Embed Size (px)
Citation preview
ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
YÜKSEK LİSANS TEZİ
Alpaslan DAĞÇİMEN
PATLATMA TASARIMI İÇİN GELİŞTİRİLEN BİR BİLGİSAYAR
PROGRAMI
MADEN MÜHENDİSLİĞİ ANABİLİM DALI
OCAK, 2006

Bu aşamaya gelmemi çok isteyen, fakat göremeyen sevgili babam S.Aslan DAĞÇİMEN’in aziz anısına…

I
ÖZ
YÜKSEK LİSANS TEZİ
PATLATMA TASARIMI GELİŞTİRİLEN İÇİN BİR BİLGİSAYAR
PROGRAMI
Alpaslan DAĞÇİMEN
Çukurova Üniversitesi Fen Bilimleri Enstitüsü
Maden Mühendisliği Anabilim Dalı
Danışman : Yrd.Doç.Dr.Ümit ÖZER Yıl : 2006, Sayfa : 117
Jüri : Prof.Dr.Mesut ANIL : Yrd.Doç.Dr. Ahmet DAĞ : Yrd.Doç.Dr. A. Mahmut KILIÇ : Yrd.Doç.Dr.Tolga ÇAN
: Yrd.Doç.Dr.Ümit ÖZER
Bu çalışmada, delme-patlatmaya etki eden parametreler araştırılmıştır. Yapılan patlatma dizaynlarının daha çabuk tasarlanabilmesi ve hesaplamalar sırasındaki hataların minimum seviyeye indirilebilmesi için, bir çok yaklaşım incelenmiştir. Bu incelemelerin sonucunda, tünel ve basamak patlatmaları için Langefors’un yaklaşımı, parça boyut dağılımı için ise Kuz-Ram modeli kullanılarak delALPat adında bir bilgisayar programı yazılmıştır. Bu program, VISUAL BASIC programlama dili kullanılarak hazırlanmıştır.
Bu çalışma kapsamında hazırlanan delALPat programı, patlatma mühendislerine birincil tasarımlarını kolay ve hızlı bir şekilde yapabilmelerini, bununla birlikte deneme atım sayısını minumuma indirmeyi amaçlamaktadır.
Aynı program içerisinde, basamak patlatma tasarımı, tünel patlatma tasarımı ve parça boyut analizi yapan bir yazılım görülemediğinden, kullanıcılara kolaylık sağlamak ve çok amaçlı yazılım konusunda bir adım atmak için, hem parça boyut analizi hemde basamak ve tünel patlatma tasarımı yapabilen bir program yazmak, bu çalışmanın başlıca amacıdır. Anahtar Kelimeler: Patlatma Tasarımı, Tünel Patlatması, Parça Boyut Analizi, Bilgisayar Yazlım
II
ABSTRACT
Msc THESIS
Alpaslan DAĞÇİMEN
DEPARTMENT OF MINING ENGINEERING
INSTITUTE OF NATURAL AND APPLIED SCIENCES UNIVERSITY OF CUKUROVA
Supervisor : Yrd.Doç.Dr.Ümit ÖZER
Year : 2006, Pages : 117 Jury : Prof.Dr.Mesut ANIL : Yrd.Doç.Dr. Ahmet DAĞ : Yrd.Doç.Dr. A. Mahmut KILIÇ : Yrd.Doç.Dr.Tolga ÇAN
: Yrd.Doç.Dr.Ümit ÖZER
In this paper, the parameters which have an effect on drill-blasting are reviewed. Several number of approaches are researched in order to achive swift design process for blasting and reduce the failures that are made during the calculation to minimum level. The delALPat computer software is prepared by using Langerfors’ approach which is used for tunnel and step blastings and also Kuz-Ram model which is used for particle size analysis at the end of those researches. This computer software is created by using VISUAL BASIC.
The delALPat which is prepared for this research is aimed to make blasting engineers their first design quicker and in easy way and also lets the engineers achive to reduce the trial blasting to minimum level.
Since there is not any other software which includes the step blasting design and tunnel blasting design and also segment dimension analysis at the same time, this research aims to prepare the software which includes step blasting and tunnel blasting and also particle size analysis in order to let the software users work more efficiently and easily as well as making achivement on multi purposes software’s field. Key Words: Blasting Design, Tunnel Blasting, Particle Size Analysis, Computer Software
III
TEŞEKKÜR
Bu çalışmanın hazırlanması esnasında yardımlarını ve desteğini benden
esirgemeyen aynı zamanda bilgilerinden ve tecrübelerinden faydalandığım, sevgili
hocam sayın Yrd.Doç. Dr Ümit ÖZER’ e ve bu aşamaya gelmemi çok isteyen,
çalışmalarım sırasındaki sıkıntı ve zorluklarda hep yanımda olan aileme çok teşekkür
ederim.
IV
İÇİNDEKİLER SAYFA NO
ÖZ..................................................................................................................................I
ABSTRACT.....................................................................................................................II
TEŞEKKÜR...................................................................................................................III
İÇİNDEKİLER...............................................................................................................IV
ÇİZELGELER DİZİNİ..................................................................................................IX
ŞEKİLLER DİZİNİ.........................................................................................................X
1. GİRİŞ............................................................................................................................1
2. ÖNCEKİ ÇALIŞMALAR .........................................................................................4
2.1. Delme Patlatma İşlemleri İle İlgili Genel Bilgiler.....................................4 2.1.1. Delme ve Patlatmanın Önemi.....................................................6 2.1.2. Delme-Patlatmanın Mühendislik ile ilgisi...................................8
2.1.3. Delme Patlatmanın İşletme Ekonomisine Etkileri………....…10 2.2. Patlatma Sonuçlarını Etkileyen ve Tasarımda Göz Önüne Alınması
Gereken Etkenler……………………………………………………….12 2.2.1. Kaya Birimlerinin Malzeme ve Kütle Özellikleri…………….12
2.2.2. Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı ………..…13
2.2.3. Patlatma Geometrisi…………………………………………..14
2.2.4. Özgül Şarjın Belirlenmesi İçin Önerilen Yöntemler………….15
2.2.5. Dilim Kalınlığının Belirlenmesine Yönelik Yaklaşımlar………19
2.2.6. Diğer Patlatma Tasarım Büyükleri……………………………22
2.2.6.1. Delik Çapı Tahmini…………………………………23
2.2.6.2. Delik Eğiminin Belirlenmesi………………………..24
2.2.6.3. Delikler Arası Mesafenin Belirlenmesi……………..24
2.2.6.4. Delik Taban Payının Belirlenmesi…………………..25
2.2.6.5. Sıkılama Boyunun Belirlenmesi…………………….26
2.2.6.6. Yemleme Yeri ve Miktarının Belirlenmesi…………28
2.2.6.7. Gecikme Zamanının Belirlenmesi…………………..28
2.2.6.8. Dip Şarj ve Kolon Şarj Boylarıyla
Miktarlarının Belirlenmesi……………………....…..29
V
2.2.6.9. Delik Hata Payının Belirlenmesi……………………31
2.3. Patlayıcı Maddeler, Özellikleri ve Kullanım Şekilleri………………….31
2.3.1. Patlayıcı Maddelerin Tanımı ve Tarihsel Gelişimi…………...31
2.3.2. Patlayıcı Maddelerin Özellikleri……………………………...33
2.3.2.1. Detonasyon Hızı…………………………………………….34
2.3.2.2. Kuvvet………………………………………………35
2.3.2.3. Yoğunluk……………………………………………35
2.3.2.4. Detonasyon Basıncı…………………………………35
2.3.2.5. Suya Dayanıklılık…………………………………...36
2.3.2.6. Duman ve Gaz Karakteri……………………………36
2.3.2.7. Duyarlılık……………………………………………37
2.3.2.8. Detonasyon Stabilitesi………………………………37
2.3.2.9. Çevre Sıcaklığına Tolerans………………………….38
2.3.2.10. Raf Ömrü…………………………………………..38
2.3.2.11. Su Basıncına Dayanım…………………………….38
2.3.2.12. Ambalaj ve Kullanma Kolaylığı…...………………38
2.3.2.13. Emniyet………………………………………...…..38
2.3.2.14. Oksijen Balansı…………………………………….39
2.3.3. Patlayıcı Madde Cinsleri……………………………...39
2.3.3.1. Ateşli Patlayıcılar…………………………………...39
2.3.3.2. Yüksek Hassasiyetli Patlayıcılar……………………40
2.3.3.3. Patlayabilir Karışımlar………………………………41
2.3.4. Ateşleme Yöntemleri………………………………………….44
2.3.4.1. Emniyetli Fitil-Adi Kapsül………………………….44
2.3.4.2. Elektrikli Kapsüller…………………………………44
2.3.4.3. İnfilaklı Fitil ve Gecikme Röleleri………………….45
2.3.4.4. Patlayıcı Sıvanmış Şok Tüpü (NONEL)……………45
2.3.4.5. Gaz Patlamalı Şok Tüpü (HERCVDET)……………46
2.3.5. Delik Delme Şekilleri…………………………………………47
2.4. Basamak Patlatması…………………………………………………….47
2.4.1. Basamak Patlatma Tasarımı…………………………………..48
VI
2.4.1.1. Delik Çapı…………………………………………...48
2.4.1.2. Kaya Katsayısı………………………………………49
2.4.1.3. Kolon ve Dip şarjı için patlayıcı seçimi…………….49
2.4.1.4. Delik Taban Zorluğu ………………………………..51
2.4.1.5. Basamak Yüksekliği………………………………...53
2.4.1.6.Patlatma Sahasının Eni ve Boyu……………………..53
2.4.2. Basamak Patlatma Tasarımının Sonuçları…………………….54
2.4.2.1. Maksimum Dilim Kalınlığı…………………………54
2.4.2.2. Dip Delme Değeri…………………………………...55
2.4.2.3. Delik Boyu…………………………………………..55
2.4.2.4. Delgi Hatası…………………………………………56
2.4.2.5. Gerçek Dilim Kalınlığı……………………………...56
2.4.2.6. Delikler Arası Uzaklık………………………………57
2.4.2.7. Özgül Delik Boyu…………………………………...57
2.4.2.8. Dip Şarj Uzunluğu…………………………………..57
2.4.2.9. Delik Kesiti………………………………………….58
2.4.2.10. Dip Şarj Miktarı……………………………………59
2.4.2.11. Sıkılama Boyu……………………………………..59
2.4.2.12. Kolon Şarj Boyu…………………………………...60
2.4.2.13. Kolon Şarj Miktarı…………………………………60
2.4.2.14. Toplam Şarj Miktarı……………………………….60
2.4.2.15. Özgül Şarj Miktarı…………………………………61
2.4.2.16. Patlatma Sahasının Hacmi…………………………62
2.4.2.17. Toplam Patlayıcı Miktarı…………………………..62
2.4.2.18. Toplam Delik Sayısı……………………………….62
2.4.3. Parça Boyut Dağılım Analizi …………………….…………..63
2.4.3.1. Kaya Faktörü ………………………………………..66
2.4.3.2. Detaylı Kaya Faktörü……………………………….66
2.4.3.3. Bir Deliğin Patlatacağı Hacim………………………68
2.4.3.4. Toplam şarj Miktarı…………………………………68
2.5. Tünel Patlatması………………………………………………………...68
VII
2.5.1. Tünel Patlatma Tasarımı……………………………………...68
2.5.1.1. Patlayıcı Seçimi……………………………………..68
2.5.1.2. İç Açı Değerine Göre Yük Düzeltme Katsayısı…….69
2.5.1.3. Delik Boyu…………………………………………..70
2.5.1.4. Delik Çapı…………………………………………...70
2.5.1.5. Son Kesme Uygulaması…………………………….72
2.5.2. Tünel Patlatma Tasarım Sonuçları……………………………73
2.5.2.1. Kesme Delikleri……………………………………..73
2.5.2.2. Tarama Delikleri…………………………………….74
2.5.2.3. Taban delikleri………………………………………76
2.5.2.4. Duvar Delikleri……………………………………...77
2.5.2.5. Tavan Delikleri……………………………………...79
3. MATERYAL VE YÖNTEM……………………………………………………..80
3.1. Büro Çalışmaları ……………………………………………………….80
3.2. Saha Uygulamaları……………………………………………………...80
4. ARAŞTIRMA BULGULARI…………………………………………………….81
4.1. Patlatma Tasarımları İçin Bilgisayar Programı ( delALPat )…………...81
4.1.1. Basamak Patlatması…………………………………………..84
4.1.1.1. Basamak Patlatma Tasarımı………………………...84
4.1.1.2. Parça Boyut Dağılım Analizi………………………..88
4.1.1.3. Manuel Grafik çizimi……………………………….89
4.1.2. Tünel Patlatması………………………………………92
4.1.2.1. Tünel Patlatma Tasarım sonucu (son kesme var)…...93
4.1.2.2. Tünel Patlatma Tasarım sonucu (son kesme yok)…..94
4.2. Deneysel Bulgular………………………………………………………96
4.2.1. Basamak Patlatması Tasarımı..……………………………….96
4.2.1.1. Kırmataş Ocağının Basamak Parametreleri…………96
4.2.1.2. Parça Boyut Dağılım Analizi………………………100
4.2.1.3. Grafik Çizimi………………………………………102

VIII
4.2.2. Tünel. Patlatma Tasarımı……………………………………104
4.2.2.1. Tarsus Ayrımı – Gaziantep Otoyolu
T2 Tüneli Uygulaması Verileri………………..…..105
4.2.2.2. Tünel Patlatma Tasarımı Sonuçları………………..106
5. SONUÇLAR………………………………………………………………...…..112
KAYNAKLAR…………………………………………………………..………...114
ÖZGEÇMİŞ………………………………………………………..………………116
IX
ÇİZELGELER DİZİNİ SAYFA NO
Çizelge 2.1. Detonasyon Hızının Çap'a Bağlı Değişimi ……………………………34
Çizelge 2.2. Bazı Patlayıcıların Suya Dayanıklılık………………………………….36
Çizelge 2.3. Gaz Miktarına Göre Duman Sınıflaması……… …………………….37
Çizelge 2.4. Bazı Patlayıcı Maddelerin Kritik Çapları……………………………...37
Çizelge 2.5. Başlıca Ateşleyici Patlayıcılar…………………………………………40
Çizelge 2.6. Anfo’nun Elik Çapına Bağlı Olarak
Patlatma Hızı Ve Metre Başına Şarj Miktarı………………………….42
Çizelge 2.7. Kolon Ve Dip Şarjları Için Kullanılan Patlayıcılar Ve Özellikleri…….50
Çizelge 2.8. Delik Eğimine Göre Taban Zorluğu (Langefors, 1973)……………….52
Çizelge 2.9. Cuningham Kaya Faktörü (A) (Hustrulid, 1999)…………………… 67
Çizelge 2.10. İç Açı Değerine Göre Yük Düzeltme Katsayısı…………………… .70
Çizelge 4.1. Basamak Patlatması Tasarımı Bulguları……………………………….96
Çizelge 4.2. Akdağlar Kırmataş Ocağının Ve Dalalpat
Programının Basamak Patlatması Tasarımının Sonuçları……………..98
Çizelge 4.3. Parça Boyut Dağılım Analizi Bulguları………………………………100
Çizelge 4.4. Grafik Çizimi İçin Girilen Veriler……………………………………102
Çizelge 4.5. Grafik Çizim Sonuçları……………………………………………….103
Çizelge 4.6. Sınıf III, IV ve V Kaya Grupları Patlatma Tasarımı Bulguları……...105
Çizelge 4.7. Sınıf IIIKaya Grubu İçin Tünel Patlatma Tasarımı Sonuçları……….106
Çizelge 4.8. Sınıf , ve Delalpat Patlatma Sonuçları..……………….107
Çizelge 4.9. Sınıf IV Kaya Grubu İçin Tünel Patlatma Tasarımı Sonuçları ……….108
Çizelge 4.10. Sınıf IV Kaya Grubu İçin Tarsus Ayrımı – Gaziantep
Otoyolu T2 Tüneli ve Delalpat Patlatma Sonuçları………………...109
Çizelge 4.11. Sınıf V Kaya Grubu İçin Tünel Patlatma Tasarımı Sonuçları………110
Çizelge 4.12. Sınıf V Kaya Grubu İçin Tarsus Ayrımı – Gaziantep
Otoyolu T2 Tüneli ve Delalpat Patlatma Sonuçları………………...111
X
Şekiller Dizini Sayfa No
Şekil 2.1. Kaya Parçalanmasında Patlatma Maliyeti Ve Ardışık İşlem
Maliyetleri Arasındaki İlişki…………………………………………...…..7
Şekil 2.2. Delme Ve Patlatmanın Üretim Sürecindeki Yeri Ve Önemi………………8
Şekil 2.3. Patlatma Tasarımında İzlenecek Yöntem.………………………………..10
Şekil 2.4. Toplam Maliyet Ve Optimum Nokta.…………………………………….12
Şekil 2.5. Basamak Patlatması Terimleri……………………………………………15
Şekil 2.6. Delik Çapının, Maliyet Ve Parçalanma Boyuna Etkisinin
Şematik Olarak Gösterilmesi. …………………...……………………….49
Şekil 2.7. Delik Eğimi ……………………………………………………….51
Şekil 2.8. Eğimli Deliklerin Taban Zorluğunu Yenmesi……………………………52
Şekil 2.9 Basamak Yüksekliğinin, Dilim Kalınlığının, Patlatma Sahasının
Eninin Ve Boyunun Birbirleri Ile Durumu …………………………........54
Şekil 2.10. Kırılma Açısı, Tırnak Ve Dip Delme Değeri……………………………55
Şekil 2.11. Dip Şarjın Yerleşmesi…………………………………………………...58
Şekil 2.12. Sıkılama Boyu………………………………………………………......60
Şekil 2.13. Kolon Şarjın Yerleşmesi…………………………………………...……60
Şekil 2.14. Tünel Kesitine Ve Delik Çapına Göre Delik Adeti………...…….…….71
Şekil 2.15. Tünel Kesitine Ve Delik Çapına Göre Delik Adedinin Şematik
Görünümü…………………………..………………………...…………73
Şekil 2.16. Örnek Bir Tarama Deliğinin Doldurulması……………………………..76
Şekil 4.1. Giriş Sayfası “Delme-Patlatma Yönteminin Belirlenmesi”……………...81
Şekil 4.2. Basamak Patlatma Tasarımının Akım Şeması……………………………82
Şekil 4.3. Tünel Patlatma Tasarımının Akım Şeması……………………………….83
Şekil 4.4. Basamak Patlatması………………………………………………………84
Şekil 4.5. Basamak Patlatma Tasarımı……………………………………………...85
Şekil 4.6. Basamak Patlatma Tasarımı Sonuçları…………………………………...87
Şekil 4.7. Parça Boyut Dağılım Analizi (Basit Seçim)……………………………...88
Şekil 4.8. Parça Boyut Dağılım Analizi (Detaylı Kaya Faktörü)…………………...89
Şekil 4.9. Manuel Grafik Çizimi…………………………………………………….90

XI
Şekil 4.10. Grafik Butonunun Aktif Hale Getirilmesi ………………………..91
Şekil 4.11. Grafik Ve Geçen Malzeme- Tane Boyu Oranı……………………….....92
Şekil 4.12. Tünel Patlatma Tasarımı ………………………………………………..93
Şekil 4.13. Tünel Patlatma Tasarım Sonucu (Son Kesme Var)………………….….94
Şekil 4.14. Tünel Patlatma Tasarım Sonucu (Son Kesme Yok)………………….…95
Şekil 4.15. Basamak Patlatması İçin Girilen Veri Sayfası…………………………..97
Şekil 4.16. Basamak Patlatması Sonuç Sayfası…………………………………......99
Şekil 4.17. Ortalama Blok Boyutu Hesabı Sayfası………………………………...101
Şekil 4.18. Grafik Çizimi İçin Girilen Veri Sayfası………………………………..103
Şekil 4.19. Grafik Çizimi Sonuç…………………………………………………...104
Şekil 4.20. Tünel Patlatma Tasarımı ……………………………………………...106
Şekil 4.21. Sınıf III Kaya Grubu Tünel Patlatma Tasarım Sonucu………………..107
Şekil 4.22. Sınıf IV Kaya Grubu Tünel Patlatma Tasarım Sonucu…………...…...109
Şekil 4.23. Sınıf V Kaya Grubu Tünel Patlatma Tasarım Sonucu…………………111
1. GİRİŞ Alpaslan DAĞÇİMEN
1
1. GİRİŞ
Bilim insanlığa en büyük katkılarından birini şüphesiz patlayıcı maddeleri
bulmakla yapmıştır. Barışçıl amaçlarla kullanıldığında insanlığa büyük yararı
dokunan bu maddeler, günümüzde de bir çok örneğini gördüğümüz savaşçıl
amaçlarla kullanıldığında maalesef büyük zararlar verebilmektedir.
Delme-patlatma denildiği zaman ilk akla gelen madencilik çalışmaları olmaktadır.
Fakat delme-patlatma, madencilik dışında da bir çok alanda yaygın olarak
uygulanmaktadır.
Bunlardan bazılarını şu şekilde sıralayabiliriz;
Madencilik sektörü: Maden arama faaliyetleri, açık ve yeraltı maden işletme
faaliyetleri, taş ocağı işletmeciliği, kuyu ve galeri açma, jeofizik araştırmalar, sismik
patlatmalar vs..
İnşaat sektörü: Hammadde temini, demiryolu, karayolu, baraj, havaalanı, liman,
çeşitli amaçlara yönelik tünel açımı, çeşitli temel kazıları, bina ve yapıların kontrollü
yıkımı vs..
Petrol sektörü: Sismik aramalar, rezervuarların genişletilmesi, boru hatlarının
yerleştirileceği kanalların açılması vs..
Tarım ve ormancılık sektörü: Su kuyusu açma, sulama ve drenaj kanalları açma,
ağaç köklerinin sökülmesi vs..
Askeri faaliyetler: Çeşitli tahrip ve imha faaliyetleri, mevzi hazırlama, füze
rampaları inşaatı, yeraltında sığınak ve cephanelik açma faaliyetleri vs..
Diğer faaliyetler: Su altı atımları, buz ve buz altı çalışmaları, kontrollü çığ önleme
atımları vs..
Delme-patlatma çalışmasına genellikle delici makine seçimi ile başlanır.
Formasyonların özelliklerine ve istenilen üretim miktarına göre hangi tür makineden
kaç tane seçilmesi gerektiği çok önemlidir. Makine fiyatlarının çok yüksek olması,
seçiminin önemini daha da arttırmaktadır.yanlış bir seçimin, gereksiz bir yatırıma yol
açmasının yanı sıra iş randımanını da düşüreceği unutulmamalıdır.
Delik çapı formasyon özellikleri ve istenilen patlatma sonuçlarına bağlı olarak
seçilen delik düzeni, patlayıcı madde cinsi, miktarı ve şarj şekli de patlatma
randımanını önemli ölçüde etkiler. Buda yükleyici makinenin istenmeyen koşullarda
1. GİRİŞ Alpaslan DAĞÇİMEN
2
çalışmasına neden olur, ikincil bir delme-patlatma gereksinimini doğurur. Tüm
bunlar maliyetin yükselmesine yol açarken iş randımanını düşürür, kırma maliyetini
yükseltir.Açık işletmecilikte kaya ve cevher basamaklarında, kazı genellikle delme-
patlatma yoluyla yapılmaktadır. Delme-patlatmanın amacı, kaya kütlesini kontrollü
bir şekilde parçalayarak ana kütleden ayırma işlemidir. Bu esnada geride kalan şevin
stabilitesinin bozulmaması ve malzemenin de nakliye ve cevher hazırlama tesisi için
iyi parçalanmış olması gerekir.
Kısaca iyi parçalanmış, kolay yüklenebilir gevşeklikte yığın elde edecek, bu
işlem sırasında optimum parçalanmayı sağlayacak ve patlatma çevre etkileşiminde
çevreye zarar vermeyecek ve daha sonraki madencilik çalışmalarının hızı ve maliyeti
üzerinde olumsuz bir etki oluşturmayacak bir patlatma tasarımının organize edilmesi
gerekmektedir. Başarılı bir patlatma, uygun bir parçalanma sağladığından, yükleyici
makinenin randımanı artar ve makine parça yıpranmaları azalır. İyi bir randımanla
çalışan yükleyici makine ile birlikte çalışan nakliye araçlarının da verimi artar.
Patlatma sonrası dozer ve greyder gibi yardımcı iş makinelerine duyulan gereksinim
azalır. Bu maliyet açısından son derece önemlidir. Çünkü dozer, işletme gideri
yüksek olan bir iş makinesidir.
Optimum bir patlatma tasarımının temel şartı kaya, patlayıcı,delik geometrisi,
ve patlatma sonucundan beklentilerin toplu halde tasarıma dahil edilmesidir.
Madencilik çalışmalarının ilk aşamalarından birisi olan patlatma işlemi, kaya
kütlesini kontrollü bir şekilde patlayıcı yardımı ile parçalama işlemidir. Patlatma,
daha sonraki madencilik çalışmalarına hazırlık özelliği taşıması bakımından çok
önemlidir ve bu özelliğinden dolayı da maliyete etkisi büyüktür. İyi parçalanmış ve
gevşek yığın malzemesinin üretimi yükleme, taşıma ve kırma işlemlerini kolaylaştırır
ve optimum sonuçlara ulaşmasını sağlar. Optimum bir patlatma tasarımı yapabilmek
için öncelikle patlatma olayında etkili olan parametreleri iyi bilmek gerekmektedir.
Patlatma olayında etkili olan parametreleri, kontrol edilebilir ve kontrol edilemeyen
parametreler olmak üzere iki grupta incelemek mümkündür. Patlatma sonrası
detanasyon ve yığın içindeki kaya parçalanmasını tanımlamak için son yıllarda
bilgisayarda modelleme tekniği gelişmektedir. Patlatma prosesi için geliştirilen bir
simülasyon, fiziksel ve termodinamik olayları kullanan bir özelliğe sahip olmalıdır.
1. GİRİŞ Alpaslan DAĞÇİMEN
3
Bundan dolayı, gerçekçi bir patlatma modellemesi, detonasyon şok dalgası
yayılması, gerilme dalgası yayılması ve yansıma-kırılma dalgaları yayılması, gaz
basıncı etkisi, patlatma deliğinin genişlemesini tanımlayabilecek bir özellikte
olmalıdır. Ancak bu komplike bir olaydır ve disiplinler arası bir çalıştırmayı
gerektirir.
Bu çalışmanın amacı; patlatma mühendislerine, yapacakları patlatma tasarımı
için kullanabilecekleri bir bilgisayar programı yazmaktır. Visual Basic programlama
dili kullanılarak yapılan bilgisayar programı, basamak patlatması ve tünel patlatması
yapacak mühendislerin ilk tasarımlarını kolay, hızlı ve hatasız yapmalarını
sağlayabilmek, patlatma sonucunu önceden tahmin edebilmek için kolaylık
sağlayacaktır.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
4
2. ÖNCEKİ ÇALIŞMALAR
Konuyla ilgili yapılmış olan çalışmalar, literatürde araştırılmış ve alt başlıklar
halinde bu bölümde sunulmuştur.
Delme-patlatma çalışmaları için ticari niteliği olan bir çok yazılım
geliştirilmiştir. Bunlardan bazıları delme-patlatma tasarımı yapmak, bazıları patlatma
sonucunu analiz etmek, bazılarıda patlatmadan kaynaklanan çevresel sorunları analiz
etmek için kullanılabilmektedir. Bu yazılımlar dört grup altında şöyle sıralanabilir;
A) Basamak patlatması için delme-patlatma tasarımı yapan programlar
-WipFrag
-DelPat
-Blaspa
-Structural Blast Designer
B) Tünel patlatmaları için bazı yazılımlar
-AEL Tunnel 2000
-AEL Ring 2000
C) Patlatmadan kaynaklanan çevresel sorunların analizi için kullanılan yazılımlar
-Rockmate
-Master Blaster & Inventory Management Software System
-Vibration Consultant
-Vibration Assistant
D) Parça boyut dağılım analizi için kullanılan bazı yaılımlar
-WipFrag
-WipJoint
-Split Online veya Split Desktop
-DelPat
-Blast Maker
-Blaspa
Kaya Delme-Patlatma sistemlerinin organizasyon ve analizi için geliştirilmiş
bilgisayar yazılımlarından biride M.Can Çeliksırt ve Vural ERKAN tarafından
geliştirilmiş olan DelPat v5.0 mühendislik yazılımıdır. Bu yazılım birçok farklı
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
5
üniversitede eğitim ve araştırma amaçlı kullanılmaktadır. Kullanıldığı Üniversiteler
şunlardır:
-Permsylvania State University - ABD
-National Technical University - Yunanistan
-Canadore College - Kanada
-Dokuz Eylul Universitesi
-Çukurova Universitesi
-Karadeniz Teknik Universitesi (www.delpat.com)
DelPat v5.0 yazılım paketinin içeriği kısaca şu şekildedir;
-Patlatma sonrası tane boyu dağılımı tahmini
-Delme-Patlatmanın düzenlenmesi
-Delme maliyeti analizi
-Patlatma maliyeti analizi
-Patlatma deliklerindeki ateşleme düzeni tasarımı
-Projenin Delme-Patlatma organizasyonu
-Günlük veri kayıt formu.
-Giriş ve sonuç verilerinin hızlı karşılaştırılması
-Delme-Patlatma veri raporları.
2.1. Delme Patlatma İşlemleri İle İlgili Genel Bilgiler
Patlatma mühendisliğinin temel amaçlarından biri, konforlu bir yaşam için
gerekli alt yapı kazılarıyla birlikte; insanoğlunun gereksinim duyduğu endüstri
hammaddesini içinde bulunduğu ana kütleden faydalanabilir bir büyüklükte,
ekonomik olarak, minimum bir zaman diliminde ve emniyetli bir biçimde ayırmaktır.
Bu amaca ulaşmak için genel olarak aşağıdaki metotlar uygulanmaktadır.
-İnsan gücü
-Mekanik makineler
-Gazlaştırma kimyası
-Çözelti kimyası
-Hidrolik teknolojisi
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
6
-Delme-patlatma teknolojisi
Bu seçeneklerden delme-patlatma teknolojisi, özellikle, diğer proseslerin
uygulanmaması veya uygulandığında ekonomik sonuç vermemesi durumlarında
yaygın bir kullanım bulmaktadır. Bu teknolojinin kullanıldığı faaliyetlerde, gerek
planlama gerekse uygulama işlemleri, diğer kazı işlemlerine göre farklı bir boyut
almaktadır. Bu planlara yönelik uygulama faaliyetleri ise aşağıda belirtilen
teknolojileri içermektedir.
-Deliklerin delinmesi
-Şarj ve patlatma
-Yükleme
-Taşıma
-Kırma-öğütme
Bu faaliyetlere paralel olarak yürütülen diğer tüm işlemler ise, yardımcı prosesler
olarak genel planlama kapsamında yer almaktadır (Kahriman, 2004).
2.1.1. Delme ve Patlatmanın Önemi
Maden ve taş ocağı faaliyetlerinde temel ve en önemli prosesi oluşturan kazı
işlemlerinin, makine ve yukarıda değinilen diğer yöntemlerle gerçekleştirilmesi,
kayaçların madde/kütle özellikleriyle ve kullanılmakta olan teknoloji ile sınırlı
olduğu bilinmektedir. Bu nedenle bu sınırı aşan delme ve patlatma teknolojisi
doğrudan kazı veya gevşetme kazısı olarak büyük bir önem arz etmekte ve ekonomik
ölçüleri içinde yaygın bir şekilde kullanılmaktadır.Bu kullanım önemini, bir yandan
işletme faaliyetlerinin göstergesini oluşturan maliyet analizlerinde, öte yandan söz
konusu faaliyetlerin hızlı bir şekilde yapılabilmesinde görmek mümkündür. Ancak
işletmelerdeki maliyet analizlerinde, delme ve patlatma maliyetlerinin tek başına
değerlendirilmesi; elde edilen başarının açık bir şekilde gösterilmesine
yetmemektedir. Faaliyetler ardışık olarak gerçekleştiğinden dolayı; delme ve
patlatma etkisinin diğer işlemlerde de analiz edilmesi zorunludur. Bu husus ise;
ancak her teknolojik işlemde görev alan makine ve ekipmanlara ait performansların
ayrı ayrı değişik durumlar için analiz edilmesiyle mümkün olmaktadır. Sadece delme
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
7
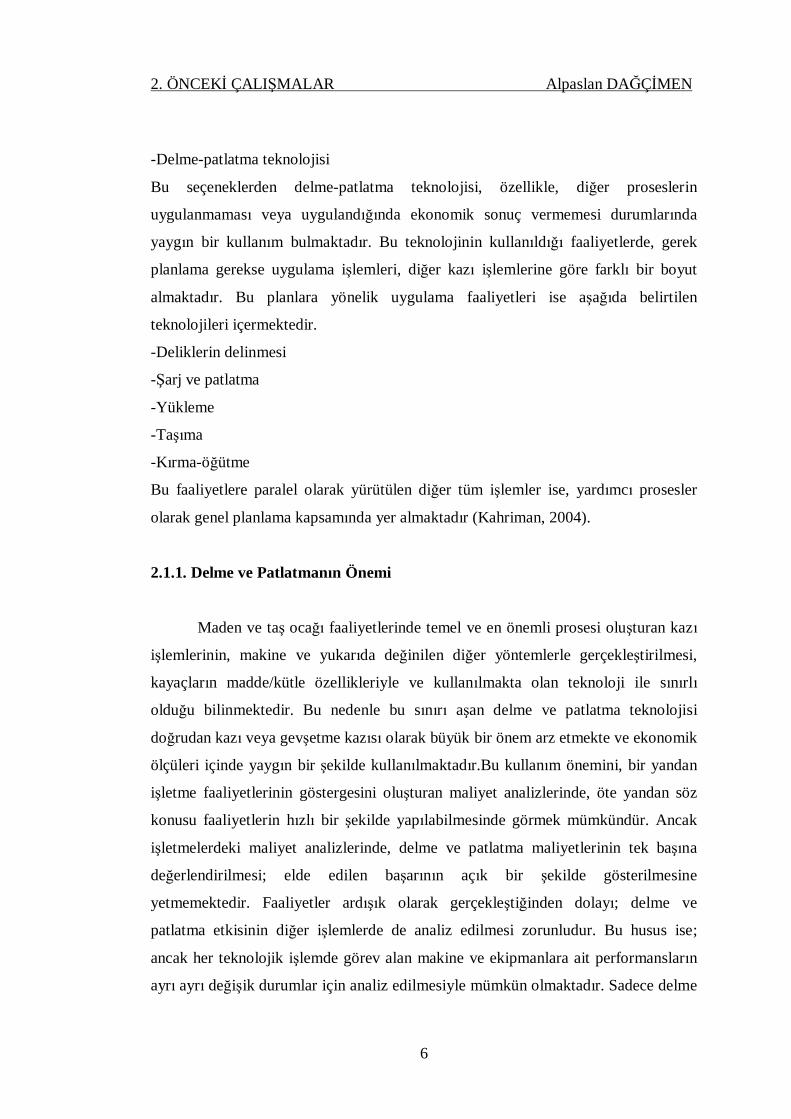
ve patlatma faaliyetlerinde hedeflenecek maliyet minimizasyonu düşüncesi, birbirini
izleyen teknolojik işlemlerin maliyetinde önemli artışların olmasını gömemezlikten
gelecektir. Bu hususu Şekil 2.1.' de açık bir şekilde izlemek mümkündür (Kahriman,
2003).
Şekil 2.1. Kaya Parçalanmasında Patlatma Maliyeti ve Ardışık İşlem
Maliyetleri Arasındaki İlişki (Kahriman, 2003). Şekil 2.1.' de ifade edildiği gibi, patlatma sonrası işlemlerin maliyeti, genel olarak
parçalanma derecesinin bir fonksiyonudur.
Toplam maliyetin değerlendirilmesi her haliyle, söz konusu unsurlara yönelik
sonuçların göz önüne alınmasıyla mümkün olabilecektir. Bu vesileyle, en uygun
sonucun ne olacağının belirlenmesi, hem patlatma ve hem de ardışık işlemlerin
birlikte ele alınmasıyla mümkündür. Delme ve patlatma faaliyetleri optimal
koşullarda gerçekleştiğinde; yükleme, taşıma, kırma-öğütme ve hatta reklamasyon
işlemlerinde maliyetlerin azalmasına, dolayısıyla işletmenin toplam sonucunun
pozitif bir gelişim göstermesine neden olmaktadır.
Yukarıda belirtilen öneme bir yandan delme teknolojisiyle ilgili gerçek yeni
araştırmalar yaparak çözülememiş sorunlara yanıt aramaya ve tüm operasyonlar için
uygun makine tip ve kapasite optimizasyonuna gereksinim vardır. Burada özellikle
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
8
primer kırıcıların devreden kaldırılmasını ve kütle ötelenmesini hedefleyebilmek
mühendisler için nihai bir ideal olmalıdır. Yukarıda değinilen hususların ışığı altında,
delme ve patlatmanın önemi aşağıdaki detaylarla ortaya çıkmaktadır (Kahriman,
2003).
-Ekonomik sonuçların sağlanması
-Teknik verimliliğin arttırılması
-Zaman kullanımında etkinlik
-İş makineleri performanslarında iyileştirme
-Kapasite artışı
-Ardışık faaliyetlerin organizasyonunda kolaylık
-Uygun niteliklerde malzeme temini
-Güç kullanımında konsantrasyon
-Ekipman seçiminde optimizasyon
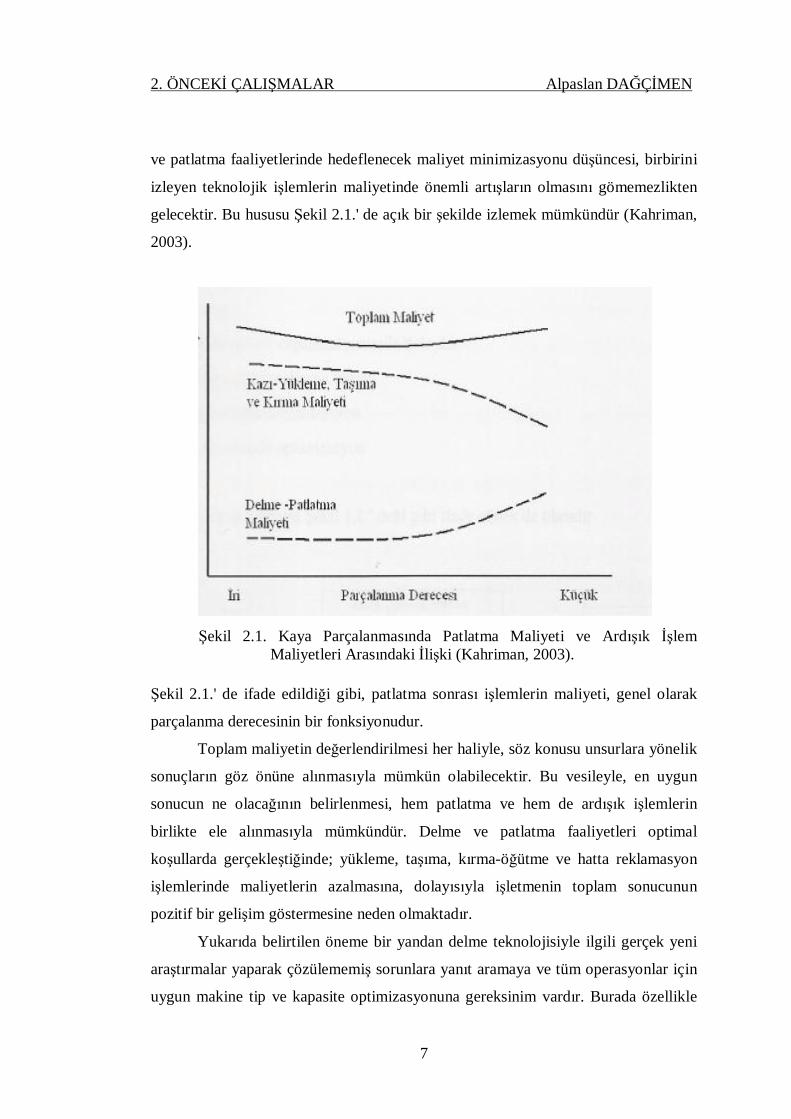
Delme patlatmanın önemini Şekil 2.2.' deki gibi ifade etmek de olasıdır.
Şekil 2.2. Delme ve Patlatmanın Üretim Sürecindeki Yeri ve Önemi (Kahriman,
2003).
2.1.2. Delme-Patlatmanın Mühendislik ile ilgisi
Genel olarak mühendis kavramı altında kendi ihtisaslarıyla ilgili olarak,
alternatif üretim yöntemlerini; bilimsel, teknik ve ekonomik açıdan değerlendiren,
optimum tasarımı yapan ve uygulayan bir meslek anlaşılmaktadır. Bu çerçevede ele
alındığında; Maden Mühendisi de "Madenleri insanoğlunun hizmetine sunmak üzere
seçenekli üretim yöntemlerini tasarlayan, yöneten ve uygulayan kişi" olarak
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
9
tanımlanabilir. Yapacağı tasarımlar; ekonomik ve teknik açıdan yapılabilir olmalıdır.
Burada görev ve yetkileri şu şekilde ortaya çıkmaktadır.
-Üretim konusu ile ilgili mevcut, geçmişe ve geleceğe yönelik durumları açık şekilde
analiz etmek,
-Bu durumlar kapsamında, sorumlu olduğu üretim birimi ile ilgili amaçları
belirlemek.
-Üretim biriminin her konusuna yönelik, alternatif yaklaşımları belirlemek ve yeni
yaklaşımlar getirmek,
-Bu yaklaşımları amacına uygun şekilde değerlendirmek, seçmek ve gerekli kararları
vermek.
-Bu kararlara yönelik geliştirme planlarını hazırlayarak, gerekli araştırmaları
yapmak,
-Bütün bu işlemlerin sonucu, verdiği karara uygun üretim sistemini uygulamaya
sokmak ve dolayısıyla üretimi amaçlarına uygun şekilde gerçekleştirmek ve gerekli
kontrol faaliyetlerini yürütmektir.
