Embed Size (px)
Citation preview

UDDEHOLM UNIMAX®

UNIMAX
Ogólne dane
UNIMAX jest stalą chromowo-molibdenowo-wanadową cechującą się: • Doskonałą plastycznością i ciągliwością we wszystkich
kierunkach • Dobrą odpornością na zużycie • Dobrą stabilnością wymiarową podczas hartowania • Doskonałymi właściwościami hartowania skrośnego • Dobrą odpornością na ponowne odpuszczanie • Dobrą wytrzymałością podczas pracy w wysokich
temperaturach • Wysoką wytrzymałością na zmęczenie cieplne • Doskonałą polerowalnością. Skład chemiczny % C
0,5 Si 0,2
Mn 0,5
Cr 5,0
Mo 2,3
V 0,5
Stan dostawy Zmiękczona do około 185 HB Kod kolorystyczny Brązowy i szary
Zastosowania
UNIMAX przeznaczony jest na formy wtryskowe do długich serii produkcyjnych, na formy do utwardzonych tworzyw sztucznych oraz formy do tłoczenia lub przetłaczania. UNIMAX sprawdza się w takich zastosowaniach do pracy na zimno, w których występuje bardzo obciążone wykrawanie, kucie na zimno i walcowanie gwintów ze szczególnymi wymaganiami odnośnie łuszczenia. . Stal UNIMAX może być stosowana również na narzędzia do pracy na gorąco, w których wymagana jest zarówno wysoka twardość, jak również i ciągliwość.
Właściwości
Podane właściwości są reprezentatywne dla próbek pobranych ze środka pręta o wymiarach 396 x 136 mm (25,6" x 5,35 "), pręta o średnicy 125 mm (4,93") oraz pręta o średnicy 220 mm (8,67"). O ile nie wskazano inaczej, wszystkie próbki były hartowane w temperaturze 1025°C (1875°F), chłodzone gazowo w próżni i odpuszczane dwukrotnie przez dwie godziny w temperaturze 525°C (975°F), dając twardość 56 - 58 HRC. WŁAŚCIWOŚCI FIZYCZNE
Stal zahartowana i odpuszczona do 56 – 58 HRC.
Temperatura 20°C (68°F)
200°C (390°F)
400°C (750°F)
Gęstość kg/m3
lbs/in3
7790 0,281
- -
- -
Współczynnik sprężystości MPA psi
213 000
31,2 x 106
192 000
27,8 x 106
180 000
26,1 x 106
Współczynnik rozszerzalności cieplnej °C od 20°C °F od 68°F
- -
11,5 x 10-6
6,3 x 10-6
12,3 x 10-6
6,8 x 10-6
Przewodność cieplna W/m °C Btu in (ft2h°F)
- -
25 174
28 195
Ciepło J/kg °C Btu /lb °F
460 0,11
- -
- -
WŁAŚCIWOŚCI MECHANICZNE
Twardość 44 HRC 48 HRC 52 HRC Granica plastyczności Rp0,2
1285 MPa
1437 MPa
1748 MPa
Wytrzymałość na rozciąganie Rm
1533 MPa
1739 MPa
2285 MPa
Redukcja powierzchni, Z 10% 10% 8%
Wydłużenie, A5 56% 58% 28%
2

UNIMAX
Obróbka cieplna – ogólne zalecenia
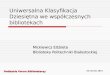
Przybliżona wytrzymałość w wysokiej temperaturze.
Kierunek wzdłużny.
Próbki były hartowane w temperaturze 1025°C (1875°F) i dwukrotnie odpuszczone w temperaturze 525°C (975°F) do twardości 58 HRC.
WYŻARZANIE ZMIĘKCZAJĄCE
Zabezpieczyć stal i nagrzać na wskroś do 850°C (1560°F). Następnie schładzać w piecu o 10°C (20°F) na godzinę do 600°C (1110°F), a następnie na powietrzu.
