Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS INTEGRADOS DE GESTIÓN
SEGURIDAD INDUSTRIAL Y SALUD OCUPACIONAL
TEMA
“PLAN DE MEJORA PARA EVALUAR Y REDUCIR LOS
FACTORES DE RIESGO EN EL ÁREA DE CONVERSIÓN
DE EMPAQUES”
AUTOR
TOMALÁ TOBAR ALEX GEOVANNY
DIRECTOR DEL TRABAJO
ING. IND. UGALDE VICUÑA JOSÉ WILLIAM, MSc.
GUAYAQUIL, ABRIL 2019
ii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. IND. JOSÉ WILLIAM UGALDE VICUÑA, MSc., tutor
del trabajo de titulación, certifico que el presente trabajo de titulación ha sido elaborado por
ALEX GEOVANNY TOMALÁ TOBAR con C.C. 0914418504, con mi respectiva
supervisión como requerimiento parcial para la obtención del título de INGENIERO
INDUSTRIAL.
Se informa que el trabajo de titulación: “PLAN DE MEJORA PARA EVALUAR Y
REDUCIR LOS FACTORES DE RIESGO EN EL ÁREA DE CONVERSIÓN DE
EMPAQUES”, ha sido orientado durante todo el periodo de ejecución en el programa
antiplagio (URKUND) quedando el 3% de coincidencia.
https://secure.urkund.com/view/40005391-732803-321568
_________________________________________
Ing. Ind. Ugalde Vicuña José William, MSc.
C.C. 0905695151

iii
Declaración de Autoría
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial
de la Universidad de Guayaquil”
Tomalá Tobar Alex Geovanny
C.C.: 0914418504
iv
Dedicatoria
A mis padres Luis y Carmen que me trajeron a este mundo a triunfar, pero dedico
este logro de manera especial a mi madre Carmen Tobar, que luego de la partida de mi padre
donde el creador, mostro todas sus capacidades y entrega al máximo convirtiéndose en una
mujer fuerte, luchadora, perseverante, ejemplo de superación que gracias a su dedicación y
entrega me supo guiar por el camino correcto pese a las adversidades no se dio por vencida
jamás, formándome para buscar y conseguir el éxito con esfuerzo, dedicación y trabajo
también dedico este logro a mis hermanas que siempre estuvieron apoyándome a pesar de
mis locuras, de los errores y aciertos que cometo y tengo, gracias por su amor de hermanos.
A mi esposa e hijos que a pesar de las situaciones y pruebas de vida que se presentaron
en esta etapa de estudios y de nuestra vida como familia, siempre creyeron en mí y siguen
apoyando este sueño y logro que se consigue con esfuerzo y que luego se brindara con todo
el amor a ellos y todo lo que podamos lograr en nuestra vida profesional.
v
Agradecimiento
Mi agradecimiento primero es a Dios padre del cielo por mantenerme fuerte, con
salud, fe y esperanza para alcanzar los objetivos planteados en mi vida personal y profesional
la cual estoy construyendo día a día, a mis padres por darme la vida y el mejor regalo para
crecer como persona la educación y valores, a mis profesores que ayudaron a que me forme
gracias a sus experiencias y enseñanzas, a mis compañeros y amigos de aula y de la vida con
los que comparto e intercambio ideas y con los cuales aprendo día a día a ser mejores
personas y profesionales, también quiero agradecer a las empresas que me dieron la
oportunidad de desarrollar y adquirir, habilidades y conocimientos que en el campo laboral
son de mucha utilidad para mi crecimiento profesional y personal, además agradezco a todas
las personas de las empresas donde me he desarrollado profesionalmente y que de una u otro
forma en diferentes oportunidades me bridaron su apoyo y consejos para continuar con este
maravilloso mundo laboral y profesional.
vi
Índice General
No. Descripción Pág.
1 Introducción 1
Capítulo I
Diseño de la investigación
No. Descripción Pág.
1.1. Antecedentes de la investigación 2
1.2. Problema de la investigación 3
1.2.1. Planteamiento del problema 3
1.2.2. Formulación del problema 3
1.2.3. Sistematización del problema de investigación 3
1.3. Justificación de la investigación 3
1.4. Objetivos de la investigación 4
1.4.1. Objetivo general 4
1.4.2. Objetivos específicos 4
1.5. Marco de referencia de la investigación 4
1.5.1. Marco conceptual 4
1.5.2. Marco legal 5
1.6. Formulación de la hipótesis 5
1.6.1. Hipótesis general 5
1.7. Aspectos metodológicos de la investigación 6
1.7.1. Tipo de estudio 6
1.7.2. Métodos de investigación 6
1.7.3. Fuentes y técnicas para la recolección de la información 6
1.7.4. Tratamiento de la información 7
1.7.5. Resultados e impactos esperados 7
Capitulo II
Análisis, presentación de resultados y diagnóstico
No Descripción Pág.
2.1. Análisis de la situación actual. 8
2.1.1. Datos generales de la empresa 9
2.1.2. Ubicación geográfica. 10
2.1.3. Política de seguridad y salud ocupacional de la empresa. 10
2.1.4. Organización estructural. 11
vii
2.1.5. Reglamento Interno de seguridad, salud ocupacional y medio ambiente. 11
2.2. Recursos. 12
2.2.1. Recursos Humanos. 12
2.2.2. Recursos Materiales. 12
2.2.3. Recursos Tecnológicos. 13
2.3. Diagrama de flujo de procesos. 13
2.4. Diagrama de Ishikawa. 13
2.5. Método de evaluación de riesgos. 14
2.5.1. Método William T. Fine. 14
2.6. Matriz de riesgos laborales. 14
2.6.1. Indicadores de seguridad. 16
2.6.2. Análisis de datos. 19
2.6.3. Impacto económico negativo. 22
2.7. Análisis comparativo, evolución, tendencias y perspectiva. 24
2.8. Presentación de resultados y diagnóstico. 25
2.9. Verificación de hipótesis. 25
Capitulo III
Propuesta, conclusiones y recomendaciones
No Descripción Pág.
3.1. Estructura de la propuesta 26
3.1.1. Cronograma de implementación 28
3.2. Evaluación de los costos de implementación de la propuesta 28
3.3. Plan de inversión y financiamiento 29
3.4. Evaluación financiera 29
3.4.1. Coeficiente beneficio-costo 29
3.5. Resultados 30
3.6. Conclusiones y Recomendaciones 30
3.6.1. Conclusiones 30
3.6.2. Recomendaciones 31
Anexos 32
Bibliografía 45
viii
Índice de tablas
No Descripción Pág.
1 Distribución de Recursos Humanos 12
2 Recursos Materiales 13
3 Recursos Tecnológicos 13
4 Cantidad de Accidentes en el año 2018 20
5 Riesgos en el área de Conversión de empaque 27
6 Medidas de Prevención y Costos 28
7 Criterio de decisión 29
ix
Índice de figuras
No Descripción Pág.
1 Parte exterior de la planta productora de empaques de cartón 8
2 Interior de la planta de productora de empaques de cartón 9
3 Ubicación satelital 10
4 Matriz de Riesgos Laborales 15
5 Indicadores de seguridad 2017 16
6 Representación gráfica indicadores de seguridad 2017 16
7 Indicadores de seguridad 2018 17
8 Representación gráfica Indicadores de seguridad 17
9 Número de accidentes de los años 2017 y 2018 18
10 Índice de frecuencia de los años 2017 y 2018 18
11 Índice ce gravedad de los años 2017 y 2018 19
12 Tasa de riesgo de los años 2017 y 2018 19
13 Tipo de Accidentes 20
14 Factores de riesgo en el área de conversión de empaque 21
15 Porcentaje según el factor de riesgo 21
16 Accidentes de Trabajo Año 2018 22
17
18
19
20
Costo por accidentes año 2018
Tipo de accidente
Porcentaje de los factores mecánicos
Riesgos del área de conversión de empaque
23
24
26
27
x
Índice de anexos
No Descripción Pág.
1 Pirámide de Kelsen. 33
2 Organigrama Organizacional. 34
3
4
5
6
7
8
9
Recursos Humanos.
Diagrama de flujo del proceso del área de conversión de empaque.
Diagrama de Ishikawa.
Valores de consecuencia.
Matriz de Riesgos Laborales.
Señaléticas.
Análisis de Riesgo de Tarea ART.
35
36
37
38
39
43
44
xi
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
“PLAN DE MEJORA PARA EVALUAR Y REDUCIR LOS FACTORES DE
RIESGO EN EL ÁREA DE CONVERSIÓN DE EMPAQUES”
Autor: Tomalá Tobar Alex Geovanny
Director: Ing. Ind. Ugalde Vicuña José William, MSc.
Resumen
El trabajo desarrollado, se enfoca en reducir o eliminar los Factores de Riesgo en el área
de conversión de empaques que produce cartón corrugado para el sector bananero, su
presencia afecta las actividades realizadas por 27 trabajadores expuestos, para Evaluar los
Riesgos aplicamos el Método William T. Fine, obteniendo que los Riesgos Físicos
(Ruido/Iluminación), Ergonómicos (Levantamiento de cargas/Posición Forzada),
Psicosocial (Horarios de Trabajo), tienen controles: en la fuente, el medio y el individuo.
Mientras que los Riesgos Mecánicos (Atrapamiento, aplastamiento, corte, golpe) son los que
generan accidentes. Se propone Reducir este Riesgo con capacitaciones en temas de
Prevención de Riesgos Laborales, uso de máquinas/herramientas, uso de equipos de
protección, motivando en el trabajador la cultura de Prevención. Instalar y socializar la
información de señaléticas, siendo imprescindible situarlas en sectores específicos ayudando
a prevenir accidentes y luego ampliar su estudio a través del plan de señalización para puntos
críticos de control.
Palabras Claves: William T. Fine; Señaléticas; Factores de riesgo; Cultura
de prevención; Puntos críticos de control.

xii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
"IMPROVEMENT PLAN TO EVALUATE AND REDUCE RISK FACTORS
IN THE AREA OF PACKAGING CONVERSION"
Author: Tomalá Tobar Alex Geovanny
Advisor: Ind. Eng. Ugalde Vicuña José William, Mgs.
Abstract
The work developed, focuses on reducing or eliminating risk factors in the area of
packaging conversion that produces corrugated cardboard for the banana sector. Its
presence affects the activities carried out by 27 exposed workers, to evaluate the risks
the William T. Fine Method was applied obtaining that the Physical risks
(Noise/Ilumination), Ergonomics (Lifting loads/forced positions), Psychosocial
(working hours), have control in: the source, the environment and the human being, while
the mechanic risks (Entrapment, crushing, cuts, hit) cause accidents. In order to decrease
this risks trainings in labour risks prevention are suggested, use of machines/tools, use
of personal protection equipment, by motivating the worker to a culture of prevention.
Install and socialize the signals information, being essential to place them in specific
sectors in order to help and prevent accidents and then extend its studies through
signposting plan for critical control points.
Keywords: William T. Fine, Signals information, Factors of Risks, Culture of Prevention,
Critical Control Points.
Introducción
El desarrollo de esta investigación fue realizada en el área de producción de conversión
de empaques, la cual produce empaques de cartón corrugado para el sector bananero, aquí
se levantó la información respecto a los factores de riesgo que se evidenciaron mientras los
trabajadores realizan sus actividades en cada jornada de trabajo en tres turnos de ocho horas
por cada turno, tenemos alrededor de 35 personas expuestas a los factores de riesgo de esta
área de trabajo de las cuales 27 se exponen directamente por el trabajo que realizan en dicha
área y el resto son indirectos o desarrollan sus actividades en áreas cercanas, la información
obtenida ayudará a la Alta Dirección con apoyo y sugerencias del Comité paritario, los
Departamentos de Salud Ocupacional y de Seguridad Industrial y Medio Ambiente, a
implementar metodologías y estrategias enfocadas a reducir la exposición a los factores de
riesgo presentes en las áreas de trabajo.
El primer capítulo describe los antecedentes del área de conversión de empaques, el
crecimiento y evolución que logra poco a poco con el pasar del tiempo lo cual le permitió
integrarse a una importante red de negocios con empresas multinacionales.
En el año 2002 tiene problemas críticos por los bajos índices de productividad, gracias a
la confiabilidad de sus clientes, el uso de nuevas tecnologías, la inversión y solvencia de sus
accionistas son el motor que los impulsa nuevamente, siendo todo esto una ventaja
competitiva sólida en el mercado y por el apoyo y compromiso de su equipo de trabajo
empieza nuevamente su ascenso, además de realizar un plan para poder controlar mejor sus
procesos tratando dentro de su conocimiento tener ambientes de trabajo seguros para que
sus trabajadores y puedan desarrollar sus actividades y cumplir con su producción diaria.
El segundo capítulo describe la situación actual del área que fue objeto de estudio,
identificando y Evaluando a través de la metodología de William T. Fine los factores de
riesgo que están presentes en el área de trabajo y a los que se exponen los trabajadores en
cada turno y cuáles son los más relevantes que causan accidentes y ausentismo laboral.
El tercer capítulo propone varias soluciones como capacitar a los trabajadores para crear
conciencia y generar una cultura de prevención de riesgos, además colocar, actualizar y
socializar las señales de seguridad en cada área de trabajo que al ser implementadas ayudarán
a reducir los factores de riesgo en el área de producción de conversión de empaques, las
recomendaciones y conclusiones podrán ser revisadas por la alta dirección e implementadas
en el momento que consideren apropiado.
Capítulo I
Diseño de la investigación
1.1 Antecedentes de la investigación
La empresa en la cual se realiza esta investigación fue fundada en marzo de 1965 por un
grupo de inversionistas extranjeros y locales, los cuales creyeron en la capacidad de sus
trabajadores de aquella época y decidieron impulsar el proyecto. La empresa se dedica desde
sus inicios y hasta la actualidad a la conversión de empaques secundarios o cajas de cartón
corrugado para un sin número de productos que se protegen con este producto.
En mayo del mismo año entrega su primer pedido a la compañía exportadora de banano
con el afianza sus lasos comerciales, pasa a formar parte de la compañía exportadora de
banano en 1980, y empezó a producir cajas para exportar banano a gran escala.
En 1981 se integra un grupo de inversionistas ecuatorianos, que dan inicio a una nueva
fase en la entrega de productos hechos de varias capas de papel, siendo estos reconocidos
por su gran calidad gráfica y los cuales al ser procesados en el área de conversión de
empaques cubren los mercados nacional e internacional respectivamente.
En agosto se integra a una importante red mundial de negocios. Estos movimientos
accionarios y de inversiones han permitido incrementar los volúmenes de ventas, tanto es
así que el consumo inicial de papel era de 15.000 toneladas/año, creciendo hasta una
cantidad actual de 150.000 toneladas/año aproximadamente. Caracterizados por proveer
productos de excelente calidad, respaldada por un equipo calificado y maquinarias de
moderna tecnología, lo cual le permite ser una de las plantas de cartón corrugado más
grandes y modernas de Latinoamérica, que goza del liderazgo en la rama de la industria.
En el año de 1995, decidió adaptar su sistema de gestión de acuerdo con los
requerimientos de la norma ISO 9000, pudiendo registrar por primera vez en 1996 con la
versión 1994, y vueltos a re-certificar en el 2002 con la versión del 2000.
El cartón corrugado ofrecido a sus clientes se cataloga como el de más alto nivel en el
mercado, además de brindar confiabilidad, solvencia, tecnología y gestión, esto representa
una ventaja competitiva clave en el mercado.
Pero el tratar de brindar un producto excelente y poder satisfacer las necesidades de sus
clientes, implicó un aumento en sus costos de producción y por ende bajo notablemente la
productividad de su departamento de producción.
En ocasiones se tuvieron índices bajos de productividad en el departamento de
producción. Actualmente uno de los problemas más críticos de la empresa son los bajos
índices de productividad producto de accidentes y el ausentismo que este provoca.
Diseño de la Investigación 3
1.2 Problema de investigación
1.2.1 Planteamiento del problema.
El problema que se existe en el área de producción se da específicamente en el área de
conversión de empaques, donde se presentan factores de riesgo que han sido causantes de
accidentes de trabajo, en mayor porcentaje han sido los factores de riesgos mecánicos, los
cuales han generado ausentismo laboral y costos por accidentes, es por ello que se desea
identificar, evaluar y reducir estos factores, aplicando un método específico que sería el
método William T. Fine, para proponer medidas de control y reducir los accidentes de
trabajo.
1.2.2 Formulación del problema de investigación.
¿Se pueden reducir los accidentes de trabajo evaluando los factores de riesgos mecánicos
mediante el método William T. Fine?
1.2.3 Sistematización del problema de investigación.
A continuación se realiza el desglose de la hipótesis general:
¿El método William T. Fine se enfoca en la evaluación de factores de riesgos mecánicos?
Si
¿Se evaluarán todos los factores de riesgos laborales en área de conversión de empaques?
Si
¿Se pueden evaluar todos los factores de riesgos mediante el método William T. Fine?
Si
¿Con la evaluación de los factores de riesgos se pueden identificar medidas de control
existentes?
Si
¿Mediante la elaboración de la matriz de riesgos laborales se pueden reducir los
accidentes?
No
1.3 Justificación de la investigación
El estudio de esta problemática es de vital importancia para la empresa ya que, al evaluar
y reducir los factores de riesgo, se generarían condiciones de medio ambiente laborales
seguras y confiables para el trabajador que está expuesto y que realiza sus actividades dentro
del área de conversión de empaque, con ello podremos establecer medidas preventivas en
Diseño de la Investigación 4
beneficio de la seguridad de los trabajadores. Esta investigación será un aporte notable para
el área de seguridad industrial porque ayudará a desarrollar las metodologías existentes a
través de una matriz de riesgos para priorizar los riesgos y determinar un plan de mejora
para evaluar y reducir los factores de riesgo, con la obtención de estos resultados se aporta
a que la investigación en este campo y que la misma se incremente con el tiempo logrando
obtener ambientes seguros de trabajo.
1.4 Objetivos de la investigación
1.4.1 Objetivo General.
Diseñar un plan de mejora para evaluar y reducir los factores de riesgo en el área de
conversión de empaques.
1.4.2 Objetivos Específicos.
Definir la situación actual del área de Conversión de empaques.
Realizar una evaluación de los riesgos laborales mediante el método William T. Fine
que afectan al personal en el área de Conversión de empaques.
Elaborar una matriz de riesgos laborales.
Proponer un plan para evaluación y reducción de factores de riesgos en el área de
Conversión de empaques.
1.5 Marco de referencia de la investigación
1.5.1 Marco Conceptual.
Riesgo Laboral: Es la posibilidad de que un trabajador sufra una enfermedad laboral o
un accidente laboral. (Fabre, 1998).
Factor de riesgo: Es toda circunstancia o situación que aumenta las probabilidades de
una persona de contraer una enfermedad o cualquier otro problema de salud. (Duque de
Estrada, 2001).
Riesgo mecánico: Es el conjunto de factores físicos que pueden dar lugar a una lesión
por la acción mecánica de elementos de máquinas, herramientas, piezas a trabajar o
materiales proyectados, sólidos o fluidos. (Jaime, 2016).
Accidente de trabajo: Es todo suceso repentino que sobrevenga por causa o con ocasión
del trabajo, y que produzca en el trabajador una lesión orgánica, una perturbación funcional
o psiquiátrica, una invalidez o la muerte. (Sura, s.f.)
Matriz de riesgos: Es una herramienta de gestión que permite determinar objetivamente
cuáles son los riesgos relevantes para la seguridad y salud de los trabajadores que enfrenta
Diseño de la Investigación 5
una organización. Su llenado es simple y requiere del análisis de las tareas que desarrollan
los trabajadores. (Rimac Riesgos Laborales, s.f.)