Doğal olarak bu faaliyetleri yürüten bir kişi; üretim hiyerarşisi ile ilgili herhangi bir
yerde hem yönetici, hem teknisyen, hem ekonomist, hem de bilim adamıdır.
Genel olarak üretim maliyetinde, delme-patlatma maliyeti %5-40 arasında
değişmektedir. Bu değerler, delme-patlatma konusunda, bilim ve tekniğe uygun
çalışmayla daha alt seviyelere çekilebilir. Bazı işletmelerde yapılan deneysel
çalışmalar bu rakamların %10-20 sınırına çekilebileceğini göstermektedir. Bu
açıklamalarda da anlaşılacağı gibi, delme-patlatma işlemleri, esas olarak mühendislik
hizmetleri gerektirmektedir. İyi bir mühendis, yapacağı optimizasyon çalışmaları ile
kendi maliyetini karşıladığı gibi işletmeye artı değerde kazandırabilecektir. Önemli
olan kendisine ve bilgisine güvenip, işletme yönetimini ikna edebilmesidir.
Bu kapsamda, mühendisin hedefleyeceği iki temel unsur söz konusudur.
Bunlar; özgül şarj ve özgül delme miktarını minimize etmektir. Bu iki değer
1.000.000. m³/yıl kapasiteli herhangi bir işletmede optimize edildiğinde sağlanan
katkı %10 ise yaratılan artı değer, 100.000 m³' lük bir kazı işlemine eşdeğer olacaktır
ki bu değer mühendisin yıllık maliyetini rahatlıkla finanse etmekten başka, kuruluşa
önemli artı değerler getirecektir. Bu vesileyle patlatma mühendisinin sadece delme-
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
10
patlatma derslerini alarak kalması düşünülmemelidir. Buna ilave olarak mühendisler
için, delme-patlatma kursları düzenlenmeli ve bu kurslar sonucu kendilerine delme-
patlatma permisi verilmelidir. Bunun sonucu mühendis sadece kağıt üzerinde
planlayıcı olarak kalmayacak, aynı zamanda konuyu uygulayarak üretime daha aktif
şekilde katılabilecektir. Doğal olarak bu tip mühendislerin belki de delme-patlatma
şirketleri kurarak mesleğimize yeni bir boyut vermeleri söz konusu olabilecektir.
Öte yandan işçi sağlığı, iş güvenliği ve çevre koşulları nedeniyle de patlatma
işleminin emniyetle gerçekleştirilmesi zorunluluğu söz konusudur. Mühendis hem
istenen parçalanma derecesinde yeterli malzemeyi üretime hazır hale getirecek, hem
de patlatma sonuçlarını ekonomiklik ve emniyetlilik açısından kontrol altında
tutacaktır.
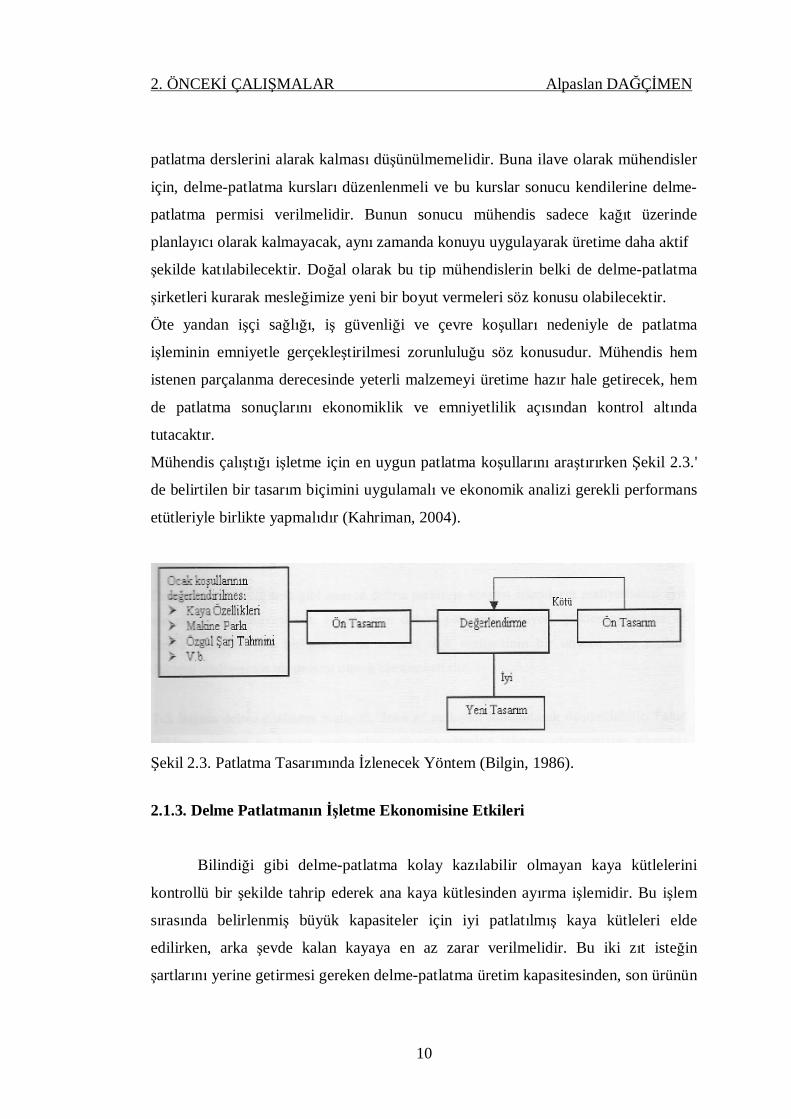
Mühendis çalıştığı işletme için en uygun patlatma koşullarını araştırırken Şekil 2.3.'
de belirtilen bir tasarım biçimini uygulamalı ve ekonomik analizi gerekli performans
etütleriyle birlikte yapmalıdır (Kahriman, 2004).
Şekil 2.3. Patlatma Tasarımında İzlenecek Yöntem (Bilgin, 1986).
2.1.3. Delme Patlatmanın İşletme Ekonomisine Etkileri
Bilindiği gibi delme-patlatma kolay kazılabilir olmayan kaya kütlelerini
kontrollü bir şekilde tahrip ederek ana kaya kütlesinden ayırma işlemidir. Bu işlem
sırasında belirlenmiş büyük kapasiteler için iyi patlatılmış kaya kütleleri elde
edilirken, arka şevde kalan kayaya en az zarar verilmelidir. Bu iki zıt isteğin
şartlarını yerine getirmesi gereken delme-patlatma üretim kapasitesinden, son ürünün
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
11
maliyetinden patlatma sonrası işlemlerin randımanından emniyetli bir çalışma
ortamına kadar her şeyi doğrudan etkileyen üretimin ilk ve en önemli aşamasıdır.
Örneğin kötü bir patlatma sonucunda yükleyici makineler zor koşullarda
çalışır ikinci delme patlatma ihtiyacı doğar ve kaba oranı artar. Yükleyici makineler
zor koşullarda çalışınca kapasiteleri düşer, arıza oranları yükselir. İkinci patlatma
nedeniyle, fazladan maliyetin yanı sıra vardiyadaki iş kayıpları artar. Makinelerin
yürüyüş sistemleri zarar görür. Patar oranının yüksek olması yükleme, taşıma
emniyetinin azalmasına,kırıcıların kapasitelerinin düşmesine ve ton basınç kırma
maliyetinin artmasına neden olur (Bilgin ve Paşamehmetoğlu, 1986).
İyi bir patlatma sonrası ise, tüm olumsuzluklar kalkacaktır. İyi bir patlatma
için basamak yüksekliklerine göre amaca uygun delik çapı ve delme düzeninin,
patlayıcının ve ateşleme sisteminin seçilerek sadece gerektiği kadar doğru biçimde
kullanılması gereklidir.
Daha önce belirttiğimiz gibi sadece delme patlatma sonrası işlemlerin
maliyetinden ayrı ele almak gerçekçi olmaz. Bunun için delme patlatma maliyeti,
yükleme, taşıma ve kırma maliyetleriyle birlikte kırma sonrası stok maliyetinin bir
unsuru veya toplam dekapaj maliyetinin bir unsuru olarak ele alınmalıdır.
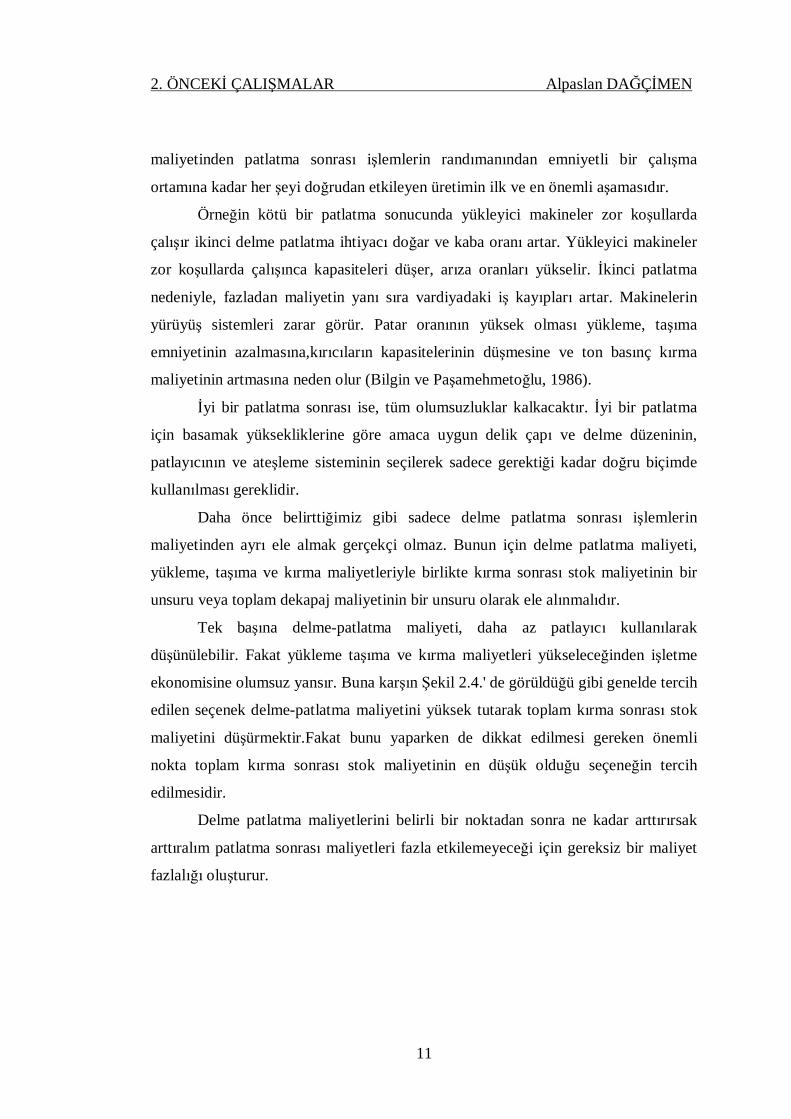
Tek başına delme-patlatma maliyeti, daha az patlayıcı kullanılarak
düşünülebilir. Fakat yükleme taşıma ve kırma maliyetleri yükseleceğinden işletme
ekonomisine olumsuz yansır. Buna karşın Şekil 2.4.' de görüldüğü gibi genelde tercih
edilen seçenek delme-patlatma maliyetini yüksek tutarak toplam kırma sonrası stok
maliyetini düşürmektir.Fakat bunu yaparken de dikkat edilmesi gereken önemli
nokta toplam kırma sonrası stok maliyetinin en düşük olduğu seçeneğin tercih
edilmesidir.
Delme patlatma maliyetlerini belirli bir noktadan sonra ne kadar arttırırsak
arttıralım patlatma sonrası maliyetleri fazla etkilemeyeceği için gereksiz bir maliyet
fazlalığı oluşturur.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
12
Şekil 2.4. Toplam Maliyet ve Optimum Nokta (Kahriman, 2003). Şekil 2.4.' de görüldüğü gibi toplam maliyetin en düşük olduğu A noktasındaki
delme patlatma harcama değerlerinin arttırılması da azaltılması da sonuçta toplam
maliyetin Yükselmesine de neden olacaktır.
Sonuç olarak diyebiliriz ki patlatmanın performansının patlatma sonrası işlemlerin
maliyetlerini, kapasitelerini, randımanlarını ve emniyetini belirleyen en önemli unsur
olduğunun bilinerek delme patlatmaya bu açıdan bakılması işletme ekonomilerinin
daha sağlıklı değerlendirilmesini sağlayacaktır (Kahriman, 2003).
2.2. Patlatma Sonuçlarını Etkileyen ve Tasarımda Göz Önüne Alınması
Gereken Etkenler
2.2.1. Kaya Birimlerinin Malzeme ve Kütle Özellikleri
-Yoğunluk
-Basınç, çekme, darbe dayanımları
-Sismik dalga hızı
-Empedans
-Süreksizlik durumu ve kütlesel olarak sağlamlık derecesi
-Su durumu
-Elastik modülü

2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
13
-Poisson oranı
-Değişkenlik durumu (homojenlik, anizotropi ve izotropiklik).
-Sertlik (Kahriman, 1999).
Kaya özellikleri atım sonucunu önemli ölçüde etkiler. Örneğin kil gibi plastik
davranış gösteren formasyonlarda kovan yapma ihtimali fazladır. Bu durumda yıkma
enerjisi fazla olan, özgül gaz hacmi büyük olan patlayıcılar tercih edilmelidir.
Bununla birlikte dilim kalınlığı ve buna bağımlı olan bazı parametreleri dikkatli
seçmek gerekecektir. Kaya kırılgan ve masif ise kayanın kırılmasında birincil
parçalanma mekanizmaları etkili olacağından seçilecek patlayıcı maddelerin daha
kudretli ve daha yüksek ateşleme hızlı olması gerekir. Çok eklemli ve çatlaklı
zayıfkayalarda, formasyon zaten parçalanmış olduğundan; düşük yoğunluklu, düşük
patlama hızlı ve fazla gaz veren patlayıcı maddeler seçilmelidir. Keza formasyonun
su durumu da önemlidir. Sulu kaya ortamlarında kullanılacak patlayıcı maddelerin
sudan etkilenmeyen ve çözülmeyen cinslerin olmasına dikkat edilmelidir (Kahriman,
1999).
2.2.2. Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı
-Patlatma hızı
-Yoğunluk
-Kudret (güç)
-Hassasiyet
-Suya dayanım
-Dona dayanım
-Gaz özellikleri
-Patlatma ısısı ve özgül gaz hacmi
-Depolanma süresi ve şekli
Patlayıcı maddelerin özelliklerine Bölüm 2.3' te değinilecektir.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
14
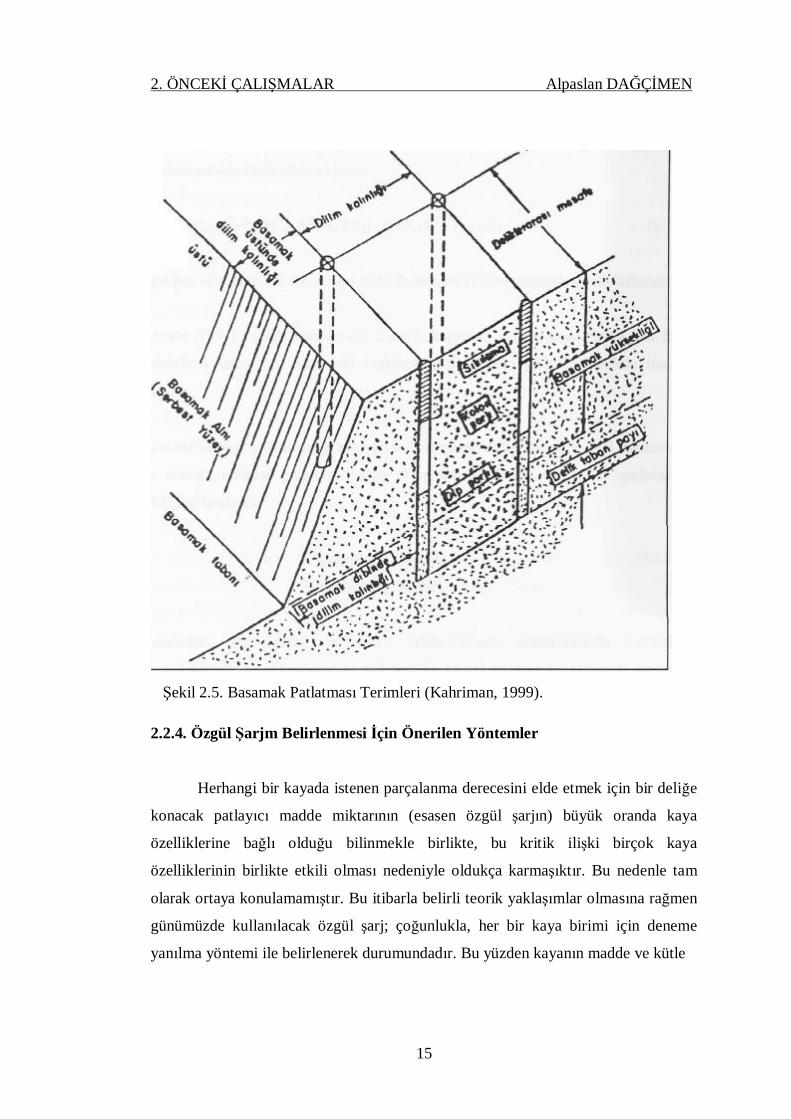
2.2.3. Patlatma Geometrisi
-Delik çapı, yeri, eğimi ve boyu Delik düzeni
-Dilim kalınlığı, delikler arası mesafe
-Basamak aynasının şekli, durumu, yüksekliği, eğimi
-Sıkılama payı
-Delik taban payı
-Şarj şekli, delik içi dağılımı
-Atım grubu boyutları
-Yemleme, ateşleme şekli ve düzeni
-Gecikme tipi ve süresi
Yukarıda ayrı ayrı değinilen bu üç temel unsurun aralarındaki ilişkilerin
ortaya konulması sonucunda tasarım için uygun yaklaşımlarda bulunmak mümkün
olabilmektedir. Ancak, birçok araştırmacının kabul ettiği ve yanıt aradığı iki anahtar
parametre öne çıkmaktadır. Bu iki parametre; özgül şarj ve en uygun dilim
kalınlığıdır. Bu iki parametreye (herhangi bir kaya birimi için) makul bir yanıt
verildiği taktirde; kabul edilebilir yaklaşımlara dayalı olarak diğer tasarım
parametreleri bunlara bağlı olarak hesaplanabilmekte ve tasarım
tamamlanabilmektedir. Deneme-yanılma yoluyla yapılacak dilim kalınlığı ve özgül
şarj miktarı belirleme çalışmalarında, maliyeti göz önüne almak gerekmektedir. Bu
nedenle, ilk tasarım açısından makul bir değerdeki özgül şarj ve dilim kalınlığı
değerlerinden başlamak çok olumlu sonuçlar verebilmektedir. Bu da ancak yukarıda
ifade edilen üç ayrı temel parametre arasındaki ilişkilerin yorumlanması ile mümkün
olabilmektedir (Kahriman, 1999).
Patlatma geometrisi gerçekleştirilirken kullanılan terimler Şekil 2.5.’de
gösterilmiştir.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
15
Şekil 2.5. Basamak Patlatması Terimleri (Kahriman, 1999).
2.2.4. Özgül Şarjm Belirlenmesi İçin Önerilen Yöntemler
Herhangi bir kayada istenen parçalanma derecesini elde etmek için bir deliğe
konacak patlayıcı madde miktarının (esasen özgül şarjın) büyük oranda kaya
özelliklerine bağlı olduğu bilinmekle birlikte, bu kritik ilişki birçok kaya
özelliklerinin birlikte etkili olması nedeniyle oldukça karmaşıktır. Bu nedenle tam
olarak ortaya konulamamıştır. Bu itibarla belirli teorik yaklaşımlar olmasına rağmen
günümüzde kullanılacak özgül şarj; çoğunlukla, her bir kaya birimi için deneme
yanılma yöntemi ile belirlenerek durumundadır. Bu yüzden kayanın madde ve kütle

2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
16
özellikleriyle, optimum özgül şarj arasında güvenilir bir ilişki geliştirmek önemini
korumaktadır (Bilgin ve Paşamehmetoğlu,1986).
Patlatma geometri si ve kaya patlatma sabiti önem arz eden Langefors formülü
aşağıdaki şekilde ifade edilmektedir.
( )( )[ ] ( ) ( )3223 //24,04,1 mkgBKnBKBCBCq OO ××−×××+××= (2.1)
Özgül şarj ve sismik hız arasındaki ilişki Broadbent (1974) tarafından
geliştirilmiştir.
Ülkemizdeki bazı demir ve Linyit işletmelerinde araştırmalarda bulunan
Paşamehmetoglu ve Arkadaşları özgül şarj ile basma dayanımı, çekme dayanımı,
yoğunluk, empedans, darbe dayanımı, sismik dalga hızı (P dalga hızı) gibi bazı kaya
özellikleri arasında oldukça yüksek korelasyon katsayılı çeşitli ilişkiler
geliştirmişlerdir (Bilgin ve Paşamehmetoğlu 1986;). Söz konusu araştırmacılarca
geliştirilen bu ilişkiler aşağıdaki gibidir.
Basma dayanımı ve özgül şarj ilişkisi:
( )56,0004,0474,0 =×+= rq bσ (2.2)
Çekme dayanımı ve özgül şarj ilişkisi:
( )82,00224,0369,0 =×+= rq çσ (2.3)
İçsel sürtünme açısı ve özgül şarj ilişkisi:
( ) ( )68,0tan2349,0 5570,0 =×= req φ (2.4)
Kohezyon ve darbe dayanımı ilişkisi:
( )95,00072,01156,0 =×+= rcq (2.5)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
17
Darbe dayanımı ve özgül şarj ilişkisi:
( )99,01055,9414,0 7 =×+= − rq (2.6)
Yoğunluk ve özgül şarj ilişkisi:
( )99,010038,2019,0 4 =××+= − rdrq (2.7)
Kaya empedansı ve özgül şarj ilişkisi:
( )99,01097,302,0 8 =××+= − rIq (2.8)
Sismik hız ve özgül şarj ilişkisi:
( )89,0ln2904,09928,1 =×+−= rVpq (2.9)
Özellikle dönmeli delik delme işlemlerinde kayaların patlatılabilirlikleri
konusunda, delme performanslarından elde edilen kaya kalite indeksinin (RQI)
önemli olduğunu ifade eden Leighton (1982), özgül şarj ve kaya kalite indeksi
arasında aşağıdaki ilişkiyim geliştirmiştir.
( )tonkgRQDq /1,7/)9,24−= (2.10)
Aynı konuda Paşamehmetoğlu ve Arkadaşları, Toper ve Dinçer de
Türkiye'de yaptıkları çalışmalarda benzer yaklaşımlarda bulunup bazı ilişkiler
geliştirmişlerdir.
( )82,00224,0208,0 =×+= rRQDq (2.11)
Kou ve Rustan, özgül şarj kavramına yakın bir kavram olarak kabul edilen
patlayabilirlik faktörünün (Co), kayanın tek eksenli basma dayanımını, dinamik
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
18
elastisite modülünü ve referans patlayıcı maddenin ısı enerjisini dikkate alan
aşağıdaki formülle tahmin edilebileceğini belirtmektedir.
( ) ( )erdbo QEC ××= 2/2σ (2.12)
Bilgin ve Arkadaşları (1994), özgül şarj üzerinde, süreksizlik yönelimlerinin
de etkili olduğunu ve özgül şarj değerlerinin; süreksizlik yönelimlerinin, aynaya
paralel olduğu durumlarda minimum olduğunu ifade etmektedir (Bilgin ve
Özkahraman, 1994).
Burada kullanılan semboller:
q = Özgül şarj, (kg/m³)
Co = Kaya patlatma katsayısı, (kg/m³)
K = Basamak yüksekliği, (m)
n = Delikler arası mesafe ve dilim kalınlığı oranı
B = Dilim kalınlığı, (m)
f = Delik eğim faktörü
Φ +i = Etkin içsel sürtünme açısı, (derece)
σb = Kayanın tek eksenli basma dayanımı, (MPa)
σç = Kayanın endirekt çekme dayanımı, (MPa)
φ = Kayanın içsel sürtünme açısı, ( derece)
c = Kohezyon, (M Pa)
DD = Darbe dayanımı, (kg.m / m³. J 0-5)
dr = Kayanın yoğunluğu, (kN/m³)
İ= Empedans, ((MN-m) / (m³ -sn))
Vp = Sismik (p-dalga) hız, (m/sn)
RQI = Kaya kalite indeksi, (Mpa-dak/m)
Ed = Dinamik elastisite modülü, (MPa)
Qer = Referans patlayıcı maddenin ısı enerjisi, (kJ/kg)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
19
2.2.5. Dilim Kalınlığının Belirlenmesine Yönelik Yaklaşımlar
Patlatma geometri si tasarımı konusunda yapılan araştırmalar göstermiştir ki
dilim kalınlığı, diğer tüm tasarım parametreleri üzerinde etkindir.Bir başka ifade ile,
delikler arası mesafe, sıkılama boyu, delik taban payı, gecikme aralığı, dip şarjı
boyu, kolon şarjı boyu gibi diğer tasarım büyüklüklerinin, dilim kalınlığının
fonksiyonu olarak ifade edilebildiği ve bu şekilde anlamlı tasarımlar yapılabileceği
konusu çoğu araştırmacılarca vurgulanmıştır (Gustafsson, 1973; Tamrock (Pukkila),
1984; Bilgin ve Ark., 1986; 1994; Arıoğlu, 1988; Olofsson, 1988; Ashby, 1990;
Konya, 1990; Zeigler, 1991; Rustan, 1993; Singh, 1993).
Dilim kalınlığı, kritik bir tasarım unsuru özelliğindedir. Bu kritiklik hem
delme patlatmanın ekonomisi yönünden, hem de fırlayan kaya, yersarsıntısı gibi
ocak ve çevre emniyetini etkilenmesi bakımından önem arz etmektedir.
Araştırmacılar, işletme koşullarına uygun dilim kalınlığını belirlemek amacıyla uzun
süreden beri çeşitli çalışmalar yapmışlar ve ampirik yaklaşımlarda bulunmuşlardır.
Bununla beraber dilim kalınlığını her işletme ve her kaya birimi için deneme-yanı
ima yoluyla belirleme yaklaşımı. güncelliğini korumaktadır. Çeşitli araştırmacıların
dilim kalınlığı için önerdikleri bağıntılar, Arıoğlu (1990) tarafından ayrıntılı bir
şekilde sınıflandırılmıştır. Bunlardan bir kısmı. sadece basamak ve delik
geometrisiyle pratik ilişkiler geliştirmişlerdir. Diğer bir kısmı ise, bu büyüklüklerle
birlikte, kaya koşullarını ve patlayıcı madde özelliklerini de dikkate alan
yaklaşımlarda bulunmuşlardır. Bu yaklaşımlara geniş bir şekilde aşağıda yer
verilmiştir.
85,0024,0 +×= dB (Arıoğlu, 1990) (2.13)
( ) edB ×−−= 123525 (Power Company, 1985) (2.14)
dB ×= 045,0max (Gustaffson, 1973) (2.15)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
20
R2 x R1 x ) (Ib x 1,36 0.5max =B (Oloffson, 1985) (2.16)
O,5
max (S/B)] x f x [Co / s1) x (P x (d/33) =B (Langefors, 1978) (2.17)
EBB −= max (2.18)
0,33SGr) / (SGe x de x 3.15 =B (Konya ve Walter, 1990) (2.19)
]KK x x [(S/B) / Qp)][(Qb tp+=B (Zeigler, 1991) (2.20)
( ) 5,03 /10 çpr PdKB σ×××= − (Arıoğlu, 1988) (2.21)
( )aKdqfB p ,,,, τ= (Arıoğlu, 1988) (2.22)
Burada kullanılan semboller:
Bmax= Maksimum dilim kalınlığı, (m)
d= Delik çapı, (mm)
lb= Şarj yoğunluğu, (kg/m)
Rı= Delik eğimi düzeltme faktörü
R2= Kaya düzeltme faktörü
de= Patlayıcı maddenin çapı, (inç)
SGe= Patlayıcı maddenin özgül ağırlığı
SGr= Kayanın özgül ağırlığı
P= Patlayıcı maddenin delik içindeki yoğunluğu, (kg/dm³)
S1= Patlayıcı maddenin ağırlıkça kudreti
Co= Kaya patlatma katsayısı
f= Atım güçlük katsayısı
S= Delikler arası mesafe, (m)
E= Delik hata payı, (m)
Qb= Dip şarj miktarı, (kg)
Qp= Kolon şarj miktarı, (kg)
K= Basamak yüksekliği, (m)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
21
Ktp= Teknik şarj faktörü
Kr= Kaya faktörü
Pp= Delikteki patlama basıncı, (MPa)
σÇ = Kayanın çekme dayanımı, (MPa)
Pd= Detonasyon basıncı, (MPa)
σç,d= Kayanın dinamik çekme dayanımı, (MPa)
σçmin= Minimum çekme gerilmesi, (MPa)
σç max= Maksimum çekme gerilmesi, (MPa)
α= Süreksizlik düzleminin aynaya göre olan açısı, (derece)
ŋ = Enerji iletim verimi
µ= Kırılma enerjisi ile maksimum basınç deformasyon enerjisi arasındaki oran
Qe= Patlayıcıısı enerjisi, (kj/kg)
Qer= Referans patlayıcının ısı enerjisi, (kj/kg)
e = Kırılma açısı, (derece)
Ed= Dinamik elastik modülü, (GPa)
ab= Kayanın tek eksenli basma dayanımı, (MPa)
Bu formüllerin dışında; uygun dilim kalınlığının belirlenmesi için Rustan,
Bilgin, Paşamehmetoğlu ve Arkadaşları her bir işletmede tek delik düzeninin
uygulanmasının daha olumlu sonuçlar vereceğini ifade etmektedirler. Tüm bu
formüller genel bir değerlendirmeye tabi tutulduğunda; dilim kalınlığını, delik
çapının fonksiyonu olarak ifade eden yaklaşımların pratik kolaylıklar sağladığı ve
hemen tümünün birbirine oldukça yakın değerler olduğu (minimum ve maksimum
aralıkları içinde) görülmektedir. Patlatma geometri si unsurlarıyla birlikte çalışılan
kayaların madde ve kütle özelliklerini belirli ölçüde kullanmanın yanında, kullanılan
patlayıcı madde özelliklerini de göz önünde tutan yaklaşımlardan; pratikte daha
olumlu sonuçlar elde edilenler aşağıdaki şekilde özetlenebilir. Konya yaklaşımının
yoğunluk dışında diğer kaya özelliklerini dikkate almaması nedeniyle; kullanımının
sınırlı olacağı çeşitli araştırmacılarca ifade edilmektedir.Bununla birlikte bu
yaklaşımın zayıf formasyonlar için iyi sonuçlar verdiği de belirtilmektedir. Pearse
formülünün kayaların çekme dayanımım esas alması dolayısıyla ön tasarımlarda
olumlu sonuçlar verdiği çeşitli araştırmacılarca ifade edilmektedir (Arıoğlu,1988).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
22
Bu yaklaşımın, özellikle kalker formasyonu için başarılı sonuçlar verdiği
belirtilmektedir. Ancak diğer kaya özelliklerini dikkate almaması, uygulama şansını
sınırlamaktadır. Keza Anoğlu'nun (1988) özgül şarj, patlatma geometrisi
büyüklüklerini ve patlayıcı madde özelliklerini kapsar şekilde önerdiği bağıntı ile
belirli sonuçlar alınabilmesi söz konusu olabilir. Bu yaklaşımda; birim patlayıcı
tüketimi, kayanın diğer madde ve kütle özelliklerini dikkate alacak şekilde
belirlendiğinde, yaklaşımın başarı şansı artabilecektir. Nova ve Zanietti tarafından
değiştirilen Pearse yaklaşımının, süreksizlik yönelimini dikkate almış olması
nedeniyle oldukça olumlu sonuçlar verdiği Özkahraman (1994) tarafından ifade
edilmektedir. Rustan tarafından önerilen tek delik düzeni ile dilim kalınlığı belirleme
yaklaşımının, bir takım deneme zorlukları ve ek maliyet unsurları oluşturma gibi
hususlar bir tarafa bırakıldığında, oldukça iyi sonuçlar verdiği çeşitli araştırmacılar
tarafından belirtilmektedir (Bilgin ve Özkahraman, 1994). Kou ve Rustan (1992)
tarafından önerilen yaklaşımın; kayaların dinamik elastik modülün~, basma
dayanımı, patlayıcı madde özelliklerini, delik çapı ve diğer geometrik büyüklükleri
dikkate alması nedeniyle olumlu sonuçlar verebileceği, ancak süreksizlikleri ve
yönelimlerini dikkate almadığından tahminlerde yanılmalar olabileceği bazı
araştırmacılarca belirtilmektedir (Özkahraman, 1994).
Langefors ve Kihlstrom tarafından verilen formülün; (özellikle sağlam
kayalarda) kaya özelliklerini (kaya patlatma katsayısı şeklinde), delik çapı ile diğer
delik geometri si unsurlarını ve patlayıcı madde özelliklerini (yoğunluk ve
kudretini) dikkate alması nedeniyle pratikte çok başarılı sonuçlar verdiği birçok
araştırmacı ve uygulamacı tarafından pek çok yayında ifade edilmektedir. Aynı
yaklaşımın esas alındığı bu çalışma kapsamında yapılan tasarımlarla da başarılı
sonuçlar alınmıştır. Ancak formülün başarısı için, kaya patlatma katsayısının çok iyi
bir şekilde (gerekirse test atımlarıyla) tayin edilmiş olması gerekmektedir
(Kahriman, 1994).
2.2.6. Diğer Patlatma Tasarım Büyükleri
Güvenilir bir patlatma tasarımında belirlenmesi gereken diğer parametreler;
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
23
sırasıyla, delik çapı, delik eğimi, delikler arası mesafe, delik taban payı, sıkılama
boyu, gecikme zamanı, taban şarj boyu ve miktarı, kolon şarj boyu ve miktarı,
yemlemenin konumu, miktarı ve sayısı ile ateşleme sistemidir. Tasarımda etkili
olan bu parametrelerin dilim kalınlığının fonksiyonu olarak ifade edilebileceği
hemen hemen tüm araştırmacılar tarafından benimsenmiş ve bu yönde yaklaşımlar
geliştirilmiştir.
2.2.6.1. Delik Çapı Tahmini
Delik çapının seçiminde etkin olan başlıca unsurlar; kaya özellikleri, istenen
parçalanma derecesi, üretim kapasitesi kıstasları, çevre koşulları, basamak
yüksekliği, kullanılacak patlayıcı maddelerin kudreti ve çapın artışına bağlı olarak
birim delme maliyetinde olabilecek azalmadır. Her ne kadar pek çok işletmede,
belirli bir makine parkı varlığı dolayısıyla delik çapı seçimi kısıtlı ise de; yeni
oluşturulacak projelerde delik çapının çok iyi tahmin edilmesi büyük önem
taşımaktadır.
Yukarıda özetlenen tüm etkili parametre1ere karşın, araştırmacıların çoğu,
delik çapının (d), daha çok basamak yüksekliğinin (K) bir fonksiyonu olarak ifade
etmektedirler. Patlayıcı madde üreten kuruluşların bazıları ise iyi bir parçalanma ve
tasarım kontrolü için delik çapının basamak yüksekliğinin onda biri kadar olmasını
önermektedirler (Zeigler, 1991; Dick ve Ark., 1983).
Bazı araştırmacılar da açık işletmelerde seçilebilecek delik çapları (d) için
pratik olarak aşağıdaki verilen aralıkları önermektedirler.
d = 51mm-425mm (Dick ve Ark, 1973)
d = 30mm-400mm (Olofsson, 1988)
d (m) = K / (100-200) (Tamrock, 1978)
Hagan ve bazı diğer araştırmacılar ise delik çapının, basamak yüksekliğinin
40 ta biri ile 80 de biri arasında değiştiğini, yaptıkları çalışmalar sırasında
gözlemlemişlerdir (paşamehmetoğlu ve Ark, 1986). Tamrock'a (1984) göre; eğer
kesme derinliği herhangi bir çaptaki deliğin kullanılmasına izin veriyorsa ve
çevresel unsurlara (binalar v.s.) yeterince uzaksa, delik çapını tayin edici nihai
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
24
faktör olarak ekskavatör kepçe hacmi dikkate alınabilmektedir (Tamrock, 1984).
2.2.6.2. Delik Eğiminin Belirlenmesi
Genel olarak, eğimli delik kullanımının, geri çatlak, kaya fırlaması ve yer
sarsıntısı gibi olumsuzlukları azaltmanın yanında, patlatmanın verimliliğini artırdığı
pek çok araştırmacı tarafından gözlenmiştir. Öte yandan çok sağlam kayalar için
dik deliklerin olumlu sonuçlar verebileceği çeşitli araştırmacılarca ifade
edilmektedir. Şarj zorluğu nedeniyle çeşitli araştırmacılar arasında delik eğiminin
genel kabul görmüş minimum değeri 45°' dir (Zeigler, 1991).
Başarılı bir atım için, genel olarak seçilmesi gereken ortalama eğim açısını
Olofsson (1988) 71 ° olarak önerirken, Rosenberg (1970) 65°-75° ve Gregory
(1984), 60°-65° olarak önermektedirler (Zeigler, 1991 ). Delik eğimine etki eden
diğer bir unsur ise basamak yüksekliği ve delik uzunluğuna bağlı olarak değişen
delik hata payıdır.
2.2.6.3. Delikler Arası Mesafenin Belirlenmesi
Delikler arası mesafe patlatma tasarımında önemli bir unsurdur. Bazı
araştırmacılar delikler arası mesafeyi, basit bir şekilde yan yana iki delik (aynı
sırada) arası mesafe olarak kabul ederken, bazıları delikler arasındaki (bitişik
delikler) gecikme aralığı olarak tanımlamaktadırlar. Delikler arası mesafenin
belirlenmesinde başka birçok faktör etkin olmakla birlikte, yaygın bir kabul ile,
daha çok dilim kalınlığının fonksiyonu olarak ifade edilmektedir. Formüllerde daha
çok delikler arası mesafe dilim kalınlığının bir fonksiyonu olarak belirlenmektedir.
Çeşitli araştırmacıların konuya yaklaşımları aşağıdaki şekilde özetlenebilir
(Kahriman, 2004).
BS ×= 25,1 (Olofsson, 1988) (2.23)
BS ×= 8,1 (Tek sıra delik için) (Hemphill, 1981) (2.24)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
25
( )[ ] 5,0pb hhBS +×= (çok sıralı ve gecikmesiz) 4 hp)(hb ≤+ ise (2.25)
BS ×= 2 eğer 4 hp) (hb ≥+ ise, (Hemphill, 1981) (2.26)
Burada:
hp = Kolon şarj boyu, (m)
hb = Dip şarj boyu, (m)
( ) BS ×−= 25,115,1 (Langefors, 1978) (2.27)
( ) BS ×−= 8,11 (Powder Camp, 1987) (2.28)
BS ×= 2 (Dick ve Ark, 1983) (2.29)
Genel bir değerlendirme olarak, araştırmacıların bir çoğunun, basamak
patlatması için önerdikleri delikler arası mesafenin dilim kalınlığına oranı 1 ila 1,8
arasında değişmektedir. Öte yandan araştırmacıların hemfikir olduğu başlıca konular
aşağıda ifade edilmiştir. Eğer delikler arası mesafenin dilim kalınlığına oranı 1 den
küçük olursa; sıkılama malzemesinin erken boşalması nedeniyle delikler arasında çok
erken çatlaklar oluşacaktır. Bunun sonucu, gaz kaçışının hızlanması, hava şoku,
gürültü ve iri blok oluşumu gibi sorunlar ortaya çıkacaktır. Tersine bu oran çok büyük
olursa, uygun olmayan parçalanma ve/veya hiç parçalanmama nedeniyle iri bloklar
ortaya çıkacaktır.
2.2.6.4. Delik Taban Payının Belirlenmesi
Güvenilir bir patlatma açısından, sağlıklı olarak belirlenmesi gereken
unsurlardan biri de delik taban payıdır. Basamak tabanında arzu edilen düzgünlükte
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
26
bir yüzey ve iyi kesilmiş bir ayna elde etmekte taban payı önemli olmaktadır. Delik
taban payının gereğinden fazla veya az olmasının getirdiği problemlere, hemen
hemen tüm araştırmalarda geniş yer verilmiştir.
Araştırmacıların çok büyük bölümü, taban payını (u) dilim kalınlığının bir
fonksiyonu olarak ifade etmişlerdir. Bu önerilerin bazıları aşağıda verilmiştir.
( ) BU ×−= 3,02,0 (Hoek ve Bray, 1991) (2.30)
( ) BU ×−= 5,01,0 (Dick ve Ark., 1983) (2.31)
( ) BU ×−= 5,02,0 , (Powder Comp., 1987) (2.32)
BU ×= 3,0 (Tamrock, 1984;) (2.33)
max3,0 BU ×= (Langefors, 1973) (2.34)
dU ×= 8 (Bilgin ve Ark, 1986) (2.35)
d= Delik çapı, (m)
U=Delik Taban Payı
2.2.6.5. Sıkılama Boyunun Belirlenmesi
Uygun parçalanma derecesinde bir yığın elde etmenin yanında, hava şoku ve
kaya fırlaması gibi çevre etkenlerinin en aza indirilmesi bakımından önemli
unsurlardan biri, sıkılama boyu ve sıkılama malzemesinin cinsidir. Sıkılama boyu
ve etkileri konusunda yapılan araştırmalarda; araştırmacıların çoğu sıkılama
boyunun, dilim kalınlığının bir fonksiyonu olduğunu kabul ederek aşağıdaki
yaklaşımlarda bulunmuşlardır.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
27
B x 1)-(0.7 ho = (Tamrock, 1987) (2.36)
B x 2)-(0.67 ho = , (Hoek ve Bray, 1990) (2.37)
B ho = , (Langefors, 1978) (2.38)
d x 60)-(20 ho = , (Bilgin ve Ark, 1986) (2.39)
d= Delik çapı, (m)
d x 0.7 ho = (Konya,1990) (2.40)
d= Delik çapı (feet)
Konya (1990), pratik yaklaşımına ek olarak, sıkılama boyunun hesabında,
patlayıcı madde kudretini ve kayanın yoğunluğunu dikkate alan aşağıdaki formülü
önermektedir.