Ciśnienie, MPa
ODPRĘŻANIE
Po obróbce zgrubnej, narzędzie powinno zostać nagrzane na wskroś do 650°C (1200°F), przy czasie utrzymywania 2 godziny. Schładzać powoli do 500°C (930°F), a następnie na powietrzu. HARTOWANIE
Temperatura podgrzewania wstępnego: 600-650°C (1110-1200°F) oraz 850-900°C (1560-1650°F). Temperatura testu
Wpływ czasu w wysokiej temperaturze na twardość. Temperatura austenityzacji: 1000-1025°C (1830-1875°F), zwykle 1025°C (1875°F). Początkowa twardość 57 HRC.
Twardość HRC Czas utrzymywania: 30 minut.
Temperatura °C °F
Czas wygrzewania w minutach *
Twardość przed odpuszczaniem
1000 1025
1830 1875
30 30
61 HRC 63 HRC
* Czas wygrzewania = czas całkowitego nagrzania skrośnego narzędzia w temperaturze hartowania. ŚRODKI HARTOWNICZE
• Szybkobieżny gaz / obieg powietrza • Próżnia (gaz szybkobieżny przy dostatecznie
wysokim ciśnieniu) Czas, h • Kąpiel hartowania stopniowego lub złoże
fluidalne w temperaturze 500-550°C (930-1020°F), następnie chłodzenie powietrzem
Wpływ temperatury na energię uderzenia.
Próbki Charpy-V, kierunek wzdłużny i poprzeczny. Przybliżone wartości dla próbek od średnicy 125 mm (4,9").
• Kąpiel hartowania stopniowego lub złoże fluidalne w temperaturze 200-350°C (390-660°F)
• Uwaga: Należy odpuszczać narzędzie, gdy tylko jego temperatura osiągnie 50-70°C (120-160°F).
Energia uderzenia, KV (J)
Kierunek wzdłużny
Kierunek poprzeczny
Temperatura próby
3

UNIMAX
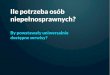
Wykres CCT. Temperatura austenityzacji 1025°C (1875°F). Czas wytrzymywania 30 minut..
Martenzyt
Twardość, wielkość ziarna i austenit cząstkowy, jako funkcje temperatury austenityzacji. Wielkość ziarna ASTM Twardość, HRC Austenit cząstkowy, %
Temperatura austenityzacji TA, 30 minut
ODPU
Należzależwykrrazy spoko525°Cto miTwardość
Wykre
Austenit cząstkowy
Wielkość ziarna
4
Węgliki Perlit
Bainit
SZCZANIE y dobrać temperaturę odpuszczania w
ności od wymaganej twardości w oparciu o es odpuszczania. Odpuszczać minimum dwa tosując przy tym chłodzenie do temperatury
jowej. Najniższa temperatura odpuszczania to (980°F). Czas utrzymywania w temperaturze
nimum 2 godziny.
s odpuszczania.
TA =1025°C (1875°F) Twardość
TA =1000°C (1830°F) Twardość
TA =1025°C (1875°F) Austenit cząstkowy
Temperatura odpuszczania

UNIMAX
ZMIANY WYMIAROWE PODCZAS HARTOWANIA I ODPUSZCZANIA
Zmiany wymiarowe zmierzone po austenityzacji w temperaturze 1020°C (1870°F)/30 min, chłodzenie w piecu próżniowym co 1,1 °C/s pomiędzy 800°C (1470°F) i 500°C (930°F).
Płyta wybrana do prób, 100x100x100 mm (3,9”x 3,9”x3,9”).