Método William T. Fine: Es un procedimiento originalmente previsto para el control de
los riesgos cuyas medidas usadas para la reducción de los mismos eran de alto coste. (Fine)
1.5.2 Marco Legal.
El marco legal que se relaciona con la temática de la seguridad y salud en el trabajo,
hacen acápite de los documentos que a continuación se detallan:
Constitución de la República del Ecuador.
Decisión 584, sustitución de la Decisión 547 del Instrumento Andino de Seguridad
y Salud en el Trabajo.
Resolución 957 del Reglamento de Instrumento Andino de Seguridad y Salud en el
Trabajo.
Convenio 24 OIT, relativo al Seguro de Enfermedad de los Trabajadores en la
Industrias. Convenio 148 OIT.
Convenio 112 OIT, relativo a los servicios de Medicina en el Trabajo.
Código de Trabajo, Capítulo V, relacionado a la Prevención de los Riesgos, las
Medidas de Seguridad e Higiene del Trabajo.
Servicios Médicos de la Empresa como Ley y Reglamento del Instituto Ecuatoriano
de Seguridad Social.
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento del Medio
Ambiente, Reglamento Ejecutivo 2393 del IESS del 17 de Noviembre de 1986 y en
el Código de Trabajo.
Reglamento del Seguro General de Riesgos del Trabajo. Resolución C. C. 513
Código Orgánico de la Producción.
Registros Sanitarios.
Para el presente trabajo de titulación se esquematizará el marco legal mediante los
lineamientos que se indican en la pirámide de Kelsen. (Ver Anexo Nº 1)
1.6 Formulación de la hipótesis
1.6.1 Hipótesis General.
La identificación y evaluación de los factores de riesgos que son causantes de accidentes
de trabajo en el área de Conversión de Empaques, será analizada por el método de evaluación
Diseño de la Investigación 6
William T. Fine lo que permitirá identificar los riesgos altos y críticos donde se debe actuar
inmediatamente para así evitar accidentes laborales, lo cual minimizará los costos por
accidentes y los costos por ausentismo laboral.
1.7 Aspectos metodológicos de la investigación
1.7.1 Tipo de estudio.
El estudio es de tipo observacional debido a que mediante la metodología aplicada en el
área de trabajo se evaluará la actividad que realiza el personal y se observará los actos y las
condiciones de trabajo a los que está expuesto el trabajador en el desarrollo de las actividades
que deben cumplir en cada jornada de trabajo.
1.7.2 Método de investigación.
El método de estudio es inductivo debido a que la información observada se analizará
para la identificación de los factores de riesgos presentes.
Inicialmente se realizará el estudio observacional en el área de bodega para analizar
las actividades que realiza el personal y poder identificar los factores de riesgos a los
que están expuestos los trabajadores como son los riesgos mecánicos.
Se evaluará la Situación Actual analizando las causas que generan la presencia del
riesgo que ocasionan los accidentes laborales, para ello se utilizara la herramienta
diagrama de Ishikawa (espina de pescado) o diagrama de causa y efecto.
Se evaluará los factores de riesgo en las sus diferentes etapas, donde desarrollan la
actividad laboral los trabajadores del área de conversión de empaques, mediante el
método de William Fine, el cual es una metodología que tiene un procedimiento
previsto para el control de los riesgos y cuantificación para crear medidas de control
y la reducción de los accidentes laborales, debido a la naturaleza de esta metodología
evalúa las desviaciones del lugar y la superficie de trabajo con el fin de obtener el
nivel de riesgo presente y así poder definir las medidas preventivas necesarias.
1.7.3 Fuentes y técnicas para la recolección de información.
En el presente trabajo como fuentes y técnicas que se utilizan para la recolección de
información se tiene la observación como tal que ayuda a identificar los problemas que
afectan al proceso como tal, seguido de un análisis documental para la revisión de datos
históricos y estadísticos para la comparación con el proceso que se lleva a cabo hoy en día
y con consiguiente un formulario para obtener los datos de forma clara y ordenada.
Diseño de la Investigación 7
1.7.4 Tratamiento de la información.
Referente al estudio que se está realizando y el tratamiento que se la dará a la información
obtenida la cual será de análisis y cálculo, lo que permitirá obtener resultados específicos
sobre los factores de riesgo que tienen mayor incidencia en el área de trabajo siendo los
causantes del mayor porcentaje en tasa de accidentabilidad.
1.7.5 Resultados e impactos esperados.
Se espera obtener como resultados la reducción o eliminación de los factores de riesgo y
los accidentes de trabajo, mediante la elaboración de la matriz de riesgos, con la cual
brindaremos información, conocimientos, capacitaciones a los trabajadores y fomentar la
cultura de prevención entre los trabajadores de la empresa.
Partiendo de los resultados obtenidos, debemos empezar poco a poco con la
implementación de manera continua, aplicando esta herramienta metodológica en cada área
y puesto de trabajo que proporcione de información a la matriz general y a través de este
documento evidenciar cuales son las áreas que requieren de atención con la prioridad que el
área de trabajo requiere.
La actualización de este documento debe realizarse en cada oportunidad que el área de
trabajo lo necesite ya sea por las renovaciones, reparaciones y modificaciones a las cuales
haya sido sometida, indicando a que factores de riesgo estamos expuestos.
También se debe considerar el entrenamiento a todos los trabajadores, sean estos por
reubicación o ingreso de trabajadores nuevos, modificaciones y reubicaciones en el área de
trabajo.
Debe ser complementada con un plan efectivo de capacitación en temas de prevención
laboral, uso de máquinas/herramientas, uso de equipos de protección, implementación e
instalación de señaléticas, análisis de riesgo de trabajo (ART) y capacitaciones en el puesto
de trabajo enfocados a reducir o eliminar los factores de riesgo que puedan representar asi
como las condiciones sub-estándar que puedan afectar la integridad física de los trabajadores
debido a la exposición a estos factores de riesgo.
El uso de herramientas metodológicas para la elaboración de una matriz y la obtención
de resultados, nos obligan a tomar acciones rápidas y oportunas, esto permitirá que nos
anticipemos a que los factores de riesgo se materialicen y generen en los trabajadores
accidentes, siendo necesarias realizar charlas en el puesto de trabajo ya sea de manera grupal
o personal, el fin es crear en el trabajador o los trabajadores la cultura de prevención y que
esta técnica se vuelva una práctica diaria de manera que los accidentes se reduzcan o
eliminen considerablemente.
Capítulo II
Análisis, Presentación de resultados y Diagnóstico
2.1 Análisis de la Situación actual
La situación actual por la que está pasando el área de Conversión de Empaques es de
mejoramiento continuo en cada uno de los procesos, tanto operativos como administrativos,
esto a su vez ha generado que los directivos de la empresa tomen en consideración el
mejoramiento sobre los temas de seguridad industrial en toda la empresa. Para lo cual se han
realizado estudios en la planta de producción sobre el índice de accidentabilidad en cada uno
de los puestos de trabajo, es decir en cada uno de los procesos que intervienen directamente
en la trasformación o conversión del producto, cabe recalcar que el estudio realizado va más
allá de la causa que genera los accidentes laborales, identificando los factores de riesgos
causantes de estos accidentes, clasificarlos y evaluarlos para poder generar controles y
medidas preventivas sobre los trabajadores, en el medio o en la fuente.
Si bien es cierto hay factores de riesgos que fueron identificados y tienen medidas de
control, por lo cual hace que estos factores de riesgos sean tolerables, pero hay factores que
siguen siendo reincidentes en causar accidentes laborales, como en este caso se trata de los
factores de riesgos mecánicos, causante de caídas a la misma altura, producido por el
desorden y obstáculos en el piso, a su vez caída de objetos en manipulación, como las
herramientas que utilizan los trabajadores, por otro lado existen atrapamientos causados por
la ausencia de guardas de seguridad en las máquinas y equipos de los procesos operativos.
Todos estos accidentes han tenido un mayor porcentaje de accidentabilidad afectando al
factor humano en el área de Conversión de empaques.
Figura 1. Parte exterior de una planta Productora de empaques de cartón. Investigación tomada de Google
earth. Elaborado por el autor
Análisis, Presentación de Resultados y diagnóstico 9
Figura 2. Interior de una planta Productora de empaques de cartón. Información tomada de Google earth.
Elaborado por el autor
Si bien es cierto hay factores de riesgos que fueron identificados y tienen medidas de
control, por lo cual hace que estos factores de riesgos sean tolerables, pero hay factores que
siguen siendo reincidentes en causar accidentes laborales, como en este caso se trata de los
factores de riesgos mecánicos, causante de caídas a la misma altura, producido por el
desorden y obstáculos en el piso, a su vez caída de objetos en manipulación, como las
herramientas que utilizan los trabajadores, por otro lado existen atrapamientos, cortes y
golpes causados por la ausencia de guardas de seguridad en las máquinas y equipos
utilizados en los procesos operativos. Todos estos accidentes han tenido un mayor porcentaje
de accidentabilidad afectando al factor humano en el área de conversión de empaques.
2.1.1 Datos generales de la empresa.
El crecimiento que tienen las empresas productoras de empaques de cartón dentro de la
industria en general, implica que sus objetivos sean específicos y agresivos de esta manera
estar a la par para competir en los sectores donde tienen presencia dentro del mercado
latinoamericano, contar con el compromiso de todo su equipo de trabajo, aquellos que hacen
parte de una organización y en todos sus niveles jerárquicos, apoyando constantemente al
crecimiento todo esto trae con ello el uso de nuevas y mejores tecnologías, además de la
implementación, actualización conservación de un sistema que garantice la productividad
de la empresa y que esto signifique mantener el uso de técnicas de prevención frente a
factores de riesgo laboral. Con más de 60 años de experiencia, la planta productora de
empaques de cartón se posiciona como la empresa líder de la industria cartonera, aportando
soluciones innovadoras e integrales dirigidas al mercado local y global.
Análisis, Presentación de Resultados y diagnóstico 10
Conscientes de la necesidad de renovar y buscar agregar valor de manera significativa,
invertimos en desarrollo humano y tecnológico mediante la adquisición de equipos de última
generación.
Entre estos, perfilan la imprenta de marca MARQUIP WARD y JS MACHINE, entre
otros. Gracias a esta importante inversión, brindamos impresiones de alta gráfica y un
acabado excepcional, así como un significativo incremento en la productividad, calidad y
competitividad en materia de entregas.
En lo que respecta a la actividad económica de la planta productora de empaques de
cartón establecida en el CIIU (Clasificación Industrial Internacional Uniforme) indica que
se dedica a la fabricación de empaques de papel o de cartón ondulado, rígido o plegable:
cajas, cajones, estuches, envases, archivadores de cartón de oficina y artículos similares.
Misión: la misión de la empresa productora de empaques es brindar soluciones completas
en conversión de empaques de cartón corrugado, de excelente calidad gráfica y estructural.
Visión: la visión es posicionarse como la principal y mejor opción, consolidándose como
la primera industria conversión de empaques, su modelo de gestión es eficiente, sostenible
sustentable y socialmente responsable, adaptándose al entorno cambiante.
2.1.2 Ubicación Geográfica.
Figura 3. Ubicación Satelital. Información tomada de google earth. Elaborado por el autor.
2.1.3 Políticas de Seguridad y Salud de la empresa.
La planta productora de empaques de cartón, se dedicada al diseño, producción y
comercialización de soluciones de empaques de cartón corrugado, promueve la Seguridad y
la Salud de sus empleados propios, contratistas, visitantes y partes interesadas.
Análisis, Presentación de Resultados y diagnóstico 11
El compromiso de la Alta dirección garantiza identificación, evaluación, control y/o
eliminación de los riesgos presentes en todas las actividades desarrolladas en la organización
mediante la asignación de recursos necesarios, así como el mejoramiento continuo en su
gestión de Prevención de Riesgos Laborales.
Promover y mantener una cultura de seguridad y salud laboral como valor y principio de
actuación, es una responsabilidad por convicción de todos los empleados de la planta
productora de empaques de cartón, que se refleja en el cumplimiento de las normas y
procedimientos en la legislación ecuatoriana vigente.
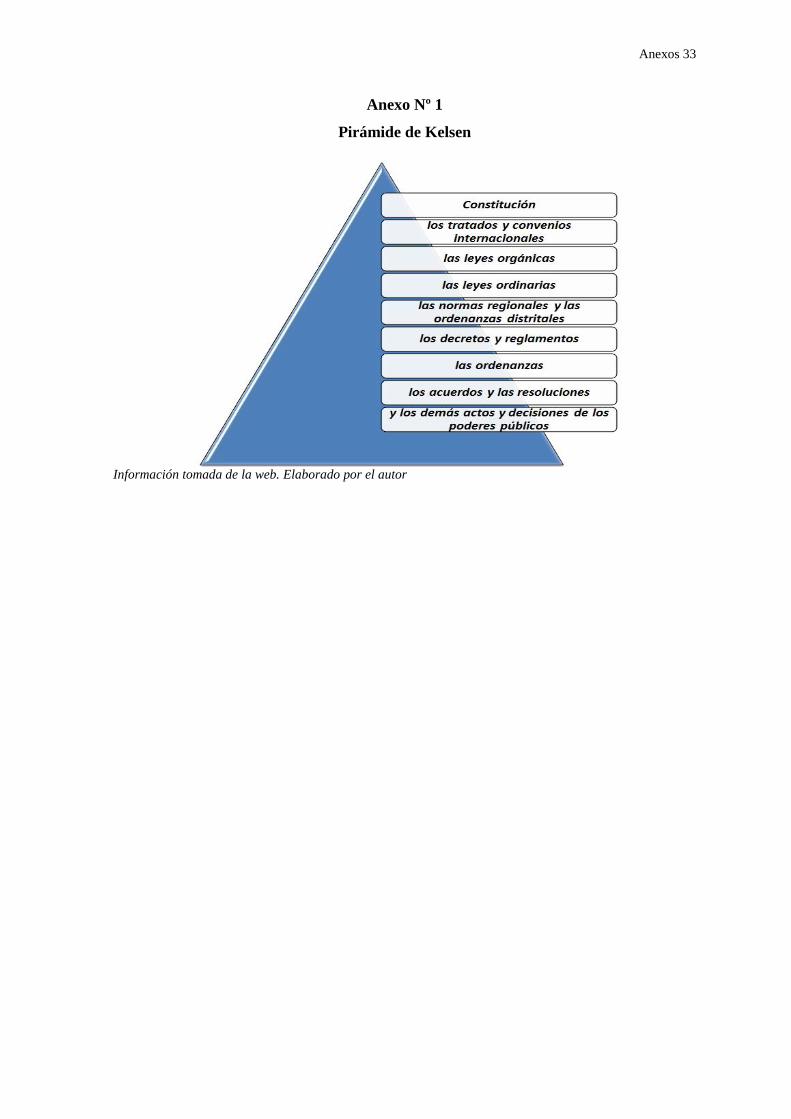
2.1.4 Organización estructural.
La planta productora de empaques de cartón, actualmente tiene una estructura
organizacional lineal cuyas órdenes y controles de trabajo se manejan de forma piramidal.
(Ver Anexo Nº 2)
2.1.5 Reglamento Interno de Seguridad Industrial, Salud Ocupacional y Medio
Ambiente de la empresa.
En cumplimiento a lo establecido en el Art. 434 del Código de Trabajo Vigente, y al
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento del Medio Ambiente
de Trabajo expedido mediante Decreto Ejecutivo No-2393 publicado en el Registro Oficial
No. 565 del 17 de noviembre de 1986.
Esta empresa ha elaborado el presente Reglamento con el compromiso de determinar
normas para que todo trabajador que labore en sus dependencias y quienes por cuenta de
terceras personas lo hagan quedando sujetas al estricto cumplimiento de ellas, para prevenir
los riesgos y evitar accidentes o enfermedades profesionales y hacer de la Seguridad
Industrial y salud Ocupacional parte integrante y vital de los trabajadores.
Por lo tanto, es obligación de todo el personal de la planta productora de empaques de
cartón. Conozca las regulaciones de este Reglamento y cumplirlas en toda su extensión.
Es de mucha importancia que tanto el sector laboral como el patrono efectúen una acción
conjunta para alcanzar los objetivos como son prevenir los riesgos laborales, para eso la
empresa proporcionará en todos los instantes a sus trabajadores condiciones de trabajo
seguras, la entrega de protección personal adecuada, capacitación constante y especifica,
entrenamiento y un mejoramiento del medio ambiente de trabajo.
Por otra parte, el trabajador retribuirá con el acatamiento de las normas de Seguridad
Industrial y prevención en temas de seguridad industrial establecidas por la planta