( ) 33,0SGr / Stv x de x 0.45 ho = (Konya, 1990) (2.41)
Burada:
de = Delik çapı, (inç)
Stv = Patlayıcı maddenin hacimce kudreti
SGr= Kayanın özgül ağırlığı
Bazı araştırmacılar sıkılama boyunu, hava şokunu ve kaya fır1amasını en aza
indirecek bir fonksiyon şeklinde ifade etmektedirler (Zeigler, 1991).
0,33twf 100) / S (We )(12/R Z ho ×××= (Zeigler, 1991). (2.42)
Burada:
Z = Kaya fırlaması ile ilgili bir faktör
Rf = Kaya faktörü
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
28
We= Sekiz kartuş çapındaki patlayıcı maddenin miktarı, (kg)
Stw = Patlayıcı maddenin ağırlıkça kudreti
Normal koşullarda; sıkılama boyunun dilim kalınlığına eşit alınmasının oldukça iyi
sonuçlar verdiği hemen tüm araştırmacılarca kabul görmüş bir yaklaşımdır.
2.2.6.6. Yemleme Yeri ve Miktarının Belirlenmesi
Deliğe şarj edilen patlayıcı madde kolonunun zamanında ve güvenilir bir
şekilde ateşlenmesinde, yem sayısı ve konumu önem taşımaktadır. Gereğinden uzun
şarj kolonunda, yem detonasyonun sönümlenmesi nedeniyle yeterli olmayabilir.
Tabana konan bir yemlemenin uygun nitelikte ateşleyebileceği şarj kolonu
uzunluğunun tahmin edilmesi, dolayısıyla delikteki yem sayısının belirlenmesi
amacıyla bazı ampirik yaklaşımlar geliştirilmiştir (Kahriman, 2003).
Öte yandan, iyi bir ateşleme için yemleme çapının yaklaşık olarak şarj çapına
eşit olması ve yemleme uzunluğunun şarj çapının 2 ila 4 katı arasında bulunması bazı
araştırmacılarca önerilmektedir
2.2.6.7. Gecikme Zamanının Belirlenmesi
Güvenilir ve istenilen parçalanmaya cevap veren bir atımın gerçekleştirilmesi
bakımından gerek aynı sıradaki delikler arasında, gerekse delik sıraları arasında
uygun bir gecikme süresinin belirlenmesi gerekmektedir. Bu gereklilik, yersarsıntısı,
hava şoku ve fırlayan kaya gibi çevresel etkileri de en aza indirmek bakımından
zorunludur. Konuyla ilgili çalışma yapan araştırmacılar gecikme zamanını dilim
kalınlığının bir fonksiyonu olarak ifade etmişlerdir. Bunlardan bazıları aşağıda
özetlenmiştir (Kahriman, 2003).
Delikler arası gecikme zamanı (th)
S x T th H= (Konya, 1990) (2.43)
B x 5 th = (Larsson ve Ark., 1985) (2.44)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
29
B/23 Ve / PC(B/305) th ++= (Ashby, 1990) (2.45)
Burada:
TH = Delikten deliğe gecikme sabiti
Sıralar arası gecikme zamanı (tr)
B x TR tr = (Konya, 1990) (2.46)
B x 12 tr = (Olofsson, 1988) (2.47)
) Ib(K x / ) 3 x (333 tr 0,392,17= (Larsson, 1985) (2.48)
B x 5)-(3 tr = (Langefors, 1978) (2.49)
TR = Delik sıraları arasında gecikme sabiti
2.2.6.8. Dip Şarj ve Kolon Şarj Boylarıyla Miktarlarının Belirlenmesi
Genel olarak, basamak patlatma delikleri iki farklı şekilde şarj edilmektedir.
Bunlar, sürekli ve kısmi şarjdır. Kısmi şarj özel durumlar için geçerlidir. Buna
karşılık sürekli şarj kapsamında ifade bulan kolon şarjı ise en genel uygulama
biçimidir. Sürekli şarj durumunda; delikteki şarj boyu; kaya özellikleri ve patlayıcı
madde cinsi dikkate alınarak ikiye ayrılmıştır.
-Dip şarjı
-Kolon şarjı
Delik taban kısmında daha fazla enerji ihtiyacı nedeniyle; genellikle delik
tabanına konacak patlayıcı madde gücünün daha fazla olması gerekir. Ayrıca;
patlayıcı maddenin ayna boyunca iyi dağılımını sağlamak için patlayıcı madde
kolonunun belirli bir uzunlukta olması hususu; patlama teorisi açısından gereklidir.
Konuyla ilgili olarak çalışmalar yapan bazı araştırmacılar, dip ve kolon şarjının
boylarını dilim kalınlığının fonksiyonu olarak aşağıda verildiği gibi ifade etmişlerdir.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
30
Dip şarji uzunluğu
B x 1.3 U B hb =+= (Langefors ve Ark, 1978) (2.50)
U B x 0.5)-(0.3 hb += (Powder, 1985) (2.51)
U)(B x 0.6)-(0.3 hb += (Dick ve Ark., 1983) (2.52)
Dip şarj miktarı(Qb)
2o B x C lb = (Tamrock,1984) (2.53)
2o B x C x 0.8 x (S/B) x (f/s) lb = (Langefors,1978) (2.54)
T/10002d lb ∧= (Gustafsson, 1973) (2.55)
lb = Dip şarj konsantrasyonu (kg)
Kolon şarjı uzunluğu (hp)
B x 2.3 - H hp = (Langefors, 1978) (2.56)
obp h - h - H h = (Atlas Powder, 1985) (2.57)
H = Delik uzunluğu, (m)
Kolon şarjı miktarı (Qp)
lb x 0.4 Ip = (Tamrock, 1984) (2.58)
lb 0.5)-(0.4 Ip ×= (Langefors, 1978) (2.59)
ph x Ip Qp = , (kg) (2.60)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
31
Ip = Kolon şarj konsantrasyonu
2.2.6.9. Delik Hata Payının Belirlenmesi
Arzu edilen parçalanma derecesinde bir yığının elde edilmesinde önemli
unsurlardan bir diğeri, deliklerin planlanan geometrik büyüklüklerde delinmesidir.
Bu konuda ne kadar ihtimam gösterilirse gösterilsin yine bazı sapmalar olmaktadır.
Önemli olan bu sapma miktarlarının kabul edilebilir sınırlar içinde kalmasıdır. Bazı
araştırmacıların delik hata payı için önerdikleri tolerans değerleri aşağıdaki
şekildedir.
K x 0.03 0.05 E += (Langefors, 1970) (2.61)
H x 0.03 0.05 E += (Tamrock, 1984) (2.62)
H x 0.03 (d/1000) E += (Olofson, 1988) (2.63)
Burada;
E = Delik hata payı, (m)
d = Delik çapı, (mm)
H= Delik Uzunluğu, (m)
K= Basamak yüksekliği, (m)
2.3. Patlayıcı Maddeler, Özellikleri ve Kullanım Şekilleri
2.3.1. Patlayıcı Maddelerin Tanımı ve Tarihsel Gelişimi
Patlayıcı maddeler bileşimlerinde enerji veren,oksijen taşıyan, yanıcı vb.
değişik özellikte maddeler olan kimyasal bileşiklerdir. Sahip oldukları yüksek gaz
hacmi, enerji miktarı, patlatma sonucu oluşturdukları yüksek ısı ve basınç nedeniyle
günümüzde kaya parçalamada kullanılan en yaygın yöntem olmuştur.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
32
Madencilikte kazı amacıyla patlayıcı madde kullanımı 17. yüzyıl başlarına
Kara Barut ile başlar. Bundan önce kullanılan ateş yakarak kayayı ısıtma ve daha
sonra su ile soğutarak çatlatma yöntemi oldukça ağır ve pahalı bir yöntemdi.
Özellikle maden çevresinde ağaçların bitmesi veya hiç olmaması durumunda
tamamen ekonomikliğini yitiriyordu.Kara barut, madencilik sektörüne girdikten
sonra oldukça yaygın bir kullanım alanı buldu. Fakat ateşleme sistemi oldukça
tehlikeliydi ve birçok kaza meydana geliyordu. Bu tehlike 1831 yılında William
Bickford' un emniyetli fitili bulması ile ortadan kaldırılmış oldu. Patlayıcı
maddelerin gücünü gördükten sonra madencilerde daha kuvvetli patlayıcılara yönelik
bir talep meydana geldi. Bunun neticesinde 1846 yılında Ascanio Sabrero
Nitrogliserin' i buldu. Nitrogliserin kuvvetli bir patlayıcıydı fakat üretim ve kullanımı
çok tehlikeliydi. Bu yüzden yaygın bir kullanım alanı bulamadı. Alfred NOBEL ve
kardeşleri nitrogliserin' in güvenli üretimini ve emniyetli kullanım şekli olan
DİNAMİT (1866) ile civa fulminatlı kapsülü (1867) geliştirdi. Bu tarihten sonra
madencilik sektöründe dinamitin egemenliği başladı. 1950'li yılların başında bir kaza
sonucu Amonyum Nitrat' ın patlama özelliğinin keşfedilmesi madencilik ve patlayıcı
madde kullanımı açısından yeni bir dönüm noktası oldu. Amonyum Nitrat ile yapılan
araştırmalar sonucunda, Robert W. Akre, 1955 yılında Amonyum Nitrat ile Karbon
karışımından oluşan ve kolayca hazırlanabilen , Akremite' adlı patlayıcıyı buldu. Bir
yıl sonra ise Amonyum Nitrat Fuel Oil karışımından oluşan ve ANFO olarak
isimlendirilen patlayıcı madde Amerika'da piyasaya sürüldü. Ucuzluğu, kolay
üretilmesi ve güvenli oluşu ANFO' yu kısa bir sürede madencilik sektörünün en
yaygın olarak kullandığı patlayıcı madde haline getirdi (Şeran ve Akay, 1999).
Tüm yararlarına karşın ANFO' nun iki önemli dezavantajı vardır. Birincisi
düşük yoğunluğudur ki delme maliyeti yüksek kayaçlarda maliyeti yükseltmektedir.
İkincisi ise suya karşı dayanıksızlığıdır. Bu dezavantajlar araştırmacıları yeni ürünler
bulmaya yöneltmiştir. Bunun sonucu olarak 1960'1ı yıllarda slurry olarak
isimlendirilen karışımlar ortaya Çıkmıştır. Temelde ana patlayıcı madde Amonyum
nitrattır. Fakat bu patlayıcılarda yüksek konsantrasyon lu amonyum nitrat ve diğer
nitrat tuzları çözeltisi, kimyasal kolloidal maddeler kullanılarak kıvamlı bulamaç
haline getirilmektedir. Kullanılan kolloidal maddeler karışımın içine su girmesini ve
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
33
yavaşlatmakta böylece karışım sulu deliklerin içerisinde belli bir süre bozulmadan
kalabilmektedir. Slurry karışımlarının içerisine patlayıcının gücünü arttırmak
amacıyla TNT, MAN,alüminyum tozu gibi enerji veren maddeler katılmaktadır.
Slurry patlayıcıların ANFO' ya göre en önemli avantajlarından biride
yoğunluklarının yüksek oluşudur. Slurry patlayıcılardan sonra yeni nesil patlayıcı
olarak emülsiyonlar piyasaya sürülmüştür. Köken olarak yine yüksek
konsantrasyonlu amonyum nitrat tuzlan çözeltisi kullanılmıştır. Bu sefer kolloidal
maddeler yerine emülsifıyerler kullanılarak suya dirençli bir emülsiyon
oluşturulmuştur. Amonyum nitrat ve nitrat tuzlan çözeltileri yığın içindeki su türünde
bir emülsiyon haline getirildiğinde, suya dirençli, margarin kıvamında bir karışım
elde edilmektedir. Bu karışım içine duyarlılığı arttırmak amacıyla mikro cam
baloncuklar bazen de yüksek enerji vermek amacıyla alüminyum tozu katılmaktadır.
Son zamanlarda ANFO ile emülsiyon karışımları da yapılmaktadır. Böylece
ucuzluğun yanı sıra ANFO' nun katkısı ile güç faktörü de artmaktadır. ANFO' nun en
önemli eksikliği suya dayanıksızlığıdır. Bu zaafı ortadan kaldırmak için yapılan
çalışmalar neticesinde 1985 yılında suya dayanıklı bir ANFO türü geliştirilmiş ve
AKNAVOL adıyla piyasaya sürülmüştür.
Burada günümüzde madencilikte patlayıcı olarak kullanılan maddelerden
bahsedilmiştir. Bunların dışında ilk ateşlemeyi yapmak için kullanılan daha hassas ve
kuvvetli dinamit ve dinamit türevleri vardır. Bunlar değişik formül ve adlar altında
çeşitli firmalarca üretilip satıldığından burada ele alınmamıştır (Şeran ve Akay,
1999).
2.3.2. Patlayıcı Maddelerin Özellikleri
Patlayıcı madde kullanan bir kurumun kullanacağı maddeyi doğru olarak
seçebilmesi için bilmesi gereken bazı özellikler vardır. Bu özelliklerin çok iyi bir
şekilde incelenmesi yaşamsal açıdan çok önemlidir. Çünkü patlayıcı madde
kullanımında bir kez hata yapma imkanı vardır ikinci bir şans bulunmamaktadır.
Patlayıcı maddeler önceleri daha çok Nitrogliserin esaslı oldukları için
özellikleri buna bağlı olarak ele alınmıştır. Başlangıçta kurşun blok testi, detonasyon
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
34
hızı, duman karakteri gibi özellikler üzerinde durulurken yeni nesil patlayıcılar ile
birlikte birçok değişik özellik ortaya çıkmıştır. Bunların belli başlıları, sırasıyla
incelenecektir.
2.3.2.1. Detonasyon Hızı
Detonasyon hızı, detonasyonun patlayıcı kolon içerisindeki hareket hızını
gösterir. Ticari patlayıcılarda bu değer 5.000 ile 26.000 ft/sn (1.500-7.900 m/sn)
arasında değişmektedir. Pratikte patlayıcının kuvvetinin bir göstergesidir. Genel
olarak detonasyon hızı yüksek patlayıcıların kuvvetli olduğu kabul edilir.
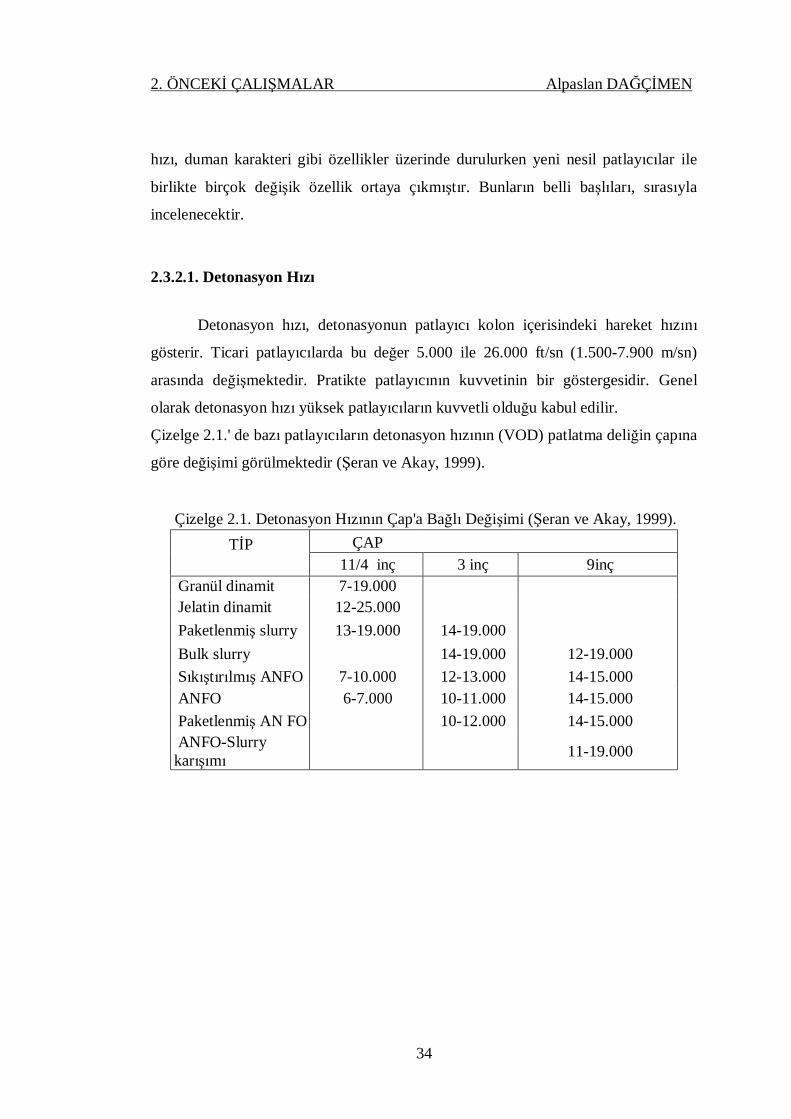
Çizelge 2.1.' de bazı patlayıcıların detonasyon hızının (VOD) patlatma deliğin çapına
göre değişimi görülmektedir (Şeran ve Akay, 1999).
Çizelge 2.1. Detonasyon Hızının Çap'a Bağlı Değişimi (Şeran ve Akay, 1999). ÇAP TİP
11/4 inç 3 inç 9inç Granül dinamit 7-19.000 Jelatin dinamit 12-25.000 Paketlenmiş slurry 13-19.000 14-19.000 Bulk slurry 14-19.000 12-19.000 Sıkıştırılmış ANFO 7-10.000 12-13.000 14-15.000 ANFO 6-7.000 10-11.000 14-15.000 Paketlenmiş AN FO 10-12.000 14-15.000 ANFO-Slurry karışımı 11-19.000
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
35
2.3.2.2. Kuvvet
Patlayıcı maddenin kuvveti ağırlık kuvveti ve hacim kuvveti olmak üzere iki
değişik şekilde incelenir. Ağırlık kuvveti patlayıcı maddenin birim ağırlığının iş
yapabilme yeteneğidir. Hacim kuvveti ise patlayıcının birim hacminin iş yapabilme
yeteneğidir (Şeran ve Akay, 1999).
Patlayıcı maddelerin kuvvetlerini ölçmek için değişik yöntemler uygulanır.
-Kurşun blok testi
-Balistik testi
-Nitrodyn
-Balon enerjisi testi
2.3.2.3. Yoğunluk
Patlayıcı maddenin birim hacminin ağırlığıdır. Detonasyon sürecinde birim
zamanda devreye giren kütleyi gösterir. Ayrıca patlayıcının duyarlığının ve
detonasyon basıncının oluşmasında da önemli rol oynar. Patlayıcı maddenin
yoğunluğu dizaynda ve patlayıcının kuvvetinin belirlenmesinde kullanılan bir
parametredir. Genel olarak yüksek yoğunluk daha fazla enerji üretimini gösterir
(Şeran ve Akay, 1999).
2.3.2.4. Detonasyon Basıncı
Detonasyon basıncı patlayıcı madde içinde yayılan şok dalgasından
kaynaklanan ani bir basınçtır. Bir patlayıcı madde için ilk ateşleyici (yemleme)
seçimi açısından çok önemlidir.
2.3.2.5. Suya Dayanıklılık
Patlayıcı maddenin su bulunan deliklerde kullanılıp kullanılamayacağını
gösteren parametredir.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
36
Su bazlı patlayıcı maddelerin bileşimindeki tuzları çözerek yapısını bozar
veya su basıncı nedeniyle hava kabarcıklarının büyüklüğü ve miktarı azalarak
patlayıcı maddenin hassasiyeti zayıflar. Bunların neticesinde patlatma verimi düşer.
Ateşleme sonrası delikten pas rengi ve sarı renkte bir duman yayılması verimsiz bir
patlatmayı gösterir ve genelde bunun sebebi ortamdaki sudur. Su ortama oksijen
vererek oksijen balansını bozmakta ve verimi düşürmektedir.
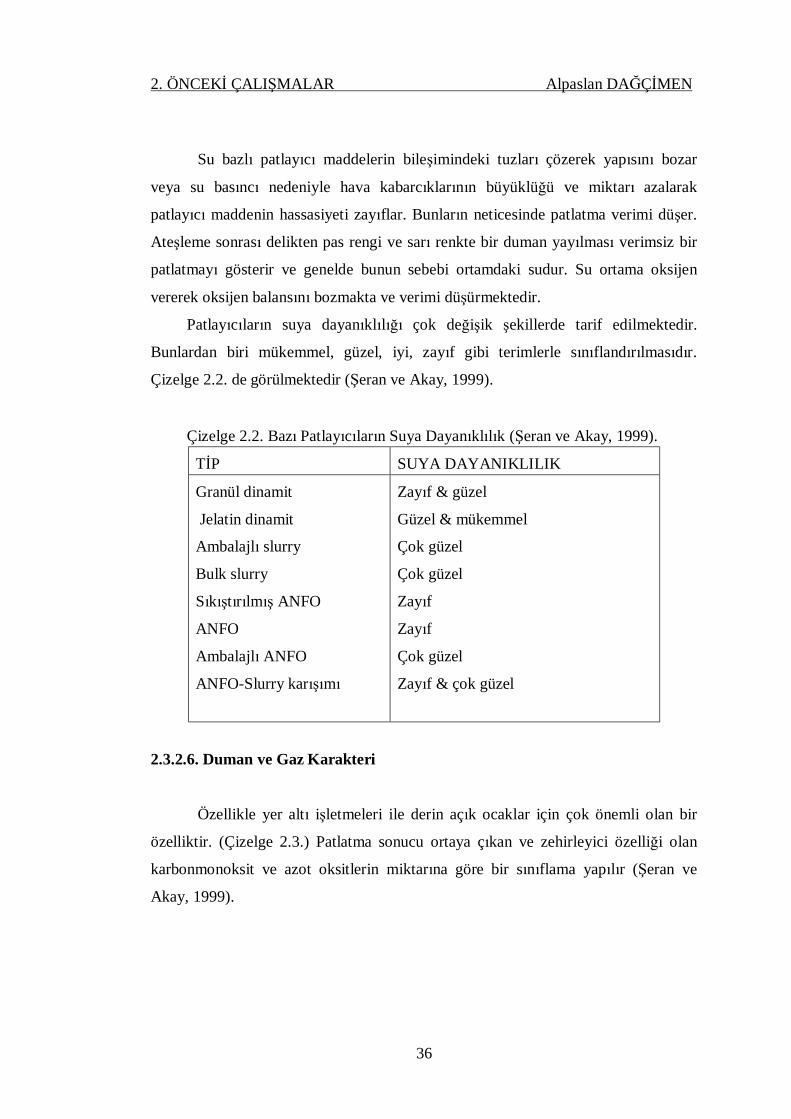
Patlayıcıların suya dayanıklılığı çok değişik şekillerde tarif edilmektedir.
Bunlardan biri mükemmel, güzel, iyi, zayıf gibi terimlerle sınıflandırılmasıdır.
Çizelge 2.2. de görülmektedir (Şeran ve Akay, 1999).
Çizelge 2.2. Bazı Patlayıcıların Suya Dayanıklılık (Şeran ve Akay, 1999).
TİP SUYA DAYANIKLILIK
Granül dinamit
Jelatin dinamit
Ambalajlı slurry
Bulk slurry
Sıkıştırılmış ANFO
ANFO
Ambalajlı ANFO
ANFO-Slurry karışımı
Zayıf & güzel
Güzel & mükemmel
Çok güzel
Çok güzel
Zayıf
Zayıf
Çok güzel
Zayıf & çok güzel
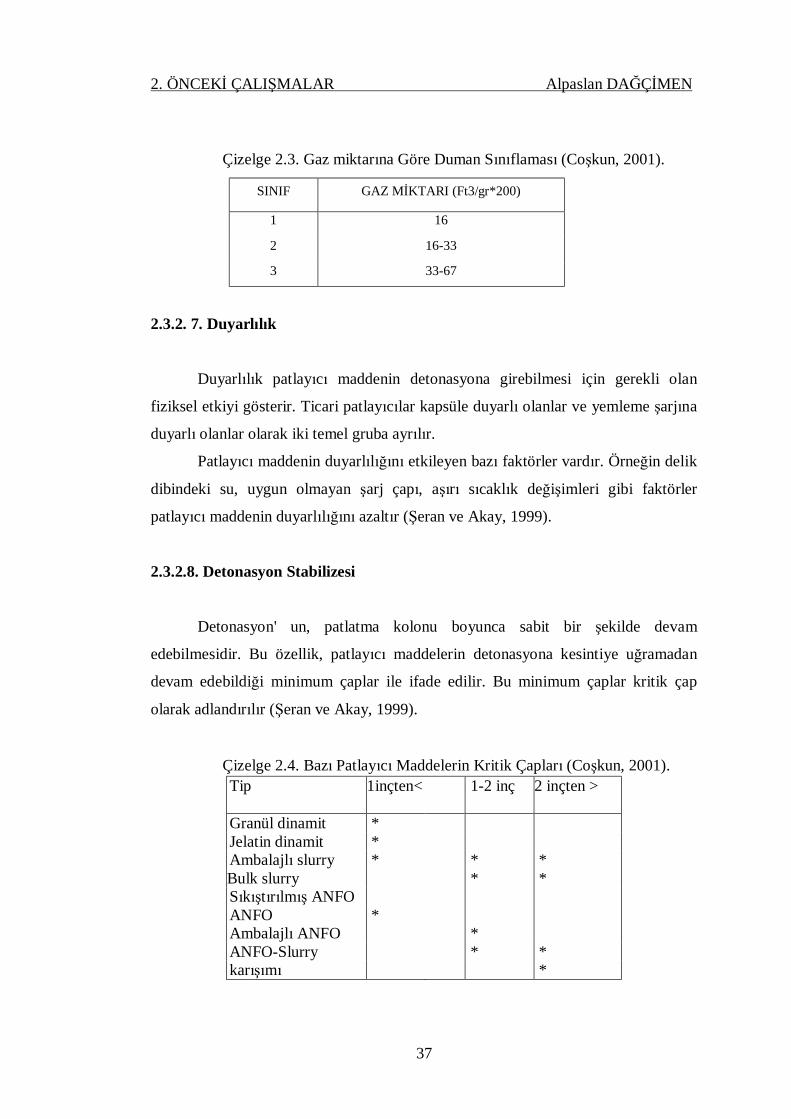
2.3.2.6. Duman ve Gaz Karakteri
Özellikle yer altı işletmeleri ile derin açık ocaklar için çok önemli olan bir
özelliktir. (Çizelge 2.3.) Patlatma sonucu ortaya çıkan ve zehirleyici özelliği olan
karbonmonoksit ve azot oksitlerin miktarına göre bir sınıflama yapılır (Şeran ve
Akay, 1999).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
37
Çizelge 2.3. Gaz miktarına Göre Duman Sınıflaması (Coşkun, 2001).
SINIF GAZ MİKTARI (Ft3/gr*200)
1 16
2 16-33
3 33-67
2.3.2. 7. Duyarlılık
Duyarlılık patlayıcı maddenin detonasyona girebilmesi için gerekli olan
fiziksel etkiyi gösterir. Ticari patlayıcılar kapsüle duyarlı olanlar ve yemleme şarjına
duyarlı olanlar olarak iki temel gruba ayrılır.
Patlayıcı maddenin duyarlılığını etkileyen bazı faktörler vardır. Örneğin delik
dibindeki su, uygun olmayan şarj çapı, aşırı sıcaklık değişimleri gibi faktörler
patlayıcı maddenin duyarlılığını azaltır (Şeran ve Akay, 1999).
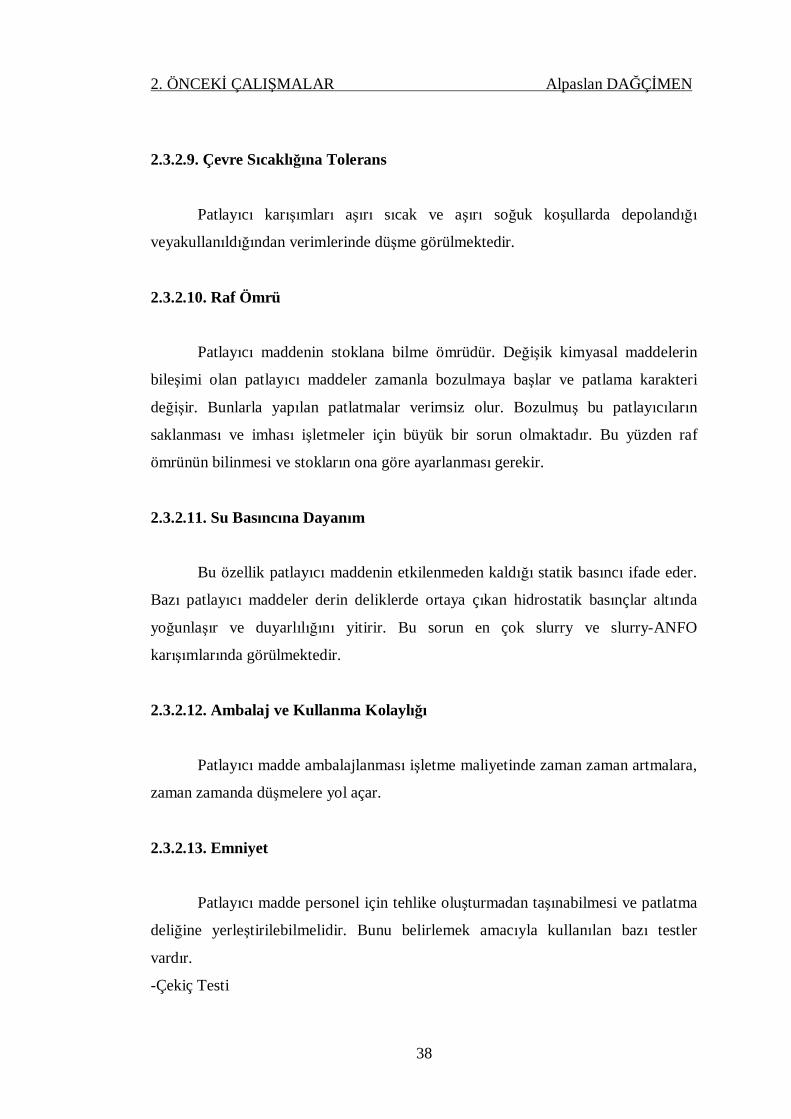
2.3.2.8. Detonasyon Stabilizesi
Detonasyon' un, patlatma kolonu boyunca sabit bir şekilde devam
edebilmesidir. Bu özellik, patlayıcı maddelerin detonasyona kesintiye uğramadan
devam edebildiği minimum çaplar ile ifade edilir. Bu minimum çaplar kritik çap
olarak adlandırılır (Şeran ve Akay, 1999).
Çizelge 2.4. Bazı Patlayıcı Maddelerin Kritik Çapları (Coşkun, 2001). Tip
1inçten< 1-2 inç 2 inçten >
Granül dinamit * Jelatin dinamit * Ambalajlı slurry * * * Bulk slurry * * Sıkıştırılmış ANFO ANFO * Ambalajlı ANFO * ANFO-Slurry * * karışımı *
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
38
2.3.2.9. Çevre Sıcaklığına Tolerans
Patlayıcı karışımları aşırı sıcak ve aşırı soğuk koşullarda depolandığı
veyakullanıldığından verimlerinde düşme görülmektedir.
2.3.2.10. Raf Ömrü
Patlayıcı maddenin stoklana bilme ömrüdür. Değişik kimyasal maddelerin
bileşimi olan patlayıcı maddeler zamanla bozulmaya başlar ve patlama karakteri
değişir. Bunlarla yapılan patlatmalar verimsiz olur. Bozulmuş bu patlayıcıların
saklanması ve imhası işletmeler için büyük bir sorun olmaktadır. Bu yüzden raf
ömrünün bilinmesi ve stokların ona göre ayarlanması gerekir.
2.3.2.11. Su Basıncına Dayanım
Bu özellik patlayıcı maddenin etkilenmeden kaldığı statik basıncı ifade eder.
Bazı patlayıcı maddeler derin deliklerde ortaya çıkan hidrostatik basınçlar altında
yoğunlaşır ve duyarlılığını yitirir. Bu sorun en çok slurry ve slurry-ANFO
karışımlarında görülmektedir.
2.3.2.12. Ambalaj ve Kullanma Kolaylığı
Patlayıcı madde ambalajlanması işletme maliyetinde zaman zaman artmalara,
zaman zamanda düşmelere yol açar.
2.3.2.13. Emniyet
Patlayıcı madde personel için tehlike oluşturmadan taşınabilmesi ve patlatma
deliğine yerleştirilebilmelidir. Bunu belirlemek amacıyla kullanılan bazı testler
vardır.
-Çekiç Testi
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
39
-Sürtünme Testi
-Statik Elektrik Testi
-Isı Testi
-Hız Testi
2.3.2.14. Oksijen Balansı
Oksijen balansı özellikle yer altı patlatmaları için oldukça önemlidir. Oksijen
fazlalığı azot oksitlerin oluşmasına, oksijen azlığı ise CO oluşmasına sebep olur. Bu
gazlar zehirlidir ve ölüme sebebiyet verir. Açık işletmelerde patlatma sonucu açığa
çıkan gaz hızla dağıldığı için çok nadir olarak sorun yaratmaktadır (Coşkun, 2001).
2.3.3. Patlayıcı Madde Cinsleri
Bugün endüstride yaygın olarak kullanılan ve ticari piyasada önemli yeri olan
patlayıcılar şunlardır:
-Ateşli Patlayıcılar
-Yüksek Hassasiyetli Patlayıcılar
-Patlayabilir Karışımlar
2.3.3.1. Ateşli Patlayıcılar
Bunlar çok hassas ve patlaması çok kolay patlayıcılardır. Adından da
anlaşılabileceği gibi bunlar diğer patlayıcıların ilk ateşlenmesinde diğer bir deyişle
kapsül imalatında (infilaklı fitil) kullanılırlar. Bakır veya alüminyum yüksüklere
konurlar ve bunların patlamasıyla meydana gelen çok şiddetli darbe veya şok daha az
hassas olan esas patlayıcı maddeyi patlatır (Çizelge 2.5.). Kapsül imalatında
kullanılan başlıca ateşli patlayıcılar çizelgede verilmiştir (Şeran ve Akay, 1999).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
40
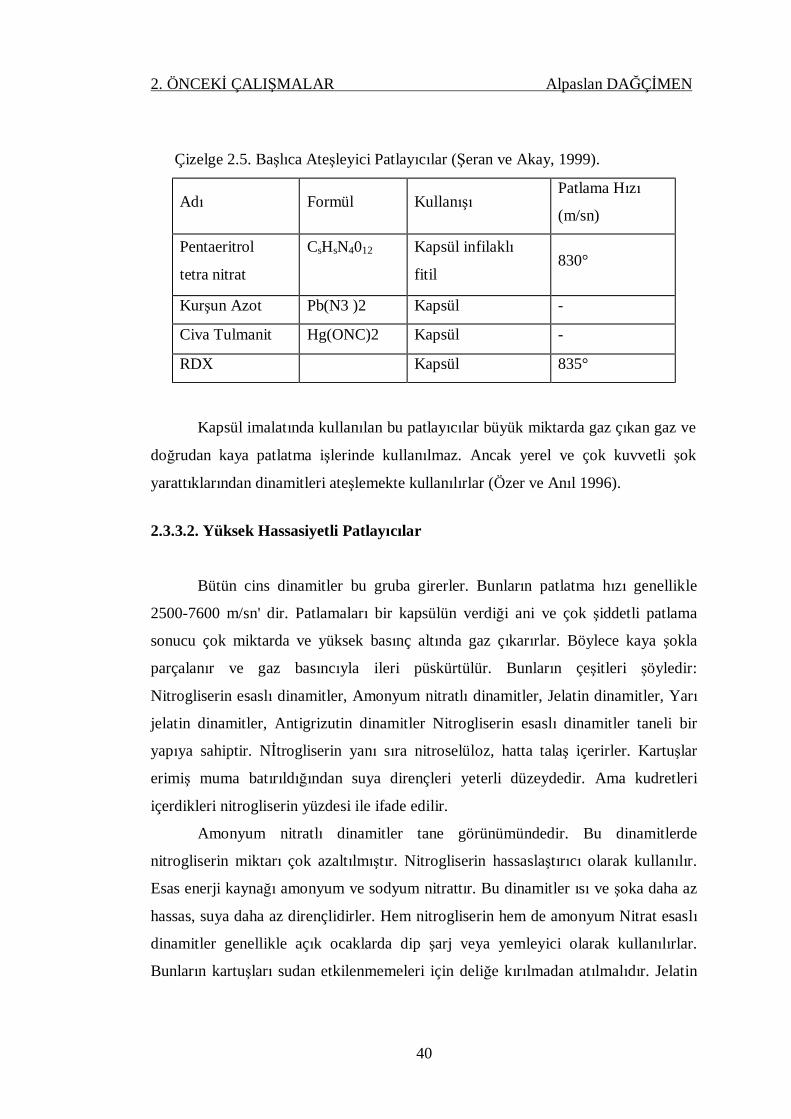
Çizelge 2.5. Başlıca Ateşleyici Patlayıcılar (Şeran ve Akay, 1999).
Adı Formül Kullanışı Patlama Hızı
(m/sn)
Pentaeritrol
tetra nitrat
CsHsN4012
Kapsül infilaklı
fitil 830°
Kurşun Azot Pb(N3 )2 Kapsül -
Civa Tulmanit Hg(ONC)2 Kapsül -
RDX Kapsül 835°
Kapsül imalatında kullanılan bu patlayıcılar büyük miktarda gaz çıkan gaz ve
doğrudan kaya patlatma işlerinde kullanılmaz. Ancak yerel ve çok kuvvetli şok
yarattıklarından dinamitleri ateşlemekte kullanılırlar (Özer ve Anıl 1996).
2.3.3.2. Yüksek Hassasiyetli Patlayıcılar
Bütün cins dinamitler bu gruba girerler. Bunların patlatma hızı genellikle
2500-7600 m/sn' dir. Patlamaları bir kapsülün verdiği ani ve çok şiddetli patlama
sonucu çok miktarda ve yüksek basınç altında gaz çıkarırlar. Böylece kaya şokla
parçalanır ve gaz basıncıyla ileri püskürtülür. Bunların çeşitleri şöyledir:
Nitrogliserin esaslı dinamitler, Amonyum nitratlı dinamitler, Jelatin dinamitler, Yarı
jelatin dinamitler, Antigrizutin dinamitler Nitrogliserin esaslı dinamitler taneli bir
yapıya sahiptir. Nİtrogliserin yanı sıra nitroselüloz, hatta talaş içerirler. Kartuşlar
erimiş muma batırıldığından suya dirençleri yeterli düzeydedir. Ama kudretleri
içerdikleri nitrogliserin yüzdesi ile ifade edilir.
Amonyum nitratlı dinamitler tane görünümündedir. Bu dinamitlerde
nitrogliserin miktarı çok azaltılmıştır. Nitrogliserin hassaslaştırıcı olarak kullanılır.
Esas enerji kaynağı amonyum ve sodyum nitrattır. Bu dinamitler ısı ve şoka daha az
hassas, suya daha az dirençlidirler. Hem nitrogliserin hem de amonyum Nitrat esaslı
dinamitler genellikle açık ocaklarda dip şarj veya yemleyici olarak kullanılırlar.
Bunların kartuşları sudan etkilenmemeleri için deliğe kırılmadan atılmalıdır. Jelatin
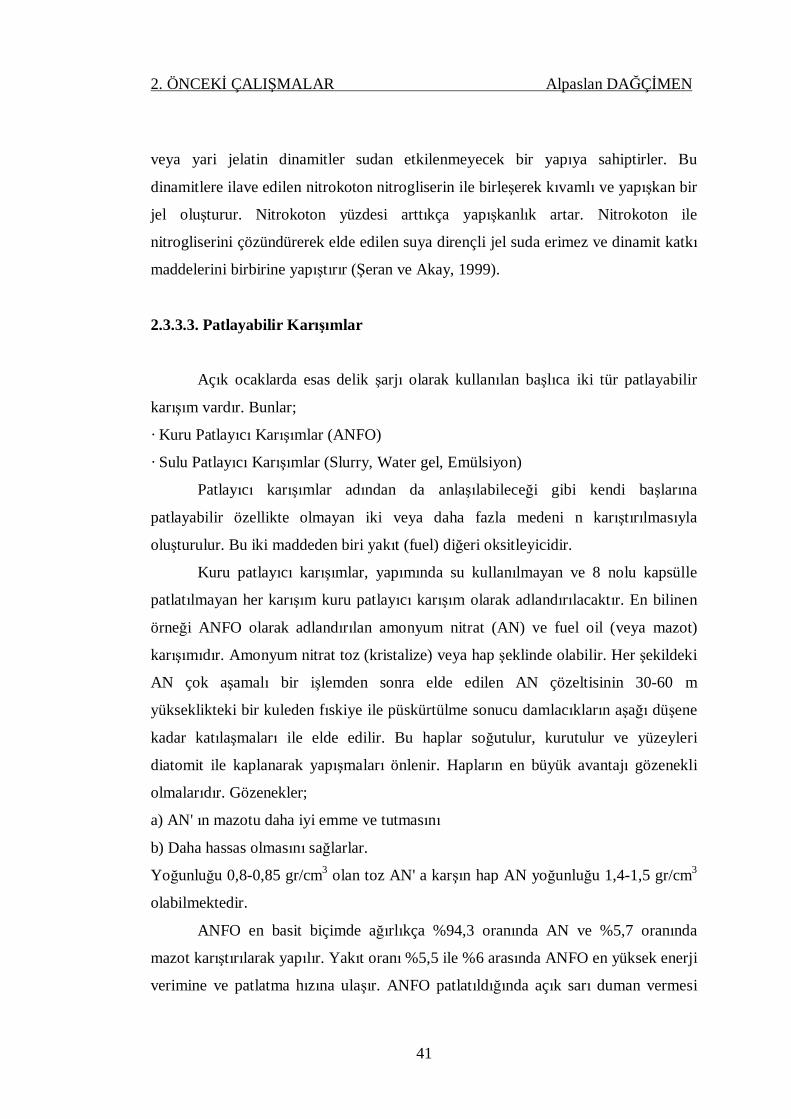
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
41
veya yari jelatin dinamitler sudan etkilenmeyecek bir yapıya sahiptirler. Bu
dinamitlere ilave edilen nitrokoton nitrogliserin ile birleşerek kıvamlı ve yapışkan bir
jel oluşturur. Nitrokoton yüzdesi arttıkça yapışkanlık artar. Nitrokoton ile
nitrogliserini çözündürerek elde edilen suya dirençli jel suda erimez ve dinamit katkı
maddelerini birbirine yapıştırır (Şeran ve Akay, 1999).
