Embed Size (px)
Citation preview

_
ÁREA
EL AN(HAC
_________Tutor A
Ing. Msc. E
NÚCLEDEPAR
DE PROCE
ÁLISIS DECCP). BAS
__________Académico Edixón Mac
UNIVERSEO UNIVER
RTAMENTOESAMIENTTRUJILLO
E PELIGROSES CONCE
AG
AutorC
______
ías
Trujillo
IDAD DE LRSITARIO O DE INGETO DE PROO ESTADO
OS Y PUNTEPTUALES
GROINDUST
r: Ambar Ca.I.: 17.049.
Diciembre
LOS ANDERAFAEL RNIERÍA AG
ODUCTOS O TRUJILLO
TOS CRÍTICS Y APLICATRIA
amacho 094
_____ Ing
de 2014
S RANGEL GRÍCOLA AGROPEC
O
COS DE COACIONES
__________ Asesor Ac
g. Msc. Cipr
CUARIOS
ONTROL EN LA
__________cadémico riam Delgad
__
do
CC-Reconocimiento

ÁREA
EL AN(HAC
Trabajo Núcleo
NÚCLEDEPAR
DE PROCE
ÁLISIS DECCP). BAS
de Grado p Universita
UNIVERSEO UNIVER
RTAMENTOESAMIENTTRUJILLO
E PELIGROSES CONCE
AG
AutorC
presentadoario “Rafae
Título de
Trujillo
IDAD DE LRSITARIO O DE INGETO DE PROO ESTADO
OS Y PUNTEPTUALES
GROINDUST
r: Ambar Ca.I.: 17.049.
o a la Ilustel Rangel”e Ingeniero
Diciembre
LOS ANDERAFAEL RNIERÍA AG
ODUCTOS O TRUJILLO
TOS CRÍTICS Y APLICATRIA
amacho 094
tre Univers como reqo Agrícola
de 2014
S RANGEL GRÍCOLA AGROPEC
O
COS DE COACIONES
sidad de Lquisito para
CUARIOS
ONTROL EN LA
Los Andes,a optar al
,
CC-Reconocimiento

iv
DEDICATORIA
Desde el momento que tenemos uso y razón de nuestras vidas nos
planteamos infinidades de objetivos, los cuales poco a poco y con mucho esfuerzo
los desarrollamos hasta verlos cumplidos, ésta es una de las metas más grandes e
importantes de mi vida que he cumplido de muchas por lograr si Dios me lo permite;
es por ello, que les quiero dedicar este gran triunfo a quienes de una u otra manera
me apoyaron y me tendieron la mano en el momento que la necesite:
En primer lugar a Dios Todopoderoso, a la Santísima Virgen María, quienes
día a día me bendicen, me iluminaron y dieron la sabiduría y fortaleza necesaria
para cumplir este sueño hecho realidad, que es haber logrado obtener con éxito la
culminación de mi carrera.
A mi padre Gerardo y mi madre Nanci, que con mucho esfuerzo, sacrificio,
amor, constancia y bendiciones me inculcaron los valores necesarios para
desarrollarme como buena persona, hija, estudiante y profesional que hoy en día
seré, gracias por esos consejos y por compartir este gran esfuerzo ¡Los amo padres!
A mis hermanos Leonardo, Gerardo y Juan, porque de alguna u otra
manera han aportado su apoyo en mi vida y mis estudios, este triunfo se los dedico,
ojala los motive para seguir adelante, cumplir todos sus sueños y anhelos que
tengan en sus vidas ¡Los amo y son todo para mí!
A mis compañer@s de estudio y amig@s, Alicia, Karelys, Nelsa, Mariana, Marvelys, Carol, Julio, Daniel, por compartir conmigo tantos momentos alegres,
divertidos, buenos y no tan buenos, pero siempre ahí apoyándome gracias por estar
siempre ahí cuando los necesitaba para darme ánimo y consejos para seguir
siempre adelante, los aprecio mucho.
A todas aquellas personas que no mencione pero que de una u otra forma me
han estado apoyando en esta nueva etapa de mi vida, a ustedes también mil
Gracias.
Ambar Camacho
CC-Reconocimiento

v
AGRADECIMIENTOS
A Dios Todopoderoso y Supremo, gracias por bendecirme, cuidarme
siempre y llevarme por el camino correcto, y por darme la sabiduría
necesaria para culminar esta meta.
A mis padres, por brindarme toda su fe, que con entusiasmo me ha
inspirado para la culminación de este logro. ¡Este triunfo es por ustedes, muchas gracias!
A mis hermanos, muchas gracias por todo su esfuerzo y el cariño que
me han brindado a lo largo de mi vida.
A la ilustre Universidad de Los Andes, Núcleo Rafael Rangel, por
ser la casa del saber, por recibirme y ofrecerme la oportunidad de
superarme. Gracias a los profesores por compartir su sabiduría, continúen
sin desmayo en su misión de enseñar.
A mi tutor Edixon Macías, quien estuvo al tanto en el desarrollo de
esta investigación y confió en mí para desarrollarlo con éxito. Gracias
Al Profesor Cipriam Delgado, por ayudarme en el asesoramiento de
este trabajo y el aporte de sus conocimientos, Gracias.
A todos los profesores que inculcaron el conocimiento necesario
para desarrollar mi carrera, logrando culminar este triunfo. ¡Muchas Gracias!
A mis compañeros y amigos de la universidad, con ustedes viví
grandes momentos, su apoyo fue decisivo para alcanzar este triunfo.
A todas aquellas personas que de alguna u otra manera me han
brindado su apoyo, colaboración y que han contribuido al logro de esta meta.
¡Gracias! Ambar Camacho
CC-Reconocimiento

