide substrate and the new "AJ Coating" to improve wear resistance.
・Excellent wear resistance when machining high hardness materials of 50HRC or higher.
Features
・Hardened steel (50 to 60 HRC): SKD11, SKD61, SKH, SUS420, etc.
Strong fields
Grade for machining high-hardness materialsPVD Technology JP4105
Features of AJ Coating series
New technology!!
・Employs an AlTi layer with a new composition created by increasing the Al content of conventional layers.
・Excellent wear resistance, chipping resistance, and heat resistance!
・The new layer with high Al content employs a new composition and optimizes the crystal structure to improve wear resistance and chipping resistance!
・Employs a low-friction-effect coating with excellent welding resistance as the top-most surface layer. This reduces welding to the work and decreases cutting force!
JM4160
0 4 8 120
0.2
0.4
0.6
Cutting length (m)
Cutting length (m)
Cutting length (m)
Work material:SUS304Tool:ASRS2032R-5Insert:EPMT0603EN-8LFCutting conditions:Vc=180m/min fz=0.5mm/t ap×ae=0.8×21mmWet ※Single-flute cutting
Conventional
Work material:SKD61(40HRC)Tool:ASRT5063R-4Insert:WDNW140520Cutting conditions:Vc=90m/min fz=0.8mm/t ap×ae=1×44mmDry ※Single-flute cutting
JP4120
60504030201000
0.2
0.4
0.6
Conventional A
Conventional B
Conventional C
Work material:SKD11(61HRC)Tool:ASRS2032-5Insert:EPNW0603TN-8Cutting conditions:Vc=80m/min fz=0.2mm/t ap×ae=0.5×21mmDry ※Single-flute cutting
JP4105
00 5 10 15
0.2
0.4
0.6
Conventional
Flan
k W
ear V
Bmax
(mm
)Fl
ank
Wea
r VBm
ax(m
m)
Flan
k W
ear V
Bmax
(mm
)
Carbide
Coating structure Welding-resistant low-cutting-forcecoating surface layer
Coating withexcellent wear resistance and chipping resistance
Layer structure AJ Coating
provides good bottom finishing and can also perform standing wall finishing. Multi-function end mill
A cutting tool with multi-flutespecifications to speed up finishing
CuttingApplications
PureCopper
Carbon &Alloy steels
Stainless steelTool steel
Pre-hardened steelHardened steel
3045HRC
Hardened steel4555HRC
Hardened steel5562HRC
GX2140JS4045 JP4120
JM4160 JP4105
※For vertical machining, inserts without supplementary cutting edge are recommended.
Planing Side Cutting Slotting Die-sinking Profiling Helical
Roughing FinishingSemiFinishing
3

φD
c
φD
sφD
1
LL1 Rs
3
5
ASPVS2016R-2ASPVS2020R-3ASPVS2025R-4ASPVS2030R-4ASPVS2032R-5ASPVS2035R-5ASPVS2040R-6
Straight Shank Type
ASPVM2016R-2ASPVM2018R-2ASPVM2020R-2ASPVM2020R-3ASPVM2022R-2ASPVM2022R-3ASPVM2025R-3ASPVM2025R-4ASPVM2028R-3ASPVM2028R-4ASPVM2030R-3ASPVM2030R-4ASPVM2032R-3ASPVM2032R-5ASPVM2035R-3ASPVM2035R-5ASPVM2040R-3ASPVM2040R-6
【Note】When※1 and※2 (p.6) are used together as a set, there is no interference. Do not apply lubricants such as grease, etc. to the "contact faces" and "modular screws" of the "modular mill", "special shanks" and "special arbor".
E(Notch width)
※1
※1
※1
※1
●●●●
●
●
●
●●●
●
●
222323343434353536
161820202222252528283030323235354040
252530303030353535354040404040404040
8.5 8.510.510.510.510.512.512.512.512.51717171717171717
M8M8M10M10M10M10M12M12M12M12M16M16M16M16M16M16M16M16
12.814.517.817.817.817.820.820.8232328.828.828.828.828.828.828.828.8
5.55.55.55.55.55.55.55.55.55.566666666
171719191919222222222323232323232323
88
10101010101010101212121212121212
101015151515171717172222222222222222
MPHW0603 ZELMPHW06030 ZEL-
MPHW0603 ZFLMPNW0603 ZEL
φDc Lf φD2 M φDb L1 L2 C E
Size (mm)Item Code Stock InsertsNo.of
FluteType
φD
c
φD
b
φD
2Lf
C
L13
M
L2
5
ASPVS2 R-
Modular Type ASPVM20 R-
φDbφd
φd1
φDc
3
5
L f
a
b
R
ASPVB2050R-7
ASPVB2063R-8
ASPVB2050RM-7
ASPVB2063RM-8
●
●
●
●
7878
50635063
47604760
50505050
19192020
8.48.4
10.410.4
556.36.3
22.22522.2252222
17171717
Inside diameter
inchInside
diameter mm
MPHW0603 ZELMPHW06030 ZEL-MPHW0603 ZFLMPNW0603 ZEL
φDc φDb Lf R a b φd φd1
Size (mm)Item Code Stock InsertsNo.of
FluteType
【Note】 Arbor screw is not included.
:General cutting, First recommended
:General cutting, Second recommended
Bore Type ASPVB2 R(M)-
Inserts
Parts
PMKNSH
MPHW060302ZELMPHW060302ZEL-0.5MPHW060304ZELMPHW060304ZEL-0.5MPHW060304ZFLMPHW060308ZELMPHW060308ZEL-1.5MPHW060308ZFLMPHW060320ZELMPNW060308ZELMPNW060320ZEL
●●●●
●●
●
●●
●●
●
●●
●●
●●
●●
●●
●
●
●
●
●
CB
N
R W T h rε
Size (mm)
6.356.356.356.356.356.356.356.356.356.356.35
-0.5-0.5--1.5----
3.183.183.183.183.183.183.183.183.183.183.18
33333333333
0.20.20.40.40.40.80.80.820.82
Fig-1
Fig-2
Fig-1
Fig-2
Fig-1
Fig-2,4
Fig-1,3●●
H
N
MZ1000
ATH08M
BH250
SD5010
JS4060
JP4120
JM4160
JP4105
Fig-1 Fig-2
WR
hrε
T
11°
R
hrε
T
11°
Fig-3(CBN) Fig-4(CBN)
11°
WR
h
rε TR
h
rε T
11°
250-141 1.1 104-T8 P-37
ASPVM20 R-ASPVS20 R-ASPVB20 R-ASPVB20 RM-
Carbon steelsSUS, etc.FC・FCDAluminum alloyTitanium alloyHardened steels
Item Code
Tole
ranc
e C
lass
Line Up
Numeric figure in a circle .
Numeric figure in a circle .
Numeric figure in a circle .
Numeric figure in a circle .
【Note】Please note that the JS coating does not cause a reaction in conductive touch sensors.
●●●●●●●
2344556
16202530323540
100110120150150150170
16202532323232
14.5182328303131
30304050505050
708080
100100100120
MPHW0603 ZELMPHW06030 ZEL- MPHW0603 ZFLMPNW0603 ZELSh
ank
Type
Mod
ular
Size (mm)φDc L φDs φD1 L1 Rs
Item Code Stock InsertsNo.of FluteType
AJ
Coa
ted
JS
Coa
ted
Cer
met
C
oate
d
ATH
Coa
ted
DLC
Coa
ted
Shape
Type
ModularShank
Bore
Parts
Cutter body
Shape
Screw Driver Screw anti-seizure agent
Fastening torque(N・m)
Clamp screw
●:Stocked Items. No Mark:Manufactured upon request only. 4

φD
c
φD
sφD
1
LL1 Rs
3
5
ASPVS2016R-2ASPVS2020R-3ASPVS2025R-4ASPVS2030R-4ASPVS2032R-5ASPVS2035R-5ASPVS2040R-6
Straight Shank Type
ASPVM2016R-2ASPVM2018R-2ASPVM2020R-2ASPVM2020R-3ASPVM2022R-2ASPVM2022R-3ASPVM2025R-3ASPVM2025R-4ASPVM2028R-3ASPVM2028R-4ASPVM2030R-3ASPVM2030R-4ASPVM2032R-3ASPVM2032R-5ASPVM2035R-3ASPVM2035R-5ASPVM2040R-3ASPVM2040R-6
【Note】When※1 and※2 (p.6) are used together as a set, there is no interference. Do not apply lubricants such as grease, etc. to the "contact faces" and "modular screws" of the "modular mill", "special shanks" and "special arbor".
E(Notch width)
※1
※1
※1
※1
●●●●
●
●
●
●●●
●
●
222323343434353536
161820202222252528283030323235354040
252530303030353535354040404040404040
8.5 8.510.510.510.510.512.512.512.512.51717171717171717
M8M8M10M10M10M10M12M12M12M12M16M16M16M16M16M16M16M16
12.814.517.817.817.817.820.820.8232328.828.828.828.828.828.828.828.8
5.55.55.55.55.55.55.55.55.55.566666666
171719191919222222222323232323232323
88
10101010101010101212121212121212
101015151515171717172222222222222222
MPHW0603 ZELMPHW06030 ZEL-
MPHW0603 ZFLMPNW0603 ZEL
φDc Lf φD2 M φDb L1 L2 C E
Size (mm)Item Code Stock InsertsNo.of
FluteType
φD
c
φD
b
φD
2
Lf
C
L13
M
L2
5
ASPVS2 R-
Modular Type ASPVM20 R-
φDbφd
φd1
φDc
3
5
L f
a
b
R
ASPVB2050R-7
ASPVB2063R-8
ASPVB2050RM-7
ASPVB2063RM-8
●
●
●
●
7878
50635063
47604760
50505050
19192020
8.48.4
10.410.4
556.36.3
22.22522.2252222
17171717
Inside diameter
inchInside
diameter mm
MPHW0603 ZELMPHW06030 ZEL-MPHW0603 ZFLMPNW0603 ZEL
φDc φDb Lf R a b φd φd1
Size (mm)Item Code Stock InsertsNo.of
FluteType
【Note】 Arbor screw is not included.
:General cutting, First recommended
:General cutting, Second recommended
Bore Type ASPVB2 R(M)-
Inserts
Parts
PMKNSH
MPHW060302ZELMPHW060302ZEL-0.5MPHW060304ZELMPHW060304ZEL-0.5MPHW060304ZFLMPHW060308ZELMPHW060308ZEL-1.5MPHW060308ZFLMPHW060320ZELMPNW060308ZELMPNW060320ZEL
●●●●
●●
●
●●
●●
●
●●
●●
●●
●●
●●
●
●
●
●
●
CB
N
R W T h rε
Size (mm)
6.356.356.356.356.356.356.356.356.356.356.35
-0.5-0.5--1.5----
3.183.183.183.183.183.183.183.183.183.183.18
33333333333
0.20.20.40.40.40.80.80.820.82
Fig-1
Fig-2
Fig-1
Fig-2
Fig-1
Fig-2,4
Fig-1,3●●
H
N
MZ1000
ATH08M
BH250
SD5010
JS4060
JP4120
JM4160
JP4105
Fig-1 Fig-2
WR
hrε
T
11°
R
hrε
T
11°
Fig-3(CBN) Fig-4(CBN)
11°
WR
h
rε TR
h
rε T
11°
250-141 1.1 104-T8 P-37
ASPVM20 R-ASPVS20 R-ASPVB20 R-ASPVB20 RM-
Carbon steelsSUS, etc.FC・FCDAluminum alloyTitanium alloyHardened steels
Item Code
Tole
ranc
e C
lass
Line Up
Numeric figure in a circle .
Numeric figure in a circle .
Numeric figure in a circle .
Numeric figure in a circle .
【Note】Please note that the JS coating does not cause a reaction in conductive touch sensors.
●●●●●●●
2344556
16202530323540
100110120150150150170
16202532323232
14.5182328303131
30304050505050
708080
100100100120
MPHW0603 ZELMPHW06030 ZEL- MPHW0603 ZFLMPNW0603 ZELSh
ank
Type
Mod
ular
Size (mm)φDc L φDs φD1 L1 Rs
Item Code Stock InsertsNo.of FluteType
AJ
Coa
ted
JS
Coa
ted
Cer
met
C
oate
d
ATH
Coa
ted
DLC
Coa
ted
Shape
Type
ModularShank
Bore
Parts
Cutter body
Shape
Screw Driver Screw anti-seizure agent
Fastening torque(N・m)
Clamp screw
5

L3
L
L1L2 Rs
Lf
M
φD
s
φD
2
φD
3
L3
LL1
L2 RsLf
M
φD
s
φD
2
φD
3
L3
LL1
L2Lf Rs
φD
s
φD
2 M
φD
3
φD
4
L3
LL1
L2 RsLf
φD
s
φD
2 M
φD
3
L3L
L1L2 RsLf
M
φD
s
φD
2
φD
4
φD
3
B TypeA Type
B TypeA Type (Tapered neck)
※For neck section or total length, additional machining to user specifications is possible.
θn
θκ
BT30
L3
Lf
22
L4
L1
48.4
L
M
φD
2
φ46
φD
s
φD
3
θn BT40
L3
Lf
27
L4
L1
65.4
L
M
φD
2
φ63
φD
s
φD
3
θκ
M
θn
L3 26
φ63
L
L4LfL1
32
φD
2
φD
s
φD
3
HSK‐A63
θκ
HSK-A63-10.5-30-18HSK-A63-10.5-70-18HSK-A63-10.5-70-18SHSK-A63-10.5-120-18HSK-A63-12.5-35-21HSK-A63-12.5-65-21HSK-A63-12.5-65-21SHSK-A63-12.5-115-21HSK-A63-17-40-28HSK-A63-17-60-28HSK-A63-17-60-28SHSK-A63-17-110-28
●●
●●●
●●●
●
10.5
12.5
17
18
21
28
10
12
16
3°3°
12°3°3°3°
12°3°3°3°9.5°3°
-101010-
101010-
101010
307070
120356565
115406060
110
6010010015070
10010015080
100100150
20.8254830.224.327.54832.731.833.94839.2
φ20(19.8°) φ22(18.9°) φ20(12.1°) φ22(11.6°) φ20(12.1°) φ22(11.6°) φ20(8.2°) φ22(7.8°) φ25(15.2°) φ28(14.0°) φ25(10.8°) φ28(9.9°) φ25(10.8°) φ28(9.9°) φ25(7.3°) φ28(6.7°) φ30(11.7°) ~φ40(8.2°) φ30(9.4°) ~ φ40(6.6°) φ30(9.4°) ~ φ40(6.6°) φ30(6.3°) ~ φ40(4.4°)
303030303535353540404040
304040403545454540505050
BT30-8.5-25-15BT30-8.5-50-15BT30-8.5-75-15BT30-10.5-20-18BT30-10.5-45-18BT30-10.5-70-18BT30-12.5-15-21BT30-12.5-40-21BT30-12.5-65-21BT30-12.5-85-21BT30-17-10-28BT30-17-35-28BT30-17-60-28
8.5
10.5
12.5
17
8
10
12
16
20.6°10.6° 6.6°29.5°13.7° 8.1°32.3°17.6° 9.8° 7.2°31°13.5° 6.8°
30353535404040454545455050
φ16(16.7°) φ18(15.6°)φ16(11.3°) φ18(10.6°)φ16(8.5°) φ18(8°)φ20(14.6°) φ22(13.5°)φ20(9.8°) φ22(9.1°)φ20(7.4°) φ22(6.8°)φ25(11.8°) φ28(10.2°)φ25(8°) φ28(6.8°)φ25(6°) φ28(5.1°)φ25(5°) φ28(4.3°)φ30(9.1°) φ40(3.4°)φ30(6.1°) φ40(2.3°)φ30(4.6°) φ40(1.7°)
510105
10105
1010105
1010
25252530303035353535404040
25507520457015406585103560
5075
1005075
1005075
1001205075
100
30
35
40
40
15
18
21
28
θnφDsφD3MφD2 L3 L Lf L4 L1Cutter body(θκ)
BT40-8.5-25-15BT40-8.5-50-15BT40-8.5-75-15BT40-8.5-125-15BT40-10.5-20-18BT40-10.5-45-18BT40-10.5-70-18BT40-10.5-120-18BT40-12.5-15-21BT40-12.5-40-21BT40-12.5-65-21BT40-12.5-115-21BT40-17-10-28BT40-17-35-28BT40-17-60-28BT40-17-110-28
8.5
10.5
12.5
17
8
10
12
16
20.6°10.6°6.6°3.7°
29.5°13.7°8.1°4.4°
32.3°17.6°9.8°5.2°
45° 21.8°11.3°5.7°
30353535354040404045454545505050
φ16(25.2°) φ18(24.2°)φ16(17.4°) φ18(16.7°)φ16(13.2°) φ18(12.7°)φ16(8.9°) φ18(8.5°)φ20(23.3°) φ22(22.3°)φ20(16°) φ22(15.3°)φ20(12.1°) φ22(11.6°)φ20(8.2°) φ22(7.8°)φ25(20.8°) φ28(19.3°)φ25(14.3°) φ28(13.1°)φ25(10.8°) φ28(9.9°)φ25(7.3°) φ28(6.7°)φ30(18.3°)~φ40(13°)φ30(12.4°)~φ40(8.7°)φ30(9.4°) ~φ40(6.6°)φ30(6.3°) ~φ40(4.4°)
51010105
1010105
1010105
101010
25252525303030303535353540404040
255075
125204570
120154065
115103560
110
5075
1001505075
1001505075
1001505075
100150
30
35
40
48
15
18
21
28
Modular Mill Arbor■ BT30
■ BT40
■ HSK-A63
※For neck section, additional machining to user specifications is possible.
【Note】When using the BT30 arbor for modular mills, determine the processing conditions using the standard cutting conditions table as a general guide.If vibrations are a concern due to the processing conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
※For neck section, additional machining to user specifications is possible.
【Note】Coolant Pipe is attached.
The Shanks for Modular Mill
Item Code
AS16-8.5-95-15
AS20-10.5-100-20
AS25-12.5-115-35
AS32-17-110-30
●
●
●
●
Size (mm)
8.5
10.5
12.5
17
φD2
M8
M10
M12
M16
Mφ16φ18φ20φ22φ25φ28φ30φ32φ35φ40
A
B
B
B
Item Code
ASC16-8.5-95-30ZASC16-8.5-120-55ZASC16-8.5-140-75ZASC16-8.5-160-95ZASC16-8.5-160-30ZASC20-10.5-120-50ZASC20-10.5-170-90ZASC20-10.5-220-120ZASC20-10.5-270-150ZASC20-10.5-220-50ZASC20-10.5-270-50ZASC25-12.5-145-65ASC25-12.5-215-115ASC25-12.5-265-145ASC25-12.5-315-195ASC25-12.5-265-65ASC25-12.5-315-65ASC32-17-160-80ASC32-17-210-110ASC32-17-260-140ASC32-17-310-190ASC32-17-360-240ASC32-17-260-80ASC32-17-310-80ASC32-17-360-80
●●●●●●●●●●●●●●●●●●●●●●●●●
8.5
10.5
10.5
12.5
12.5
17
17
M8
M10
M10
M12
M12
M16
M16
Size(mm)
120145165185185150200250300250300180250300350300350200250300350400300350400
95120140160160120170220270220270145215265315265315160210260310360260310360
25
30
30
35
35
40
40
A
A
A
B
B
B
B
φD2
14.5
18.5
18.5
23
23
28
28
φD3
15.5
19.5
19.5
φD4M
16
20
20
25
25
32
32
φDsL3 L30557595305090
120150
50
65115145195
65
80110140190240
80
L2
5580
1001205580
120150180
80
100150180230
100
120150180230280
120
L1
65656565
1307080
10012017022080
10012012020025080
100120120120180230280
RsLf
L3
120
130
150
150
L
95
100
115
110
Lf
25
30
35
40
L2
15
20
35
30
L1
40
50
70
70
Rs
80
80
80
80
φD3
14.5
18
23
28
φDs
16
20
25
32
φD4
15.5
Item Code
AS42-17-360-90 ●
Size (mm)
17
φD2
M16
Mφ30φ32φ35φ40
LL3 L2 L1Lf
400 40 67360 90
Rs
270
φD3
28
φDs
42
①When※2 and※1 (P4) are used together as a set, there is no interference.②Commercial milling chucks or shrink-fit holders can be used.③For the Ø40 size, it is recommended that the protrusion length be 200mm or less.
【Note】
【Note】Commercial milling chucks can be used.
■ Steel Shank
※2
※2
※2
※2
※2
※2
※2
※2
φ16φ18
φ20φ22
φ20φ22
φ25φ28
φ25φ28
φ30φ32
〈φ40〉
φ30φ32φ35
〈φ40〉
Stock Cutterbody NoteType
Stock
Stock
Cutterbody Note
Cutterbody NoteType
■ Carbide Shank
■ Steel Shank
【Note】Commercial milling chucks can be used.
L ine Up
With
Air
hole
With
Air
hole
With
Air
hole
Reduce the chattering vibration by BT, HSK arbor due to the reduction in the “actual” overhang. Cutter :
ASPVM2020R‐3Arbor :BT30-10.5-20-18
Cutter :ASPVS2020R‐3Arbor :Commercial milling chuck (BT30 type)
130mm
100mm
72mm
22mm
Arbor (BT,HSK) Features
! Point Example : Overhang and Application Area
Item Code Size(mm)Stock Note
Cutter body(θκ)Item Code Size(mm)Stock Note
Cutter body(θκ)Item Code Size(mm)Stock Note
θnφDsφD3MφD2 L3 L Lf L4 L1
θnφDsφD3MφD2 L3 L Lf L4 L1
With
Air
hole
With
Air
hole
With
Air
hole
●:Stocked Items.6