2.3.3.3. Patlayabilir Karışımlar
Açık ocaklarda esas delik şarjı olarak kullanılan başlıca iki tür patlayabilir
karışım vardır. Bunlar;
· Kuru Patlayıcı Karışımlar (ANFO)
· Sulu Patlayıcı Karışımlar (Slurry, Water gel, Emülsiyon)
Patlayıcı karışımlar adından da anlaşılabileceği gibi kendi başlarına
patlayabilir özellikte olmayan iki veya daha fazla medeni n karıştırılmasıyla
oluşturulur. Bu iki maddeden biri yakıt (fuel) diğeri oksitleyicidir.
Kuru patlayıcı karışımlar, yapımında su kullanılmayan ve 8 nolu kapsülle
patlatılmayan her karışım kuru patlayıcı karışım olarak adlandırılacaktır. En bilinen
örneği ANFO olarak adlandırılan amonyum nitrat (AN) ve fuel oil (veya mazot)
karışımıdır. Amonyum nitrat toz (kristalize) veya hap şeklinde olabilir. Her şekildeki
AN çok aşamalı bir işlemden sonra elde edilen AN çözeltisinin 30-60 m
yükseklikteki bir kuleden fıskiye ile püskürtülme sonucu damlacıkların aşağı düşene
kadar katılaşmaları ile elde edilir. Bu haplar soğutulur, kurutulur ve yüzeyleri
diatomit ile kaplanarak yapışmaları önlenir. Hapların en büyük avantajı gözenekli
olmalarıdır. Gözenekler;
a) AN' ın mazotu daha iyi emme ve tutmasını
b) Daha hassas olmasını sağlarlar.
Yoğunluğu 0,8-0,85 gr/cm3 olan toz AN' a karşın hap AN yoğunluğu 1,4-1,5 gr/cm3
olabilmektedir.
ANFO en basit biçimde ağırlıkça %94,3 oranında AN ve %5,7 oranında
mazot karıştırılarak yapılır. Yakıt oranı %5,5 ile %6 arasında ANFO en yüksek enerji
verimine ve patlatma hızına ulaşır. ANFO patlatıldığında açık sarı duman vermesi
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
42
iyidir. Portakal rengi-açık kahverengi duman ise yetersiz yakıt durumunu gösterir ki
bu iyi karıştırılmamaktan veya ANFO bekleyince mazotu süzülerek ayrıldığından
veya AN suda çözüldüğünden olabilir. ANFO' dan iyi verim almak için nitratı iyice
ezerek topraksız ve toz halinde olmasını sağlamak ve doğru oranda mazot ile iyice
karıştırmak gereklidir. ANFO' nun başarılı kullanılması başka bazı faktörlere de
bağlıdır. Bunların başında şarj çapı gelir (Çizelge 2.6.). ANFO deliklere dökülerek
konuyorsa şarj çapı delik çapına eşit olur.
Çizelge 2.6. ANFO’nun Delik Çapına Bağlı Olarak Patlatma Hızı Ve Metre Başına Şarj Miktarı (Şeran ve Akay, 1999). Delik Çapı Patlama Hızı ANFO Miktarı
mm İnç m/sn kg/m lb/ft
38 11/2 2100-2700 0,9-1 0,6-0,7
51 2 2600-3000 1,6-1,9 1 ,1-1 ,3
76 3 3000-3300 3,7-4,5 2,5-3,0
102 4 3300-3600 6,5-7,7 4,4-5,2
127 5 3500-3800 10,3-12,2 6,9-8,2
152 6 3700-3900 19,8-23,5 13,2-15,8
203 8 3800-4000 26,2-31 17,6-20,8
230 9 3900-4100 29,8-39,9 20-26,8
ANFO' nun verimli patlamasında önemli bir diğer husus şarj yoğunluğudur.
Delik dışında yoğunluğu 0,8-0,85 gr/cm3 olan ANFO deliğe basınçlı hava ile
püskürtülerek delik içi (şarj) yoğunluğu 1,2 gr/cm3 kadar arttırılabilir. Bu durumda
ANFO en yüksek verimle patlar. ANFO doğrudan 8 nolu kapsülle ateşlenemez. Bu
nedenle bir yem kullanmak gereklidir. Yemler her çeşit dinamit olabilir. Türkiye'deki
uygulamalarda ANFO miktarının %3-5 oranında dinamit kullanıldığı görülmektedir.
ANFO fiyatı nitrogliserin esaslı dinamit fiyatının en az dörtte biri, en çok yarısı
kadar olabilmektedir. Bu ucuzluğu ile açık ocak madenciliğinde en çok kullanılan
patlayıcı maddedir. ANFO'nun hassasiyeti daha düşük olduğundan taşıması ve
kullanılması daha emniyetlidir. Yukarıda sayılan yararları yanı sıra ANFO'nun
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
43
sakıncaları da vardır. Bunlar suya dirençsiz oluşu, düşük patlatma hızı, düşük
yoğunluğu delik doldurma süresinin uzunluğu, iyi ezilmez ve karıştırılmaz ise verim
düşüklüğüdür. Sulu patlayıcı karışımlar, sulu deliklerde patlamayan ANFO'ya bir
seçenek olarak geliştirilmişlerdir. Başlıca türleri;
Çamurumsu karışımlar (slurry), Yarı akışkan karışımlar (Water-gel), Krema
tipi karışımlar. çamurumsu karışımlarda su oranı %5 ile %40 arasında değişir.
Diğer katkı maddeleri de örneğin AN %40-%70, TNT %20-%35 oranlarında
konulabilir. Diğer bir deyişle sonsuz çeşitte çamursu patlayıcı karışım yapmak
mümkündür.
Sulu patlayıcılar karışımların su direnci jelatin dinamitlerinkine eşit veya
daha fazla olup 'çok iyi' olarak tanımlanabilir. Sulu patlayıcıların yoğunlukları
suyun yoğunluğundan fazla olduğundan sulu deliklerde kolayca dibe çökerek suyu
delikten dışarı atar ve suda erimediği ve su ile karışmadığı için yüksek verimle
patlar. Yoğunlukların fazla olmasının bir yararı da belirli çaptaki (hacimdeki) deliğe
daha fazla patlayıcı enerjisi yerleştirmeyi mümkün kılmasıdır. Böylece kaya iyi
parçalanabilecek veya aynı deliğe daha fazla enerji yerleştirilebildiği için delikler
arası mesafeler büyütülebilecek ve daha randımanlı madencilik yapılabilecektir.
Ancak burada Çamursu patlayıcılar ANFO' ya göre çok daha pahalı olduğunu
belirtmek yararlı olacaktır.
Sulu patlayıcı karışımlar teknolojisi çok yeni ve henüz gelişme
safhasındadır. O bakımdan bu tür patlayıcı madde kullanmak isteniyorsa uzmanlara
danışmak, literatürü takip etmek ve çok değişik firmalardan teklif istemek akıllıca
bir yoldur. Çamursu patlayıcı karışımların yararları suya dirençli oluşları, delik
doldurma işleminin hızlı olması, deliği tamamen doldurması ve sudan ağır olması
olarak sayılabilir. Sakıncaları ise ANFO' dan pahalı olması ve çok çatlaklı boşluklu
kayalarda formasyona sızarak maliyeti arttırmasıdır (Şeran ve Akay, 1999).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
44
2.3.4. Ateşleme Yöntemleri
Patlatma işlemlerinde iyi sonuçlara ancak ve ancak delikteki patlayıcı
maddeyi ateşleyecek gereçler dikkatle seçildiğinde ve kullanıldığında ulaşılabilir.
Bugün dünyada kullanılan ateşleme yöntemlerini başka iki gruba ayırmak
mümkündür: Elektrikli ateşleme, Elektriksiz ateşleme.
Halen kullanılan ateşleme yöntemlerini şöyle sıralayabiliriz:
-Emniyetli fitil-adi kapsül
-Elektrikli kapsüller
-İnfilaklı fitil ve gecikmeli röleleri
-Patlayıcı sıvanmış şok tüpü (NONEL)
-Gaz patlamalı şok tüpü (HERCVDET
2.3.4.1. Emniyetli Fitil-Adi Kapsül
Bu yöntem ilk bulunan ateşleme yöntemidir. Ancak günümüzde çok az
kullanılmaktadır. Az sayıda delikten oluşan küçük gruplarda elektrikle ateşlemenin
tehlikeli olduğu metal madenlerinde küçük taş ocakları ve madenlerde kullanımı
yaygındır (Şeran ve Akay, 1999).
2.3.4.2. Elektrikli Kapsüller
Elektrikli ateşlemenin en büyük yararı yeterli güçte bir enerji kaynağı olmak
koşulu ile ve gecikme kullanılarak diğer hiçbir ateşleme yöntemiyle atılamayacak
kadar çok sayıda deliğin birlikte patlatılmasına olanak tanımasıdır. Elektrikli
ateşlemede başarı aşağıdaki dört genel koşula bağlıdır (Şeran ve Akay, 1999):
- Patlatma devresinin doğru şekilde seçimi ve uygulanması
- Patlatma devresinin gerektirdiği kuvvette bir enerji kaynağı
- Elektrikli ateşlemede kaza sebeplerinin bilinmesi ve önlenmesi
- İyi kablo bağlantıları ve devrenin atım öncesi kontrolü
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
45
Adi kapsüllerde olduğu gibi hem gecikmesiz hem de gecikmeli elektrikli
kapsüller 6 no. ve 8 no. olmak üzere iki ayrı kuvvette imal edilirler. Elektrikli
kapsüller başlıca üç çeşittir:
- Gecikmesiz elektrikli kapsüller
- Yarım-saniye gecikmeli elektrikli kapsüller
- Mili-saniye gecikmeli elektrikli kapsüller
Gecikmesiz elektrikli kapsül bir bakır veya alüminyum yüksük dibine
konulmuş esas patlayıcı ve onun üzerindeki yem patlayıcıdan oluşur. Yem patlayıcı
plastik kaplı telden gelen elektriğin filamanı ısıtması ile ateşlenerek esas patlayıcı
patlatır. Böylece kapsül delik içindeki yemi (dinamiti) patlatır (Şeran ve Akay,
1999).
2.3.4.3.İnfilaklı Fitil ve Gecikme Röleleri
İnfilaklı fitil, ortasında kapsülle patlatılabilen, ortalama 11 gr/m miktarında
yüksek hızlı bir patlayıcı madde bulunan esnek bir plastik tüptür. Yüksek kudretli
infilaklı fitiller 40 gr/m patlayıcı madde içerir. Ancak bunlar çok fazla hava şoku
yaratırlar. Tüpün çevresi suya karşı dirençli maddeler emdirilmiş bir dokuma kılıfla
kaplanmıştır. İnfilaklı fitil delikteki yemi doğrudan ateşler, infilaklı fitilin kendisi ise
fitile bağlanmış bir kapsülle ateşlenir. İnfilaklı fitil kullanıldığında gecikmeli patlama
dışında kalın gecikme röleleri ile sağlanır. Röleler 5-400 ms arasında değişen
sürelerde gecikme sağlayabilir. Gecikme rölesi adeta iki ucu açık bir alüminyum
boru içinde dip tarafları birbirine temas edecek şekilde yerleştirilmiş iki kapsülden
oluşur. İnfilaklı fitilin tek sakıncası gürültü ve hava şoku yaratılmasıdır (Şeran ve
Akay, 1999).
2.3.4.4. Patlayıcı Sıvanmış Şok Tüpü (NONEL)
Elektriksiz ateşleme yöntemleri arayışına ikinci çözüm Nitro Nobel firması
tarafından geliştirilen NONEL ateşleme yöntemiyle gelmiştir. Yöntem 2 mm iç, 3
mm dış çapında ince, saydam plastik tüp kullanılır. Bu tüpün iç yüzeyine 0,02 gr/mm
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
46
miktarında hassas bir patlayıcı madde tozu sıvanmıştır. Tüp bir kapsül veya infilaklı
fitille ateşlendiğinden ateşlenen uçtan diğer uca 2000 m/sn gibi düşük bir hızla giden
şok dalgası oluşur.
Bu şok dalgası zayıf olup, tüpe zarar verecek yeterli enerjisi yoktur. O
nedenle dinamiti ateşleyemez. Dinamiti ateşlemesi için diğer ucuna söz konusu şokla
patlayabilecek hassasiyette bir kapsül koymak gerekir. Bu kapsüllerin içi tıpkı
gecikmeli elektrikli kapsüllere benzer. Onlardan tek farkı kapsül ağzından iki tel
çıkmayışı ve bunun yerine kapsül ağzına tüp takılmasıdır.
Nonel Yönteminin başlıca yararları;
a) Kaçak elektrik ve radyo vericileri gibi nedenlerle olabilecek kazaen patlamalara
karşı emniyetlidir.
b) Serbestken veya sıkıştırılmışken ısı ve darbelere duyarsızdır. Patlamaz
c) Nitrogliserin dinamiti gibi yüksek hassasiyetli patlayıcıları bile kendiliğinden
ateşleyemez. Diğer bir deyişle dinamitlerle birlikte emniyetle taşınır.
2.3.4.5. Gaz Patlamalı Şok Tüpü (HERCVDET)
Bu yöntem içinde bir gaz patlaması sürüp giden bir tüpün, şokla bir kapsülü
patlatması sonucu yemin ateşlenmesinden ibarettir. Bu yöntemde yemi (dinamiti)
ateşlemede kullanılan gecikmeli kapsüller gecikmeli elektrikli kapsüllerden daha
güçlüdür. Hem mili saniye, hem de yarım saniye gecikmeli kapsüllerin gecikmeli
elektrikli kapsüllerden tek farkı kapsül ağzından iki adet tel yerine iki adet ince tüp
çıkmasıdır. HERCUDET kapsülleri ya delik içinde doğrudan yemi ateşleme veya
delik ağzında delik içindeki patlayıcıyı ateşleyecek olan infilaklı fitili ateşleme
şeklinde kullanılabilir.
HERCUDET sistemi hava şoku, elektriksel kazalar yaratmaması, şarjın
patlamasında kesinti olmaması ve gecikme imkanı vermesi nedenleriyle yararlıdır.
Gaz karışımı patlatılıncaya kadar çok emniyetlidir. Tek sakıncası elektrikli kapsülle
ve infilaklı fitille ateşlemeye göre çok farklı olduğundan imalatçıların bir uzmanın
yöntemi uygulayacak ekibi eğitmesinin gerekli olmasıdır (Şeran ve Akay, 1999).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
47
2.3.5. Delik Delme Şekilleri
Birçok delik delme şekli vardır. Bunları kare, dikdörtgen ,ve şeşbeş düzenleri
olarak sıralayabiliriz.
A) Kare delik düzeni:
-Delikler arası mesafe her yönde eşittir.
-Delikler düzenli ve sıralıdır.
B) Dikdörtgen delik düzeni :
-Ve yine delikler düzenli ve sıralıdır
C) Şeşbeş delik düzeni
-Sınırlar arası mesafeyle delikler arası mesafe arasında farklılıklar olabilir.
-Genellikle sınırlar arası mesafe delikler arası mesafeden küçüktür.
-Delikler kare ve dikdörtgen düzende olduğu gibi birbirinin ardı ardına değil
birbirinin arasına gelecek şekilde yerleştirilmiştir.
2.4. Basamak Patlatması
Yurdumuzda ve dünya ülkelerinde yürütülmekte olan patlatma çalışmalarının,
büyük bir yüzdesi basamak patlatması şeklinde yapılmaktadır.
Açık işletme maden ocakları
Baraj yol gibi inşaat çalışmalarındaki patlatmaların büyük bir kısmı.
Saha düzenleme çalışmalarının bir kısmı.
Büyük kesitli tünel kazılarında alt yarı kazısı.
Tüm bunlar basamak patlatması kavramlarına göre yapılmaktadır. Ülkemizde
ise yararları tam kavranamadığı için, disiplinli kuruluşlar dışında üzerinde fazla
durulmamaktadır. Gelişi güzel delinen delikler patlatılarak kaya kabartılmakta, kazı
daha çok dozer kullanılarak yapılmaktadır. Kolayca tahmin edilebileceği gibi sonuçta
ekonomik olmayan bir tablo ortaya çıkmaktadır.
Patlatmalı kazı yapılacak kütlede çalışmalar iki aşamada gerçekleştirilmelidir;
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
48
Geliştirilme çalışmaları: kazı kütlesi etüt edilerek, değişmez yükseklikteki aynaları
oluşturmak için yürütülen patlatma ve kazı işlemidir. Delme –patlatma-yükleme
açısından kesinlikle verimli ve ekonomik değildir.
Basamak Çalışması: Geliştirme kazısı sonu elde edilen aynalarda, basamak
patlatması yapılarak yürütülen kazıdır. Delme – patlatma – yükleme verimi kontrol
edilebildiğinden, çalışmaların ekonomisinde kontrol edilebilmektedir.
Doğaldır ki tüm mühendislik elemanlarını kullanarak, toplam kazıda, geliştirmenin
yüzdesinin minimumda tutulması esastır (Erkoç, 1990).
2.4.1. Basamak Patlatması Tasarımı
2.4.1.1. Delik Çapı
Patlatılacak kaya yapılarının içerisine patlayıcı madde yerleştirmenin en
verimli yolu, bu kaya yapılarına delik delmektir. Bu işlemse patlatmanın verimini,
patlayıcı maddenin verimini, patlatmanın maliyetini tayin eden faktör olması
açısından çok önemlidir.
Genel kural olarak bilinir ki, patlayıcı, kaya yapısının içine ne kadar iyi
dağıtılırsa, o kadar iyi verim alınır. Diğer bir değişle küçük delik çapı ve dar
geometri her zaman için, büyük delik çapı ve geniş geometriden daha iyi verim
sağlar. Kolayca anlaşılabileceği gibi, artan delik çapı, içine konabilecek patlayıcı
miktarını arttıracak,bu ise delik geometrisinin genişlemesine yol açacaktır.
Genişleyen geometride, patlayıcı maddenin kaya yapılarını daha geniş açı ile
etkilemesine, ve elde edilen pasada, tane boyunun, jeolojik etkenlere bağlı olarak
artmasına neden olacaktır (Erkoç, 1990).
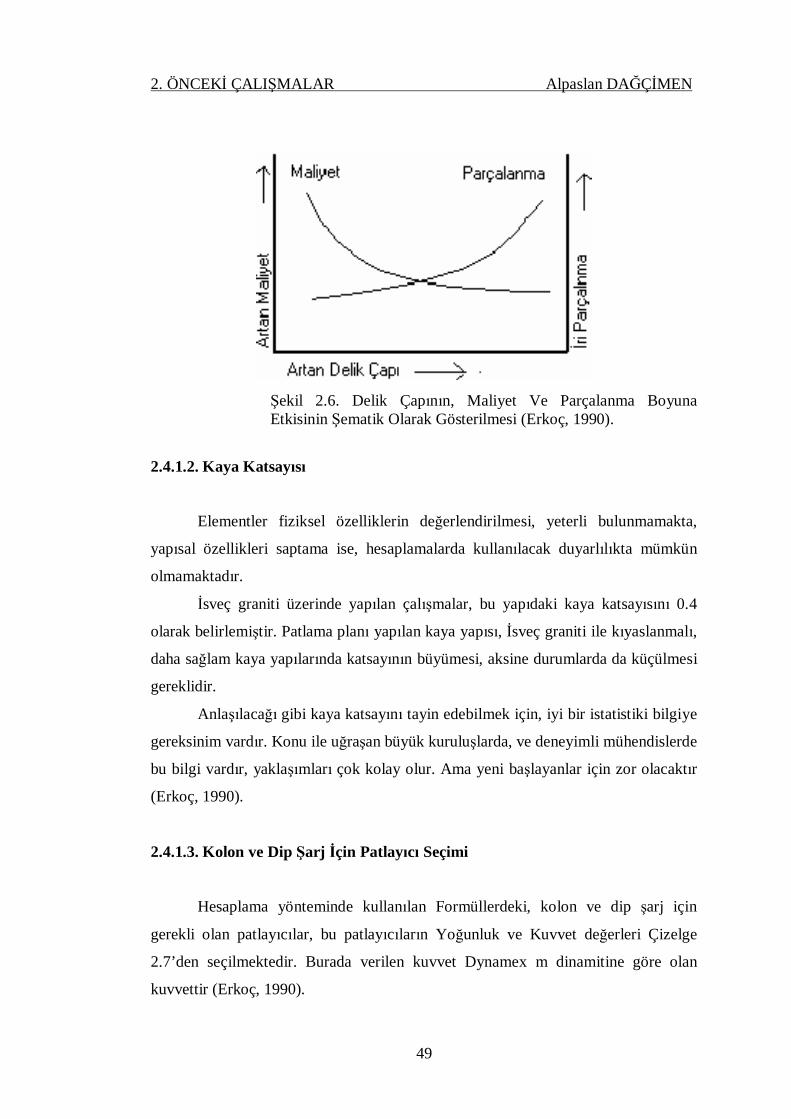
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
49
Şekil 2.6. Delik Çapının, Maliyet Ve Parçalanma Boyuna Etkisinin Şematik Olarak Gösterilmesi (Erkoç, 1990).
2.4.1.2. Kaya Katsayısı
Elementler fiziksel özelliklerin değerlendirilmesi, yeterli bulunmamakta,
yapısal özellikleri saptama ise, hesaplamalarda kullanılacak duyarlılıkta mümkün
olmamaktadır.
İsveç graniti üzerinde yapılan çalışmalar, bu yapıdaki kaya katsayısını 0.4
olarak belirlemiştir. Patlama planı yapılan kaya yapısı, İsveç graniti ile kıyaslanmalı,
daha sağlam kaya yapılarında katsayının büyümesi, aksine durumlarda da küçülmesi
gereklidir.
Anlaşılacağı gibi kaya katsayını tayin edebilmek için, iyi bir istatistiki bilgiye
gereksinim vardır. Konu ile uğraşan büyük kuruluşlarda, ve deneyimli mühendislerde
bu bilgi vardır, yaklaşımları çok kolay olur. Ama yeni başlayanlar için zor olacaktır
(Erkoç, 1990).
2.4.1.3. Kolon ve Dip Şarj İçin Patlayıcı Seçimi
Hesaplama yönteminde kullanılan Formüllerdeki, kolon ve dip şarj için
gerekli olan patlayıcılar, bu patlayıcıların Yoğunluk ve Kuvvet değerleri Çizelge
2.7’den seçilmektedir. Burada verilen kuvvet Dynamex m dinamitine göre olan
kuvvettir (Erkoç, 1990).
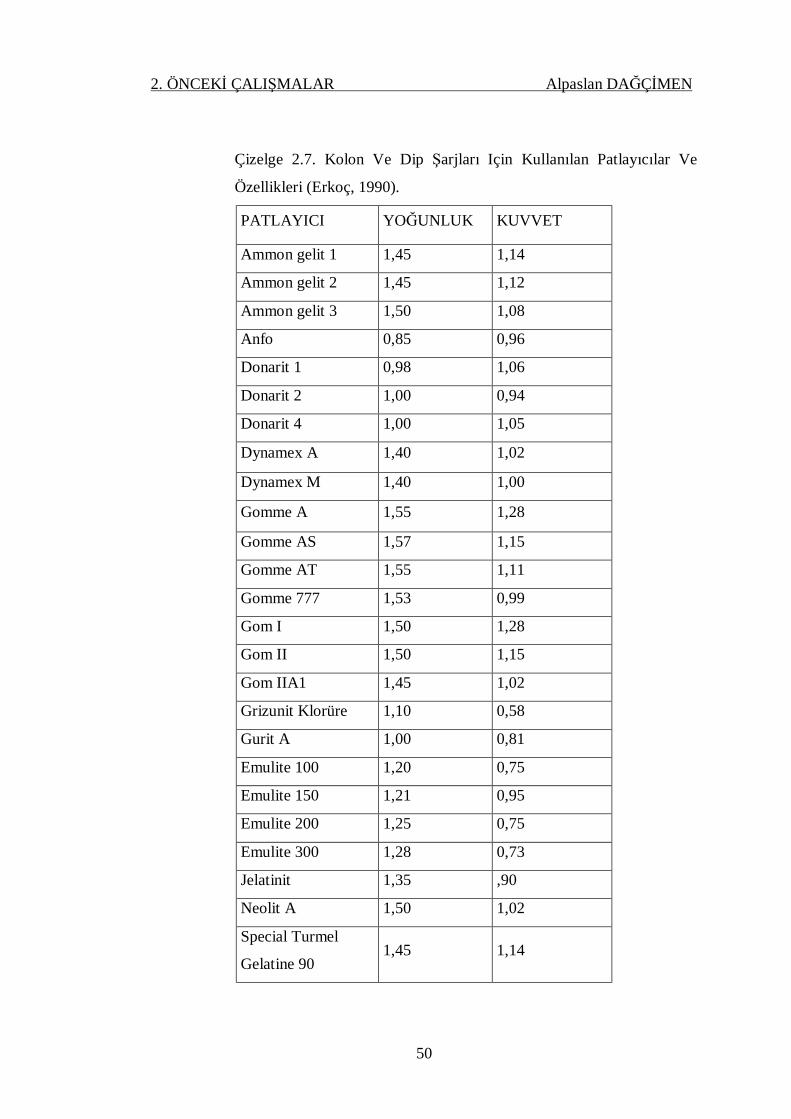
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
50
Çizelge 2.7. Kolon Ve Dip Şarjları Için Kullanılan Patlayıcılar Ve
Özellikleri (Erkoç, 1990).
PATLAYICI YOĞUNLUK KUVVET
Ammon gelit 1 1,45 1,14
Ammon gelit 2 1,45 1,12
Ammon gelit 3 1,50 1,08
Anfo 0,85 0,96
Donarit 1 0,98 1,06
Donarit 2 1,00 0,94
Donarit 4 1,00 1,05
Dynamex A 1,40 1,02
Dynamex M 1,40 1,00
Gomme A 1,55 1,28
Gomme AS 1,57 1,15
Gomme AT 1,55 1,11
Gomme 777 1,53 0,99
Gom I 1,50 1,28
Gom II 1,50 1,15
Gom IIA1 1,45 1,02
Grizunit Klorüre 1,10 0,58
Gurit A 1,00 0,81
Emulite 100 1,20 0,75
Emulite 150 1,21 0,95
Emulite 200 1,25 0,75
Emulite 300 1,28 0,73
Jelatinit 1,35 ,90
Neolit A 1,50 1,02
Special Turmel
Gelatine 90 1,45 1,14
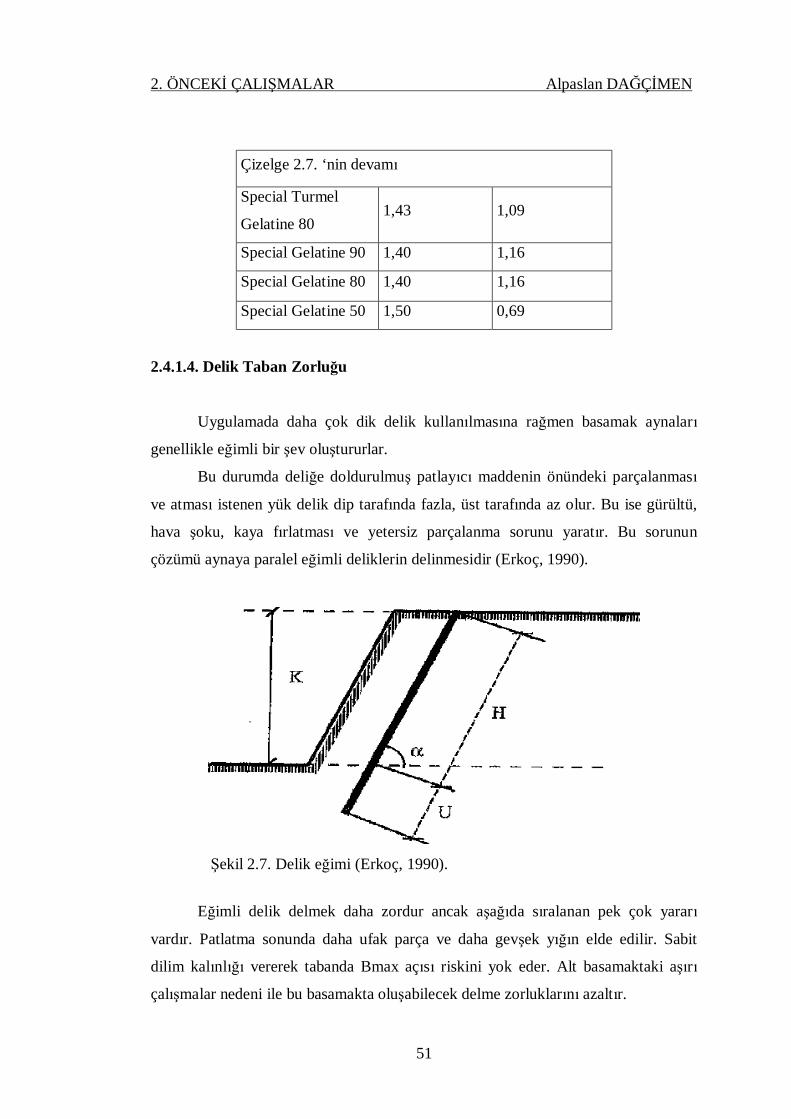
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
51
Çizelge 2.7. ‘nin devamı
Special Turmel
Gelatine 80 1,43 1,09
Special Gelatine 90 1,40 1,16
Special Gelatine 80 1,40 1,16
Special Gelatine 50 1,50 0,69
2.4.1.4. Delik Taban Zorluğu
Uygulamada daha çok dik delik kullanılmasına rağmen basamak aynaları
genellikle eğimli bir şev oluştururlar.
Bu durumda deliğe doldurulmuş patlayıcı maddenin önündeki parçalanması
ve atması istenen yük delik dip tarafında fazla, üst tarafında az olur. Bu ise gürültü,
hava şoku, kaya fırlatması ve yetersiz parçalanma sorunu yaratır. Bu sorunun
çözümü aynaya paralel eğimli deliklerin delinmesidir (Erkoç, 1990).
Şekil 2.7. Delik eğimi (Erkoç, 1990).
Eğimli delik delmek daha zordur ancak aşağıda sıralanan pek çok yararı
vardır. Patlatma sonunda daha ufak parça ve daha gevşek yığın elde edilir. Sabit
dilim kalınlığı vererek tabanda Bmax açısı riskini yok eder. Alt basamaktaki aşırı
çalışmalar nedeni ile bu basamakta oluşabilecek delme zorluklarını azaltır.
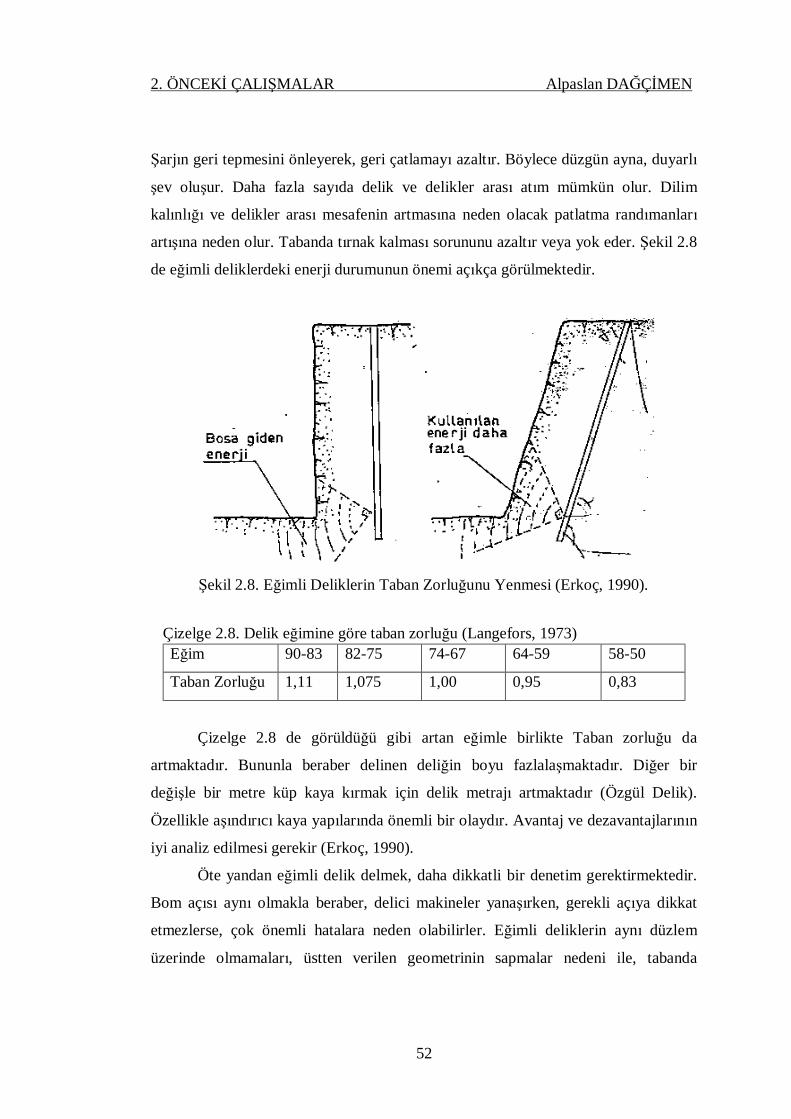
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
52
Şarjın geri tepmesini önleyerek, geri çatlamayı azaltır. Böylece düzgün ayna, duyarlı
şev oluşur. Daha fazla sayıda delik ve delikler arası atım mümkün olur. Dilim
kalınlığı ve delikler arası mesafenin artmasına neden olacak patlatma randımanları
artışına neden olur. Tabanda tırnak kalması sorununu azaltır veya yok eder. Şekil 2.8
de eğimli deliklerdeki enerji durumunun önemi açıkça görülmektedir.
Şekil 2.8. Eğimli Deliklerin Taban Zorluğunu Yenmesi (Erkoç, 1990).
Çizelge 2.8. Delik eğimine göre taban zorluğu (Langefors, 1973) Eğim 90-83 82-75 74-67 64-59 58-50
Taban Zorluğu 1,11 1,075 1,00 0,95 0,83
Çizelge 2.8 de görüldüğü gibi artan eğimle birlikte Taban zorluğu da
artmaktadır. Bununla beraber delinen deliğin boyu fazlalaşmaktadır. Diğer bir
değişle bir metre küp kaya kırmak için delik metrajı artmaktadır (Özgül Delik).
Özellikle aşındırıcı kaya yapılarında önemli bir olaydır. Avantaj ve dezavantajlarının
iyi analiz edilmesi gerekir (Erkoç, 1990).
Öte yandan eğimli delik delmek, daha dikkatli bir denetim gerektirmektedir.
Bom açısı aynı olmakla beraber, delici makineler yanaşırken, gerekli açıya dikkat
etmezlerse, çok önemli hatalara neden olabilirler. Eğimli deliklerin aynı düzlem
üzerinde olmamaları, üstten verilen geometrinin sapmalar nedeni ile, tabanda
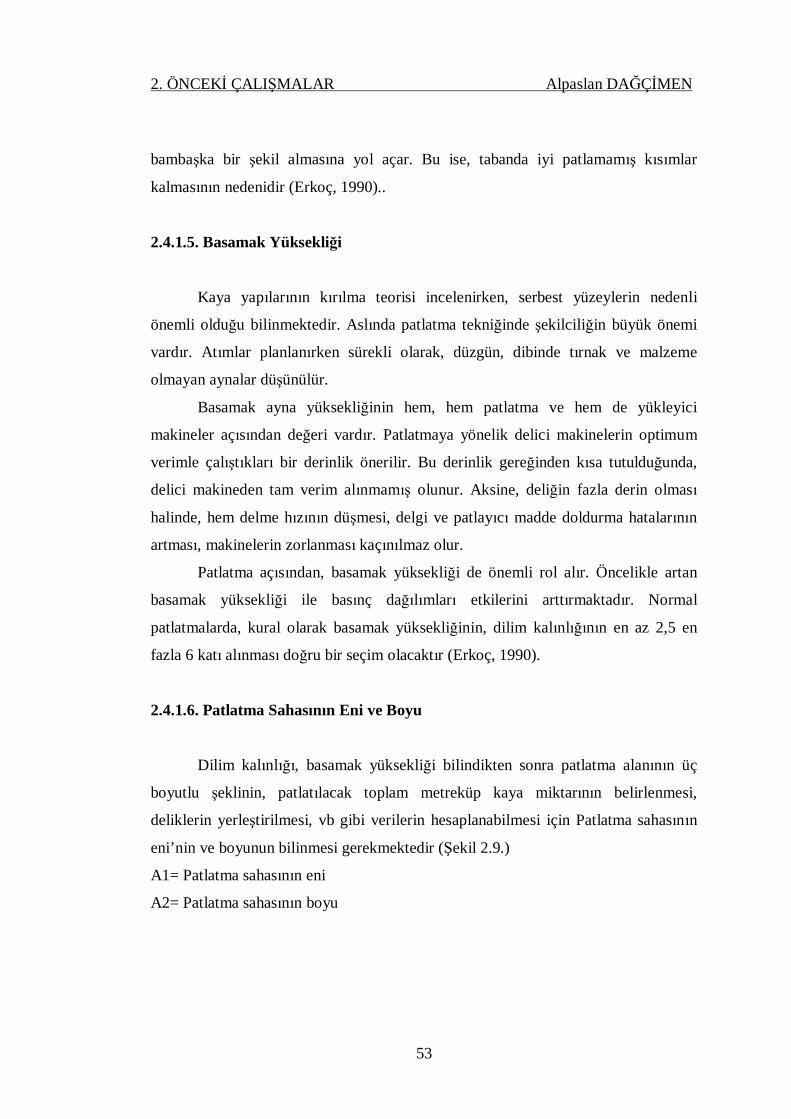
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
53
bambaşka bir şekil almasına yol açar. Bu ise, tabanda iyi patlamamış kısımlar
kalmasının nedenidir (Erkoç, 1990)..
2.4.1.5. Basamak Yüksekliği
Kaya yapılarının kırılma teorisi incelenirken, serbest yüzeylerin nedenli
önemli olduğu bilinmektedir. Aslında patlatma tekniğinde şekilciliğin büyük önemi
vardır. Atımlar planlanırken sürekli olarak, düzgün, dibinde tırnak ve malzeme
olmayan aynalar düşünülür.
Basamak ayna yüksekliğinin hem, hem patlatma ve hem de yükleyici
makineler açısından değeri vardır. Patlatmaya yönelik delici makinelerin optimum
verimle çalıştıkları bir derinlik önerilir. Bu derinlik gereğinden kısa tutulduğunda,
delici makineden tam verim alınmamış olunur. Aksine, deliğin fazla derin olması
halinde, hem delme hızının düşmesi, delgi ve patlayıcı madde doldurma hatalarının
artması, makinelerin zorlanması kaçınılmaz olur.
Patlatma açısından, basamak yüksekliği de önemli rol alır. Öncelikle artan
basamak yüksekliği ile basınç dağılımları etkilerini arttırmaktadır. Normal
patlatmalarda, kural olarak basamak yüksekliğinin, dilim kalınlığının en az 2,5 en
fazla 6 katı alınması doğru bir seçim olacaktır (Erkoç, 1990).
2.4.1.6. Patlatma Sahasının Eni ve Boyu
Dilim kalınlığı, basamak yüksekliği bilindikten sonra patlatma alanının üç
boyutlu şeklinin, patlatılacak toplam metreküp kaya miktarının belirlenmesi,
deliklerin yerleştirilmesi, vb gibi verilerin hesaplanabilmesi için Patlatma sahasının
eni’nin ve boyunun bilinmesi gerekmektedir (Şekil 2.9.)
