Embed Size (px)
Citation preview

WIR KÖNNEN MEHR!
Z. B. die Magnetpulver-Rissprüfung nach DIN EN
ISO 9934 und den Salzsprühnebeltest nach DIN
EN ISO 9227. Experten wissen dies nun auch
als Lohnleistung in Anspruch zu nehmen!
Um ganz sicher zu sein, dass nur die allerhöchste
Güte geliefert wird, führen wir in unserem Labor
umfangreiche Qualitätssicherungsmaßnahmen durch.
Werkstoffanalysen helfen uns beispielsweise,
schon in der Arbeitsvorbereitung
Verfahrensfehler auszuschließen.
Da die Wärmebehandlung maßgeblich über
Festigkeit und Langlebigkeit eines Werkstücks
entscheidet, bestimmen wir durchgängig und exakt
alle Härteparameter, um eine genaue Prozessführung
zu gewährleisten und somit eine lückenlose
Dokumentation der Härteergebnisse zu ermöglichen.
Die Zertifizierung unseres Qualitätsmanagements
nach DIN EN ISO - Normen ist ein
sichtbares Zeichen nach außen.
Um diese dauerhaft zu gewährleisten,
schulen wir unsere Mitarbeiter regelmäßig
und schaffen mit unserem modernen
Maschinenpark die Voraussetzungen hierfür.
VIEL LEISTUNG UND HOHE STANDARDS – SEHR WENIGE GEWÄHRLEISTUNGSFÄLLE.
• Spektroanalytische Werkstoffprüfungen,
im Labor oder mobil
• Metallografische Untersuchungen
• Vermessung der Diffusions- und
Verbindungsschichten
• Gefügeuntersuchungen
• Ermittlung der Härtetiefe der Wärme-
behandelten Teile (Eht, Rht, Nht)
• Vermessung der Härteverläufe
• Härteprüfungen nach Brinell von
187,5 – 3.000 kg Last
• Härteprüfungen nach Vickers,
Kleinlastprüfungen von 0,1 bis 10kg
• Härteprüfungen im Rockwellverfahren
• Zerstörungsfreie Eindringrissprüfung
• Ermittlung der Prozessfähigkeit-Index
(Cp-Cpk)
• Härteberatung
• Schadensanalyse
• Detaillierte Dokumentation aller Aufträge
ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN

WE CAN DO MORE!
For example, magnetic particle crack testing
in accordance with DIN EN ISO 9934 and
salt spray testing in accordance with DIN EN
ISO 9227. Experts now avail themselves of
this service on a contracted-out basis.
In order to be completely sure that only the highest
quality is supplied, we carry out comprehensive
quality assurance measures in our laboratory.
For example, material analyses help us to prevent
processing faults right at the preparatory stage.
As heat treatment is a decisive factor for the strength
and longevity of a workpiece, we accurately determine
all hardness parameters on an ongoing basis in order
to ensure precise process control and thus enable
the hardness results to be fully documented.
Certification of our quality management
system according to DIN EN ISO standards
is a visible sign to the outside world.
In order to guarantee this on a sustained basis,
we provide regular training for our employees,
and provide the necessary prerequisites
for this with our modern machinery
HIGH PERFORMANCE AND HIGH STANDARDS – VERY LOW NUMBER OF WARRANTY CLAIMS.
• Spectroanalytical materials testing in the
laboratory or on the road
• Metallographic investigations
• Measurement of diffusion and bonding layers
• Structural investigations
• Determination of hardness depth of heat-treated
parts (Eht, Rht, Nht)
• Measurement of hardness characteristics
• Brinell hardness testing from 187.5 – 3,000 kg
load
• Vickers hardness testing, small load testing from
0.1 to 10kg
• Hardness testing using the Rockwell method
• Non-destructive penetration crack testing
• Determination of process capability index (Cp-
Cpk)
• Hardness advice
• Damage analysis
• Detailed documentation of all orders
CertifiedQM
Monitoring andcontrol of all processes
Continuous staffimprovement
Contracted-outservices
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY

STAND 12/2017 | D
LEISTUNGSÜBERSICHT
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
PROZESS max. Dimensionen
Vakuumbehandlung 1500 mm x 3000 mm
Vakuumhärten Vakuumvergüten Vakuum-Einsatzhärten Niederdruckaufkohlen
SolNit®-A | SolNit®-M Tiefkühlen Auslagern
Einsatzhärten / Carbonitrieren 1500 mm x 3000 mmAufkohlen Abhärten Isolieren
Vergüten 1500 mm x 3000 mm
Nitrieren 2000 mm x 6000 mm
GasnitrierenGas-/Plasma-Nitrocarburieren
Gas-/Plasma- Nitrocarburieren oX
Plasmanitrieren
Salzbad-Nitrocarburieren Tenifer® QPQ
Induktiv-/ Randschichthärten 2000 mm x 6000 mm
Induktivhärten HF Induktivhärten MFVerzahnungenbis Modul 40
Zylindrische Werkstücke, ø 6 – 1000 mm
Glühen 5000 mm x 5000 mm x 12000 mm
Vakuumglühen Spannungsarmglühen Weichglühen Normalglühen
Lösungsglühen Grobkornglühen Rekristallisationsglühen Diffusionsglühen
Strahlen 3100 mm x 6000 mmSandstrahlen Glasperlenstrahlen Stahlkugelstrahlen Grundieren
Brünieren 3000 mm x 1200 mm x 450 mm
Qualitätssicherung 2000 mm x 6000 mm
High-Tech-LaborSpektroanalytische Werkstoffprüfungen
Metallografische Untersuchungen
Gefügeuntersuchung
Ermittlung der HärtetiefenVermessung der Härteverläufe
Härteprüfungen nach Brinell
Härteprüfungen nach Vickers
Härteprüfungen im Rockwellverfahren
Zerstörungsfreie Eindring-rissprüfung
Ermittlung der Prozessfähigkeit
Härteberatung
Schadensanalysen Detaillierte Dokumentation aller Aufträge
Transportservice von 0 – 26 Tonnen
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

STAND 12/2017 | D
LEISTUNGSÜBERSICHT
PROCESS max. Dimensions
Vacuum hardening 1500 mm x 3000 mm
Vacuum hardening Vacuum annealing Vacuum carburizing Low pressure carburizing
SolNit®-A | SolNit®-M Deep cooling Age hardening
Case-hardening / Carbonitriding 1500 mm x 3000 mmCarburizing Hardening Insulating
Quenching 1500 mm x 3000 mm
Nitriding 2000 mm x 6000 mm
Gas nitridingGas- / plasma-nitrocarburization
Gas- / plasma- nitrocarburization oX
Plasma-nitriding
Salt bath nitrocarburization Tenifer® QPQ
Inductive hardening 2000 mm x 6000 mm
Inductive hardening HF Inductive hardening MFGear tooth systems up to module 40
Cylindric workpieces, ø 6 – 1000 mm
Annealing 5000 mm x 5000 mm x 12000 mm
Vacuum annealing Stress relief annealing Soft-annealing Normal annealing
Solution annealing Coarse-grain annealing Sub-critical annealing Homogenizing
Blasting 3100 mm x 6000 mmSandblasting Glass bead blasting Steel ball blasting Priming
Bronzing 3000 mm x 1200 mm x 450 mm
Qualitätssicherung 2000 mm x 6000 mm
High-Tech-LaboratorySpectroanalytical Material Testing
MetallographicInvestigations
Microstructure investigation
Determination of the hardness depths
Measuring theHardness curves
hardness testsafter Brinell
hardness tests after Vickers
Hardness tests inRockwell method
destructive Penetrant crack inspection
determinationthe process ability
hardness advice
Damage analyzes Detailed documentation of all orders
Transport service between 0 – 40 tons
STATUS OF 12/2017 | E
RANGE OF SERVICES
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

PRÄZISE!
Warmbehandlungen in unseren modernen
Vakuumöfen nehmen wir in erster Linie für Werkstücke
vor, die besonderen Maßhaltigkeitsansprüchen
gerecht werden müssen, wie Präzisionsbauteile,
Werkzeuge und Formbauteile.
Das Vakuumhärten haben wir in den letzten Jahren
perfektioniert: Es ist umweltfreundlich, sauber
und durch moderne Programmsteuerungen,
die volle Reproduzierbarkeit sichern, auch
wirtschaftlich. Das behandelte Werkstück
behält in jedem Fall eine metallisch blanke
Oberfläche. Hinsichtlich Maßänderung und
Verzug gibt es kein vergleichbares Verfahren.
Neben dem Vakuum-Einsatzhärten /
Niederdruckaufkohlen und dem Tiefkühlen stellen wir
durch den Einsatz unserer neuen Hochleistungs-
Vakuumöfen der Firma Ipsen zwei neue,
verschiedene Prozessvarianten zur Verfügung:
Das SolNit®-M-Verfahren eignet sich unter
anderem für nichtrostende Wälzlager und
Werkzeuge für die Medizintechnik sowie die
Lebensmittel- und Polymerverarbeitung, außerdem
für Verschleißteile in der Aufbereitungs- und
Chemietechnik sowie im Pumpenbau.
Das SolNit®-A-Verfahren kommt für
Strömungsmaschinen wie zum Beispiel Pumpen,
Turbinen und den dazugehörigen Armaturen
in Frage, da es die Beständigkeit gegenüber
Kavitation und Erosion stark erhöht.
VORTEILE:• oxidationsfreie Oberflächen und Gefüge
• trockene, metallisch blanke Bauteile
• keine aufwändige Reinigungsprozeduren
• geringste Maß- und Formänderungen
• äußerst präzise Temperatursteuerung möglich
ANWENDUNGEN:• Präzisionsbauteile
• Werkzeuge
• Formbauteile
WERKSTOFFE:• Vergütungsstähle
• Wälzlagerstähle
• Sonderstähle
• Alle legierten Einsatzstähle
ÜBERSICHT | STAND 12/2017 | D
VAKUUMBEHANDLUNGEN
Vakuumhärten Vakuumvergüten
Dimensionen:max. 2000 mm x 6000 mm
Vakuum-EinsatzhärtenNiederdruckaufkohlen
Solnit A | Solnit M Tiefkühlen | Auslagern
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

Solnit A | Solnit M Tiefkühlen | Auslagern
PRECISE!
Heat treatment is carried out in our modern
vacuum furnaces primarily for materials
which have to satisfyparticular dimensional
accuracy requirements, such asprecision
components, tools and mould components.
We have perfected vacuum hardening in recent
years.It is environmentally friendly, clean and also
economicthanks to modern programmable control
systems whichensure full reproducibility. In all cases,
the treated workpiece is given a bright metallic surface.
There is no comparableprocess when dimensional
accuracy and minimaldistortion are required.
As well as vacuum case-hardening / low-
pressurecarburising and deep cooling, the use of our
new,high-capacity, Ipsen vacuum furnace enables us
to provideto new different variations of the process.
The SolNit®-M process is suitable, among
otherthings, for stainless steel roller bearings and
tools forthe medical industry, and for processing
foodstuffs andpolymers. It is also suitable for
wearing parts in materialpreparation and chemical
engineering and in pump manufacture.
The SolNit®-A process comes into consideration
forflow machines, such as pumps, turbines and
the associatedfittings, as it significantly increases
the resistance tocavitation and erosion.
ADVANTAGES:• Oxidation-free surfaces and structures
• Dry, metallically bright components
• No laborious cleaning procedures
• Minimal dimensional and shape changes
• Extremely precise temperature control
possible
ANWENDUNGEN:• Precision components
• Tools
• Mould components
WERKSTOFFE:• Heat-treatable steels
• Bearing steels
• Special steels
• All heat-treatable steel alloys
OVERVIEW | STATUS OF 12/2017 | E
VACUUM TREATMENT
Vacuum hardening Vacuum annealing
Dimensions:max. 2000 mm x 6000 mm
Vacuum carburisingLow pressure carburizing
Solnit A | Solnit M Deep Cooling | Age hardening
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

HARTER RAND - ZÄHER KERN!
Das Einsatzhärten besteht aus den
Prozessschritten Aufkohlen und Abschrecken.
Beim Aufkohlen wird die Oberfläche eines
kohlenstoffarmen Einsatzstahles mit Kohlenstoff
angereichert (Temperatur: 880-940° C). Beim
anschließenden Abschrecken von der Härtetemperatur
im Öl- oder Warmbad entsteht ein dem jeweiligen
Kohlenstoffgehalt entsprechendes Härteprofil.
Das Aufkohlen ist ein Diffusionsvorgang und dauert
je nach geforderter Einsatzhärtetiefe (Eht) mehrere
Stunden. Im Anschluss an das Aufkohlen werden
die Werkstoffe abgeschreckt und die martensitische
Randzone erzeugt. Wie beim konventionellen Härten
muss nach dem Einsatzhärten angelassen werden.
Das Ergebnis der Behandlung ist eine Kombination
aus harter Randschicht und zähem Kern. Eine
Abwandlung des Einsatzhärtens ist das Carbonitrieren.
Für das Aufkohlen kommen Kammeröfen oder
Topfofenanlagen und Durchlaufanlagen zum Einsatz.
Der Prozess wird in der Regel vollautomatisch
gesteuert und entsprechend der Zielvorgaben wie
Einsatzhärtetiefe, Rand-C-Gehalt usw. geregelt.
VORTEILE:• Erhöhung der Verschleiß und Dauerfestigkeit
• Zäher Kern
ANWENDUNGEN:• Getriebe- und Antriebskomponenten
• Stanzteile
• Maschinenbauteile
WERKSTOFFE:• Einsatzstähle (C< 0,25%)
ÜBERSICHT | STAND 12/2017 | D
EINSATZHÄRTEN CARBONITRIEREN
Aufkohlen Abhärten Isolieren
Dimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

HARD EDGE LAYER - TOUGH CORE!
Case-hardening consists of the process operations
carburizing and quenching. During carburization,
the surface of a lowcarbon case hardened steel
enriched with carbon (temperature: 880-940° C).
Subsequent quenching from the hardening
temperature in an oil quenching or step
hardening bath results in a hardness profile
corresponding to the respective carbon content.
Carburization is a diffusion process, and
depending on the required case-hardening
thickness, it takes several hours.
Following carburization, the materials are quenched,
and the martensitic surface zone is created.
Like for conventional hardening, case-hardening must
be followed by annealing. The result of the treatment
is a combination of hard surface layer and tough core.
Another form of case-hardening is carbonitriding.
For carburization, chamber kilns or pot annealing
furnace plants and pass through plants are used.
Usually the process is fully automatic and controlled
corre sponding to the target specifications like
case-hardening thickness, surface-C-content etc.
ADVANTAGE:
• Increased wear resistance and fatigue strength
• Tough core
APPLICATIONS:• Gearbox and drive components
• Stamping parts
• Mechanical parts
MATERIALS:• Case-hardened steels (C< 0.25%)
OVERVIEW | STATUS OF 12/2017 | E
CASE HARDENING CARBURIZING
Carburizing Quenching Insulating
Dimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