L3
L
L1L2 Rs
Lf
M
φD
s
φD
2
φD
3
L3
LL1
L2 RsLf
M
φD
s
φD
2
φD
3
L3
LL1
L2Lf Rs
φD
s
φD
2 M
φD
3
φD
4
L3
LL1
L2 RsLf
φD
s
φD
2 M
φD
3
L3L
L1L2 RsLf
M
φD
s
φD
2
φD
4
φD
3
B TypeA Type
B TypeA Type (Tapered neck)
※For neck section or total length, additional machining to user specifications is possible.
θn
θκ
BT30
L3
Lf
22
L4
L1
48.4
L
M
φD
2
φ46
φD
s
φD
3
θn BT40
L3
Lf
27
L4
L1
65.4
L
M
φD
2
φ63
φD
s
φD
3
θκ
M
θn
L3 26
φ63
L
L4LfL1
32
φD
2
φD
s
φD
3
HSK‐A63
θκ
HSK-A63-10.5-30-18HSK-A63-10.5-70-18HSK-A63-10.5-70-18SHSK-A63-10.5-120-18HSK-A63-12.5-35-21HSK-A63-12.5-65-21HSK-A63-12.5-65-21SHSK-A63-12.5-115-21HSK-A63-17-40-28HSK-A63-17-60-28HSK-A63-17-60-28SHSK-A63-17-110-28
●●
●●●
●●●
●
10.5
12.5
17
18
21
28
10
12
16
3°3°
12°3°3°3°
12°3°3°3°9.5°3°
-101010-
101010-
101010
307070
120356565
115406060
110
6010010015070
10010015080
100100150
20.8254830.224.327.54832.731.833.94839.2
φ20(19.8°) φ22(18.9°) φ20(12.1°) φ22(11.6°) φ20(12.1°) φ22(11.6°) φ20(8.2°) φ22(7.8°) φ25(15.2°) φ28(14.0°) φ25(10.8°) φ28(9.9°) φ25(10.8°) φ28(9.9°) φ25(7.3°) φ28(6.7°) φ30(11.7°) ~φ40(8.2°) φ30(9.4°) ~ φ40(6.6°) φ30(9.4°) ~ φ40(6.6°) φ30(6.3°) ~ φ40(4.4°)
303030303535353540404040
304040403545454540505050
BT30-8.5-25-15BT30-8.5-50-15BT30-8.5-75-15BT30-10.5-20-18BT30-10.5-45-18BT30-10.5-70-18BT30-12.5-15-21BT30-12.5-40-21BT30-12.5-65-21BT30-12.5-85-21BT30-17-10-28BT30-17-35-28BT30-17-60-28
8.5
10.5
12.5
17
8
10
12
16
20.6°10.6° 6.6°29.5°13.7° 8.1°32.3°17.6° 9.8° 7.2°31°13.5° 6.8°
30353535404040454545455050
φ16(16.7°) φ18(15.6°)φ16(11.3°) φ18(10.6°)φ16(8.5°) φ18(8°)φ20(14.6°) φ22(13.5°)φ20(9.8°) φ22(9.1°)φ20(7.4°) φ22(6.8°)φ25(11.8°) φ28(10.2°)φ25(8°) φ28(6.8°)φ25(6°) φ28(5.1°)φ25(5°) φ28(4.3°)φ30(9.1°) φ40(3.4°)φ30(6.1°) φ40(2.3°)φ30(4.6°) φ40(1.7°)
510105
10105
1010105
1010
25252530303035353535404040
25507520457015406585103560
5075
1005075
1005075
1001205075
100
30
35
40
40
15
18
21
28
θnφDsφD3MφD2 L3 L Lf L4 L1Cutter body(θκ)
BT40-8.5-25-15BT40-8.5-50-15BT40-8.5-75-15BT40-8.5-125-15BT40-10.5-20-18BT40-10.5-45-18BT40-10.5-70-18BT40-10.5-120-18BT40-12.5-15-21BT40-12.5-40-21BT40-12.5-65-21BT40-12.5-115-21BT40-17-10-28BT40-17-35-28BT40-17-60-28BT40-17-110-28
8.5
10.5
12.5
17
8
10
12
16
20.6°10.6°6.6°3.7°
29.5°13.7°8.1°4.4°
32.3°17.6°9.8°5.2°
45° 21.8°11.3°5.7°
30353535354040404045454545505050
φ16(25.2°) φ18(24.2°)φ16(17.4°) φ18(16.7°)φ16(13.2°) φ18(12.7°)φ16(8.9°) φ18(8.5°)φ20(23.3°) φ22(22.3°)φ20(16°) φ22(15.3°)φ20(12.1°) φ22(11.6°)φ20(8.2°) φ22(7.8°)φ25(20.8°) φ28(19.3°)φ25(14.3°) φ28(13.1°)φ25(10.8°) φ28(9.9°)φ25(7.3°) φ28(6.7°)φ30(18.3°)~φ40(13°)φ30(12.4°)~φ40(8.7°)φ30(9.4°) ~φ40(6.6°)φ30(6.3°) ~φ40(4.4°)
51010105
1010105
1010105
101010
25252525303030303535353540404040
255075
125204570
120154065
115103560
110
5075
1001505075
1001505075
1001505075
100150
30
35
40
48
15
18
21
28
Modular Mill Arbor■ BT30
■ BT40
■ HSK-A63
※For neck section, additional machining to user specifications is possible.
【Note】When using the BT30 arbor for modular mills, determine the processing conditions using the standard cutting conditions table as a general guide.If vibrations are a concern due to the processing conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
※For neck section, additional machining to user specifications is possible.
【Note】Coolant Pipe is attached.
The Shanks for Modular Mill
Item Code
AS16-8.5-95-15
AS20-10.5-100-20
AS25-12.5-115-35
AS32-17-110-30
●
●
●
●
Size (mm)
8.5
10.5
12.5
17
φD2
M8
M10
M12
M16
Mφ16φ18φ20φ22φ25φ28φ30φ32φ35φ40
A
B
B
B
Item Code
ASC16-8.5-95-30ZASC16-8.5-120-55ZASC16-8.5-140-75ZASC16-8.5-160-95ZASC16-8.5-160-30ZASC20-10.5-120-50ZASC20-10.5-170-90ZASC20-10.5-220-120ZASC20-10.5-270-150ZASC20-10.5-220-50ZASC20-10.5-270-50ZASC25-12.5-145-65ASC25-12.5-215-115ASC25-12.5-265-145ASC25-12.5-315-195ASC25-12.5-265-65ASC25-12.5-315-65ASC32-17-160-80ASC32-17-210-110ASC32-17-260-140ASC32-17-310-190ASC32-17-360-240ASC32-17-260-80ASC32-17-310-80ASC32-17-360-80
●●●●●●●●●●●●●●●●●●●●●●●●●
8.5
10.5
10.5
12.5
12.5
17
17
M8
M10
M10
M12
M12
M16
M16
Size(mm)
120145165185185150200250300250300180250300350300350200250300350400300350400
95120140160160120170220270220270145215265315265315160210260310360260310360
25
30
30
35
35
40
40
A
A
A
B
B
B
B
φD2
14.5
18.5
18.5
23
23
28
28
φD3
15.5
19.5
19.5
φD4M
16
20
20
25
25
32
32
φDsL3 L30557595305090
120150
50
65115145195
65
80110140190240
80
L2
5580
1001205580
120150180
80
100150180230
100
120150180230280
120
L1
65656565
1307080
10012017022080
10012012020025080
100120120120180230280
RsLf
L3
120
130
150
150
L
95
100
115
110
Lf
25
30
35
40
L2
15
20
35
30
L1
40
50
70
70
Rs
80
80
80
80
φD3
14.5
18
23
28
φDs
16
20
25
32
φD4
15.5
Item Code
AS42-17-360-90 ●
Size (mm)
17
φD2
M16
Mφ30φ32φ35φ40
LL3 L2 L1Lf
400 40 67360 90
Rs
270
φD3
28
φDs
42
①When※2 and※1 (P4) are used together as a set, there is no interference.②Commercial milling chucks or shrink-fit holders can be used.③For the Ø40 size, it is recommended that the protrusion length be 200mm or less.
【Note】
【Note】Commercial milling chucks can be used.
■ Steel Shank
※2
※2
※2
※2
※2
※2
※2
※2
φ16φ18
φ20φ22
φ20φ22
φ25φ28
φ25φ28
φ30φ32
〈φ40〉
φ30φ32φ35
〈φ40〉
Stock Cutterbody NoteType
Stock
Stock
Cutterbody Note
Cutterbody NoteType
■ Carbide Shank
■ Steel Shank
【Note】Commercial milling chucks can be used.
L ine Up
With
Air
hole
With
Air
hole
With
Air
hole
Reduce the chattering vibration by BT, HSK arbor due to the reduction in the “actual” overhang. Cutter :
ASPVM2020R‐3Arbor :BT30-10.5-20-18
Cutter :ASPVS2020R‐3Arbor :Commercial milling chuck (BT30 type)
130mm
100mm
72mm
22mm
Arbor (BT,HSK) Features
! Point Example : Overhang and Application Area
Item Code Size(mm)Stock Note
Cutter body(θκ)Item Code Size(mm)Stock Note
Cutter body(θκ)Item Code Size(mm)Stock Note
θnφDsφD3MφD2 L3 L Lf L4 L1
θnφDsφD3MφD2 L3 L Lf L4 L1
With
Air
hole
With
Air
hole
With
Air
hole
●:Stocked Items. No Mark:Manufactured upon request only. 7

ラインナップLine UpLine Up
About the rigidity valueS
1kgf
(μm)
(9.8N)
S
■ Standard accessories ■ Caution
● Coolant duct(HSK)
● The Modular Mill is not a standard accessory. ● Pull stud is not a standard accesorry.● Please check your Modular Mills for conformance to the dimensions.
A rigidity value represents the amount of deflection for the entire holder and tool when a bending load of 1 kgf (9.8 N) is applied to the tip of the tool. The smaller the numerical value is, the higher the rigidity and the more accurate the machining.
No mark:Manufactured upon request only. Delivery time is about ten days after an order received.
8
Item Code
kcotS
Size(mm)Weight(kg)
Rigidity value
(μm)SG φD H H1 φC L M L1 φC1 φC2
BT5
0
BT50-RSG10-200-M25
M1010.5 22 6.5 19
200 25 175
36 38
5.6 0.5BT50-RSG10-165-M50 165
50115 4.4 0.8
BT50-RSG10-195-M50 195 145 4.7 0.9BT50-RSG10-225-M50 225 175 5.7 1.0BT50-RSG10-190-M75 190
75115 4.5 1.6
BT50-RSG10-220-M75 220 145 4.8 1.7BT50-RSG10-250-M75 250 175 5.8 1.8BT50-RSG10-215-M100 215
100115 4.5 2.7
BT50-RSG10-245-M100 245 145 4.8 2.9BT50-RSG10-275-M100 275 175 5.8 2.9BT50-RSG10-235-M120 235
120115 4.6 3.9
BT50-RSG10-265-M120 265 145 4.9 4.2BT50-RSG10-295-M120 295 175 5.9 4.2BT50-RSG10-255-M140 255
140115 4.7 5.5
BT50-RSG10-285-M140 285 145 5.0 5.8BT50-RSG10-315-M140 315 175 6.0 5.8BT50-RSG12-140-M25
M1212.5 22 6 24
14025115
43 45
4.6 0.2BT50-RSG12-170-M25 170 145 5.0 0.3BT50-RSG12-200-M25 200 175 5.8 0.4BT50-RSG12-165-M50 165
50115 4.7 0.5
BT50-RSG12-195-M50 195 145 5.1 0.6BT50-RSG12-225-M50 225 175 5.9 0.6BT50-RSG12-190-M75 190
75115 4.9 0.8
BT50-RSG12-220-M75 220 145 5.3 1.0BT50-RSG12-250-M75 250 175 6.1 1.0BT50-RSG12-215-M100 215
100115 5.0 1.3
BT50-RSG12-245-M100 245 145 5.4 1.5BT50-RSG12-275-M100 275 175 6.2 1.6BT50-RSG12-240-M125 240
125115 5.2 2.1
BT50-RSG12-270-M125 270 145 5.6 2.3BT50-RSG12-300-M125 300 175 6.4 2.4BT50-RSG12-265-M150 265
150115 5.3 3.0
BT50-RSG12-295-M150 295 145 5.7 3.3BT50-RSG12-325-M150 325 175 6.5 3.4BT50-RSG12-290-M175 290
175115 5.5 4.2
BT50-RSG12-320-M175 320 145 5.9 4.6BT50-RSG12-350-M175 350 175 6.7 4.6BT50-RSG16-140-M25
M16 17 25 6 29
14025115
52 54
4.8 0.2BT50-RSG16-170-M25 170 145 5.4 0.2BT50-RSG16-200-M25 200 175 6.6 0.2BT50-RSG16-165-M50 165
50115 5.0 0.3
BT50-RSG16-195-M50 195 145 5.6 0.4BT50-RSG16-225-M50 225 175 6.8 0.4BT50-RSG16-190-M75 190
75115 5.3 0.5
BT50-RSG16-220-M75 220 145 5.9 0.6BT50-RSG16-250-M75 250 175 7.0 0.6BT50-RSG16-215-M100 215
100115 5.5 0.7
BT50-RSG16-245-M100 245 145 6.1 0.9BT50-RSG16-275-M100 275 175 7.2 0.9BT50-RSG16-240-M125 240
125115 5.7 1.1
BT50-RSG16-270-M125 270 145 6.3 1.3BT50-RSG16-300-M125 300 175 7.4 1.3BT50-RSG16-265-M150 265
150115 5.9 1.6
BT50-RSG16-295-M150 295 145 6.5 1.8BT50-RSG16-325-M150 325 175 7.7 1.8BT50-RSG16-290-M175 290
175115 6.1 2.2
BT50-RSG16-320-M175 320 145 6.7 2.4BT50-RSG16-350-M175 350 175 7.9 2.5BT50-RSG16-315-M200 315
200115 6.3 3.0
BT50-RSG16-345-M200 345 145 6.9 3.2BT50-RSG16-375-M200 375 175 8.1 3.3BT50-RSG16-340-M225 340
225115 6.5 3.9
BT50-RSG16-370-M225 370 145 7.1 4.1BT50-RSG16-400-M225 400 175 8.3 4.2
A63
A63-RSG8-105-M25M8 8.5 18 6.5 15
10525
8030 32
1.3 0.6A63-RSG8-135-M25 135 110 1.4 0.7A63-RSG8-165-M25 165 140 1.9 0.8
Item Code
kcotS
Size(mm)Weight(kg)
Rigidity value
(μm)SG φD H H1 φC L M L1 φC1 φC2
BT4
0
BT40-RSG8-105-M25
M8 8.5 18 6.5 15
10525
80
30 32
1.4 0.6BT40-RSG8-135-M25 135 110 1.8 0.7BT40-RSG8-165-M25 165 140 2.1 0.8BT40-RSG8-130-M50 130
5080 1.4 1.5
BT40-RSG8-160-M50 160 110 1.8 1.7BT40-RSG8-190-M50 190 140 2.1 1.8BT40-RSG8-155-M75 155
7580 1.5 3.1
BT40-RSG8-185-M75 185 110 1.9 3.4BT40-RSG8-215-M75 215 140 2.2 3.5BT40-RSG8-170-M90 170
90140 1.5 4.5
BT40-RSG8-200-M90 200 110 1.9 4.8BT40-RSG8-230-M90 230 140 2.2 4.9BT40-RSG8-185-M105 185
10580 1.6 6.2
BT40-RSG8-215-M105 215 110 2.0 6.7BT40-RSG8-245-M105 245 140 2.3 6.8BT40-RSG10-125-M25
M1010.5 22 6.5 19
12525100
36 38
1.8 0.4BT40-RSG10-155-M25 155 130 2.2 0.5BT40-RSG10-185-M25 185 160 2.4 0.7BT40-RSG10-150-M50 150
50100 1.9 0.8
BT40-RSG10-180-M50 180 130 2.3 1.0BT40-RSG10-210-M50 210 160 2.5 1.2BT40-RSG10-175-M75 175
75100 2.0 1.6
BT40-RSG10-205-M75 205 130 2.4 1.8BT40-RSG10-235-M75 235 160 2.6 2.0BT40-RSG10-200-M100 200
100100 2.0 2.7
BT40-RSG10-230-M100 230 130 2.4 3.0BT40-RSG10-260-M100 260 160 2.6 3.3BT40-RSG10-220-M120 220
120100 2.1 4.0
BT40-RSG10-250-M120 250 130 2.5 4.3BT40-RSG10-280-M120 280 160 2.7 4.6BT40-RSG12-125-M25
M1212.5 22 6 24
12525100
43 45
2.0 0.3BT40-RSG12-155-M25 155 130 2.4 0.4BT40-RSG12-185-M25 185 160 2.7 0.5BT40-RSG12-150-M50 150
50100 2.1 0.5
BT40-RSG12-180-M50 180 130 2.5 0.7BT40-RSG12-210-M50 210 160 2.8 0.9BT40-RSG12-175-M75 175
75100 2.3 0.9
BT40-RSG12-205-M75 205 130 2.7 1.1BT40-RSG12-235-M75 235 160 3.0 1.3BT40-RSG12-200-M100 200
100100 2.4 1.4
BT40-RSG12-230-M100 230 130 2.8 1.6BT40-RSG12-260-M100 260 160 3.1 1.9BT40-RSG12-225-M125 225
125100 2.6 2.1
BT40-RSG12-255-M125 255 130 3.0 2.4BT40-RSG12-285-M125 285 160 3.3 2.8BT40-RSG16-125-M25
M16 17 25 6 29
125 25
100 52 54
2.6 0.2BT40-RSG16-150-M50 150 50 2.8 0.3BT40-RSG16-175-M75 175 75 3.0 0.5BT40-RSG16-200-M100 200 100 3.2 0.8BT40-RSG16-225-M125 ※ 225 125 3.4 1.2
BT5
0
BT50-RSG8-120-M25
M8 8.5 18 6.5 15
12025
95
30 32
4.0 0.6BT50-RSG8-150-M25 150 125 4.3 0.7BT50-RSG8-180-M25 180 155 4.8 0.7BT50-RSG8-145-M50 145
5095 4.0 1.5
BT50-RSG8-175-M50 175 125 4.3 1.7BT50-RSG8-205-M50 205 155 4.8 1.7BT50-RSG8-170-M75 170
7595 4.1 3.1
BT50-RSG8-200-M75 200 125 4.4 3.4BT50-RSG8-230-M75 230 155 4.9 3.4BT50-RSG8-185-M90 185
90155 4.9 4.4
BT50-RSG8-215-M90 215 125 4.4 4.8BT50-RSG8-245-M90 245 155 4.9 4.8BT50-RSG8-200-M105 200
10595 4.2 6.2
BT50-RSG8-230-M105 230 125 4.5 6.6BT50-RSG8-260-M105 260 155 5.0 6.6BT50-RSG10-140-M25 M1010.5 22 6.5 19 140 25 115 36 38 4.3 0.4BT50-RSG10-170-M25 170 145 4.6 0.5
5L1
φC2
ML
φC1 φC
Dimensions for the Modular Mill mounting
φD
H1
10
G
H ■Caution●Some of the indexable end mills cannot be attached to the RED
screw arbor. Please check your indexable end mills for conformance to the dimensions, or please contact MOLDINO Tool Engineering, Ltd.
●Because cutting resistance is greater than the tool holder connection force associated with the machine spindle, please reduce the recommended cutting conditions by 50% for the RED screw arbors marked with ※. Otherwise, the tool holder shank may experience fretting corrosion or fall out of the machine spindle.
Red screw arbor