productora de empaques de cartón,
Análisis, Presentación de Resultados y diagnóstico 12
2.2 Recursos
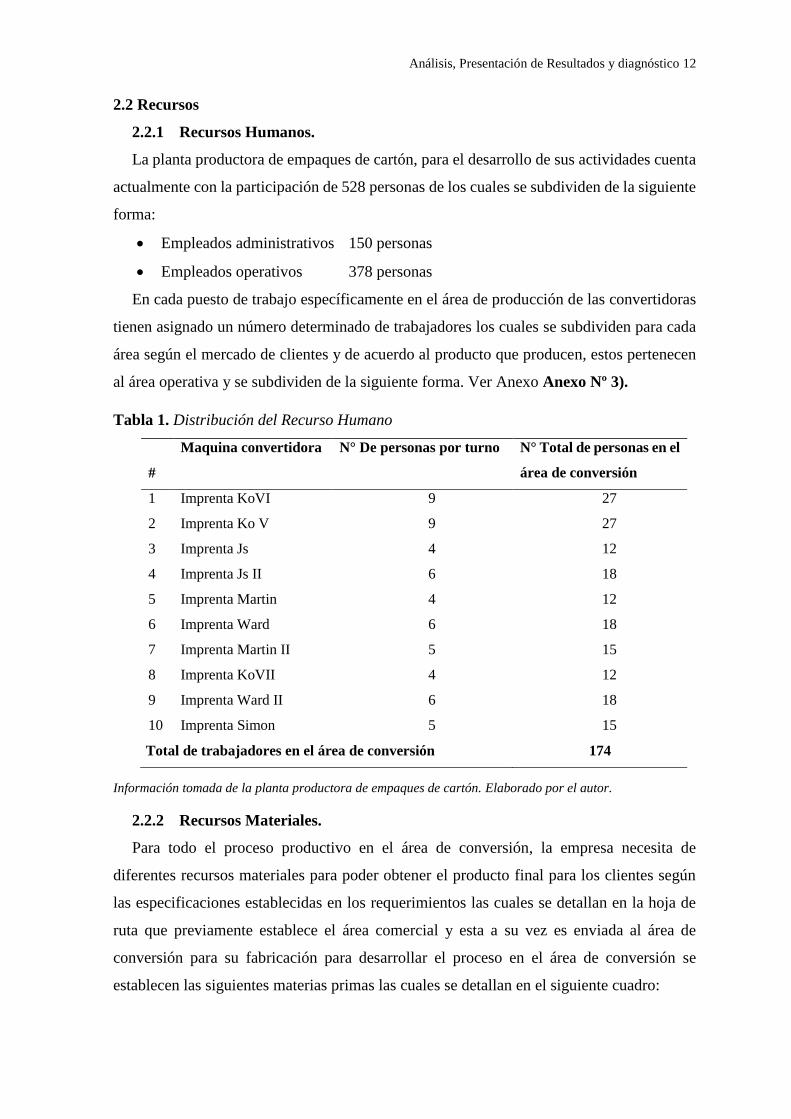
2.2.1 Recursos Humanos.
La planta productora de empaques de cartón, para el desarrollo de sus actividades cuenta
actualmente con la participación de 528 personas de los cuales se subdividen de la siguiente
forma:
Empleados administrativos 150 personas
Empleados operativos 378 personas
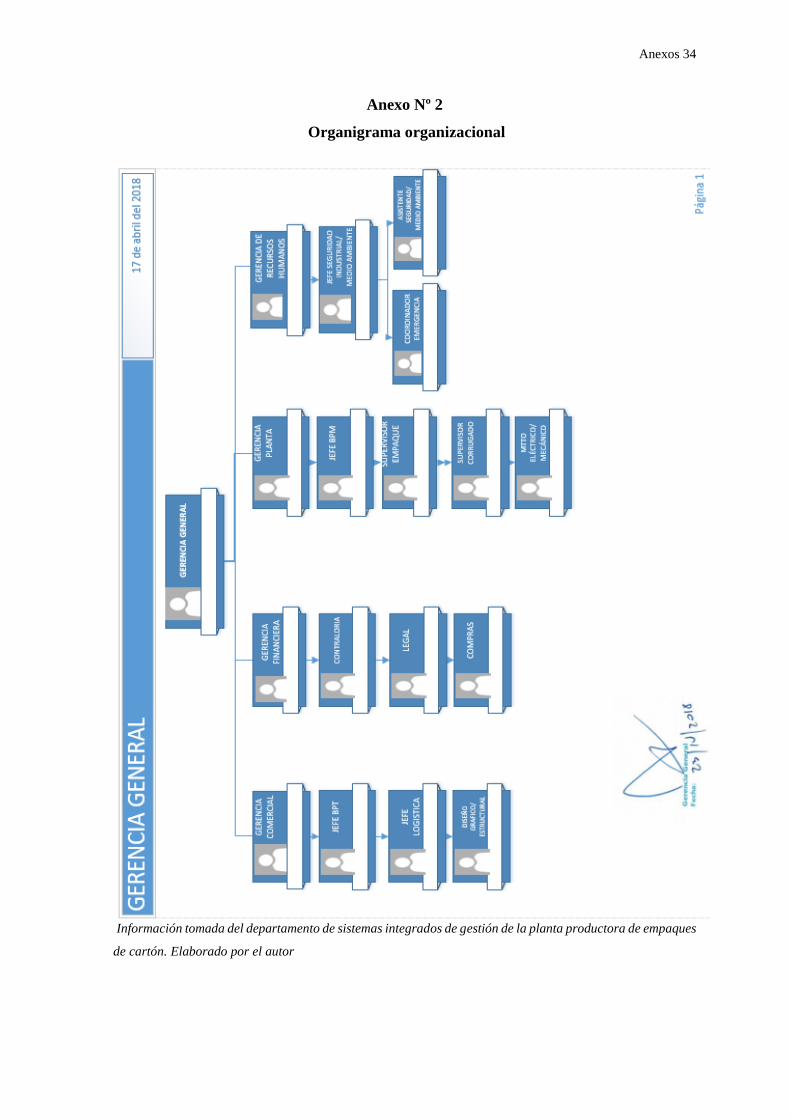
En cada puesto de trabajo específicamente en el área de producción de las convertidoras
tienen asignado un número determinado de trabajadores los cuales se subdividen para cada
área según el mercado de clientes y de acuerdo al producto que producen, estos pertenecen
al área operativa y se subdividen de la siguiente forma. Ver Anexo Anexo Nº 3).
Tabla 1. Distribución del Recurso Humano
#
Maquina convertidora N° De personas por turno N° Total de personas en el
área de conversión
1 Imprenta KoVI 9 27
2 Imprenta Ko V 9 27
3 Imprenta Js 4 12
4 Imprenta Js II 6 18
5 Imprenta Martin 4 12
6 Imprenta Ward 6 18
7 Imprenta Martin II 5 15
8 Imprenta KoVII 4 12
9 Imprenta Ward II 6 18
10 Imprenta Simon 5 15
Total de trabajadores en el área de conversión 174
Información tomada de la planta productora de empaques de cartón. Elaborado por el autor.
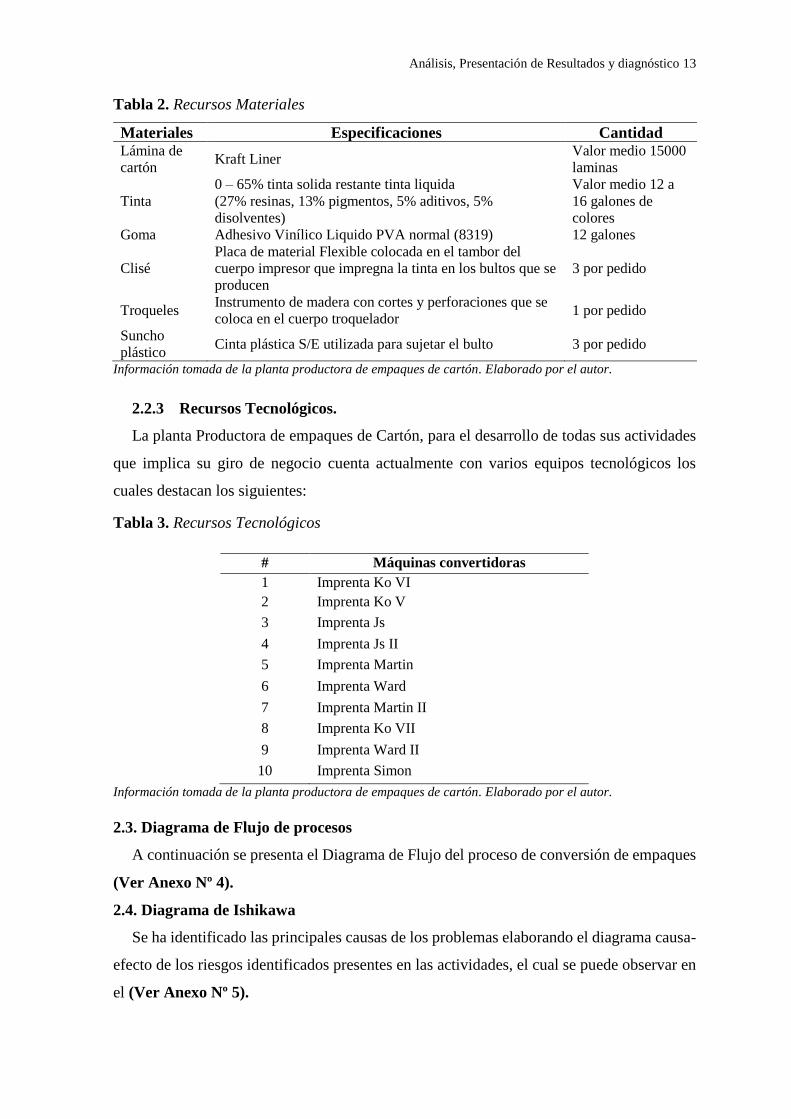
2.2.2 Recursos Materiales.
Para todo el proceso productivo en el área de conversión, la empresa necesita de
diferentes recursos materiales para poder obtener el producto final para los clientes según
las especificaciones establecidas en los requerimientos las cuales se detallan en la hoja de
ruta que previamente establece el área comercial y esta a su vez es enviada al área de
conversión para su fabricación para desarrollar el proceso en el área de conversión se
establecen las siguientes materias primas las cuales se detallan en el siguiente cuadro:
Análisis, Presentación de Resultados y diagnóstico 13
Tabla 2. Recursos Materiales
Materiales Especificaciones Cantidad Lámina de
cartón Kraft Liner
Valor medio 15000
laminas
Tinta
0 – 65% tinta solida restante tinta liquida
(27% resinas, 13% pigmentos, 5% aditivos, 5%
disolventes)
Valor medio 12 a
16 galones de
colores
Goma Adhesivo Vinílico Liquido PVA normal (8319) 12 galones
Clisé
Placa de material Flexible colocada en el tambor del
cuerpo impresor que impregna la tinta en los bultos que se
producen
3 por pedido
Troqueles Instrumento de madera con cortes y perforaciones que se
coloca en el cuerpo troquelador 1 por pedido
Suncho
plástico Cinta plástica S/E utilizada para sujetar el bulto 3 por pedido
Información tomada de la planta productora de empaques de cartón. Elaborado por el autor.
2.2.3 Recursos Tecnológicos.
La planta Productora de empaques de Cartón, para el desarrollo de todas sus actividades
que implica su giro de negocio cuenta actualmente con varios equipos tecnológicos los
cuales destacan los siguientes:
Tabla 3. Recursos Tecnológicos
# Máquinas convertidoras
1 Imprenta Ko VI
2 Imprenta Ko V
3 Imprenta Js
4 Imprenta Js II
5 Imprenta Martin
6 Imprenta Ward
7 Imprenta Martin II
8 Imprenta Ko VII
9 Imprenta Ward II
10 Imprenta Simon
Información tomada de la planta productora de empaques de cartón. Elaborado por el autor.
2.3. Diagrama de Flujo de procesos
A continuación se presenta el Diagrama de Flujo del proceso de conversión de empaques
(Ver Anexo Nº 4).
2.4. Diagrama de Ishikawa
Se ha identificado las principales causas de los problemas elaborando el diagrama causa-
efecto de los riesgos identificados presentes en las actividades, el cual se puede observar en
el (Ver Anexo Nº 5).
Análisis, Presentación de Resultados y diagnóstico 14
2.5. Método de evaluación de los riesgos
2.5.1 Método William T. Fine.
El método matemático propuesto por William T. Fine para la evaluación de riesgos, se
fundamenta en el cálculo de grado de peligrosidad, cuya fórmula es la siguiente:
GP: Grado de Peligro
C: Consecuencias
E: Exposición
P: Probabilidad
Como puede observarse, se obtiene una evaluación numérica considerando tres factores:
La consecuencia de un posible accidente debido al riesgo, la exposición a la causa básica,
la probabilidad de que ocurra la secuencia del accidente y las consecuencias del mismo.
Las consecuencias son los resultados más probables de un accidente debido al riesgo que
se considera, incluyendo desgracias personales y daños materiales. (Ribeiro, 2002). (Ver
Anexo Nº 6).
La exposición es la frecuencia con que se presenta la situación de riesgo, siendo tal el
primer acontecimiento indeseado que iniciaría la secuencia del accidente. (Ribeiro, 2002).
(Ver Anexo Nº 6).
La probabilidad de que una vez presentada la situación de riesgo, los acontecimientos de
la secuencia completa del accidente suceda en el tiempo, originando accidentes y
consecuencias. (Ribeiro, 2002). (Ver Anexo Nº 6).
El grado de peligrosidad es un indicador de la gravedad de un riesgo reconocido,
calculado con base en sus consecuencias ante la probabilidad de ocurrencia y en función del
tiempo o la frecuencia de exposición al mismo. (Ver Anexo Nº 6).
Como resultado de la multiplicación de estas tres variables de probabilidad, exposición y
consecuencia se obtiene el grado de peligrosidad de cada uno de los factores de riesgos que
afectan el desarrollo normal de las actividades estos factores fueron identificados y
evaluados a través de la matriz de riesgo, luego clasificando el nivel de riesgo según el valor
que se determine y en el rango que se ubique obtendremos el porcentaje de exposición al
cual está expuesto un trabajador en un área de trabajo.
2.6. Matriz de Riesgos Laborales
Para apreciar la Matriz de Riesgos Laborales de forma general y completa, visualizar
(Ver Anexo Nº 7).
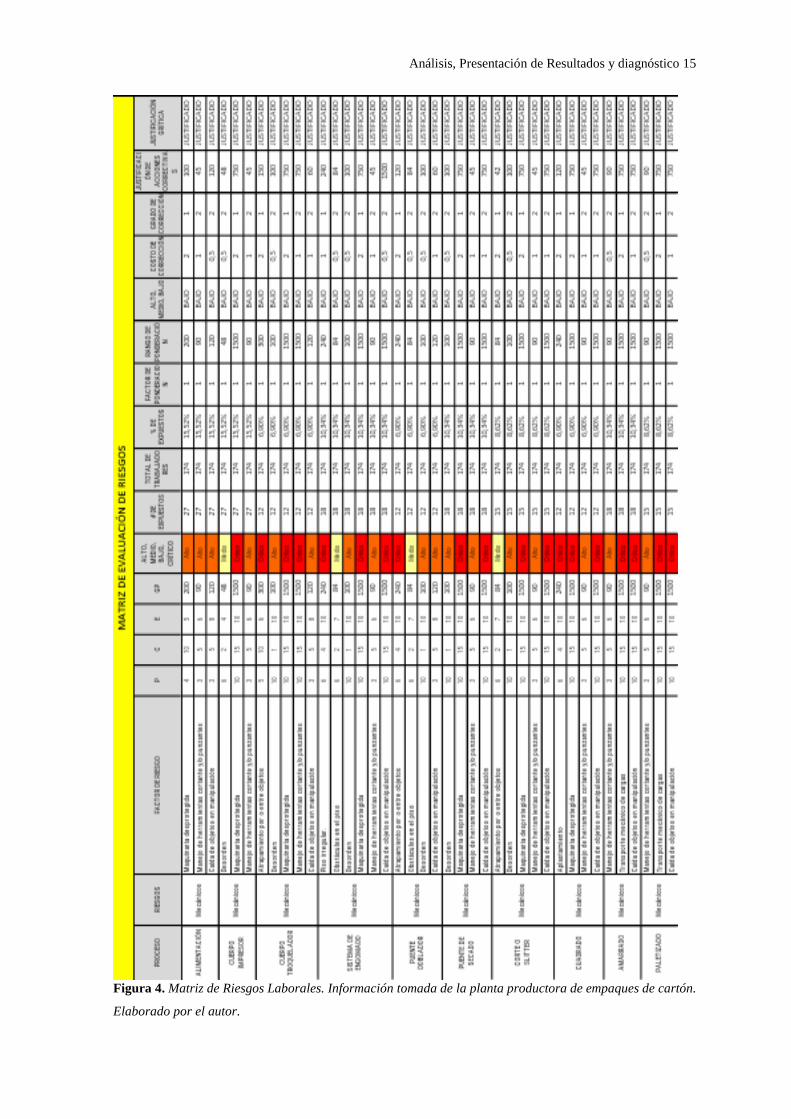
Análisis, Presentación de Resultados y diagnóstico 15
Figura 4. Matriz de Riesgos Laborales. Información tomada de la planta productora de empaques de cartón.
Elaborado por el autor.
Análisis, Presentación de Resultados y diagnóstico 16
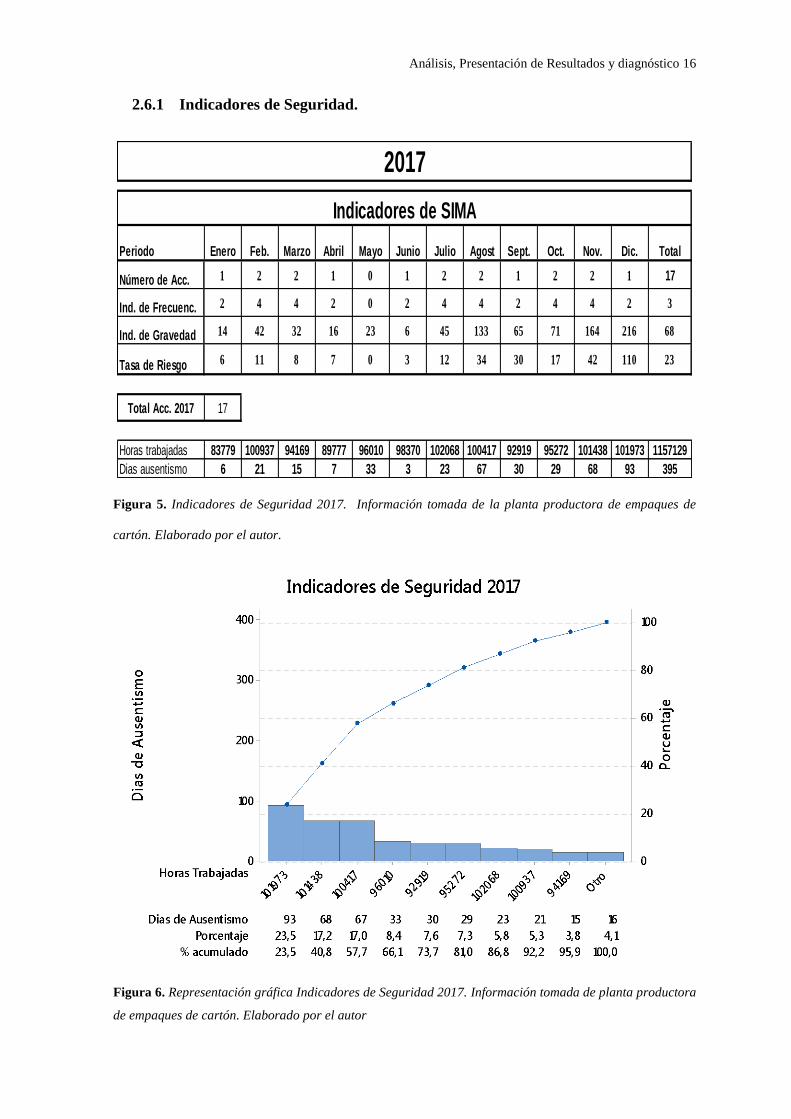
2.6.1 Indicadores de Seguridad.
Figura 5. Indicadores de Seguridad 2017. Información tomada de la planta productora de empaques de
cartón. Elaborado por el autor.
Figura 6. Representación gráfica Indicadores de Seguridad 2017. Información tomada de planta productora
de empaques de cartón. Elaborado por el autor
Periodo Enero Feb. Marzo Abril Mayo Junio Julio Agost Sept. Oct. Nov. Dic. Total
Número de Acc. 1 2 2 1 0 1 2 2 1 2 2 1 17
Ind. de Frecuenc. 2 4 4 2 0 2 4 4 2 4 4 2 3
Ind. de Gravedad 14 42 32 16 23 6 45 133 65 71 164 216 68
Tasa de Riesgo 6 11 8 7 0 3 12 34 30 17 42 110 23
Total Acc. 2017 17
Horas trabajadas 83779 100937 94169 89777 96010 98370 102068 100417 92919 95272 101438 101973 1157129
Dias ausentismo 6 21 15 7 33 3 23 67 30 29 68 93 395
2017
Indicadores de SIMA
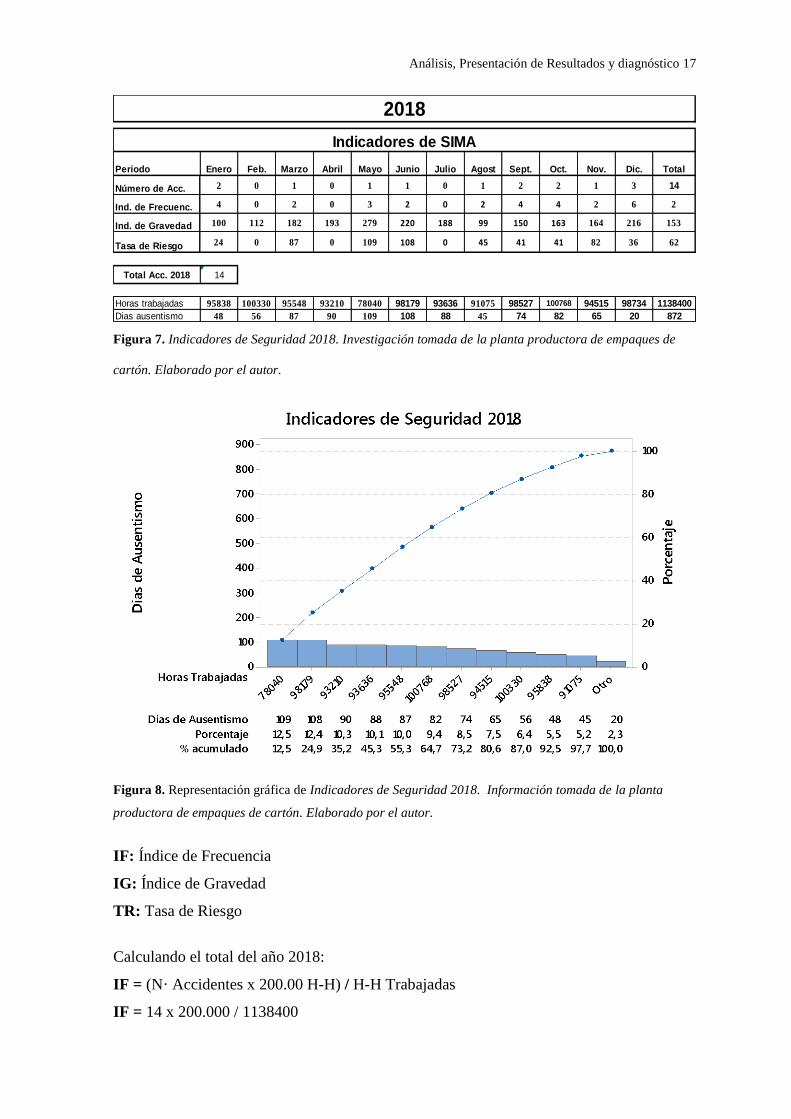
Análisis, Presentación de Resultados y diagnóstico 17
Figura 7. Indicadores de Seguridad 2018. Investigación tomada de la planta productora de empaques de
cartón. Elaborado por el autor.