Zmiany wymiarowe, %
Temperatura austenityzacji (2x2h)
Obróbka powierzchniowa
Niektóre stale narzędziowe poddawane są obróbce powierzchniowej celem zmniejszenia współczynnika tarcia i zwiększenia odporności na zużycie. Najczęściej stosowanym rodzajem pokryć jest azotowanie i powlekanie odpornymi na zużycie warstwami PVD lub CVD. Wysoka twardość i ciągliwość, w połączeniu z dobrą stabilnością wymiarową powodują, że Unimax doskonale nadaje się do nakładania różnorodnych powłok. AZOTOWANIE I WĘGLOAZOTOWANIE
W wyniku azotowania i węgloazotowania powstaje twarda warstwa powierzchniowa, która jest bardzo odporna na zużycie ścierne i obrastanie. Twardość warstwy powierzchniowej po azotowaniu wynosi około 1000-1200 HV0,2 . Grubość warstwy azotowanej powinna być stosownie dobrana do zastosowania.
PVD
Osadzanie fizyczne fazy gazowej PVD to metoda nakładania warstwy w przedziale temperatur 200-500°C (390-930°F) o dużej odpornej na zużycie.
CVD
Osadzanie chemiczne fazy gazowej CVD stosowane jest do pokrywania w temperaturze około 1000°C (1830°F) warstwami odpornymi na zużycie.
Zalecenia odnośnie obróbki skrawaniem Poniższe dane dotyczące skrawania to wartości przybliżone, które powinny zostać dopasowane do lokalnych warunków.
Stan dostawy: wyżarzona zmiękczająco do około 185 HB. TOCZENIE
Parametry skrawania Toczenie narzędziami z węglikiem spiekanym
Toczenie narzędziami.
ze stali szybkotnącej
Zgrubna Precyzyjna Precyzyjne Prędkość skrawania (vc)
m/min f.p.m.
150-200 490-655
200-250 655-820
15-20 50-65
Posuw (f) mm/obr i.p.r.
0,2-0,4
0,008-0,016
0,05-0,2
0,002-0,008
0,05-0,3
0,002-0,012 Głębokość Skrawania (ap)
mm cal
2-4 0,08-0,16
0,5-2 0,02-0,08
0,5-2 0,02-0,08
Oznaczenie węglika
ISO US
P20-P30 C6-C5 Pokryte
węglikiem
P10 C7
Pokryte węglikiem
bądź cermetem
- -
FREZOWANIE
Frezowanie czołowe oraz frezowanie czołowe nożem kwadratowym
Parametry skrawania Obróbka narzędziami z węglika Zgrubna Precyzyjna
Prędkość skrawania (vc)
m/min f.p.m
120-170 394-558
170-210 590-720
Posuw (fz) mm/ząb cal/ząb
0,2-0,4 0,008-0,016
0,1-0,2 0,004-0,008
Głębokość skrawania (ap)
mm cal
2-4 0,08-0,16
0,5-2 0,02-0,08
Oznaczenie węglika
ISO US
P20-P40 C6-C5 Pokryte
węglikiem
P10 C7
Pokryte węglikiem bądź
cermetem
5

UNIMAX
Frezowanie walcowo-czołowe
Rodzaj frezu walcowo-czołowego Parametry skrawania
Stały węglik Wkładka z węglików
Narzędzia ze stali
szybkotnącej Prędkość skrawania (vc) m/min f.p.m.
120-150 390-490
110-150 360-490
20-251)
66-801)
Posuw (fz) mm/ząb cal/ząb
0,01-0,202)
0,0003-0,0082)
0,06-0,202)
0,002-0,0082)
0,01-0,302)
0,0003-0,0122)
Oznaczenie węglika ISO US
-
P20-P30 C6-C5
- - -
1) Dla frezów walcowo-czołowych ze stali szybkotnącej vc 35-40 m/min (115-130 f.p.m.). 2) W zależności od głębokości promieniowej otworu oraz średnicy. WIERCENIE
Wiertła kręte ze stali szybkotnącej
Średnica wiertła
mm cale
Prędkść skrawania (vc)
m/min f.p.m.
Posuw (f)
mm/obr. i.p.r.