無印:受注生産品です。No mark:Manufactured upon request only. 納期は受注後 10 日程度になります。Delivery time is about ten days after an order received.
ラインナップLine UpLine Up
About the rigidity valueS
1kgf
(μm)
(9.8N)
S
■ Standard accessories ■ Caution
● Coolant duct(HSK)
● The Modular Mill is not a standard accessory. ● Pull stud is not a standard accesorry.● Please check your Modular Mills for conformance to the dimensions.
A rigidity value represents the amount of deflection for the entire holder and tool when a bending load of 1 kgf (9.8 N) is applied to the tip of the tool. The smaller the numerical value is, the higher the rigidity and the more accurate the machining.
9
Item Code
kcotS
Size(mm)Weight(kg)
Rigidity value
(μm)SG φD H H1 φC L M L1 φC1 φC2
A63
A63-RSG8-130-M50
M8 8.5 18 6.5 15
13050
80
30 32
1.3 1.5A63-RSG8-160-M50 160 110 1.4 1.7A63-RSG8-190-M50 190 140 1.9 1.7A63-RSG8-155-M75 155
7580 1.4 3.1
A63-RSG8-185-M75 185 110 1.5 3.4A63-RSG8-215-M75 215 140 2.0 3.4A63-RSG8-170-M90 170
9080 2.0 4.4
A63-RSG8-200-M90 200 110 1.5 4.8A63-RSG8-230-M90 230 140 2.0 4.9A63-RSG8-185-M105 185
10580 1.5 6.2
A63-RSG8-215-M105 215 110 1.6 6.6A63-RSG8-245-M105 245 140 2.1 6.7A63-RSG10-125-M25
M1010.5 22 6.5 19
12525100
36 38
1.6 0.4A63-RSG10-155-M25 155 130 1.9 0.5A63-RSG10-185-M25 185 160 2.3 0.6A63-RSG10-150-M50 150
50100 1.7 0.8
A63-RSG10-180-M50 180 130 2.0 1.0A63-RSG10-210-M50 210 160 2.4 1.2A63-RSG10-175-M75 175
75100 1.8 1.6
A63-RSG10-205-M75 205 130 2.1 1.8A63-RSG10-235-M75 235 160 2.5 2.0A63-RSG10-200-M100 200
100100 1.8 2.7
A63-RSG10-230-M100 230 130 2.1 2.9A63-RSG10-260-M100 260 160 2.5 3.2A63-RSG10-220-M120 220
120100 1.9 4.0
A63-RSG10-250-M120 250 130 2.2 4.2A63-RSG10-280-M120 280 160 2.6 4.5A63-RSG10-240-M140 240
140100 2.0 5.6
A63-RSG10-270-M140 270 130 2.3 5.9A63-RSG10-300-M140 300 160 2.7 6.2A63-RSG12-125-M25
M1212.5 22 6 24
12525100
43 45
1.9 0.3A63-RSG12-155-M25 155 130 2.3 0.4A63-RSG12-185-M25 185 160 2.7 0.5A63-RSG12-150-M50 150
50100 2.0 0.5
A63-RSG12-180-M50 180 130 2.4 0.6A63-RSG12-210-M50 210 160 2.8 0.8A63-RSG12-175-M75 175
75100 2.2 0.9
A63-RSG12-205-M75 205 130 2.6 1.0A63-RSG12-235-M75 235 160 3.0 1.3A63-RSG12-200-M100 200
100100 2.3 1.4
A63-RSG12-230-M100 230 130 2.7 1.6A63-RSG12-260-M100 260 160 3.1 1.9A63-RSG12-225-M125 225
125100 2.5 2.1
A63-RSG12-255-M125 255 130 2.9 2.4A63-RSG12-285-M125 285 160 3.3 2.7A63-RSG12-250-M150 250
150100 2.6 3.1
A63-RSG12-280-M150 280 130 3.0 3.4A63-RSG12-310-M150 310 160 3.4 3.8A63-RSG16-140-M25
M16 17 25 6 29
140 25
115 52 54
2.8 0.2A63-RSG16-165-M50 165 50 3.2 0.4A63-RSG16-190-M75 190 75 3.6 0.6A63-RSG16-215-M100 215 100 2.8 0.9A63-RSG16-240-M125 ※ 240 125 2.8 1.3A63-RSG16-265-M150 ※ 265 150 3.2 1.9A63-RSG16-290-M175 ※ 290 175 3.6 2.5
A10
0
A100-RSG8-120-M25
M8 8.5 18 6.5 15
12025
95
30 32
2.6 0.6A100-RSG8-150-M25 150 125 2.9 0.8A100-RSG8-180-M25 180 155 3.4 0.8A100-RSG8-145-M50 145
5095 2.6 1.5
A100-RSG8-175-M50 175 125 2.9 1.7A100-RSG8-205-M50 205 155 3.4 1.7A100-RSG8-170-M75 170
7595 2.7 3.1
A100-RSG8-200-M75 200 125 3.0 3.4A100-RSG8-230-M75 230 155 3.5 3.4A100-RSG8-185-M90 185
9095 2.7 4.5
A100-RSG8-215-M90 215 125 3.0 4.9A100-RSG8-245-M90 245 155 3.5 4.8A100-RSG8-200-M105 200 105 95 2.8 6.3
Item Code
kcotS
Size(mm)Weight(kg)
Rigidity value
(μm)SG φD H H1 φC L M L1 φC1 φC2
A10
0
A100-RSG8-230-M105 M8 8.5 18 6.5 15 230 105 125 30 32 3.1 6.7A100-RSG8-260-M105 260 155 3.6 6.6A100-RSG10-140-M25
M10 10.5 22 6.5 19
14025115
36 38
3.1 0.4A100-RSG10-170-M25 170 145 3.5 0.5A100-RSG10-200-M25 200 175 4.4 0.5A100-RSG10-165-M50 165
50115 3.2 0.8
A100-RSG10-195-M50 195 145 3.6 1.0A100-RSG10-225-M50 225 175 4.5 1.0A100-RSG10-190-M75 190
75115 3.3 1.6
A100-RSG10-220-M75 220 145 3.7 1.8A100-RSG10-250-M75 250 175 4.6 1.8A100-RSG10-215-M100 215
100115 3.3 2.7
A100-RSG10-245-M100 245 145 3.7 2.9A100-RSG10-275-M100 275 175 4.6 2.9A100-RSG10-235-M120 235
120115 3.4 4.0
A100-RSG10-265-M120 265 145 3.8 4.2A100-RSG10-295-M120 295 175 4.7 4.2A100-RSG10-255-M140 255
140115 3.5 5.6
A100-RSG10-285-M140 285 145 3.9 5.8A100-RSG10-315-M140 315 175 4.8 5.8A100-RSG12-140-M25
M12 12.5 22 6 24
14025115
43 45
3.4 0.3A100-RSG12-170-M25 170 145 3.7 0.4A100-RSG12-200-M25 200 175 4.7 0.4A100-RSG12-165-M50 165
50115 3.5 0.5
A100-RSG12-195-M50 195 145 3.8 0.6A100-RSG12-225-M50 225 175 4.8 0.6A100-RSG12-190-M75 190
75115 3.7 0.8
A100-RSG12-220-M75 220 145 4.0 1.0A100-RSG12-250-M75 250 175 5.0 1.0A100-RSG12-215-M100 215
100115 3.8 1.4
A100-RSG12-245-M100 245 145 4.1 1.6A100-RSG12-275-M100 275 175 5.1 1.6A100-RSG12-240-M125 240
125115 4.0 2.1
A100-RSG12-270-M125 270 145 4.3 2.4A100-RSG12-300-M125 300 175 5.3 2.4A100-RSG12-265-M150 265
150115 4.1 3.0
A100-RSG12-295-M150 295 145 4.4 3.4A100-RSG12-325-M150 325 175 5.4 3.4A100-RSG12-290-M175 290
175115 4.3 4.3
A100-RSG12-320-M175 320 145 4.6 4.6A100-RSG12-350-M175 350 175 5.6 4.6A100-RSG16-140-M25
M16 17 25 6 29
14025115
52 54
4.0 0.2A100-RSG16-170-M25 170 145 4.5 0.2A100-RSG16-200-M25 200 175 5.7 0.2A100-RSG16-165-M50 165
50115 4.2 0.3
A100-RSG16-195-M50 195 145 4.7 0.4A100-RSG16-225-M50 225 175 5.9 0.4A100-RSG16-190-M75 190
75115 4.5 0.5
A100-RSG16-220-M75 220 145 5.0 0.6A100-RSG16-250-M75 250 175 6.1 0.6A100-RSG16-215-M100 215
100115 4.7 0.8
A100-RSG16-245-M100 245 145 5.2 0.9A100-RSG16-275-M100 275 175 6.3 0.9A100-RSG16-240-M125 240
125115 4.9 1.1
A100-RSG16-270-M125 270 145 5.4 1.3A100-RSG16-300-M125 300 175 6.5 1.3A100-RSG16-265-M150 265
150115 5.1 1.6
A100-RSG16-295-M150 295 145 5.6 1.8A100-RSG16-325-M150 325 175 6.7 1.8A100-RSG16-290-M175 290
175115 5.3 2.2
A100-RSG16-320-M175 320 145 5.8 2.4A100-RSG16-350-M175 350 175 7.0 2.5A100-RSG16-315-M200 315
200115 5.5 3.0
A100-RSG16-345-M200 345 145 6.0 3.2A100-RSG16-375-M200 375 175 7.2 3.3A100-RSG16-340-M225 340
225115 5.7 3.9
A100-RSG16-370-M225 370 145 6.3 4.2A100-RSG16-400-M225 400 175 7.4 4.2

Standard cutting conditions for bottom finishingapae
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
2,9901506000.10.2
8~162,9901506000.10.2
8~162,5901305200.10.2
8~162,9901506000.10.2
8~162,9901506000.10.2
8~1611,950
6002,3900.10.2
8~16600301200.10.2
8~161,600
803200.10.2
8~161,000
501000.050.2
8~16
5,980300
1,8000.150.2
8~164,980250
1,5000.150.2
8~163,9902009600.120.2
8~164,980250
1,5000.150.2
8~164,980250
2,0000.20.2
8~1623,8901,2007,1700.150.2
8~161,200
603600.150.2
8~162,3901204800.10.2
8~162,0001002800.070.2
8~16
3,990200
1,2000.150.2
8~163,590180
1,0800.150.2
8~163,1901607700.120.2
8~163,590180
1,0800.150.2
8~163,990200
1,6000.20.2
8~1615,930
8004,7800.150.2
8~161,000
503000.150.2
8~162,0001004000.10.2
8~161,400
702000.070.2
8~16
2,9901507200.120.2
8~162,5901306300.120.2
8~162,5901305200.10.2
8~162,5901306300.120.2
8~162,9901509000.150.2
8~1611,950
6002,8700.120.2
8~1660030
1200.10.2
8~161,600
803200.10.2
8~161,000
501000.050.2
8~16
2,5901305200.10.28
2,0001004000.10.28
1,80090
3600.10.28
2,0001004000.10.28
2,5901305200.10.28
11,950600
2,3900.10.28
60030
1200.10.28
1,60080
3200.10.28
1,00050
1000.050.28
2,3901507200.10.2
10~202,3901507200.10.2
10~202,0801306300.10.2
10~202,3901507200.10.2
10~202,3901507200.10.2
10~209,560600
2,8700.10.2
10~2048030
1500.10.2
10~201,280
803900.10.2
10~2080050
1200.050.2
10~20
4,780300
2,1600.150.2
10~203,990250
1,8000.150.2
10~203,190200
1,1500.120.2
10~203,990 250
1,8000.150.2
10~203,990250
2,4000.20.2
10~2019,1101,2008,6000.150.2
10~2096060
4400.150.2
10~201,9201205800.10.2
10~201,6001003400.070.2
10~20
3,190200
1,4400.150.2
10~202,870180
1,3000.150.2
10~202,5501609200.120.2
10~202,870180
1,3000.150.2
10~203,190200
1,9200.20.2
10~2012,740
8005,7400.150.2
10~2080050
3600.150.2
10~201,6001004800.10.2
10~201,120
702400.070.2
10~20
2,3901508700.120.2
10~202,0801307500.120.2
10~202,0801306300.10.2
10~202,0801307500.120.2
10~202,390150
1,0800.150.2
10~209,560600
3,4500.120.2
10~2048030
1500.10.2
10~201,280
803900.10.2
10~2080050
1200.050.2
10~20
2,0801306300.10.210
1,6001004800.10.210
1,44090
4400.10.210
1,6001004800.10.210
2,0801306300.10.210
9,560600
2,8700.10.210
48030
1500.10.210
1,28080
3900.10.210
80050
1200.050.210
1,9201507700.10.2
12.5~251,9201507700.10.2
12.5~251,6601306700.10.2
12.5~251,9201507700.10.2
12.5~251,9201507700.10.2
12.5~257,650600
3,0600.10.2
12.5~2539030
1600.10.2
12.5~251,020
804100.10.2
12.5~2564050
1300.050.2
12.5~25
3,830300
2,300 0.150.2
12.5~253,190250
1,9200.150.2
12.5~252,550200
1,2300.120.2
12.5~253,190250
1,9200.150.2
12.5~253,190250
2,560 0.20.2
12.5~2515,2901,2009,1800.150.2
12.5~25770604700.150.2
12.5~251,5301206200.10.2
12.5~251,280100360 0.070.2
12.5~25
2,550200
1,5300.150.2
12.5~252,300180
1,3800.150.2
12.5~252,0401609800.120.2
12.5~252,300180
1,3800.150.2
12.5~252,550200
2,0400.20.2
12.5~2510,200
8006,1200.150.2
12.5~2564050
3900.150.2
12.5~251,2801005200.10.2
12.5~2590070
2600.070.2
12.5~25
1,9201509300.120.2
12.5~251,6601308000.120.2
12.5~251,6601306700.10.2
12.5~251,6601308000.120.2
12.5~251,920150
1,1600.150.2
12.5~257,650600
3,6800.120.2
12.5~2539030
1600.10.2
12.5~251,020
804100.10.2
12.5~2564050
1300.050.2
12.5~25
1,6601306700.10.212.51,2801005200.10.212.51,150
904600.10.212.51,2801005200.10.212.51,6601306700.10.212.57,650600
3,0600.10.212.5390301600.10.212.51,020
804100.10.212.5640501300.050.212.5
1,5001507500.10.2
16~321,500150750 0.10.2
16~321,3001306500.10.2
16~321,500150750 0.10.2
16~321,500150750 0.10.2
16~325,980600
2,990 0.10.2
16~32300301500.10.2
16~3280080
400 0.10.2
16~32500501300.050.2
16~32
2,990300
2,2500.150.2
16~322,490250
1,8700.150.2
16~322,000200
1,2000.120.2
16~322,490250
1,8700.150.2
16~322,490250
2,4900.20.2
16~3211,9501,2008,9700.150.2
16~3260060
450 0.150.2
16~321,2001206000.10.2
16~321,0001003500.070.2
16~32
2,000200
1,500 0.150.2
16~321,800180
1,3500.150.2
16~321,600160960 0.120.2
16~321,800180
1,3500.150.2
16~322,000200
2,0000.20.2
16~327,970800
5,9800.150.2
16~32500503800.150.2
16~321,0001005000.10.2
16~32700702500.070.2
16~32
1,5001509000.120.2
16~321,3001307800.120.2
16~321,300130650 0.10.2
16~321,3001307800.120.2
16~321,500150
1,1300.150.2
16~325,980600
3,5900.120.2
16~32300301500.10.2
16~32800804000.10.2
16~32500501300.050.2
16~32
1,3001306500.10.216
1,0001005000.10.216900904500.10.216
1,0001005000.10.216
1,3001306500.10.216
5,980600
2,9900.10.216300301500.10.216800804000.10.216500501300.050.216
1,2001507200.10.2
20~401,2001507200.10.2
20~401,0401306300.10.2
20~401,2001507200.10.2
20~401,2001507200.10.2
20~404,780600
2,8700.10.2
20~40240301500.10.2
20~40640803900.10.2
20~40400501200.050.2
20~40
2,390300
2,1600.150.2
20~402,000 250
1,8000.150.2
20~401,600200
1,1600.120.2
20~402,000250
1,8000.150.2
20~402,000250
2,4000.20.2
20~409,5601,2008,6100.150.2
20~40480604400.150.2
20~409601205800.10.2
20~408001003400.070.2
20~40
1,600200
1,1600.120.2
20~401,440180
1,0400.120.2
20~401,2801609300.120.2
20~401,440180
1,0400.120.2
20~401,600200
1,9200.20.2
20~406,370800
5,7400.150.2
20~40400503600.150.2
20~408001004800.10.2
20~40560702400.070.2
20~40
1,2001507200.10.2
20~401,0401306300.10.2
20~401,0401306300.10.2
20~401,0401306300.10.2
20~401,200150
1,0800.150.2
20~404,780600
3,4500.120.2
20~40240301500.10.2
20~40640803900.10.2
20~40400501200.050.2
20~40
1,0401306300.10.2208001004800.10.220720904400.10.2208001004800.10.220
1,040130630 0.10.220
4,780600
2,8700.10.220240301500.10.220640803900.10.220400501200.050.220
960150680 0.10.2
25~509601506800.10.2
25~508301305900.10.2
25~509601506800.10.2
25~509601506800.10.2
25~503,830600
2,6900.10.2
25~50200301400.10.2
25~50390602800.10.2
25~50320501200.050.2
25~50
1,600250
1,6800.150.2
25~501,470230
1,5500.150.2
25~501,1501809700.120.2
25~501,470230
1,5500.150.2
25~501,600250
2,2400.20.2
25~509,5601,50010,0400.150.2
25~50390604100.150.2
25~506401004500.10.2
25~50510802500.070.2
25~50
1,280200
1,3500.150.2
25~501,150180
1,2100.150.2
25~509601508100.120.2
25~501,150180
1,2100.150.2
25~501,280200
1,8000.20.2
25~506,3701,0006,6900.150.2
25~5032050
340 0.150.2
25~50510803600.10.2
25~50390602000.070.2
25~50
1,270250
1,5300.150.2
31~631,170230
1,4100.150.2
31~639101808800.120.2
31~631,170230
1,4100.150.2
31~631,270250
2,0400.20.2
31~637,5901,5009,1100.150.2
31~63310603800.150.2
31~635101004100.10.2
31~63410802300.070.2
31~63
1,020200
1,2300.150.2
31~63910180
1,1000.150.2
31~637601507300.120.2
31~63910180
1,1000.150.2
31~631,020200
1,6400.20.2
31~635,0601,0006,0800.150.2
31~63260503200.150.2
31~63410803300.10.2
31~63310601800.070.2
31~63
7601507300.120.2
31~636601306400.120.2
31~636601305300.10.2
31~636601306400.120.2
31~637601509200.150.2
31~633,040600
2,9200.120.2
31~63160301600.120.2
31~63310602500.10.2
31~63260501100.050.2
31~63
6601305300.10.2315101004100.10.23146090
370 0.10.2315101004100.10.2316601305300.10.231
3,040600
2,9200.120.231160301300.10.231310602500.10.231260501100.050.231
9601508100.120.2
25~508301307000.120.2
25~508301307000.120.2
25~508301307000.120.2
25~50960150
1,0100.150.2
25~503,830600
3,2200.120.2
25~50200301700.120.2
25~50390602800.10.2
25~50320501200.050.2
25~50
8301305900.10.2256401004500.10.225580904100.10.2256401004500.10.2258301305900.10.225
3,830600
3,2200.120.225200301400.10.225390602800.10.225320501200.050.225
7601506100.10.2
31~637601506100.10.2
31~636601305300.10.2
31~637601506100.10.2
31~637601506100.10.2
31~633,040600
2,4400.10.2
31~63160301300.10.2
31~63310602500.10.2
31~63260501100.050.2
31~63
<0.35<2.8
<0.35<2.8
<0.35<2.8
SD5010
※MZ1000ATH08MJP4120JS4060
MZ1000ATH08MJP4120JS4060
ATH08MJP4120JS4060
JP4120JM4160ATH08M
ATH08MJP4120JS4060
JP4105ATH08MJP4120
JP4105ATH08MJP4120
ATH08MJP4120
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Mild Steels(200HB or less)
Aluminum Alloy
Titanium AlloyTi-6AI-4V(wet condition)
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
Mild Steels(200HB or less)
Aluminum Alloy
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
WorkMaterial
WorkMaterial
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection equipment
is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the cutting
conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Maximum fz (mm/t)
Maximum ap (mm)
※Red indicates primary recommended grade.
Tool dia.Dc
Overhang ratio
Recommendedgrade
Finishing
Titanium AlloyTi-6AI-4V(wet condition)
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
10

Standard cutting conditions for bottom finishingapae
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
2,9901506000.10.2
8~162,9901506000.10.2
8~162,5901305200.10.2
8~162,9901506000.10.2
8~162,9901506000.10.2
8~1611,950
6002,3900.10.2
8~1660030
1200.10.2
8~161,600
803200.10.2
8~161,000
501000.050.2
8~16
5,980300
1,8000.150.2
8~164,980250
1,5000.150.2
8~163,9902009600.120.2
8~164,980250
1,5000.150.2
8~164,980250
2,0000.20.2
8~1623,8901,2007,1700.150.2
8~161,200
603600.150.2
8~162,3901204800.10.2
8~162,0001002800.070.2
8~16
3,990200
1,2000.150.2
8~163,590180
1,0800.150.2
8~163,1901607700.120.2
8~163,590180
1,0800.150.2
8~163,990200
1,6000.20.2
8~1615,930
8004,7800.150.2
8~161,000
503000.150.2
8~162,0001004000.10.2
8~161,400
702000.070.2
8~16
2,9901507200.120.2
8~162,5901306300.120.2
8~162,5901305200.10.2
8~162,5901306300.120.2
8~162,9901509000.150.2
8~1611,950
6002,8700.120.2
8~1660030
1200.10.2
8~161,600
803200.10.2
8~161,000
501000.050.2
8~16
2,5901305200.10.28
2,0001004000.10.28
1,80090
3600.10.28
2,0001004000.10.28
2,5901305200.10.28
11,950600
2,3900.10.28
60030
1200.10.28
1,60080
3200.10.28
1,00050
1000.050.28
2,3901507200.10.2
10~202,3901507200.10.2
10~202,0801306300.10.2
10~202,3901507200.10.2
10~202,3901507200.10.2
10~209,560600
2,8700.10.2
10~2048030
1500.10.2
10~201,280
803900.10.2
10~2080050
1200.050.2
10~20
4,780300
2,1600.150.2
10~203,990250
1,8000.150.2
10~203,190200
1,1500.120.2
10~203,990 250
1,8000.150.2
10~203,990250
2,4000.20.2
10~2019,1101,2008,6000.150.2
10~2096060
4400.150.2
10~201,9201205800.10.2
10~201,6001003400.070.2
10~20
3,190200
1,4400.150.2
10~202,870180
1,3000.150.2
10~202,5501609200.120.2
10~202,870180
1,3000.150.2
10~203,190200
1,9200.20.2
10~2012,740
8005,7400.150.2
10~20800503600.150.2
10~201,6001004800.10.2
10~201,120
702400.070.2
10~20
2,3901508700.120.2
10~202,0801307500.120.2
10~202,0801306300.10.2
10~202,0801307500.120.2
10~202,390150
1,0800.150.2
10~209,560600
3,4500.120.2
10~20480301500.10.2
10~201,280
803900.10.2
10~20800501200.050.2
10~20
2,0801306300.10.210
1,6001004800.10.210
1,440904400.10.210
1,6001004800.10.210
2,0801306300.10.210
9,560600
2,8700.10.210480301500.10.210
1,280803900.10.210800501200.050.210
1,9201507700.10.2
12.5~251,9201507700.10.2
12.5~251,6601306700.10.2
12.5~251,9201507700.10.2
12.5~251,9201507700.10.2
12.5~257,650600
3,0600.10.2
12.5~2539030
1600.10.2
12.5~251,020
804100.10.2
12.5~2564050
1300.050.2
12.5~25
3,830300
2,300 0.150.2
12.5~253,190250
1,9200.150.2
12.5~252,550200
1,2300.120.2
12.5~253,190250
1,9200.150.2
12.5~253,190250
2,560 0.20.2
12.5~2515,2901,2009,1800.150.2
12.5~2577060
4700.150.2
12.5~251,5301206200.10.2
12.5~251,280100360 0.070.2
12.5~25
2,550200
1,5300.150.2
12.5~252,300180
1,3800.150.2
12.5~252,0401609800.120.2
12.5~252,300180
1,3800.150.2
12.5~252,550200
2,0400.20.2
12.5~2510,200
8006,1200.150.2
12.5~25640503900.150.2
12.5~251,2801005200.10.2
12.5~25900702600.070.2
12.5~25
1,9201509300.120.2
12.5~251,6601308000.120.2
12.5~251,6601306700.10.2
12.5~251,6601308000.120.2
12.5~251,920150
1,1600.150.2
12.5~257,650600
3,6800.120.2
12.5~25390301600.10.2
12.5~251,020
804100.10.2
12.5~25640501300.050.2
12.5~25
1,6601306700.10.212.51,2801005200.10.212.51,150
904600.10.212.51,2801005200.10.212.51,6601306700.10.212.57,650600
3,0600.10.212.5390301600.10.212.51,020
804100.10.212.5640501300.050.212.5
1,5001507500.10.2
16~321,500150750 0.10.2
16~321,3001306500.10.2
16~321,500150750 0.10.2
16~321,500150750 0.10.2
16~325,980600
2,990 0.10.2
16~32300301500.10.2
16~3280080
400 0.10.2
16~32500501300.050.2
16~32
2,990300
2,2500.150.2
16~322,490250
1,8700.150.2
16~322,000200
1,2000.120.2
16~322,490250
1,8700.150.2
16~322,490250
2,4900.20.2
16~3211,9501,2008,9700.150.2
16~3260060
450 0.150.2
16~321,2001206000.10.2
16~321,0001003500.070.2
16~32
2,000200
1,500 0.150.2
16~321,800180
1,3500.150.2
16~321,600160960 0.120.2
16~321,800180
1,3500.150.2
16~322,000200
2,0000.20.2
16~327,970800
5,9800.150.2
16~32500503800.150.2
16~321,0001005000.10.2
16~32700702500.070.2
16~32
1,5001509000.120.2
16~321,3001307800.120.2
16~321,300130650 0.10.2
16~321,3001307800.120.2
16~321,500150
1,1300.150.2
16~325,980600
3,5900.120.2
16~32300301500.10.2
16~32800804000.10.2
16~32500501300.050.2
16~32
1,3001306500.10.216
1,0001005000.10.216
90090
4500.10.216
1,0001005000.10.216
1,3001306500.10.216
5,980600
2,9900.10.216
30030
1500.10.216
80080
4000.10.216
50050
1300.050.216
1,2001507200.10.2
20~401,2001507200.10.2
20~401,0401306300.10.2
20~401,2001507200.10.2
20~401,2001507200.10.2
20~404,780600
2,8700.10.2
20~4024030
1500.10.2
20~4064080
3900.10.2
20~4040050
1200.050.2
20~40
2,390300
2,1600.150.2
20~402,000 250
1,8000.150.2
20~401,600200
1,1600.120.2
20~402,000250
1,8000.150.2
20~402,000250
2,4000.20.2
20~409,5601,2008,6100.150.2
20~4048060
4400.150.2
20~409601205800.10.2
20~408001003400.070.2
20~40
1,600200
1,1600.120.2
20~401,440180
1,0400.120.2
20~401,2801609300.120.2
20~401,440180
1,0400.120.2
20~401,600200
1,9200.20.2
20~406,370800
5,7400.150.2
20~4040050
3600.150.2
20~408001004800.10.2
20~4056070
2400.070.2
20~40
1,2001507200.10.2
20~401,0401306300.10.2
20~401,0401306300.10.2
20~401,0401306300.10.2
20~401,200150
1,0800.150.2
20~404,780600
3,4500.120.2
20~4024030
1500.10.2
20~4064080
3900.10.2
20~4040050
1200.050.2
20~40
1,0401306300.10.2208001004800.10.220720904400.10.2208001004800.10.220
1,040130630 0.10.220
4,780600
2,8700.10.220240301500.10.220640803900.10.220400501200.050.220
960150680 0.10.2
25~509601506800.10.2
25~508301305900.10.2
25~509601506800.10.2
25~509601506800.10.2
25~503,830600
2,6900.10.2
25~50200301400.10.2
25~50390602800.10.2
25~50320501200.050.2
25~50
1,600250
1,6800.150.2
25~501,470230
1,5500.150.2
25~501,1501809700.120.2
25~501,470230
1,5500.150.2
25~501,600250
2,2400.20.2
25~509,5601,50010,0400.150.2
25~50390604100.150.2
25~506401004500.10.2
25~50510802500.070.2
25~50
1,280200
1,3500.150.2
25~501,150180
1,2100.150.2
25~509601508100.120.2
25~501,150180
1,2100.150.2
25~501,280200
1,8000.20.2
25~506,3701,0006,6900.150.2
25~5032050
340 0.150.2
25~50510803600.10.2
25~50390602000.070.2
25~50
1,270250
1,5300.150.2
31~631,170230
1,4100.150.2
31~639101808800.120.2
31~631,170230
1,4100.150.2
31~631,270250
2,0400.20.2
31~637,5901,5009,1100.150.2
31~63310603800.150.2
31~635101004100.10.2
31~63410802300.070.2
31~63
1,020200
1,2300.150.2
31~63910180
1,1000.150.2
31~637601507300.120.2
31~63910180
1,1000.150.2
31~631,020200
1,6400.20.2
31~635,0601,0006,0800.150.2
31~63260503200.150.2
31~63410803300.10.2
31~63310601800.070.2
31~63
7601507300.120.2
31~636601306400.120.2
31~636601305300.10.2
31~636601306400.120.2
31~637601509200.150.2
31~633,040600
2,9200.120.2
31~63160301600.120.2
31~63310602500.10.2
31~63260501100.050.2
31~63
6601305300.10.2315101004100.10.23146090
370 0.10.2315101004100.10.2316601305300.10.231
3,040600
2,9200.120.231160301300.10.231310602500.10.231260501100.050.231
9601508100.120.2
25~508301307000.120.2
25~508301307000.120.2
25~508301307000.120.2
25~50960150
1,0100.150.2
25~503,830600
3,2200.120.2
25~50200301700.120.2
25~50390602800.10.2
25~50320501200.050.2
25~50
8301305900.10.2256401004500.10.225580904100.10.2256401004500.10.2258301305900.10.225
3,830600
3,2200.120.225200301400.10.225390602800.10.225320501200.050.225
7601506100.10.2
31~637601506100.10.2
31~636601305300.10.2
31~637601506100.10.2
31~637601506100.10.2
31~633,040600
2,4400.10.2
31~63160301300.10.2
31~63310602500.10.2
31~63260501100.050.2
31~63
<0.35<2.8
<0.35<2.8
<0.35<2.8
SD5010
※MZ1000ATH08MJP4120JS4060
MZ1000ATH08MJP4120JS4060
ATH08MJP4120JS4060
JP4120JM4160ATH08M
ATH08MJP4120JS4060
JP4105ATH08MJP4120
JP4105ATH08MJP4120
ATH08MJP4120
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Mild Steels(200HB or less)
Aluminum Alloy
Titanium AlloyTi-6AI-4V(wet condition)
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
Mild Steels(200HB or less)
Aluminum Alloy
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
WorkMaterial
WorkMaterial
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection equipment
is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the cutting
conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Maximum fz (mm/t)
Maximum ap (mm)
※Red indicates primary recommended grade.
Tool dia.Dc
Overhang ratio
Recommendedgrade
Finishing
Titanium AlloyTi-6AI-4V(wet condition)
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
11