Figura 8. Representación gráfica de Indicadores de Seguridad 2018. Información tomada de la planta
productora de empaques de cartón. Elaborado por el autor.
IF: Índice de Frecuencia
IG: Índice de Gravedad
TR: Tasa de Riesgo
Calculando el total del año 2018:
IF = (N· Accidentes x 200.00 H-H) / H-H Trabajadas
IF = 14 x 200.000 / 1138400
Periodo Enero Feb. Marzo Abril Mayo Junio Julio Agost Sept. Oct. Nov. Dic. Total
Número de Acc. 2 0 1 0 1 1 0 1 2 2 1 3 14
Ind. de Frecuenc. 4 0 2 0 3 2 0 2 4 4 2 6 2
Ind. de Gravedad 100 112 182 193 279 220 188 99 150 163 164 216 153
Tasa de Riesgo 24 0 87 0 109 108 0 45 41 41 82 36 62
Total Acc. 2018 14
Horas trabajadas 95838 100330 95548 93210 78040 98179 93636 91075 98527 100768 94515 98734 1138400
Dias ausentismo 48 56 87 90 109 108 88 45 74 82 65 20 872
2018
Indicadores de SIMA
Análisis, Presentación de Resultados y diagnóstico 18
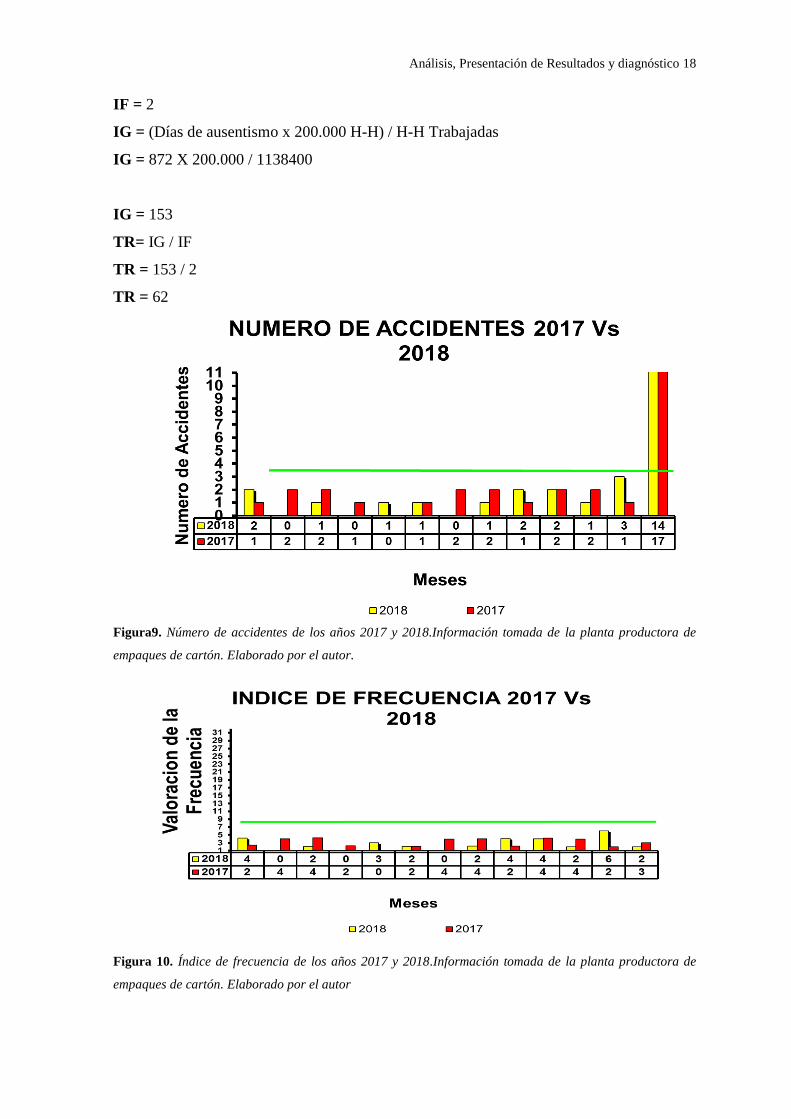
IF = 2
IG = (Días de ausentismo x 200.000 H-H) / H-H Trabajadas
IG = 872 X 200.000 / 1138400
IG = 153
TR= IG / IF
TR = 153 / 2
TR = 62
Figura9. Número de accidentes de los años 2017 y 2018.Información tomada de la planta productora de
empaques de cartón. Elaborado por el autor.
Figura 10. Índice de frecuencia de los años 2017 y 2018.Información tomada de la planta productora de
empaques de cartón. Elaborado por el autor
Análisis, Presentación de Resultados y diagnóstico 19
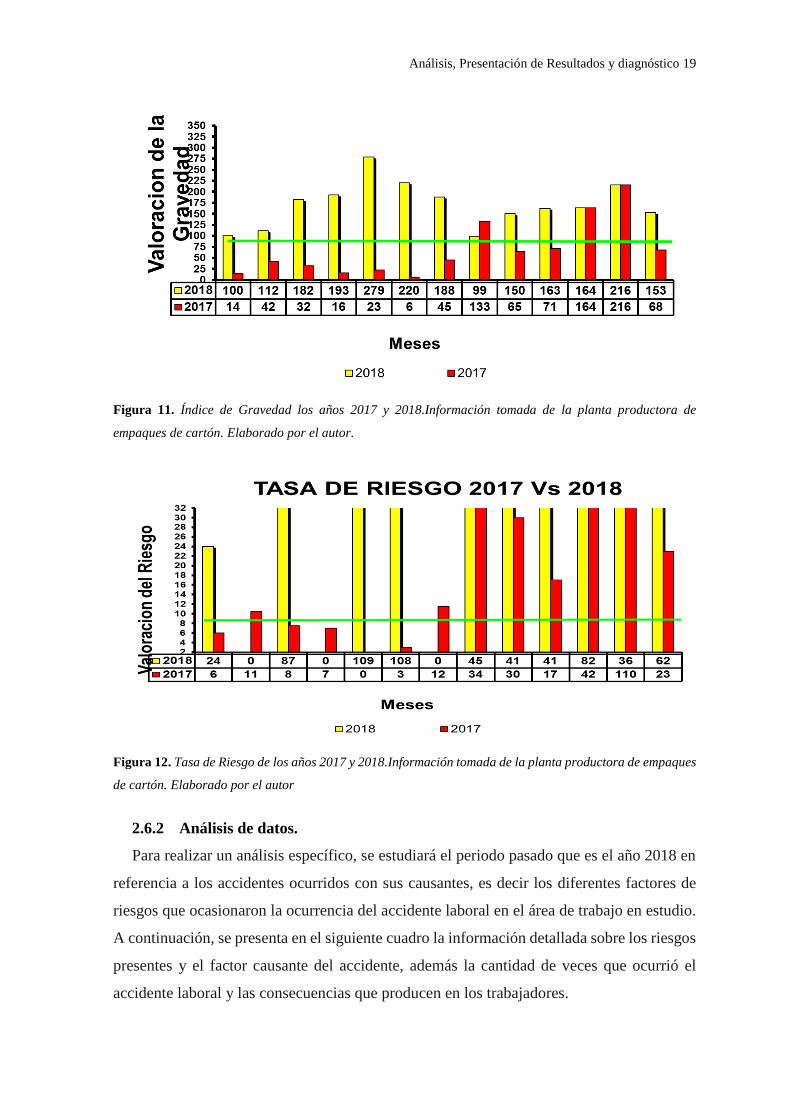
Figura 11. Índice de Gravedad los años 2017 y 2018.Información tomada de la planta productora de
empaques de cartón. Elaborado por el autor.
Figura 12. Tasa de Riesgo de los años 2017 y 2018.Información tomada de la planta productora de empaques
de cartón. Elaborado por el autor
2.6.2 Análisis de datos.
Para realizar un análisis específico, se estudiará el periodo pasado que es el año 2018 en
referencia a los accidentes ocurridos con sus causantes, es decir los diferentes factores de
riesgos que ocasionaron la ocurrencia del accidente laboral en el área de trabajo en estudio.
A continuación, se presenta en el siguiente cuadro la información detallada sobre los riesgos
presentes y el factor causante del accidente, además la cantidad de veces que ocurrió el
accidente laboral y las consecuencias que producen en los trabajadores.
Análisis, Presentación de Resultados y diagnóstico 20
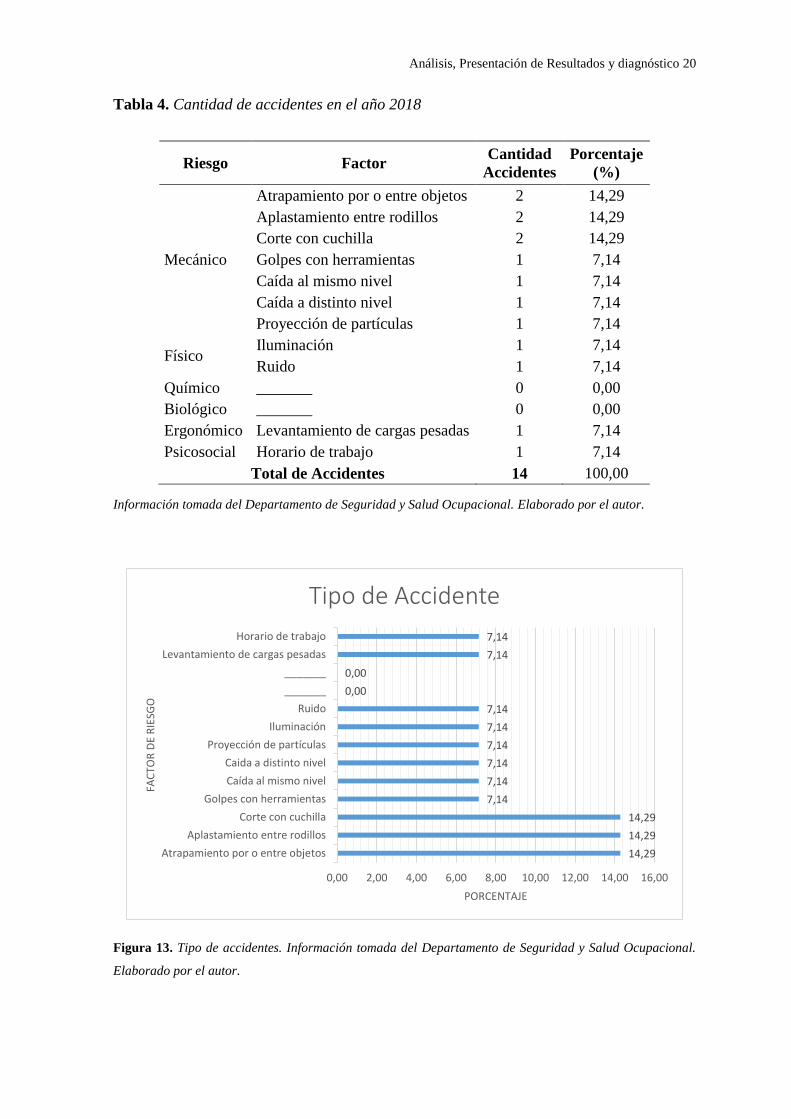
Tabla 4. Cantidad de accidentes en el año 2018
Riesgo Factor Cantidad
Accidentes
Porcentaje
(%)
Mecánico
Atrapamiento por o entre objetos 2 14,29
Aplastamiento entre rodillos 2 14,29
Corte con cuchilla 2 14,29
Golpes con herramientas 1 7,14
Caída al mismo nivel 1 7,14
Caída a distinto nivel 1 7,14
Proyección de partículas 1 7,14
Físico Iluminación 1 7,14
Ruido 1 7,14
Químico _______ 0 0,00
Biológico _______ 0 0,00
Ergonómico Levantamiento de cargas pesadas 1 7,14
Psicosocial Horario de trabajo 1 7,14
Total de Accidentes 14 100,00
Información tomada del Departamento de Seguridad y Salud Ocupacional. Elaborado por el autor.
Figura 13. Tipo de accidentes. Información tomada del Departamento de Seguridad y Salud Ocupacional.
Elaborado por el autor.
14,29
14,29
14,29
7,14
7,14
7,14
7,14
7,14
7,14
0,00
0,00
7,14
7,14
0,00 2,00 4,00 6,00 8,00 10,00 12,00 14,00 16,00
Atrapamiento por o entre objetos
Aplastamiento entre rodillos
Corte con cuchilla
Golpes con herramientas
Caída al mismo nivel
Caida a distinto nivel
Proyección de partículas
Iluminación
Ruido
_______
_______
Levantamiento de cargas pesadas
Horario de trabajo
PORCENTAJE
FAC
TOR
DE
RIE
SGO
Tipo de Accidente

Análisis, Presentación de Resultados y diagnóstico 21
Evidentemente se logra apreciar que el factor de riesgo con mayor índice de
accidentabilidad en el factor de riesgo mecánico, lo cual permite justificar el presente trabajo
de investigación, elaborando la matriz de riesgo con el método específico de evaluación de
riesgos William T. Fine, aquel que se especializa en la evaluación de los factores de riesgos
mecánicos, pero que a su vez tiene validez para evaluar los demás riesgos.
Figura 14. Factores de riesgo del área de conversión de empaques. Información tomada del Departamento
de Seguridad y Salud Ocupacional. Elaborado por el autor.
Figura 15. Porcentaje según el factor de riesgo. Información tomada del Departamento de Seguridad y Salud
Ocupacional. Elaborado por el autor.
72%
14%
0%0%7%7%
Factores de Riesgo área de conversión de empaques
Mecánico Físico Químico Biológico Ergonómico Psicosocial
14,29
14,29
14,29
7,14
7,14
7,14
7,14
7,14
7,14
0,00
0,00
7,14
7,14
0,00 2,00 4,00 6,00 8,00 10,00 12,00 14,00 16,00
Atrapamiento por o entre objetos
Aplastamiento entre rodillos
Corte con cuchilla
Golpes con herramientas
Caída al mismo nivel
Caida a distinto nivel
Proyección de partículas
Iluminación
Ruido
_______
_______
Levantamiento de cargas pesadas
Horario de trabajo
Porcentaje según el factor de riesgo
Análisis, Presentación de Resultados y diagnóstico 22
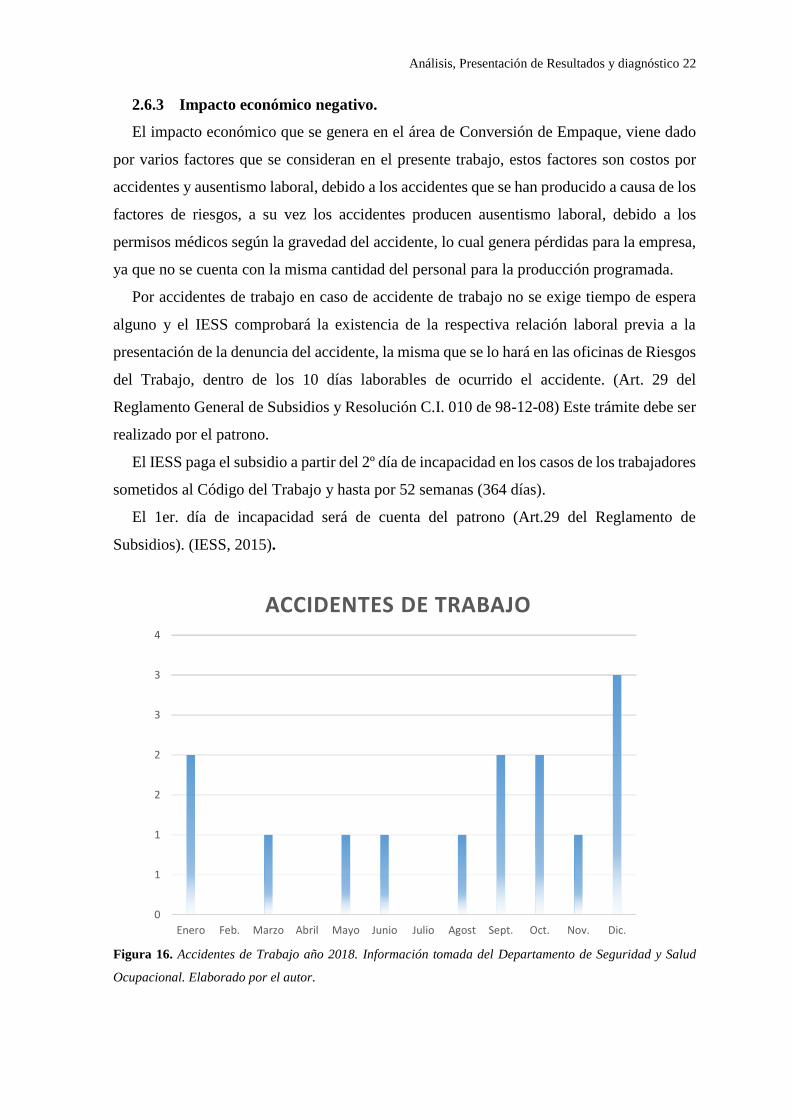
2.6.3 Impacto económico negativo.
El impacto económico que se genera en el área de Conversión de Empaque, viene dado
por varios factores que se consideran en el presente trabajo, estos factores son costos por
accidentes y ausentismo laboral, debido a los accidentes que se han producido a causa de los
factores de riesgos, a su vez los accidentes producen ausentismo laboral, debido a los
permisos médicos según la gravedad del accidente, lo cual genera pérdidas para la empresa,
ya que no se cuenta con la misma cantidad del personal para la producción programada.
Por accidentes de trabajo en caso de accidente de trabajo no se exige tiempo de espera
alguno y el IESS comprobará la existencia de la respectiva relación laboral previa a la
presentación de la denuncia del accidente, la misma que se lo hará en las oficinas de Riesgos
del Trabajo, dentro de los 10 días laborables de ocurrido el accidente. (Art. 29 del
Reglamento General de Subsidios y Resolución C.I. 010 de 98-12-08) Este trámite debe ser
realizado por el patrono.
El IESS paga el subsidio a partir del 2º día de incapacidad en los casos de los trabajadores
sometidos al Código del Trabajo y hasta por 52 semanas (364 días).
El 1er. día de incapacidad será de cuenta del patrono (Art.29 del Reglamento de
Subsidios). (IESS, 2015).
Figura 16. Accidentes de Trabajo año 2018. Información tomada del Departamento de Seguridad y Salud
Ocupacional. Elaborado por el autor.
0
1
1
2
2
3
3
4
Enero Feb. Marzo Abril Mayo Junio Julio Agost Sept. Oct. Nov. Dic.