HÄRTEN
Das wichtigste Wärme-Härtungsverfahren ist
die Umwandlungshärtung, bei der sich das
Kristallgitter im Außenbereich des Werkstücks
beim Abschrecken von Austenit in den hart-
spröden, feinnadeligen Martensit umwandelt.
In einem zweiten Schritt, dem sogenannten Anlassen,
reduzieren wir die Härte und stellen die gewünschten
Gebrauchseigenschaften (Härte, Zugfestigkeit
und Zähigkeit) des Stahls ein. Dabei erwärmen
wir den Stahl, je nach Legierungsanteilen und
gewünschten Eigenschaften, nochmals. Dadurch
entsteht dann die gewünschte Gebrauchshärte.
Je höher die Anlasstemperatur, desto geringer wird
die Härte. Dafür nimmt die Zähigkeit zu. Das Anlassen
wird je nach Gehalt an Legierungselementen und
Kohlenstoff im Temperaturbereich von 100-350 °C,
bei hochlegierten Stählen bis 600 °C durchgeführt.
Den kombinierten Vorgang des Härtens und
des Anlassens nennt man ebenfalls Härten.
VERGÜTEN
Das Vergüten von Stählen, das Härten
und nachfolgende Anlassen im oberen
möglichen Temperaturbereich, dient uns
dazu, um bei gegebener Zugfestigkeit gute
Zähigkeitseigenschaften zu erreichen.
Die höchste Zähigkeit wird erreicht, wenn das
Härtegefüge aus Martensit besteht, was jedoch bei
größeren Querschnitten nur bedingt möglich ist.
Die Auswahl geeigneter Vergütungsstähle
mit befriedigender Härtbarkeit muss sich
also nach der Werkstückgröße richten.
VORTEILE:
• Erhöhung der Materialzähigkeit
ANWENDUNGEN:• Getriebe- und Antriebskomponenten
• Stanzteile
• Maschinenbauteile
WERKSTOFFE:• Einsatzstähle (C< 0,25%)
ÜBERSICHT | STAND 12/2017 | D
HÄRTEN & VERGÜTEN
Umwandlungshärtung AnlassenVergüten
Dimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

HARDENING
The most important heat-curing method is
the conversion hardening, in which the crystal
lattice in the outer area of the workpiece is
converted during the quenching of austenite
into the hard-brittle, fine-needle martensite.
In a second step, the so-called tempering, we reduce
the hardness and establish the desired properties
(hardness, tensile strength and toughness) of the
steel. We then heat the steel again, depending
on alloying proportions and desired properties.
This results in the desired hardness of use.
The higher the tempering temperature, the lower
the hardness. The toughness increases. Depending
on the content of alloying elements and carbon,
tempering is carried out in the temperature range of
100-350 ° C, for high-alloy steels up to 600 ° C.
The combined process of hardening and
tempering is also called hardening.
TEMPERING
Hardening of steels, hardening and subsequent
tempering in the upper possible temperature
range is used to achieve good toughness
properties with a given tensile strength.
The highest toughness is achieved when the hardening
structure consists of martensite, which is however
only conditionally possible with larger cross-sections.
Therefore, the selection of suitable tempering
steels with satisfactory hardenability must
be based on the workpiece size.
ADVANTAGES:
• Increased material toughness
APPLICATIONS:• Gear and drive components
• stampings
• machine components
MATERIALS:• Case steels (C <0.25%)
OVERVIEW | STATUS OF 12/2017 | E
HARDENING & TEMPERING
Conversion hardening QuenchingTempering
Dimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

DAS INDUKTIVHÄRTEN IST EIN THERMISCHES VERFAHREN UND ZÄHLT ZU DEN RAND-SCHICHTVERFAHREN.
Das Verfahren basiert auf der Erwärmung der
randnahen Zone, wobei die Randhärtetiefe bei dieser
Art des Härtens in erster Linie von der Frequenz (HF/
MF) abhängig ist. Im Allgemeinen gilt, je niedriger die
Frequenz, desto höher die Einhärtetiefe. Im Einzelnen
bedeutet das, die oberflächennahe Randzone des
Bauteils wird erwärmt und abschließend abgeschreckt.
Durch diese gesteuerte Abfolge kann gezielt eine
Steigerung der Härte in diesem Randbereich herbei-
geführt werden. Jedoch bleiben sowohl das Gefüge
als auch die Härte im Kern des Bauteils unbeeinflusst.
Bei dem Verfahren des Induktivhärtens dienen
Spezialinduktoren, die entsprechend den
Bauteilbedingungen angepasst werden, der
Erwärmung des Bauteils. Um das Bauteil zu
erwärmen, wird eine mit Wechselstrom beaufschlagte
Kupferspule verwendet. Durch die Erwärmung
entsteht ein Magnetfeld, welches Wirbelströme in
die Randzone des Bauteils induziert. Der Prozess
des Induktivhärtens lässt sich so steuern, dass die
Oberfläche der Bauteile so lange erwärmt wird, bis die
gewünschte Härtetemperatur erreicht ist. Anschließend
wird das Bauteil abgeschreckt. Auf diese Weise ist es
möglich auch größere Flächen problemlos zu härten.
EINE NEUHEIT IN UNSEREM LEISTUNGSSPEKTRUM:
EINE HOCHTECHNOLOGISCHE ZAHNRADINDUKTIONSLINIE, DIE ES ERMÖGLICHT, VERZAHNUNGEN BIS MODUL 40 UND BIS ZU EINEM DURCHMESSER VON MAX. 4000 MM VOLLAUTOMATISCH ZU HÄRTEN.
DIE VORTEILE DES INDUKTIVHÄRTENS AUF EINEN BLICK:
• Bedarfsgerechte partielle Härtung
• Hohe Zähigkeit durch ein feines Härtungsgefüge
• Verzugsarm durch lokale Erwärmung
• Energieeffizient, hoher Wirkungsgrad
• Verschleißschutz
• Präzise Steuerung der Randhärtetiefe
• Verbesserung der Dauerfestigkeit
ANWENDUNGEN:
• Walzen
• Große Bauteile
• Motorenteile
• Getriebeteile
• Maschinenteile
WERKSTOFFE:
• Vergütungsstähle
• Wälzlagerstähle
• Sonderstähle
• Werkzeugstähle
ÜBERSICHT | STAND 12/2017 | D
INDUKTIV-/ RANDSCHICHTHÄRTEN
Induktivhärten HF Induktivhärten MF
Dimensionen:max. 2000 mm x 6000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

INDUCTION HARDENING IS A THERMAL PROCESS AND IS ONE OF THE SURFACE LAYER PROCESSES.
The process is based on heating the area close to
the edge. With this type of hardening, the depth of
edge hardening depends primarily on the frequency
(HF/MF). In general, the lower the frequency, the
greater the depth of hardening. In detail, this
means that the edge of the component near to the
surface is heated and subsequently quenched. As
a result of this controlled sequence, the hardness
in this edge zone can be specifically increased.
However, both the structure and the hardness at
the core of the component remain unaffected.
In the induction hardening process, special inductors
which are matched to the component conditions
are used to heat the component. A copper coil to
which alternating current is applied is used to heat
the component. The heating produces a magnetic
field which induces eddy currents in the edge
zone of the component. The inductive hardening
process can be controlled in such a way that
the surface of the component is heated until the
required hardening temperature is reached. The
component is then quenched. This enables even
large surfaces to be hardened without difficulty.
A NEW FEATURE OF OUR SERVICES:
THE HIGH-TECH GEAR WHEEL INDUCTION LINE WHICH ENABLES GEAR WHEELS UP TO MODULE 40 AND UP TO A MAXIMUM DIAMETER OF 4000 MM TO BE HARDENED FULLY AUTOMATICALLY.
THE ADVANTAGES OF INDUCTION HARDENING AT A GLANCE:
• Partial hardening to suit requirements
• High ductility thanks to fine hardening structure
• Low distortion thanks to local heating
• Energy efficient, high efficiency
• Wear protection
• Precise control of edge hardening depth
• Improvement of fatigue resistance
APPLICATIONS:
• Rollers
• Large components
• Engine parts
• Gearbox parts
• Machine parts
MATERIALS:
• Treatable steels,
• Bearing steels,
• Special steels,
• Tool steels.
OVERVIEW | STATUS OF 12/2017 | E
INDUCTION/SURFACE LAYER HARDENING
Induction hardening HF Induction hardening MF
Dimensions:max. 2000 mm x 6000 mm
Fully automated / semi automatic Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

GASNITRIEREN
Das Gasnitrieren ist eine Wärmebehandlung, bei
der von unserer Seite aus keine Einflussmöglichkeit
auf Härte und Verzug der Werkstücke besteht.
In der Regel treten Verzüge im 1000stel
Bereich auf. Die erreichbare Oberflächenhärte
ist abhängig vom verwendeten Material
bzw. dessen Legierungselementen und
dem Gefügezustand, Eigenspannungen
und evtl. konstruktiven Eigenschaften.
Um eine gewisse Verzugsarmut und die möglichen
Härtewerte zu erzielen, empfiehlt es sich, das
Material entsprechend zu präparieren.
ALS GÜNSTIGE WARMBEHANDLUNGSFOLGE HAT SICH ERWIESEN:
1. Vergüten des roh vorgearbeiteten Werkstückes
(wenn Festigkeit nötig)
2. Zwischenbearbeiten auf ca. 1 mm Schnitt-
zugabe (wenn geometrisch erfordert)
3. Spannungsarmglühen
4. Weiterbearbeiten zum Gasnitrieren Auf
Werkstücke, die geschlossene Hohlkörper
enthalten, ist besonders hinzuweisen.
Geschlossene Hohlkörper müssen innen absolut
trocken, fettfrei und sauber sein.
Die Werkstücke werden zum Erreichen der
Einhärtetiefe gemäß unseren Erfahrungen gehärtet.
Eine Bestimmung der tatsächlich erreichten
Einhärtetiefe ist jedoch nur an einem Probestück
möglich, welches aus identischem Material besteht
und identisch warmbehandelt werden muss. Sollte von
Ihnen ein Nachweis der Nht gewünscht werden, so ist
uns ein entsprechendes Probematerial mitzuliefern.
ÜBERSICHT | STAND 12/2017 | D
NITRIEREN I
GasnitrierenDimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

GNC-OX-NITRIERENVERFAHREN
Das Nitrieren bzw. Nitrocarburieren nach dem
GNC-Ox Prozess stellt eine Kombination aus
verschiedenen thermochemischen Verfahrensschritten,
wie Gasnitrocarburieren, Plasmaaktivieren und
Oxidieren dar. Erzeugt werden verschleißfeste
und korrosionsbeständige Oberflächenschichten.
Die Oberflächen zeigen nach der Behandlung
eine dunkelgraue bis schwarze Färbung.
ZIEL DES VERFAHRENS
Funktionelle Oberflächen werden optimiert durch:
• Erhöhung der Korrosionsbeständigkeit
• Anhebung des Verschleißwiderstands
• Verbesserung der mechanisch-dynamischen
Eigenschaften
ANWENDUNG
Es können Einzelteile und Serienprodukte angewandt
werden. Behandelt werden können eine breite Palette
an Werkstoffqualitäten, unlegierter Baustahlqualitäten,
Einsatz- und Vergütungsstählen oder auch hochlegierte
Werkzeugstähle mit GNC-Ox. Eine Alternative zum
Salzbadnitrieren mit Oxidation bietet das GNC-
Ox Verfahren für viele Bauteile der Automobil- und
Hydraulikindustrie, dem Maschinen- und Bergbau.
VERZUG UND MASSÄNDERUNG
Das GNC-Ox Verfahren hat auf den Verzug und
Maßhaltigkeit von Bauteilen nur einen geringen
Einfluss. Wesentlich geringer ist die Formänderung
im Vergleich zum Aufkohlen bzw. Carbonitrieren.
Die Formänderung kann zusätzlich positiv durch eine
Variation der Prozessparameter, z. B. Temperatur,
beeinflusst werden. Maßänderung der Bauteile ist zu
beobachten durch Bildung der Verbindungsschicht.
Bei vorangehender Fertigung kann solch eine
Maßänderung bereits berücksichtigt werden.
KORROSIONSBESTÄNDIGKEIT
Die geforderte Korrosionsbeständigkeit der Bauteile
wird durch verschiedene Faktoren beeinflusst:
Werkstoff, Rauigkeit, Kontamination der Oberfläche
und Bauteilgeometrie. Sie nehmen Einfluss auf
die Korrosionsbeständigkeit. Die erzielbaren
Ergebnisse der Wärmebehandlung können im
Vorfeld durch eine Abstimmung zwischen dem
Kunden und der Stahlhärterei Haupt wesentlich
verbessert werden. Bei vielen Werkstoffen wird so die
Standardanforderung an die Korrosionsbeständigkeit
(> 96h Salzsprühtest DIN 50021 SS) übertroffen.
ÜBERSICHT | STAND 12/2017 | D
NITRIEREN II
GNC-Ox-nitrierenDimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

GNC-OX-NITRIEREN OBERFLÄCHENHÄRTE UND NITRIERHÄRTETIEFE
Abhängig ist im Wesentlichen die erzielbare
Oberflächenhärte vom Grundmaterial.
Höhere Härtewerte lassen Legierungselemente
wie Chrom und Aluminium zu. Nach ihren
Vorgaben richtet sich die Nitrierhärtetiefe.
Beeinflusst werden die erzielbaren Schichtkennwerte
auch durch Anlieferungszustand des Bauteils, z. B.
Verformungsgrad und Wärmebehandlungszustand.
VERBINDUNGSSCHICHT UND DIFFUSIONSZONE
Durch Diffusion von atomarem Kohlenstoff und
Stickstoff in die Oberfläche bildet sich eine
Diffusionszone (DZ) und eine Verbindungsschicht (VS)
aus. Im Anschluss erzeugt eine kompakte Oxidschicht,
welche im wesentlichen die Korrosionsbeständigkeit
ergibt, die Oxidation der Bauteile. Das
Verschleißverhalten des Bauteils wird von der VS
bestimmt. Die mechanischdynamischen Eigenschaften
des Bauteils werden durch die DZ beeinflusst.
VOR- UND NACHBEARBEITUNG
Bei der Anlieferung sollte der Zustand der
Bauteile möglichst frei von Verunreinigungen
und Rückständen, sowie metallisch blank sein.
Bei Anlieferung sind in der Regel die Bauteile
fertig bearbeitet. Möglich ist ebenfalls eine
eventuelle Nachbearbeitung durch Schleifen oder
Polieren zur Verbesserung der Rauigkeit. Vor der
Behandlung sollte dieses abgestimmt werden.
Zunehmend durch die Vielfalt der
Anwendungsmöglichkeiten gewinnt das Nitrier- und
Nitrocarburierverfahren an Bedeutung. Eine immer
wichtigere Rolle bei der Funktion belasteter Oberflächen
spielt neben den mechanischen, technologischen
Eigenschaften auch die Korrosionsbeständigkeit.
Das GNCOx Verfahren ermöglicht es, neben der
Anhebung der Verschleißeigenschaften auch die
Korrosionsbeständigkeit entscheidend zu verbessern.
ÜBERSICHT | STAND 12/2017 | D
NITRIEREN III
GNC-Ox-nitrierenDimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

NITRIEREN | TENIFER® Q-P-Q
Neben den Eigenschaftsverbesserungen
wie Verschleißschutz, Dauerfestigkeit und
Gleiteigenschaften führt die TENIFER®-
Behandlung mit oxidativer Abkühlung bzw.
Nachbehandlung zu einer wesentlichen
Steigerung der Korrosionsbeständigkeit.
Untersuchungsergebnisse und praktische
Anwendungen zeigen, dass die Qualität
der behandelten Bauteile häufig
galvanischen Schichten aber auch anderen
Nitrocarburierverfahren überlegen ist.
Damit eröffnet sich für das TENIFER®-Verfahren
ein weites Feld von Anwendungen, wobei oft auch
kostenintensive Werkstoffe eingesetzt werden können.
Aufgrund seiner Verfahrensmerkmale, wie sehr guter
Reproduzierbarkeit auf hohem Qualitätsniveau,
einfacher Handhabung und hoher Flexibilität, findet
es weltweit eine immer größere Verbreitung in der
metallverarbeitenden Industrie. Das Verfahren zeichnet
sich durch eine hohe Umweltverträglichkeit aus.
TENIFER® - Q -DIE VORAUSSETZUNG FÜR
• Verschleißbeständigkeit
• Korrosionsbeständigkeit
• Einlaufbeständigkeit
• Warmfestigkeit
• Dauerfestigkeit
TENIFER® - Q + P - FÜR DIE ZUSÄTZLICHE
• Reduzierung der Oberflächenrauhigkeit
• Reduzierung des Reibungskoeffizienten
• Verbesserung der Bauteiloptik
TENIFER® - Q + P + Q - DAS FINISH FÜR
• höchste Korrosionsbeständigkeit
• dekorative schwarze Oberfläche
• geringste Lichtreflexe
• bestes optisches Aussehen
Auf die Härtevergleichstabelle folgend, haben
wir eine umfangreiche Information über Tenifer
angehängt, verfasst von der Fa. Durferrit GmbH.
ÜBERSICHT | STAND 12/2017 | D
NITRIEREN IV
GNC-Ox-nitrierenDimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