Standard cutting conditions for side finishing
7,970400
1,6000.12
< 0.25,980300
1,2000.12
< 0.23,9902008000.12
< 0.25,980300
1,2000.12
< 0.25,980300
1,2000.12
< 0.211,950
6002,3900.12
< 0.21,200
602400.12
< 0.22,9901506000.12
< 0.22,5901305200.11.5
< 0.2
15,930800
4,7800.15
2< 0.2
11,950600
3,5900.15
2< 0.29,960500
2,4000.12
2< 0.2
11,950600
3,5900.15
2< 0.2
11,950600
3,5900.15
2< 0.2
23,8901,2007,1700.15
2< 0.21,800
904400.12
2< 0.24,980250
1,0000.12
< 0.23,9902008000.11.5
< 0.2
11,950600
3,5900.151.5
< 0.27,970400
2,4000.151.5
< 0.26,970350
1,6800.121.5
< 0.27,970400
2,4000.151.5
< 0.29,960500
2,9900.151.5
< 0.215,930
8004,7800.15
2< 0.21,600
803900.121.5
< 0.23,5901807200.11.5
< 0.23,1901606400.11
< 0.2
7,970400
1,9200.12
1< 0.27,970400
1,9200.12
1< 0.25,980300
1,2000.11
< 0.27,970400
1,9200.12
1< 0.27,970400
1,9200.12
1< 0.2
11,950600
2,8700.121.5
< 0.21,200
60240 0.11
< 0.22,9901504800.08
1< 0.22,5901304200.080.7
< 0.2
7,970400
1,6000.10.7
< 0.25,980300
1,2000.10.7
< 0.25,9803009600.080.7
< 0.25,980300
1,2000.10.7
< 0.27,970400
1,6000.10.7
< 0.211,950
6002,3900.11
< 0.21,200
602000.080.7
< 0.22,9901504800.080.7
< 0.22,5901302600.050.5
< 0.2
6,370400
1,9200.12
< 0.24,780300
1,4400.12
< 0.23,1902009600.12
< 0.24,780300
1,4400.12
< 0.24,780300
1,4400.12
< 0.29,560600
2,8700.12
< 0.296060
2900.12
< 0.22,3901507200.12
< 0.22,0801306300.11.5
< 0.2
12,740800
5,7400.15
2< 0.29,560600
4,3100.15
2< 0.27,970500
2,8700.12
2< 0.29,560600
4,3100.15
2< 0.29,560600
4,3100.15
2< 0.2
19,1101,2008,6000.15
2< 0.21,440
905200.12
2< 0.23,990250
1,2000.12
< 0.23,1902009600.11.5
< 0.2
9,560600
4,3100.151.5
< 0.26,370400
2,8700.151.5
< 0.25,580350
2,0100.121.5
< 0.26,370400
2,8700.151.5
< 0.27,970500
3,5900.151.5
< 0.212,740
8005,7400.15
2< 0.21,280
804700.121.5
< 0.22,8701808700.11.5
< 0.22,5501607700.11
< 0.2
6,370400
2,3000.12
1< 0.26,370400
2,3000.12
1< 0.24,780300
1,4400.11
< 0.26,370400
2,3000.12
1< 0.26,370400
2,3000.12
1< 0.29,560600
3,4500.121.5
< 0.296060
2900.11
< 0.22,3901505800.08
1< 0.22,0801305000.080.7
< 0.2
6,370400
1,9200.10.7
< 0.24,780300
1,4400.10.7
< 0.24,780300
1,1500.080.7
< 0.24,780300
1,4400.10.7
< 0.26,370400
1,9200.10.7
< 0.29,560600
2,8700.11
< 0.296060
2400.080.7
< 0.22,3901505800.080.7
< 0.22,0801303200.050.5
< 0.2
5,100400
2,0400.12
< 0.23,830300
1,5400.12
< 0.22,550200
1,0200.12
< 0.23,830300
1,5400.12
< 0.23,830300
1,5400.12
< 0.27,650600
3,0600.12
< 0.277060
3100.12
< 0.21,9201507700.12
< 0.21,6601306700.11.5
< 0.2
10,200800
6,1200.15
2< 0.27,650600
4,5900.15
2< 0.26,370500
3,0600.12
2< 0.27,650600
4,5900.15
2< 0.27,650600
4,5900.15
2< 0.2
15,2901,2009,1800.15
2< 0.21,150
905600.12
2< 0.23,190250
1,2800.12
< 0.22,550200
1,0200.11.5
< 0.2
7,650600
4,5900.151.5
< 0.25,100400
3,060 0.151.5
< 0.24,460350
2,1500.121.5
< 0.25,100 400
3,0600.151.5
< 0.26,370500
3,8300.151.5
< 0.210,200
8006,120 0.15
2< 0.21,020
80490 0.121.5
< 0.22,3001809200.11.5
< 0.22,0401608200.11
< 0.2
5,100400
2,4500.12
1< 0.25,100400
2,4500.12
1< 0.23,830300
1,5400.11
< 0.25,100400
2,4500.12
1< 0.25,100400
2,4500.12
1< 0.27,650600
3,6800.121.5
< 0.277060
3100.11
< 0.21,9201506200.08
1< 0.21,6601305400.080.7
< 0.2
5,100 400
2,040 0.10.7
< 0.23,830
3001,540
0.10.7
< 0.23,830
3001,230 0.080.7
< 0.23,830300
1,5400.10.7
< 0.25,100400
2,0400.10.7
< 0.27,650600
3,0600.11
< 0.2770602500.080.7
< 0.21,9201506200.080.7
< 0.21,6601303400.050.5
< 0.2
3,990400
2,0000.12
< 0.22,990300
1,5000.12
< 0.22,000200
1,0000.12
< 0.22,990300
1,5000.12
< 0.22,990300
1,5000.12
< 0.25,980600
2,9900.12
< 0.2600603000.12
< 0.21,500150750 0.12
< 0.21,3001306500.11.5
< 0.2
7,970800
5,9800.15
2< 0.25,980600
4,4900.15
2< 0.24,980500
2,9900.12
2< 0.25,980600
4,4900.15
2< 0.25,980600
4,4900.15
2< 0.2
11,9501,2008,9700.15
2< 0.2900905400.12
2< 0.22,490250
1,2500.12
< 0.22,000200
1,0000.11.5
< 0.2
5,980600
4,4900.151.5
< 0.23,990400
3,0000.151.5
< 0.23,490350
2,1000.121.5
< 0.23,990400
3,0000.151.5
< 0.24,980500
3,7400.151.5
< 0.27,970800
5,9800.15
2< 0.2800804800.121.5
< 0.21,8001809000.11.5
<0.21,6001608000.11
< 0.2
3,990400
2,4000.12
1< 0.23,990400
2,4000.12
1< 0.22,990300
1,5000.11
< 0.23,990400
2,4000.12
1< 0.23,990400
2,4000.12
1< 0.25,980600
3,5900.121.5
< 0.2600603000.11
< 0.21,5001506000.08
1< 0.21,3001305200.080.7
< 0.2
3,990400
2,0000.10.7
< 0.22,990300
1,5000.10.7
< 0.22,990300
1,2000.080.7
< 0.22,990300
1,5000.10.7
< 0.23,990400
2,0000.10.7
< 0.25,980600
2,9900.11
< 0.2600602400.080.7
< 0.21,5001506000.080.7
< 0.21,3001303300.050.5
< 0.2
3,190400
1,9200.12
< 0.22,390300
1,4400.12
< 0.21,6002009600.12
< 0.22,390300
1,4400.12
< 0.22,390300
1,4400.12
< 0.24,780600
2,870 0.12
< 0.2480602900.12
< 0.21,2001507200.12
< 0.21,0401306300.11.5
< 0.2
6,370800
5,7400.15
2< 0.24,780600
4,3100.15
2< 0.23,990500
2,8800.12
2< 0.24,780600
4,3100.15
2< 0.24,780600
4,3100.15
2< 0.29,5601,2008,610 0.15
2< 0.2720905200.12
2< 0.22,000250
1,2000.12
< 0.21,6002009600.11.5
< 0.2
4,780600
4,3100.151.5
< 0.23,190400
2,8800.151.5
< 0.22,790350
2,0100.121.5
< 0.23,190400
2,8800.151.5
< 0.23,990500
3,6000.151.5
< 0.26,370800
5,7400.15
2< 0.2640804700.121.5
< 0.21,4401808700.11.5
< 0.21,2801607700.11
< 0.2
3,190400
2,3000.12
1< 0.23,190400
2,3000.12
1< 0.22,390300
1,4400.11
< 0.23,190400
2,3000.12
1< 0.23,190400
2,3000.12
1< 0.24,780600
3,4500.121.5
< 0.2480602900.11
< 0.21,2001505800.08
1< 0.21,0401305000.080.7
< 0.2
3,190400
1,9200.10.7
< 0.22,390300
1,4400.10.7
< 0.22,390300
1,1500.080.7
< 0.22,390300
1,4400.10.7
< 0.23,190400
1,9200.10.7
< 0.24,780600
2,8700.11
< 0.2480602400.080.7
< 0.21,2001505800.080.7
< 0.21,0401303200.050.5
< 0.2
2,550400
1,7900.12
< 0.21,920300
1,3500.12
< 0.21,2802009000.12
< 0.21,920300
1,3500.12
< 0.21,920300
1,3500.12
< 0.23,830600
2,6900.12
< 0.2390602800.12
< 0.29601506800.12
< 0.28301305900.11.5
< 0.2
5,100800
5,3600.15
2< 0.23,830600
4,0300.15
2< 0.23,190500
2,6800.12
2< 0.23,830600
4,0300.15
2< 0.23,830600
4,0300.15
2< 0.29,5601,50010,0400.15
2< 0.2580904900.12
2< 0.21,600250
1,1200.12
< 0.21,2802009000.11.5
< 0.2
3,830600
4,0300.15
2< 0.22,550400
2,6800.15
2< 0.22,230350
1,8800.12
2< 0.22,550400
2,6800.15
2< 0.23,190500
3,3500.15
2< 0.26,3701,0006,6900.15
2< 0.2510804300.12
2< 0.21,1501808100.11.5
< 0.21,0201607200.11.5
< 0.2
2,550400
2,1500.121.5
< 0.22,550400
2,1500.121.5
< 0.21,920300
1,3500.11.5
< 0.22,550400
2,1500.121.5
< 0.22,550400
2,1500.121.5
< 0.23,830600
3,2200.12
2< 0.2390602800.11.5
< 0.29601505400.081.2
< 0.28301304700.08
1< 0.2
2,550400
1,7900.11
< 0.21,920300
1,3500.11
< 0.21,920300
1,0800.08
1< 0.21,920300
1,3500.11
< 0.22,550400
1,7900.11
< 0.23,830600
2,6900.11.5
< 0.2390602200.08
1< 0.29601505400.08
1< 0.28301303000.050.7
< 0.2
2,030400
1,6300.12
< 0.21,520300
1,2200.12
< 0.21,0202008200.12
< 0.21,520300
1,2200.12
< 0.21,520300
1,2200.12
< 0.23,040600
2,4400.12
< 0.2310602500.12
< 0.27601506100.12
< 0.26601305300.11.5
< 0.2
4,050800
4,8600.15
2< 0.23,040600
3,6500.15
2< 0.22,530 500
2,4300.12
2< 0.23,040600
3,6500.15
2< 0.23,040600
3,6500.15
2< 0.27,5901,5009,1100.15
2< 0.2460904500.12
2< 0.21,270250
1,0200.12
< 0.21,0202008200.11.5
< 0.2
3,040600
3,6500.15
2< 0.22,030400
2,4400.15
2< 0.21,770350
1,7000.12
2< 0.22,030400
2,4400.15
2< 0.22,530500
3,0400.15
2< 0.25,0601,0006,0800.15
2< 0.2410804000.12
2< 0.29101807300.11.5
< 0.28101606500.11.5
< 0.2
2,030400
1,9500.121.5
< 0.22,030400
1,9500.121.5
< 0.21,520300
1,2200.11.5
< 0.22,030400
1,9500.121.5
< 0.22,030400
1,9500.121.5
< 0.23,040600
2,9200.12
2< 0.2310602500.11.5
< 0.27601504900.081.2
<0.26601303700.071.2
< 0.2
2,030400
1,6300.11
<0.21,520300
1,2200.11
<0.21,5203009800.08
1< 0.21,520300
1,2200.11
< 0.22,030400
1,6300.11
< 0.23,040600
2,4400.11.5
< 0.2310602000.08
1< 0.27601504900.08
1< 0.26601302700.05
1< 0.2
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
ae ap
SD5010
※MZ1000ATH08MJP4120JS4060
MZ1000ATH08MJP4120JS4060
ATH08MJP4120JS4060
JP4120JM4160ATH08M
ATH08MJP4120JS4060
JP4105ATH08MJP4120
JP4105ATH08MJP4120
ATH08MJP4120
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection equipment
is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the cutting
conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Mild Steels(200HB or less)
Aluminum Alloy
Titanium AlloyTi-6AI-4V(wet condition)
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
Mild Steels(200HB or less)
Aluminum Alloy
Titanium AlloyTi-6AI-4V(wet condition)
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide ShankWorkMaterial
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes)Tool dia.Dc
Overhang ratio
Recommendedgrade <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
WorkMaterial
φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
Maximum fz (mm/t)
Maximum ap (mm)
※Red indicates primary recommended grade.
Finishing
12