ACCIDENTES DE TRABAJO
Análisis, Presentación de Resultados y diagnóstico 23
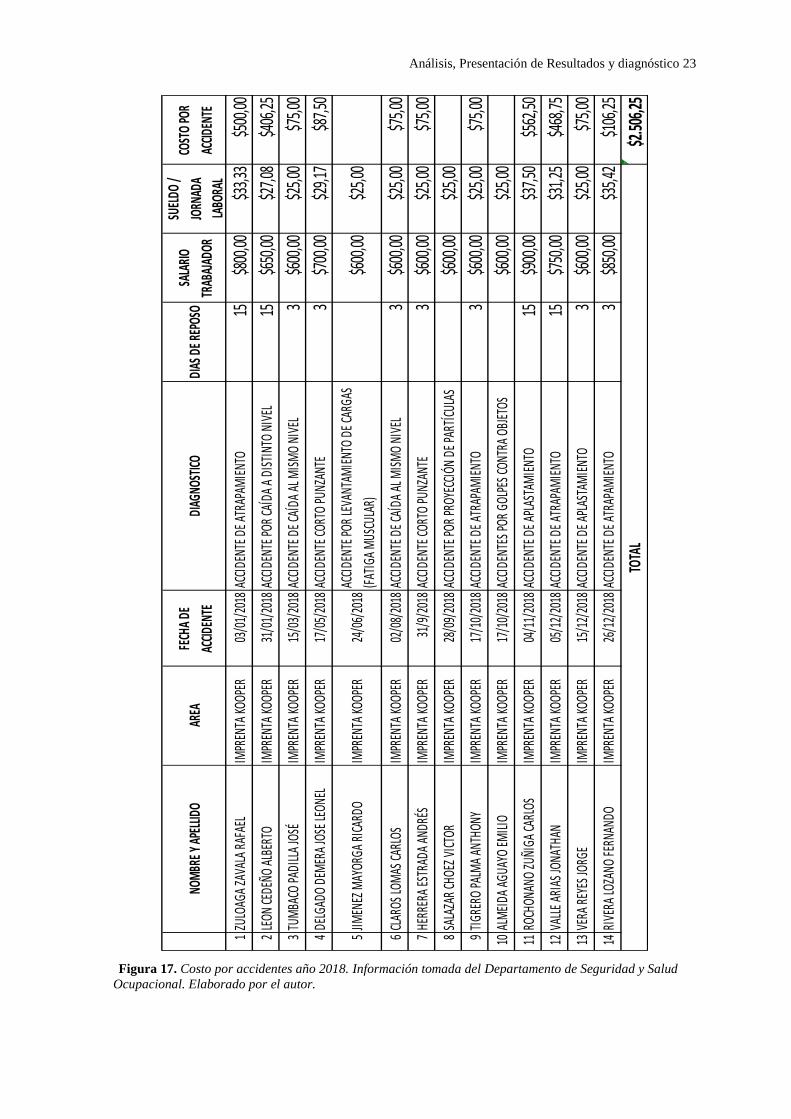
Figura 17. Costo por accidentes año 2018. Información tomada del Departamento de Seguridad y Salud
Ocupacional. Elaborado por el autor.
NOM
BRE Y
APE
LLID
OAR
EAFE
CHA
DE
ACCID
ENTE
DIAG
NOST
ICODI
AS D
E REP
OSO
SALA
RIO
TRAB
AJAD
OR
SUEL
DO /
JORN
ADA
LABO
RAL
COST
O PO
R
ACCID
ENTE
1ZU
LOAG
A ZA
VALA
RAF
AEL
IMPR
ENTA
KOOP
ER03
/01/
2018
ACCI
DENT
E DE A
TRAP
AMIE
NTO
15$8
00,00
$33,3
3$5
00,00
2LE
ON CE
DEÑO
ALB
ERTO
IMPR
ENTA
KOOP
ER31
/01/
2018
ACCI
DENT
E POR
CAÍD
A A
DIST
INTO
NIV
EL15
$650
,00$2
7,08
$406
,25
3TU
MBA
CO PA
DILL
A JO
SÉIM
PREN
TA KO
OPER
15/0
3/20
18AC
CIDE
NTE D
E CAÍ
DA A
L MIS
MO
NIVE
L3
$600
,00$2
5,00
$75,0
0
4DE
LGAD
O DE
MER
A JO
SE LE
ONEL
IMPR
ENTA
KOOP
ER17
/05/
2018
ACCI
DENT
E COR
TO PU
NZAN
TE3
$700
,00$2
9,17
$87,5
0
5JIM
ENEZ
MAY
ORGA
RIC
ARDO
IMPR
ENTA
KOOP
ER24
/06/
2018
ACCI
DENT
E POR
LEVA
NTAM
IENT
O DE
CARG
AS
(FAT
IGA
MUS
CULA
R)$6
00,00
$25,0
0
6CL
AROS
LOM
AS CA
RLOS
IMPR
ENTA
KOOP
ER02
/08/
2018
ACCI
DENT
E DE C
AÍDA
AL M
ISM
O NI
VEL
3$6
00,00
$25,0
0$7
5,00
7HE
RRER
A ES
TRAD
A AN
DRÉS
IMPR
ENTA
KOOP
ER31
/9/2
018
ACCI
DENT
E COR
TO PU
NZAN
TE3
$600
,00$2
5,00
$75,0
0
8SA
LAZA
R CH
OEZ V
ICTO
RIM
PREN
TA KO
OPER
28/0
9/20
18AC
CIDE
NTE P
OR PR
OYEC
CIÓN
DE P
ARTÍ
CULA
S$6
00,00
$25,0
0
9TI
GRER
O PA
LMA
ANTH
ONY
IMPR
ENTA
KOOP
ER17
/10/
2018
ACCI
DENT
E DE A
TRAP
AMIE
NTO
3$6
00,00
$25,0
0$7
5,00
10AL
MEI
DA A
GUAY
O EM
ILIO
IMPR
ENTA
KOOP
ER17
/10/
2018
ACCI
DENT
ES PO
R GO
LPES
CONT
RA O
BJET
OS$6
00,00
$25,0
0
11RO
CHON
ANO
ZUÑI
GA CA
RLOS
IMPR
ENTA
KOOP
ER04
/11/
2018
ACCI
DENT
E DE A
PLAS
TAM
IENT
O15
$900
,00$3
7,50
$562
,50
12VA
LLE A
RIAS
JONA
THAN
IMPR
ENTA
KOOP
ER05
/12/
2018
ACCI
DENT
E DE A
TRAP
AMIE
NTO
15$7
50,00
$31,2
5$4
68,75
13VE
RA R
EYES
JORG
EIM
PREN
TA KO
OPER
15/1
2/20
18AC
CIDE
NTE D
E APL
ASTA
MIE
NTO
3$6
00,00
$25,0
0$7
5,00
14RI
VERA
LOZA
NO FE
RNAN
DOIM
PREN
TA KO
OPER
26/1
2/20
18AC
CIDE
NTE D
E ATR
APAM
IENT
O3
$850
,00$3
5,42
$106
,25
$2.50
6,25
TOTA
L
Análisis, Presentación de Resultados y diagnóstico 24
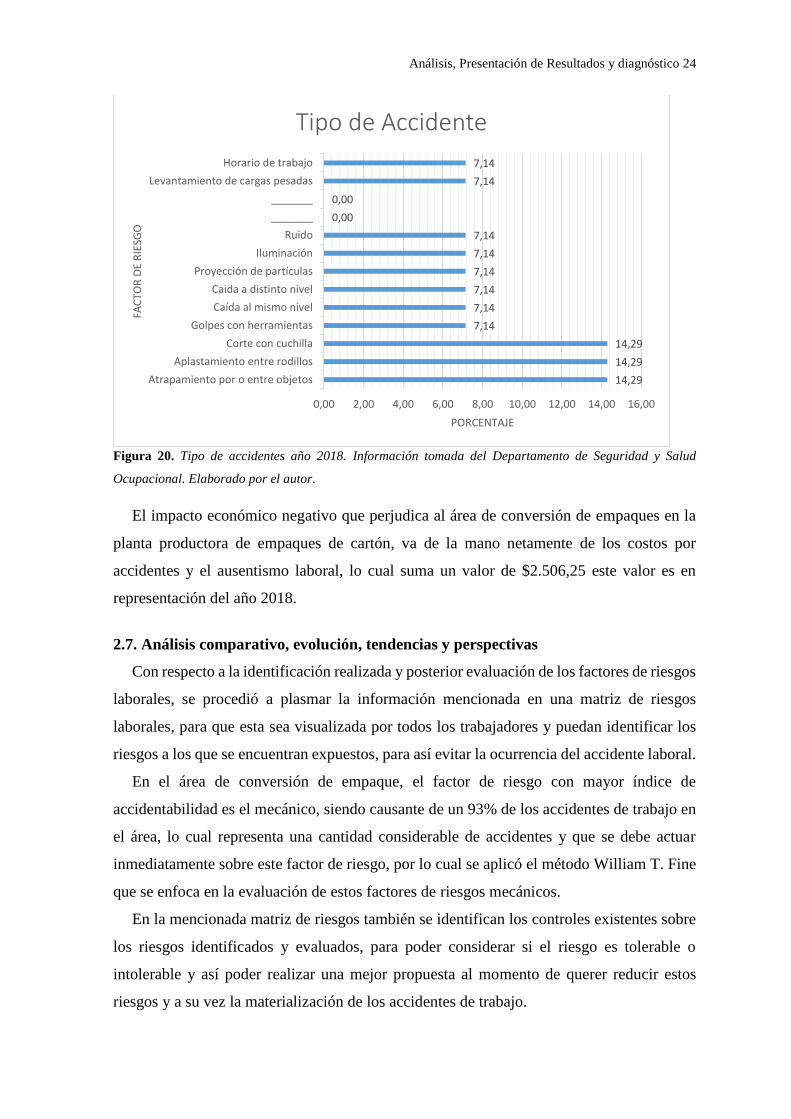
Figura 20. Tipo de accidentes año 2018. Información tomada del Departamento de Seguridad y Salud
Ocupacional. Elaborado por el autor.
El impacto económico negativo que perjudica al área de conversión de empaques en la
planta productora de empaques de cartón, va de la mano netamente de los costos por
accidentes y el ausentismo laboral, lo cual suma un valor de $2.506,25 este valor es en
representación del año 2018.
2.7. Análisis comparativo, evolución, tendencias y perspectivas
Con respecto a la identificación realizada y posterior evaluación de los factores de riesgos
laborales, se procedió a plasmar la información mencionada en una matriz de riesgos
laborales, para que esta sea visualizada por todos los trabajadores y puedan identificar los
riesgos a los que se encuentran expuestos, para así evitar la ocurrencia del accidente laboral.
En el área de conversión de empaque, el factor de riesgo con mayor índice de
accidentabilidad es el mecánico, siendo causante de un 93% de los accidentes de trabajo en
el área, lo cual representa una cantidad considerable de accidentes y que se debe actuar
inmediatamente sobre este factor de riesgo, por lo cual se aplicó el método William T. Fine
que se enfoca en la evaluación de estos factores de riesgos mecánicos.
En la mencionada matriz de riesgos también se identifican los controles existentes sobre
los riesgos identificados y evaluados, para poder considerar si el riesgo es tolerable o
intolerable y así poder realizar una mejor propuesta al momento de querer reducir estos
riesgos y a su vez la materialización de los accidentes de trabajo.
14,29
14,29
14,29
7,14
7,14
7,14
7,14
7,14
7,14
0,00
0,00
7,14
7,14
0,00 2,00 4,00 6,00 8,00 10,00 12,00 14,00 16,00
Atrapamiento por o entre objetos
Aplastamiento entre rodillos
Corte con cuchilla
Golpes con herramientas
Caída al mismo nivel
Caida a distinto nivel
Proyección de partículas
Iluminación
Ruido
_______
_______
Levantamiento de cargas pesadas
Horario de trabajo
PORCENTAJE
FAC
TOR
DE
RIE
SGO
Tipo de Accidente
Análisis, Presentación de Resultados y diagnóstico 25
2.8. Presentación de resultados y diagnósticos
Como resultados y diagnósticos sobre los riesgos identificados y evaluados se obtiene
como se mencionaba anteriormente que el factor con mayor incidencia es el factor de riesgo
mecánico, causante de accidentes tales como: cortes, golpes, caídas al mismo nivel y distinto
nivel, atrapamientos, entre otros factores.
Todos estos accidentes han ocurrido varias veces, en el caso de los atrapamientos han
sido por la ausencia de guardas de seguridad en las máquinas y equipos que intervienen
directamente en el proceso productivo en la trasformación del producto o conversión de
empaque, lo cual ha generado ausentismo laboral y costos por accidentes a su vez, cabe
recalcar que el estudio realizado se enfoca específicamente en este factor de riesgo, ya que
los demás riesgos han sido controlados de una manera eficaz, lo cual minimizó los
accidentes de trabajo en comparación de los años 2017 pero en el año 2018 y el presente año
2019 los accidentes a causa del factor de riesgo mecánico ascendieron y por esto el análisis
respectivo.
2.9. Verificación de hipótesis
Hipótesis General: La identificación y evaluación de los factores de riesgos que son
causantes de accidentes de trabajo en el área de conversión de empaque, será analizada por
el método de evaluación de riesgos de William T. Fine lo que permitirá identificar los riesgos
altos y críticos donde se debe actuar inmediatamente para así evitar accidentes laborales, lo
cual minimizará los costos por accidentes y los costos por ausentismo laboral.
Verificación de la Hipótesis: Con la identificación y evaluación de los factores de
riesgos laborales, mediante la elaboración de una matriz de riesgos aplicando el método
Fine, se obtuvo como resultado que los factores de riesgos mecánicos son los que tienen
mayor incidencia en el área de conversión de empaque de la planta productora de empaques
de cartón, causando la mayoría de los accidentes de trabajo, produciendo así ausentismo
laboral.
Con estos resultados obtenidos por la matriz de riesgos laborales, se identifica los
controles existentes, los cuales son escasos, para esto se genera la propuesta para la
minimización de estos accidentes de trabajo.
Dentro de la propuesta se establece puntos como capacitación al personal,
implementación de la matriz de riesgos laborales, señaléticas, EPP (adecuado), orden,
limpieza y redistribución de las áreas. (Ver Anexo N° 8)
Capítulo III
Propuesta, Conclusiones y Recomendaciones
3.1 Estructura de la Propuesta
La estructura de la propuesta se da en base a los resultados obtenidos mediante la
elaboración de la matriz de riesgos laborales, presentada en el capítulo anterior, donde se
identificó y evaluó los factores de riesgos que se encuentran presentes en cada uno de los
puestos de trabajo del área de Conversión de Empaque de la planta productora de empaques
de cartón. Los resultados obtenidos más evidentes en la matriz de riesgos es la estimación
del factor de riesgo mecánico, el cual tiene mayor índice de accidentabilidad dentro del área
analizada, obtiene el mayor porcentaje con un 92,86% de incidencia sobre los accidentes de
trabajo. Esto se ha generado debido a que los demás factores de riesgos tienen controles
existentes minimizando totalmente los riesgos y los accidentes de trabajo ocasionados por
estos factores como son físicos, químicos, biológicos, ergonómicos y psicosociales. Se
analiza el riesgo mecánico evaluando los porcentajes de accidentabilidad según el factor, es
decir cuál de ellos tiene mayor incidencia en los accidentes, con lo cual se podrá identificar
el peligro inminente y así saber dónde proponer un control sea este en la fuente, en el medio
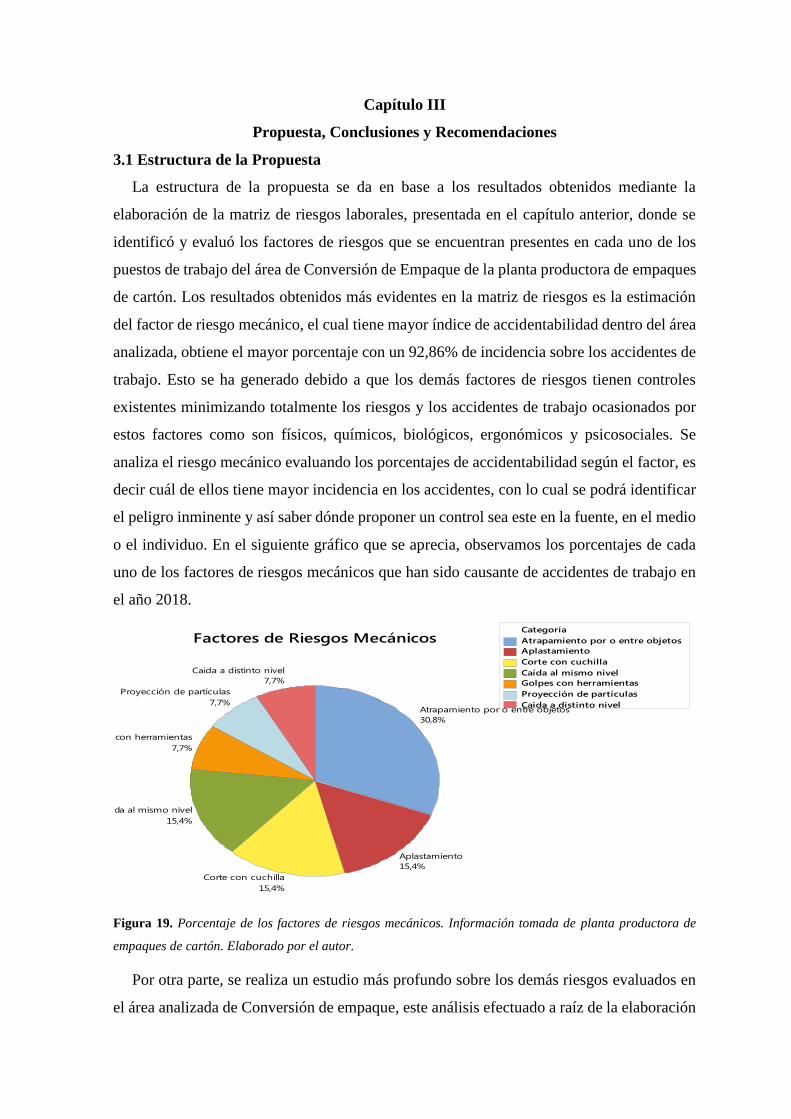
o el individuo. En el siguiente gráfico que se aprecia, observamos los porcentajes de cada
uno de los factores de riesgos mecánicos que han sido causante de accidentes de trabajo en
el año 2018.
Figura 19. Porcentaje de los factores de riesgos mecánicos. Información tomada de planta productora de
empaques de cartón. Elaborado por el autor.
Por otra parte, se realiza un estudio más profundo sobre los demás riesgos evaluados en
el área analizada de Conversión de empaque, este análisis efectuado a raíz de la elaboración
Atrapamiento por o entre objetos
Aplastamiento
Corte con cuchilla
Caída al mismo nivel
Golpes con herramientas
Proyección de partículas
Caida a distinto nivel
Categoría
7,7%
Caida a distinto nivel
7,7%
Proyección de partículas
7,7%
con herramientas
15,4%
da al mismo nivel
15,4%
Corte con cuchilla
15,4%
Aplastamiento
30,8%
Atrapamiento por o entre objetos
Factores de Riesgos Mecánicos
Propuesta, Conclusiones y recomendaciones 27
de la matriz de riesgos laborales muestra resultados sobre los porcentajes según los riesgos,
es decir que riesgo tiene mayor aparición en cada uno de los puestos de trabajo analizados.