ÜBERSICHT | STAND 12/2017 | D
GNC-OX NITRIER-TABELLE
GNC-Ox nitrierenDimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
WerkstoffFestigkeit nach dem Vergüten (N/mm2)
Anlasstemperatur 600°CRichtwerte für die Oberflächenhärte
90 min. 580°C GNC-Ox-behandelt
Kurzname Werkstoff- nummer
2 Stunden 6 Stunden HV 1 HV 10 HV 30
CK15 1.1141 600 550 350 300 200
C45W3 1.1730 750-800 700-800 450 350 250
Ck60 1.1221 750-900 700-800 450 350 250
20MnCr5 1.7147 800-950 800-900 600 450 400
53MnSi4 1.5141 850-950 800-900 450 400 350
90MnV8 1.2842 1000-1200 900-1100 550 450 400
42CrMo4 1.7225 900-1200 900-1100 650 500 450
X19NiCrMo4 1.2764 900-1100 900-1000 600 500 450
55NiCrMoV6 1.2713 1200-1400 1150-1300 650 550 500
56NiCrMoV7 1.2714 1300-1500 1250-1400 650 550 500
50NiCr13 1.2721 1200-1350 1100-1200 660 500 450
X20Cr13 1.2082 1000-1200 1000-1200 >900 600 450
X35CrMo17 1.4122 1000-1200 1000-1200 >900 700 550
X210Cr12 1.2080 1500-1700 1400-1600 >800 600 450
X210CrW12 1.2436 1500-1800 1400-1650 >800 600 500
X165CrMoV12 1.2601 1400-1900 1400-1700 >800 650 500
45CrMoW58 1.2603 1500-1800 1400-1700 800 700 600
X32CrMoV33 1.2365 1700-1800 1600-1750 >900 850 700
X38CrMoV51 1.2343 1700-1900 1500-1700 >900 850 700
X37CrMoW51 1.2606 1700-1900 1600-1800 >900 800 700
X30WCrV53 1.2567 1700-1900 1600-1800 >900 850 750
X30WCrV93 1.2581 1500-1800 1500-1700 >900 850 800

ÜBERSICHT | STAND 12/2017 | D
GASNITRIER-TABELLE
GasnitrierenDimensionen:max. 1500 mm x 3000 mm
Vollautomatischer Prozess
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
Werkstoffgruppe Bezeichnung Werkstoffnr. Oberflächenhärte HV3Nitrierhärtetiefe
(n. DIN 50190 Teil 3)
Baustähle S355J2G3 1.057 530-700 0,2-0,8 mm
Vergütungsstähle CK 45 1.1191 300-400 0,2-0,7 mm
25 CrMo 4 1.7218 550-700 0,2-0,7 mm
35 CrMo 4 1.7220 550-700 0,1-0,6 mm
42 CrMo 4 1.7225 550-700 0,1-0,6 mm
50 CrMo 4 1.7228 550-700 0,1-0,5 mm
51 Cr V 4 1.8159 600-750 0,1-0,6 mm
34 CrNiMo 6 1.6582 600-800 0,1-0,6 mm
30 CrNiMo 8 1.6580 650-800 0,1-0,6 mm
32 CrMo 12 1.7361 700-900 0,1-0,8 mm
30 CrMo V9 1.7707 750-850 0,1-0,8 mm
14 CrMo V 6.9 1.7735 800-900 0,1-1,0 mm
Nitrierstähle 31 CrMo 12 1.8515 800-900 0,1-0,8 mmaaa
31 CrMo V9 1.8519 750-850 0,1-0,8 mm
34 CrAl 6 1.8504 900-1100 0,1-0,8 mm
34 CrAlMo 5 1.8507 900-1100 0,1-0,8 mm
34 CrAlNi 7 1.8550 900-1100 0,1-0,8 mm
Einsatzstähle 16 MnCr 5 1.7131 600-800 0,1-1,0 mm
20 MnCr 5 1.7141 600-800 0,1-1,0 mm
Kaltarbeitsstähle 100 Cr6 1.3505 450-600 0,1-0,6 mm
X 210Cr12 1.2080 1000-1200 0,1-0,2 mm
40 CrMnMo 7 1.2311 650-800 0,1-0,5 mm
Warmarbeitsstähle 55 NiCrMo V6 1.2713 550-700 0,1-0,5 mm
55 NiCrMo V7 1.2714 550-700 0,1-0,5 mm
X 37CrMo V5-1 1.2343 900-1100 0,1-0,4 mm
X 40 CrMo V5-1 1.2344 900-1100 0,1-0,4 mm
Kugelgraphitguss GGG 50 500-700
GGG 60 550-700
GAS NITRIDING
Gas nitriding is a standard heat treatment, in
which from our side the hardness and distortion
of the work pieces cannot be affected.
Usually, there are distortions of no more than to a
thousandth degree. The surface hardness that can be
achieved depends on the material used or its alloying
elements respectively and the microstructure, residual
stresses and possible constructive attributes.
In order to achieve a certain lack of distortion and
the possible hardness values, it is recommended
to prepare the material accordingly.
THE FOLLOWING HEAT TREATMENT SEQUENCE HAS BEEN PROVEN AS BENEFICIAL:
1. Quenching and tempering of the raw semi
finished work piece (if firmness required)
2. Intermediate treatment on approx. 1 mm
machining allowance (if geometrically required)
3. Stress relief annealing
4. Further treatment to gas nitriding: Special
reference is made to work pieces that contain
enclosed hollow parts: Hollow parts must be
completely dry, free of grease and clean inside.
To achieve the hardening depth, the work pieces are
hardened according to our experience. However,
a determination of the actually achieved hardening
depth is only possible on a sample which consists
of identical material and must be heat treated in
exactly the same way. If you desire verification of
the Nht, please supply respective sample material.
OVERVIEW | STATUS OF 12/2017 | E
NITRIDING I
Gas nitridingDimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

GNC-OX-NITRIDINGPROCESS
Nitriding or nitrocarburization following the GNC-Ox
process is a combination of different thermo-chemical
process steps, like gas nitrocarburization, plasma
activation and oxidizing. This creates wear resistant
and corrosion resistant surface layers. After treatment,
the surfaces show a dark grey to black colour.
AIM OF PROCEDURE
• Functional surfaces are optimized by:
• Increased corrosion resistance
• Improved wear resistance
• Improved mechanical-dynamic properties
APPLICATION
Individual components and duplicate parts can be
processed. A broad range of material qualities, non-
alloy construction steel qualities, case-hardened and
tempering steels or even high-alloy tool steels can be
treated with GNC-Ox. The GNC-Ox process provides
an alternative to salt bath nitriding with oxidation for
many components of the automotive and hydraulic
industry, mechanical engineering and mining.
DISTORTION AND DIMENSIONAL CHANGE
The GNC-Ox process only has a small impact on
distortion and dimensional change of components.
The deformation is much smaller compared to
carburization or carbonitration respectively. In addition,
the deformation can be positively affected by a
variation of the process parameters, e.g. temperature.
A dimensional change of the components can be
observed through formation of the white layer. In
case of a previous production, such a dimensional
change can already be taken into account.
CORROSION RESISTANCE
The required corrosion resistance of the components
is influenced by different factors: Material, roughness,
contamination of the surface and component
geometry. They have an impact on the corrosion
resistance. The achievable results of the heat treatment
can be significantly improved beforehand through
discussions and agreements between the customer
and Stahlhärterei Haupt. For several materials, the
standard requirements of corrosion resistance (> 96h
salt spray test DIN 50021 SS) is thus exceeded.
OVERVIEW | STATUS OF 12/2017 | E
NITRIDING II
GNC-Ox-nitridingDimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

GNC-OX-NITRADINGSURFACE HARDNESS AND NITRATION HARDNESS DEPTH
Essentially, the achievable surface hardness
depends on the raw material. Higher hardness
values allow alloying elements like chromium and
aluminium. The nitration hardness depth depends
on their specifications. The achievable coating
parameters are also affected by the condition
of the component at delivery, e.g. degree of
distortion and heat treatment condition.
WHITE LAYER AND DIFFUSION ZONE
Through diffusion of primary carbon and nitrogen
into the surface, a diffusion zone (DZ) and a white
layer (WL) are formed. Subsequently, a compact
oxide film, which essentially results in the corrosion
resistance, creates oxidation of the components.
The wear behaviour of the component is determined
by the WL. The mechanical-dynamic properties
of the component are affected by the DZ.
PRE-TREATMENT AND POST-TREATMENT
On delivery, components should be as free as possible
from contamination and residues, and be metallically
bright. Components are usually finish-machined when
they are delivered. It is also possible to carry out
further treatment by grinding or polishing to improve
the roughness. This should be agreed before carrying
out the treatment. Nitriding and nitrocarburisation
are increasing in importance due to the multiplicity
of possible applications. As well as mechanical,
technological properties, the resistance to corrosion is
playing an ever more important role in the functionality
of stressed surfaces. As well as improving the wear
characteristics, the GNCOx process also enables the
resistance to corrosion to be significantly improved.
OVERVIEW | STATUS OF 12/2017 | E
NITRIDING III
GNC-Ox-nitradingDimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

NITRIDING | TENIFER® Q-P-Q
As well as improving characteristics such
as wear protection, fatigue resistance and
sliding properties, TENIFER® treatment with
oxidative cooling or post-treatment considerably
increases the resistance to corrosion.
Results of investigations and practical
applications show that the quality of the treated
components is often superior to galvanic coating
and other nitrocarburisation processes.
For the TENIFER® process, this opens up
a wide field of applications which often
require the use of expensive tools.
The process is finding ever greater prevalence
in the metalworking industry worldwide. This is
due to the process characteristics which include
very good reproducibility with high quality, simple
handling and high flexibility. The process is
distinguished by high environmental compatibility.
TENIFER® - Q - THE PREREQUISITE FOR
• Resistance to wear
• Resistance to corrosion
• Resistance to shrinking
• Resistance to heat
• Resistance to fatigue
TENIFER® - Q + P - FOR ADDITIONAL
• Reduction of surface roughness
• Reduction of the coefficient of friction
• Improvement of the visual appearance of the
component
TENIFER® - Q + P + Q - THE FINISH FOR
• Maximum resistance to corrosion
• Decorative black surface
• Minimum light reflection
• Best visual appearance
Following the hardness comparison table, we have
attached comprehensive information on Tenifer
which has been prepared by Durferrit GmbH.
OVERVIEW | STATUS OF 12/2017 | E
NITRIDING IV
Nitriding | Tenifer® Q-P-QDimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

OVERVIEW | STATUS OF 12/2017 | E
GNC-OX NITRIDING TABLE
GNC-Ox nitridingDimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
MaterialStrength after tempering (N / mm2)
Tempering temperature 600 ° CGuide values for the surface hardness
90 min. 580 ° C GNC-Ox treated
Shortname Material number 2 hours 6 hours HV 1 HV 10 HV 30
CK15 1.1141 600 550 350 300 200
C45W3 1.1730 750-800 700-800 450 350 250
Ck60 1.1221 750-900 700-800 450 350 250
20MnCr5 1.7147 800-950 800-900 600 450 400
53MnSi4 1.5141 850-950 800-900 450 400 350
90MnV8 1.2842 1000-1200 900-1100 550 450 400
42CrMo4 1.7225 900-1200 900-1100 650 500 450
X19NiCrMo4 1.2764 900-1100 900-1000 600 500 450
55NiCrMoV6 1.2713 1200-1400 1150-1300 650 550 500
56NiCrMoV7 1.2714 1300-1500 1250-1400 650 550 500
50NiCr13 1.2721 1200-1350 1100-1200 660 500 450
X20Cr13 1.2082 1000-1200 1000-1200 >900 600 450
X35CrMo17 1.4122 1000-1200 1000-1200 >900 700 550
X210Cr12 1.2080 1500-1700 1400-1600 >800 600 450
X210CrW12 1.2436 1500-1800 1400-1650 >800 600 500
X165CrMoV12 1.2601 1400-1900 1400-1700 >800 650 500
45CrMoW58 1.2603 1500-1800 1400-1700 800 700 600
X32CrMoV33 1.2365 1700-1800 1600-1750 >900 850 700
X38CrMoV51 1.2343 1700-1900 1500-1700 >900 850 700
X37CrMoW51 1.2606 1700-1900 1600-1800 >900 800 700
X30WCrV53 1.2567 1700-1900 1600-1800 >900 850 750
X30WCrV93 1.2581 1500-1800 1500-1700 >900 850 800
OVERVIEW | STATUS OF 12/2017 | E
GAS NITRIDING TABLE
Gas nitridingDimensions:max. 1500 mm x 3000 mm
Fully automated Process
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
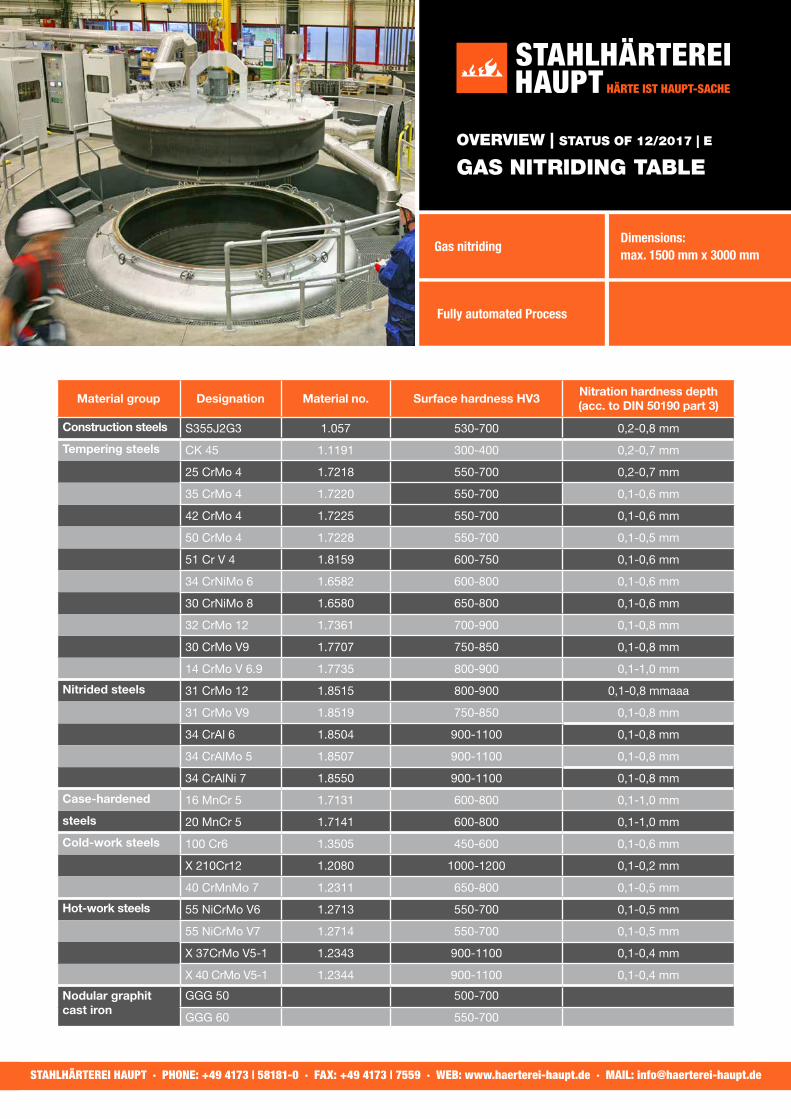
Material group Designation Material no. Surface hardness HV3Nitration hardness depth (acc. to DIN 50190 part 3)
Construction steels S355J2G3 1.057 530-700 0,2-0,8 mm
Tempering steels CK 45 1.1191 300-400 0,2-0,7 mm
25 CrMo 4 1.7218 550-700 0,2-0,7 mm
35 CrMo 4 1.7220 550-700 0,1-0,6 mm
42 CrMo 4 1.7225 550-700 0,1-0,6 mm
50 CrMo 4 1.7228 550-700 0,1-0,5 mm
51 Cr V 4 1.8159 600-750 0,1-0,6 mm
34 CrNiMo 6 1.6582 600-800 0,1-0,6 mm
30 CrNiMo 8 1.6580 650-800 0,1-0,6 mm
32 CrMo 12 1.7361 700-900 0,1-0,8 mm
30 CrMo V9 1.7707 750-850 0,1-0,8 mm
14 CrMo V 6.9 1.7735 800-900 0,1-1,0 mm
Nitrided steels 31 CrMo 12 1.8515 800-900 0,1-0,8 mmaaa
31 CrMo V9 1.8519 750-850 0,1-0,8 mm
34 CrAl 6 1.8504 900-1100 0,1-0,8 mm
34 CrAlMo 5 1.8507 900-1100 0,1-0,8 mm
34 CrAlNi 7 1.8550 900-1100 0,1-0,8 mm
Case-hardened 16 MnCr 5 1.7131 600-800 0,1-1,0 mm
steels 20 MnCr 5 1.7141 600-800 0,1-1,0 mm
Cold-work steels 100 Cr6 1.3505 450-600 0,1-0,6 mm
X 210Cr12 1.2080 1000-1200 0,1-0,2 mm
40 CrMnMo 7 1.2311 650-800 0,1-0,5 mm
Hot-work steels 55 NiCrMo V6 1.2713 550-700 0,1-0,5 mm
55 NiCrMo V7 1.2714 550-700 0,1-0,5 mm
X 37CrMo V5-1 1.2343 900-1100 0,1-0,4 mm
X 40 CrMo V5-1 1.2344 900-1100 0,1-0,4 mm
Nodular graphit cast iron
GGG 50 500-700
GGG 60 550-700