Standard cutting conditions for side finishing
7,970400
1,6000.12
< 0.25,980300
1,2000.12
< 0.23,9902008000.12
< 0.25,980300
1,2000.12
< 0.25,980300
1,2000.12
< 0.211,950
6002,3900.12
< 0.21,200
602400.12
< 0.22,9901506000.12
< 0.22,5901305200.11.5
< 0.2
15,930800
4,7800.15
2< 0.2
11,950600
3,5900.15
2< 0.29,960500
2,4000.12
2< 0.2
11,950600
3,5900.15
2< 0.2
11,950600
3,5900.15
2< 0.2
23,8901,2007,1700.15
2< 0.21,800
904400.12
2< 0.24,980250
1,0000.12
< 0.23,9902008000.11.5
< 0.2
11,950600
3,5900.151.5
< 0.27,970400
2,4000.151.5
< 0.26,970350
1,6800.121.5
< 0.27,970400
2,4000.151.5
< 0.29,960500
2,9900.151.5
< 0.215,930
8004,7800.15
2< 0.21,600
803900.121.5
< 0.23,5901807200.11.5
< 0.23,1901606400.11
< 0.2
7,970400
1,9200.12
1< 0.27,970400
1,9200.12
1< 0.25,980300
1,2000.11
< 0.27,970400
1,9200.12
1< 0.27,970400
1,9200.12
1< 0.2
11,950600
2,8700.121.5
< 0.21,200
60240 0.11
< 0.22,9901504800.08
1< 0.22,5901304200.080.7
< 0.2
7,970400
1,6000.10.7
< 0.25,980300
1,2000.10.7
< 0.25,9803009600.080.7
< 0.25,980300
1,2000.10.7
< 0.27,970400
1,6000.10.7
< 0.211,950
6002,3900.11
< 0.21,200
602000.080.7
< 0.22,9901504800.080.7
< 0.22,5901302600.050.5
< 0.2
6,370400
1,9200.12
< 0.24,780300
1,4400.12
< 0.23,1902009600.12
< 0.24,780300
1,4400.12
< 0.24,780300
1,4400.12
< 0.29,560600
2,8700.12
< 0.296060
2900.12
< 0.22,3901507200.12
< 0.22,0801306300.11.5
< 0.2
12,740800
5,7400.15
2< 0.29,560600
4,3100.15
2< 0.27,970500
2,8700.12
2< 0.29,560600
4,3100.15
2< 0.29,560600
4,3100.15
2< 0.2
19,1101,2008,6000.15
2< 0.21,440
905200.12
2< 0.23,990250
1,2000.12
< 0.23,1902009600.11.5
< 0.2
9,560600
4,3100.151.5
< 0.26,370400
2,8700.151.5
< 0.25,580350
2,0100.121.5
< 0.26,370400
2,8700.151.5
< 0.27,970500
3,5900.151.5
< 0.212,740
8005,7400.15
2< 0.21,280
804700.121.5
< 0.22,8701808700.11.5
< 0.22,5501607700.11
< 0.2
6,370400
2,3000.12
1< 0.26,370400
2,3000.12
1< 0.24,780300
1,4400.11
< 0.26,370400
2,3000.12
1< 0.26,370400
2,3000.12
1< 0.29,560600
3,4500.121.5
< 0.2960602900.11
< 0.22,3901505800.08
1< 0.22,0801305000.080.7
< 0.2
6,370400
1,9200.10.7
< 0.24,780300
1,4400.10.7
< 0.24,780300
1,1500.080.7
< 0.24,780300
1,4400.10.7
< 0.26,370400
1,9200.10.7
< 0.29,560600
2,8700.11
< 0.2960602400.080.7
< 0.22,3901505800.080.7
< 0.22,0801303200.050.5
< 0.2
5,100400
2,0400.12
< 0.23,830300
1,5400.12
< 0.22,550200
1,0200.12
< 0.23,830300
1,5400.12
< 0.23,830300
1,5400.12
< 0.27,650600
3,0600.12
< 0.2770603100.12
< 0.21,9201507700.12
< 0.21,6601306700.11.5
< 0.2
10,200800
6,1200.15
2< 0.27,650600
4,5900.15
2< 0.26,370500
3,0600.12
2< 0.27,650600
4,5900.15
2< 0.27,650600
4,5900.15
2< 0.2
15,2901,2009,1800.15
2< 0.21,150
905600.12
2< 0.23,190250
1,2800.12
< 0.22,550200
1,0200.11.5
< 0.2
7,650600
4,5900.151.5
< 0.25,100400
3,060 0.151.5
< 0.24,460350
2,1500.121.5
< 0.25,100 400
3,0600.151.5
< 0.26,370500
3,8300.151.5
< 0.210,200
8006,120 0.15
2< 0.21,020
80490 0.121.5
< 0.22,3001809200.11.5
< 0.22,0401608200.11
< 0.2
5,100400
2,4500.12
1< 0.25,100400
2,4500.12
1< 0.23,830300
1,5400.11
< 0.25,100400
2,4500.12
1< 0.25,100400
2,4500.12
1< 0.27,650600
3,6800.121.5
< 0.2770603100.11
< 0.21,9201506200.08
1< 0.21,6601305400.080.7
< 0.2
5,100 400
2,040 0.10.7
< 0.23,830 300
1,540 0.10.7
< 0.23,830 300
1,230 0.080.7
< 0.23,830300
1,5400.10.7
< 0.25,100400
2,0400.10.7
< 0.27,650600
3,0600.11
< 0.2770602500.080.7
< 0.21,9201506200.080.7
< 0.21,6601303400.050.5
< 0.2
3,990400
2,0000.12
< 0.22,990300
1,5000.12
< 0.22,000200
1,0000.12
< 0.22,990300
1,5000.12
< 0.22,990300
1,5000.12
< 0.25,980600
2,9900.12
< 0.2600603000.12
< 0.21,500150750 0.12
< 0.21,3001306500.11.5
< 0.2
7,970800
5,9800.15
2< 0.25,980600
4,4900.15
2< 0.24,980500
2,9900.12
2< 0.25,980600
4,4900.15
2< 0.25,980600
4,4900.15
2< 0.2
11,9501,2008,9700.15
2< 0.2900905400.12
2< 0.22,490250
1,2500.12
< 0.22,000200
1,0000.11.5
< 0.2
5,980600
4,4900.151.5
< 0.23,990400
3,0000.151.5
< 0.23,490350
2,1000.121.5
< 0.23,990400
3,0000.151.5
< 0.24,980500
3,7400.151.5
< 0.27,970800
5,9800.15
2< 0.2800804800.121.5
< 0.21,8001809000.11.5
<0.21,6001608000.11
< 0.2
3,990400
2,4000.12
1< 0.23,990400
2,4000.12
1< 0.22,990300
1,5000.11
< 0.23,990400
2,4000.12
1< 0.23,990400
2,4000.12
1< 0.25,980600
3,5900.121.5
< 0.2600603000.11
< 0.21,5001506000.08
1< 0.21,3001305200.080.7
< 0.2
3,990400
2,0000.10.7
< 0.22,990300
1,5000.10.7
< 0.22,990300
1,2000.080.7
< 0.22,990300
1,5000.10.7
< 0.23,990400
2,0000.10.7
< 0.25,980600
2,9900.11
< 0.260060
2400.080.7
< 0.21,5001506000.080.7
< 0.21,3001303300.050.5
< 0.2
3,190400
1,9200.12
< 0.22,390300
1,4400.12
< 0.21,6002009600.12
< 0.22,390300
1,4400.12
< 0.22,390300
1,4400.12
< 0.24,780600
2,870 0.12
< 0.248060
2900.12
< 0.21,2001507200.12
< 0.21,0401306300.11.5
< 0.2
6,370800
5,7400.15
2< 0.24,780600
4,3100.15
2< 0.23,990500
2,8800.12
2< 0.24,780600
4,3100.15
2< 0.24,780600
4,3100.15
2< 0.29,5601,2008,610 0.15
2< 0.272090
5200.12
2< 0.22,000250
1,2000.12
< 0.21,6002009600.11.5
< 0.2
4,780600
4,3100.151.5
< 0.23,190400
2,8800.151.5
< 0.22,790350
2,0100.121.5
< 0.23,190400
2,8800.151.5
< 0.23,990500
3,6000.151.5
< 0.26,370800
5,7400.15
2< 0.264080
4700.121.5
< 0.21,4401808700.11.5
< 0.21,2801607700.11
< 0.2
3,190400
2,3000.12
1< 0.23,190400
2,3000.12
1< 0.22,390300
1,4400.11
< 0.23,190400
2,3000.12
1< 0.23,190400
2,3000.12
1< 0.24,780600
3,4500.121.5
< 0.248060
2900.11
< 0.21,2001505800.08
1< 0.21,0401305000.080.7
< 0.2
3,190400
1,9200.10.7
< 0.22,390300
1,4400.10.7
< 0.22,390300
1,1500.080.7
< 0.22,390300
1,4400.10.7
< 0.23,190400
1,9200.10.7
< 0.24,780600
2,8700.11
< 0.2480602400.080.7
< 0.21,2001505800.080.7
< 0.21,0401303200.050.5
< 0.2
2,550400
1,7900.12
< 0.21,920300
1,3500.12
< 0.21,2802009000.12
< 0.21,920300
1,3500.12
< 0.21,920300
1,3500.12
< 0.23,830600
2,6900.12
< 0.2390602800.12
< 0.29601506800.12
< 0.28301305900.11.5
< 0.2
5,100800
5,3600.15
2< 0.23,830600
4,0300.15
2< 0.23,190500
2,6800.12
2< 0.23,830600
4,0300.15
2< 0.23,830600
4,0300.15
2< 0.29,5601,50010,0400.15
2< 0.2580904900.12
2< 0.21,600250
1,1200.12
< 0.21,2802009000.11.5
< 0.2
3,830600
4,0300.15
2< 0.22,550400
2,6800.15
2< 0.22,230350
1,8800.12
2< 0.22,550400
2,6800.15
2< 0.23,190500
3,3500.15
2< 0.26,3701,0006,6900.15
2< 0.2510804300.12
2< 0.21,1501808100.11.5
< 0.21,0201607200.11.5
< 0.2
2,550400
2,1500.121.5
< 0.22,550400
2,1500.121.5
< 0.21,920300
1,3500.11.5
< 0.22,550400
2,1500.121.5
< 0.22,550400
2,1500.121.5
< 0.23,830600
3,2200.12
2< 0.2390602800.11.5
< 0.29601505400.081.2
< 0.28301304700.08
1< 0.2
2,550400
1,7900.11
< 0.21,920300
1,3500.11
< 0.21,920300
1,0800.08
1< 0.21,920300
1,3500.11
< 0.22,550400
1,7900.11
< 0.23,830600
2,6900.11.5
< 0.2390602200.08
1< 0.29601505400.08
1< 0.28301303000.050.7
< 0.2
2,030400
1,6300.12
< 0.21,520300
1,2200.12
< 0.21,0202008200.12
< 0.21,520300
1,2200.12
< 0.21,520300
1,2200.12
< 0.23,040600
2,4400.12
< 0.2310602500.12
< 0.27601506100.12
< 0.26601305300.11.5
< 0.2
4,050800
4,8600.15
2< 0.23,040600
3,6500.15
2< 0.22,530 500
2,4300.12
2< 0.23,040600
3,6500.15
2< 0.23,040600
3,6500.15
2< 0.27,5901,5009,1100.15
2< 0.2460904500.12
2< 0.21,270250
1,0200.12
< 0.21,0202008200.11.5
< 0.2
3,040600
3,6500.15
2< 0.22,030400
2,4400.15
2< 0.21,770350
1,7000.12
2< 0.22,030400
2,4400.15
2< 0.22,530500
3,0400.15
2< 0.25,0601,0006,0800.15
2< 0.2410804000.12
2< 0.29101807300.11.5
< 0.28101606500.11.5
< 0.2
2,030400
1,9500.121.5
< 0.22,030400
1,9500.121.5
< 0.21,520300
1,2200.11.5
< 0.22,030400
1,9500.121.5
< 0.22,030400
1,9500.121.5
< 0.23,040600
2,9200.12
2< 0.2310602500.11.5
< 0.27601504900.081.2
<0.26601303700.071.2
< 0.2
2,030400
1,6300.11
<0.21,520300
1,2200.11
<0.21,5203009800.08
1< 0.21,520300
1,2200.11
< 0.22,030400
1,6300.11
< 0.23,040600
2,4400.11.5
< 0.2310602000.08
1< 0.27601504900.08
1< 0.26601302700.05
1< 0.2
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
<0.35<2.8
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
ae ap
SD5010
※MZ1000ATH08MJP4120JS4060
MZ1000ATH08MJP4120JS4060
ATH08MJP4120JS4060
JP4120JM4160ATH08M
ATH08MJP4120JS4060
JP4105ATH08MJP4120
JP4105ATH08MJP4120
ATH08MJP4120
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection equipment
is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the cutting
conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Mild Steels(200HB or less)
Aluminum Alloy
Titanium AlloyTi-6AI-4V(wet condition)
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
Mild Steels(200HB or less)
Aluminum Alloy
Titanium AlloyTi-6AI-4V(wet condition)
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
Hardened Steels45~55HRC
Hardened Steels55~62HRC
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide ShankWorkMaterial
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes)Tool dia.Dc
Overhang ratio
Recommendedgrade <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
WorkMaterial
φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
Maximum fz (mm/t)
Maximum ap (mm)
※Red indicates primary recommended grade.
Finishing
13

Standard cutting conditions for vertical side finishing
Standard cutting conditions for vertical roughing
pf
ae
pf
ae
<0.3
<0.5
<0.3
<0.5
<0.3
<0.5
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)
※ATH08MMZ1000JP4120JS4060
ATH08MJP4120JS4060
<0.3
<0.5
<0.3
<0.5
<0.3
<0.5
<0.3
<0.5
Maximum fz (mm/t)
Maximum ae (mm)
<0.25<5
<0.25<5
<0.25<5
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)
※JS4060JP4120
ATH08MJP4120JS4060
<0.25<5
<0.25<5
<0.25<5
<0.25<5
5,980
300
1,560
0.13
0.5
< 0.2
5,980
300
1,800
0.15
0.5
< 0.2
11,950
600
4,780
0.2
0.5
< 0.2
11,950
600
4,780
0.2
0.5
< 0.2
7,970
400
2,400
0.15
0.5
< 0.2
9,960
500
3,990
0.2
0.5
< 0.2
4,780
300
1,870
0.13
0.6
< 0.2
4,780
300
2,160
0.15
0.6
< 0.2
9,560
600
5,740
0.2
0.6
< 0.2
9,560
600
5,740
0.2
0.6
< 0.2
6,370
400
2,870
0.15
0.6
< 0.2
7,970
500
4,790
0.2
0.6
< 0.2
6,370
400
2,490
0.13
0.6
< 0.2
6,370
400
3,830
0.2
0.6
< 0.2
4,780
300
1,440
0.1
0.6
< 0.2
6,370
400
2,870
0.15
0.6
< 0.2
3,830
300
2,300
0.15
0.7
< 0.2
3,830
300
3,070
0.2
0.7
< 0.2
7,650
600
6,120
0.2
0.7
< 0.2
7,650
600
7,650
0.25
0.7
< 0.2
5,100
400
3,680
0.18
0.7
< 0.2
6,370
500
5,100
0.2
0.7
< 0.2
5,100
400
3,060
0.15
0.7
< 0.2
5,100
400
4,080
0.2
0.7
< 0.2
3,830
300
1,840
0.12
0.7
< 0.2
5,100
400
3,060
0.15
0.7
< 0.2
2,990
300
2,250
0.15
0.8
< 0.2
2,990
300
2,990
0.2
0.8
< 0.2
5,980
600
5,980
0.2
0.8
< 0.2
5,980
600
7,480
0.25
0.8
< 0.2
3,990
400
3,600
0.18
0.8
< 0.2
4,980
500
4,980
0.2
0.8
< 0.2
3,990
400
3,000
0.15
0.8
< 0.2
3,990
400
3,990
0.2
0.8
< 0.2
2,990
300
1,800
0.12
0.8
< 0.2
3,990
400
3,000
0.15
0.8
< 0.2
2,390
300
2,160
0.15
0.88
< 0.2
2,390
300
2,870
0.2
0.88
<0.2
4,780
600
5,740
0.2
0.88
< 0.2
4,780
600
7,170
0.25
0.88
< 0.2
3,190
400
3,450
0.18
0.88
< 0.2
3,990
500
4,790
0.2
0.88
< 0.2
3,190
400
2,880
0.15
0.88
< 0.2
3,190
400
3,830
0.2
0.88
< 0.2
2,390
300
1,730
0.12
0.88
< 0.2
3,190
400
2,880
0.15
0.88
< 0.2
1,920
300
2,020
0.15
1
< 0.2
1,920
300
2,690
0.2
1
< 0.2
3,830
600
5,370
0.2
1
< 0.2
3,830
600
6,710
0.25
1
< 0.2
2,550
400
3,220
0.18
1
< 0.2
3,190
500
4,920
0.22
1
< 0.2
2,550
400
2,680
0.15
1
< 0.2
2,550
400
3,570
0.2
1
< 0.2
1,920
300
1,750
0.13
1
< 0.2
2,550
400
3,220
0.18
1
< 0.2
1,520
300
1,830
0.15
1.12
< 0.2
1,520
300
2,440
0.2
1.12
< 0.2
3,040
600
4,870
0.2
1.12
< 0.2
3,040
600
6,080
0.25
1.12
< 0.2
2,030
400
2,930
0.18
1.12
< 0.2
2,530
500
4,460
0.22
1.12
< 0.2
2,030
400
2,440
0.15
1.12
< 0.2
2,030
400
3,250
0.2
1.12
< 0.2
1,520
300
1,590
0.13
1.12
< 0.2
2,030
400
2,930
0.18
1.12
< 0.2
7,970
400
2,080
0.13
0.5
< 0.2
7,970
400
3,190
0.2
0.5
< 0.2
5,980
300
1,200
0.1
0.5
< 0.2
7,970
400
2,400
0.15
0.5
< 0.2
2,9901509000.153.6< 4
2,990150
1,200 0.23.6< 4
3,990200
1,2000.153.6< 4
4,980250
2,0000.23.6< 4
2,9901507200.123.6< 3
3,990200
1,2000.153.6< 4
2,9901506000.13.6< 2
3,990200
1,0400.133.6< 4
2,3901203400.07
3< 2
2,9901506000.13.6< 3
2,390150
1,0800.15
4< 4
2,390150
1,4400.24
< 4
3,190200
1,4400.15
4< 4
3,990250
2,4000.24
< 4
2,3901508700.12
4< 3
3,190200
1,4400.15
4< 4
2,3901507200.14
< 23,190200
1,2500.13
4< 4
1,9201204100.07
4< 2
2,3901507200.14
< 3
1,920150
1,1600.154.5< 4
1,920150
1,5400.24.5< 4
2,550200
1,5300.154.5< 4
3,190250
2,5600.24.5< 4
1,9201509300.124.5< 3
2,550200
1,5300.154.5< 4
1,9201507700.14.5< 2
2,550200
1,3300.134.5< 4
1,5301204300.074.5< 2
1,9201507700.14.5< 3
1,500150
1,1300.15
5< 4
1,500150
1,5000.25
< 4
2,000200
1,5000.15
5< 4
2,490250
3,1200.25
5< 4
1,5001509000.12
5< 3
2,000200
2,0000.25
< 4
1,5001507500.15
< 22,000200
2,0000.25
< 4
1,2001204200.07
5< 2
1,500150
1,1300.15
5< 3
1,200150
1,0800.155.7< 4
1,200150
1,4400.25.7< 4
1,600200
1,4400.155.7< 4
2,000250
3,0000.255.7< 4
1,2001508700.125.7< 3
1,600200
1,9200.25.7< 4
1,2001507200.15.7< 2
1,600200
1,9200.25.7< 4
9601204100.075.7< 2
1,200150
1,0800.155.7< 3
960150
1,0100.156.3< 4960150
1,3500.26.3< 4
1,280200
1,3500.156.3< 4
1,600250
2,8000.256.3< 4
9601508100.126.3< 3
1,280200
1,8000.26.3< 4
9601506800.16.3< 2
1,280200
1,8000.26.3< 4
7701203800.076.3< 2960150
1,0100.156.3< 3
760150920 0.157.1< 4760 150
1,2200.27.1< 4
1,020200
1,2300.157.1< 4
1,270250
2,5400.257.1< 4
7601507300.127.1< 3
1,020200
1,6400.27.1< 4
7601506100.17.1< 2
1,020200
1,6400.27.1< 4
6101203500.077.1< 27601509200.157.1< 3
Maximum fz (mm/t)
Maximum ae (mm)
※Red indicates primary recommended grade.
※Red indicates primary recommended grade.【Note】 Use nose corner radius rε0.8 insert.
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the
cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Roughing
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
Generalpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
Generalpurpose
WorkMaterial
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes)Tool dia.Dc
Overhang ratio
Recommendedgrade
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide ShankWorkMaterial
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes)Tool dia.Dc
Overhang ratio
Recommendedgrade
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
WorkMaterial
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
WorkMaterial
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
Finishing
14

Standard cutting conditions for vertical side finishing
Standard cutting conditions for vertical roughing
pf
ae
pf
ae
<0.3
<0.5
<0.3
<0.5
<0.3
<0.5
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)
※ATH08MMZ1000JP4120JS4060
ATH08MJP4120JS4060
<0.3
<0.5
<0.3
<0.5
<0.3
<0.5
<0.3
<0.5
Maximum fz (mm/t)
Maximum ae (mm)
<0.25<5
<0.25<5
<0.25<5
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)
※JS4060JP4120
ATH08MJP4120JS4060
<0.25<5
<0.25<5
<0.25<5
<0.25<5
5,980
300
1,560
0.13
0.5
< 0.2
5,980
300
1,800
0.15
0.5
< 0.2
11,950
600
4,780
0.2
0.5
< 0.2
11,950
600
4,780
0.2
0.5
< 0.2
7,970
400
2,400
0.15
0.5
< 0.2
9,960
500
3,990
0.2
0.5
< 0.2
4,780
300
1,870
0.13
0.6
< 0.2
4,780
300
2,160
0.15
0.6
< 0.2
9,560
600
5,740
0.2
0.6
< 0.2
9,560
600
5,740
0.2
0.6
< 0.2
6,370
400
2,870
0.15
0.6
< 0.2
7,970
500
4,790
0.2
0.6
< 0.2
6,370
400
2,490
0.13
0.6
< 0.2
6,370
400
3,830
0.2
0.6
< 0.2
4,780
300
1,440
0.1
0.6
< 0.2
6,370
400
2,870
0.15
0.6
< 0.2
3,830
300
2,300
0.15
0.7
< 0.2
3,830
300
3,070
0.2
0.7
< 0.2
7,650
600
6,120
0.2
0.7
< 0.2
7,650
600
7,650
0.25
0.7
< 0.2
5,100
400
3,680
0.18
0.7
< 0.2
6,370
500
5,100
0.2
0.7
< 0.2
5,100
400
3,060
0.15
0.7
< 0.2
5,100
400
4,080
0.2
0.7
< 0.2
3,830
300
1,840
0.12
0.7
< 0.2
5,100
400
3,060
0.15
0.7
< 0.2
2,990
300
2,250
0.15
0.8
< 0.2
2,990
300
2,990
0.2
0.8
< 0.2
5,980
600
5,980
0.2
0.8
< 0.2
5,980
600
7,480
0.25
0.8
< 0.2
3,990
400
3,600
0.18
0.8
< 0.2
4,980
500
4,980
0.2
0.8
< 0.2
3,990
400
3,000
0.15
0.8
< 0.2
3,990
400
3,990
0.2
0.8
< 0.2
2,990
300
1,800
0.12
0.8
< 0.2
3,990
400
3,000
0.15
0.8
< 0.2
2,390
300
2,160
0.15
0.88
< 0.2
2,390
300
2,870
0.2
0.88
<0.2
4,780
600
5,740
0.2
0.88
< 0.2
4,780
600
7,170
0.25
0.88
< 0.2
3,190
400
3,450
0.18
0.88
< 0.2
3,990
500
4,790
0.2
0.88
< 0.2
3,190
400
2,880
0.15
0.88
< 0.2
3,190
400
3,830
0.2
0.88
< 0.2
2,390
300
1,730
0.12
0.88
< 0.2
3,190
400
2,880
0.15
0.88
< 0.2
1,920
300
2,020
0.15
1
< 0.2
1,920
300
2,690
0.2
1
< 0.2
3,830
600
5,370
0.2
1
< 0.2
3,830
600
6,710
0.25
1
< 0.2
2,550
400
3,220
0.18
1
< 0.2
3,190
500
4,920
0.22
1
< 0.2
2,550
400
2,680
0.15
1
< 0.2
2,550
400
3,570
0.2
1
< 0.2
1,920
300
1,750
0.13
1
< 0.2
2,550
400
3,220
0.18
1
< 0.2
1,520
300
1,830
0.15
1.12
< 0.2
1,520
300
2,440
0.2
1.12
< 0.2
3,040
600
4,870
0.2
1.12
< 0.2
3,040
600
6,080
0.25
1.12
< 0.2
2,030
400
2,930
0.18
1.12
< 0.2
2,530
500
4,460
0.22
1.12
< 0.2
2,030
400
2,440
0.15
1.12
< 0.2
2,030
400
3,250
0.2
1.12
< 0.2
1,520
300
1,590
0.13
1.12
< 0.2
2,030
400
2,930
0.18
1.12
< 0.2
7,970
400
2,080
0.13
0.5
< 0.2
7,970
400
3,190
0.2
0.5
< 0.2
5,980
300
1,200
0.1
0.5
< 0.2
7,970
400
2,400
0.15
0.5
< 0.2
2,9901509000.153.6< 4
2,990150
1,200 0.23.6< 4
3,990200
1,2000.153.6< 4
4,980250
2,0000.23.6< 4
2,9901507200.123.6< 3
3,990200
1,2000.153.6< 4
2,9901506000.13.6< 2
3,990200
1,0400.133.6< 4
2,3901203400.07
3< 2
2,9901506000.13.6< 3
2,390150
1,0800.15
4< 4
2,390150
1,4400.24
< 4
3,190200
1,4400.15
4< 4
3,990250
2,4000.24
< 4
2,3901508700.12
4< 3
3,190200
1,4400.15
4< 4
2,3901507200.14
< 23,190200
1,2500.13
4< 4
1,9201204100.07
4< 2
2,3901507200.14
< 3
1,920150
1,1600.154.5< 4
1,920150
1,5400.24.5< 4
2,550200
1,5300.154.5< 4
3,190250
2,5600.24.5< 4
1,9201509300.124.5< 3
2,550200
1,5300.154.5< 4
1,9201507700.14.5< 2
2,550200
1,3300.134.5< 4
1,5301204300.074.5< 2
1,9201507700.14.5< 3
1,500150
1,1300.15
5< 4
1,500150
1,5000.25
< 4
2,000200
1,5000.15
5< 4
2,490250
3,1200.25
5< 4
1,5001509000.12
5< 3
2,000200
2,0000.25
< 4
1,5001507500.15
< 22,000200
2,0000.25
< 4
1,2001204200.07
5< 2
1,500150
1,1300.15
5< 3
1,200150
1,0800.155.7< 4
1,200150
1,4400.25.7< 4
1,600200
1,4400.155.7< 4
2,000250
3,0000.255.7< 4
1,2001508700.125.7< 3
1,600200
1,9200.25.7< 4
1,2001507200.15.7< 2
1,600200
1,9200.25.7< 4
9601204100.075.7< 2
1,200150
1,0800.155.7< 3
960150
1,0100.156.3< 4960150
1,3500.26.3< 4
1,280200
1,3500.156.3< 4
1,600250
2,8000.256.3< 4
9601508100.126.3< 3
1,280200
1,8000.26.3< 4
9601506800.16.3< 2
1,280200
1,8000.26.3< 4
7701203800.076.3< 2960150
1,0100.156.3< 3
760150920 0.157.1< 4760 150
1,2200.27.1< 4
1,020200
1,2300.157.1< 4
1,270250
2,5400.257.1< 4
7601507300.127.1< 3
1,020200
1,6400.27.1< 4
7601506100.17.1< 2
1,020200
1,6400.27.1< 4
6101203500.077.1< 27601509200.157.1< 3
Maximum fz (mm/t)
Maximum ae (mm)
※Red indicates primary recommended grade.
※Red indicates primary recommended grade.【Note】 Use nose corner radius rε0.8 insert.
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the
cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Roughing
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
Generalpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
Generalpurpose
WorkMaterial
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes)Tool dia.Dc
Overhang ratio
Recommendedgrade
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide ShankWorkMaterial
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes)Tool dia.Dc
Overhang ratio
Recommendedgrade
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
WorkMaterial
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
WorkMaterial
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
Finishing
15