-5 -3/16 15-20* 49-66* 0,05-0,10 0,002-0,004
5-10 3/16-3/8 15-20* 49-66* 0,10-0,20 0,004-0,008
10-15 3/8-5/8 15-20* 49-66* 0,20-0,30 0,008-0,012
15-20 5/8-3/4 15-20* 49-66* 0,30-0,35 0,012-0,014
*) Dla pokrytych wierteł ze stali szybkotnącej vc ~35-40 m/min (115-130 f.p.m.). Wiertła z węglika
Rodzaj wiertła
Parametry obróbki Wymienne Stały węglik
Nakładka z węglików
spiekanych1)
Szybkość skrawania (vc) m/min f.p.m.
180-220 590-720
120-150 390-490
60-90 195-295
Posuw (fz) mm/obr. i.p.r.
0,03-0,102)
0,001-0,0042)
0,10-0,252)
0,004-0,0012)
0,15-0,252)
0,006-0,012)
1) Wiertło z wewnętrznymi kanalikami chłodzącymi i nakładką z węglików spiekanych. 2) Zależy od średnicy wiertła.
SZLIFOWANIE
Ogólne zalecenia dotyczące tarcz szlifierskich podano poniżej. Dodatkowe informacje można znaleźć w publikacji Uddeholm „Szlifowanie stali narzędziowej”.
Dobór ściernic
Rodzaj szlifowania W stanie po miękkim wyżarzaniu
W stanie po hartowaniu
Szlifowanie czołem ściernicy - ściernica prosta
A 46 HV A 46 GV
Szlifowanie czołem ściernicy - segmenty
A 24 GV A 36 GV
Szlifowanie wałków A 46 LV A 60 KV Szlifowanie otworów A 46 JV A 60 IV Szlifowanie profilowe A 100 LV A 120 KV Obróbka elektroiskrowa
Po zakończeniu procesu obróbki elektroiskrowej, powierzchnie matrycy pokrywa warstwa ponownie przetopiona -tzw. biała warstwa oraz warstwa ponownie zahartowana i nieodpuszczona. Warstwy te są bardzo kruche, a tym samym niekorzystne dla prawidłowej pracy matrycy. Jeśli stosuje się proces obróbki elektroiskrowej, biała warstwa powinna zostać całkowicie usunięta mechanicznie poprzez szlifowanie lub zdarcie. Po obróbce wykańczającej, narzędzie powinno zostać dodatkowo odpuszczone w temperaturze około 25°C (50°F) poniżej ostatniej, najwyższej temperatury odpuszczania. Bardziej szczegółowe informacje znaleźć można w broszurze Uddeholm pt. „Obróbka elektroiskrowa stali narzędziowych”. Spawanie
Można uzyskać dobre wyniki spawania elementów matrycy, jeśli zostanie odpowiednio przygotowana spoina, dobrane spoiwa, zapewnione odpowiednie podgrzewanie matrycy, kontrolowane chłodzenie matrycy oraz procesy obróbki cieplnej po spawaniu. Poniższe wskazówki uwzględniają najważniejsze parametry procesu spawania. Bardziej szczegółowe informacje znaleźć można w broszurze Uddeholm pt. „Spawanie stali narzędziowych”. Szczegółowe informacje Prosimy o kontakt z lokalnym biurem Uddeholm w celu uzyskania dodatkowych informacji dotyczących wyboru, obróbki cieplnej, zastosowań i dostępności stali narzędziowych Uddeholm.