A1= Patlatma sahasının eni
A2= Patlatma sahasının boyu
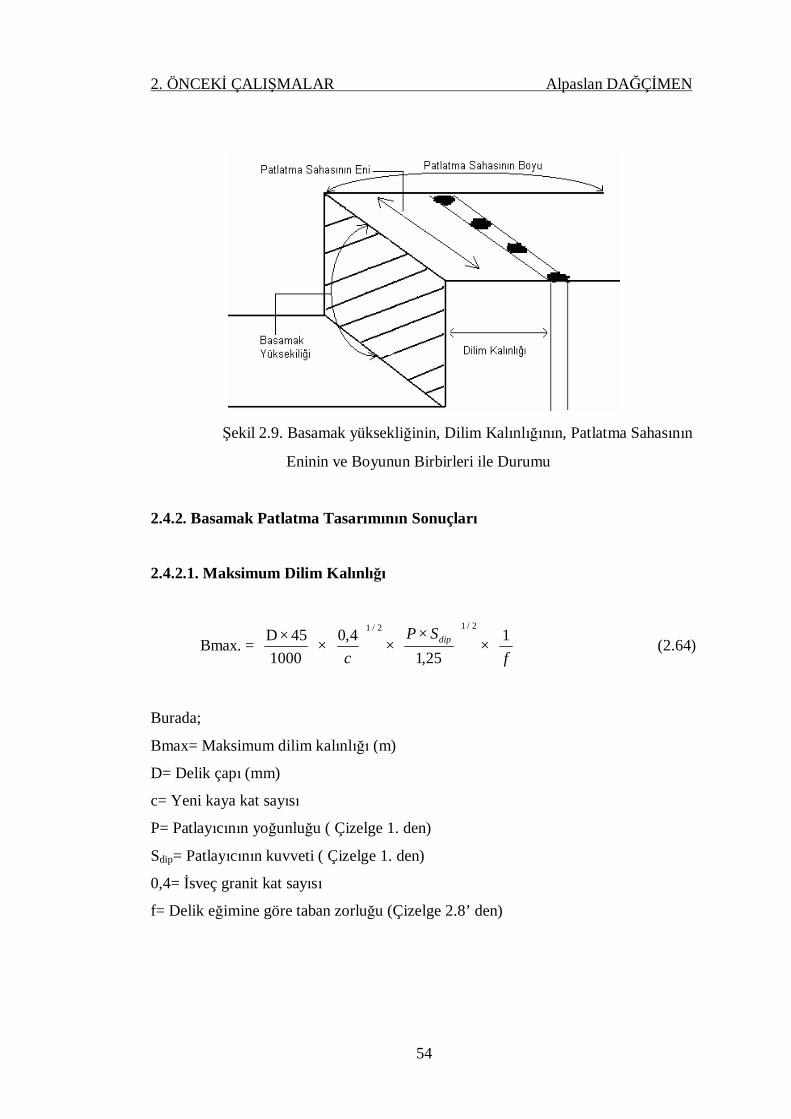
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
54
Şekil 2.9. Basamak yüksekliğinin, Dilim Kalınlığının, Patlatma Sahasının
Eninin ve Boyunun Birbirleri ile Durumu
2.4.2. Basamak Patlatma Tasarımının Sonuçları
2.4.2.1. Maksimum Dilim Kalınlığı
×
××
×
×
=f
SPc
dip 125,1
4,01000
45D Bmax.2/12/1
(2.64)
Burada;
Bmax= Maksimum dilim kalınlığı (m)
D= Delik çapı (mm)
c= Yeni kaya kat sayısı
P= Patlayıcının yoğunluğu ( Çizelge 1. den)
Sdip= Patlayıcının kuvveti ( Çizelge 1. den)
0,4= İsveç granit kat sayısı
f= Delik eğimine göre taban zorluğu (Çizelge 2.8’ den)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
55
2.4.2.2. Dip Delme Değeri
Basamak tabanını sıfırdan kesebilmek için, deliğin biraz derin delinmesi
gerekmektedir (Şekil 2.10.).
Şekil 2.10. Kırılma açısı, tırnak ve dip delme değeri
Bu ek uzunluk;
Bmax. x 0,3 U = (2.65)
U =Dip delme değeri ( m )
2.4.2.3. Delik Boyu
Delik boyunun, basamak yüksekliği, artı alt delme uzunluğu olacağı
ortadadır. Eğer eğimli delik deliniyorsa, trigonometrik olarak ek uzunluk
hesaplanmalıdır.
j H L += (2.66)
L= Delik boyu (m)
H= Basamak yüksekliği (m)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
56
2.4.2.4. Delgi Hatası
İş yerindeki çalışma şartlarının gereği, bazı yanlışlıkların yapılması doğaldır.
İlkin delici operatörü, delici ucu tam işaretlenen yere nişanlayamaz. Bu nedenle
D/1000 kadar bir yanılma payı kabul edilmelidir. İkinci olarak, delgi işlemi sırasında
deliğin sapması kaçınılmazdır. Bunun içinde delik boyunun % 3 kadar bir yanılma
payı kabul görmüştür (Erkoç, 1990).
O zaman delgi hatası şu şekildedir;
L x 0,003 (D/1000)DH += (2.67)
DH= Delgi hatası (m)
L= Delik boyu (m)
2.4.2.5. Gerçek Dilim Kalınlığı
Delgi hatası kaçınılmaz olduğuna göre, uygulamada hesap edilen ve arazide
işaretlenen Bmax. Uzunluğunu elde etmemiz şansa kalmış olacaktır. Eğer şansımız
iyi gidip delik öne delinir ve sapmada yine ön tarafa doğru olursa Bmax. Değeri
hesap edilenden uzun olursa, tabanda sert, patlamamış bir kısım kalması kaçınılmaz
olur. Tüm patlamanın verimi açısından, özgül delik ve şarjdan fedakarlık yaparak, en
kötü durumla karşılaşacağı var sayılmış ve uygulamadaki delik ayna uzunluğunun şu
şekilde hesaplanması ön görülmüştür (Erkoç, 1990):
DH-Bmax.B = (2.68)
B= Gerçek dilim kalınlığı
DH= Delgi hatası (m)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
57
2.4.2.6. Delikler Arası Uzaklık
Delik geometrisinin temel unsurlarından ilki, dilim kalınlığıdır. İkincisi ise,
genel bir kabul ile gerçek dilim kalınlığının 1 ile 1,5 katı arasında alınmasıdır.
Normal kabullerde 1,25 ortalama değeri kullanılır (Erkoç, 1990).
B x 1,25S = (2.69)
S= Delikler arası uzaklık
2.4.2.7. Özgül Delik Boyu
Buraya kadar olan aşamalarda bir basamak patlatmasının tüm elemanları ve
nasıl hesaplandığı gösterilmiştir. Teknik ve ekonomik açıdan kıyaslama yapabilmek
için özgül delik ve özgül şarj kavramları kullanılmaktadır.
Özgül delik anlam olarak 1 m³ kayayı patlatabilmek için delinen delik boyunu
gösterir (Erkoç, 1990).
××=
HSL
IB
(2.70)
I= Özgül delik boyu (m/m³)
L= Delik boyu (m)
2.4.2.8. Dip Şarj Uzunluğu
Genel bir basamak patlamasında iki tür patlayıcı kullanılmalıdır; dip şarj ve
kolon şarj. Yurdumuzdaki yaygın uygulamada ise, delikler tamamen tek tip patlayıcı
ile doldurulur. Bu ise gerçekte bazı gereksiz patlayıcı tüketimine yol açmaktadır.
Nedenine gelince, basamak yüksekliği boyunca patlamaya direnç gösteren nokta,
kompresif gerilimlerin etkili olduğu taban kısmıdır. B ve S uzunlukları hesabı bu
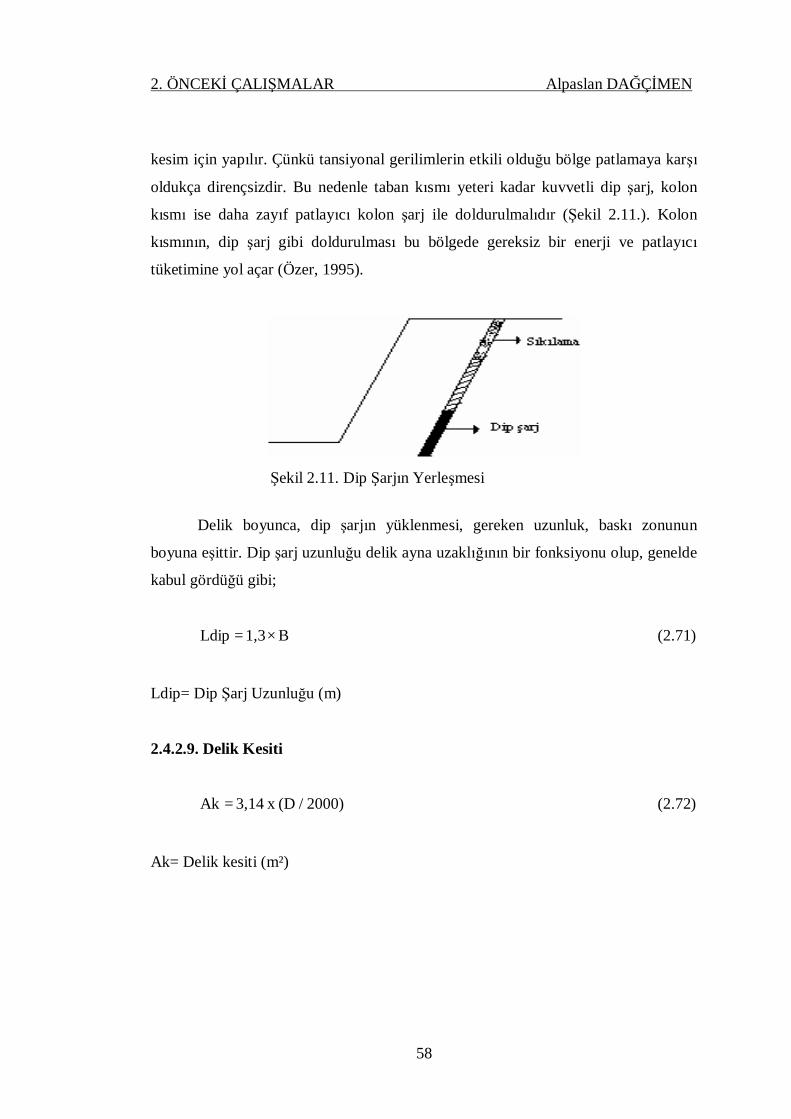
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
58
kesim için yapılır. Çünkü tansiyonal gerilimlerin etkili olduğu bölge patlamaya karşı
oldukça dirençsizdir. Bu nedenle taban kısmı yeteri kadar kuvvetli dip şarj, kolon
kısmı ise daha zayıf patlayıcı kolon şarj ile doldurulmalıdır (Şekil 2.11.). Kolon
kısmının, dip şarj gibi doldurulması bu bölgede gereksiz bir enerji ve patlayıcı
tüketimine yol açar (Özer, 1995).
Şekil 2.11. Dip Şarjın Yerleşmesi
Delik boyunca, dip şarjın yüklenmesi, gereken uzunluk, baskı zonunun
boyuna eşittir. Dip şarj uzunluğu delik ayna uzaklığının bir fonksiyonu olup, genelde
kabul gördüğü gibi;
B 1,3Ldip ×= (2.71)
Ldip= Dip Şarj Uzunluğu (m)
2.4.2.9. Delik Kesiti
2000) / (D x 3,14 Ak = (2.72)
Ak= Delik kesiti (m²)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
59
2.4.2.10. Dip Şarj Miktarı
Patlayıcının yoğunluğu alınırken, eğer patlayıcı dökme ise doğrudan
patlayıcının yoğunluğu kullanılır. Ama kartuş ise tipi kullanılıyor ise titiz hesaplama
ile gerçek yoğunluk kullanılmalıdır.
1000 x Ak xP x LdipQdip = (2.73)
Qdip= Dip şarj miktarı (kg)
P= Patlayıcı yoğunluğu (Çizelge 2.7. den)
2.4.2.11. Sıkılama Boyu
Patlayıcı madde konulmuş deliğin ağzına yerleştirilen patlayıcı olmayan
maddeden yapılmış tıkaca sıkılama denir.
Sıkılama deliklerin üst kısımlarının, patlatma gazlarının kaçmasını önlemek
amacıyla yumuşak malzemelerden oluşan bir malzeme ile kapatılmasıdır. Sıkılama
miktarı iyi belirlenmezse, hava şoku, kaya fırlaması ve gaz kaçağı meydana gelebilir.
Sıkılama; enerjinin havaya kaçmasını önleyerek onu kayaya yöneltir ve iyi
parçalanma, iyi yığın şekli ve gevşekliğine olumlu katkıda bulunur.
İyi sıkılama delikteki yüksek gaz basıncını uzun süre muhafaza eder, kg
patlayıcı madde başına yapılan iş miktarını (patlatma randımanını) arttır. Bu
patlamayı takip eden işlerin (Yükleme, taşıma v.b.) toplam maliyetini arttırmaksızın
delme-patlatma maliyetini de azaltır. Dahası, uygun tipte ve boyda sıkılama
kullanıldığında dilim kalınlığı arttırılabilir (Paşamehmetoğlu ve Ark., 1991).
Delme artıklarından (pasasından) oluşan sıkılama işlemi, patlayıcının
enerjisini kayaya yönlendirmek için genellikle uygulanan bir işlemdir.
Delme pasaları en ucuz ve en uygun sıkılama malzemesi olmalarına karşın,
her zaman en iyisi değildir. Kuru ve iyi gradasyonlu, köşeli malzemeler, örneğin; 10-
15 mm boyutlarında kırılmış kaya malzemesi, nemli malzemeden daha verimlidir.
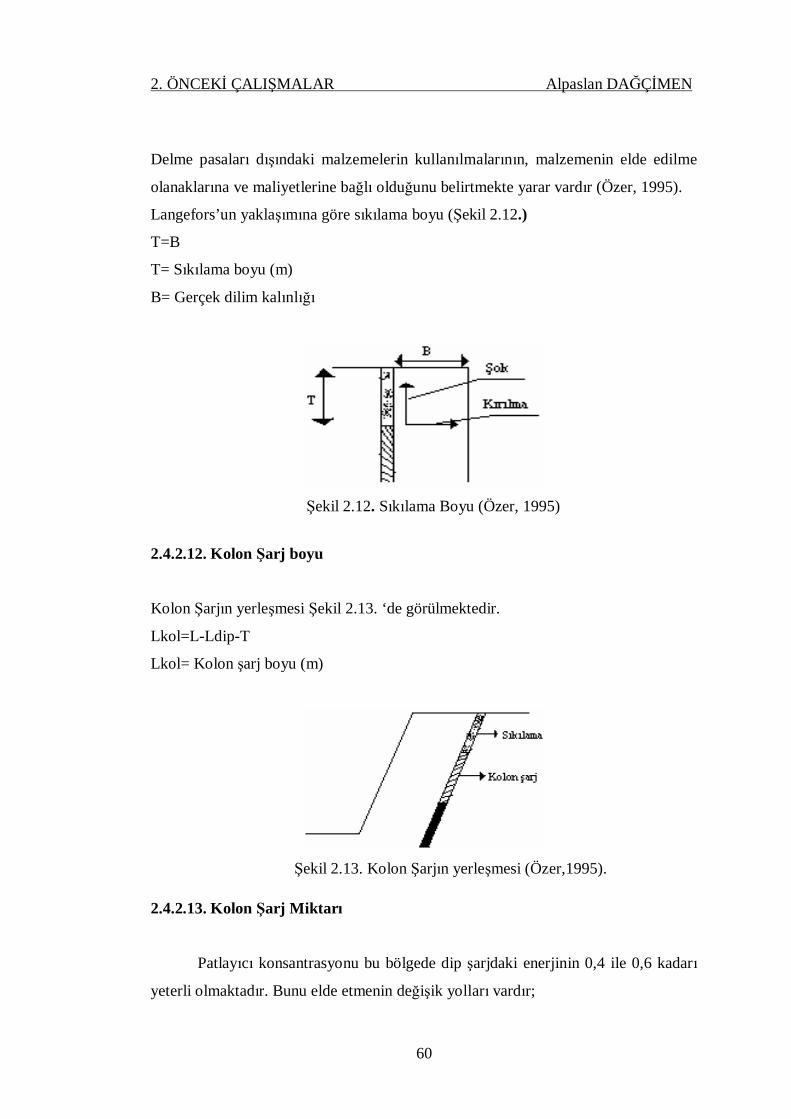
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
60
Delme pasaları dışındaki malzemelerin kullanılmalarının, malzemenin elde edilme
olanaklarına ve maliyetlerine bağlı olduğunu belirtmekte yarar vardır (Özer, 1995).
Langefors’un yaklaşımına göre sıkılama boyu (Şekil 2.12.)
T=B
T= Sıkılama boyu (m)
B= Gerçek dilim kalınlığı
Şekil 2.12. Sıkılama Boyu (Özer, 1995)
2.4.2.12. Kolon Şarj boyu
Kolon Şarjın yerleşmesi Şekil 2.13. ‘de görülmektedir.
Lkol=L-Ldip-T
Lkol= Kolon şarj boyu (m)
Şekil 2.13. Kolon Şarjın yerleşmesi (Özer,1995).
2.4.2.13. Kolon Şarj Miktarı
Patlayıcı konsantrasyonu bu bölgede dip şarjdaki enerjinin 0,4 ile 0,6 kadarı
yeterli olmaktadır. Bunu elde etmenin değişik yolları vardır;
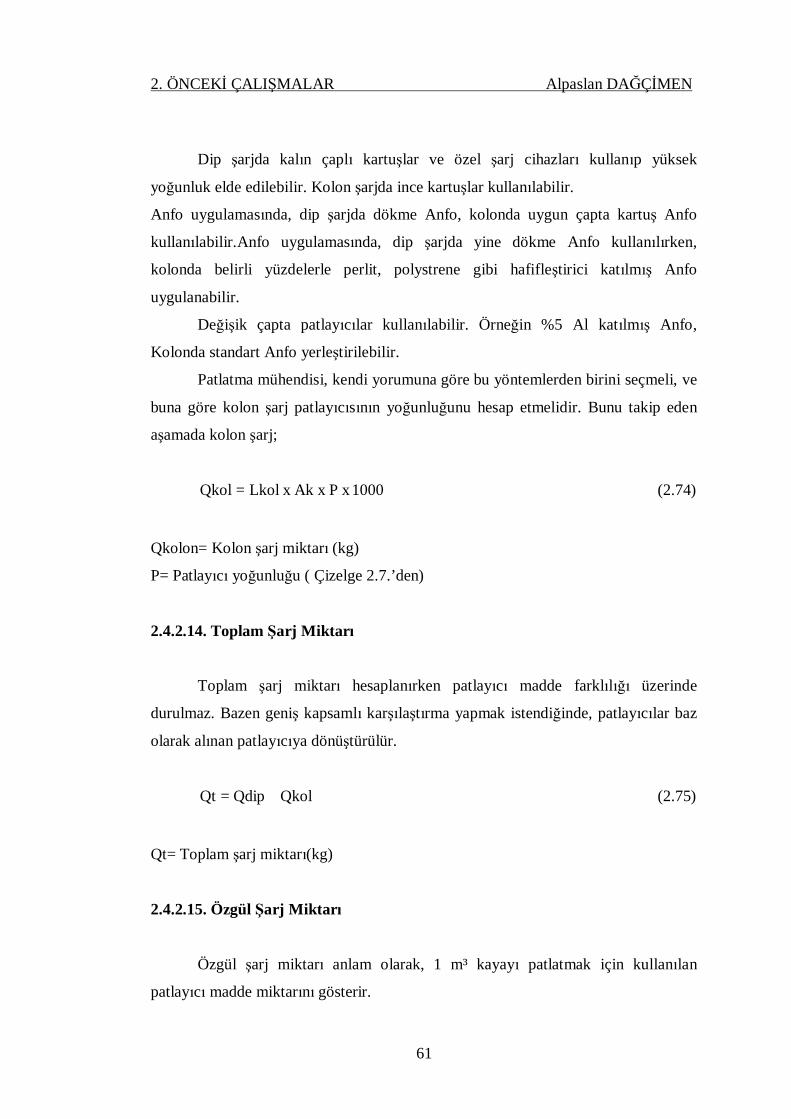
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
61
Dip şarjda kalın çaplı kartuşlar ve özel şarj cihazları kullanıp yüksek
yoğunluk elde edilebilir. Kolon şarjda ince kartuşlar kullanılabilir.
Anfo uygulamasında, dip şarjda dökme Anfo, kolonda uygun çapta kartuş Anfo
kullanılabilir.Anfo uygulamasında, dip şarjda yine dökme Anfo kullanılırken,
kolonda belirli yüzdelerle perlit, polystrene gibi hafifleştirici katılmış Anfo
uygulanabilir.
Değişik çapta patlayıcılar kullanılabilir. Örneğin %5 Al katılmış Anfo,
Kolonda standart Anfo yerleştirilebilir.
Patlatma mühendisi, kendi yorumuna göre bu yöntemlerden birini seçmeli, ve
buna göre kolon şarj patlayıcısının yoğunluğunu hesap etmelidir. Bunu takip eden
aşamada kolon şarj;
1000 x PAk x x LkolQkol = (2.74)
Qkolon= Kolon şarj miktarı (kg)
P= Patlayıcı yoğunluğu ( Çizelge 2.7.’den)
2.4.2.14. Toplam Şarj Miktarı
Toplam şarj miktarı hesaplanırken patlayıcı madde farklılığı üzerinde
durulmaz. Bazen geniş kapsamlı karşılaştırma yapmak istendiğinde, patlayıcılar baz
olarak alınan patlayıcıya dönüştürülür.
Qkol QdipQt += (2.75)
Qt= Toplam şarj miktarı(kg)
2.4.2.15. Özgül Şarj Miktarı
Özgül şarj miktarı anlam olarak, 1 m³ kayayı patlatmak için kullanılan
patlayıcı madde miktarını gösterir.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
62
××=
HBSQt
q (2.76)
q= Özgül şarj miktarı (kg / m³)
2.4.2.16.Patlatma Sahasının Hacmi
A2 x A1 x H Ap = (2.77)
Ap= patlatma sahasının hacmi (m³)
H= Basamak yüksekliği
2.4.2.17. Toplam Patlayıcı Miktarı
q x ApTp = (2.78)
Tp= Toplam patlayıcı miktarı (kg)
q= Özgül şarj miktarı (kg / m³)
2.4.2.18. Toplam Delik Sayısı
××
=SBA2A1
DS (2.79)
DS= Delik Sayısı ( Adet)
A1=Patlatma sahasının eni
A2= Patlatma sahasının boyu
B=Dilim kalınlığı
S=Delikler arası mesafe
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
63
2.4.3. Parça Boyut Dağılım Analizi
Basamak patlatmalarında amaç, madencilik sektöründe, ya cevher üstünü
açmak için dekapaj kazısı, yahut cevherde üretim kazısı yapmaktır. İnşaat sektöründe
ise, temel kazıları, proje elemanlarını yerleştirme yönelik kazılar, dolgu malzemesi
elde etmeye yönelik çalışmalar veya kırma taş elde etmeye yönelik taş ocağı
işletmeleridir. Her durumda, elde edilen parça iriliğinin önemi vardır. En az etkilenen
dekapaj çalışmalarında bile, yükleyici verimini optimumda tutabilmek amacı ile
üzerinde durulmaktadır.
Patlamış malzemede elde edilen parça büyüklüğü, öncelikle jeolojik
nedenlerden yönlenir. Sedimenter kayaçlarda bu olay kendini belirgin bir şekilde
gösterir. Yinede bir patlatma mühendisinin elinde, parça dağılımını belirli oranlarda
denetleyebilecek olanlar vardır. Parçalanmayı inceltmek için şunlar yapılabilir;
-Küçük delik çapı ve dar geometri kullanılır.
-Özgül şarj, belirli bir yüzde ile arttırılır. Çok fazla arttırmak doğru değildir. Aksi
taktirde malzeme gereğinden fazla yayılabileceği gibi iç öğütme olmaz. Kolon şarjı
kuvvetlendirmek yeterli olabilir.
-Sıkılama boyu azaltılabilir.sıkılamanın hemen altına ek bir yemleme yerleştirilebilir.
Bunu yaparken savurmanın artacağı unutulmamalıdır.
-Maliyeti kurtardığı yerlerde kuvvetli patlayıcı kullanılır. Anfo içine alüminyum tozu
katılması parçalanmaya yardımcı olacaktır.
-Gecikme aralığı uygun değerlerde olmalıdır.
-En önemli gelişme S / B oranının değiştirilmesidir. Bu oranın artması parçalanmayı
önemli derecede değiştirmektedir.
Bu anlatılanların aksine bazen iri parçalanmada istenilebilmektedir. Bu durumda
şunlar yapılmalıdır;
-Büyük çaplı delikler kullanılmalıdır.
-Özgül şarj, özellikle sıkılama boyunu uzatarak, dolayısı ile kolon şarjı zayıflatarak
düşürülmelidir.
-Tek sıralı atımlar gecikme kullanmadan yapılmalıdır.
-S / B oranı 1 değerinin (ortalama 0,4 – 0,6) altında tutulmalıdır.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
64
-Basamak patlatması tasarımının sonucunda, parça boyut dağılım analizinin tespiti
için yöntem olarak Kuz-Ram modeli seçilmiştir.
Bu modelde kaya hacmi başına ortalama parça boyutu ve uygulanan patlayıcı
enerjisi arasındaki ilişki Kuznetsov (1973) tarafından kayaç faktörünün bir
fonksiyonu olarak geliştirilmiştir (Hustrulid, 1999).
6/18,0
TT
QQVoAX
= (2.80)
X = ortalama parça boyutu (cm)
A= Kaya faktörü
Vo= Bir deliğin patlatacağı hacim (m³)
QT=Toplam şarj miktarı
Parçalanma derecesini anlamak için ortalama boyut çok önemlidir. Bu Rosin-
Rammler denklemi ile verilmiştir.
R=e–(x/xc)n
Denklemde;
x=elek boyu
Xc=Karakteristik boyut (Yüzdesi saptanması istenen tane boyu)
n= üniformluk indeksi
R=elek üzerinde kalan malzeme
Rosin-Rammler denkleminden Xc yi bulursak,
n
R
xXc 11ln
= (2.81)
şeklinde alınır. kuznetsov formülü %50 elekten geçen parça boyutunu Xo olarak
vermiştir,
x= X
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
65
R=0,5’i kullanırsak,
( ) n
XXc 1693,0
= (2.82)
Yazılabilir. Buradaki üniformluk indeksini cuningham (1987) tanımlamıştır.buna
göre;
−
+
−=
HL
BWB
S
DBn 1
2
1142,2
5,0
(2.83)
Burada,
B=dilim kalınlığı (m)
S=delikler arası mesafe (m)
D=delik çapı (mm)
W=delme doğruluğundaki standart sapma (m)
W=0,1+(0,03*H)
H=basamak yüksekliği (m)
Eğer kolon ve taban şarjı uygulaması var ise,
( )
+
−
−
+
−=
HL
LCCLBCL
BWB
S
DBn
1,0
5,0
1,012
1142,2 (2.84)
yazılır. Burada;
BCL=taban şarj boyu (m)
CCL=kolon şarj boyu (m)
Eğer delik paterni kare düzeninde ise ise bu denklem uygulanır. Eğer delik
paterni şeşbeş şeklinde ise n değeri %10 yükseltilir.(%10 büyütülür).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
66
Kare delik paterni
n=n
şeşbeş delik paterni
n=n+n*0,1
2.4.3.1. Kaya Faktörü
Kaya faktörü;
Orta sert kayaçlar için = 7,
Sert çok fisürlü kayada = 10,
Sert az fisürlü kayada = 13 dir.
2.4.3.2. Detaylı Kaya Faktörü
İstenilen parçalanma derecesine bağlı olarak patlayıcı miktarı hesaplanabilir.
Cuningham (1983) tecrübelerine göre A için zayıf kayalarda 8, olmak üzere 8-12
aralığında bir değer önermiştir. Daha iyi bir A değerinin seçimi için Lilly (1986)
“Patlatılabilirlik indeksini” önermiştir (Hustrulid, 1999)
Bu eşitlik aşağıda verilmiştir.
A= 0.06 (RMD+JF+RDI+HF)
Buradaki faktörlerin neler olduğu Çizelge 2.9’da verilmiştir.
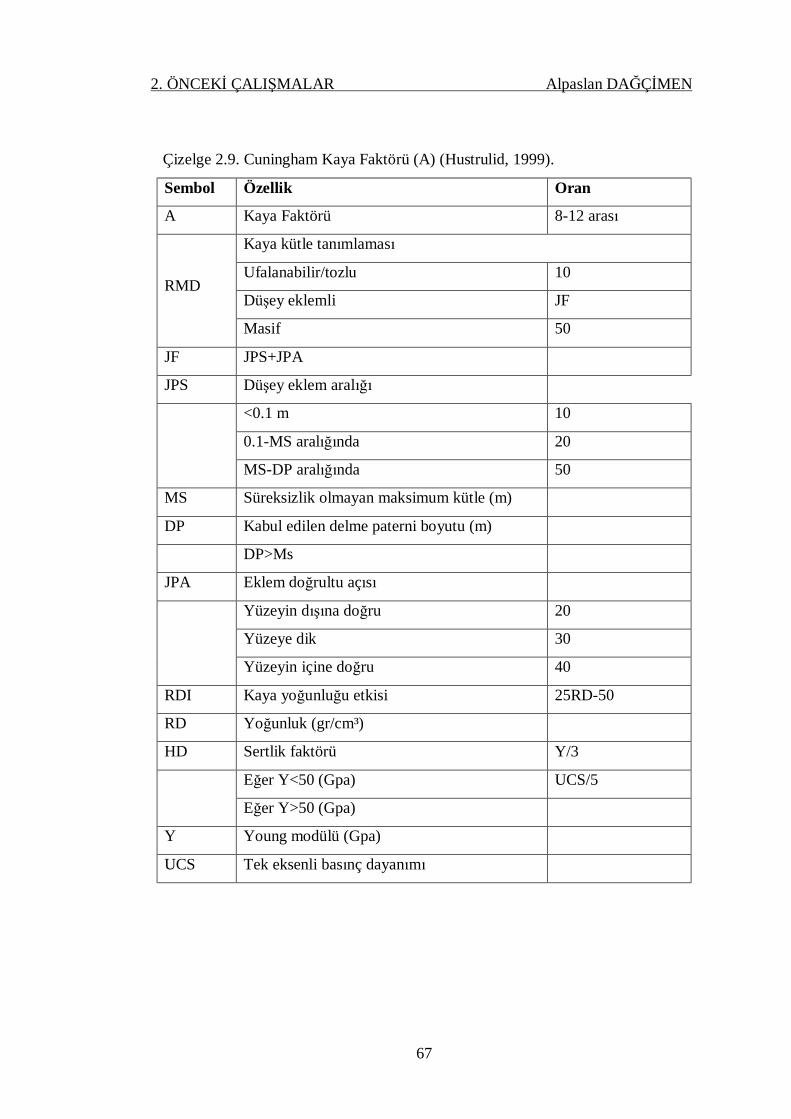
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
67
Çizelge 2.9. Cuningham Kaya Faktörü (A) (Hustrulid, 1999).
Sembol Özellik Oran
A Kaya Faktörü 8-12 arası
Kaya kütle tanımlaması
Ufalanabilir/tozlu 10
Düşey eklemli JF RMD
Masif 50
JF JPS+JPA
JPS Düşey eklem aralığı
<0.1 m 10
0.1-MS aralığında 20
MS-DP aralığında 50
MS Süreksizlik olmayan maksimum kütle (m)
DP Kabul edilen delme paterni boyutu (m)
DP>Ms
JPA Eklem doğrultu açısı
Yüzeyin dışına doğru 20
Yüzeye dik 30
Yüzeyin içine doğru 40
RDI Kaya yoğunluğu etkisi 25RD-50
RD Yoğunluk (gr/cm³)
HD Sertlik faktörü Y/3
Eğer Y<50 (Gpa) UCS/5
Eğer Y>50 (Gpa)
Y Young modülü (Gpa)
UCS Tek eksenli basınç dayanımı
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
68
2.4.3.3. Bir Deliğin Patlatacağı Hacim
H x S x BQp = (2.85)
Qp= Bir Deliğin Patlatacağı Hacim
B= Dilim Kalınlığı (m)
S= Delikler Arası Mesafeler (m)
H= Basamak Yüksekliği (m)
2.4.3.4. Toplam Şarj Miktarı
Qkol QdipQt += (2.86)
QT= Toplam Şarj miktarı (Her bir deliğe şarj edilen patlayıcı miktarı) (kg)
2.5.Tünel Patlatması
2.5.1.Tünel Patlatma Tasarımı
2.5.1.1.Patlayıcı Seçimi
Tünel patlatmalarında uzun zamandan beri, özellikle ülkemizde, nitrogliserin
esaslı dinamitler kabul görmektedir. Son zamanlarda harç tipi, ve emulsiyon tipi
patlayıcılar devreye girmeye başlamıştır.
Tünel patlatmalarında delikler, özellikle kesme bölgesinde birbirine çok yakın
delinmektedir. Gerekli önlemler alındığı takdirde;
-Birbirine yakın deliklerde bir önceki sırada patlayan delik, bir sonraki sırada
patlatması gereken deliği, siyaret patlaması yolu ile ateşleyebilmektedir. Roundun
gecikme paterni bozulduğu için kötü sonuç alınmasına yol açar.
-Birbirine yakın deliklerde bir önceki sırada patlayan delik, bir sonraki sırada
patlatması gereken delikteki patlayıcı maddedeki (özellikle toz patlayıcı ise)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
69
sıkıştırarak yoğunluğunun artmasına, patlamaya duyarlılığının azalmasına yol açar
dolayısı ile bazı delikler patlamamış ve yine patern bozulmuş olur.
-Kesme bölgesinde deliklerin çok yakın olması ve milisaniye aralıklar kullanılması
nedeni ile, eğer gereğinden kuvvetli veya yüksek konsantrasyonda patlayıcı madde
kullanılır ise, kesme bölgesindeki kaya yapısında kilitlenme meydana gelir.
Tüm bu olayların önüne geçebilmek için, öncelikle gereğinden kuvvetli
patlayıcı madde kullanmamak gerekir. İnce katmanlı zayıf kaya yapılarında titizlikle
dikkat edilmesi, ve doğru seçim yapılması gereken bir noktadır. Ülkemizde MKE.
Gom dinamitlerinin yanı sıra jelatinit adı ile de üretim yapmaktadır. Önerimiz, zayıf
kaya yapılarında jelatinit, sağlam olanlarda gom kullanılmasıdır (Erkoç, 1990).
İkinci olarak, patlayıcı maddenin delik içerisindeki dağılımını kontrol etmektir.
Deliğin içine konulması gereken miktarı yoğun bir şekilde deliğin dip
kısmına koymak yerine, daha küçük çaplı kartuşlar kullanarak, ara takozları koyarak,
delik boyunca dağıtmak daha doğru olmaktadır.
Üçüncü nokta, kullanılan yöntem ne olursa olsun, özellikle yoğun patlayıcı
bulunan delik diplerinin birbirinden minimum 0,30 m uzakta bulunmasına dikkat
edilmelidir. Bunu yaparken delik yerlerini aynada titizlikle işaretlemenin yanı sıra,
delik sapmalarını da göz önünde tutmak gerekir. Aralığın kontrol edilmesine rağmen,
kaya yapısında mevcut bir çatlak yukarıda dediğimiz istenmeyen olaylara yol
açabilir. Eğer çatlak sistemi jeolojik bir olgu ise, önlenmesi olanaksızdır. Ama çoğu
kez olduğu gibi çatlaklara patlatma tekniğimiz ile biz neden oluyor isek önüne
geçmemiz gerekir (Erkoç, 1990).
2.5.1.2. İç Açı Değerine Göre Yük Düzeltme Katsayısı
Tünel patlatmalarında özellikle kesme delikleri için yük aralığı
hesaplamalarında açılara göre düzeltme katsayıları belirlenmiştir (Çizelge 2.10.).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
70
Çizelge 2.10. İç Açı Değerine Göre Yük Düzeltme Katsayısı (Langefors, 1973).
Açı F
60 1,0
75 1,1
90 1,2
2.5.1.3.Delik Boyu
Pratikte bir tünelde, kesit genişliğinin 2/3 ünden fazla ilerleme
hedeflenmemesi gerekir. Çevreye verilen sarsıntı açısından bir sınırlandırma söz
konusu ise, yine patlayıcı maddeyi azaltmak amacı ile, ilerleme gereğinden kısa
tutulabilir. Tünel kazısında, delme-patlatma, yükleme, taşıma ve destekleme
fazlarının eşgüdümü açısından ilerleme boyu sınırlandırılabilir. Bazı zayıf kaya
yapılarında, kayacın taşıma kapasitesi düşük olabilir, ve ilerleme boyunun buna göre
saptanması hayati önem taşıyabilir.
Aslında patlatma tekniği açısından önemli, olan hedeflenen ilerleme boyunun
patlatma ile elde edilmesidir. Zaralı olan olay, belirli bir ilerleme için deliklerin
delinmesi, doldurulup patlatılması, buna rağmen ilerleme boyunca kayanın
kırılmamasıdır. Çünkü verim kaybına ek olarak, geride kalan kayaç aşırı derecede
örselendiği için, bir sonraki delme-patlatma fazından önemli güçlükler yaratacaktır.
Hedeflenen ilerleme boyunun elde edilmesinde;
-Yöntem seçimindeki hatalar,
-Seçilen yöntemin uygulanmasındaki hatalar,
-Delik delmede yön ve geometri açısından hatalar,
-Gecikme aralığının seçimindeki hatalar, sorumlu olabilmektedir.
2.5.1.4.Delik Çapı
Tünel kesiti bilindikten, özgül şarj saptandıktan sonra geriye kalan iş,
patlayıcı maddenin aynada geometrik olarak dağıtılmasıdır. Bunu saptayan eleman
da delik çapıdır.Küçülen delik çapı ile maliyet düşer, büyüyen delik çapı ile maliyet
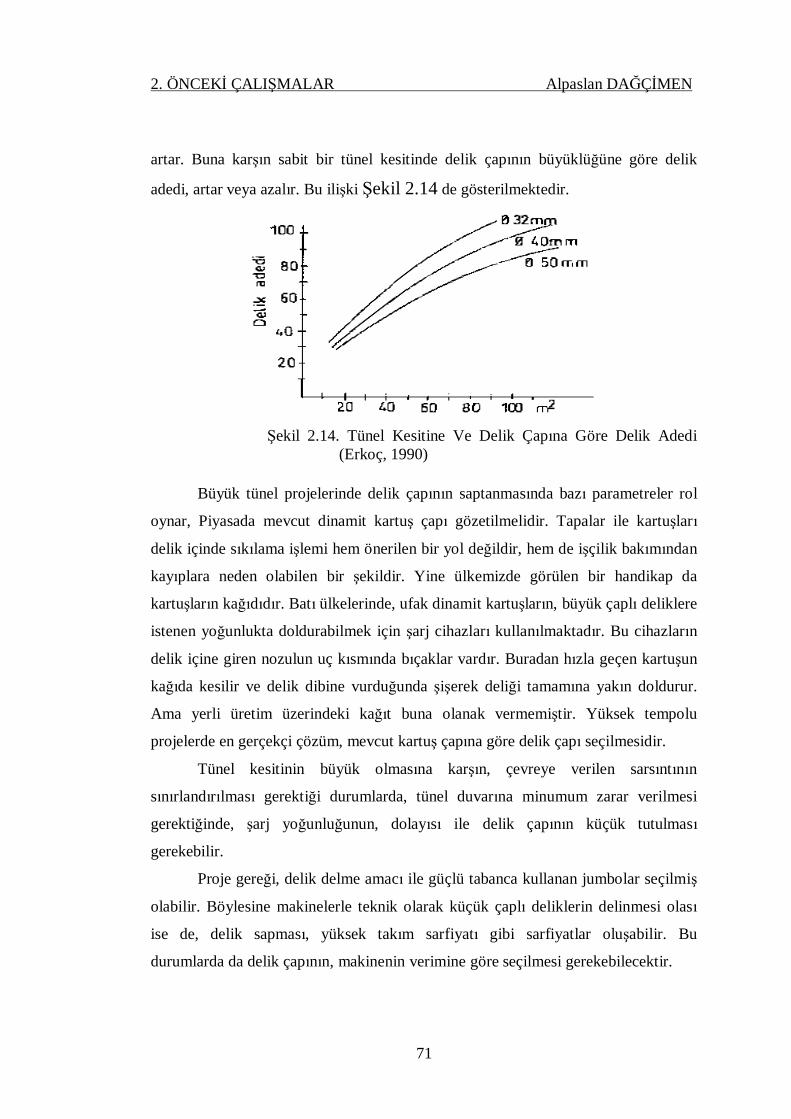
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
71
artar. Buna karşın sabit bir tünel kesitinde delik çapının büyüklüğüne göre delik
adedi, artar veya azalır. Bu ilişki Şekil 2.14 de gösterilmektedir.
Şekil 2.14. Tünel Kesitine Ve Delik Çapına Göre Delik Adedi
(Erkoç, 1990)
Büyük tünel projelerinde delik çapının saptanmasında bazı parametreler rol
oynar, Piyasada mevcut dinamit kartuş çapı gözetilmelidir. Tapalar ile kartuşları
delik içinde sıkılama işlemi hem önerilen bir yol değildir, hem de işçilik bakımından
kayıplara neden olabilen bir şekildir. Yine ülkemizde görülen bir handikap da
kartuşların kağıdıdır. Batı ülkelerinde, ufak dinamit kartuşların, büyük çaplı deliklere
istenen yoğunlukta doldurabilmek için şarj cihazları kullanılmaktadır. Bu cihazların
delik içine giren nozulun uç kısmında bıçaklar vardır. Buradan hızla geçen kartuşun
kağıda kesilir ve delik dibine vurduğunda şişerek deliği tamamına yakın doldurur.
Ama yerli üretim üzerindeki kağıt buna olanak vermemiştir. Yüksek tempolu
projelerde en gerçekçi çözüm, mevcut kartuş çapına göre delik çapı seçilmesidir.
Tünel kesitinin büyük olmasına karşın, çevreye verilen sarsıntının
sınırlandırılması gerektiği durumlarda, tünel duvarına minumum zarar verilmesi
gerektiğinde, şarj yoğunluğunun, dolayısı ile delik çapının küçük tutulması
gerekebilir.
Proje gereği, delik delme amacı ile güçlü tabanca kullanan jumbolar seçilmiş
olabilir. Böylesine makinelerle teknik olarak küçük çaplı deliklerin delinmesi olası
ise de, delik sapması, yüksek takım sarfiyatı gibi sarfiyatlar oluşabilir. Bu
durumlarda da delik çapının, makinenin verimine göre seçilmesi gerekebilecektir.