Standard cutting conditions for contour roughing
Standard cutting conditions for CBN bottom finishing
※Red indicates primary recommended grade.
<0.8<1.0
<0.8<1.0
<0.8<1.0
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
※JP4120JS4060
JP4120JS4060
JM4160
JP4120JS4060
<0.8<1.0
<0.8<1.0
<0.8<1.0
<0.8<1.0
Maximum fz (mm/t)
Maximum ap (mm)
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
11,950600
2,3900.1
< 0.18~16
15,930800
3,8300.12< 0.18~16
9,960500
1,6000.08< 0.18~16
11,950600
2,8700.12< 0.18~16
9,560600
2,8700.1
< 0.110~2012,740
8004,5900.12< 0.110~20
7,970500
1,9200.08< 0.110~209,560600
3,4500.12< 0.110~20
7,650600
3,0600.1
< 0.112.5~2511,470
9005,5100.12< 0.1
12.5~25
6,370500
2,0400.08< 0.1
12.5~258,920700
4,2900.12< 0.1
12.5~25
5,980600
2,9900.1
< 0.116~328,960900
5,3800.12< 0.1
16~32
4,980500
2,0000.08< 0.1
16~326,970700
4,1900.12< 0.1
16~32
4,780600
2,8700.1
< 0.120~407,170900
5,1700.12< 0.1
20~40
3,990500
1,9200.08< 0.1
20~405,580700
4,020 0.12< 0.1
20~40
3,830600
2,6900.1
< 0.125~505,740900
4,8300.12< 0.1
25~50
3,190500
2,2400.1
< 0.125~504,460700
3,7500.12< 0.1
25~50
3,040600
2,4400.1
< 0.131~634,550900
4,370 0.12< 0.1
31~63
2,530500
2,0300.1
< 0.131~633,540700
3,4000.12< 0.1
31~63
BH250
BH250
2,590130
2,5900.50.513
1,80090
1,4400.40.513
2,590130
2,5900.50.513
2,990150
4,1900.70.513
3,990200
3,9900.50.513
3,590180
2,8800.40.513
3,990200
3,9900.50.513
3,990200
5,5900.70.513
2,590130
2,5900.50.413
2,590130
2,0800.40.413
2,590130
2,5900.50.413
2,590130
3,6300.70.513
2,590130
2,5900.50.313
2,590130
2,0800.40.313
2,590130
2,5900.50.313
2,590130
3,6300.70.413
1,80090
1,8000.50.2513
1,80090
1,4400.40.2513
1,80090
1,8000.50.2513
1,80090
2,5200.70.313
2,080130
3,1200.50.516
1,44090
1,7300.40.516
2,080130
3,1200.50.516
2,390150
5,0200.70.516
3,190200
4,7900.50.516
2,870180
3,4500.40.516
3,190200
4,7900.50.516
3,190200
6,7000.70.516
2,080130
3,1200.50.416
2,080130
2,5000.40.416
2,080130
3,1200.50.416
2,080130
4,370 0.70.516
2,080130
3,1200.50.316
2,080130
2,5000.40.316
2,080130
3,1200.50.316
2,080130
4,370 0.70.416
1,44090
2,1600.50.2516
1,44090
1,7300.40.2516
1,44090
2,1600.50.2516
1,44090
3,0300.70.316
1,660130
3,3200.50.520
1,15090
1,8400.40.520
1,660130
3,3200.50.520
1,920150
5,3800.70.520
2,550200
5,1000.50.520
2,300180
3,6800.40.520
2,550200
5,1000.50.520
2,550200
7,1400.70.520
1,660130
3,3200.50.420
1,660130
2,6600.40.420
1,660130
3,3200.50.420
1,660130
4,6500.70.520
1,660130
3,3200.50.320
1,660130
2,6600.40.320
1,660130
3,3200.50.320
1,660130
4,6500.70.420
1,15090
2,3000.50.2520
1,15090
1,8400.40.2520
1,15090
2,3000.50.2520
1,15090
3,2200.70.320
1,300130
3,2500.50.52590090
1,8000.40.525
1,300130
3,2500.50.525
1,500150
5,2500.70.525
2,000200
5,0000.50.525
1,800180
3,6000.40.525
2,000200
5,0000.50.525
2,000200
7,0000.70.525
1,300130
3,2500.50.425
1,300130
2,6000.40.425
1,300130
3,2500.50.425
1,300130
4,5500.70.525
1,300130
3,2500.50.325
1,300130
2,6000.40.325
1,300130
3,2500.50.325
1,300130
4,5500.70.425
90090
2,2500.50.252590090
1,8000.40.252590090
2,2500.50.252590090
3,1500.70.325
1,040130
3,1200.50.532
720 90
1,7300.40.532
1,040130
3,1200.50.532
1,200150
5,0400.70.532
1,600200
4,8000.50.532
1,440180
3,4600.40.532
1,600200
4,8000.50.532
1,600200
6,7200.70.532
1,040130
3,1200.50.432
1,040130
2,5000.40.432
1,040130
3,1200.50.432
1,040130
4,3700.70.532
1,040130
3,1200.50.332
1,040130
2,5000.40.332
1,040130
3,1200.50.332
1,040130
4,3700.70.432
72090
2,1600.50.253272090
1,7300.40.253272090
2,1600.50.253272090
3,0300.70.332
830130
2,9100.50.540830130
2,3300.40.540960150
3,3600.50.540960150
4,7100.70.540
1,280200
4,4800.50.540
1,280200
3,5900.40.540
1,470230
5,1500.50.540
1,280200
6,2800.70.540
830130
2,9100.50.440830130
2,3300.40.440
1,150180
4,0300.50.440830130
4,0700.70.540
830130
2,9100.50.340830130
2,3300.40.340830130
2,9100.50.340830130
4,0700.70.440
58090
2,0300.50.254058090
1,6300.40.2540640100
2,2400.50.254058090
2,8500.70.340
660130
2,6400.50.55046090
1,4800.40.550660130
2,6400.50.550760150
4,2600.70.550
1,020200
4,0800.50.550910180
2,9200.40.550
1,020200
4,0800.50.550
1,020200
5,7200.70.550
660130
2,6400.50.450660130
2,1200.40.450660130
2,640 0.50.450
660 130
3,7000.70.550
660130
2,6400.50.350
660130
2,1200.40.350
660130
2,6400.50.350
660130
3,7000.70.450
46090
1,8400.5
0.2550
46090
1,4800.4
0.2550
46090
1,8400.5
0.2550
460 90
2,5800.70.350
apae
apae
【Note】 Use nose corner radius rε2 insert.
Roughing
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank 3Dc‐5Dc
<3DcHigh-speed
cutting3Dc‐5Dc
<3DcHigh-speed
cutting
WorkMaterial
Recommendedgrade
Stainless SteelsSUS
Cast IronFCFCD
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30HRC or less)
WorkMaterial
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the
cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Planing Slotting Die-sinking Profiling
WorkMaterial
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
WorkMaterial
Tool dia.Dc
Overhang ratio
Tool dia.Dc
Overhang ratio
Recommendedgrade
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Finishing
16

Standard cutting conditions for contour roughing
Standard cutting conditions for CBN bottom finishing
※Red indicates primary recommended grade.
<0.8<1.0
<0.8<1.0
<0.8<1.0
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
※JP4120JS4060
JP4120JS4060
JM4160
JP4120JS4060
<0.8<1.0
<0.8<1.0
<0.8<1.0
<0.8<1.0
Maximum fz (mm/t)
Maximum ap (mm)
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
11,950600
2,3900.1
< 0.18~16
15,930800
3,8300.12< 0.18~16
9,960500
1,6000.08< 0.18~16
11,950600
2,8700.12< 0.18~16
9,560600
2,8700.1
< 0.110~2012,740
8004,5900.12< 0.110~20
7,970500
1,9200.08< 0.110~209,560600
3,4500.12< 0.110~20
7,650600
3,0600.1
< 0.112.5~2511,470
9005,5100.12< 0.1
12.5~25
6,370500
2,0400.08< 0.1
12.5~258,920700
4,2900.12< 0.1
12.5~25
5,980600
2,9900.1
< 0.116~328,960900
5,3800.12< 0.1
16~32
4,980500
2,0000.08< 0.1
16~326,970700
4,1900.12< 0.1
16~32
4,780600
2,8700.1
< 0.120~407,170900
5,1700.12< 0.120~40
3,990500
1,9200.08< 0.120~405,580700
4,020 0.12< 0.120~40
3,830600
2,6900.1
< 0.125~505,740900
4,8300.12< 0.125~50
3,190500
2,2400.1
< 0.125~504,460700
3,7500.12< 0.125~50
3,040600
2,4400.1
< 0.131~634,550900
4,370 0.12< 0.131~63
2,530500
2,0300.1
< 0.131~633,540700
3,4000.12< 0.131~63
BH250
BH250
2,590130
2,5900.50.513
1,80090
1,4400.40.513
2,590130
2,5900.50.513
2,990150
4,1900.70.513
3,990200
3,9900.50.513
3,590180
2,8800.40.513
3,990200
3,9900.50.513
3,990200
5,5900.70.513
2,590130
2,5900.50.413
2,590130
2,0800.40.413
2,590130
2,5900.50.413
2,590130
3,6300.70.513
2,590130
2,5900.50.313
2,590130
2,0800.40.313
2,590130
2,5900.50.313
2,590130
3,6300.70.413
1,80090
1,8000.50.2513
1,80090
1,4400.40.2513
1,80090
1,8000.50.2513
1,80090
2,5200.70.313
2,080130
3,1200.50.516
1,44090
1,7300.40.516
2,080130
3,1200.50.516
2,390150
5,0200.70.516
3,190200
4,7900.50.516
2,870180
3,4500.40.516
3,190200
4,7900.50.516
3,190200
6,7000.70.516
2,080130
3,1200.50.416
2,080130
2,5000.40.416
2,080130
3,1200.50.416
2,080130
4,370 0.70.516
2,080130
3,1200.50.316
2,080130
2,5000.40.316
2,080130
3,1200.50.316
2,080130
4,370 0.70.416
1,44090
2,1600.50.2516
1,44090
1,7300.40.2516
1,44090
2,1600.50.2516
1,44090
3,0300.70.316
1,660130
3,3200.50.520
1,15090
1,8400.40.520
1,660130
3,3200.50.520
1,920150
5,3800.70.520
2,550200
5,1000.50.520
2,300180
3,6800.40.520
2,550200
5,1000.50.520
2,550200
7,1400.70.520
1,660130
3,3200.50.420
1,660130
2,6600.40.420
1,660130
3,3200.50.420
1,660130
4,6500.70.520
1,660130
3,3200.50.320
1,660130
2,6600.40.320
1,660130
3,3200.50.320
1,660130
4,6500.70.420
1,15090
2,3000.50.2520
1,15090
1,8400.40.2520
1,15090
2,3000.50.2520
1,15090
3,2200.70.320
1,300130
3,2500.50.52590090
1,8000.40.525
1,300130
3,2500.50.525
1,500150
5,2500.70.525
2,000200
5,0000.50.525
1,800180
3,6000.40.525
2,000200
5,0000.50.525
2,000200
7,0000.70.525
1,300130
3,2500.50.425
1,300130
2,6000.40.425
1,300130
3,2500.50.425
1,300130
4,5500.70.525
1,300130
3,2500.50.325
1,300130
2,6000.40.325
1,300130
3,2500.50.325
1,300130
4,5500.70.425
90090
2,2500.50.252590090
1,8000.40.252590090
2,2500.50.252590090
3,1500.70.325
1,040130
3,1200.50.532
720 90
1,7300.40.532
1,040130
3,1200.50.532
1,200150
5,0400.70.532
1,600200
4,8000.50.532
1,440180
3,4600.40.532
1,600200
4,8000.50.532
1,600200
6,7200.70.532
1,040130
3,1200.50.432
1,040130
2,5000.40.432
1,040130
3,1200.50.432
1,040130
4,3700.70.532
1,040130
3,1200.50.332
1,040130
2,5000.40.332
1,040130
3,1200.50.332
1,040130
4,3700.70.432
72090
2,1600.50.253272090
1,7300.40.253272090
2,1600.50.253272090
3,0300.70.332
830130
2,9100.50.540830130
2,3300.40.540960150
3,3600.50.540960150
4,7100.70.540
1,280200
4,4800.50.540
1,280200
3,5900.40.540
1,470230
5,1500.50.540
1,280200
6,2800.70.540
830130
2,9100.50.440830130
2,3300.40.440
1,150180
4,0300.50.440830130
4,0700.70.540
830130
2,9100.50.340830130
2,3300.40.340830130
2,9100.50.340830130
4,0700.70.440
58090
2,0300.50.254058090
1,6300.40.2540640100
2,2400.50.254058090
2,8500.70.340
660130
2,6400.50.55046090
1,4800.40.550660130
2,6400.50.550760150
4,2600.70.550
1,020200
4,0800.50.550910180
2,9200.40.550
1,020200
4,0800.50.550
1,020200
5,7200.70.550
660130
2,6400.50.450660130
2,1200.40.450660130
2,640 0.50.450
660 130
3,7000.70.550
660130
2,6400.50.350660130
2,1200.40.350660130
2,6400.50.350660130
3,7000.70.450
46090
1,8400.50.255046090
1,4800.40.255046090
1,8400.50.2550
460 90
2,5800.70.350
apae
apae
【Note】 Use nose corner radius rε2 insert.
Roughing
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank
3Dc‐5Dc<3Dc
High-speed cutting
Modular Carbide Shank 3Dc‐5Dc
<3DcHigh-speed
cutting3Dc‐5Dc
<3DcHigh-speed
cutting
WorkMaterial
Recommendedgrade
Stainless SteelsSUS
Cast IronFCFCD
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30HRC or less)
WorkMaterial
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the
cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Planing Slotting Die-sinking Profiling
WorkMaterial
Stainless SteelsSUS
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Carbon SteelsAlloy Steels(30~45HRC)
WorkMaterial
Tool dia.Dc
Overhang ratio
Tool dia.Dc
Overhang ratio
Recommendedgrade
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cuttingGeneralpurpose
Finishing
17

Standard cutting conditions for CBN side finishing
Standard cutting conditions for CBN vertical side finishing
15,930800
2,2400.07
2< 0.1
19,9101,0004,7800.12
2< 0.1
15,930800
2,2400.071.5
< 0.115,930
8003,8300.121.5
< 0.1
11,950600
1,6800.07
1< 0.1
15,930800
3,1900.11
< 0.1
11,950600
1,2000.050.7
< 0.115,930
8003,190
0.10.7
< 0.1
12,740800
3,8300.12
< 0.115,9301,0005,7400.12
2< 0.1
12,740800
3,8300.11.5
< 0.112,740
8004,5900.121.5
< 0.1
9,560600
2,0100.07
1< 0.1
12,740800
3,8300.11
< 0.1
9,560600
2,0100.070.7
< 0.112,740
8003,830
0.10.7
< 0.1
10,200800
4,0800.12
< 0.112,7401,0006,1200.12
2< 0.1
10,200800
4,0800.11.5
< 0.110,200
8004,9000.121.5
< 0.1
7,650600
2,1500.07
1< 0.1
10,200800
4,0800.11
< 0.1
7,650600
2,1500.070.7
< 0.110,200
8004,080
0.10.7
< 0.1
7,970800
3,9900.12
< 0.111,9501,2007,1700.12
2< 0.1
7,970800
3,9900.11.5
< 0.19,9601,0005,9800.121.5
< 0.1
5,980600
2,1000.07
1< 0.18,960900
4,480 0.11
< 0.1
5,980600
2,1000.070.7
< 0.17,970800
3,9900.10.7
< 0.1
6,370800
3,8300.12
< 0.19,5601,2006,8900.12
2< 0.1
6,370800
3,8300.11.5
< 0.17,9701,0005,7400.121.5
< 0.1
4,780600
2,0100.07
1< 0.17,170900
4,3100.11
< 0.1
4,780600
2,0100.070.7
< 0.16,370800
3,8300.10.7
< 0.1
5,100800
3,5700.12
< 0.17,6501,2006,4300.12
2< 0.1
5,100800
3,5700.12
< 0.16,3701,0005,3600.121.5
< 0.1
3,830600
1,8800.071.5
< 0.15,740900
4,0200.11
< 0.1
3,830600
1,8800.07
1< 0.15,100800
3,5700.10.7
< 0.1
4,050800
3,2400.12
< 0.16,0701,2005,8300.12
2< 0.1
4,050800
3,2400.12
< 0.15,0601,0004,8600.121.5
< 0.1
3,040600
1,7100.071.5
< 0.14,550900
3,6400.11
< 0.1
3,040600
1,7100.07
1< 0.14,050800
3,2400.10.7
< 0.1
BH250
BH250
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
BH250
BH250
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)
15,930
800
2,240
0.07
< 0.5
< 0.1
19,910
1,000
4,780
0.12
< 0.5
< 0.1
15,930
800
2,240
0.07
< 0.5
< 0.1
15,930
800
3,830
0.12
< 0.5
< 0.1
11,950
600
1,680
0.07
< 0.5
< 0.1
15,930
800
3,190
0.1
< 0.5
< 0.1
11,950
600
1,200
0.05
< 0.5
< 0.1
15,930
800
3,190
0.1
< 0.5
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
15,930
1,000
5,740
0.12
< 0.6
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
12,740
800
4,590
0.12
< 0.6
< 0.1
9,560
600
2,010
0.07
< 0.6
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
9,560
600
2,010
0.07
< 0.6
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
12,740
1,000
6,120
0.12
< 0.7
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
10,200
800
4,900
0.12
< 0.7
< 0.1
7,650
600
2,150
0.07
< 0.7
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
7,650
600
2,150
0.07
< 0.7
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
7,970
800
3,990
0.1
< 0.8
< 0.1
11,950
1,200
7,170
0.12
< 0.8
< 0.1
7,970
800
3,990
0.1
< 0.8
< 0.1
9,960
1,000
5,980
0.12
< 0.8
< 0.1
5,980
600
2,100
0.07
< 0.8
< 0.1
8,960
900
4,480
0.1
< 0.8
< 0.1
5,980
600
2,100
0.07
< 0.8
< 0.1
7,970
800
3,990
0.1
< 0.8
< 0.1
6,370
800
3,830
0.1
< 0.88
< 0.1
9,560
1200
6,890
0.12
< 0.88
< 0.1
6,370
800
3,830
0.1
< 0.88
< 0.1
7,970
1000
5,740
0.12
< 0.88
< 0.1
4,780
600
2,010
0.07
< 0.88
< 0.1
7,170
900
4,310
0.1
< 0.88
< 0.1
4,780
600
2,010
0.07
< 0.88
< 0.1
6,370
800
3,830
0.1
< 0.88
< 0.1
5,100
800
3,570
0.1
< 1
< 0.1
7,650
1200
6,430
0.12
< 1
< 0.1
5,100
800
3,570
0.1
< 1
< 0.1
6,370
1000
5,360
0.12
< 1
< 0.1
3,830
600
2,690
0.1
< 1
< 0.1
5,740
900
4,020
0.1
< 1
< 0.1
3,830
600
2,690
0.1
< 1
< 0.1
5,100
800
3,570
0.1
< 1
< 0.1
4,050
800
3,240
0.1
< 1.12
< 0.1
6,070
1,200
5,830
0.12
< 1.12
< 0.1
4,050
800
3,240
0.1
< 1.12
< 0.1
5,060
1,000
4,860
0.12
< 1.12
< 0.1
3,040
600
2,440
0.1
< 1.12
< 0.1
4,550
900
3,640
0.1
< 1.12
< 0.1
3,040
600
2,440
0.1
< 1.12
< 0.1
4,050
800
3,240
0.1
< 1.12
< 0.1
ae ap
pf
ae
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the
cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Finishing
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc 3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
<3Dc 3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
WorkMaterial
WorkMaterial
Tool dia.Dc
Overhang ratio
Recommendedgrade
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
<3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
WorkMaterial
WorkMaterial
Tool dia.Dc
Overhang ratio
Recommendedgrade
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Finishing
18