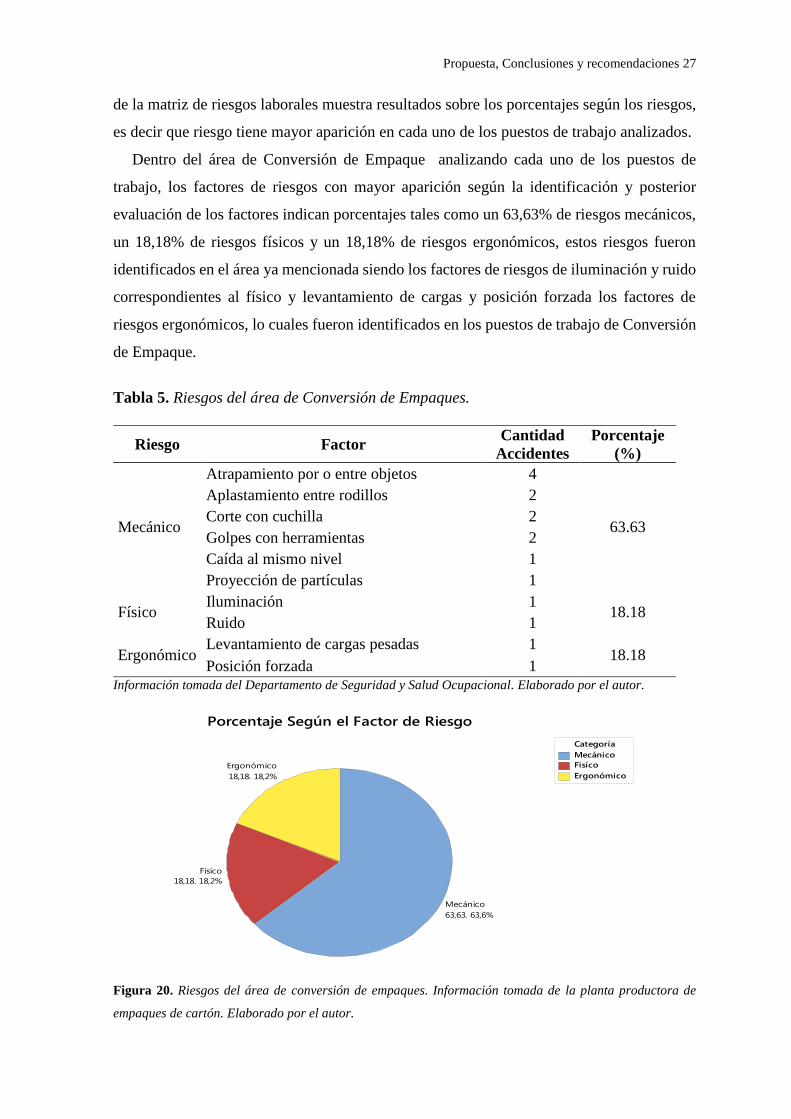
Dentro del área de Conversión de Empaque analizando cada uno de los puestos de
trabajo, los factores de riesgos con mayor aparición según la identificación y posterior
evaluación de los factores indican porcentajes tales como un 63,63% de riesgos mecánicos,
un 18,18% de riesgos físicos y un 18,18% de riesgos ergonómicos, estos riesgos fueron
identificados en el área ya mencionada siendo los factores de riesgos de iluminación y ruido
correspondientes al físico y levantamiento de cargas y posición forzada los factores de
riesgos ergonómicos, lo cuales fueron identificados en los puestos de trabajo de Conversión
de Empaque.
Tabla 5. Riesgos del área de Conversión de Empaques.
Riesgo Factor Cantidad
Accidentes
Porcentaje
(%)
Mecánico
Atrapamiento por o entre objetos 4
63.63
Aplastamiento entre rodillos 2
Corte con cuchilla 2
Golpes con herramientas 2
Caída al mismo nivel 1
Proyección de partículas 1
Físico Iluminación 1
18.18 Ruido 1
Ergonómico Levantamiento de cargas pesadas 1
18.18 Posición forzada 1
Información tomada del Departamento de Seguridad y Salud Ocupacional. Elaborado por el autor.
Figura 20. Riesgos del área de conversión de empaques. Información tomada de la planta productora de
empaques de cartón. Elaborado por el autor.
Mecánico
Fisíco
Ergonómico
Categoría
18,18. 18,2%
Ergonómico
18,18. 18,2%
Fisíco
63,63. 63,6%
Mecánico
Porcentaje Según el Factor de Riesgo
Propuesta, Conclusiones y recomendaciones 28
Los factores de riesgos físicos y ergonómicos tienen controles existentes tales como
distribución de la iluminación en los puestos de trabajo, encapsulamiento en los motores
para disminuir el ruido en el área de trabajo, EPP (Protección auditiva), para los factores de
riesgos ergonómicos, equipos de transportación mecánica para contrarrestar el esfuerzo
físicos en los trabajadores, es por aquello que la propuesta va dirigida específicamente a los
factores de riesgos mecánicos
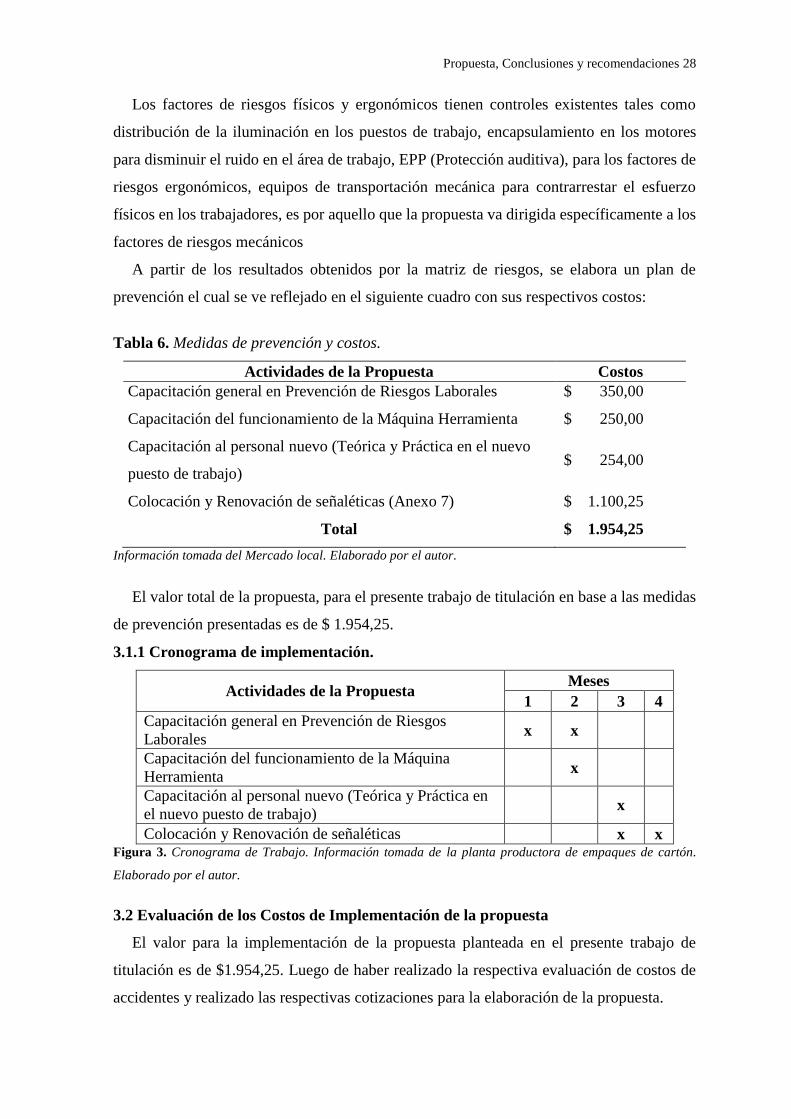
A partir de los resultados obtenidos por la matriz de riesgos, se elabora un plan de
prevención el cual se ve reflejado en el siguiente cuadro con sus respectivos costos:
Tabla 6. Medidas de prevención y costos.
Actividades de la Propuesta Costos
Capacitación general en Prevención de Riesgos Laborales $ 350,00
Capacitación del funcionamiento de la Máquina Herramienta $ 250,00
Capacitación al personal nuevo (Teórica y Práctica en el nuevo
puesto de trabajo) $ 254,00
Colocación y Renovación de señaléticas (Anexo 7) $ 1.100,25
Total $ 1.954,25
Información tomada del Mercado local. Elaborado por el autor.
El valor total de la propuesta, para el presente trabajo de titulación en base a las medidas
de prevención presentadas es de $ 1.954,25.
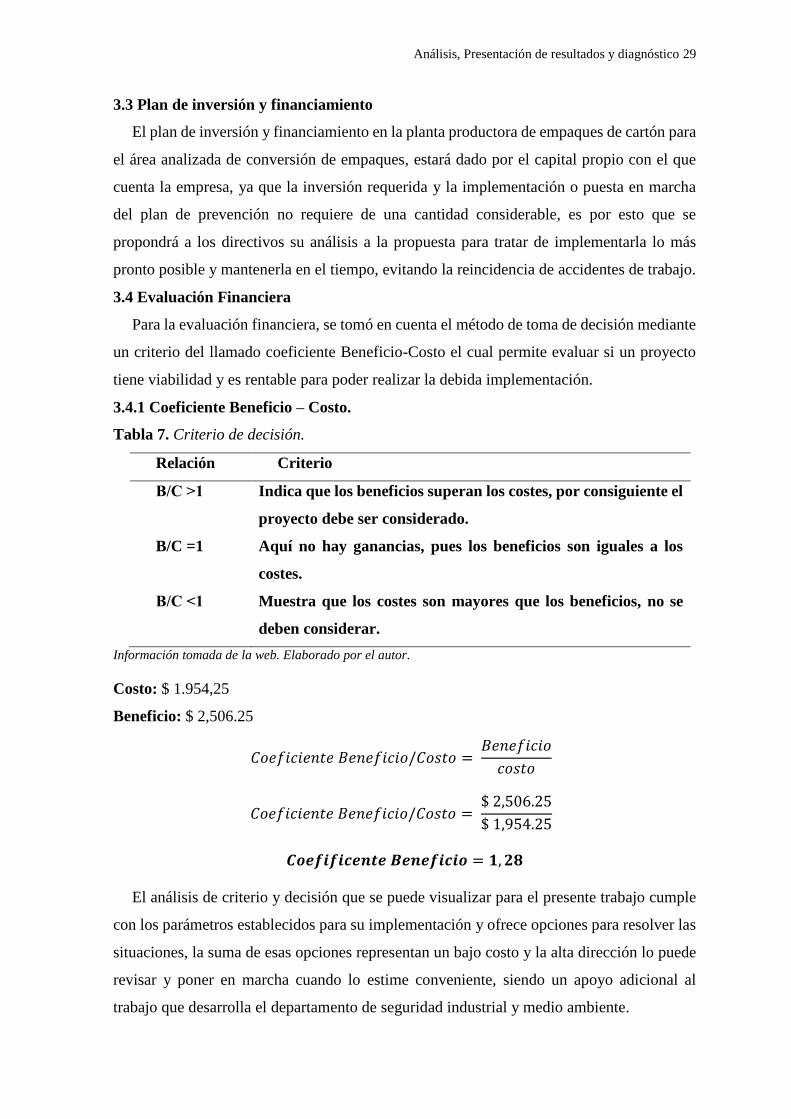
3.1.1 Cronograma de implementación.
Actividades de la Propuesta Meses
1 2 3 4
Capacitación general en Prevención de Riesgos
Laborales x x
Capacitación del funcionamiento de la Máquina
Herramienta x
Capacitación al personal nuevo (Teórica y Práctica en
el nuevo puesto de trabajo) x
Colocación y Renovación de señaléticas x x Figura 3. Cronograma de Trabajo. Información tomada de la planta productora de empaques de cartón.
Elaborado por el autor.
3.2 Evaluación de los Costos de Implementación de la propuesta
El valor para la implementación de la propuesta planteada en el presente trabajo de
titulación es de $1.954,25. Luego de haber realizado la respectiva evaluación de costos de
accidentes y realizado las respectivas cotizaciones para la elaboración de la propuesta.
Análisis, Presentación de resultados y diagnóstico 29
3.3 Plan de inversión y financiamiento
El plan de inversión y financiamiento en la planta productora de empaques de cartón para
el área analizada de conversión de empaques, estará dado por el capital propio con el que
cuenta la empresa, ya que la inversión requerida y la implementación o puesta en marcha
del plan de prevención no requiere de una cantidad considerable, es por esto que se
propondrá a los directivos su análisis a la propuesta para tratar de implementarla lo más
pronto posible y mantenerla en el tiempo, evitando la reincidencia de accidentes de trabajo.
3.4 Evaluación Financiera
Para la evaluación financiera, se tomó en cuenta el método de toma de decisión mediante
un criterio del llamado coeficiente Beneficio-Costo el cual permite evaluar si un proyecto
tiene viabilidad y es rentable para poder realizar la debida implementación.
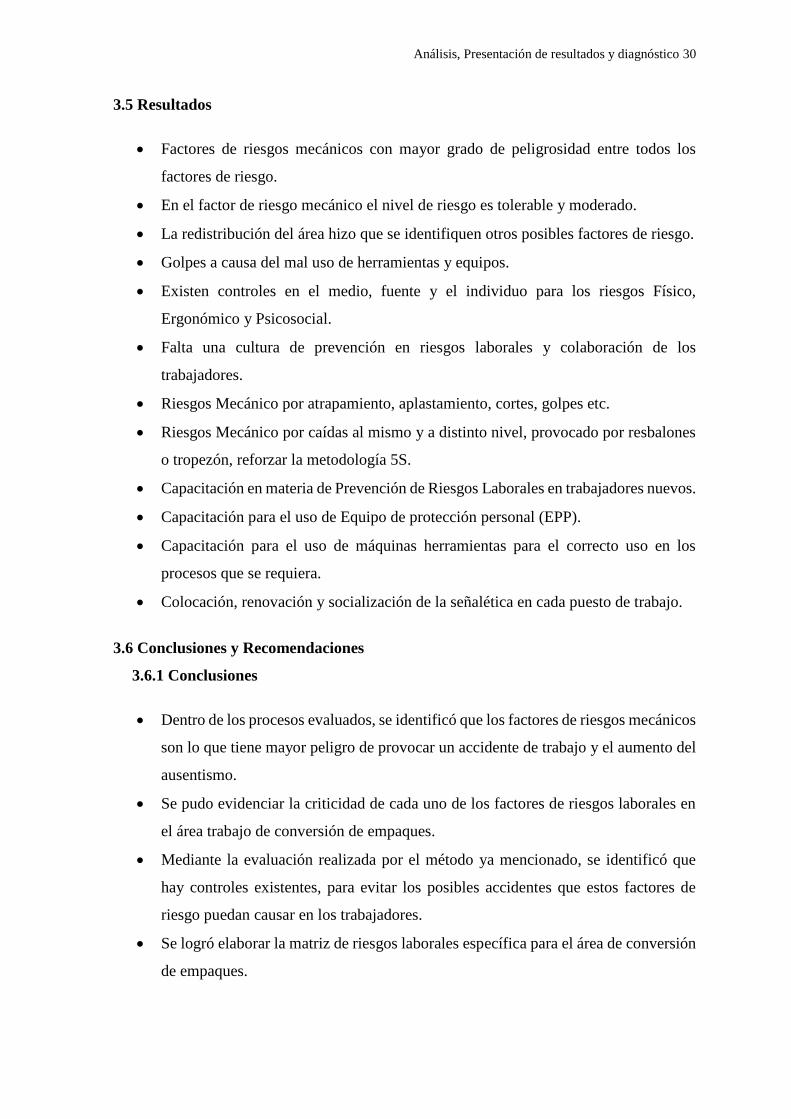
3.4.1 Coeficiente Beneficio – Costo.
Tabla 7. Criterio de decisión.
Relación Criterio
B/C ˃1 Indica que los beneficios superan los costes, por consiguiente el
proyecto debe ser considerado.
B/C =1 Aquí no hay ganancias, pues los beneficios son iguales a los
costes.
B/C ˂1 Muestra que los costes son mayores que los beneficios, no se
deben considerar.
Información tomada de la web. Elaborado por el autor.
Costo: $ 1.954,25
Beneficio: $ 2,506.25
𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜/𝐶𝑜𝑠𝑡𝑜 = 𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜
𝑐𝑜𝑠𝑡𝑜
𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜/𝐶𝑜𝑠𝑡𝑜 = $ 2,506.25
$ 1,954.25
𝑪𝒐𝒆𝒇𝒊𝒇𝒊𝒄𝒆𝒏𝒕𝒆 𝑩𝒆𝒏𝒆𝒇𝒊𝒄𝒊𝒐 = 𝟏, 𝟐𝟖
El análisis de criterio y decisión que se puede visualizar para el presente trabajo cumple
con los parámetros establecidos para su implementación y ofrece opciones para resolver las
situaciones, la suma de esas opciones representan un bajo costo y la alta dirección lo puede
revisar y poner en marcha cuando lo estime conveniente, siendo un apoyo adicional al
trabajo que desarrolla el departamento de seguridad industrial y medio ambiente.
Análisis, Presentación de resultados y diagnóstico 30
3.5 Resultados
Factores de riesgos mecánicos con mayor grado de peligrosidad entre todos los
factores de riesgo.
En el factor de riesgo mecánico el nivel de riesgo es tolerable y moderado.
La redistribución del área hizo que se identifiquen otros posibles factores de riesgo.
Golpes a causa del mal uso de herramientas y equipos.
Existen controles en el medio, fuente y el individuo para los riesgos Físico,
Ergonómico y Psicosocial.
Falta una cultura de prevención en riesgos laborales y colaboración de los
trabajadores.
Riesgos Mecánico por atrapamiento, aplastamiento, cortes, golpes etc.
Riesgos Mecánico por caídas al mismo y a distinto nivel, provocado por resbalones
o tropezón, reforzar la metodología 5S.
Capacitación en materia de Prevención de Riesgos Laborales en trabajadores nuevos.
Capacitación para el uso de Equipo de protección personal (EPP).
Capacitación para el uso de máquinas herramientas para el correcto uso en los
procesos que se requiera.
Colocación, renovación y socialización de la señalética en cada puesto de trabajo.
3.6 Conclusiones y Recomendaciones
3.6.1 Conclusiones
Dentro de los procesos evaluados, se identificó que los factores de riesgos mecánicos
son lo que tiene mayor peligro de provocar un accidente de trabajo y el aumento del
ausentismo.
Se pudo evidenciar la criticidad de cada uno de los factores de riesgos laborales en
el área trabajo de conversión de empaques.
Mediante la evaluación realizada por el método ya mencionado, se identificó que
hay controles existentes, para evitar los posibles accidentes que estos factores de
riesgo puedan causar en los trabajadores.
Se logró elaborar la matriz de riesgos laborales específica para el área de conversión
de empaques.
Análisis, Presentación de resultados y diagnóstico 31
Se evaluó los factores de riesgo mecánicos con el método específico requerido para
el área de trabajo en estudio.
3.6.2 Recomendaciones
Evaluar los factores de riesgo en cada área, de manera específica en cada puesto que
conforman el área de conversión de empaques a través de un ART esta información
será vital para alimentar la matriz de Riesgo. (Ver Anexo N° 9)
Renovación del personal que conforman las brigadas de primeros auxilios.
Realizar simulacros por cada puesto de trabajo.
Implementar las señaléticas necesarias y adecuadas en la nueva redistribución del
área.
Capacitar a todos los trabajadores sobre los riesgos a los que se encuentran expuestos
en su jornada de trabajo.
Colocar un cartel informativo donde los trabajadores puedan visualizar la matriz de
riesgos laborales.
Capacitar a todos los trabajadores sobre el correcto uso de EPP y su cuidado sus
beneficios e importancia.
Capacitar a los trabajadores sobre el correcto uso de Maquinas herramientas.
Dar charlas diarias de 5 minutos sobre seguridad en el trabajo, para mejorar el clima
laboral y evitar posibles accidentes.