GLÜHENUnter Glühen versteht man die Behandlung eines
Werkstückes bei einer bestimmten Temperatur
mit einer bestimmten Haltedauer und einer
nachfolgend, der Erzielung der angestrebten
Werkstoffeigenschaften angepassten Abkühlung.
GLÜHVERFAHREN:
1. Normalglühen | Spannungsarmglühen
2. Weichglühen | Grobkornglühen
3. Rekristallisationsglühen | Diffusionsglühen
4. Lösungsglühen
Das Normalglühen wird hauptsächlich nach
vorausgegangener Warmumformung von
Bauteilen vorgenommen. Das Erwärmen
erfolgt auf eine Temperatur etwas oberhalb der
Härtetemperatur mit einem anschließenden
Abkühlen an ruhender Atmosphäre, um
eine gleichmäßige Struktur zu erzielen.
Das Spannungsarmglühen ist ein Glühen bei
hinreichend hohen Temperaturen (bei vergüteten
Stählen jedoch unterhalb der letzten Anlasstemperatur)
mit dem Ziel, die Eigenspannungen ohne
wesentliche Änderungen des Gefüges und der
mechanischen Eigenschaften zu verringern.
Unter Weichglühen versteht man das
Glühen bei einer Temperatur dicht unterhalb
des unteren Umwandlungspunktes mit
anschließendem, langsamen Abkühlen, um
einen möglichst weichen Zustand zu erzielen.
Das Grobkornglühen, auch Hochglühen
genannt, findet bei einer Temperatur oberhalb der
Härtetemperatur mit einer zweckentsprechenden
Abkühlung statt, um ein gröberes Korn (z.B. zur
Verbesserung der Zerspanbarkeit) zu erzielen.
Das Diffusionsglühen ist ein Glühen bei sehr
hohen Temperaturen im Rekristallisationsgebiet.
Ziel ist, z.B. die durch Kaltumformung eingetretenen
Eigenschafts- und Gefügeänderungen partiell
oder vollständig rückgängig zu machen, ohne
dass eine Gefügeumwandlung stattfindet.
Das Lösungsglühen wird vorwiegend
bei austenitischen Stählen zum Lösen
ausgeschiedener Bestandteile in Mischkristallen
und zur Eliminierung von Spannungen bei
vorausgegangener Kaltverfestigung durchgeführt.
VORTEILE DES GLÜHENS
• Verbesserung der mechanischen
Eigenschaften
• Optimierung der mechanischen Bearbeitung
(spanlose und spanabhebende)
• Verbesserung der Gefügezustände zur
Kaltumformung
• Verringerung der Be- und Verarbeitungs-
spannung
• Wiederherstellung des Ausgangszustandes
ÜBERSICHT | STAND 12/2017 | D
GLÜHEN
NormalglühenSpannungsarmglühenWeichglühen | Lösungsglühen
GrobkornglühenRekristallisationsglühenDiffusionsglühen
Vollautomatischer Prozess
Dimensionen: max. 5000 mm x 5000 mm x 12000 mm
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

ANNEALING
means the treatment of a work piece at a
certain temperature and a certain soaking
period and subsequent cooling off adapted
to the material properties aimed for.
ANNEALING PROCESS:
• Normal annealing
• Stress relief annealing
• Soft-annealing
• Coarse-grain annealing
• Sub-critical annealing
• Homogenizing
• Solution annealing
Normal annealing is usually carried out after previous
hot forming of components. Heating is carried out
up to a temperature slightly above the hardening
temperature, with subsequent cooling off in still
atmosphere in order to achieve an even structure.
Stress relief annealing is annealing at sufficiently
high temperatures (for hardened and tempered
steels however, below the last tempering
temperature), with the aim to decrease the
residual stresses without significant structural
changes and mechanical properties.
Soft-annealing means annealing at a
temperature slightly below the lower critical
point with subsequent, slow cooling off, in
order to achieve as soft a state as possible.
Coarse-grain annealing, also called high annealing,
is carried out at a temperature above the hardening
temperature with adequate cooling off, in order to
achieve a coarser grain (e.g. for improving grindability).
Homogenizing is annealing at very high temperatures
in the recrystallization area. The aim is for example
to partially or completely reverse the property and
structural changes having occurred after cold forming,
without causing a structural transformation.
Solution annealing is mainly carried out for
austenitic steels for releasing deposited component
parts in mixed crystals and for eliminating
stresses from previous strain-hardening.
ADVANTAGES OF ANNEALING:
• Improvement of mechanical properties
• Optimization of mechanical processing
(non-cutting and metal-cutting)
• Improvement of metal states for cold forming
• Lowering of processing and machining stresses
• Recovery of original state
OVERVIEW | STATUS OF 12/2017 | E
ANNEALING
Normal annealingStress relief annealingSoft-annealing | Solution annealing
Coarse-grain annealingSub-critical annealingHomogenizing
Fully automated ProcessDimensions: max. 5000 mm x 5000 mm x 12000 mm
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

STRAHLENSANDSTRAHLEN, GLASPERLENSTRAHLEN, STAHLKUGELN, GRUNDIERUNG
Die verschiedenen Strahlverfahren dienen:
• dem Entzundern und Entrosten von Halbzeugen
(Brammen, Bleche, Profile)
• dem Entsanden und Entzundern von
Schwermetallguss
• dem Entzundern von Schmiedeteilen
• dem Entgraten und Egalisieren von LM-Guss
• der Vorbehandlung vor dem Beschichten
Mit der Methodik des Glasperlenstrahlens reinigen
wir Bauteiloberflächen, entfernen die Schutzpaste
nach dem partiellen Nitrierprozess und nutzen
diese als Poliermöglichkeit bei der Tenifer®
QPQ-Behandlung. Mit dieser Verfahrenstechnik
vermeiden wir eine Beschädigung der Werkstücke.
Vorgegebene Maßtoleranzen, Kanten, Anschlüsse
und Dichtflächen bleiben so erhalten.
Das Stahlkugelstrahlen setzen wir ein, um
Oberflächenverunreinigungen als Folge thermischer
Prozesse zu beseitigen - umso wichtiger, als
dass Oxidationsrückstände oder ähnliches bei
einem nachfolgenden Bearbeitungsprozess
wie Drehen, Schleifen usw. das Kühlschmiermittel stark
verunreinigen können. Zudem erhalten die Bauteile
eine saubere und optisch ansprechende Oberfläche.
Auf Wunsch nehmen wir für darauf folgende
Lackierungen die entsprechenden Grundierungen vor.
BRÜNIEREN
Brünieren dient dem Bilden einer schwachen
Schutzschicht auf eisenhaltigen Oberflächen,
um Korrosion zu vermindern. Durch Eintauchen
der Werkstücke in saure bzw. alkalische
Lösungen oder Salzschmelzen bilden sich
Mischoxidschichten (Konversionsschichten) aus
FeO und Fe2O3 von tiefschwarzer Farbe.
Durch die geringe Schichtdicke von ca. 1 µm
bleiben die brünierten Werkstücke maßhaltig.
Wegen der Porosität der Brünierschichten besitzen
sie einen nur geringen Korrosionsschutz, der
sich aber durch Beölen oder Befetten deutlich
verbessern lässt. Diese Schichten sind weitgehend
biege- und abriebfest sowie bis ca. 300 °C
temperaturbeständig. Das Einsatzgebiet liegt
hauptsächlich im Maschinen- und Werkzeugbau.
Das Verfahren ist in der DIN 50938 genormt.
ÜBERSICHT | STAND 12/2017 | D
STRAHLEN & BRÜNIEREN
Sandstrahlen Glasperlenstrahlen
Stahlkugelstrahlen Grundieren
Dimensionen:max. 3100 mm x 6000 mm
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

BLASTINGSANDBLASTING, GLASS BEAD BLASTING, STEEL BALL BLASTING, PRIMING
The different blasting processes are for:
• Descaling and derusting of semi-finished
products (slabs, sheet metal, profiles)
• Freeing from sandy deposits and descaling of
heavy metal castings
• Descaling of forgings
• Burring and levelling of LM casting
• Preparation before coating.
With the glass bead blasting method, we clean
component surfaces, remove the protective paste
after the partial nitriding process and use this
as a polishing opportunity during Tenifer® QPQ
treatment. With this process, we prevent the
work pieces from being damaged. This means
that specified dimensional tolerances, edges,
connections and sealing surfaces remain intact.
Steel ball blasting is used to remove surface
contaminations as a result of thermal processes
- all the more important, as oxidation residues
or similar can significantly contaminate the
cooling lubricant during a subsequent treatment
process like turning, polishing etc..
In addition, the components get a clean
and optically appealing surface.
If desired, for subsequent varnishing, we
provide the respective priming coats.
BRONZING
Bronzing is for forming a thin protective coating
on ferrous surfaces in order to diminish corrosion.
The work pieces are immersed in acidic or alkaline
solutions respectively, or molten salt, which forms
mixed oxide films (conversion coatings) of FeO
and Fe2O3 of deep black colour. The bronzed
work pieces remain largely true to size due to
the thin coat thickness of approx. 1 µm.
Owing to the porosity of the bronzing coating,
they are only slightly anticorrosive, which can
however be significantly improved with oiling or
greasing.These coatings are mostly flexing- and
abrasion-resistant, as well as temperature-
resistant up to 300 °C. They are mostly used in
mechanical engineering and tool manufacture.
The process is standardized
according to DIN 50938.
OVERVIEW | STATUS OF 12/2017 | E
BLASTING & BRONZING
Sandblasting Glass bead blasting
Steel ball blasting Priming
Dimensions:max. 3100 mm x 6000 mm
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

ÜBERSICHT | STAND 12/2017 | D
DIN EN ISO 18265:2014-02
UMRECHNUNGSTABELLE
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
Zugfestigkeit N/mm2
VICKERS HV
Rockwell HRC HRB
Brinell HB
Zugfestigkeit N/mm2
VICKERS HV
Rockwell HRC HRB
Brinell HB
255 80 76,0 1095 340 34,4 323
270 85 41,0 80,7 1125 350 35,5 333
285 90 48,0 85,5 1155 360 36,6 342
305 95 52,0 90,2 1190 370 37,7 352
320 100 56,2 95,0 1220 380 38,8 361
335 105 59,3 99,8 1255 390 39,8 371
350 110 62,3 105 1290 400 40,8 380
370 115 64,5 109 1320 410 41,8 390
385 120 66,7 114 1350 420 42,7 399
400 125 69,0 119 1385 430 43,6 409
415 130 71,2 124 1420 440 44,5 418
430 135 73,1 128 1455 450 45,3 428
450 140 75,0 133 1485 460 46,1 437
465 145 138 1520 470 46,9 447
480 150 78,7 143 1555 480 47,7 456
495 155 147 1595 490 48,4 466
510 160 81,7 152 1630 500 49,1 475
530 165 156 1665 510 49,8 485
545 170 85,0 162 1700 520 50,5 494
560 175 166 1740 530 51,1 504
575 180 87,1 171 1775 540 51,7 513
595 185 176 1810 550 52,3 523
610 190 89,5 181 1845 560 53,0 532
625 195 185 1880 570 53,6 542
640 200 91,5 190 1920 580 54,1 551
660 205 92,5 195 1955 590 54,7 561
675 210 93,5 199 1995 600 55,2 570
690 215 94,0 204 2030 610 55,7 580
705 220 95,0 209 2070 620 56,3 589
720 225 96,0 214 2105 630 56,8 599
740 230 96,7 219 2145 640 57,3 608
755 235 223 2180 650 57,8 618
770 240 20,3 98,1 228 660 58,3
785 245 21,3 233 670 58,8
800 250 22,2 99,5 238 680 59,2
820 255 23,1 242 690 59,7
865 260 24,0 101 247 700 60,1
850 265 24,8 252 720 61,0
865 270 25,6 102 257 740 61,8
880 275 26,4 261 760 62,5
900 280 27,1 104 266 780 63,3
915 285 27,8 271 800 64,0
930 290 28,5 105 276 820 64,7
950 295 29,2 280 840 65,3
965 300 29,8 285 860 65,9
995 310 31,0 295 880 66,4
1030 320 32,2 304 900 67,0
1060 330 33,3 314 920 67,5
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