Standard cutting conditions for CBN side finishing
Standard cutting conditions for CBN vertical side finishing
15,930800
2,2400.07
2< 0.1
19,9101,0004,7800.12
2< 0.1
15,930800
2,2400.071.5
< 0.115,930
8003,8300.121.5
< 0.1
11,950600
1,6800.07
1< 0.1
15,930800
3,1900.11
< 0.1
11,950600
1,2000.050.7
< 0.115,930
8003,190
0.10.7
< 0.1
12,740800
3,8300.12
< 0.115,9301,0005,7400.12
2< 0.1
12,740800
3,8300.11.5
< 0.112,740
8004,5900.121.5
< 0.1
9,560600
2,0100.07
1< 0.1
12,740800
3,8300.11
< 0.1
9,560600
2,0100.070.7
< 0.112,740
8003,830
0.10.7
< 0.1
10,200800
4,0800.12
< 0.112,7401,0006,1200.12
2< 0.1
10,200800
4,0800.11.5
< 0.110,200
8004,9000.121.5
< 0.1
7,650600
2,1500.07
1< 0.1
10,200800
4,0800.11
< 0.1
7,650600
2,1500.070.7
< 0.110,200
8004,080
0.10.7
< 0.1
7,970800
3,9900.12
< 0.111,9501,2007,1700.12
2< 0.1
7,970800
3,9900.11.5
< 0.19,9601,0005,9800.121.5
< 0.1
5,980600
2,1000.07
1< 0.18,960900
4,480 0.11
< 0.1
5,980600
2,1000.070.7
< 0.17,970800
3,9900.10.7
< 0.1
6,370800
3,8300.12
< 0.19,5601,2006,8900.12
2< 0.1
6,370800
3,8300.11.5
< 0.17,9701,0005,7400.121.5
< 0.1
4,780600
2,0100.07
1< 0.17,170900
4,3100.11
< 0.1
4,780600
2,0100.070.7
< 0.16,370800
3,8300.10.7
< 0.1
5,100800
3,5700.12
< 0.17,6501,2006,4300.12
2< 0.1
5,100800
3,5700.12
< 0.16,3701,0005,3600.121.5
< 0.1
3,830600
1,8800.071.5
< 0.15,740900
4,0200.11
< 0.1
3,830600
1,8800.07
1< 0.15,100800
3,5700.10.7
< 0.1
4,050800
3,2400.12
< 0.16,0701,2005,8300.12
2< 0.1
4,050800
3,2400.12
< 0.15,0601,0004,8600.121.5
< 0.1
3,040600
1,7100.071.5
< 0.14,550900
3,6400.11
< 0.1
3,040600
1,7100.07
1< 0.14,050800
3,2400.10.7
< 0.1
BH250
BH250
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)ap (mm)ae (mm)
BH250
BH250
n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)n (min-1)vc (m/min)v f (mm/min)f z (mm/t)pf (mm)ae (mm)
15,930
800
2,240
0.07
< 0.5
< 0.1
19,910
1,000
4,780
0.12
< 0.5
< 0.1
15,930
800
2,240
0.07
< 0.5
< 0.1
15,930
800
3,830
0.12
< 0.5
< 0.1
11,950
600
1,680
0.07
< 0.5
< 0.1
15,930
800
3,190
0.1
< 0.5
< 0.1
11,950
600
1,200
0.05
< 0.5
< 0.1
15,930
800
3,190
0.1
< 0.5
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
15,930
1,000
5,740
0.12
< 0.6
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
12,740
800
4,590
0.12
< 0.6
< 0.1
9,560
600
2,010
0.07
< 0.6
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
9,560
600
2,010
0.07
< 0.6
< 0.1
12,740
800
3,830
0.1
< 0.6
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
12,740
1,000
6,120
0.12
< 0.7
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
10,200
800
4,900
0.12
< 0.7
< 0.1
7,650
600
2,150
0.07
< 0.7
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
7,650
600
2,150
0.07
< 0.7
< 0.1
10,200
800
4,080
0.1
< 0.7
< 0.1
7,970
800
3,990
0.1
< 0.8
< 0.1
11,950
1,200
7,170
0.12
< 0.8
< 0.1
7,970
800
3,990
0.1
< 0.8
< 0.1
9,960
1,000
5,980
0.12
< 0.8
< 0.1
5,980
600
2,100
0.07
< 0.8
< 0.1
8,960
900
4,480
0.1
< 0.8
< 0.1
5,980
600
2,100
0.07
< 0.8
< 0.1
7,970
800
3,990
0.1
< 0.8
< 0.1
6,370
800
3,830
0.1
< 0.88
< 0.1
9,560
1200
6,890
0.12
< 0.88
< 0.1
6,370
800
3,830
0.1
< 0.88
< 0.1
7,970
1000
5,740
0.12
< 0.88
< 0.1
4,780
600
2,010
0.07
< 0.88
< 0.1
7,170
900
4,310
0.1
< 0.88
< 0.1
4,780
600
2,010
0.07
< 0.88
< 0.1
6,370
800
3,830
0.1
< 0.88
< 0.1
5,100
800
3,570
0.1
< 1
< 0.1
7,650
1200
6,430
0.12
< 1
< 0.1
5,100
800
3,570
0.1
< 1
< 0.1
6,370
1000
5,360
0.12
< 1
< 0.1
3,830
600
2,690
0.1
< 1
< 0.1
5,740
900
4,020
0.1
< 1
< 0.1
3,830
600
2,690
0.1
< 1
< 0.1
5,100
800
3,570
0.1
< 1
< 0.1
4,050
800
3,240
0.1
< 1.12
< 0.1
6,070
1,200
5,830
0.12
< 1.12
< 0.1
4,050
800
3,240
0.1
< 1.12
< 0.1
5,060
1,000
4,860
0.12
< 1.12
< 0.1
3,040
600
2,440
0.1
< 1.12
< 0.1
4,550
900
3,640
0.1
< 1.12
< 0.1
3,040
600
2,440
0.1
< 1.12
< 0.1
4,050
800
3,240
0.1
< 1.12
< 0.1
ae ap
pf
ae
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.④Please note that the JS coating does not cause a reaction in conductive touch sensors.⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).⑧Due to fire risks do not use neat cutting oil as a coolant.⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If vibrations are a concern due to the
cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
【Note】
Finishing
<3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc 3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
<3Dc 3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
WorkMaterial
WorkMaterial
Tool dia.Dc
Overhang ratio
Recommendedgrade
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
<3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc
3Dc‐5Dc
5Dc‐7Dc >7DcHigh-speed
cutting
Modular Carbide Shank <3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
<3Dc3Dc‐5Dc
5Dc‐7Dc >7Dc
High-speedcutting
WorkMaterial
WorkMaterial
Tool dia.Dc
Overhang ratio
Recommendedgrade
φ20(3 Flutes) φ25(4 Flutes)φ16(2 Flutes) φ40(6 Flutes)φ32(5 Flutes) φ50(7 Flutes) φ63(8 Flutes)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Cast IronFCFCD
Carbon SteelsAlloy Steels(30HRC or less)
Finishing
19

Cutting conditions for cutting aluminum alloy and copper using SD5010
Cutting conditions for bottom finishing:ae=0.5Dc~0.7Dcapae
ae ap
Cutting conditions for side finishing :ae≦0.2mm
【Note】
Cutting conditions for vertical roughing
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②When L/D = 4 or higher, reduce the rotation speed and feed rate by 60% (set them to 0.4 times the values shown above).③Use on a machine equipped with splashguards. During use, be sure to wear protective equipment such as safety glasses, and always perform work in a safe environment.④When using a machine that cannot provide the rotation speed shown above, set the highest rotation speed possible and calculate the feed rate using the f z value.⑤Be sure to use this tool at rotation speeds within the acceptable range for the milling chuck being used. If the acceptable rotation speed range is below the rotation speed shown above, set the highest acceptable rotation speed and calculate the feed rate using the f z value.
pf
ae
Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)
Work material φ162ft.15,9003,1800.18000.2
12,7002,5400.16400.2
5,9701,1900.13000.2
φ182ft.15,9003,1800.19000.2
12,7002,5400.17200.2
5,3001,0600.13000.2
φ203ft.15,9004,7700.1
1,0000.2
12,7003,8100.18000.2
4,7701,4300.13000.2
φ223ft.15,9004,7700.1
1,1000.2
12,7003,8100.18800.2
4,3401,3000.13000.2
φ254ft.15,3006,1200.1
1,2000.2
12,2004,9000.19600.2
3,8201,5300.13000.2
φ284ft.13,6405,4600.1
1,2000.2
10,9004,3600.19600.2
3,4101,3600.13000.2
φ304ft.12,7305,0900.1
1,2000.2
10,1904,0800.19600.2
3,1801,2700.13000.2
φ325ft.11,9404,7800.081,2000.2
9,5503,8200.089600.2
2,9801,1900.083000.2
φ355ft.10,9104,3600.081,2000.2
8,7303,4900.089600.2
2,7301,0900.083000.2
φ406ft.9,5504,5800.081,2000.2
7,6403,6700.089600.2
2,3901,1500.083000.2
φ507ft.7,6403,2100.061,2000.2
6,1102,5700.069600.2
1,9108000.063000.2
φ638ft.6,0602,9100.061,2000.2
4,8502,3300.069600.2
1,5207300.063000.2
Expanded aluminum alloy materialA5052,A7075, etc. (Air-blow or wet: Water-soluble agent)
Cast aluminum alloy materialAC4A,ADC12, etc. (Air-blow or wet: Water-soluble agent)
Pure copperC1100,C1020, etc. (Wet: Water-soluble agent)
φ162ft.15,9004,7700.158002
12,7003,8100.156402
5,9701,7900.153002
φ182ft.15,9004,7700.159002
12,7003,8100.157202
5,3001,5900.153002
φ203ft.15,9007,1600.151,000
212,7005,7200.158002
4,7702,1500.153002
φ223ft.15,9007,1600.151,100
212,7005,7200.158802
4,3401,9500.153002
φ254ft.15,3009,1800.151,200
212,2007,3200.159602
3,8202,2900.153002
φ284ft.13,6408,1800.151,200
210,9006,5400.159602
3,4102,0500.153002
φ304ft.12,7307,6400.151,200
210,1906,1000.159602
3,1801,9100.153002
φ325ft.11,9408,9600.151,200
29,5507,1600.159602
2,9802,2400.153002
φ355ft.10,9108,1800.151,200
28,7306,5500.159602
2,7302,7300.23002
φ406ft.9,55010,3000.181,200
27,6408,2500.189602
2,3902,8700.23002
φ507ft.7,64010,7000.2
1,2002
6,1108,5500.29602
1,9103,3400.253002
φ638ft.6,0609,7000.2
1,2002
4,8507,7600.29602
1,5203,0400.253002
Work material
Expanded aluminum alloy materialA5052,A7075, etc. (Air-blow or wet: Water-soluble agent)
Cast aluminum alloy materialAC4A,ADC12, etc. (Air-blow or wet: Water-soluble agent)
Pure copperC1100,C1020, etc. (Wet: Water-soluble agent)
Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)
Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Pick feed p f (mm)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Pick feed p f (mm)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Pick feed p f (mm)Cutting depth ap (mm)
φ162ft.15,9004,7700.158003.54
12,7003,8100.156403.54
5,9701,7900.153003.54
φ182ft.15,9004,7700.1590044
12,7003,8100.1572044
5,3001,5900.1530044
φ203ft.15,9007,1600.151,000
44
12,7005,7200.1580044
4,7702,1500.1530044
φ223ft.15,9007,1600.151,100
44
12,7005,7200.1588044
4,3401,9500.1530044
φ254ft.15,3009,1800.151,2004.54
12,2007,3200.159604.54
3,8202,2900.153004.54
φ284ft.13,6408,1800.151,2004.54
10,9006,5400.159604.54
3,4102,0500.153004.54
φ304ft.12,7307,6400.151,200
54
10,1906,1000.1596054
3,1801,9100.1530054
φ325ft.11,9408,9600.151,200
54
9,5507,1600.1596054
2,9802,2400.1530054
φ355ft.10,9108,1800.151,2005.54
8,7306,5500.159605.54
2,7302,0500.153005.54
φ406ft.9,5508,6000.151,200
64
7,6406,8800.1596064
2,3902,1500.1530064
φ507ft.7,6408,0200.151,2006.54
6,1106,4200.159606.54
1,9102,0000.153006.54
φ638ft.6,0607,2700.151,200
74
4,8505,8200.1596074
1,5201,8200.1530074
Work material
Expanded aluminum alloy materialA5052,A7075, etc. (Air-blow or wet: Water-soluble agent)
Cast aluminum alloy materialAC4A,ADC12, etc. (Air-blow or wet: Water-soluble agent)
Pure copperC1100,C1020, etc. (Wet: Water-soluble agent)
F ie ld data
Cutting performance: vc-T diagrams for various finishing
●vc-T diagrams for bottom finishing ●vc-T diagrams for side finishingWork Material : S50C(220HB)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(32HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(40HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
被削材 Work Material : SKD11(61HRC)使用工具 Tools : ASPVM2020R‐3アーバ Arbor : BT30‐10.5‐20‐18インサート Insert : MPHW060308ZEL‐1.5(ATH08M)突き出し Overhang : 50mm使用機械 Machine used : 縦型 Vertical type (BT30)1刃当りの送り Feed rate per flute : 0.05、0.1mm/t切込み Depth of cut : ap×ae=0.2×10mmエアー Air
被削材 Work Material : FC250使用工具 Tools : ASPVB2050R‐7アーバ Arbor : BT50‐22.225‐50‐50インサート Insert : MPHW060308ZEL‐1.5(ATH08M)突き出し Overhang : 100mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.15mm/t切込み Depth of cut : ap×ae=0.2×40mmエアー Air
【 Carbon Steels 】 被削材 Work Material : S50C(220HB)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
被削材 Work Material : プリハードン鋼HPM7 Pre-Harden Steels HPM7 (32HRC)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
被削材 Work Material : プリハードン鋼 Pre-Harden Steels (40HRC)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0 .1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
被削材 Work Material : SKD61(48HRC)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
ae apapae
【 】Material for plastic mold
【 】Material for plastic mold
【冷間ダイス鋼】Cold-worked die steel
【鋳鉄】Cast Iron
【炭素鋼】Carbon Steels
【プラスチック金型鋼】Material for plastic mold
【プラスチック金型鋼】Material for plastic mold
【熱間ダイス網】Hot-worked die steel
100
200
400
600
1,000
10 100 200 300 500
切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
100
200
400
600
1,000
10 100 200 300 500切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
vcC
uttin
g sp
eed
(m/m
in)
T Cutting time (min)
500
300
200
100
10 60 100 200
vcC
uttin
g sp
eed
(m/m
in)
500
300
200
100
10 60 100 200T Cutting time (min)
vcC
uttin
g sp
eed
(m/m
in)
T Cutting time (min)
500
300
200
100
10 60 100 200
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
15010080
50
30
100505 10 250切削時間T Cutting time (min)
f z=0.05mm/t
f z=0.1mm/t
100
800
200
400
1,000
10 100 200 300 500 1,000 1,200
切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
100
800
200
400
1,000
切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
10 100 200 300 500 1,000
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
切削時間T Cutting time (min)
1,000800
400
200
10010 100 300 500 1,000200
●vc-T diagrams for bottom finishing ●vc-T diagrams for side finishingWork Material : S50C(220HB)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(32HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(40HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : SKD11(61HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.05、0.1mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : FC250Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐50‐50Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 100mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×40mmAir
【 Carbon Steels 】 Work Material : S50C(220HB)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
Work Material : Pre-Harden Steels HPM7 (32HRC)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
Work Material : Pre-Harden Steels (40HRC)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
Work Material : SKD61(48HRC)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
【 】Material for plastic mold
【 】Material for plastic mold
【 】Hot-worked die steel
【 】Material for plastic mold
【 】Material for plastic mold
【 】Cold-worked die steel
【 Cast Iron 】
※Tool life shown is for flank wear width of 0.2mm.
【 Carbon Steels 】
※Tool life shown is for flank wear width of 0.15mm.
100
200
400
600
1,000
10 100 200 300 500
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
100
200
400
600
1,000
10 100 200 300 500Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
Cut
ting
spee
d vc
(m/m
in)
Cutting time T (min)
500
300
200
100
10 60 100 200
Cut
ting
spee
d vc
(m/m
in)
500
300
200
100
10 60 100 200Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
Cutting time T (min)
500
300
200
100
10 60 100 200
Cut
ting
spee
d vc
(m/m
in)
15010080
50
30
100505 10 250Cutting time T (min)
f z=0.05mm/t
f z=0.1mm/t
100
800
200
400
1,000
10 100 200 300 500 1,000 1,200
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
100
800
200
400
1,000
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
10 100 200 300 500 1,000Cut
ting
spee
d vc
(m/m
in)
Cutting time T (min)
1,000800
400
200
10010 100 300 500 1,000200
20

Cutting conditions for cutting aluminum alloy and copper using SD5010
Cutting conditions for bottom finishing:ae=0.5Dc~0.7Dcapae
ae ap
Cutting conditions for side finishing :ae≦0.2mm
【Note】
Cutting conditions for vertical roughing
①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.②When L/D = 4 or higher, reduce the rotation speed and feed rate by 60% (set them to 0.4 times the values shown above).③Use on a machine equipped with splashguards. During use, be sure to wear protective equipment such as safety glasses, and always perform work in a safe environment.④When using a machine that cannot provide the rotation speed shown above, set the highest rotation speed possible and calculate the feed rate using the f z value.⑤Be sure to use this tool at rotation speeds within the acceptable range for the milling chuck being used. If the acceptable rotation speed range is below the rotation speed shown above, set the highest acceptable rotation speed and calculate the feed rate using the f z value.
pf
ae
Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)
Work material φ162ft.15,9003,1800.18000.2
12,7002,5400.16400.2
5,9701,1900.13000.2
φ182ft.15,9003,1800.19000.2
12,7002,5400.17200.2
5,3001,0600.13000.2
φ203ft.15,9004,7700.1
1,0000.2
12,7003,8100.18000.2
4,7701,4300.13000.2
φ223ft.15,9004,7700.1
1,1000.2
12,7003,8100.18800.2
4,3401,3000.13000.2
φ254ft.15,3006,1200.1
1,2000.2
12,2004,9000.19600.2
3,8201,5300.13000.2
φ284ft.13,6405,4600.1
1,2000.2
10,9004,3600.19600.2
3,4101,3600.13000.2
φ304ft.12,7305,0900.1
1,2000.2
10,1904,0800.19600.2
3,1801,2700.13000.2
φ325ft.11,9404,7800.081,2000.2
9,5503,8200.089600.2
2,9801,1900.083000.2
φ355ft.10,9104,3600.081,2000.2
8,7303,4900.089600.2
2,7301,0900.083000.2
φ406ft.9,5504,5800.081,2000.2
7,6403,6700.089600.2
2,3901,1500.083000.2
φ507ft.7,6403,2100.061,2000.2
6,1102,5700.069600.2
1,9108000.063000.2
φ638ft.6,0602,9100.061,2000.2
4,8502,3300.069600.2
1,5207300.063000.2
Expanded aluminum alloy materialA5052,A7075, etc. (Air-blow or wet: Water-soluble agent)
Cast aluminum alloy materialAC4A,ADC12, etc. (Air-blow or wet: Water-soluble agent)
Pure copperC1100,C1020, etc. (Wet: Water-soluble agent)
φ162ft.15,9004,7700.158002
12,7003,8100.156402
5,9701,7900.153002
φ182ft.15,9004,7700.159002
12,7003,8100.157202
5,3001,5900.153002
φ203ft.15,9007,1600.151,000
212,7005,7200.158002
4,7702,1500.153002
φ223ft.15,9007,1600.151,100
212,7005,7200.158802
4,3401,9500.153002
φ254ft.15,3009,1800.151,200
212,2007,3200.159602
3,8202,2900.153002
φ284ft.13,6408,1800.151,200
210,9006,5400.159602
3,4102,0500.153002
φ304ft.12,7307,6400.151,200
210,1906,1000.159602
3,1801,9100.153002
φ325ft.11,9408,9600.151,200
29,5507,1600.159602
2,9802,2400.153002
φ355ft.10,9108,1800.151,200
28,7306,5500.159602
2,7302,7300.23002
φ406ft.9,55010,3000.181,200
27,6408,2500.189602
2,3902,8700.23002
φ507ft.7,64010,7000.2
1,2002
6,1108,5500.29602
1,9103,3400.253002
φ638ft.6,0609,7000.2
1,2002
4,8507,7600.29602
1,5203,0400.253002
Work material
Expanded aluminum alloy materialA5052,A7075, etc. (Air-blow or wet: Water-soluble agent)
Cast aluminum alloy materialAC4A,ADC12, etc. (Air-blow or wet: Water-soluble agent)
Pure copperC1100,C1020, etc. (Wet: Water-soluble agent)
Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Cutting depth ap (mm)
Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Pick feed p f (mm)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Pick feed p f (mm)Cutting depth ap (mm)Revolution n(min-1)Feed speed v f (mm/min)Feed rate fz (mm/t)Cutting speed vc (m/min)Pick feed p f (mm)Cutting depth ap (mm)
φ162ft.15,9004,7700.158003.54
12,7003,8100.156403.54
5,9701,7900.153003.54
φ182ft.15,9004,7700.1590044
12,7003,8100.1572044
5,3001,5900.1530044
φ203ft.15,9007,1600.151,000
44
12,7005,7200.1580044
4,7702,1500.1530044
φ223ft.15,9007,1600.151,100
44
12,7005,7200.1588044
4,3401,9500.1530044
φ254ft.15,3009,1800.151,2004.54
12,2007,3200.159604.54
3,8202,2900.153004.54
φ284ft.13,6408,1800.151,2004.54
10,9006,5400.159604.54
3,4102,0500.153004.54
φ304ft.12,7307,6400.151,200
54
10,1906,1000.1596054
3,1801,9100.1530054
φ325ft.11,9408,9600.151,200
54
9,5507,1600.1596054
2,9802,2400.1530054
φ355ft.10,9108,1800.151,2005.54
8,7306,5500.159605.54
2,7302,0500.153005.54
φ406ft.9,5508,6000.151,200
64
7,6406,8800.1596064
2,3902,1500.1530064
φ507ft.7,6408,0200.151,2006.54
6,1106,4200.159606.54
1,9102,0000.153006.54
φ638ft.6,0607,2700.151,200
74
4,8505,8200.1596074
1,5201,8200.1530074
Work material
Expanded aluminum alloy materialA5052,A7075, etc. (Air-blow or wet: Water-soluble agent)
Cast aluminum alloy materialAC4A,ADC12, etc. (Air-blow or wet: Water-soluble agent)
Pure copperC1100,C1020, etc. (Wet: Water-soluble agent)
F ie ld data
Cutting performance: vc-T diagrams for various finishing
●vc-T diagrams for bottom finishing ●vc-T diagrams for side finishingWork Material : S50C(220HB)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(32HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(40HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
被削材 Work Material : SKD11(61HRC)使用工具 Tools : ASPVM2020R‐3アーバ Arbor : BT30‐10.5‐20‐18インサート Insert : MPHW060308ZEL‐1.5(ATH08M)突き出し Overhang : 50mm使用機械 Machine used : 縦型 Vertical type (BT30)1刃当りの送り Feed rate per flute : 0.05、0.1mm/t切込み Depth of cut : ap×ae=0.2×10mmエアー Air
被削材 Work Material : FC250使用工具 Tools : ASPVB2050R‐7アーバ Arbor : BT50‐22.225‐50‐50インサート Insert : MPHW060308ZEL‐1.5(ATH08M)突き出し Overhang : 100mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.15mm/t切込み Depth of cut : ap×ae=0.2×40mmエアー Air
【 Carbon Steels 】 被削材 Work Material : S50C(220HB)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
被削材 Work Material : プリハードン鋼HPM7 Pre-Harden Steels HPM7 (32HRC)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
被削材 Work Material : プリハードン鋼 Pre-Harden Steels (40HRC)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0 .1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
被削材 Work Material : SKD61(48HRC)使用工具 Tools : ASPVM2032R‐5アーバ Arbor : ASC32‐17‐260‐140インサート Insert : MPHW060308ZEL(ATH08M)突き出し Overhang : 200mm使用機械 Machine used : 縦型 Vertical type (BT50)1刃当りの送り Feed rate per flute : 0.1mm/t切込み Depth of cut : ap×ae=1×0.1mmエアー Air
ae apapae
【 】Material for plastic mold
【 】Material for plastic mold
【冷間ダイス鋼】Cold-worked die steel
【鋳鉄】Cast Iron
【炭素鋼】Carbon Steels
【プラスチック金型鋼】Material for plastic mold
【プラスチック金型鋼】Material for plastic mold
【熱間ダイス網】Hot-worked die steel
100
200
400
600
1,000
10 100 200 300 500
切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
100
200
400
600
1,000
10 100 200 300 500切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
vcC
uttin
g sp
eed
(m/m
in)
T Cutting time (min)
500
300
200
100
10 60 100 200
vcC
uttin
g sp
eed
(m/m
in)
500
300
200
100
10 60 100 200T Cutting time (min)
vcC
uttin
g sp
eed
(m/m
in)
T Cutting time (min)
500
300
200
100
10 60 100 200
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
15010080
50
30
100505 10 250切削時間T Cutting time (min)
f z=0.05mm/t
f z=0.1mm/t
100
800
200
400
1,000
10 100 200 300 500 1,000 1,200
切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
100
800
200
400
1,000
切削時間T Cutting time (min)
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
10 100 200 300 500 1,000
切削
速度
vcC
uttin
g sp
eed
(m/m
in)
切削時間T Cutting time (min)
1,000800
400
200
10010 100 300 500 1,000200
●vc-T diagrams for bottom finishing ●vc-T diagrams for side finishingWork Material : S50C(220HB)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(32HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(MZ1000)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : Pre-Harden Steels(40HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : SKD11(61HRC)Tools : ASPVM2020R‐3Arbor : BT30‐10.5‐20‐18Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 50mmMachine used : Vertical type (BT30)Feed rate per flute : 0.05、0.1mm/tDepth of cut : ap×ae=0.2×10mmAir
Work Material : FC250Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐50‐50Insert : MPHW060308ZEL‐1.5(ATH08M)Overhang : 100mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : ap×ae=0.2×40mmAir
【 Carbon Steels 】 Work Material : S50C(220HB)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
Work Material : Pre-Harden Steels HPM7 (32HRC)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
Work Material : Pre-Harden Steels (40HRC)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
Work Material : SKD61(48HRC)Tools : ASPVM2032R‐5Arbor : ASC32‐17‐260‐140Insert : MPHW060308ZEL(ATH08M)Overhang : 200mmMachine used : Vertical type (BT50)Feed rate per flute : 0.1mm/tDepth of cut : ap×ae=1×0.1mmAir
【 】Material for plastic mold
【 】Material for plastic mold
【 】Hot-worked die steel
【 】Material for plastic mold
【 】Material for plastic mold
【 】Cold-worked die steel
【 Cast Iron 】
※Tool life shown is for flank wear width of 0.2mm.
【 Carbon Steels 】
※Tool life shown is for flank wear width of 0.15mm.
100
200
400
600
1,000
10 100 200 300 500
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
100
200
400
600
1,000
10 100 200 300 500Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
Cut
ting
spee
d vc
(m/m
in)
Cutting time T (min)
500
300
200
100
10 60 100 200
Cut
ting
spee
d vc
(m/m
in)
500
300
200
100
10 60 100 200Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
Cutting time T (min)
500
300
200
100
10 60 100 200
Cut
ting
spee
d vc
(m/m
in)
15010080
50
30
100505 10 250Cutting time T (min)
f z=0.05mm/t
f z=0.1mm/t
100
800
200
400
1,000
10 100 200 300 500 1,000 1,200
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
100
800
200
400
1,000
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
10 100 200 300 500 1,000Cut
ting
spee
d vc
(m/m
in)
Cutting time T (min)
1,000800
400
200
10010 100 300 500 1,000200
21