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
72
Yine yüksek tempolu tünel projelerinde, delme-patlatma verimi kadar, yükleme,
dolayısı ile fragmentasyon da önem gösterebilir. O zaman delik çapının optimum
fragmentasyonu verecek şekilde gözden geçirilmesi kaçınılmaz olacaktır.
2.5.1.5. Son Kesme Uygulaması
Yüzey patlatmalarında olduğu gibi, ön-kesme deliklerini çok önceden atma
olanağı yoktur. Tüm deliklerin aynı anda atılması bir gerekliliktir. İşte bu neden ile
son-kesme daha başarılı sonuçlar vermektedir.
Yüzeyin düzgünlüğü için yapılan her çaba aşırı maliyet getirmektedir. Yüzey
kalitesi konuşulurken durulacak noktayı iyi belirlemek gerekmektedir. Bir çok
projede, çok pahalı patlayıcılar kullanılmasına, delik delmede yeterli titizlik
gösterilmemiş ve para harcamasına rağmen istenilen yüzey kalitesine
ulaşılamamıştır. Yine bazı projelerde, hem doğru patlayıcı seçilmiş, hem de titiz
delik delinmiştir. Ama uygulamada yanlış gecikme paterni yüzünden yinede sonuç
alınamamıştır. Tüm bu olayların analizini belirleyip doğru tanım yapmakta büyük
yararlar vardır ve çözüm her zaman için pahalı ve kaliteli patlayıcı madde ve
aksesuar almak değildir.
Eğer tünel patlatmasında son-kesme uygulanacak ise duvar delikleri ve tavan
delikleri delinmez. Bu delikler son-kesme uygulanmıyor ise delinir. Tünel yüzeyinde
açılan deliklerin isimleri ve yerleri Şekil 2.15 de gösterildiği gibidir (Erkoç, 1990).
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
73
Şekil 2.15. Tünel Kesitine Ve Delik Çapına Göre Delik Adedinin Şematik
Görünümü (Erkoç, 1990)
2.5.2. Tünel Patlatma Tasarım Sonuçları
2.5.2.1. Kesme Delikleri
Dip şarj yoğunluğu
1000414,3 2
××××
=SPDIdip (kg/m) (2.87)
D= delik çapı (mm)
P= Patlayıcının yoğunluğu (Çizelge 2.7. den)
S= Patlayıcının kuvveti (Çizelge 2.7. den)
Yük aralığı
f x (30/D) x dip I V = (2.88)
Idip= Dip şarj yoğunluğu
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
74
f= İç açı değerine göre yük düzeltme katsayısı
Delikler arası uzaklık
S=0,8 x V (m)
Dip uzunluğu
L dip = L / 3
L= Delik boyu (m)
Kolon şarj yoğunluğu
I kol= 0,5 x I dip (kg/m)
Sıkılama boyu
T= 0,3 x V (m)
Kolon şarj uzunluğu
Lkol=L – (Ldip + T) (m)
Toplam patlayıcı miktarı
Qkol= Lkol x Ikol
Qkol= Kolon şarj miktarı (kg)
Qdip= Ldip x Idip
Qdip= Dip şarj miktarı (kg)
Qtop= Qkol + Qdip (kg)
Qtop=Toplam şarj miktarı
2.5.2.2.Tarama Delikleri
Dip şarj yoğunluğu (Şekil 2.16.)
1000414,3 2
××××
=SPDIdip (2.89)
D= delik çapı (mm)
P= Patlayıcının yoğunluğu ( Çizelge 2.7’den)
S= Patlayıcının kuvveti ( Çizelge 2.7’den)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
75
Yük aralığı
(30/D) x dip I V = (2.90)
Idip= Dip şarj yoğunluğu
Delikler arası uzaklık
S= V (m)
Dip uzunluğu
L/3 dip L = (2.91)
L= Delik boyu (m)
Kolon şarj yoğunluğu
dip I 0,5 kol I ×= (kg/m) (2.92)
Sıkılama boyu
V 0,5 T ×= (m) (2.93)
Kolon şarj uzunluğu
T)(Ldip-LLkol += (m) (2.94)
Toplam patlayıcı miktarı
Ikol Lkol Qkol ×= (2.95)
Qkol= Kolon şarj miktarı (kg)
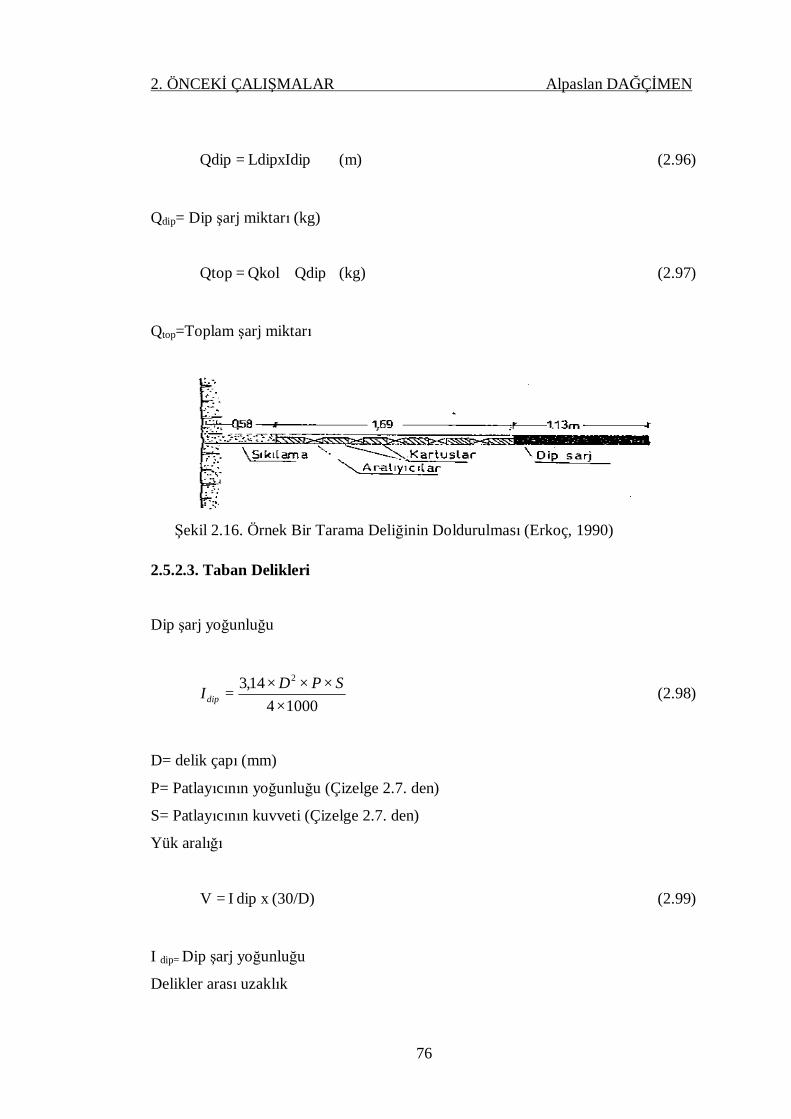
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
76
LdipxIdip Qdip = (m) (2.96)
Qdip= Dip şarj miktarı (kg)
Qdip Qkol Qtop += (kg) (2.97)
Qtop=Toplam şarj miktarı
Şekil 2.16. Örnek Bir Tarama Deliğinin Doldurulması (Erkoç, 1990)
2.5.2.3. Taban Delikleri
Dip şarj yoğunluğu
1000414,3 2
××××
=SPDIdip (2.98)
D= delik çapı (mm)
P= Patlayıcının yoğunluğu (Çizelge 2.7. den)
S= Patlayıcının kuvveti (Çizelge 2.7. den)
Yük aralığı
(30/D) x dip I V = (2.99)
I dip= Dip şarj yoğunluğu
Delikler arası uzaklık
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
77
V 0,8S ×= (m) (2.100)
Dip uzunluğu
L dip L = (m) (2.101)
L= Delik boyu (m)
2.5.2.4. Duvar Delikleri (Son Kesme uygulanmıyor ise)
Dip şarj yoğunluğu
1000414,3 2
××××
=SPDIdip (2.102)
D= delik çapı (mm)
P= Patlayıcının yoğunluğu (Çizelge 2.7. den)
S= Patlayıcının kuvveti (Çizelge 2.7. den)
Yük aralığı
(30/D) x dip I V = (2.103)
I dip= Dip şarj yoğunluğu
Delikler arası uzaklık
VS = (m) (2.104)
Dip uzunluğu
4 / L dip L = (2.105)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
78
L= Delik boyu (m)
Kolon şarj yoğunluğu
dip I x 0,4 kol I = (kg/m) (2.106)
Sıkılama boyu
V x 0,5 T = (m) (2.107)
Kolon şarj uzunluğu
T) (Ldip LLkol += (m) (2.108)
Toplam patlayıcı miktarı
Ikol x Lkol Qkol = (kg) (2.109)
Qkol= Kolon şarj miktarı (kg)
Idip x Ldip Qdip = (2.110)
Qdip= Dip şarj miktarı (kg)
Qdip Qkol Qtop += (2.111)
Qtop=Toplam şarj
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
79
2.5.2.5. Tavan Delikleri (Son Kesme Uygulanmıyor İse)
Dip şarj yoğunluğu
1000414,3 2
××××
=SPDIdip (2.112)
D= delik çapı (mm)
P= Patlayıcının yoğunluğu
S= Patlayıcının kuvveti
Yük aralığı
(30/D) x dip I V = (2.113)
I dip= Dip şarj yoğunluğu
Delikler arası uzaklık
S=V (m)
Dip uzunluğu
6 / L dip L = (2.114)
L= Delik boyu (m)
Kolon şarj yoğunluğu
dip(kg/m) I x 0,4 kol I = (2.115)
Sıkılama boyu
V x 0,5 T = (2.116)
2. ÖNCEKİ ÇALIŞMALAR Alpaslan DAĞÇİMEN
80
Kolon şarj uzunluğu
T) (Ldip LLkol += (2.117)
Toplam patlayıcı miktarı
Ikol x Lkol Qkol = (2.118)
Qkol= Kolon şarj miktarı (kg)
Idip x Ldip Qdip = (2.119)
Qdip= Dip şarj miktarı (kg)
Qtop=Toplam şarj
Qdip Qkol Qtop += (2.120)
3. MATERYAL VE METOD Alpaslan DAĞÇİMEN
80
3. MATERYAL VE METOD
Önceki çalışmalar bölümünde kısa özeti verilen çalışmaların çoğu yalnızca
belirli bir amaca hizmet eder. Yani ya basamak patlatması tasarımı yapar, ya tünel
patlatma tasarımı yapar, ya parça boyutu analizi yapar, yada çevresel sorun analizi
yapar. Bazı yazılımlar ise basamak patlatma tasarımı ile birlikte parça boyut dağılım
tahmini yapar.Aynı program içerisinde, basamak patlatma tasarımı, tünel patlatma
tasarımı ve parça boyut analizi yapan bir yazılım görülemediğinden, kullanıcılara
kolaylık sağlamak ve çok amaçlı yazılım konusunda bir adım atmak için, hem parça
boyut analizi hemde basamak ve tünel patlatma tasarımı yapabilen bir program
yazmak bu çalışmanın amaçları arasındadır.
Delme-patlatma’ da etkili olan parametrelerin incelenmesi ve buna bağlı
olarak hazırlanan bilgisayar programının ilişkilerinin araştırıldığı bu çalışma;
Büro çalışmaları,
Saha uygulamaları ,
olmak üzere iki aşamada gerçekleştirilmiştir.
3.1. Büro Çalışmaları
Daha önceden yapılmış olan saha ve laboratuar çalışmaları incelenmesi
sonucunda patlatma dizaynı için uygulanmakta olan bazı yaklaşımlar incelenmiştir.
Delme-patlatma dizaynı için VISUAL BASIC yazılım dilinde Basamak patlatmaları
Parça boyut dağılım analizi ve tünel patlatmaları için delALPat isminde bir bilgisayar
programı yazılmıştır.
3.2. Saha uygulamaları
Hazırlanan delALPat programı, çeşitli işletmelerin patlatma verileri
kullanılarak çalıştırılmış ve elde edilen sonuçlar, işletmelerin patlatma sonuçları ile
karşılaştırılmıştır.
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
81
4. ARAŞTIRMA BULGULARI
Bu çalışmada, delme-patlatmaya etki eden parametreler araştırılmış, Yapılan
patlatma dizaynlarının daha çabuk tasarlana bilmesi ve hesaplamalar sırasındaki
hataların minimum seviyeye indirilebilmesi için, bir çok yaklaşım incelenmiştir. Bu
incelemelerin sonucunda Langefors’un yaklaşımı, parça boyut dağılımı için ise Kuz-
Ram yaklaşımı seçilmiştir. Seçilen yaklaşımlar ve genel kabul gören kurallara göre
Visual Basic programlama dili kullanılarak delALPat adında bir bilgisayar programı
hazırlanmıştır. Programın içeriği Basamak patlatması ve tünel patlatması olarak iki
aşamadan oluşturulmuştur. Basamak patlatması da kendi içinde Basamak patlatma
dizaynı, parça boyut analizi ve grafik çizimi olarak 3 ana başlık altında toplanmıştır.
Bu program patlatma mühendislerine birincil tasarımlarını kolay ve hızlı bir şekilde
yapabilmelerini sağlamaktadır. Programın algoritması ve akış diyagramı Şekil 4.2 ve
Şekil 4.3’de verilmiştir.
4.1. Patlatma Tasarımı İçin Bir Bilgisayar Programı (delALPat)
Program çalıştırıldığında gelen sayfa üzerinden gerçekleştirilecek olan
patlatma operasyonunun Basamak patlatması mı yoksa Tünel patlatması mı olduğu
seçilmelidir. Şekil 4.1.’de programın giriş sayfası gösterilmektedir.
Şekil 4.1. Giriş Sayfası “Delme-patlatma Yönteminin Belirlenmesi”.
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
82
delALPat programının akış diyagramları ve algoritması şu şekildedir;
Basamak Patlatması
Şekil 4.2. delALPat Programı Akış Diyagramı (Basamak Patlatması).
Basamak Patlatma Dizaynı
-Delik Çapı Giriniz (mm) -Kaya Katsayısı Giriniz -Kolon Şarjı için Patlayıcı Seçiniz -Dip Şarjı için Patlayıcı Seçiniz -Delik Taban Zorluğu için Eğim Açısı Seçiniz -Basamak Yüksekliği Giriniz -Patlatma Sahasının Eni (m) - Patlatma Sahasının boyu (m)
Tasarım Sonuçları Maksimum Dilim Kalınlığı Alt Delme Değeri Delik Boyu Delgi Hatası Dilim Kalınlığı Delikler arası uzaklık Özgül Delik Boyu Dip Şarj Uzunluğu Delik Kesiti Dip Şarj Miktarı Sıkılama Boyu Kolon Şarj Boyu Kolon Şarj Miktarı Toplam Şarj Miktarı Özgül Şarj Miktarı Patlatma Sahası Hacmi Toplam Patlayıcı Miktarı Toplam Delik sayısı Basamak Yüksekliği
Grafik Çizdir
Parça Boyut Dağılımı Analizi
Hesapla
-Kaya Faktörü Seçiniz
-Bir Deliğin Patlatacağı Hacmi Giriniz -Toplam Şarj Miktarını Giriniz
Hesapla
-Detaylı Kaya Faktörü Seçiniz
-Düşey Eklem Aralığı Seçiniz -Eklem Doğrultu Açısı Seçiniz -Kaya Kütle Tanımlaması Seçiniz -Yoğunluk Giriniz (gr/cm³) -Young Modülü Giriniz (Gpa) -Tek Eksenli Basma Dayanımı Giriniz
Hesapla
Ortalama Tane Boyu
Ortalama Tane Boyu
Manuel grafik çizimi
- Delik çapı (mm) -Delikler arası mesafe (m) -Dilim kalınlığı (m) -Toplam şarj boyu (m) -Basamak yüksekliği (m) -Şarj şekli -Taban şarj boyu (m) -Kolon şarj boyu (m) -Delik paterni -Ortalama blok boyu (cm) -Elek aralığı (cm)
Grafik Çizdir
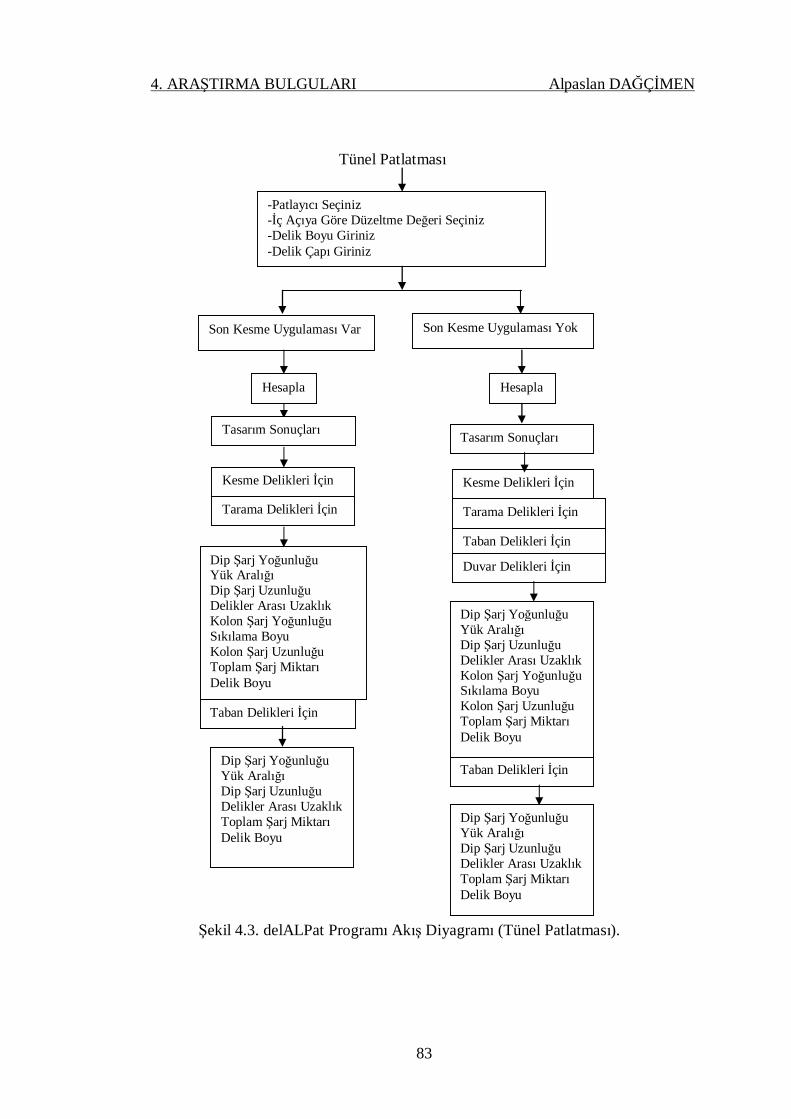
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
83
Tünel Patlatması
Şekil 4.3. delALPat Programı Akış Diyagramı (Tünel Patlatması).
-Patlayıcı Seçiniz -İç Açıya Göre Düzeltme Değeri Seçiniz -Delik Boyu Giriniz -Delik Çapı Giriniz
Son Kesme Uygulaması Var Son Kesme Uygulaması Yok
Hesapla Hesapla
Dip Şarj Yoğunluğu Yük Aralığı Dip Şarj Uzunluğu Delikler Arası Uzaklık Kolon Şarj Yoğunluğu Sıkılama Boyu Kolon Şarj Uzunluğu Toplam Şarj Miktarı Delik Boyu
Tasarım Sonuçları
Kesme Delikleri İçin Tarama Delikleri İçin
Taban Delikleri İçin
Dip Şarj Yoğunluğu Yük Aralığı Dip Şarj Uzunluğu Delikler Arası Uzaklık Toplam Şarj Miktarı Delik Boyu
Tasarım Sonuçları
Kesme Delikleri İçin Tarama Delikleri İçin Taban Delikleri İçin Duvar Delikleri İçin
Dip Şarj Yoğunluğu Yük Aralığı Dip Şarj Uzunluğu Delikler Arası Uzaklık Kolon Şarj Yoğunluğu Sıkılama Boyu Kolon Şarj Uzunluğu Toplam Şarj Miktarı Delik Boyu
Taban Delikleri İçin
Dip Şarj Yoğunluğu Yük Aralığı Dip Şarj Uzunluğu Delikler Arası Uzaklık Toplam Şarj Miktarı Delik Boyu
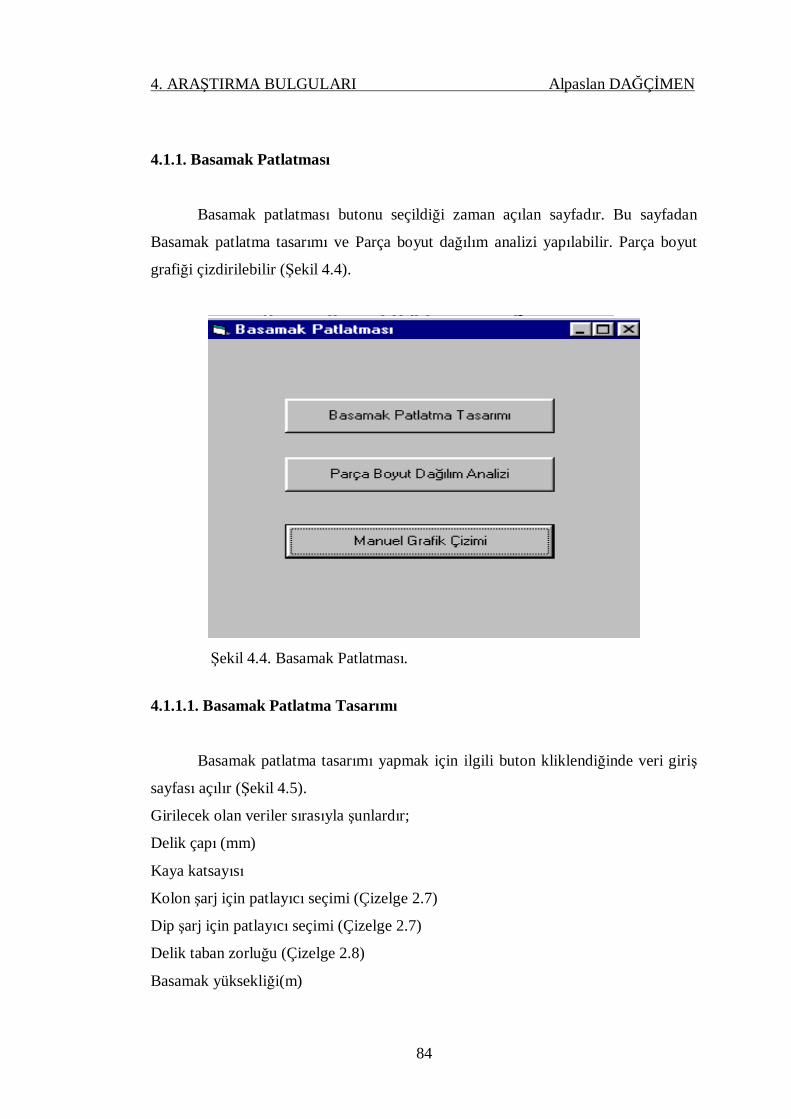
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
84
4.1.1. Basamak Patlatması
Basamak patlatması butonu seçildiği zaman açılan sayfadır. Bu sayfadan
Basamak patlatma tasarımı ve Parça boyut dağılım analizi yapılabilir. Parça boyut
grafiği çizdirilebilir (Şekil 4.4).
Şekil 4.4. Basamak Patlatması.
4.1.1.1. Basamak Patlatma Tasarımı
Basamak patlatma tasarımı yapmak için ilgili buton kliklendiğinde veri giriş
sayfası açılır (Şekil 4.5).
Girilecek olan veriler sırasıyla şunlardır;
Delik çapı (mm)
Kaya katsayısı
Kolon şarj için patlayıcı seçimi (Çizelge 2.7)
Dip şarj için patlayıcı seçimi (Çizelge 2.7)
Delik taban zorluğu (Çizelge 2.8)
Basamak yüksekliği(m)
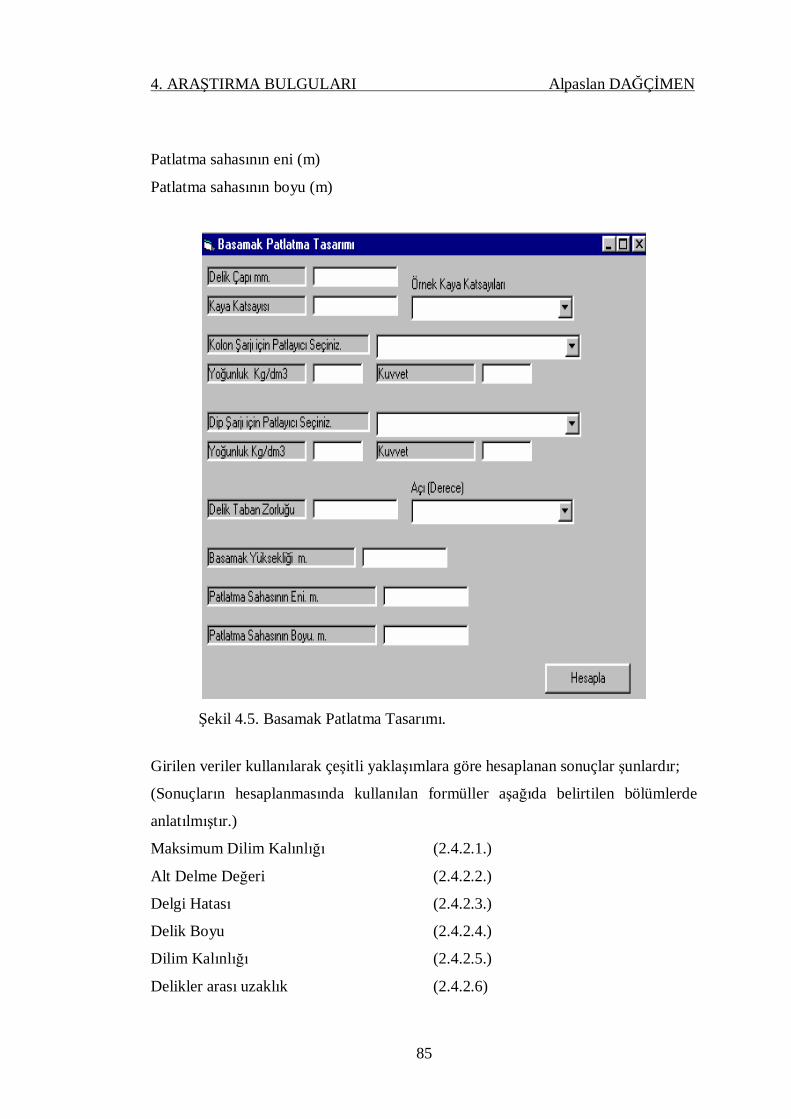
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
85
Patlatma sahasının eni (m)
Patlatma sahasının boyu (m)
Şekil 4.5. Basamak Patlatma Tasarımı.
Girilen veriler kullanılarak çeşitli yaklaşımlara göre hesaplanan sonuçlar şunlardır;
(Sonuçların hesaplanmasında kullanılan formüller aşağıda belirtilen bölümlerde
anlatılmıştır.)
Maksimum Dilim Kalınlığı (2.4.2.1.)
Alt Delme Değeri (2.4.2.2.)
Delgi Hatası (2.4.2.3.)
Delik Boyu (2.4.2.4.)
Dilim Kalınlığı (2.4.2.5.)
Delikler arası uzaklık (2.4.2.6)
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
86
Özgül Delik Boyu (2.4.2.7.)
Dip Şarj Uzunluğu (2.4.2.8.)
Delik Kesiti (2.4.2.9.)
Dip Şarj Miktarı (2.4.2.10)
Sıkılama Boyu (2.4.2.11.)
Kolon Şarj Boyu (2.4.2.12.)
Kolon Şarj Miktarı (2.4.2.13.)
Toplam Şarj Miktarı (2.4.2.14.)
Özgül Şarj Miktarı (2.4.2.15.)
Patlatma Sahası Hacmi (2.4.2.16.)
Toplam Patlayıcı Miktarı (2.4.2.17.)
Toplam Delik sayısı (2.4.2.18.)
Bu sonuçlar, hesapla butonuna tıklandıktan sonra Şekel.4.6’da görülen sonuç
sayfası açılır ve sonuçlar görülür.
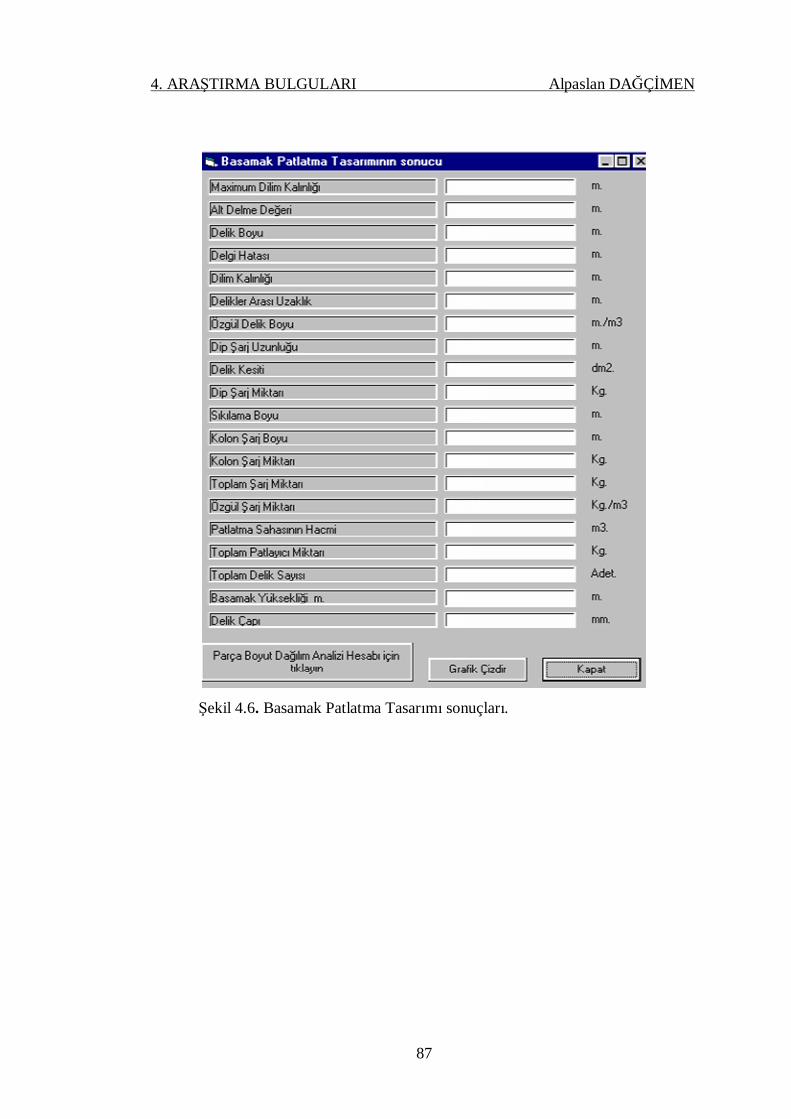
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
87
Şekil 4.6. Basamak Patlatma Tasarımı sonuçları.
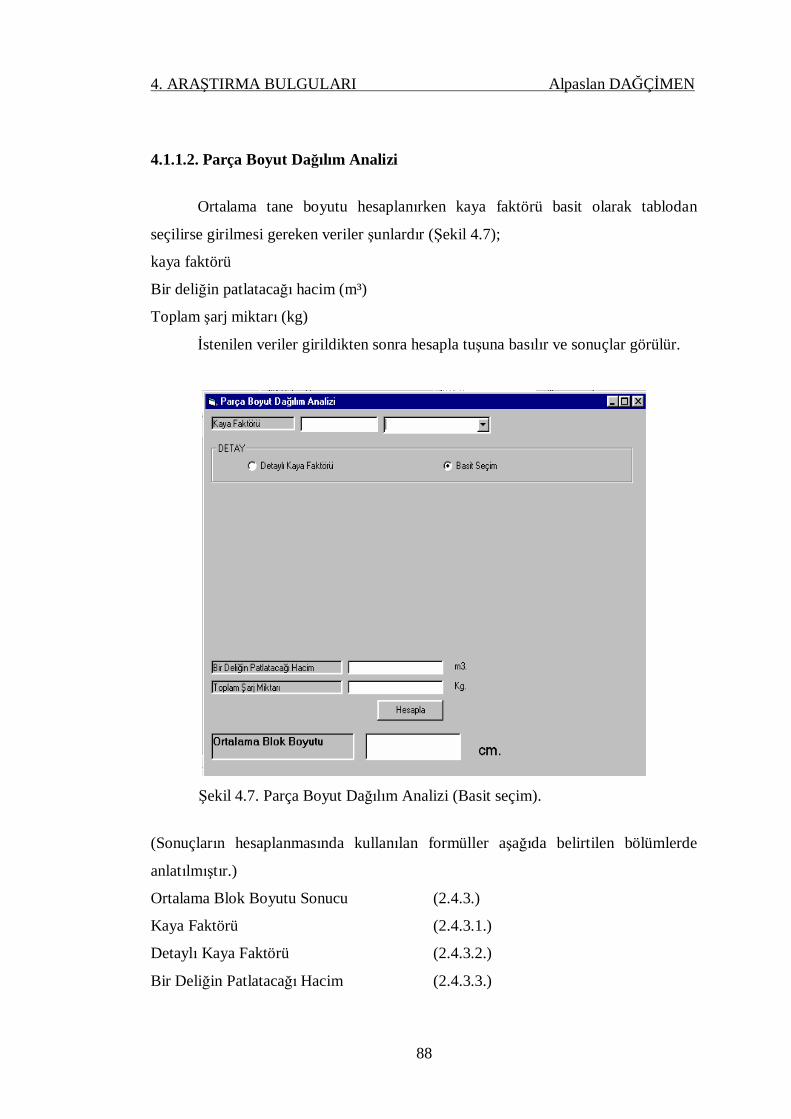
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
88
4.1.1.2. Parça Boyut Dağılım Analizi
Ortalama tane boyutu hesaplanırken kaya faktörü basit olarak tablodan
seçilirse girilmesi gereken veriler şunlardır (Şekil 4.7);
kaya faktörü
Bir deliğin patlatacağı hacim (m³)
Toplam şarj miktarı (kg)
İstenilen veriler girildikten sonra hesapla tuşuna basılır ve sonuçlar görülür.
Şekil 4.7. Parça Boyut Dağılım Analizi (Basit seçim).
(Sonuçların hesaplanmasında kullanılan formüller aşağıda belirtilen bölümlerde
anlatılmıştır.)
Ortalama Blok Boyutu Sonucu (2.4.3.)
Kaya Faktörü (2.4.3.1.)
Detaylı Kaya Faktörü (2.4.3.2.)
Bir Deliğin Patlatacağı Hacim (2.4.3.3.)
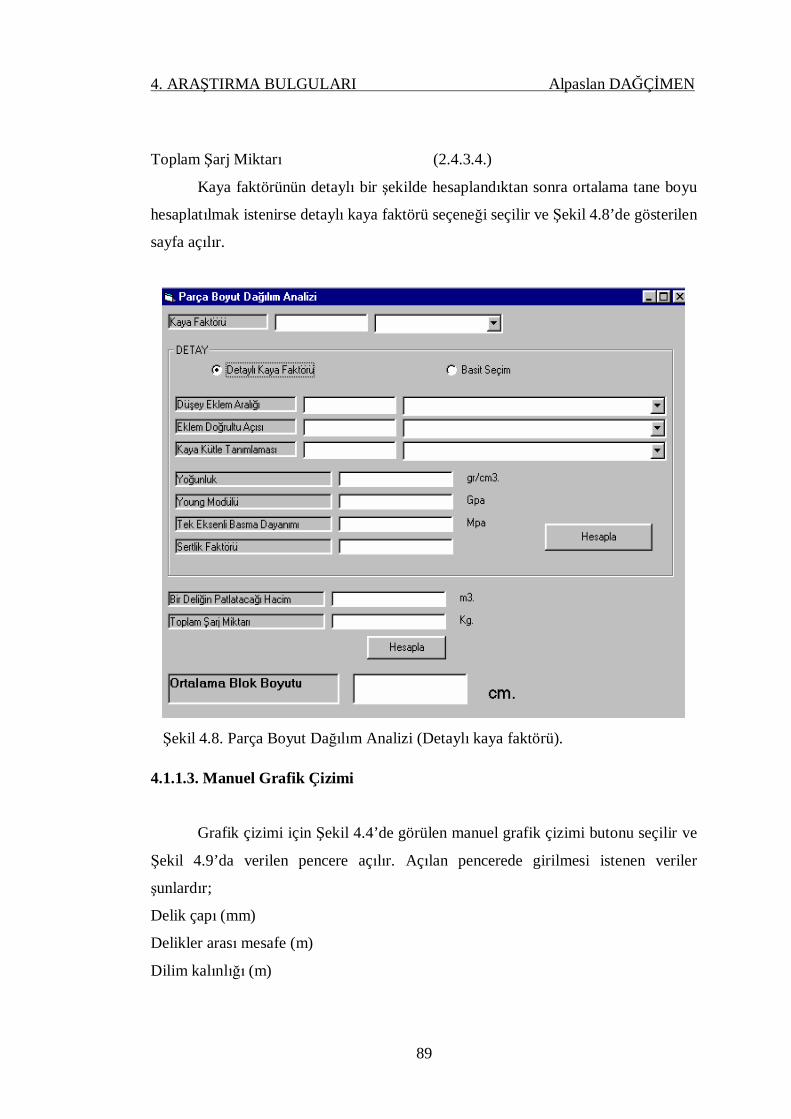
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
89
Toplam Şarj Miktarı (2.4.3.4.)
Kaya faktörünün detaylı bir şekilde hesaplandıktan sonra ortalama tane boyu
hesaplatılmak istenirse detaylı kaya faktörü seçeneği seçilir ve Şekil 4.8’de gösterilen
sayfa açılır.
Şekil 4.8. Parça Boyut Dağılım Analizi (Detaylı kaya faktörü).
4.1.1.3. Manuel Grafik Çizimi
Grafik çizimi için Şekil 4.4’de görülen manuel grafik çizimi butonu seçilir ve
Şekil 4.9’da verilen pencere açılır. Açılan pencerede girilmesi istenen veriler
şunlardır;
Delik çapı (mm)
Delikler arası mesafe (m)
Dilim kalınlığı (m)
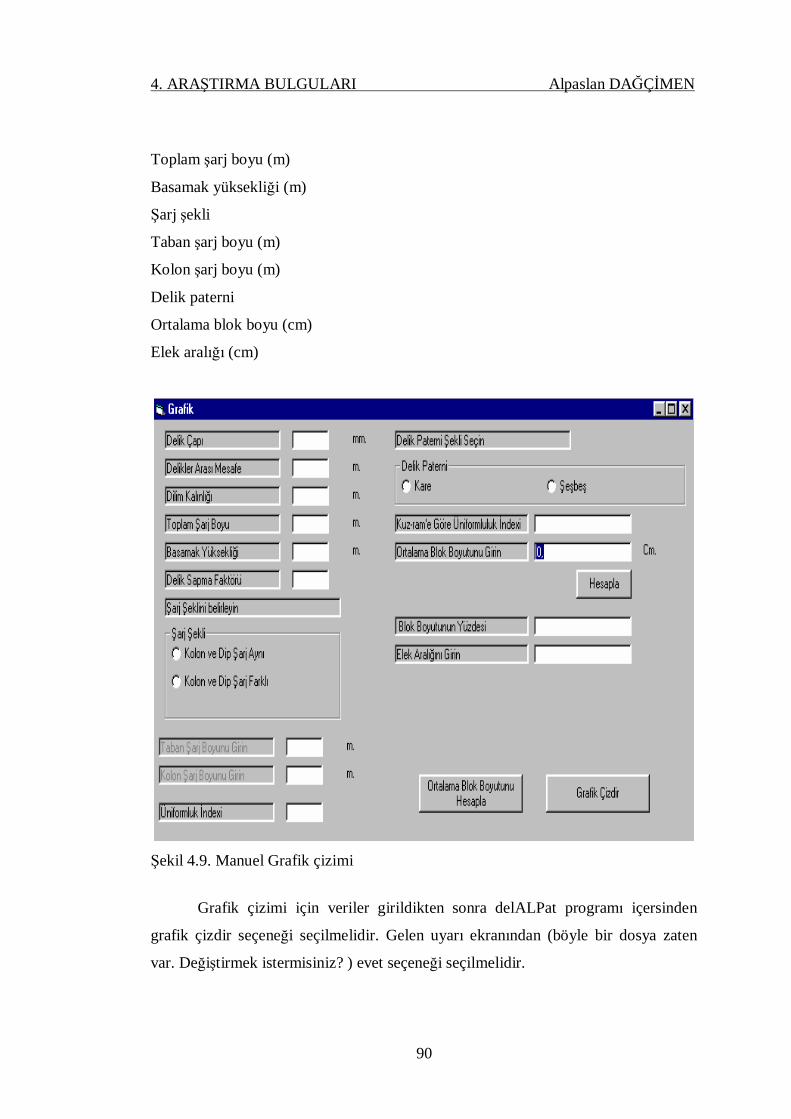
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
90
Toplam şarj boyu (m)
Basamak yüksekliği (m)
Şarj şekli
Taban şarj boyu (m)
Kolon şarj boyu (m)
Delik paterni
Ortalama blok boyu (cm)
Elek aralığı (cm)
Şekil 4.9. Manuel Grafik çizimi
Grafik çizimi için veriler girildikten sonra delALPat programı içersinden
grafik çizdir seçeneği seçilmelidir. Gelen uyarı ekranından (böyle bir dosya zaten
var. Değiştirmek istermisiniz? ) evet seçeneği seçilmelidir.