Anexos
Anexos 33
Anexo Nº 1
Pirámide de Kelsen
Información tomada de la web. Elaborado por el autor
Anexos 34
Anexo Nº 2
Organigrama organizacional
Información tomada del departamento de sistemas integrados de gestión de la planta productora de empaques
de cartón. Elaborado por el autor
Anexos 35
Anexo Nº 3
Recursos Humanos en el área de conversión de empaques
Información tomada de la planta productora de empaques de cartón. Elaborado por el autor.
Anexos 36
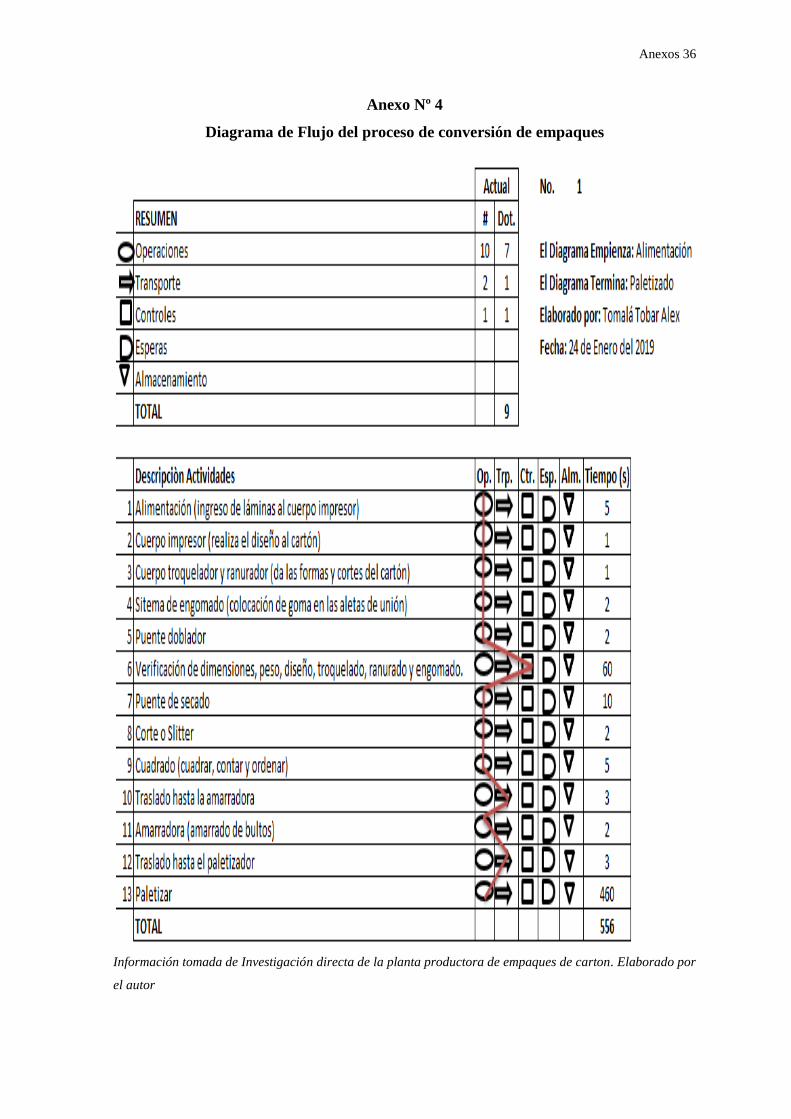
Anexo Nº 4
Diagrama de Flujo del proceso de conversión de empaques
Información tomada de Investigación directa de la planta productora de empaques de carton. Elaborado por
el autor
Anexos 37
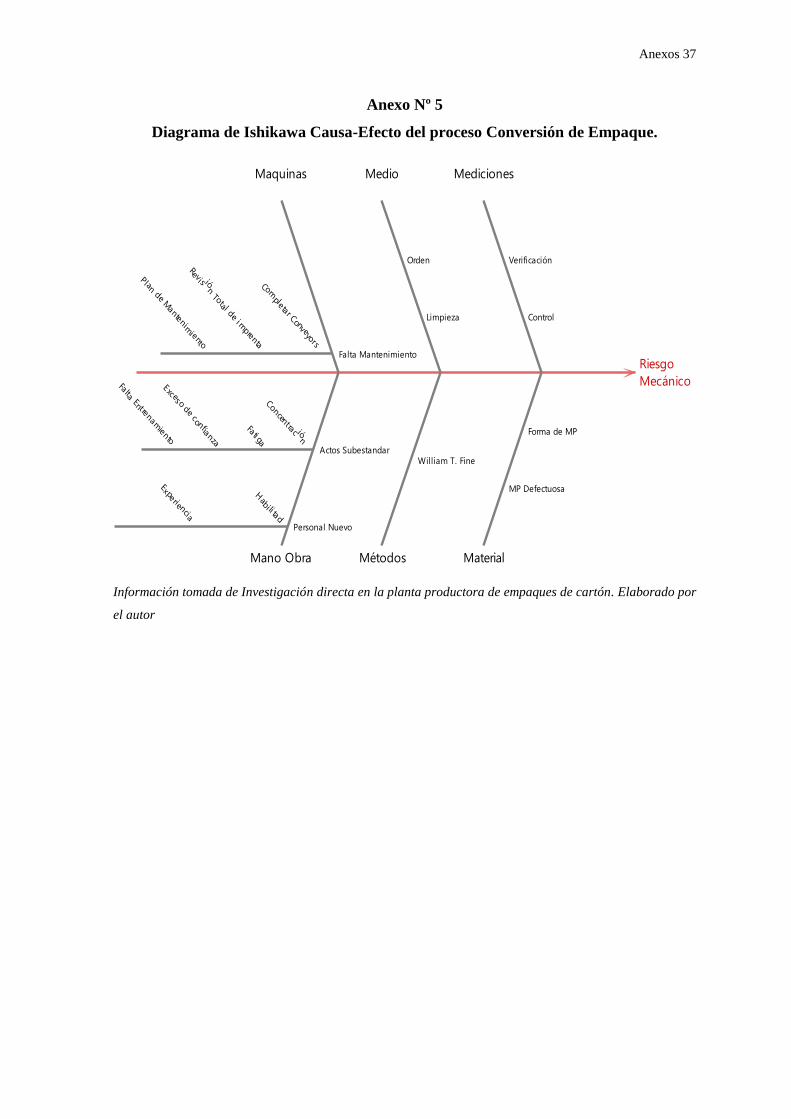
Anexo Nº 5
Diagrama de Ishikawa Causa-Efecto del proceso Conversión de Empaque.
Información tomada de Investigación directa en la planta productora de empaques de cartón. Elaborado por
el autor
Mecánico
Riesgo
Mano Obra
Maquinas
Métodos
Medio
Material
Mediciones
Control
Verificación
Forma de MP
MP Defectuosa
Limpieza
Orden
William T. Fine
Falta Mantenimiento
Actos Subestandar
Personal Nuevo
Completar Conveyors
Revi s ión Total de im
prenta
Pl an de Mantenim
i ento
Habi li tad
Experiencia
Concentrac ión
Fati ga
Exces o de confianza
Falta Entrenamiento
Diagrama Causa y Efecto Imprenta Kooper
Anexos 38
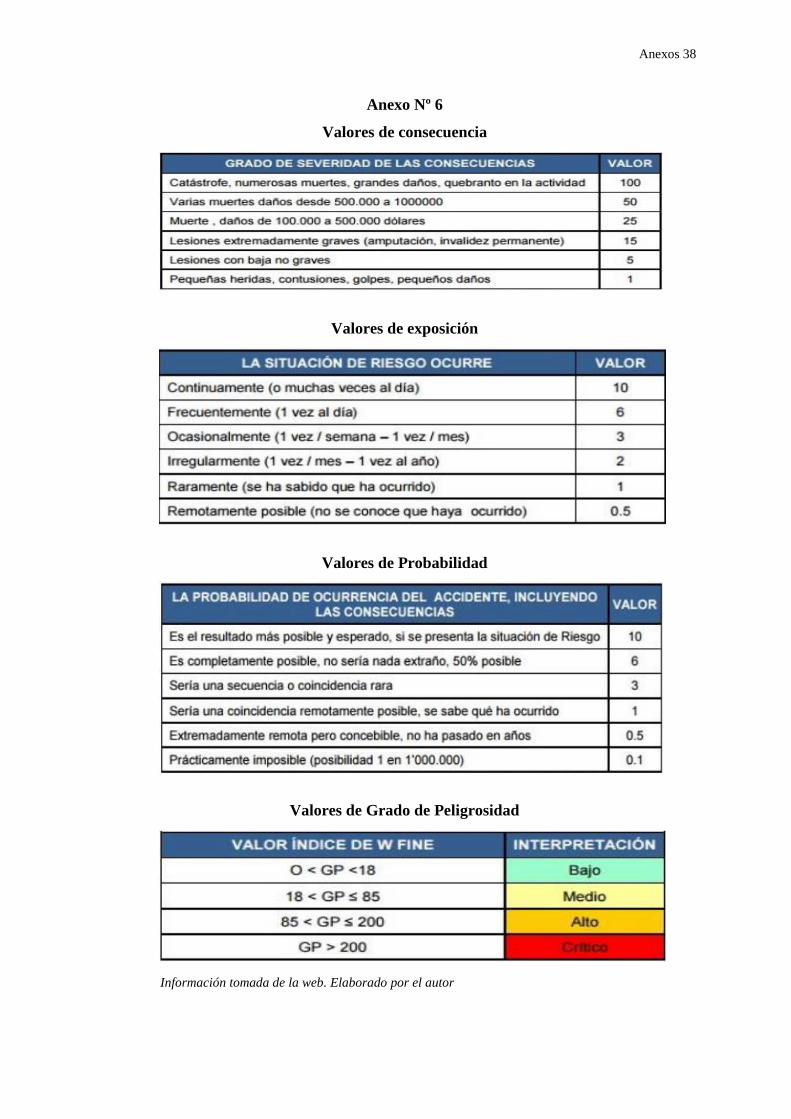
Anexo Nº 6
Valores de consecuencia
Valores de exposición
Valores de Probabilidad
Valores de Grado de Peligrosidad
Información tomada de la web. Elaborado por el autor
Anexos 39
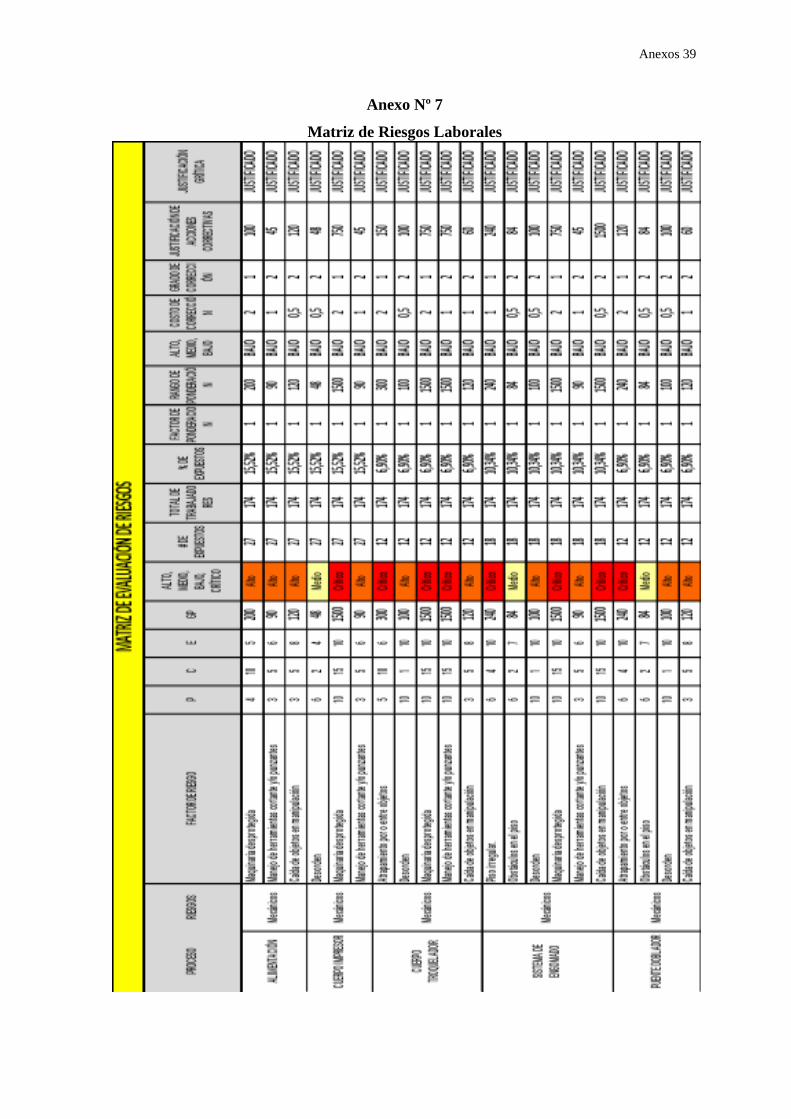
Anexo Nº 7
Matriz de Riesgos Laborales
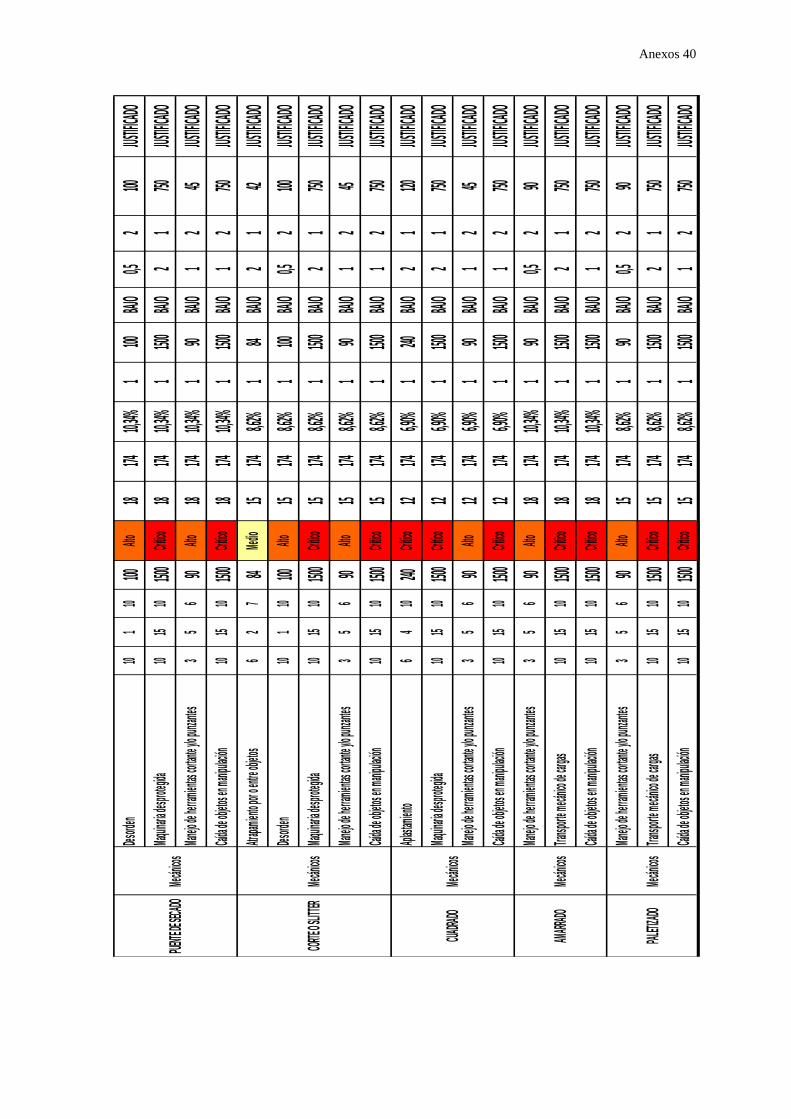
Anexos 40
Desord
en10
110
100Alto
18174
10,34%
1100
BAJO
0,52
100JUS
TIFICAD
OMa
quinar
ia desp
rotegi
da10
1510
1500Crí
tico18
17410,3
4%1
1500BAJ
O2
1750
JUSTIFI
CADO
Manej
o de h
erram
ientas
cortan
te y/o p
unzant
es 3
56
90Alto
18174
10,34%
190
BAJO
12
45JUS
TIFICAD
OCaí
da de
objeto
s en m
anipul
ación
1015
101500
Crítico
18174
10,34%
11500
BAJO
12
750JUS
TIFICAD
OAtr
apamie
nto po
r o ent
re obje
tos6
27
84Me
dio15
1748,62
%1
84BAJ
O2
142
JUSTIFI
CADO
Desord
en10
110
100Alto
15174
8,62%
1100
BAJO
0,52
100JUS
TIFICAD
OMa
quinar
ia desp
rotegi
da10
1510
1500Crí
tico15
1748,62
%1
1500BAJ
O2
1750
JUSTIFI
CADO
Manej
o de h
erram
ientas
cortan
te y/o p
unzant
es 3
56
90Alto
15174
8,62%
190
BAJO
12
45JUS
TIFICAD
OCaí
da de
objeto
s en m
anipul
ación
1015
101500
Crítico
15174
8,62%
11500
BAJO
12
750JUS
TIFICAD
OApl
astam
iento
64
10240
Crítico
12174
6,90%
1240
BAJO
21
120JUS
TIFICAD
OMa
quinar
ia desp
rotegi
da10
1510
1500Crí
tico12
1746,90
%1
1500BAJ
O2
1750
JUSTIFI
CADO
Manej
o de h
erram
ientas
cortan
te y/o p
unzant
es 3
56
90Alto
12174
6,90%
190
BAJO
12
45JUS
TIFICAD
OCaí
da de
objeto
s en m
anipul
ación
1015
101500
Crítico
12174
6,90%
11500
BAJO
12
750JUS
TIFICAD
OMa
nejo d
e herr
amien
tas co
rtante y
/o punz
antes
35
690
Alto18
17410,3
4%1
90BAJ
O0,5
290
JUSTIFI
CADO
Transp
orte m
ecánic
o de c
argas
1015
101500
Crítico
18174
10,34%
11500
BAJO
21
750JUS
TIFICAD
OCaí
da de
objeto
s en m
anipul
ación
1015
101500
Crítico
18174
10,34%
11500
BAJO
12
750JUS
TIFICAD
OMa
nejo d
e herr
amien
tas co
rtante y
/o punz
antes
35
690
Alto15
1748,62
%1
90BAJ
O0,5
290
JUSTIFI
CADO
Transp
orte m
ecánic
o de c
argas
1015
101500
Crítico
15174
8,62%
11500
BAJO
21
750JUS
TIFICAD
OCaí
da de
objeto
s en m
anipul
ación
1015
101500
Crítico
15174
8,62%
11500
BAJO
12
750JUS
TIFICAD
O
PALETI
ZADO
Mecán
icos
CORTE
O SLIT
TERMe
cánico
s
CUADRA
DOMe
cánico
s
AMARR
ADOMe
cánico
s
PUENTE
DE SE
CADO
Mecán
icos
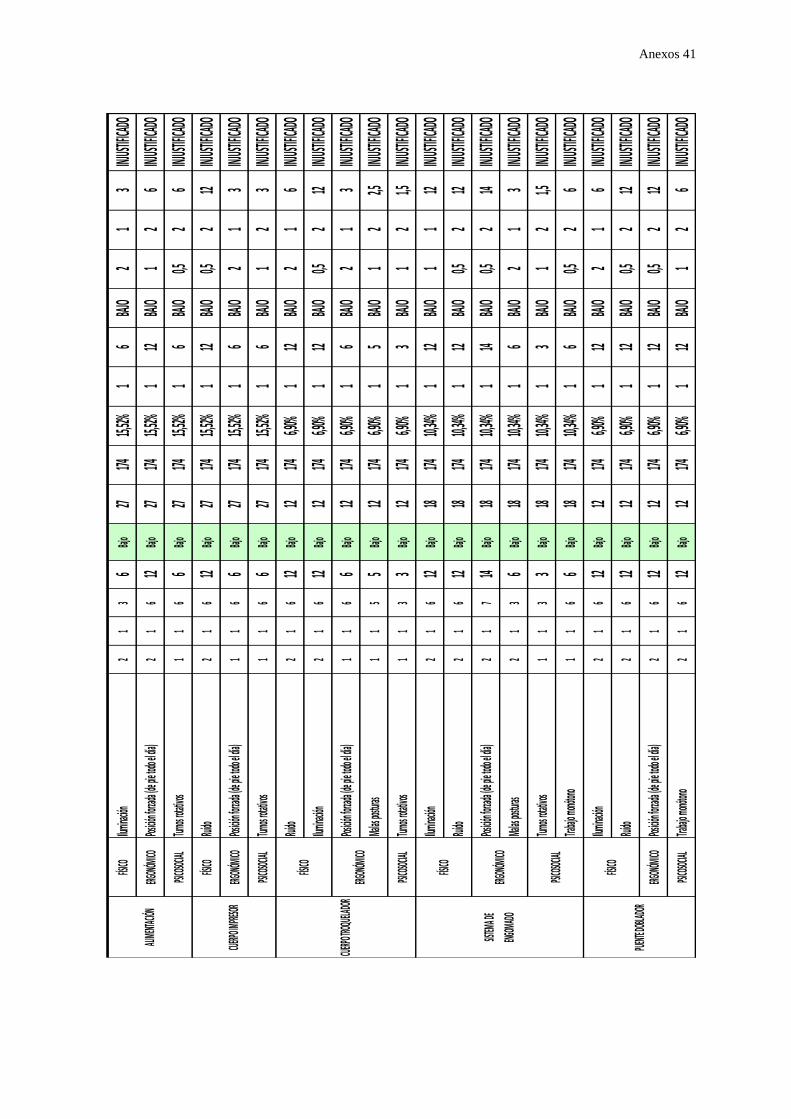
Anexos 41
FÍSICO
Iluminac
ión2
13
6Bajo
27174
15,52%
16
BAJO
21
3INJU
STIFICA
DO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
21
612
Bajo27
17415,5
2%1
12BAJ
O1
26
INJUSTIF
ICADO
PSICOSO
CIAL
Turnos
rotativ
os1
16
6Bajo
27174
15,52%
16
BAJO
0,52
6INJU
STIFICA
DO
FÍSICO
Ruído
21
612
Bajo27
17415,5
2%1
12BAJ
O0,5
212
INJUSTIF
ICADO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
11
66
Bajo27
17415,5
2%1
6BAJ
O2
13
INJUSTIF
ICADO
PSICOSO
CIAL
Turnos
rotativ
os1
16
6Bajo
27174
15,52%
16
BAJO
12
3INJU
STIFICA
DO
Ruído
21
612
Bajo12
1746,90
%1
12BAJ
O2
16
INJUSTIF
ICADO
Iluminac
ión2
16
12Bajo
12174
6,90%
112
BAJO
0,52
12INJU
STIFICA
DO
Posició
n forzad
a (de pi
e todo e
l día)
11
66
Bajo12
1746,90
%1
6BAJ
O2
13
INJUSTIF
ICADO
Malas
postura
s1
15
5Bajo
12174
6,90%
15
BAJO
12
2,5INJU
STIFICA
DO
PSICOSO
CIAL
Turnos
rotativ
os1
13
3Bajo
12174
6,90%
13
BAJO
12
1,5INJU
STIFICA
DO
Iluminac
ión2
16
12Bajo
18174
10,34%
112
BAJO
11
12INJU
STIFICA
DO
Ruído
21
612
Bajo18
17410,3
4%1
12BAJ
O0,5
212
INJUSTIF
ICADO
Posició
n forzad
a (de pi
e todo e
l día)
21
714
Bajo18
17410,3
4%1
14BAJ
O0,5
214
INJUSTIF
ICADO
Malas
postura