Field data
Since the cutting flute do not extend to the center, there are limitations on the ramp angle and hole diameter, but as shown below, processing by direct milling without a pilot hole is possible for ramping and helical milling.
【Note】① The ramp angle θ should be set within the ranges listed above. Use at ramp angles of 0.5。 or less is recommended.
② For hole diameters outside the ranges listed above, a pilot hole should be drilled before milling.
Processing by direct milling is also possible.
Work Material : S50C(220HB)Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐200‐50Insert : MPHW060308ZEL(ATH08M)Overhang : 250mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : pf×ae=1×0.2,0.5mm Reciprocating machiningAir
Work Material : FC250Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐200‐50Insert : MPHW060308ZEL(ATH08M)Overhang : 250mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : pf×ae=1×0.5mm Reciprocating machiningAir
● Relation between feed rate and surface roughness
Work Material : FC250Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐200‐50Insert : MPHW060308ZEL(ATH08M)Overhang : 250mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : pf×ae=1×0.2mm Reciprocating machiningAir
●vc-T diagrams for vertical machining side finishing
pf
ae
【 Carbon Steels 】 〈When mill diameter is φ32〉
〈When mill diameter is φ50〉
※Tool life shown is for flank wear width of 0.15mm.
【 Cast Iron 】
【 Cast Iron 】14
12
10
8
6
4
2
00 0.1 0.2 0.3 0.4
0 1,337 2,674 4,011 5,348
MPHW060308ZEL
MPHW060308ZEL-1.5
Fin
ishe
d su
rface
roug
hnes
s (μ
m)
Table feed rate vf (mm/min)
Feed rate (mm/t)
Work Material : S50C(220HB)Tools : ASPVM2032R‐5Shank : AS32‐17‐110‐30Insert : MPHW060308ZEL‐1.5(MZ1000) : MPHW060308ZEL(MZ1000)Overhang : 70mmMachine used : Vertical type(BT50)Cutting speed : vc=200.300m/minDepth of cut : ap×ae=0.2×32(Full) mmAir
Work Material : S50C(220HB)Tools : ASPVB2050R-7Arbor : BT50‐22.225‐50‐50Insert : MPHW060308ZEL‐1.5(MZ1000) : MPHW060308ZEL(MZ1000)Overhang : 100mmMachine used : Vertical type(BT50)Rotation speed : n=1,910min-1
Cutting speed : vc=300m/minDepth of cut : ap×ae=0.2×50(Full) mmAir
Vc=200m/minMPHW060308ZEL-1.5
10
8
6
4
2
00 0.1 0.2 0.3 0.4
0 995 1,990 2,985 3,980
Fini
shed
sur
face
roug
hnes
s (μ
m)
Table feed rate vf (mm/min)
Feed rate (mm/t)
Vc=300m/minMPHW060308ZEL-1.5
Vc=200m/minMPHW060308ZEL
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
100
200
400
600
1,000
10 100 200 300 500
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
10100
200
400
8001,000
100 200 300 500 1,000
Cutting time T (min)
100
200
400
8001,000
10 100 200 300 500 1,000
Cut
ting
spee
d vc
(m/m
in)
Cutting performance: vc-T diagrams for various finishing
Cutting performance:Finished surface roughness Compared to past indexable tools,
feed rate is 1.5 × as fast and cutting accuracy is more stable, so tool life is more than doubled.
Tools : ASPVS2020R-3 Cutting Conditions
In the past, HSS end mills were used, but by using ASPVM and a carbide shank, in addition to improved inclination accuracy, it was also possible to stably use an indexable tool.
Tools : ASPVM2016R-2
In the past, when using a normal angle type indexable tool, progressing with cutting tended to result in chattering marks, but with ASPV a stable cutting surface with no chattering marks was achieved. Use of the inserts for approximately 1 hour of cutting showed good constant wear.
Tools : ASPVS2016R-2
In the past, HSS end mills with long flute lengths were used, but cutting accuracy was unstable. Using ASPVM modular mills and carbide shanks provided stable cutting accuracy.
Tools : ASPVM2032R-5
Compared to past indexable tools, feed marks on the cutting surface were stable and good.
Tools : ASPVB2050R-7
In the past, solid end mills were used, but cutting accuracy was unstable.Using ASPVM modular mill provided stable cutting accuracy and provided machining effiency.
Tools : ASPVM2032R-5
Cutting Conditions
Cutting Conditions
Cutting Conditions
Cutting Conditions
Cutting Conditions
Work Material : S55CTools : ASPVS2020R-3Arbor : Commercial milling chuckInsert : MPHW060302ZEL-0.5(MZ1000)Overhang : OH=50mmMachine used : Vertical type (BT50)Rotation speed : n=3,180min-1
Cutting speed : vc=200m/minFeed rate : vf=670mm/minFeed rate per flute : 0.07mm/tDepth of cut : ap×ae=0.1×10mm
Work Material : SCM(30HRC)Tools : ASPVM2016R-2Arbor : ASC16-8.5-95-30Insert : MPHW060302ZEL(MZ1000)Overhang : OH=55mmMachine used : Compound machining machine(BT40)Rotation speed : n=4,050min-1
Cutting speed : vc=203m/minFeed rate : vf=800mm/minFeed rate per flute : 0.1mm/tDepth of cut : ap×ae=0.5×0.4mm
Work Material : SUS420Tools : ASPVS2016R-2Arbor : Commercial milling chuckInsert : MPHW060304ZEL-0.5(Equivalent to JP4120)Overhang : OH=40mmMachine used : Vertical type (BT40)Rotation speed : n=4,000min-1
Cutting speed : vc=200m/minFeed rate : vf=1,000mm/minFeed rate per flute : 0.125mm/tDepth of cut : ap×ae=0.1×8mm
Work Material : FCD550Tools : ASPVM2032R-5Arbor : ASC32-17-210-110Insert : MPHW060308ZEL(ATH08M)Overhang : OH=160mmMachine used : Vertical type (BT50)Rotation speed : n=1,800min-1
Cutting speed : vc=180m/minFeed rate : vf=2,500mm/minFeed rate per flute : 0.28mm/tDepth of cut : ap×ae=1×0.2mm
Work Material : FC250Tools : ASPVB2050R-7Arbor : BT50-22.225-200-50Insert : MPHW060308ZEL-1.5(ATH08M)Overhang : OH=250mmMachine used : Vertical type (BT50)Rotation speed : n=1,270min-1
Cutting speed : vc=200m/minFeed rate : vf=1,510mm/minFeed rate per flute : 0.17mm/tDepth of cut : ap×ae=0.1×30mm
Work Material : SKD61Tools : ASPVM2032R-5Arbor : Commercial Modular arborInsert : MPHW060308ZEL(Equivalent to JP4120)Overhang : OH=220mmMachine used : Vertical type (BT50)Rotation speed : n=5,000min-1
Cutting speed : vc=500m/minFeed rate : vf=4000mm/minFeed rate per flute : 0.16mm/tDepth of cut : ap×ae=1.0×0.2mm
Result Note
Result Note
Result Note
Result Note
Result Note
Result Note
Note: Comments from actual users.
Tool diameter
Inserts
Maximum ramp angle θHole Dia.
φ16
2.5°
22~30
φ18
2.5°
26~34
φ20
2.5°
30~38
φ22
2.5°
34~42
φ25
2.1°
40~48
φ28
1.8°
46~54
φ30
1.7°
50~58
φ32
1.6°
54~62
φ35
1.4°
60~68
φ40
1.2°
70~78
φ50
1°
90~98
φ63
0.5°
116~124
Ramping
Ramp angle θ
Helical milling
Helical hole diameter
(mm)
MPN(H)W0603 ZELTool dia. Dc
Inserts
Maximum ramp angle θHole Dia.
φ16
2.5°
22~30
φ18
2.5°
26~34
φ20
2.5°
30~38
φ22
2.5°
34~42
φ25
2.1°
40~48
φ28
1.8°
46~54
φ30
1.7°
50~58
φ32
1.6°
54~62
φ35
1.4°
60~68
φ40
1.2°
70~78
φ50
1°
90~98
φ63
0.5°
116~124
Ramp angle θ
(mm)
MPN(H)W0603 ZEL
22

Field data
Since the cutting flute do not extend to the center, there are limitations on the ramp angle and hole diameter, but as shown below, processing by direct milling without a pilot hole is possible for ramping and helical milling.
【Note】① The ramp angle θ should be set within the ranges listed above. Use at ramp angles of 0.5。 or less is recommended.
② For hole diameters outside the ranges listed above, a pilot hole should be drilled before milling.
Processing by direct milling is also possible.
Work Material : S50C(220HB)Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐200‐50Insert : MPHW060308ZEL(ATH08M)Overhang : 250mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : pf×ae=1×0.2,0.5mm Reciprocating machiningAir
Work Material : FC250Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐200‐50Insert : MPHW060308ZEL(ATH08M)Overhang : 250mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : pf×ae=1×0.5mm Reciprocating machiningAir
● Relation between feed rate and surface roughness
Work Material : FC250Tools : ASPVB2050R‐7Arbor : BT50‐22.225‐200‐50Insert : MPHW060308ZEL(ATH08M)Overhang : 250mmMachine used : Vertical type (BT50)Feed rate per flute : 0.15mm/tDepth of cut : pf×ae=1×0.2mm Reciprocating machiningAir
●vc-T diagrams for vertical machining side finishing
pf
ae
【 Carbon Steels 】 〈When mill diameter is φ32〉
〈When mill diameter is φ50〉
※Tool life shown is for flank wear width of 0.15mm.
【 Cast Iron 】
【 Cast Iron 】14
12
10
8
6
4
2
00 0.1 0.2 0.3 0.4
0 1,337 2,674 4,011 5,348
MPHW060308ZEL
MPHW060308ZEL-1.5
Fin
ishe
d su
rface
roug
hnes
s (μ
m)
Table feed rate vf (mm/min)
Feed rate (mm/t)
Work Material : S50C(220HB)Tools : ASPVM2032R‐5Shank : AS32‐17‐110‐30Insert : MPHW060308ZEL‐1.5(MZ1000) : MPHW060308ZEL(MZ1000)Overhang : 70mmMachine used : Vertical type(BT50)Cutting speed : vc=200.300m/minDepth of cut : ap×ae=0.2×32(Full) mmAir
Work Material : S50C(220HB)Tools : ASPVB2050R-7Arbor : BT50‐22.225‐50‐50Insert : MPHW060308ZEL‐1.5(MZ1000) : MPHW060308ZEL(MZ1000)Overhang : 100mmMachine used : Vertical type(BT50)Rotation speed : n=1,910min-1
Cutting speed : vc=300m/minDepth of cut : ap×ae=0.2×50(Full) mmAir
Vc=200m/minMPHW060308ZEL-1.5
10
8
6
4
2
00 0.1 0.2 0.3 0.4
0 995 1,990 2,985 3,980
Fini
shed
sur
face
roug
hnes
s (μ
m)
Table feed rate vf (mm/min)
Feed rate (mm/t)
Vc=300m/minMPHW060308ZEL-1.5
Vc=200m/minMPHW060308ZEL
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
100
200
400
600
1,000
10 100 200 300 500
Cutting time T (min)
Cut
ting
spee
d vc
(m/m
in)
10100
200
400
8001,000
100 200 300 500 1,000
Cutting time T (min)
100
200
400
8001,000
10 100 200 300 500 1,000
Cut
ting
spee
d vc
(m/m
in)
Cutting performance: vc-T diagrams for various finishing
Cutting performance:Finished surface roughness Compared to past indexable tools,
feed rate is 1.5 × as fast and cutting accuracy is more stable, so tool life is more than doubled.
Tools : ASPVS2020R-3 Cutting Conditions
In the past, HSS end mills were used, but by using ASPVM and a carbide shank, in addition to improved inclination accuracy, it was also possible to stably use an indexable tool.
Tools : ASPVM2016R-2
In the past, when using a normal angle type indexable tool, progressing with cutting tended to result in chattering marks, but with ASPV a stable cutting surface with no chattering marks was achieved. Use of the inserts for approximately 1 hour of cutting showed good constant wear.
Tools : ASPVS2016R-2
In the past, HSS end mills with long flute lengths were used, but cutting accuracy was unstable. Using ASPVM modular mills and carbide shanks provided stable cutting accuracy.
Tools : ASPVM2032R-5
Compared to past indexable tools, feed marks on the cutting surface were stable and good.
Tools : ASPVB2050R-7
In the past, solid end mills were used, but cutting accuracy was unstable.Using ASPVM modular mill provided stable cutting accuracy and provided machining effiency.
Tools : ASPVM2032R-5
Cutting Conditions
Cutting Conditions
Cutting Conditions
Cutting Conditions
Cutting Conditions
Work Material : S55CTools : ASPVS2020R-3Arbor : Commercial milling chuckInsert : MPHW060302ZEL-0.5(MZ1000)Overhang : OH=50mmMachine used : Vertical type (BT50)Rotation speed : n=3,180min-1
Cutting speed : vc=200m/minFeed rate : vf=670mm/minFeed rate per flute : 0.07mm/tDepth of cut : ap×ae=0.1×10mm
Work Material : SCM(30HRC)Tools : ASPVM2016R-2Arbor : ASC16-8.5-95-30Insert : MPHW060302ZEL(MZ1000)Overhang : OH=55mmMachine used : Compound machining machine(BT40)Rotation speed : n=4,050min-1
Cutting speed : vc=203m/minFeed rate : vf=800mm/minFeed rate per flute : 0.1mm/tDepth of cut : ap×ae=0.5×0.4mm
Work Material : SUS420Tools : ASPVS2016R-2Arbor : Commercial milling chuckInsert : MPHW060304ZEL-0.5(Equivalent to JP4120)Overhang : OH=40mmMachine used : Vertical type (BT40)Rotation speed : n=4,000min-1
Cutting speed : vc=200m/minFeed rate : vf=1,000mm/minFeed rate per flute : 0.125mm/tDepth of cut : ap×ae=0.1×8mm
Work Material : FCD550Tools : ASPVM2032R-5Arbor : ASC32-17-210-110Insert : MPHW060308ZEL(ATH08M)Overhang : OH=160mmMachine used : Vertical type (BT50)Rotation speed : n=1,800min-1
Cutting speed : vc=180m/minFeed rate : vf=2,500mm/minFeed rate per flute : 0.28mm/tDepth of cut : ap×ae=1×0.2mm
Work Material : FC250Tools : ASPVB2050R-7Arbor : BT50-22.225-200-50Insert : MPHW060308ZEL-1.5(ATH08M)Overhang : OH=250mmMachine used : Vertical type (BT50)Rotation speed : n=1,270min-1
Cutting speed : vc=200m/minFeed rate : vf=1,510mm/minFeed rate per flute : 0.17mm/tDepth of cut : ap×ae=0.1×30mm
Work Material : SKD61Tools : ASPVM2032R-5Arbor : Commercial Modular arborInsert : MPHW060308ZEL(Equivalent to JP4120)Overhang : OH=220mmMachine used : Vertical type (BT50)Rotation speed : n=5,000min-1
Cutting speed : vc=500m/minFeed rate : vf=4000mm/minFeed rate per flute : 0.16mm/tDepth of cut : ap×ae=1.0×0.2mm
Result Note
Result Note
Result Note
Result Note
Result Note
Result Note
Note: Comments from actual users.
Tool diameter
Inserts
Maximum ramp angle θHole Dia.
φ16
2.5°
22~30
φ18
2.5°
26~34
φ20
2.5°
30~38
φ22
2.5°
34~42
φ25
2.1°
40~48
φ28
1.8°
46~54
φ30
1.7°
50~58
φ32
1.6°
54~62
φ35
1.4°
60~68
φ40
1.2°
70~78
φ50
1°
90~98
φ63
0.5°
116~124
Ramping
Ramp angle θ
Helical milling
Helical hole diameter
(mm)
MPN(H)W0603 ZELTool dia. Dc
Inserts
Maximum ramp angle θHole Dia.
φ16
2.5°
22~30
φ18
2.5°
26~34
φ20
2.5°
30~38
φ22
2.5°
34~42
φ25
2.1°
40~48
φ28
1.8°
46~54
φ30
1.7°
50~58
φ32
1.6°
54~62
φ35
1.4°
60~68
φ40
1.2°
70~78
φ50
1°
90~98
φ63
0.5°
116~124
Ramp angle θ
(mm)
MPN(H)W0603 ZEL
23

Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification. Printed in JAPAN
Printed using vegetable oil ink.
Official Web Site
Database for selection Cutting Tool Products 【TOOL SEARCH】
http://www.moldino.com/en/Head OfficeHulic Ryogoku Bldg. 8F, 4-31-11, Ryogoku, Sumida-ku, Tokyo, Japan 130-0026International Sales Dept. : TEL +81-3-6890-5103 FAX +81-3-6890-5128
MOLDINO Tool Engineering Europe GmbHItterpark 12, 40724 Hilden,Germany. Tel +49-(0)2103-24820 Fax +49-(0)2103-248230
MOLDINO Tool Engineering (Shanghai), Ltd.Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict,Shanghai, 200051, China Tel +86-(0)21-3366-3058 Fax +86-(0)21-3366-3050
MITSUBISHI MATERIALS U.S.A. CORPORATIONDETROIT OFFICE Customer service41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A.Tel +1(248) 308-2620 Fax +1(248) 308-2627CHICAGO OFFICE1314B North Plum Grove Road, Schaumburg, IL 60173 U.S.A. Tel +1(847) 252-6371 Fax +1(248) 308-2627
MMC METAL DE MEXICO, S.A. DE C.V.Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, MéxicoTel +52-442-1926800
MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil Tel +55(11)3506-5600 Fax +55(11)3506-5677
MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klong Tan, Klong Toei, Bangkok 10110, ThailandTEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
Hitachi Metals (India) Pvt. Ltd.Plot No 94 & 95,Sector 8, IMT Manesar ,Gurgaon-122050 , Haryana, India Tel +91-124-4812315 Fax +91-124-2290015
Search Web
DISTRIBUTED BY:
Europe
China
America
Mexico
The diagrams and table data are examples of test results, and are not guaranteed values.“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
Thailand
Brazil
India
Attentions on Safety1. Attentions regarding handling
(1)When removing the tool from the case(package), be careful not to drop it on your foot or drop it onto the tips of your bare fingers.(2)When actually setting the inserts, be careful not to touch the cutting flute directly with your bare hands.
2. Attentions regarding mounting(1)When preparing for use, be sure that the inserts are firmly mounted in place and that they are firmly mounted on the arbor, etc.(2)If abnormal chattering occurs during use, stop the machine immediately and remove the cause of the chattering.
3. Attentions during use(1)Before use, confirm the dimensions and direction of rotation of the tool and milling work material.(2)The numerical values in the standard cutting conditions table should be used as criteria when starting new work. The cutting conditions should be adjusted
as appropriate when the cutting depth is large, the rigidity of the machine being used is low, or according to the conditions of the work material.(3)The inserts are made of a hard material. During use, they may break and fly off. In addition, cutting chips may also fly off. Since there is a danger of injury to
workers, fire, or eye damage from such flying pieces, a safety cover should be installed and safety equipment such as safety glasses should be worn to create a safe environment for work.
・Do not use where there is a risk of fire or explosion. ・Do not use non-water-soluble cutting oils. Such oils may result in fire.
(4)Do not use the tool for any purpose other than that for which it is intended, and do not modify it.
2020-10(ME-T0)2012-2:FP