ÜBERSICHT | STAND 12/2017 | D
DIN EN ISO 18265:2014-02
UMRECHNUNGSTABELLE
ÜBERSICHT | STAND 12/2017 | D
HÄRTE- VERGLEICHSTABELLE
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
Festigkeit nach dem Vergüten (N/mm²)Anlasstemperatur 600° C
Richtwerte für die Oberflächenhärte90 Minuten TENIFERbehandlung bei 580° C
Werkstoff/ Kurzname
Werkstoff- nummer 2 Stunden 6 Stunden HV 1 HV 10 HV 30
Ck15 1.1141 600 550 350 300 200
C45W3 1.1730 750-850 700-800 450 350 250
Ck60 1.1221 750-900 700-800 450 350 250
20MnCr5 1.7147 800-950 800-900 600 450 400
53MnSi4 1.5141 850-950 800-900 450 400 350
90MnV8 1.2842 1000-1200 900-1100 550 450 400
42CrMo4 1.7225 900-1200 900-1100 650 500 450
X19NiCrMo4 1.2764 900-1100 900-1000 600 500 450
55NiCrMoV6 1.2713 1200-1400 1150-1300 650 550 500
56NiCrMoV7 1.2714 1300-1500 1250-1400 650 550 500
50NiCr13 1.2721 1200-1350 1100-1200 660 500 450
X20Cr13 1.2082 100-1200 1000-1200 >900 600 450
X35CrMo17 1.4122 1000-1200 1000-1200 >900 700 550
X210Cr12 1.2080 1500-1700 1400-1600 >800 600 450
X210CrW12 1.1436 1500-1800 1400-1650 >800 600 500
X165CrMoV12 1.2601 1400-1900 1400-1700 >800 650 500
45CrMoW58 1.2603 1500-1800 1400-1700 800 700 600
X32CrMoV33 1.2365 1700-1800 1600-1750 >900 850 700
X38CrMoV51 1.2343 1700-1900 1500-1700 >900 820 700
X37CrMoW51 1.2606 1700-1900 1600-1800 >900 800 700
X30WCrV53 1.2567 1700-1900 1600-1800 >900 850 750
X30WCrV93 1.2581 1500-1800 1500-1700 >900 850 800
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]

ÜBERSICHT | STAND 12/2017 | D
HÄRTE- VERGLEICHSTABELLE
OVERVIEW | STATUS OF 12/2017 | E
DIN EN ISO 18265:2014-02
CONVERSION CHART
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
Tensile strength N/mm2
VICKERS HV
Rockwell HRC HRB
Brinell HB
Tensile strength N/mm2
VICKERS HV
Rockwell HRC HRB
Brinell HB
255 80 76,0 1095 340 34,4 323
270 85 41,0 80,7 1125 350 35,5 333
285 90 48,0 85,5 1155 360 36,6 342
305 95 52,0 90,2 1190 370 37,7 352
320 100 56,2 95,0 1220 380 38,8 361
335 105 59,3 99,8 1255 390 39,8 371
350 110 62,3 105 1290 400 40,8 380
370 115 64,5 109 1320 410 41,8 390
385 120 66,7 114 1350 420 42,7 399
400 125 69,0 119 1385 430 43,6 409
415 130 71,2 124 1420 440 44,5 418
430 135 73,1 128 1455 450 45,3 428
450 140 75,0 133 1485 460 46,1 437
465 145 138 1520 470 46,9 447
480 150 78,7 143 1555 480 47,7 456
495 155 147 1595 490 48,4 466
510 160 81,7 152 1630 500 49,1 475
530 165 156 1665 510 49,8 485
545 170 85,0 162 1700 520 50,5 494
560 175 166 1740 530 51,1 504
575 180 87,1 171 1775 540 51,7 513
595 185 176 1810 550 52,3 523
610 190 89,5 181 1845 560 53,0 532
625 195 185 1880 570 53,6 542
640 200 91,5 190 1920 580 54,1 551
660 205 92,5 195 1955 590 54,7 561
675 210 93,5 199 1995 600 55,2 570
690 215 94,0 204 2030 610 55,7 580
705 220 95,0 209 2070 620 56,3 589
720 225 96,0 214 2105 630 56,8 599
740 230 96,7 219 2145 640 57,3 608
755 235 223 2180 650 57,8 618
770 240 20,3 98,1 228 660 58,3
785 245 21,3 233 670 58,8
800 250 22,2 99,5 238 680 59,2
820 255 23,1 242 690 59,7
865 260 24,0 101 247 700 60,1
850 265 24,8 252 720 61,0
865 270 25,6 102 257 740 61,8
880 275 26,4 261 760 62,5
900 280 27,1 104 266 780 63,3
915 285 27,8 271 800 64,0
930 290 28,5 105 276 820 64,7
950 295 29,2 280 840 65,3
965 300 29,8 285 860 65,9
995 310 31,0 295 880 66,4
1030 320 32,2 304 900 67,0
1060 330 33,3 314 920 67,5
OVERVIEW | STATUS OF 12/2017 | E
DIN EN ISO 18265:2014-02
CONVERSION CHART
OVERVIEW | STATUS OF 12/2017 | E
HARDNESS COMPARISON TABLE
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
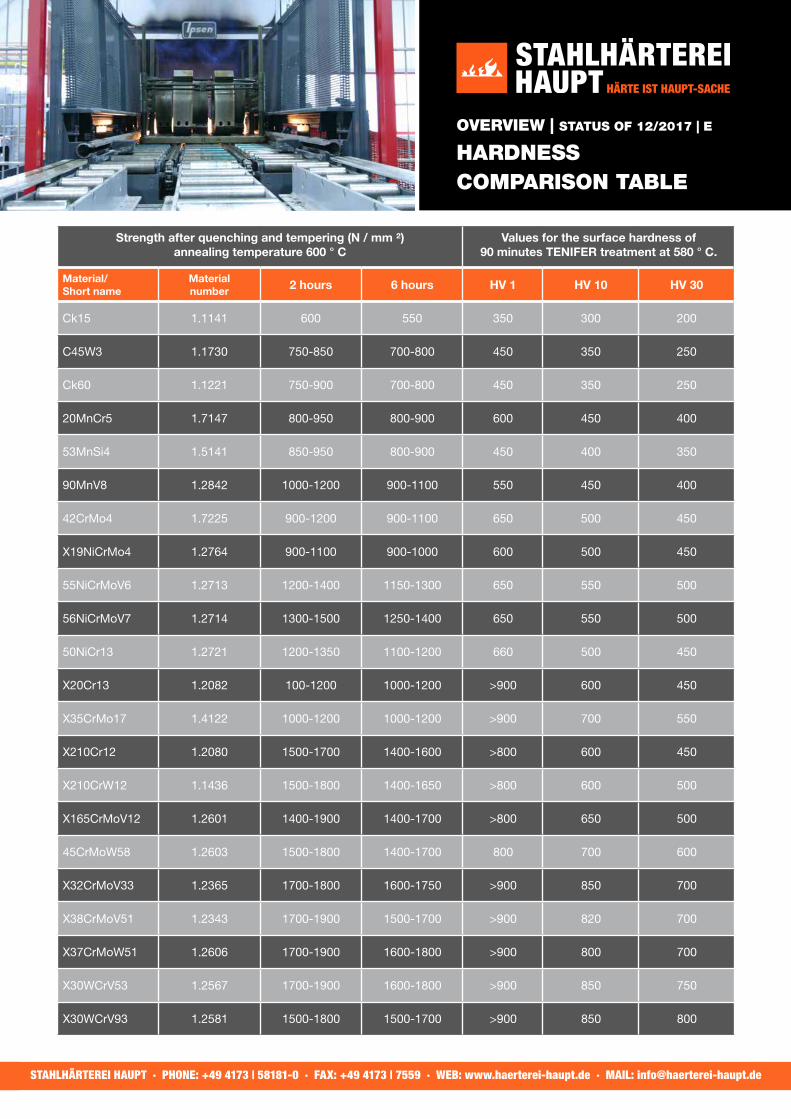
Strength after quenching and tempering (N / mm ²) annealing temperature 600 ° C
Values for the surface hardness of 90 minutes TENIFER treatment at 580 ° C.
Material/ Short name
Material number 2 hours 6 hours HV 1 HV 10 HV 30
Ck15 1.1141 600 550 350 300 200
C45W3 1.1730 750-850 700-800 450 350 250
Ck60 1.1221 750-900 700-800 450 350 250
20MnCr5 1.7147 800-950 800-900 600 450 400
53MnSi4 1.5141 850-950 800-900 450 400 350
90MnV8 1.2842 1000-1200 900-1100 550 450 400
42CrMo4 1.7225 900-1200 900-1100 650 500 450
X19NiCrMo4 1.2764 900-1100 900-1000 600 500 450
55NiCrMoV6 1.2713 1200-1400 1150-1300 650 550 500
56NiCrMoV7 1.2714 1300-1500 1250-1400 650 550 500
50NiCr13 1.2721 1200-1350 1100-1200 660 500 450
X20Cr13 1.2082 100-1200 1000-1200 >900 600 450
X35CrMo17 1.4122 1000-1200 1000-1200 >900 700 550
X210Cr12 1.2080 1500-1700 1400-1600 >800 600 450
X210CrW12 1.1436 1500-1800 1400-1650 >800 600 500
X165CrMoV12 1.2601 1400-1900 1400-1700 >800 650 500
45CrMoW58 1.2603 1500-1800 1400-1700 800 700 600
X32CrMoV33 1.2365 1700-1800 1600-1750 >900 850 700
X38CrMoV51 1.2343 1700-1900 1500-1700 >900 820 700
X37CrMoW51 1.2606 1700-1900 1600-1800 >900 800 700
X30WCrV53 1.2567 1700-1900 1600-1800 >900 850 750
X30WCrV93 1.2581 1500-1800 1500-1700 >900 850 800

ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN
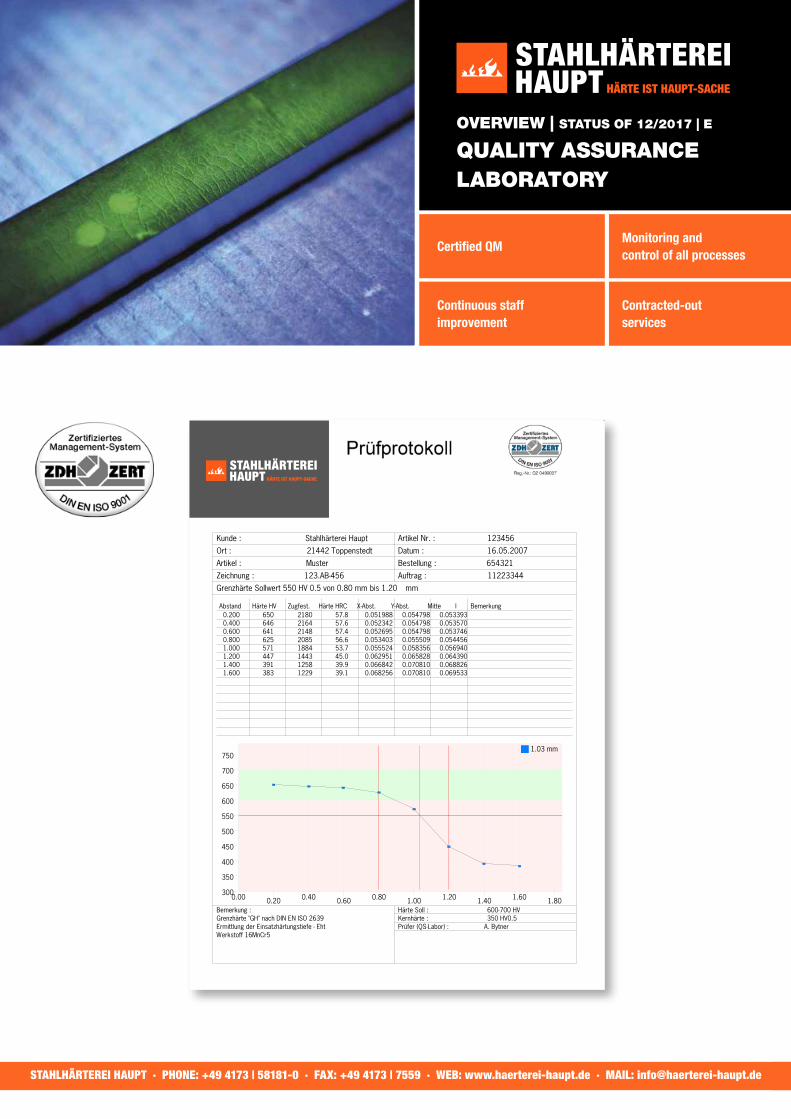
Kunde : Stahlhärterei Haupt
Ort : 21442 Toppenstedt
Artikel : Muster
Zeichnung : 123.AB-456
Artikel Nr. : 123456
Datum : 16.05.2007
Bestellung : 654321
Auftrag : 11223344
Grenzhärte Sollwert 550 HV 0.5 von 0.80 mm bis 1.20 mm
Abstand Härte HV Zugfest. Härte HRC X-Abst. Y-Abst. Mitte l Bemerkung0.200 650 2180 57.8 0.051988 0.054798 0.0533930.400 646 2164 57.6 0.052342 0.054798 0.0535700.600 641 2148 57.4 0.052695 0.054798 0.0537460.800 625 2085 56.6 0.053403 0.055509 0.0544561.000 571 1884 53.7 0.055524 0.058356 0.0569401.200 447 1443 45.0 0.062951 0.065828 0.0643901.400 391 1258 39.9 0.066842 0.070810 0.0688261.600 383 1229 39.1 0.068256 0.070810 0.069533
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80300
350
400
450
500
550
600
650
700
750 1.03 mm
Bemerkung : Grenzhärte "GH" nach DIN EN ISO 2639 Ermittlung der Einsatzhärtungstiefe - EhtWerkstoff 16MnCr5
Härte Soll : 600-700 HV Kernhärte : 350 HV0.5Prüfer (QS-Labor) : A. Bytner
haerteverlauf.pdf 05.06.2007 11:41:14 Uhr
ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN
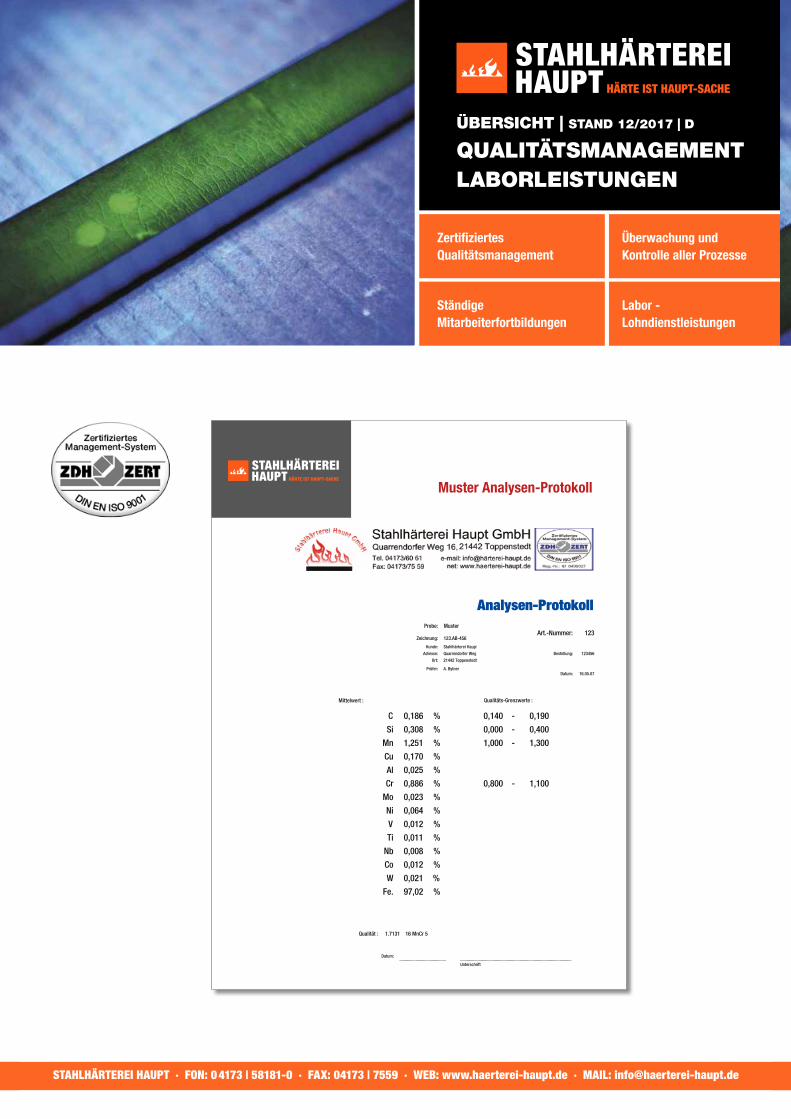
Analysen-Protokoll Muster
Art.-Nummer:Probe:
123
Datum: 16.05.07
123.AB-456Zeichnung:
Prüfer: A. Bytner
Kunde: Stahlhärterei Haupt
Quarrendorfer Weg 16 Bestellung: 123456Adresse:
Ort: 21442 Toppenstedt
Mittelwert :
C 0,186
.......................................................................................................Unterschrift
...........................................Datum:
Qualität : 1.7131 16 MnCr 5
Al
Cr
Mo
Ni
V
Ti
Nb
Co
W
Fe.
Cu
Mn
Si 0,308
0,025
0,886
0,023
0,064
0,012
0,011
0,008
0,012
0,021
97,02
0,170
1,251
Qualitäts-Grenzwerte :
0,140 -
0,000 -
1,000 -
0,800 -
0,190
1,300
1,100
0,400
%
%
%
%
%
%
%
%
%
%
%
%
%
%
Muster Analysen-Protokoll
ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN
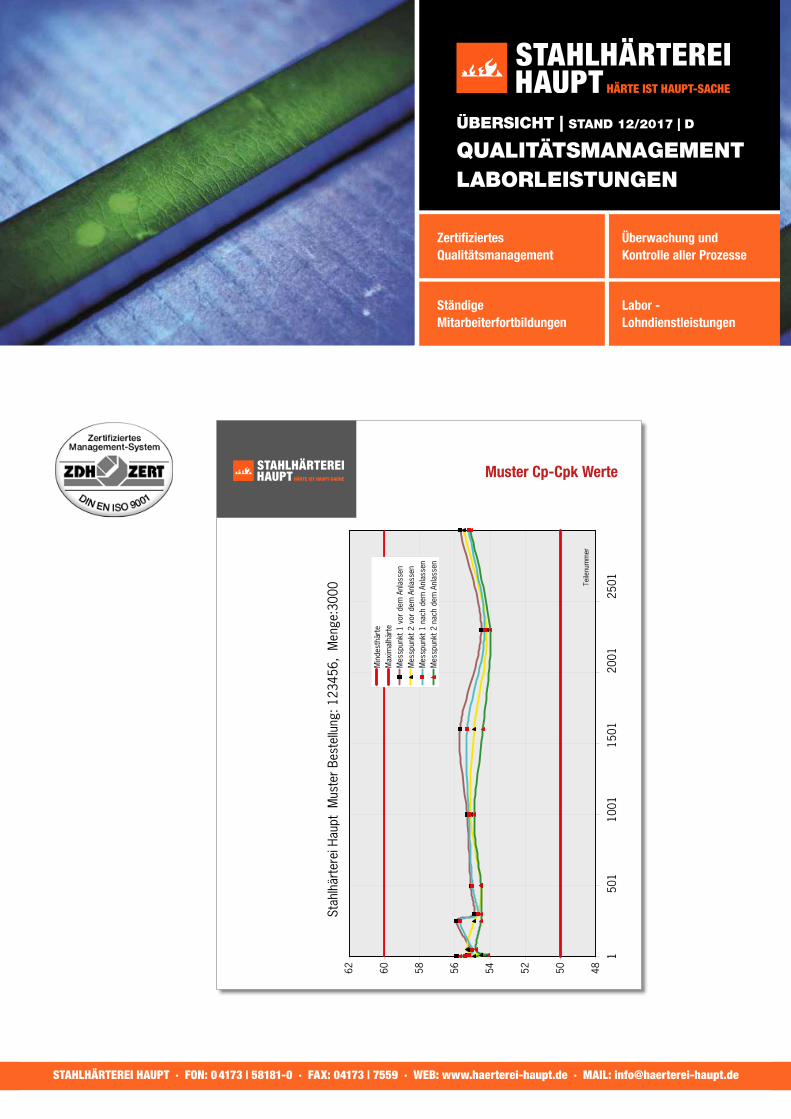
Muster Cp-Cpk Werte
Stah
lhär
tere
i Hau
pt M
uste
r Be
stel
lung
: 123
456,
Men
ge:3
000
4850525456586062
150
110
0115
0120
0125
01Teile
num
mer
Min
dest
härt
eM
axim
alhä
rte
Mes
spun
kt 1
vor
dem
Anl
asse
nM
essp
unkt
2 v
or d
em A
nlas
sen
Mes
spun
kt 1
nac
h de
m A
nlas
sen
Mes
spun
kt 2
nac
h de
m A
nlas
sen
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN
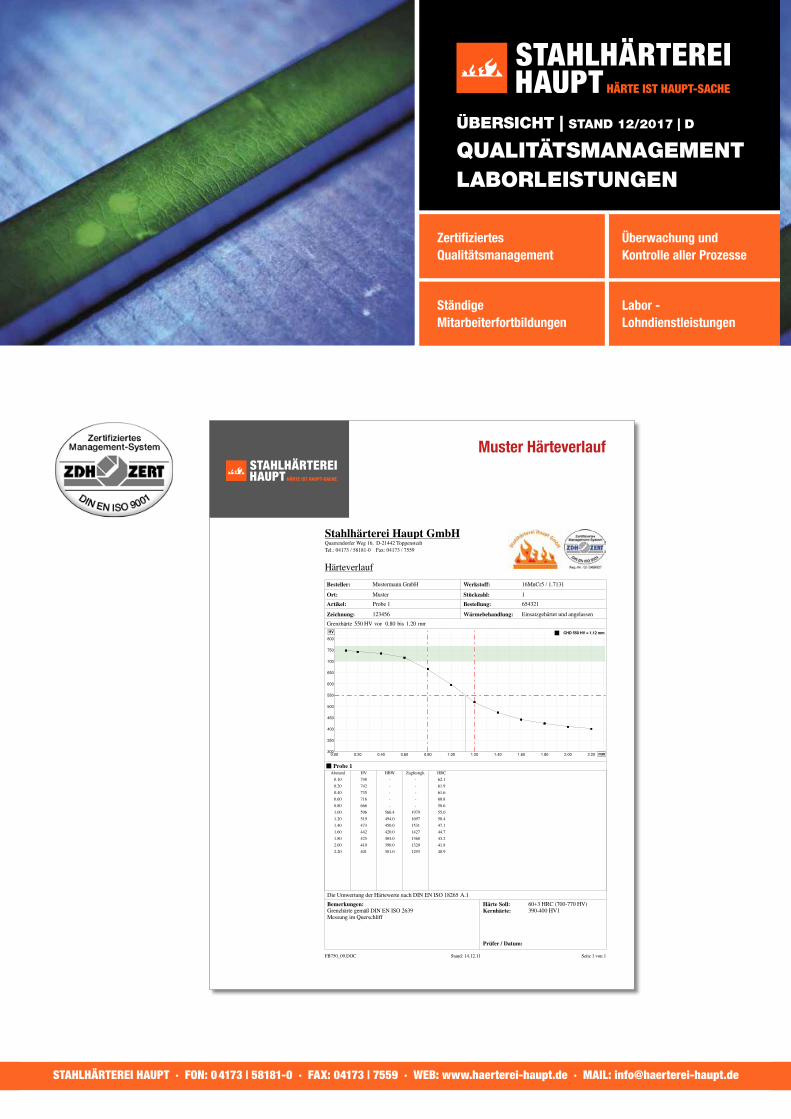
Muster Härteverlauf
Abstand HV HBW Zugfestigk. HRC
0.10 748 - - 62.1
0.20 742 - - 61.9
0.40 735 - - 61.6
0.60 716 - - 60.8
0.80 666 - - 58.6
1.00 596 566.4 1979 55.0
1.20 519 494.0 1697 50.4
1.40 473 450.0 1531 47.1
1.60 442 420.0 1427 44.7
1.80 425 404.0 1368 43.2
2.00 410 390.0 1320 41.8
2.20 401 381.0 1293 40.9
Mustermann GmbH
Muster
16MnCr5 / 1.7131
1
Probe 1
123456
654321
Einsatzgehärtet und angelassen
Grenzhärte gemäß DIN EN ISO 2639Messung im Querschliff
Besteller:
Ort:
Artikel:
Zeichnung:
Werkstoff:
Stückzahl:
Bestellung:
Wärmebehandlung:
Bemerkungen: Härte Soll:
Kernhärte:
Probe 1
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80 2.00 2.20300
350
400
450
500
550
600
650
700
750
800
HV
mm
CHD 550 HV = 1.12 mm
60+3 HRC (700-770 HV)390-400 HV1
Härteverlauf
Tel.: 04173 / 58181-0 Fax: 04173 / 7559
Quarrendorfer Weg 16, D-21442 Toppenstedt
Stahlhärterei Haupt GmbH
Prüfer / Datum:
Grenzhärte 0.80 1.20550 von bis mmHV
Die Umwertung der Härtewerte nach DIN EN ISO 18265 A.1
FB750_09.DOC Seite 1 von 1Stand: 14.12.11
ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN

ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN
Muster Spectralanalyse
Stahlhärterei Haupt GmbH
Quarrendorfer Weg 16, 21442 Toppenstedt Tel.: 04173 / 58181-0 Fax: 04173 / 7559
Spektralanalyse – Protokoll
Besteller: Muster • 22145 Hamburg Vertrags-/Bestell-Nr.: vom 16.09.2016 Prüfgegenstand: Muster Zeichnungs-Nr.: 123456 Stückzahl: 1
Programm-Nr.: 11 Programmname: Stahl niedrig legiert
Element % Muster 16MnCr5 / 1.7131 C 0,16 0,140 – 0,190 Si 0,29 0,000 – 0,400
Mn 1,17 1,000 – 1,300 P 0,01 0,000 – 0,025 S 0,02 0,000 – 0,035
Cu 0,13 Al 0,02 Cr 0,94 0,800 – 1,100 Mo 0,02 Ni 0,06 V < 0,001 Ti < 0,001 Nb < 0,001 Co 0,01 W 0,17 Sn 0,01 Pb 0,17 B 0,00 N 0,00 Fe 96.82
Erkannte Qualität: Kurzname: 16MnCr5 Werkstoff-Nr.: 1.7131
Werkstoffgruppe: Einsatzstähle
Verfahren: Optische Emissions-Spektralanalyse (OES) Mittelwerte aus mind. drei Einzelmessungen in Gew.-% Messung im Kernbereich des Bauteils, keine Beeinflussung der Werte durch die Oberfläche.
Bemerkung: Die Erkennung der Werkstoffqualität berücksichtigt die Gerätemesstoleranzen.
Toppenstedt, d. _______________________________ Ort, Datum Sachbearbeiter: Unterschrift
FB750_10.DOC Stand: 10.11.16 Seite 1 von 1
ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
QUALITÄTSMANAGEMENT LABORLEISTUNGEN
Certified QMMonitoring andcontrol of all processes
Continuous staffimprovement
Contracted-outservices
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY
Kunde : Stahlhärterei Haupt
Ort : 21442 Toppenstedt
Artikel : Muster
Zeichnung : 123.AB-456
Artikel Nr. : 123456
Datum : 16.05.2007
Bestellung : 654321
Auftrag : 11223344
Grenzhärte Sollwert 550 HV 0.5 von 0.80 mm bis 1.20 mm
Abstand Härte HV Zugfest. Härte HRC X-Abst. Y-Abst. Mitte l Bemerkung0.200 650 2180 57.8 0.051988 0.054798 0.0533930.400 646 2164 57.6 0.052342 0.054798 0.0535700.600 641 2148 57.4 0.052695 0.054798 0.0537460.800 625 2085 56.6 0.053403 0.055509 0.0544561.000 571 1884 53.7 0.055524 0.058356 0.0569401.200 447 1443 45.0 0.062951 0.065828 0.0643901.400 391 1258 39.9 0.066842 0.070810 0.0688261.600 383 1229 39.1 0.068256 0.070810 0.069533
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80300
350
400
450
500
550
600
650
700
750 1.03 mm
Bemerkung : Grenzhärte "GH" nach DIN EN ISO 2639 Ermittlung der Einsatzhärtungstiefe - EhtWerkstoff 16MnCr5
Härte Soll : 600-700 HV Kernhärte : 350 HV0.5Prüfer (QS-Labor) : A. Bytner
haerteverlauf.pdf 05.06.2007 11:41:14 Uhr

Certified QMMonitoring andcontrol of all processes
Continuous staffimprovement
Contracted-outservices
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY
Analysen-Protokoll Muster
Art.-Nummer:Probe:
123
Datum: 16.05.07
123.AB-456Zeichnung:
Prüfer: A. Bytner
Kunde: Stahlhärterei Haupt
Quarrendorfer Weg 16 Bestellung: 123456Adresse:
Ort: 21442 Toppenstedt
Mittelwert :
C 0,186
.......................................................................................................Unterschrift
...........................................Datum:
Qualität : 1.7131 16 MnCr 5
Al
Cr
Mo
Ni
V
Ti
Nb
Co
W
Fe.
Cu
Mn
Si 0,308
0,025
0,886
0,023
0,064
0,012
0,011
0,008
0,012
0,021
97,02
0,170
1,251
Qualitäts-Grenzwerte :
0,140 -
0,000 -
1,000 -
0,800 -
0,190
1,300
1,100
0,400
%
%
%
%
%
%
%
%
%
%
%
%
%
%
Muster Analysen-Protokoll

Certified QMMonitoring andcontrol of all processes
Continuous staffimprovement
Contracted-outservices
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY
Muster Cp-Cpk Werte
Stah
lhär
tere
i Hau
pt M
uste
r Be
stel
lung
: 123
456,
Men
ge:3
000
4850525456586062
150
110
0115
0120
0125
01Teile
num
mer
Min
dest
härt
eM
axim
alhä
rte
Mes
spun
kt 1
vor
dem
Anl
asse
nM
essp
unkt
2 v
or d
em A
nlas
sen
Mes
spun
kt 1
nac
h de
m A
nlas
sen
Mes
spun
kt 2
nac
h de
m A
nlas
sen

OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY
Pattern hardness course
Abstand HV HBW Zugfestigk. HRC
0.10 748 - - 62.1
0.20 742 - - 61.9
0.40 735 - - 61.6
0.60 716 - - 60.8
0.80 666 - - 58.6
1.00 596 566.4 1979 55.0
1.20 519 494.0 1697 50.4
1.40 473 450.0 1531 47.1
1.60 442 420.0 1427 44.7
1.80 425 404.0 1368 43.2
2.00 410 390.0 1320 41.8
2.20 401 381.0 1293 40.9
Mustermann GmbH
Muster
16MnCr5 / 1.7131
1
Probe 1
123456
654321
Einsatzgehärtet und angelassen
Grenzhärte gemäß DIN EN ISO 2639Messung im Querschliff
Besteller:
Ort:
Artikel:
Zeichnung:
Werkstoff:
Stückzahl:
Bestellung:
Wärmebehandlung:
Bemerkungen: Härte Soll:
Kernhärte:
Probe 1
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80 2.00 2.20300
350
400
450
500
550
600
650
700
750
800
HV
mm
CHD 550 HV = 1.12 mm
60+3 HRC (700-770 HV)390-400 HV1
Härteverlauf
Tel.: 04173 / 58181-0 Fax: 04173 / 7559
Quarrendorfer Weg 16, D-21442 Toppenstedt
Stahlhärterei Haupt GmbH
Prüfer / Datum:
Grenzhärte 0.80 1.20550 von bis mmHV
Die Umwertung der Härtewerte nach DIN EN ISO 18265 A.1
FB750_09.DOC Seite 1 von 1Stand: 14.12.11
Certified QMMonitoring andcontrol of all processes
Continuous staffimprovement
Contracted-outservices
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY

OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY
Pattern spectral analysis
Stahlhärterei Haupt GmbH
Quarrendorfer Weg 16, 21442 Toppenstedt Tel.: 04173 / 58181-0 Fax: 04173 / 7559
Spektralanalyse – Protokoll
Besteller: Muster • 22145 Hamburg Vertrags-/Bestell-Nr.: vom 16.09.2016 Prüfgegenstand: Muster Zeichnungs-Nr.: 123456 Stückzahl: 1
Programm-Nr.: 11 Programmname: Stahl niedrig legiert
Element % Muster 16MnCr5 / 1.7131 C 0,16 0,140 – 0,190 Si 0,29 0,000 – 0,400
Mn 1,17 1,000 – 1,300 P 0,01 0,000 – 0,025 S 0,02 0,000 – 0,035
Cu 0,13 Al 0,02 Cr 0,94 0,800 – 1,100 Mo 0,02 Ni 0,06 V < 0,001 Ti < 0,001 Nb < 0,001 Co 0,01 W 0,17 Sn 0,01 Pb 0,17 B 0,00 N 0,00 Fe 96.82
Erkannte Qualität: Kurzname: 16MnCr5 Werkstoff-Nr.: 1.7131
Werkstoffgruppe: Einsatzstähle
Verfahren: Optische Emissions-Spektralanalyse (OES) Mittelwerte aus mind. drei Einzelmessungen in Gew.-% Messung im Kernbereich des Bauteils, keine Beeinflussung der Werte durch die Oberfläche.
Bemerkung: Die Erkennung der Werkstoffqualität berücksichtigt die Gerätemesstoleranzen.
Toppenstedt, d. _______________________________ Ort, Datum Sachbearbeiter: Unterschrift
FB750_10.DOC Stand: 10.11.16 Seite 1 von 1
Certified QMMonitoring andcontrol of all processes
Continuous staffimprovement
Contracted-outservices
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
QUALITY ASSURANCE LABORATORY

ZertifiziertesQualitätsmanagement
Überwachung und Kontrolle aller Prozesse
StändigeMitarbeiterfortbildungen
Labor - Lohndienstleistungen
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
ÜBERSICHT | STAND 12/2017 | D
ANSPRECHPARTNER
Bereich Ansprechpartner e-Mail Telefon
Geschäftsführung Kurt Haupt [email protected] 04173 / 58181-0
Geschäftsleitung / Prokurist Stefan Haupt [email protected] 04173 / 58181-0
Geschäftsleitung / Prokurist Michel Haupt [email protected] 04173 / 58181-0
Betriebsleitung Frank Wolter [email protected] 04173 / 58181-0
Assistenz der Betriebsleitung Gerrit Schwarze [email protected] 04173 / 58181-19
Qualitätssicherung / QMB Arkadiusz Bytner [email protected] 04173 / 58181-40
Technische Beratung Stefan Haupt [email protected] 04173 / 58181-0
Versand Thomas Dziallas Dirk Doehring
[email protected] [email protected]
04173 / 58181-30 04173 / 58181-31
Labor / MetallographieArkadiusz Bytner Axel Harms Olaf Vehlow
[email protected] [email protected] [email protected]
04173 / 58181-40 04173 / 58181-41
Vakuum-/Kammerofentechnik J. Hammerschlag [email protected] 04173 / 58181-51
Nitriertechnik Sven Neumann [email protected] 04173 / 58181-53
Induktivtechnik Christoph Kuhlmann [email protected] 04173 / 58181-54
BuchhaltungInke Haupt Marion Warratz
[email protected] [email protected] [email protected]
04173 / 58181-21
ZentraleTelefon 04173 / 58181-0 Fax 04173 / 7559 E-MAIL: [email protected]

ÜBERSICHT | STAND 12/2017 | D
ANSPRECHPARTNER
CertifiedQuality Management
Monitoring andControl of all Processes
PermanentEmployee Training
Laboratory -Contract Manufacturing
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
OVERVIEW | STATUS OF 12/2017 | E
CONTACT
Area Contact e-Mail Phone
Managing director Kurt Haupt [email protected] 04173 / 58181-0
Management authorized signatory
Stefan Haupt [email protected] 04173 / 58181-0
Management authorized signatory
Michel Haupt [email protected] 04173 / 58181-0
Management Frank Wolter [email protected] 04173 / 58181-0
Assistant to the management Gerrit Schwarze [email protected] 04173 / 58181-19
Quality assurance / QMB Arkadiusz Bytner [email protected] 04173 / 58181-40
Technical advice Stefan Haupt [email protected] 04173 / 58181-0
ShippingThomas Dziallas Dirk Doehring
[email protected] [email protected]
04173 / 58181-30 04173 / 58181-31
Laboratory / MetallographyArkadiusz Bytner Axel Harms Olaf Vehlow
[email protected] [email protected] [email protected]
04173 / 58181-40 04173 / 58181-41
Vacuum / chamber furnace technology
J. Hammerschlag [email protected] 04173 / 58181-51
Nitriding technique Sven Neumann [email protected] 04173 / 58181-53
Inductive technique Christoph Kuhlmann [email protected] 04173 / 58181-54
AccountingInke Haupt Marion Warratz
[email protected] [email protected] [email protected]
04173 / 58181-21
HubPhone + 49 4173 / 58181-0 Fax + 49 4173 / 7559 E-MAIL: [email protected]

STAND 12/2017 | D
UNSERE AGB I
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
Die Allgemeinen Geschäftsbedingungen für Lohnhärtereien sind nach §22 Abs. 3 Nr. 2 des Gesetzes gegen Wettbewerbsbeschränkung beim Bundeskartellamt in Berlin am 1. April 2003 angemeldet und am 16. April 2003 im Bundesanzeiger Nr. 74 veröffentlicht worden. Die beim Bundeskartellamt angemeldeten und im Bundesanzeiger veröffentlichten „Allgemeinen Geschäftsbedingungen für Lohnhärtereien“ bilden die Grundlage für unsere Geschäftsbeziehungen.
ALLGEMEINE BEDINGUNGEN
I.1 ERFÜLLUNGSORT, GERICHTSSTAND UND ANZUWENDENDES RECHT
Erfüllungsort und Gerichtsstand für alle Leistungen, Lieferungen und Zahlungen ist der Ort der Niederlassung des Auftragnehmers. Der Vertrag unterliegt dem Recht der Bundesrepublik Deutschland. Die Anwendung des Übereinkommens der Vereinten Nationen über Verträge über den internationalen Warenkauf (UN-Kaufrecht) vom 11.04.1980 wird ausgeschlossen.
I.2 VERTRAGSBEDINGUNGEN
Die Angebote des Auftragnehmers sind freibleibend. Alle eingehenden Aufträge werden, soweit nicht schriftlich abweichende Vereinbarungen getroffen sind, nur zu den nachstehenden Bedingungen ausgeführt. Formularmäßige Einkaufsbedingungen und sonstige Geschäftsbedingungen des Auftraggebers werden nicht anerkannt, und zwar auch dann nicht, wenn ihnen nicht ausdrücklich widersprochen wird. Die Vertragspartner werden mündliche Vereinbarungen unverzüglich im einzelnen schriftlich bestätigen.
I.3 PREISSTELLUNG
Die Preise verstehen sich in EURO ab Betrieb ausschließlich MwSt. und Kosten für etwaige Verpackung. Treten nach Vertragsabschluss wesentliche Änderungen der auftragsbezogenen Kosten ein, so ist jeder Vertragspartner berechtigt, eine angemessene Anpassung der Preise unter Berücksichtigung dieser Faktoren zu verlangen.
I.4 ZAHLUNG
Die Rechnungen sind sofort nach Erhalt ohne jeden Abzug zu zahlen. Bei Zielüberschreitung ist der Auftragnehmer berechtigt, Verzugszinsen in Höhe des Leitzinses in Rechnung zu stellen, den die Bank dem Auftragnehmer für Kontokorrentkredite berechnet, mindestens jedoch in Höhe von 8 % über dem jeweiligen Basiszinssatz der Europäischen Zentralbank. Das Recht des Auftraggebers zur Zurückbehaltung oder Aufrechnung ist ausgeschlossen,es sei denn, Gegenansprüche sind unbestritten oder rechtskräftig anerkannt.
I.5 PFANDRECHT
Der Auftragnehmer hat für alle gegenwärtigen und zukünftigen Forderungen ein Pfandrecht an den Werkstücken des Auftraggebers, sobald sie zur Wärmebehandlung übergeben werden. Die Rechtsfolgen aus dem Gesetz §§1204 ff BGB und der Insolvenzordnung finden entsprechend Anwendung.
II. AUSFÜHRUNGS-UND LIEFERUNGS- BEDINGUNGEN
II.1 ANGABEN DES AUFTRAGGEBERS
Allen Werkstücken, die zur Wärmebehandlung übergeben werden, muss ein Auftrag oder ein Lieferschein beigefügt werden, der folgende Angaben enthalten soll:
a) Bezeichnung, Stückzahl, Nettogewicht, Wert der Teile und Art der Verpackung;
b) Werkstoff-Qualität (Normbezeichnung bzw. Stahlmarke und Stahlhersteller);
c) die gewünschte Wärmebehandlung, insbesondere
aa) bei Einsatzstählen gemäß DIN 6773 entweder die verlangte Aufkohlungstiefe mit Grenzkohlenstoffgehalt (z.B. At 0,35 = 0,8 + 0,4 mm) oder die vorgeschriebene Einsatzhärtungstiefe mit Bezugshärtewert und Oberflächenhärte (z.B. Eht 550 HV1 = 0,2-0,4 mm, Oberflächenhärte = mind. 700 HV5);
bb) bei Vergütungsstählen die geforderte Zugfestigkeit. Für die Ermittlung derselben ist, wenn nicht anders vereinbart, die Kugeldruckprüfung nach Brinellan der Oberfläche maßgebend;
cc) bei Werkzeug-und Schnellarbeitsstählen der gewünschte Härtegrad nach Rockwell oder Vickers;
dd) bei Nitrierstählen die gewünschte Nitrierhärtetiefe (Nht);
ee) bei Induktions-und Flammenhärtung die gewünschte Randhärtetiefe (Rht) mit Bezugshärtewert und Oberflächenhärte und die Lage des zu härtenden Bereiches; ff) bei Salzbadnitrocarburieren und Gas-kurzzeit-Nitrierungen entweder die Behandlungsdauer oder die gewünschte Stärke der Verbindungszone;
d) Angaben über das gewünschte Prüfverfahren, die Prüfstelle und die Prüflast (siehe DIN-Prüfnormen);
e) weitere für den Erfolg der Behandlung notwendige Angaben oder Vorschriften (siehe DIN 6773, DIN EN 10 052, DIN 17021, DIN 17023). Bei geforderten partiellen Härtungen sind Zeichnungen beizufügen, aus denen hervorgeht, welche Stellen hart werden bzw. weich bleiben müssen. Sind gleichartige Werkstücke aus verschiedenen Stahlschmelzen hergestellt, so muss dieses angegeben

STAND 12/2017 | D
UNSERE AGB ISTAND 12/2017 | D
UNSERE AGB II
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
werden. Desgleichen sind besondere Anforderungen an die Maßhaltigkeit oder den Oberflächenzustand auf den Lieferpapieren zu vermerken. Auf geschweißte oder gelötete Werkstücke und auf solche, die Hohlkörper enthalten, ist durch den Auftraggeber besonders hinzuweisen.
Der Auftragnehmer prüft die Angaben des Auftraggebers im Rahmen seiner Kenntnisse auf Inhalt und Vollständigkeit. Bei berechtigten Zweifeln an einer erfolgreichen Wärmebehandlung informiert der Auftragnehmer den Auftraggeber.
II.2 LIEFERZEIT
Die Lieferzeit beginnt, sobald die Vertragsparteien Auftragsklarstellung herbeigeführt haben und der Auftraggeber alle Voraussetzungen erfüllt hat. Die Lieferzeit gilt aus verfahrenstechnischen Gründen nur als annähernd vereinbart und verlängert sich –auch innerhalb eines Lieferverzuges –angemessen beim Eintritt unvorhersehbarer Hindernisse, die der Auftragnehmer trotz der nach den Umständen des Falles zumutbare Sorgfalt nicht abwenden konnte. Als unvorhersehbare Hindernisse gelten eventuelle, zunächst nicht erkennbare Mehrfachbehandlungen, unverschuldete und schwerwiegende Betriebsstörungen im eigenen Betrieb, die z.B. durch Streik, Aussperrung, Unfälle, Transportschwierigkeiten, Mangel an Betriebsstoffen, Schwierigkeiten in der Energieversorgung sowie durch Betriebsstörungen im Betrieb der Zulieferer verursacht werden. Den Nachweis hierfür hat der Auftragnehmer zu führen. Kann der Auftragnehmer absehen, dass er die Lieferzeit nicht einhalten kann, wird er den Auftraggeber unverzüglich davon in Kenntnis setzen, ihm die Gründe hierfür mitteilen und einen neuen möglichen Liefertermin nennen.
II.3 GEFAHRENÜBERGANG
Soweit nichts anderes vereinbart, ist das Wärmebehandlungsgut vom Auftraggeber auf seine Kosten und Gefahr anzuliefern und nach Fertigstellung abzuholen. Mit der Übergabe an die Bahn, den Spediteur oder den Frachtführer bzw. mit Beginn der Lagerung, spätestens jedoch mit Verlassen des Werkes oder Lagers, geht die Gefahr auf den Auftraggeber über, und zwar auch dann, wenn der Auftragnehmer die An-und Ablieferung mit eigenem Fuhrpark übernommen hat.
II.4 PRÜFUNG
Das Wärmebehandlungsgut wird vor dem Verlassen der Härterei imbranchenüblichen Umfang und ggf. nach Vorgaben des Auftraggebers geprüft.Weitergehende Prüfungen und Analysen erfolgen nur aufgrund besonderer Vereinbarungen. Die Ausgangsprüfung des Auftragnehmers entbindet den Auftraggeber nicht von seiner Pflicht zur Eingangsprüfung.
II.5 SACHMÄNGEL
Die gewünschte Wärmebehandlung wird nach Auftragserteilung aufgrund der Angaben gemäß Ziffer II.1 als Dienstleistung mit der erforderlichen Sorgfalt und geeigneten Mitteln durchgeführt. Gewähr für den Erfolg der Wärmebehandlung, z.B. für Verzugs-und Rissfreiheit, Oberflächenhärte, Einhärtung, Durchhärtung, Galvanisierbarkeit u.ä., wird insbesondere wegen möglicher unterschiedlicher Härtbarkeit des verwendeten Materials, versteckter Fehler, ungünstiger Formgebung oder wegen evtl. erfolgter Änderungen im vorangegangenen Arbeitsablauf nicht gegeben. Führt die Wärmebehandlung nicht zum Erfolg, ohne dass der Auftragnehmer dies zu vertreten hat, weil z.B. der Auftraggeber die in Ziff. II.1 geforderten Angaben unrichtig machte, der Auftragnehmer versteckte Fehler im Werkstück vor Durchführung der Wärmebehandlung nicht kannte und nicht kennen konnte oder weil Eigenschaften des verwendeten Materials, die Formgebung oder der Zustand der angelieferten Werkstücke eine erfolgreiche Wärmebehandlung unmöglich gemacht haben, der Auftragnehmer dies jedoch nicht wusste und nicht wissen konnte, so ist dennoch der Behandlungslohn zu zahlen. Erforderliche Nachbehandlungen werden unter den genannten Voraussetzungen gesondert in Rechnung gestellt. Mängel sind dem Auftragnehmer unverzüglich nach Gefahrübergang schriftlich mitzuteilen. Versteckte Fehler sind unverzüglich nach Feststellung, jedoch spätestens innerhalb von 12 Monaten nach Gefahrübergang schriftlich zu rügen. Diese Frist gilt auch für die Verjährung von Sachmängelansprüchen, soweit das Gesetz nicht längere Fristen zwingend vorschreibt, insbesondere für Mängel bei einem Bauwerk und bei Werkstücken, die entsprechend ihrer üblichen Verwendungsweise für ein Bauwerk verwendet wurden und dessen Mangelhaftigkeit verursacht haben. Bei jeder Beanstandung muss dem Auftragnehmer Gelegenheit zur Prüfung und Nachbehandlung gegeben werden. Kommt der Auftragnehmer seiner Pflicht zur Nachbehandlung nicht oder nicht vertragsgemäß innerhalb einer angemessenen Zeit nach, kann der Auftraggeber nach erfolglosem Ablauf einer schriftlich gesetzten angemessenen Frist den Behandlungslohn mindern, vom Vertrag zurücktreten oder die notwendige Nachbehandlung selbst oder von einem Dritten auf Kosten des Auftragnehmers vornehmen lassen. Für Schäden am Wärmebehandlungsgut und für sonstige Mangelschäden, die der Auftragnehmer verursacht hat, haftet er nur für den vertragstypischen, vernünftigerweise vorhersehbaren Schaden. Der Nachweis eines Mangels obliegt dem Auftraggeber. Die Gewährleistungsfristen und -beschränkungen gelten auch für eine etwaige Nachbehandlung. Sind beanstandete Werkstücke ohne schriftliches Einvernehmen des Auftragnehmers be- oder weiterverarbeitet worden, erlischt die Gewährleistungspflicht.