6

UDDEHOLM UNIMAX
8
EuropeAustriaRepresentative officeUDDEHOLMAlbstraße 10DE-73765 NeuhausenTelephone: +49 7158 9865-0www.uddeholm.de
BelgiumUDDEHOLMEuropark Oost 7B-9100 Sint-NiklaasTelephone: +32 3 780 56 20www.uddeholm.be
CroatiaBÖHLER UDDEHOLM Zagrebd.o.o za trgovinuZitnjak b.b10000 ZagrebTelephone: +385 1 2459 301Telefax: +385 1 2406 790www.bohler-uddeholm.hr
Czech RepublicBÖHLER UDDEHOLM CZ s.r.o.Division UddeholmU Silnice 949161 00 Praha 6, RuzyneTelephone: +420 233 029 850,8www.uddeholm.cz
DenmarkUDDEHOLM A/SKokmose 8, BramdrupdamDK-6000 KoldingTelephone: +45 75 51 70 66www.uddeholm.dk
EstoniaUDDEHOLM TOOLING ABSilikatsiidi 7EE-11216 TallinnTelephone: +372 655 9180www.uddeholm.ee
FinlandOY UDDEHOLM ABRitakuja 1, PL 57FI-01741 VANTAATelephone: +358 9 290 490www.uddeholm.fi
FranceHead officeUDDEHOLMZ.I. de Mitry-Compans, 12 rue Mercier,FR-77297 Mitry Mory CedexTelephone: +33 (0)1 60 93 80 10www.uddeholm.fr
Branch officesUDDEHOLM S.A.77bis, rue de VesoulLa Nef aux MétiersFR-25000 BesançonTelephone: +33 (0)381 53 12 19
LE POINT ACIERSUDDEHOLM - Aciers à outilsZ.I. du Recou, Avenue de ChamplevertFR-69520 GRIGNYTelephone: +33 (0)4 72 49 95 61
LE POINT ACIERSUDDEHOLM - Aciers à outilsZ.I. Nord 27, rue François RochaixFR-01100 OYONNAXTelephone: +33 (0)4 74 73 48 66
GermanyHead officeUDDEHOLMHansaallee 321DE-40549 DüsseldorfTelephone: +49 211 5351-0www.uddeholm.de
Branch officesUDDEHOLMFalkenstraße 21DE-65812 Bad Soden/TSTelephone: +49 6196 6596-0
UDDEHOLMAlbstraße 10DE-73765 NeuhausenTelephone: +49 7158 9865-0
UDDEHOLMFriederikenstraße 14bDE-06493 HarzgerodeTelephone: +49 39484 727 267
Great BritainUDDEHOLM DIVISIONBOHLER-UDDEHOLM (UK) LIMITEDEuropean Business ParkTaylors Lane, OldburyGB-West Midlands B69 2BNTelephone: +44 121 552 5511Telefax: +44 121 544 2911www.uddeholm.co.uk
GreeceSTASSINOPOULOS-UDDEHOLMSTEEL TRADING S.A.20, Athinon StreetGR-Piraeus 18540Telephone: +30 210 4172 109www.uddeholm.gr
SKLERO S.A.Heat Treatment and Trading of SteelUddeholm Tool SteelsIndustrial Area of ThessalonikiP.O. Box 1123GR-57022 Sindos, ThessalonikiTelephone: +30 2310 79 76 46www.sklero.gr
HungaryUDDEHOLM TOOLING/BOKDunaharaszti, Jedlik Ányos út 25HU-2331 Dunaharaszti 1. Pf. 110Telephone/fax:+36 24 492 690www.uddeholm.hu
IrelandHead office:UDDEHOLM DIVISIONBOHLER-UDDEHOLM (UK) LIMITEDEuropean Business ParkTaylors Lane, OldburyUK-West Midlands B69 2BNTelephone: +44 121 552 5511Telefax: +44 121 544 2911www.uddeholm.co.ukDublin:Telephone: +353 1845 1401
ItalyUDDEHOLMDivisione della Bohler UddeholmItalia S.p.A.Via Palizzi, 90IT-20157 MilanoTelephone: +39 02 39 49 211www.uddeholm.it
LatviaUDDEHOLM TOOLING LATVIA SIAPiedrujas Street 7LV-1035 RigaTelephone: +371 7 702133Telefax: +371 7 185079