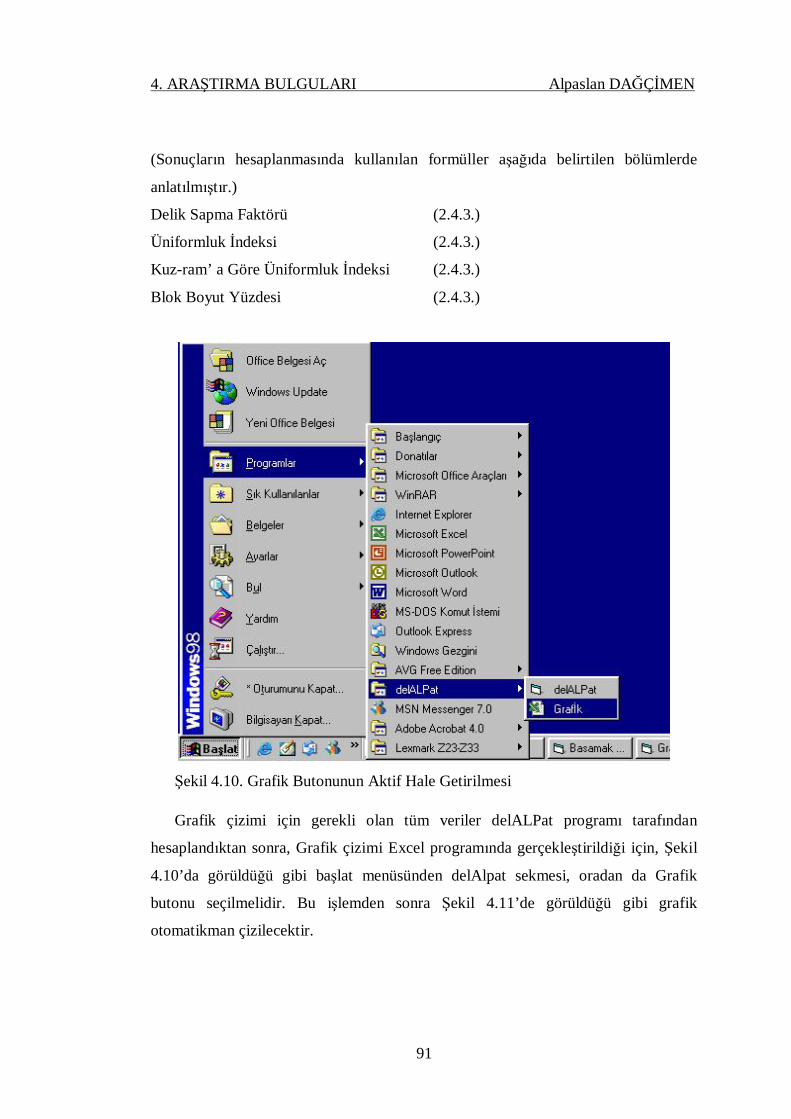
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
91
(Sonuçların hesaplanmasında kullanılan formüller aşağıda belirtilen bölümlerde
anlatılmıştır.)
Delik Sapma Faktörü (2.4.3.)
Üniformluk İndeksi (2.4.3.)
Kuz-ram’ a Göre Üniformluk İndeksi (2.4.3.)
Blok Boyut Yüzdesi (2.4.3.)
Şekil 4.10. Grafik Butonunun Aktif Hale Getirilmesi
Grafik çizimi için gerekli olan tüm veriler delALPat programı tarafından
hesaplandıktan sonra, Grafik çizimi Excel programında gerçekleştirildiği için, Şekil
4.10’da görüldüğü gibi başlat menüsünden delAlpat sekmesi, oradan da Grafik
butonu seçilmelidir. Bu işlemden sonra Şekil 4.11’de görüldüğü gibi grafik
otomatikman çizilecektir.
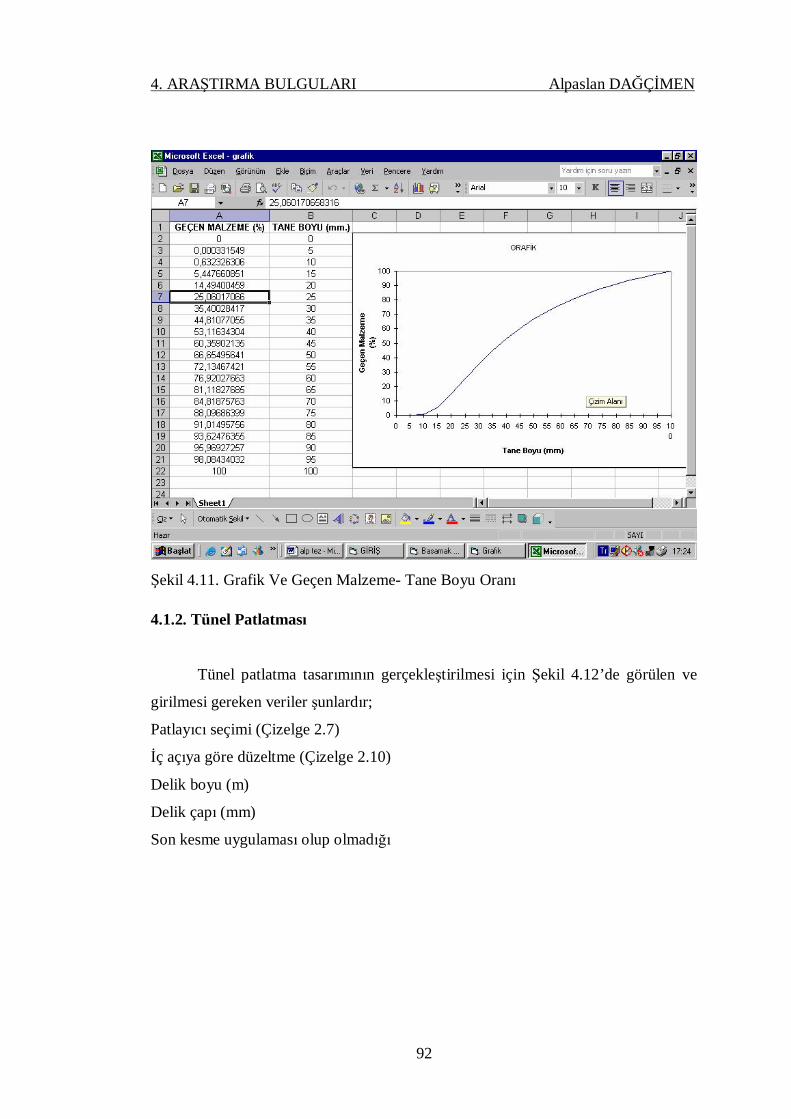
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
92
Şekil 4.11. Grafik Ve Geçen Malzeme- Tane Boyu Oranı 4.1.2. Tünel Patlatması
Tünel patlatma tasarımının gerçekleştirilmesi için Şekil 4.12’de görülen ve
girilmesi gereken veriler şunlardır;
Patlayıcı seçimi (Çizelge 2.7)
İç açıya göre düzeltme (Çizelge 2.10)
Delik boyu (m)
Delik çapı (mm)
Son kesme uygulaması olup olmadığı
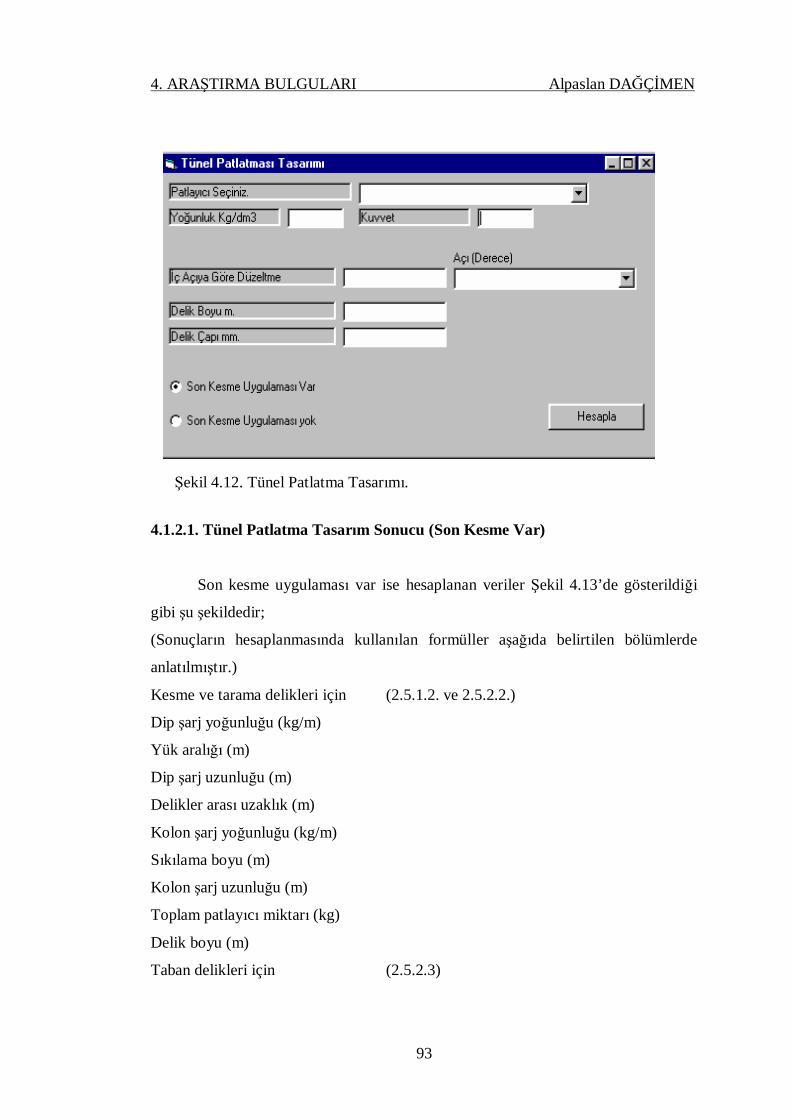
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
93
Şekil 4.12. Tünel Patlatma Tasarımı.
4.1.2.1. Tünel Patlatma Tasarım Sonucu (Son Kesme Var)
Son kesme uygulaması var ise hesaplanan veriler Şekil 4.13’de gösterildiği
gibi şu şekildedir;
(Sonuçların hesaplanmasında kullanılan formüller aşağıda belirtilen bölümlerde
anlatılmıştır.)
Kesme ve tarama delikleri için (2.5.1.2. ve 2.5.2.2.)
Dip şarj yoğunluğu (kg/m)
Yük aralığı (m)
Dip şarj uzunluğu (m)
Delikler arası uzaklık (m)
Kolon şarj yoğunluğu (kg/m)
Sıkılama boyu (m)
Kolon şarj uzunluğu (m)
Toplam patlayıcı miktarı (kg)
Delik boyu (m)
Taban delikleri için (2.5.2.3)
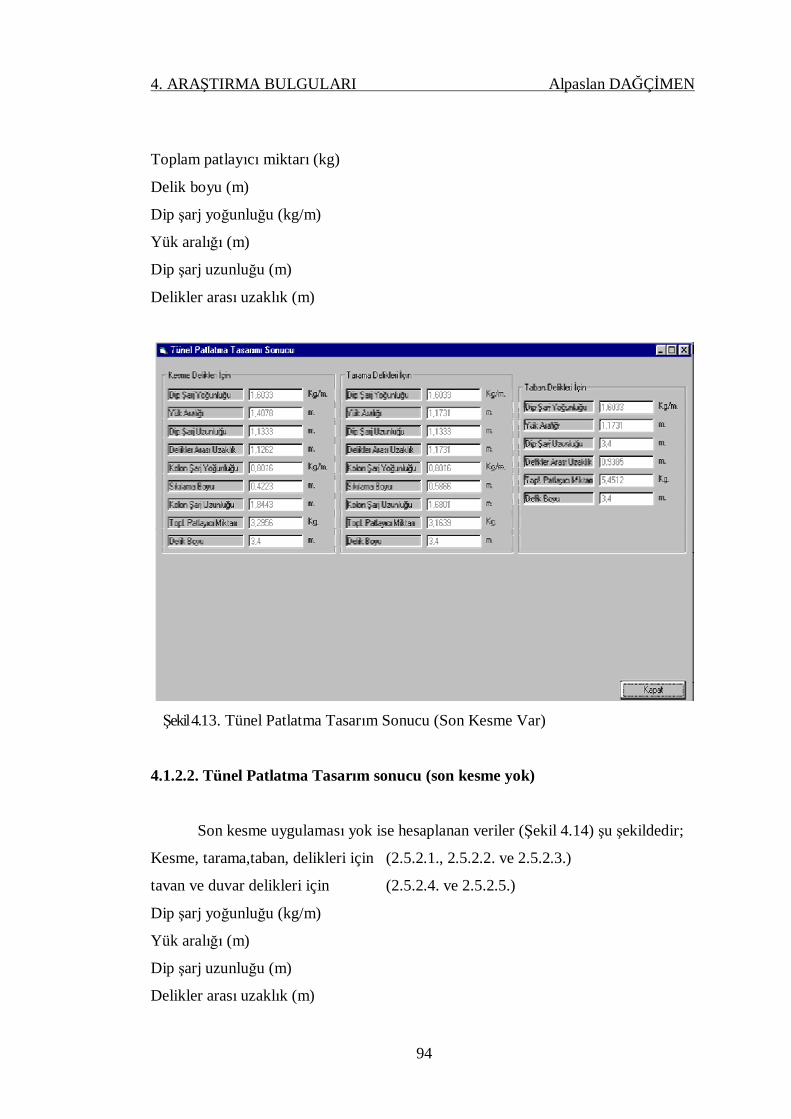
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
94
Toplam patlayıcı miktarı (kg)
Delik boyu (m)
Dip şarj yoğunluğu (kg/m)
Yük aralığı (m)
Dip şarj uzunluğu (m)
Delikler arası uzaklık (m)
Şekil 4.13. Tünel Patlatma Tasarım Sonucu (Son Kesme Var)
4.1.2.2. Tünel Patlatma Tasarım sonucu (son kesme yok)
Son kesme uygulaması yok ise hesaplanan veriler (Şekil 4.14) şu şekildedir;
Kesme, tarama,taban, delikleri için (2.5.2.1., 2.5.2.2. ve 2.5.2.3.)
tavan ve duvar delikleri için (2.5.2.4. ve 2.5.2.5.)
Dip şarj yoğunluğu (kg/m)
Yük aralığı (m)
Dip şarj uzunluğu (m)
Delikler arası uzaklık (m)
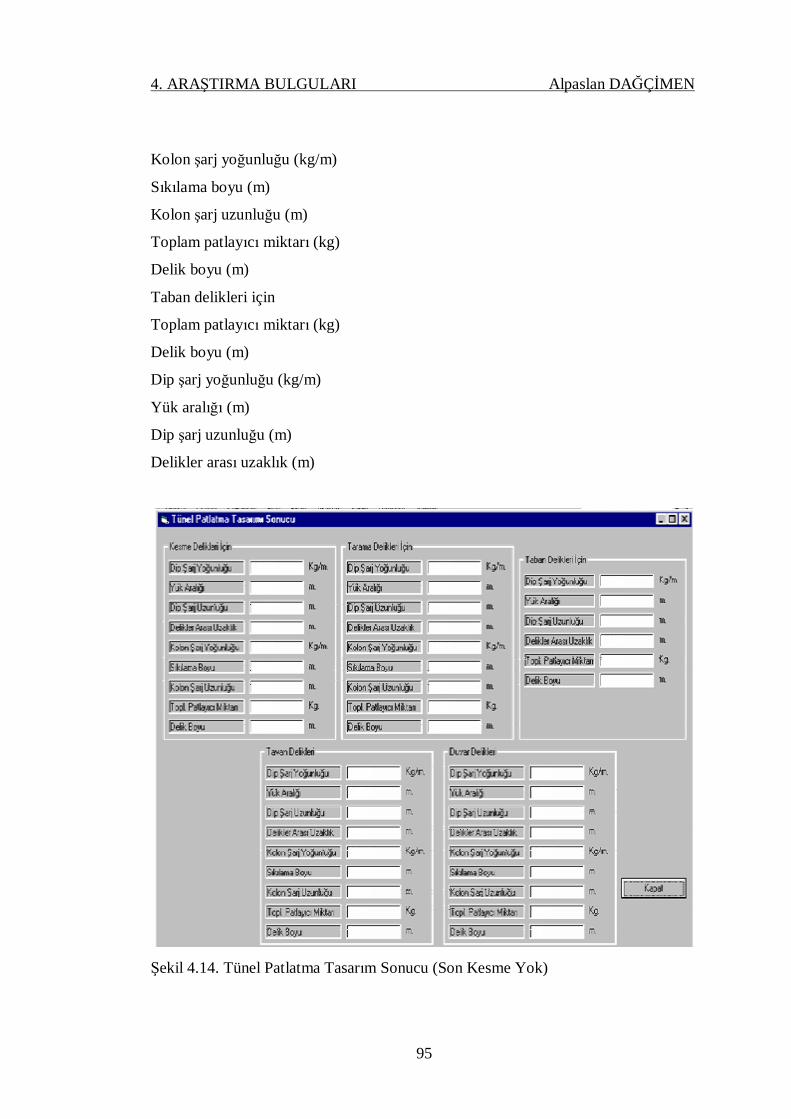
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
95
Kolon şarj yoğunluğu (kg/m)
Sıkılama boyu (m)
Kolon şarj uzunluğu (m)
Toplam patlayıcı miktarı (kg)
Delik boyu (m)
Taban delikleri için
Toplam patlayıcı miktarı (kg)
Delik boyu (m)
Dip şarj yoğunluğu (kg/m)
Yük aralığı (m)
Dip şarj uzunluğu (m)
Delikler arası uzaklık (m)
Şekil 4.14. Tünel Patlatma Tasarım Sonucu (Son Kesme Yok)
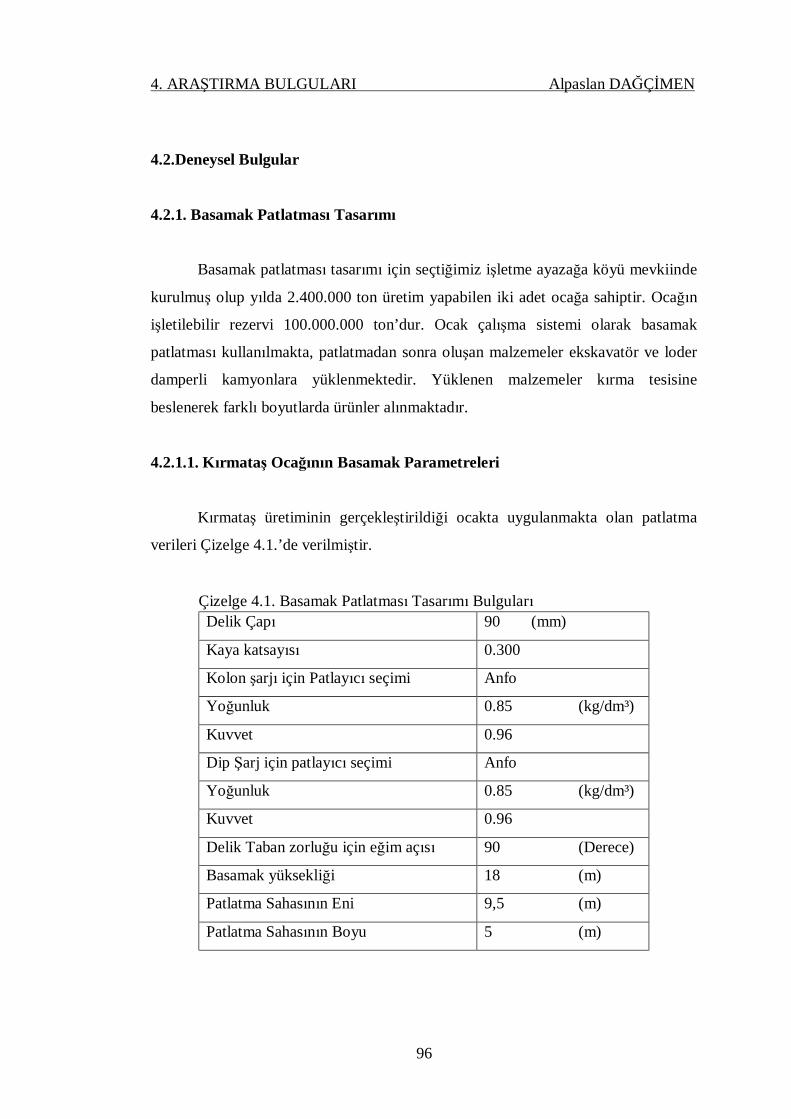
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
96
4.2.Deneysel Bulgular
4.2.1. Basamak Patlatması Tasarımı
Basamak patlatması tasarımı için seçtiğimiz işletme ayazağa köyü mevkiinde
kurulmuş olup yılda 2.400.000 ton üretim yapabilen iki adet ocağa sahiptir. Ocağın
işletilebilir rezervi 100.000.000 ton’dur. Ocak çalışma sistemi olarak basamak
patlatması kullanılmakta, patlatmadan sonra oluşan malzemeler ekskavatör ve loder
damperli kamyonlara yüklenmektedir. Yüklenen malzemeler kırma tesisine
beslenerek farklı boyutlarda ürünler alınmaktadır.
4.2.1.1. Kırmataş Ocağının Basamak Parametreleri
Kırmataş üretiminin gerçekleştirildiği ocakta uygulanmakta olan patlatma
verileri Çizelge 4.1.’de verilmiştir.
Çizelge 4.1. Basamak Patlatması Tasarımı Bulguları Delik Çapı 90 (mm)
Kaya katsayısı 0.300
Kolon şarjı için Patlayıcı seçimi Anfo
Yoğunluk 0.85 (kg/dm³)
Kuvvet 0.96
Dip Şarj için patlayıcı seçimi Anfo
Yoğunluk 0.85 (kg/dm³)
Kuvvet 0.96
Delik Taban zorluğu için eğim açısı 90 (Derece)
Basamak yüksekliği 18 (m)
Patlatma Sahasının Eni 9,5 (m)
Patlatma Sahasının Boyu 5 (m)
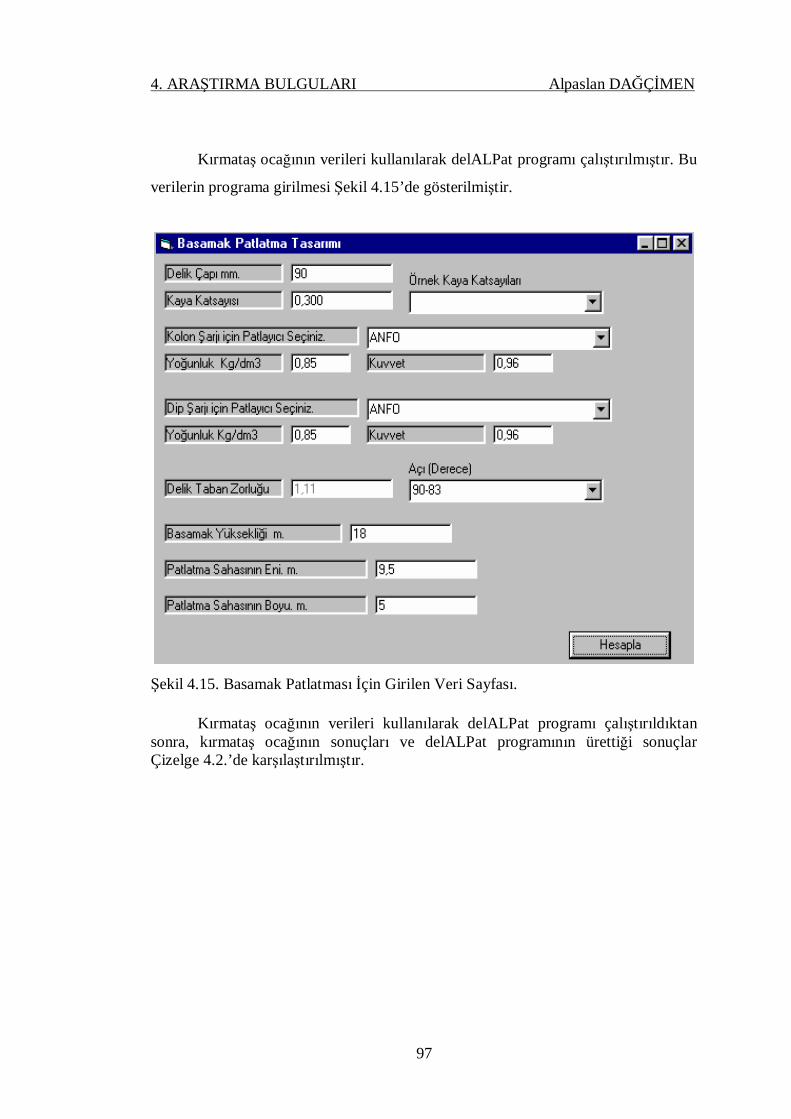
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
97
Kırmataş ocağının verileri kullanılarak delALPat programı çalıştırılmıştır. Bu
verilerin programa girilmesi Şekil 4.15’de gösterilmiştir.
Şekil 4.15. Basamak Patlatması İçin Girilen Veri Sayfası.
Kırmataş ocağının verileri kullanılarak delALPat programı çalıştırıldıktan sonra, kırmataş ocağının sonuçları ve delALPat programının ürettiği sonuçlar Çizelge 4.2.’de karşılaştırılmıştır.
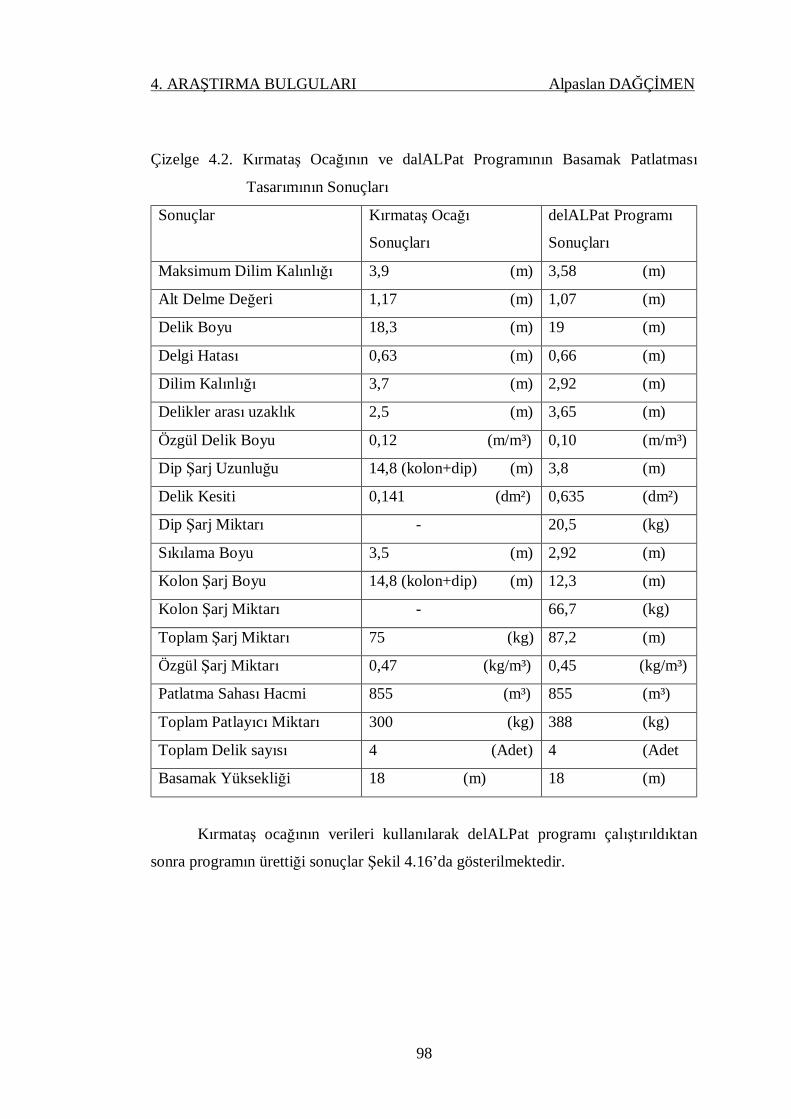
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
98
Çizelge 4.2. Kırmataş Ocağının ve dalALPat Programının Basamak Patlatması
Tasarımının Sonuçları
Sonuçlar Kırmataş Ocağı
Sonuçları
delALPat Programı
Sonuçları
Maksimum Dilim Kalınlığı 3,9 (m) 3,58 (m)
Alt Delme Değeri 1,17 (m) 1,07 (m)
Delik Boyu 18,3 (m) 19 (m)
Delgi Hatası 0,63 (m) 0,66 (m)
Dilim Kalınlığı 3,7 (m) 2,92 (m)
Delikler arası uzaklık 2,5 (m) 3,65 (m)
Özgül Delik Boyu 0,12 (m/m³) 0,10 (m/m³)
Dip Şarj Uzunluğu 14,8 (kolon+dip) (m) 3,8 (m)
Delik Kesiti 0,141 (dm²) 0,635 (dm²)
Dip Şarj Miktarı - 20,5 (kg)
Sıkılama Boyu 3,5 (m) 2,92 (m)
Kolon Şarj Boyu 14,8 (kolon+dip) (m) 12,3 (m)
Kolon Şarj Miktarı - 66,7 (kg)
Toplam Şarj Miktarı 75 (kg) 87,2 (m)
Özgül Şarj Miktarı 0,47 (kg/m³) 0,45 (kg/m³)
Patlatma Sahası Hacmi 855 (m³) 855 (m³)
Toplam Patlayıcı Miktarı 300 (kg) 388 (kg)
Toplam Delik sayısı 4 (Adet) 4 (Adet
Basamak Yüksekliği 18 (m) 18 (m)
Kırmataş ocağının verileri kullanılarak delALPat programı çalıştırıldıktan
sonra programın ürettiği sonuçlar Şekil 4.16’da gösterilmektedir.
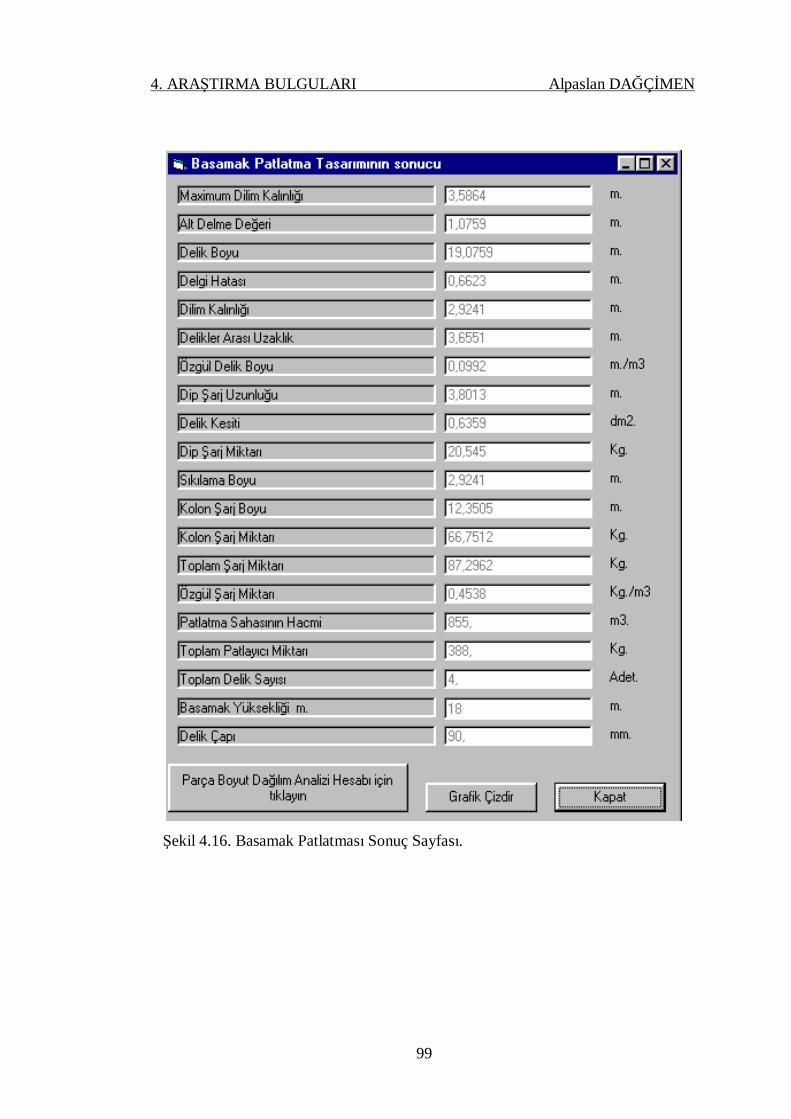
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
99
Şekil 4.16. Basamak Patlatması Sonuç Sayfası.

4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
100
4.2.1.2.Parça Boyut Dağılım Analizi
Kırmataş ocağının verileri kullanılarak delALPat programı çalıştırıldıktan
sonra programın ürettiği sonuçlar doğrultusunda, parça boyut dağılım analizi verileri
Çizelge 4.3.’de gösterildiği gibidir.
Çizelge 4.3. Parça Boyut Dağılım Analizi Bulguları Kaya Faktörü Orta Sert
Bir Deliğin Patlatacağı Hacim 192,3 (m³)
Toplam Şarj Miktarı 87,3 (kg)
Parça Boyut Dağılım Analizi Sonucu 27,74 (cm)
Çizelge 4.3.’de gösterilen veriler kullanılarak program Şekil 4.17’deki gibi
çalıştırılır.
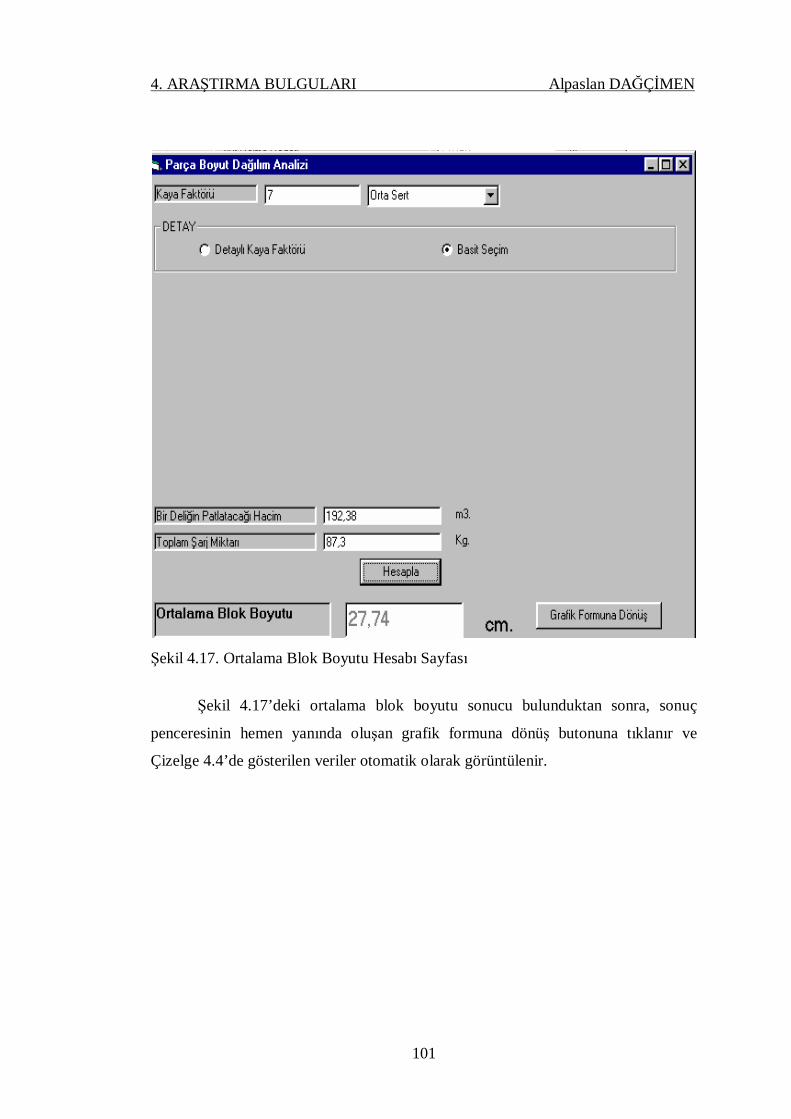
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
101
Şekil 4.17. Ortalama Blok Boyutu Hesabı Sayfası
Şekil 4.17’deki ortalama blok boyutu sonucu bulunduktan sonra, sonuç
penceresinin hemen yanında oluşan grafik formuna dönüş butonuna tıklanır ve
Çizelge 4.4’de gösterilen veriler otomatik olarak görüntülenir.
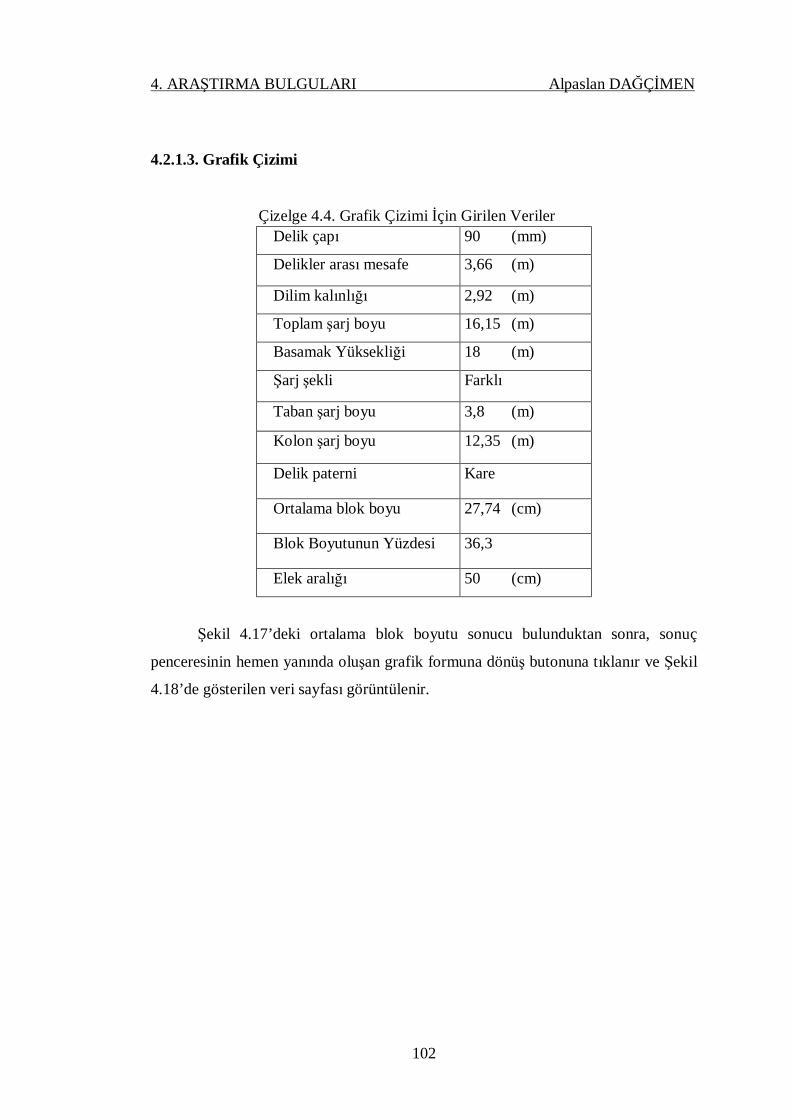
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
102
4.2.1.3. Grafik Çizimi
Çizelge 4.4. Grafik Çizimi İçin Girilen Veriler Delik çapı 90 (mm)
Delikler arası mesafe 3,66 (m)
Dilim kalınlığı 2,92 (m)
Toplam şarj boyu 16,15 (m)
Basamak Yüksekliği 18 (m)
Şarj şekli Farklı
Taban şarj boyu 3,8 (m)
Kolon şarj boyu 12,35 (m)
Delik paterni Kare
Ortalama blok boyu 27,74 (cm)
Blok Boyutunun Yüzdesi 36,3
Elek aralığı 50 (cm)
Şekil 4.17’deki ortalama blok boyutu sonucu bulunduktan sonra, sonuç
penceresinin hemen yanında oluşan grafik formuna dönüş butonuna tıklanır ve Şekil
4.18’de gösterilen veri sayfası görüntülenir.
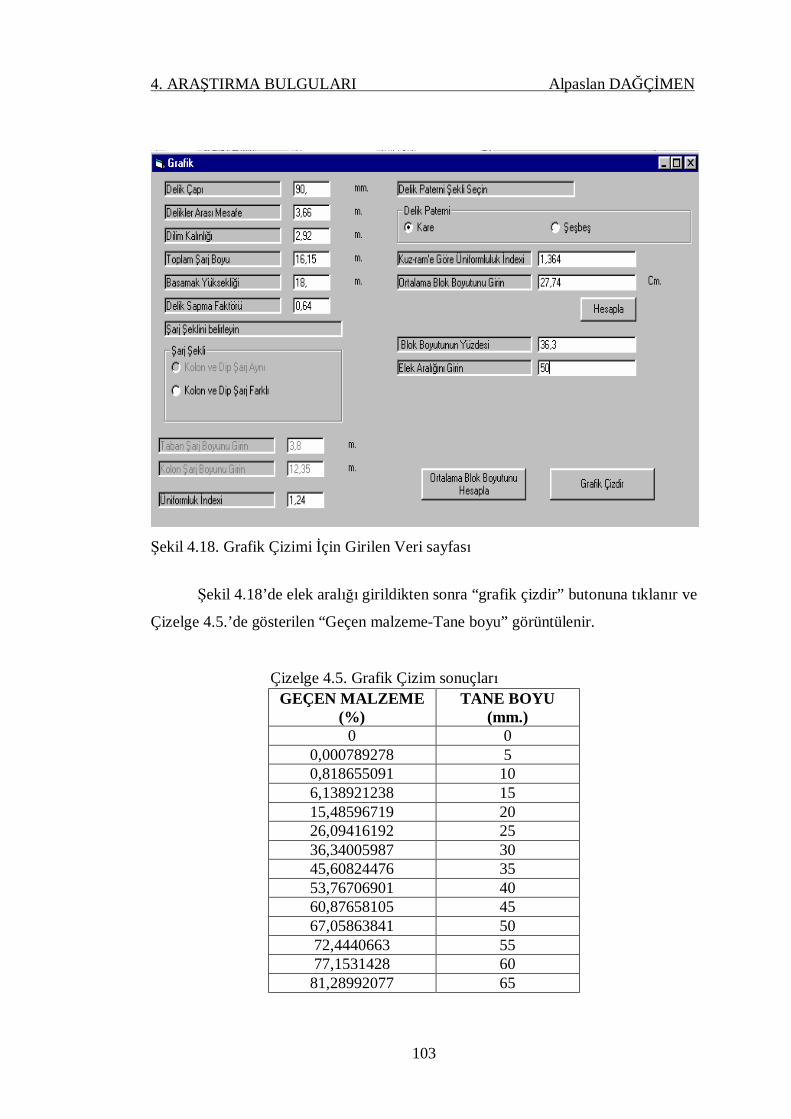
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
103
Şekil 4.18. Grafik Çizimi İçin Girilen Veri sayfası
Şekil 4.18’de elek aralığı girildikten sonra “grafik çizdir” butonuna tıklanır ve
Çizelge 4.5.’de gösterilen “Geçen malzeme-Tane boyu” görüntülenir.