STAND 12/2017 | D
UNSERE AGB IISTAND 12/2017 | D
UNSERE AGB III
STAHLHÄRTEREI HAUPT · FON: 0 4173 | 58181-0 · FAX: 04173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
Für den beim Härteprozess von Massenartikeln und kleinen Teilen branchenüblich und prozessbedingt in zumutbarem Umfang auftretenden Schwund können keine Mängelansprüche geltend gemacht werden. Führt der Auftragnehmer auf Wunsch des Auftraggebers Richtarbeiten aus, übernimmt er für evtl. hierbei entstehenden Bruch keine Gewähr. Bei Anwendung von Isoliermitteln gegen Aufkohlung oder Nitrierung kann für den Erfolg ebenfalls keine Gewähr übernommen werden.
II.6 HAFTUNG
Der Auftraggeber trägt im Hinblick auf die durchzuführende Wärmebehandlung die Verantwortung für eine nach den Regeln der Technik erfolgte Fertigung der Werkstücke, für die Richtigkeit und Vollständigkeit der erforderlichen Angaben gem. II.1 und für eine dem späteren Verwendungszweck angepasste Wärmebehandlungsvorschrift. Der Auftragnehmer haftet -soweit keine beiderseitigen schriftlichen Vereinbarungen getroffen worden sind - nicht für Schäden aus einer Behandlung, die von ihm vorgeschlagen und vom Auftraggeber gebilligt wurde. Der Auftragnehmer geht davon aus, dass der Auftraggeber seinerseits die für die Erfüllung der Verkehrssicherungspflicht erforderlichen Prüfungen vornimmt. Ansprüche mittelbarer Natur, vor allem solche, die sich aus Schäden an Gegenständen ergeben, die nicht mit dem Werkstück identisch sind, werden vom Auftragnehmer nicht anerkannt. Vorstehende Haftungsbeschränkungen gelten nicht bei Vorsatz, bei grober Fahrlässigkeit der gesetzlichen Vertreter oder leitenden Angestellten des Auftragnehmers sowie bei schuldhafter Verletzung wesentlicher Vertragspflichten. Bei schuldhafter Verletzung wesentlicher Vertragspflichten haftet der Auftragnehmer – außer in den Fällen des Vorsatzes oder der groben Fahrlässigkeit seiner gesetzlichen Vertreter oder leitenden Angestellten – nur für den vertragstypischen, vernünftigerweise vorhersehbaren Schaden. Die Haftungsbeschränkung gilt ferner nicht in den Fällen, in denen nach Produkthaftungsgesetz bei Fehlern der gelieferten Produkte für Personen- oder Sachschäden an privat genutzten Gegenständen gehaftet wird. Sie gilt auch nicht bei der Verletzung von Leben, Körper oder Gesundheit und bei Fehlen zugesicherter Eigenschaften oder bei Fehlen einer garantierten Beschaffenheit, wenn und soweit die Zusicherung oder die Garantie gerade bezweckt hat, den Vertragspartner gegen Schäden, die nicht an dem Wärmebehandlungsgut selbst entstanden sind, abzusichern. Soweit die Haftung des Auftragnehmers ausgeschlossen oder beschränkt ist, gilt dies auch für die persönliche Haftung seiner Angestellten, Arbeitnehmer, Mitarbeiter, gesetzlichen Vertreter und Erfüllungsgehilfen. Die gesetzlichen Regelungen zur Beweislast bleiben hiervon unberührt.
II.7 PARTNERSCHAFTS-KLAUSEL
Bei allen Ersatzleistungen, insbesondere bei der Höhe des Schadenersatzes, sind nach Treu und Glauben die wirtschaftlichen Gegebenheiten der Vertragspartner, Art, Umfang und Dauer der Geschäftsverbindungen, sowie der Wert der Wärmebehandlungsleistungen angemessen zu berücksichtigen.
COPYRIGHT © 2017 STAHLHÄRTEREI HAUPT

STATUS OF 12/ 2017 | E
OUR TERMS AND CONDITIONS I
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
The general terms and conditions for contract heat treatment workshops were registered according to §22 paragraph 3 no. 2 of the law against restraint of trade at the Federal Cartel Office in Berlin on 1 April 2003 and published on 16 April 2003 in the Federal Official Gazette no. 74. The „General terms and conditions for contract heat treatment workshops“, registered at the Federal Cartel Office and published in the Federal Official Gazette form the basis for our business relations.
GENERAL CONDITIONS
I.1 PLACE OF PERFORMANCE, PLACE OF JURISDICTION AND LAW TO BE APPLIED
The place of performance and place of jurisdiction for all performances, deliveries and payments is the place of business where the contractor is based. The contract shall be governed by the law of the Federal Republic of Germany. The application of the United Nations Convention on Contracts for the International Sale of Goods dated 11 April 1980 is excluded.
I.2 TERMS
The offers of the contractor are without engagement. All incoming orders are, unless otherwise agreed in writing, only performed at the following terms. Purchasing specifications in forms and other terms and conditions of the client are not recognized, even if they are not expressly contradicted. The contractors will confirm verbal agreements immediately in detail in writing.
I.3 PRICES
Prices are in EURO ex works excluding VAT and costs for any packaging. If major changes of the order-related prices occur after the contract was concluded, each contractor is authorised to demand an adequate adjustment of the prices taking these factors into account.
I.4 PAYMENT
Invoices are to be paid immediately upon receipt without any deductions. In case the term of payment has been exceeded, the contractor can charge interest on late payments set to the amount of the key interest rate the bank charges the contractor for current account advances, but at least 8% above the respective base rate of the European Central Bank. The client‘s right of retention or offset is excluded, unless counterclaims are uncontested or legally acknowledged.
I.5 RIGHT OF LIEN
The contractor has a right of lien on the client‘s work pieces for all current and future claims as soon as they are submitted for heat treatment. The legal consequences of Act §§1204 ff German Civil Code and the Insolvency Code are applied respectively.
II. WORKMANSHIP AND DELIVERY CONDITIONS
II.1 INFORMATION OF THE CLIENT
All work pieces that are submitted for heat treatment must be accompanied by an order or a delivery note which is to contain the following information:
a) Description, number of items, net weight, value of parts and type of packaging;
b) Material quality (standard description or type of steel and steel manufacturer);
c) the desired heat treatment, particularly
aa) for case-hardened steels according to DIN 6773 either the requested carburization depth with saturated hydrocarbon content (e.g. At 0.35 = 0.8 + 0.4 mm) or the prescribed case-hardening thickness with reference hardness value and surface hardness (e.g. Eht 550 HV1 = 0.2 -0.4 mm, surface hardness = at least 700 HV5);
bb) for tempering steels, the prescribed tensile strength. To determine this, the Brinell test of hardness of the surface is decisive, unless otherwise agreed;
cc) for tool steels and high-speed steels, the desired degree of hardness according to Rockwell or Vickers;
dd) for nitrided steel, the desired nitriding depth (Nht);
ee) for induction and flame hardening, the desired depth of case (Rht) with reference hardness value and surface hardness and the position of the area to be hardened;
ff) for salt bath nitrocarburization and gas nitration, either the duration of treatment or the desired strength of the compound area;
d) information about the desired test method, the test station and the test load (see DIN test standards);

STATUS OF 12/ 2017 | E
OUR TERMS AND CONDITIONS I
STATUS OF 12/ 2017 | E
OUR TERMS AND CONDITIONS II
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected] STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
e) additional information or instructions required for successful treatment (see DIN 6773, DIN EN 10 052, DIN 17021, DIN 17023). For requested partial hardenings, drawings need to be included, which indicate which parts must become hard or remain soft. If the same work pieces are made from different molten steel, this must be indicated. Likewise, special requirements on dimensional stability or the surface finish must be noted on the shipping documents. Welded or soldered work pieces and those containing hollow parts must be specifically referenced by the client. The contractor checks the information of the client within the scope of his knowledge with regard to content and completeness. In case of justified doubts about a successful heat treatment, the contractor notifies the client.
II.2 DELIVERY TIME
Delivery time starts as soon as the parties having signed the contract have clarified the contract and the client meets all requirements. For procedural reasons, the delivery time is only considered as approximate and is adequately extended - also within a delay in delivery - in case of unforeseeable obstacles which the contractor could not prevent from occurring, despite reasonable prudence appropriate for the specific circumstances of this case. Unforeseeable obstacles are potential, at first sight unrecognizable manifold treatments, severe operational disturbances in one‘s own business through no fault of one‘s own, which can be caused for example by strikes, lockout, accident, transport difficulties, lack of operating materials, power supply difficulties as well as operational disturbances in the supplier‘s business. The contractor needs to submit proof for this. If the contractor can foresee that they cannot adhere to the delivery time, they will notify the client immediately, including reasons for this, and state a new possible delivery date.
II.3 PASSING OF RISK
Unless otherwise agreed, the material to be heat treated is to be supplied by the client at his cost and risk, and to be collected after completion. With the goods being delivered to the railway carrier, to the haulier or to the carrier or with the start of storage, at the latest with leaving the factory or store, the risk passes to the client, even if the contractor has performed delivery to and from his premises with his own fleet.
II.4 TESTING
The material to be heat treated is tested before leaving the heat treatment workshop to an extent which is customary in the trade and according to specifications by the client. Additional tests and analyses are only carried out in case of special agreements. The final inspection of the contractor does not release the client from his duty to perform a receiving inspection.
II.5 MATERIAL DEFECTS
The requested heat treatment is performed after placement of the order following specifications according to point II.1 as service with the required attention and suitable means. A warranty for successful heat treatment, e.g. to be free from delay and cracks, for surface hardness, hardness penetration, through-hardening, ability to be galvanised and similar cannot be given particularly due to possible different hardenability of the material used, hidden defects, unfavourable shape or due to possible modifications having been made in the previous process. If heat treatment is not successful without the contractor being responsible for this, e.g. because the client made incorrect statements as regards the information requested in point II.1, because the contractor did not know about hidden defects in the work piece before performing heat treatment or could not know about them or because properties of the used materials, shape or the condition of the supplied work pieces made heat treatment impossible, but the contractor did not know about this and could not know about it, the remuneration for treatment is to be paid regardless. Required aftertreatment will be charged for separately under the aforementioned conditions. The contractor is to be notified of defects in writing immediately following transfer of risk. Complaints about hidden defects are to be made in writing directly after detection, within 12 months after transfer of risk at the latest. This term is also valid for the limitation of liability in time for redhibitory defect claims, unless the law prescribes obligatory longer terms, particularly for defects of a building and for work pieces which were used for a construction according to their usual application and caused the defectiveness of this construction. Following each complaint, the contractor must be given the opportunity to inspect and apply aftertreatment. If the contractor does not fulfil his duty for aftertreatment or not within a suitable period according to contract, the client can lower the remuneration for treatment following expiry of a suitable term specified in writing, cancel the contract or perform the required aftertreatment on his own or by a third party at the expense of the contractor. For damages to the material to be heat treated and for other losses caused by the contractor, he will only be liable for the reasonably foreseeable damage typical for this type of contract. Proof of a defect is incumbent on the client.

STATUS OF 12/ 2017 | E
OUR TERMS AND CONDITIONS II
STATUS OF 12/ 2017 | E
OUR TERMS AND CONDITIONS III
STAHLHÄRTEREI HAUPT · PHONE: +49 4173 | 58181-0 · FAX: +49 4173 | 7559 · WEB: www.haerterei-haupt.de · MAIL: [email protected]
The warranty periods and limits are also valid for any aftertreatment. If work pieces that were found fault with have been treated or further treated, the obligation under warranty is forfeited. For customary in the trade and process-related wastage occurring during the hardening process of bulk articles and small parts which is reasonable in its extent, no warranty claims can be enforced. If the contractor performs corrective measures upon request of the client, he is not liable for any breakages resulting herein. In case of application of insulating materials against carburization or nitration, a success cannot be guaranteed either.
II.6 LIABILITY
With regard to the heat treatment to be performed, the client is responsible for a production of the work pieces according to engineering rules, for the correctness and completeness of the required information according to II.1 and for a heat treatment regulation adapted to the later intended use. The contractor is not liable - as long as no other mutual agreements have been made in writing - for damages resulting from treatment that was proposed by him and approved by the client. The contractor assumes that the client performs the tests required for meeting the liability for premises. Claims of indirect nature, particularly those that result from damages to objects that are not identical with the work piece, are not recognised by the contractor. The foregoing limitations of liability do not apply in case of intent, in case of gross negligence of the legal agents or chief executives of the contractor as well as in case of culpable violation of essential contractual obligations. In case of culpable violation of essential contractual obligations, the contractor is only liable - except for cases of intent or gross negligence of the legal agents or chief executives - for the reasonably foreseeable damage typical for this type of contract. Furthermore, the limitation of liability is not valid in cases in which according to the Product Liability Act in case of defects of the delivered products, liability can be claimed for personal or material damage of privately used objects. It is also not valid in case of injuries to life, body or health and if warranted properties are missing, or in case of defects of a guaranteed consistence, if and as far as the warranty or guarantee was specifically intended for protection of the contractual partner against damages that were not incurred at the material to be heat treated itself. As far as liability of the contractor is excluded or limited, this is also valid for the personal liability of his employees, labourers, clerical workers, legal agents and assistants. The law for the burden of proof is not affected by this.
II.7 PARTNERSHIP CLAUSE
For all indemnifications, particularly with regard to the amount of the compensation, the economic conditions of the contractual partners, the type, extent and duration of the business relationship as well as the value of the heat treatment efforts is to be adequately considered in good faith.
COPYRIGHT © 2017 STAHLHÄRTEREI HAUPT





