Branch officeUDDEHOLMBarrio San Martín de Arteaga,132Pol.Ind. TorrelarragoitiES-48170 Zamudio (Bizkaia)Telephone: +34 94 452 13 03
SwedenHead officeUDDEHOLM TOOLING SVENSKA ABAminogatan 25SE-431 53 MölndalTelephone: +46 31 67 98 50www.uddeholm.se
Branch officesUDDEHOLM TOOLING SVENSKA ABBox 45SE-334 21 AnderstorpTelephone: +46 371 160 15
UDDEHOLM TOOLING SVENSKA ABBox 148SE-631 03 EskilstunaTelephone: +46 16 15 79 00
UDDEHOLM TOOLING SVENSKA ABAminogatan 25SE-431 53 MölndalTelephone: +46 31 67 98 70
UDDEHOLM TOOLING SVENSKA ABNya Tanneforsvägen 96SE-582 42 LinköpingTelephone: +46 13 15 19 90
UDDEHOLM TOOLING SVENSKA ABDerbyvägen 22SE-212 35 MalmöTelephone: +46 40 22 32 05
UDDEHOLM TOOLING SVENSKA ABHonnörsgatan 16ASE-352 36 VäxjöTelephone: +46 470 457 90
SwitzerlandHERTSCH & CIE AGGeneral Wille Strasse 19CH-8027 ZürichTelephone: +41 44 208 16 66www.hertsch.ch
TurkeyHead officeASSAB Korkmaz Celik A.S.Organize Sanayi Bölgesi2. Cadde No: 26 Y. DudulluUmraniye-Istanbul TurkeyTelephone: +90 216 420 1926-121/124www.assabkorkmaz.com
LithuaniaUDDEHOLM TOOLING ABBE PLIENAS IR METALAIT. Masiulio 18BLT-52459 KaunasTelephone: +370 37 370613, -669www.besteel.lt
The NetherlandsUDDEHOLMIsolatorweg 30NL-1014 AS AmsterdamTelephone: +31 20 581 71 11www.uddeholm.nl
NorwayUDDEHOLM A/SJernkroken 18Postboks 85, KalbakkenNO-0902 OsloTelephone: +47 22 91 80 00www.uddeholm.no
PolandBOHLER UDDEHOLM POLSKASp. z.o.o./Co. Ltd.ul. Kolejowa 291, Dziekanów Polski,PL-05-092 LomiankiTelephone: +48 22 429 2260, -203, -204www.uddeholm.pl
PortugalF RAMADA Aços e Industrias S.A.P.O. Box 10PT-3881 Ovar CodexTelephone: +351 256 580580www.ramada.pt
RomaniaBÖHLER-UDDEHOLM Romania SRLAtomistilor Str. No 96-102077125 - com. Magurele, Jud. Ilfov.Telephone: +40 214 575007Telefax: +40 214 574212
RussiaUDDEHOLM TOOLING CIS9A, Lipovaya Alleya, Office 509RU-197183 Saint PetersburgTelephone: +7 812 6006194www.uddeholm.ru
SlovakiaBohler-Uddeholm Slovakia s.r.o.divizia UDDEHOLMCsl.Armády 5622/5SK-036 01 MartinTelephone: +421 (0)434 212 030www.uddeholm.sk
SloveniaRepresentative officeUDDEHOLMDivisione della Bohler UddeholmItalia S.p.A.Via Palizzi, 90IT-20157 MilanoTelephone: +39 02 39 49 211www.uddeholm.it
SpainHead officeUDDEHOLMGuifré 690-692ES-08918 Badalona, BarcelonaTelephone: +34 93 460 1227www.acerosuddeholm.com
ˇ

www.assab.com www.uddeholm.com www.uddeholm.com
Network of excellenceUddeholm is present on every continent. This ensures you
high-quality Swedish tool steel and local support wherever you
are. Assab is our wholly-owned subsidiary and exclusive sales
channel, representing Uddeholm in various parts of the world.
Together we secure our position as the world’s leading supplier
of tooling materials.