Çizelge 4.5. Grafik Çizim sonuçları GEÇEN MALZEME
(%) TANE BOYU
(mm.) 0 0
0,000789278 5 0,818655091 10 6,138921238 15 15,48596719 20 26,09416192 25 36,34005987 30 45,60824476 35 53,76706901 40 60,87658105 45 67,05863841 50 72,4440663 55 77,1531428 60
81,28992077 65
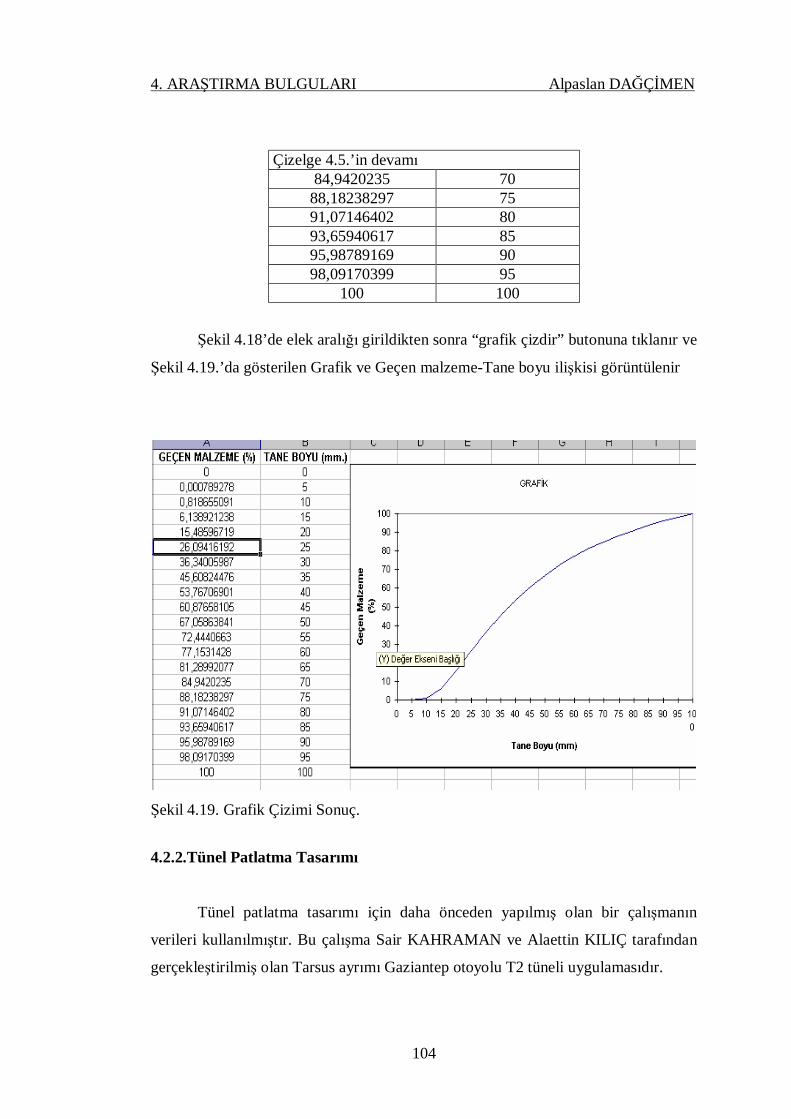
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
104
Çizelge 4.5.’in devamı 84,9420235 70
88,18238297 75 91,07146402 80 93,65940617 85 95,98789169 90 98,09170399 95
100 100
Şekil 4.18’de elek aralığı girildikten sonra “grafik çizdir” butonuna tıklanır ve
Şekil 4.19.’da gösterilen Grafik ve Geçen malzeme-Tane boyu ilişkisi görüntülenir
Şekil 4.19. Grafik Çizimi Sonuç.
4.2.2.Tünel Patlatma Tasarımı
Tünel patlatma tasarımı için daha önceden yapılmış olan bir çalışmanın
verileri kullanılmıştır. Bu çalışma Sair KAHRAMAN ve Alaettin KILIÇ tarafından
gerçekleştirilmiş olan Tarsus ayrımı Gaziantep otoyolu T2 tüneli uygulamasıdır.
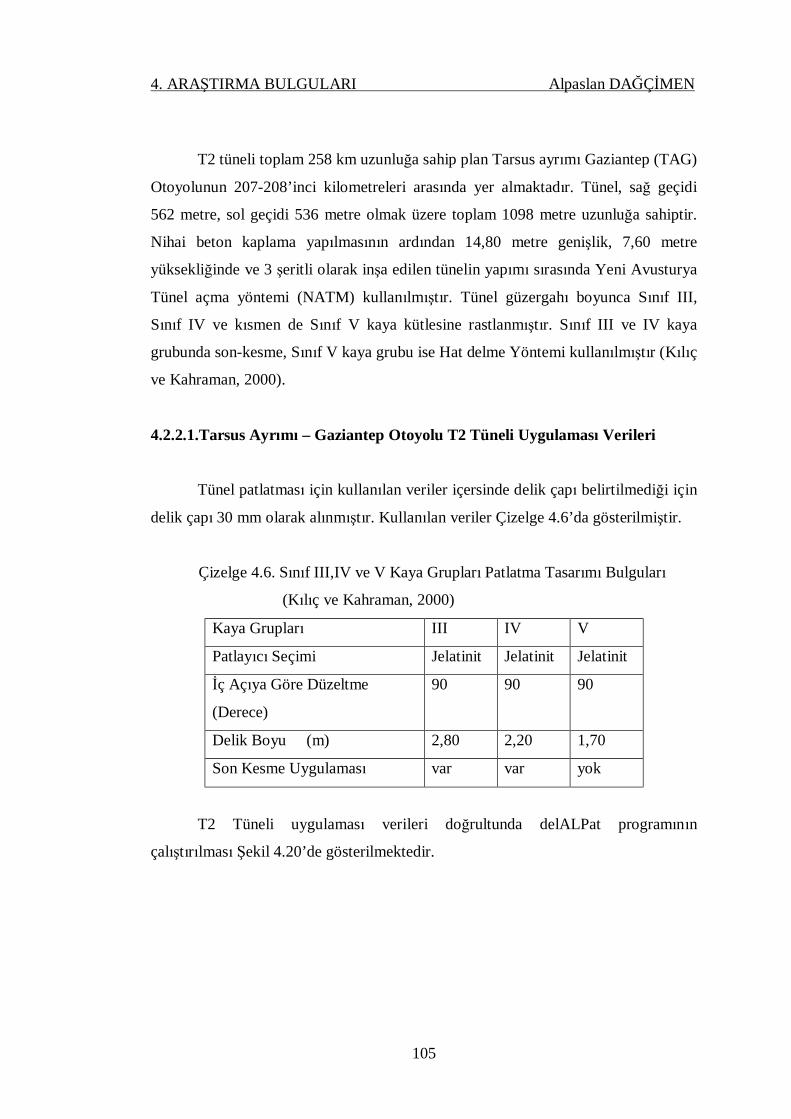
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
105
T2 tüneli toplam 258 km uzunluğa sahip plan Tarsus ayrımı Gaziantep (TAG)
Otoyolunun 207-208’inci kilometreleri arasında yer almaktadır. Tünel, sağ geçidi
562 metre, sol geçidi 536 metre olmak üzere toplam 1098 metre uzunluğa sahiptir.
Nihai beton kaplama yapılmasının ardından 14,80 metre genişlik, 7,60 metre
yüksekliğinde ve 3 şeritli olarak inşa edilen tünelin yapımı sırasında Yeni Avusturya
Tünel açma yöntemi (NATM) kullanılmıştır. Tünel güzergahı boyunca Sınıf III,
Sınıf IV ve kısmen de Sınıf V kaya kütlesine rastlanmıştır. Sınıf III ve IV kaya
grubunda son-kesme, Sınıf V kaya grubu ise Hat delme Yöntemi kullanılmıştır (Kılıç
ve Kahraman, 2000).
4.2.2.1.Tarsus Ayrımı – Gaziantep Otoyolu T2 Tüneli Uygulaması Verileri
Tünel patlatması için kullanılan veriler içersinde delik çapı belirtilmediği için
delik çapı 30 mm olarak alınmıştır. Kullanılan veriler Çizelge 4.6’da gösterilmiştir.
Çizelge 4.6. Sınıf III,IV ve V Kaya Grupları Patlatma Tasarımı Bulguları
(Kılıç ve Kahraman, 2000)
Kaya Grupları III IV V
Patlayıcı Seçimi Jelatinit Jelatinit Jelatinit
İç Açıya Göre Düzeltme
(Derece)
90 90 90
Delik Boyu (m) 2,80 2,20 1,70
Son Kesme Uygulaması var var yok
T2 Tüneli uygulaması verileri doğrultunda delALPat programının
çalıştırılması Şekil 4.20’de gösterilmektedir.
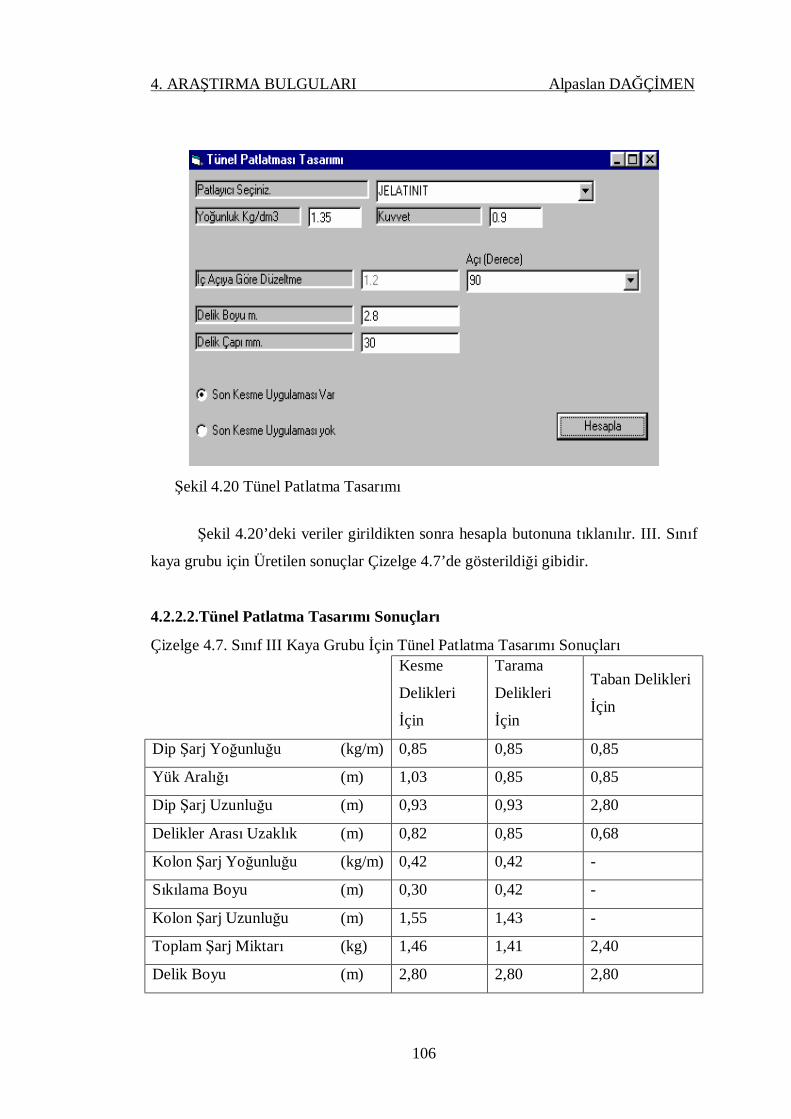
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
106
Şekil 4.20 Tünel Patlatma Tasarımı
Şekil 4.20’deki veriler girildikten sonra hesapla butonuna tıklanılır. III. Sınıf
kaya grubu için Üretilen sonuçlar Çizelge 4.7’de gösterildiği gibidir.
4.2.2.2.Tünel Patlatma Tasarımı Sonuçları
Çizelge 4.7. Sınıf III Kaya Grubu İçin Tünel Patlatma Tasarımı Sonuçları Kesme
Delikleri
İçin
Tarama
Delikleri
İçin
Taban Delikleri
İçin
Dip Şarj Yoğunluğu (kg/m) 0,85 0,85 0,85
Yük Aralığı (m) 1,03 0,85 0,85
Dip Şarj Uzunluğu (m) 0,93 0,93 2,80
Delikler Arası Uzaklık (m) 0,82 0,85 0,68
Kolon Şarj Yoğunluğu (kg/m) 0,42 0,42 -
Sıkılama Boyu (m) 0,30 0,42 -
Kolon Şarj Uzunluğu (m) 1,55 1,43 -
Toplam Şarj Miktarı (kg) 1,46 1,41 2,40
Delik Boyu (m) 2,80 2,80 2,80
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
107
Şekil 4.20’deki veriler girildikten sonra hesapla butonuna tıklanılır. III. Sınıf
kaya grubu için Üretilen sonuçlar Şekil 4.21’de gösterildiği gibidir.
Şekil 4.21. Sınıf III. Kaya Grubu Tünel Patlatma Tasarım Sonucu
Sınıf III Kaya için Şekil 4.21’de elde edilen sonuçlarla T2 tüneli Sonuçları Çizelge 4.8.de gösterildiği üzere karşılaştırılmıştır. Çizelge 4.8. Sınıf III Kaya Grubu İçin Tarsus Ayrımı – Gaziantep Otoyolu T2 Tüneli ve delALPat
Patlatma Sonuçları
Bir Delik İçin gerekli
Patlayıcı Miktarı
T2 Tüneli sonuçları
(kg)
delALPat Program
Sonuçları (kg)
Kesme Delikleri İçin 1,20 1,46
Tarama Delikleri İçin 0,75 1,41
Taban Delikleri İçin 1,2 2,4
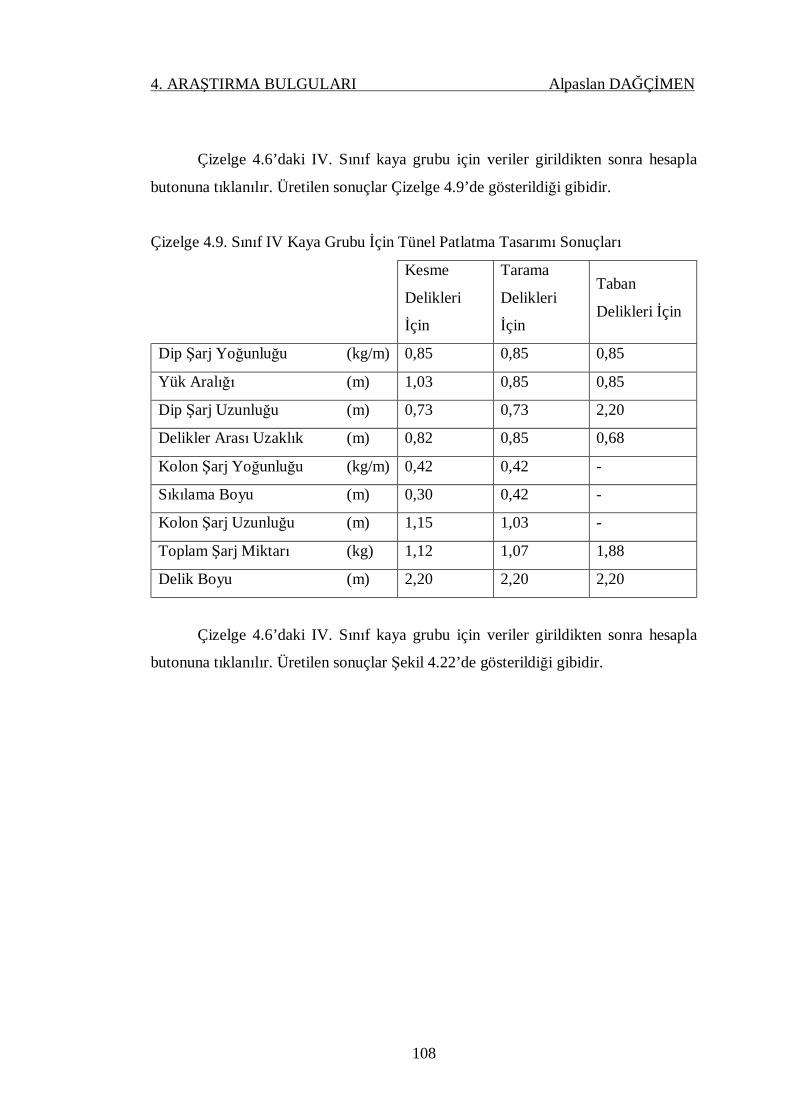
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
108
Çizelge 4.6’daki IV. Sınıf kaya grubu için veriler girildikten sonra hesapla
butonuna tıklanılır. Üretilen sonuçlar Çizelge 4.9’de gösterildiği gibidir.
Çizelge 4.9. Sınıf IV Kaya Grubu İçin Tünel Patlatma Tasarımı Sonuçları
Kesme
Delikleri
İçin
Tarama
Delikleri
İçin
Taban
Delikleri İçin
Dip Şarj Yoğunluğu (kg/m) 0,85 0,85 0,85
Yük Aralığı (m) 1,03 0,85 0,85
Dip Şarj Uzunluğu (m) 0,73 0,73 2,20
Delikler Arası Uzaklık (m) 0,82 0,85 0,68
Kolon Şarj Yoğunluğu (kg/m) 0,42 0,42 -
Sıkılama Boyu (m) 0,30 0,42 -
Kolon Şarj Uzunluğu (m) 1,15 1,03 -
Toplam Şarj Miktarı (kg) 1,12 1,07 1,88
Delik Boyu (m) 2,20 2,20 2,20
Çizelge 4.6’daki IV. Sınıf kaya grubu için veriler girildikten sonra hesapla
butonuna tıklanılır. Üretilen sonuçlar Şekil 4.22’de gösterildiği gibidir.
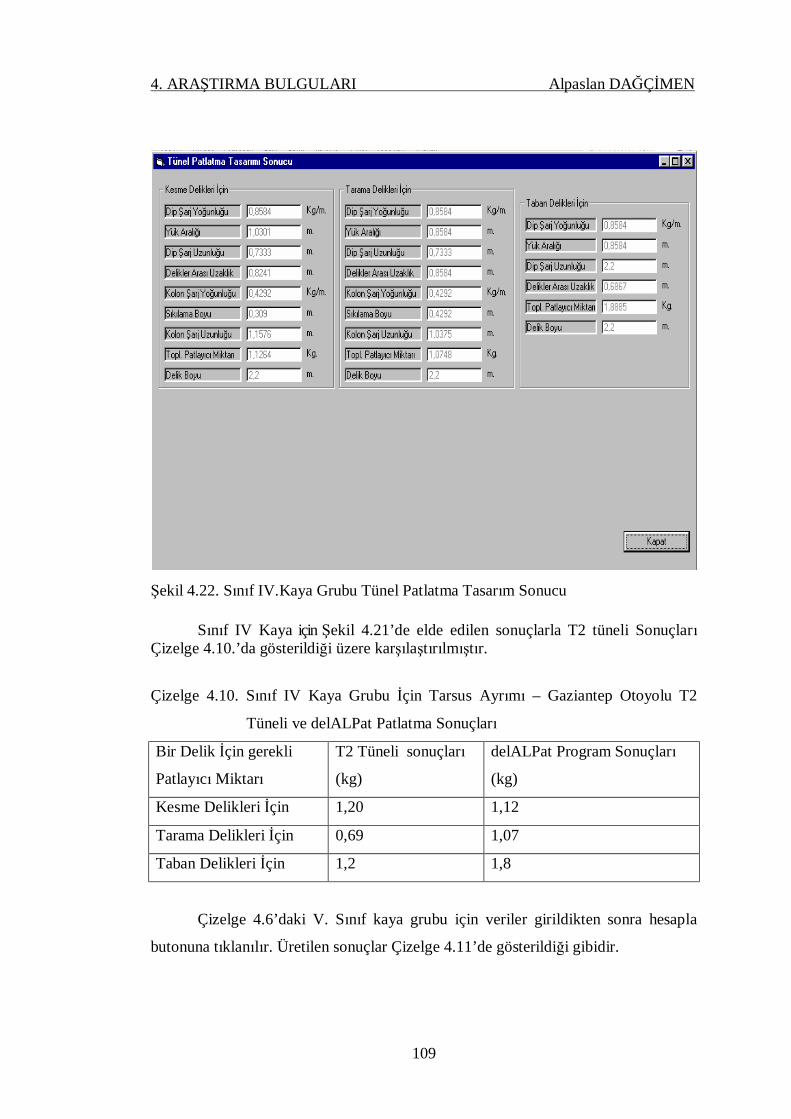
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
109
Şekil 4.22. Sınıf IV.Kaya Grubu Tünel Patlatma Tasarım Sonucu
Sınıf IV Kaya için Şekil 4.21’de elde edilen sonuçlarla T2 tüneli Sonuçları Çizelge 4.10.’da gösterildiği üzere karşılaştırılmıştır.
Çizelge 4.10. Sınıf IV Kaya Grubu İçin Tarsus Ayrımı – Gaziantep Otoyolu T2
Tüneli ve delALPat Patlatma Sonuçları
Bir Delik İçin gerekli
Patlayıcı Miktarı
T2 Tüneli sonuçları
(kg)
delALPat Program Sonuçları
(kg)
Kesme Delikleri İçin 1,20 1,12
Tarama Delikleri İçin 0,69 1,07
Taban Delikleri İçin 1,2 1,8
Çizelge 4.6’daki V. Sınıf kaya grubu için veriler girildikten sonra hesapla
butonuna tıklanılır. Üretilen sonuçlar Çizelge 4.11’de gösterildiği gibidir.
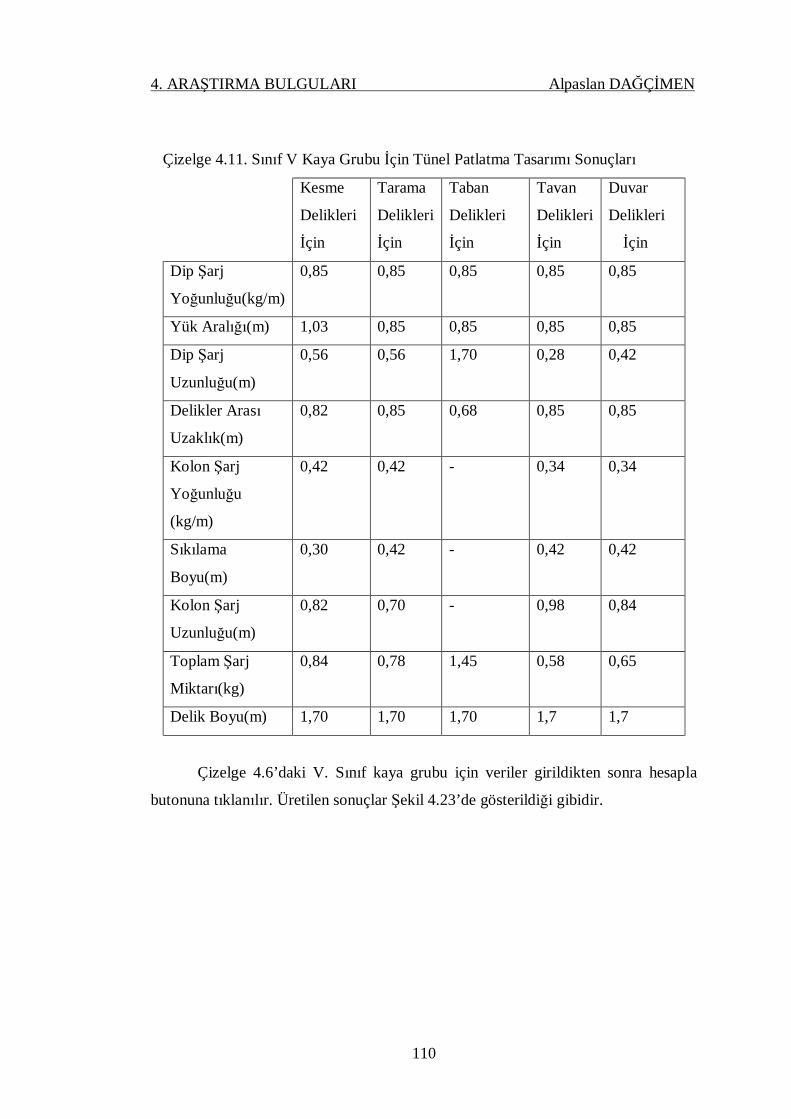
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
110
Çizelge 4.11. Sınıf V Kaya Grubu İçin Tünel Patlatma Tasarımı Sonuçları
Kesme
Delikleri
İçin
Tarama
Delikleri
İçin
Taban
Delikleri
İçin
Tavan
Delikleri
İçin
Duvar
Delikleri
İçin
Dip Şarj
Yoğunluğu(kg/m)
0,85 0,85 0,85 0,85 0,85
Yük Aralığı(m) 1,03 0,85 0,85 0,85 0,85
Dip Şarj
Uzunluğu(m)
0,56 0,56 1,70 0,28 0,42
Delikler Arası
Uzaklık(m)
0,82 0,85 0,68 0,85 0,85
Kolon Şarj
Yoğunluğu
(kg/m)
0,42 0,42 - 0,34 0,34
Sıkılama
Boyu(m)
0,30 0,42 - 0,42 0,42
Kolon Şarj
Uzunluğu(m)
0,82 0,70 - 0,98 0,84
Toplam Şarj
Miktarı(kg)
0,84 0,78 1,45 0,58 0,65
Delik Boyu(m) 1,70 1,70 1,70 1,7 1,7
Çizelge 4.6’daki V. Sınıf kaya grubu için veriler girildikten sonra hesapla
butonuna tıklanılır. Üretilen sonuçlar Şekil 4.23’de gösterildiği gibidir.
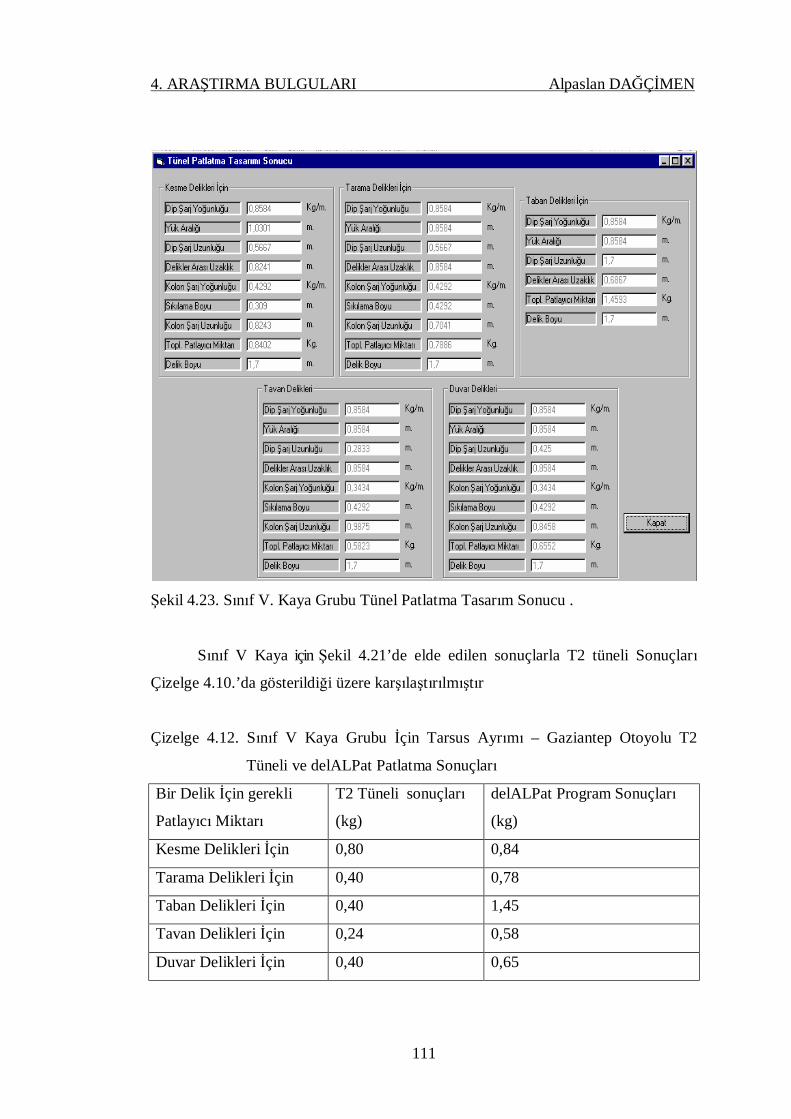
4. ARAŞTIRMA BULGULARI Alpaslan DAĞÇİMEN
111
Şekil 4.23. Sınıf V. Kaya Grubu Tünel Patlatma Tasarım Sonucu .
Sınıf V Kaya için Şekil 4.21’de elde edilen sonuçlarla T2 tüneli Sonuçları
Çizelge 4.10.’da gösterildiği üzere karşılaştırılmıştır
Çizelge 4.12. Sınıf V Kaya Grubu İçin Tarsus Ayrımı – Gaziantep Otoyolu T2
Tüneli ve delALPat Patlatma Sonuçları
Bir Delik İçin gerekli
Patlayıcı Miktarı
T2 Tüneli sonuçları
(kg)
delALPat Program Sonuçları
(kg)
Kesme Delikleri İçin 0,80 0,84
Tarama Delikleri İçin 0,40 0,78
Taban Delikleri İçin 0,40 1,45
Tavan Delikleri İçin 0,24 0,58
Duvar Delikleri İçin 0,40 0,65
5. SONUÇLAR VE ÖNERİLER Alpaslan DAĞÇİMEN
112
5. SONUÇLAR VE ÖNERİLER
Yapılan çalışmalardan elde edilen bilgiler ve literatür çalışmalarından
edinilen bilgilere göre, bir delme patlatma çalışmasında öncelikle kaya mekaniksel
özellikler çok iyi incelenmeli, işletmenin makime ve ekipman parkının özellikleri
mutlaka göz önünde bulundurulmalıdır, bu bilgilere göre de uygun patlayıcı
maddenin seçilmesi gerekmektedir.
delALPat programının oluşturulması için bir çok kaynakta, çok sayıda
formüller ve yaklaşımlar bulunmuş ve incelenmiştir. Fakat bunların içinden İsveç
modeli olarak Langefors’un yaklaşımı seçilmiştir. Aynı şekilde ortamla tane boyut
hesaplaması için ise Kuz-Ram modeli seçilmiştir.
Hazırlanan delALPat programı bir kırmataş ocağının delme ve patlatma
verileri kullanılarak basamak patlatması dizaynı yapılmış, ortalama tane boyutu
analizi yapılmış ve parça dağılım grafiği çizdirilmiştir. Elde edilen sonuçlarla taş
ocağının verileri karşılaştırılmıştır.
delALPat programının sonuçları ile kırmataş ocağının patlatma sonuçları genel
olarak birbirine yakın değerlerde çıkmıştır. Bu sunulan delALPat programının kabul
edilebilir sonuçlar ürettiğini göstermiştir
Yine delALPat programı daha önce yayınlanmış bir çalışmanın verileri
kullanılarak Tarsus ayrımı – Gaziantep otoyolu T2 tünel uygulaması tünel patlatması
için çalıştırılmıştır.
T2 tünelindeki formasyonların NATM‘ na göre sınıflandırılması sonucunda
tünel güzergahında sınıf III (az kırılgan), sınıf IV (kırılgan-baskılı) ve sınıf V (çok
kırılgan-baskılı) kaya gruplarına rastlanmıştır.
Bu üç sınıf kaya grubu içinde verilen değerler kullanılarak program
çalıştırılmış ve programın hesapladığı sonuçlarla T2 tünel uygulamasında elde edilen
sonuçlar karşılaştırılmıştır.
Karşılaştırma sonucunda, bir deliğe konulan patlayıcı miktarında, hesaplanma
yollarının yani seçilen yaklaşımların değişik olması sebebi ile sonuçlarda farklılıklar
olduğu görülmüştür.

5. SONUÇLAR VE ÖNERİLER Alpaslan DAĞÇİMEN
113
Bu programın ürettiği sonuçlar patlatma öncesi gerçekleştirilecek olan
patlatma dizaynının göz önüne serilebilmesini ve yaklaşık sonuçların ortaya
konulabilmesini sağlamıştır. Önceden gerçekleştirilmiş olan delme patlatma verileri
de programda kullanılmış ve sonuçlar birbirleriyle karşılaştırılmıştır.
Sonuç olarak patlatma dizaynını gerçekleştirirken izlenecek yolların ve
seçilecek olan yaklaşımın patlatma sonuçlarını ne derece etkilediği gösterilmiştir.
Bundan dolayı hazırlanan delALPat programı patlatma mühendislerine birincil
patlatmalarını kolay ve hızlı bir şekilde yapmalarını sağlamaktadır. Fakat sahaya
uygun net tasarım için deneme atımı ile tasarım modifiye edilmelidir.
Delme-Patlatma, maliyeti yüksek bir çalışma olduğundan, optimum tasarıma
en kısa sürede ulaşmak ve en az sayıda deneme atımı yapmak gerekmektedir. Bu
çalışma kapsamında yazılmış olan delALPat programı, deneme atımı sayısını
düşürecek olmasından dolayı ve parça boyut dağılımı analizi ile sonucunun da nasıl
olabileceği hakkında bilgi vermesi bakımından avantajlıdır. Aynı zamanda program
hem basamak hemde tünel patlatma tasarımı yapması bakımından da patlatma
çalışmaları yapanlara bir kolaylık ve fikir vermektedir.
114
KAYNAKLAR
ATLAS POWEDER CO., 1987, “explosives and Rock Blasting”, Atlas Powder Co.,
Dallas, 662. Sayfa
ARIOĞLU,E., 1990 “Açık İşletmelerde Patlatma tasarımında ‘Dilim Kalınlığının
Belirlenmesine İşletme Ve Jeomekanik Büyükleri Gözeten yarı Analitik Bir
Yaklaşım”,2. Ulusal Kaya Mekaniği Sempozyumu, Bildiriler, 5-7
Kasım,Ankara, Sayfa 55-81
BARUTSAN A.Ş.,1995, “İnfilaklı fitil kullanım kılavuzu “, Elmadağ, Ankara, 24
sayfa
BARUTSAN A.Ş.,1997,”Ürün Kataloğu” Elmadağ, Ankara
BARUTSAN A.Ş.,”Ürün Broşürleri” Elmadağ, Ankara
BİLGİN H.,A.,1986, “Açık işletmelerde Patlatma Sorunları ve Tasarımı”, o.d.t.ü.
Maden İşletme Anabilim Dalı, Seminer No=2, 102 sayfa
BİLGİN, H.ve PAŞAMEHMETOĞLU, A:G, 1986, “Kayaların Delinebilirlikleri ve
Patlatabilirlikleri Üzerine Bir Çalışma”, 1. Ulusal Kaya Mekaniği
Sempozyumu, Editörler: M.A. HİNDİSTAN ve H.AKSOY, Ankara, Sayfa
113-125
BİLGİN,H.,A.,1999, “İnfilak kuramı”, Barutsan Dergisi, 1999/3, Sayfa 4-12
BİRÖN, C VE ARIOĞLU, E., 1985., “Madenlerde tahkimat İşleri ve Tasarımı”,
Birsen Kitapevi., 360 Sayfa
BOND, F. C., 1952, The Third Theory of Comminution: Trans. AIME 113-484
BOND, F. C., 1960, Three Principles of Comminution: Min. Cong. I. Aug., 53-56
BOND, F.C. 1961, “Crushing and Grinding Calculation”, Allis-Chalmers Industrıal
Press Department, .... pages
COŞKUN, O.,2001, “Patlayıcı maddelerle kazı tasarım parametrelerinin incelenmesi
ve patas uzman sisteminin denenmesi.” Yüksek lisans tezi, İ.T.Ü. Maden
fakültesi İstanbul
CEYLANOĞLU, A., KAHRİMAN, A. ve DEMİRCİ, A., 1993, “Delme Patlatmanın
önemi, Kullanıldığı Alanlar ve maden Mühendisliği İle İlgisi”, Delme ve
Patlatma Sempozyumu., 2-3 Aralık, Ankara, Sayfa 127-139.
115
DEMİRCİ, A., 1984, “Açık İşletmelerde Delik Geometrisinin Belirlenmesi ve
Çatlaklı kayaçlarda Uygulanması”, Etibank Bülteni, Sayı 68, Kasım, sayfa 3-8
ERKOÇ, Ö.Y.,1990, “Kaya Patlatma Tekniği”, Sayfa 63-131
ESEN S., BİLGİN H.A. ve BOBO T., “Patlayıcının Parçalanmaya Etkisi”, 4. Delme
ve Patlatma Sempozyum Bildiriler Kitabı, Anakara, Sayfa 63-72.
GUSTAFSSON, R., 1973, “Swedish Blasting Technique”, Plublished By SPI.,
Gothenberg, Sweden, 378 Sayfa
KAHRİMAN, A., 1999, “Açık Maden ve Taş Ocaklarında Kaya Patlatma
Teknolojisi Eğitim Semineri”, Sayfa 20-38
KAHRİMAN, A., 2003, “Maden ve Taşocaklarında Kaya Patlatma Tekniği
Semineri”, İstanbul.
KAHRİMAN, A., 2004, “Patlatma mühendisliği Semineri”, İstanbul, Sayfa 8-14.
KILIÇ, A., ve KAHRAMAN, S., 2000.Kontrollü Patlatma Yöntemleri ve Tarsus
Ayrımı-Gaziantep Otoyolu T2 Tüneli Uygulaması. Madencilik, 39(2): 11-29.
KONYA, J, A. ve Walter, E.J., 1990, “Surface Blast Desing”, Printed by
Prenticehall., New Jersy., 292 Sayfa
KÖSE, H. Ve KAHRİMAN, B., 1989, “Kaya Mekaniği”, D.E.Ü. Müh.Mim.Fak.
Yayını
NİRO MAK, “Ürün Katolokları ve Broşürleri”.
NİTRO SAN, “Ürün Katolokları ve Broşürleri”.
OLOFSSON, S., O., “Applied Explosives Technology For Construction and
Mining”, Second Edition, 301 Sayfa
ÖZER, Ü. ve ANIL, M., 1996, “Delme Patlatma Tasarımı İçin Kullanılan Bazı
Yaklaşımların Amprik Olarak İncelenmesi”, 2.Delme ve Patlatma
Sempozyumu, M.M.O yayını, Ankara, s.107-112
ÖZER, Ü. 1995, “Delme-Patlatma İşlerinde Kayaçların mukavemeti ve Hekimhan-
Deveci Demir Madenindeki Uygulamaları”, Yüksek lisans tezi, Ç.Ü, Fen
Bilimleri enstitüsü Maden Mühendisliği Anabilim Dalı, Adana.
ÖZKAHRAMAN, H. T., 1994, ‘Critical Evaluation of Blast Design Parameters for
Discontinuous Rocks by Blasting’, Ph. D. Thesis METU, Ankara, ....sayfa

116
ŞERAN, O. ve AKAY, T., 1999, “Açık ocaklarda delme patlatma tasarımı ve
Türkiye Kömür İşletmeleri Çan Linyitleri İşletmesinin delme patlatma etüdü”,
Bitirme Projesi, İ..Ü. Mühendislik fakültesi Maden Mühendisliği Bölümü,
İstanbul.
TAMROCK, 1984, “Handbook on Surface Drilling and Blasting”, PainoFactirit
Filland, 310 page.
TOSUN, S., 1991, “Madencilikte Patlatılacak Ortama Uygun Patlayıcı Madde
Seçimi”, Madencilik Dergisi, Sayı 4, Sayfa 5-11.
TOSUN, S., 1992, “Açık İşletmelerde Maliyete İlişkin Bazı Delme Patlatma
Parametrelerine Genel Bakış”, Madencilik Dergisi, Sayı 4, Sayfa 5-11.
ULUSOY, R., 1989, “Pratik Jeoteknik Bilgiler, Tenomad Yayınları”, 243 Sayfa
WWW.DELPAT.COM, “DelPat v5.0” Bilgisayar Yazılımı İle İlgili Genel Bilgiler

117
ÖZGEÇMİŞ
Alpaslan DAĞÇİMEN, 1978 yılında İstanbul’ da doğdu. İlkokulu Mersin
Gazipaşa ilkokulu’nda, ortaokul ve liseyi Mersin Tevfik Sırrı Gür Lisesi’nde
tamamladı. 1998 yılında Çukurova Üniversitesi, Mühendislik-Mimarlık fakültesi,
maden mühendisliği bölümünü kazandı ve 2002 yılında mezun oldu.2003 yılında
Çukurova Üniversitesi Fen Bilimleri Enstitüsü Maden Mühendisliği Ana Bilim Dalı
Yüksek Lisans programına hak kazandı.