s2
13
6Bajo
18174
10,34%
16
BAJO
21
3INJU
STIFICA
DO
Turnos
rotativ
os1
13
3Bajo
18174
10,34%
13
BAJO
12
1,5INJU
STIFICA
DO
Trabajo
monót
ono1
16
6Bajo
18174
10,34%
16
BAJO
0,52
6INJU
STIFICA
DO
Iluminac
ión2
16
12Bajo
12174
6,90%
112
BAJO
21
6INJU
STIFICA
DO
Ruído
21
612
Bajo12
1746,90
%1
12BAJ
O0,5
212
INJUSTIF
ICADO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
21
612
Bajo12
1746,90
%1
12BAJ
O0,5
212
INJUSTIF
ICADO
PSICOSO
CIAL
Trabajo
monót
ono2
16
12Bajo
12174
6,90%
112
BAJO
12
6INJU
STIFICA
DO
CUERPO
TROQU
ELADOR
SISTEM
A DE
ENGOM
ADO
PUENTE
DOBLA
DOR
FÍSICO
PSICOSO
CIAL
FÍSICO
ERGONÓ
MICO
FÍSICO
ERGONÓ
MICO
ALIME
NTACIÓ
N
CUERPO
IMPRE
SOR
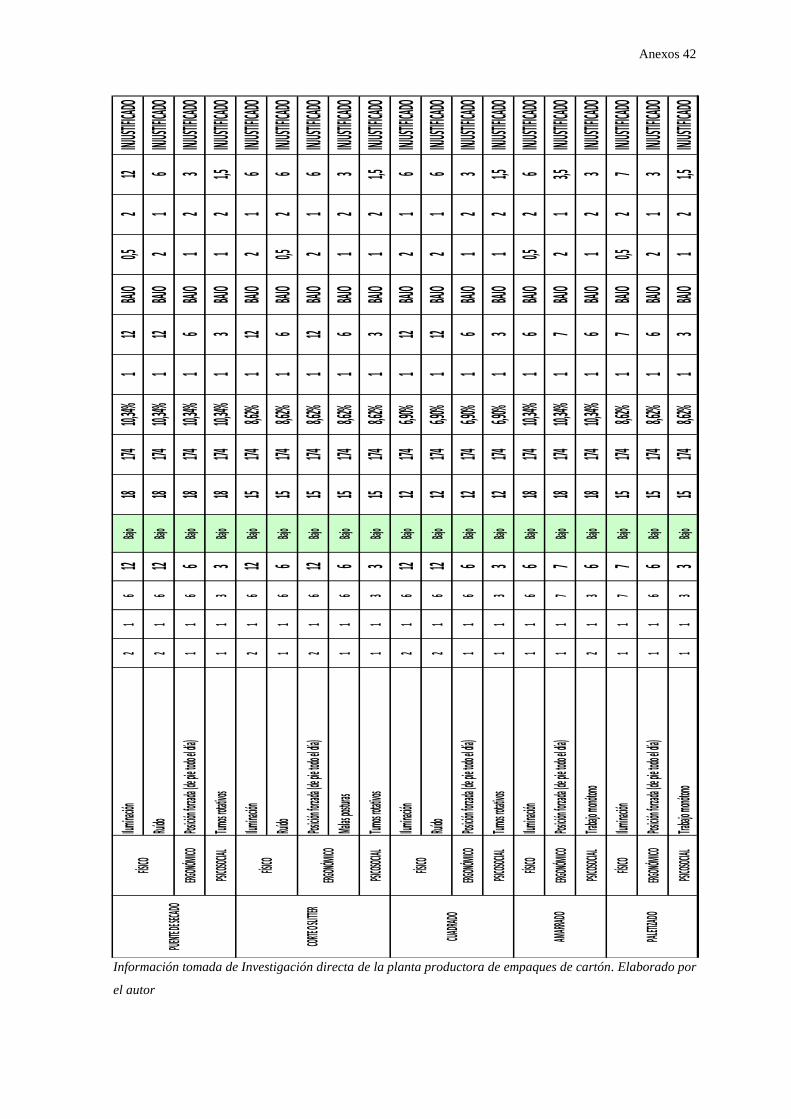
Anexos 42
Información tomada de Investigación directa de la planta productora de empaques de cartón. Elaborado por
el autor
Iluminac
ión2
16
12Bajo
18174
10,34%
112
BAJO
0,52
12INJU
STIFICA
DO
Ruído
21
612
Bajo18
17410,3
4%1
12BAJ
O2
16
INJUSTIF
ICADO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
11
66
Bajo18
17410,3
4%1
6BAJ
O1
23
INJUSTIF
ICADO
PSICOSO
CIAL
Turnos r
otativos
11
33
Bajo18
17410,3
4%1
3BAJ
O1
21,5
INJUSTIF
ICADO
Iluminac
ión2
16
12Bajo
15174
8,62%
112
BAJO
21
6INJU
STIFICA
DO
Ruído
11
66
Bajo15
1748,62
%1
6BAJ
O0,5
26
INJUSTIF
ICADO
Posició
n forzad
a (de pi
e todo e
l día)
21
612
Bajo15
1748,62
%1
12BAJ
O2
16
INJUSTIF
ICADO
Malas p
osturas
11
66
Bajo15
1748,62
%1
6BAJ
O1
23
INJUSTIF
ICADO
PSICOSO
CIAL
Turnos r
otativos
11
33
Bajo15
1748,62
%1
3BAJ
O1
21,5
INJUSTIF
ICADO
Iluminac
ión2
16
12Bajo
12174
6,90%
112
BAJO
21
6INJU
STIFICA
DO
Ruído
21
612
Bajo12
1746,90
%1
12BAJ
O2
16
INJUSTIF
ICADO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
11
66
Bajo12
1746,90
%1
6BAJ
O1
23
INJUSTIF
ICADO
PSICOSO
CIAL
Turnos r
otativos
11
33
Bajo12
1746,90
%1
3BAJ
O1
21,5
INJUSTIF
ICADO
FÍSICO
Iluminac
ión1
16
6Bajo
18174
10,34%
16
BAJO
0,52
6INJU
STIFICA
DO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
11
77
Bajo18
17410,3
4%1
7BAJ
O2
13,5
INJUSTIF
ICADO
PSICOSO
CIAL
Trabajo
monóton
o2
13
6Bajo
18174
10,34%
16
BAJO
12
3INJU
STIFICA
DO
FÍSICO
Iluminac
ión1
17
7Bajo
15174
8,62%
17
BAJO
0,52
7INJU
STIFICA
DO
ERGONÓ
MICO
Posició
n forzad
a (de pi
e todo e
l día)
11
66
Bajo15
1748,62
%1
6BAJ
O2
13
INJUSTIF
ICADO
PSICOSO
CIAL
Trabajo
monóton
o1
13
3Bajo
15174
8,62%
13
BAJO
12
1,5INJU
STIFICA
DO
AMARR
ADO
PALETIZ
ADO
FÍSICO
PUENTE
DE SEC
ADO
CORTE O
SLITTER
CUADRA
DO
ERGONÓ
MICO
FÍSICO
FÍSICO
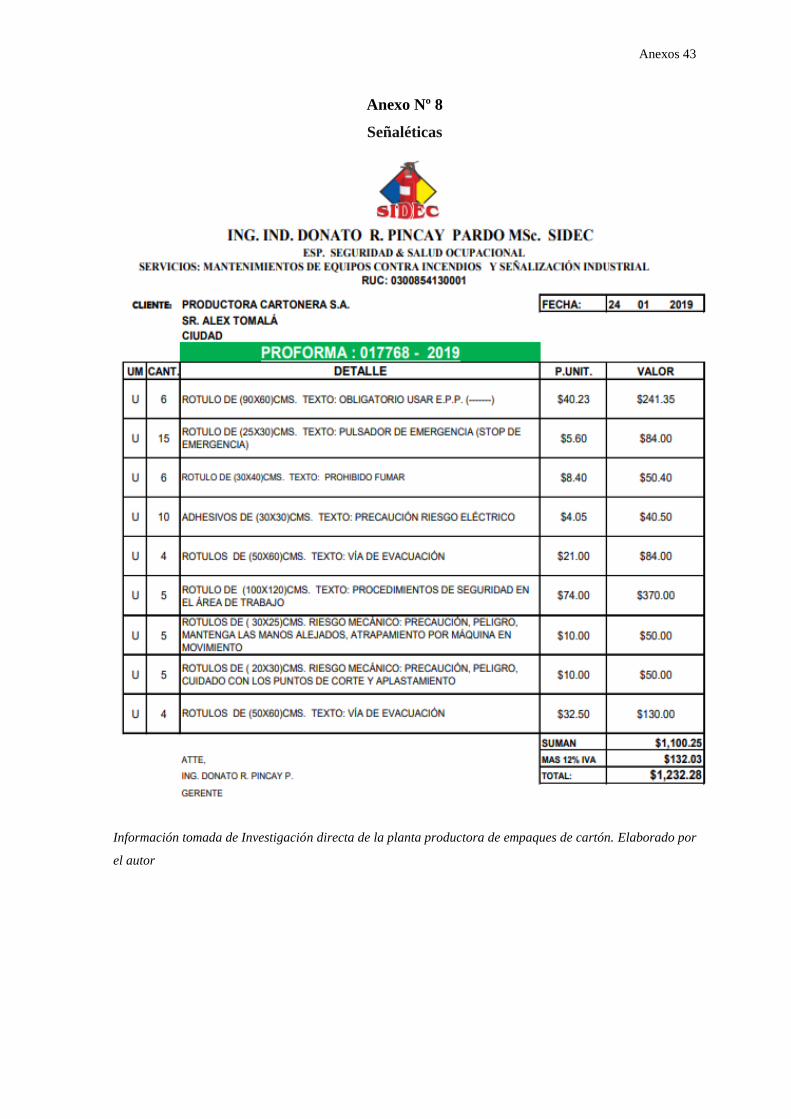
Anexos 43
Anexo Nº 8
Señaléticas
Información tomada de Investigación directa de la planta productora de empaques de cartón. Elaborado por
el autor
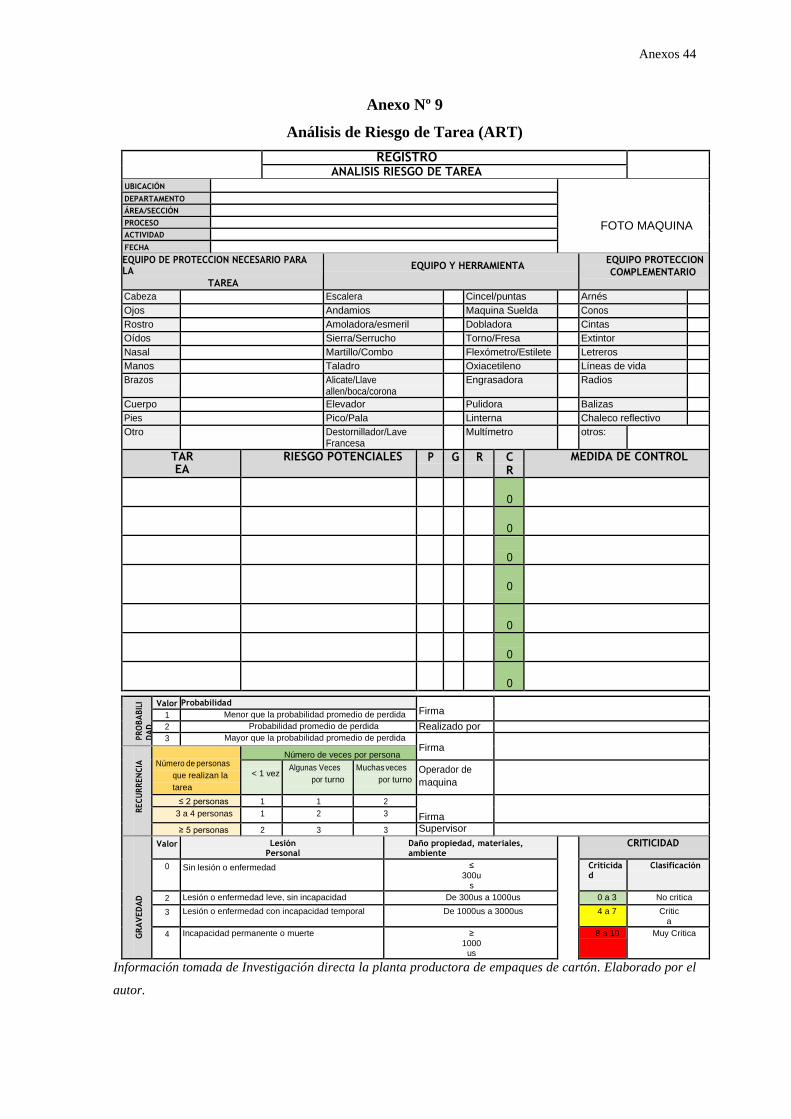
Anexos 44
Anexo Nº 9
Análisis de Riesgo de Tarea (ART)
REGISTRO
ANALISIS RIESGO DE TAREA UBICACIÓN
FOTO MAQUINA
DEPARTAMENTO
ÁREA/SECCIÓN
PROCESO
ACTIVIDAD
FECHA
EQUIPO DE PROTECCION NECESARIO PARA LA
TAREA
EQUIPO Y HERRAMIENTA EQUIPO PROTECCION
COMPLEMENTARIO
Cabeza Escalera Cincel/puntas Arnés
Ojos Andamios Maquina Suelda Conos
Rostro Amoladora/esmeril Dobladora Cintas
Oídos Sierra/Serrucho Torno/Fresa Extintor
Nasal Martillo/Combo Flexómetro/Estilete Letreros
Manos Taladro Oxiacetileno Líneas de vida
Brazos Alicate/Llave allen/boca/corona
Engrasadora Radios
Cuerpo Elevador Pulidora Balizas
Pies Pico/Pala Linterna Chaleco reflectivo
Otro Destornillador/Lave Francesa
Multímetro otros:
TAREA
RIESGO POTENCIALES P G R CR
MEDIDA DE CONTROL
0
0
0
0
0
0
0
PR
OB
ABIL
I
DA
D
Valor Probabilidad Firma
1 Menor que la probabilidad promedio de perdida
2 Probabilidad promedio de perdida Realizado por
3 Mayor que la probabilidad promedio de perdida
Firma
REC
UR
REN
CIA
Número de personas
que realizan la
tarea
Número de veces por persona
< 1 vez Algunas Veces
por turno
Muchas veces
por turno Operador de
maquina
≤ 2 personas 1 1 2 Firma
3 a 4 personas 1 2 3
≥ 5 personas 2 3 3 Supervisor
GR
AV
ED
AD
Valor Lesión Personal
Daño propiedad, materiales, ambiente
CRITICIDAD
0 Sin lesión o enfermedad ≤ 300u
s
Criticidad
Clasificación
2 Lesión o enfermedad leve, sin incapacidad De 300us a 1000us 0 a 3 No critica
3 Lesión o enfermedad con incapacidad temporal De 1000us a 3000us 4 a 7 Critica
4 Incapacidad permanente o muerte ≥ 1000
us
8 a 10 Muy Critica
Información tomada de Investigación directa la planta productora de empaques de cartón. Elaborado por el
autor.
Bibliografía
Fine, M. d. (s.f.). Identificación, análisis y gerenciamiento de riesgos. Obtenido de
https://www.dspace.espol.edu.ec
Jaime,T.M.(2016).Obtenidode
http://repositorio.ug.edu.ec/bitstream/redug/21536/1/TESIS%20TERAN.pdf
Rimac Riesgos Laborales. (s.f.).
Obtenido de http://prevencionlaboralrimac.com/Herramientas/Matriz-riesgo
Sura. (s.f.). Obtenido de https://www.arlsura.com/index.php/glosario-arl





