vi
Índice General
DEDICATORIA……………………………………………………………………
AGRADECIMIENTO…………………………………………………………….
ÍNDICE GENERAL………………………………………………………………
Pág.
III
IV
V
ÍNDICE DE CUADROS……………………………………………………….… VI
ÍNDICE DE FIGURAS…………………………………………………………… VII
RESUMEN……………………………………………………………………….. VIII
Introducción……………………………………………………………………… 1
Planteamiento del Problema……………………………………………………. 1
Objetivos de Investigación……………………………………………………… 7
Justificación de la Investigación………………………………………………... 8
Enfoque o Postura Teórica………………………………………………………. 9
Metodología Empleada………………………………………………………….. 10
Delimitación…………………………………………………….………………… 11
II Cuerpo…………………………………………………………………………. 13
Capítulo I: Fundamentos Teóricos del Sistema de Análisis de Peligros y de
Puntos Críticos de Control (Haccp)……………………………………………..
13
1.1 Análisis de Peligros y Puntos Críticos de Control Haccp…………………. 13
1.2 Origen………………………………………………………………………… 14
1.3 Fundamentos………………………………………………………………… 14
1.4 Prerrequisitos del Haccp……………………………………………………. 15
1.5 Principios del Sistema Haccp………….……………………………………. 19
1.6 Directrices para Aplicar el Sistema Haccp…………………………………. 23
1.7 Beneficios del Sistema Haccp………………………………………………. 29
1.8 Haccp y el Sistema de Calidad……………………………………………… 30
1.9 Clasificación de los Peligros…………………………................................ 31
CC-Reconocimiento

vii
1.10 Clasificación de los alimentos……………………………………………. 32
Capítulo II: Principales Aplicaciones del Sistema de Análisis de Peligros y
de Puntos Críticos de Control (Haccp) en la Agroindustria………………….
35
2.1 Aplicación del Sistema Haccp……………………………………………… 35
2.2 Categorías en la Aplicación del Sistema de Análisis de Peligros y de
Puntos Críticos de Control (Haccp) en la Agroindustria……………………..
38
2.3 Situación de Haccp en Venezuela………………………………………… 65
Capítulo III: Ejemplos de Aplicaciones del Análisis de Peligros y de Puntos
Críticos de Control (Haccp) en las Industrias de Alimentos Venezolanos...
67
3.1 Ejemplo de Haccp Producción de Camarones Cocidos (producción
primaria), según Norma Venezolana Directrices Generales para la
Aplicación del Sistema Haccp en el Sector Alimentario…………………….
67
3.2 Diseño de un Plan Haccp para el Proceso de Elaboración de Queso
Tipo Gouda en una Empresa……………………………………………………
74
3.3 Diseño de un Plan de Análisis de Peligros y Puntos Críticos de Control
(Haccp) para el aseguramiento de la inocuidad de la mortadela elaborada
por una Empresa de Productos Cárnicos ……………………………………..
89
3.4 Diseño de un Plan HACCP en el Procesamiento Industrial de Sardinas
Congeladas ………………………………………………………………………..
102
3.5 Jugo de Maracuyá Pausterizado…………………………………………… 110
3.6 Plan Haccp en Inversiones Del Campo……………………………………. 114
3.7 Secuencia de pasos para la Aplicación del Enfoque de Haccp en el
Control de la Calidad Higiénica e Inocuidad de los Productos de Panadería 123
Conclusiones y Recomendaciones………………………………………….. 132
Referencias Bibliográficas……………………………………………………. 133
CC-Reconocimiento

viii
Índice de Cuadros
Pág.Cuadro 1: Comparación entre principios de Aplicación del Haccp y la Norma ISO 22000…………………………………………………………...
36
Cuadro 2: Empleo del Sistema Haccp en el Desarrollo de un Producto Nuevo………………………………………………………………………..
62
Cuadro 3: Análisis de Peligro: Producción de Camarones Cocidos... 68 Cuadro 4: Plan Haccp: Producción de Camarones Cocidos………... 72 Cuadro 5: Análisis de Peligro e Identificación de los PCC según Técnica del Arbol de Decisiones…………………………………………
80
Cuadro 6: Plan Haccp para el Queso Amarillo tipo Gouda…………… 86 Cuadro 7: Ejemplo de cronograma de Verificación (comprobación)… 87 Cuadro 8: Análisis de Peligro: Mortadela Tipo Especial……………… 94 Cuadro 9: Peligros Microbiológico: Mortadela Tipo Especial………… 95 Cuadro10: Peligro Químico y Físico: Mortadela Tipo Especial……… 96 Cuadro 11: Punto Crítico de Control: Mortadela Tipo especial……… 97 Cuadro 12: Limite Críticos para cada Punto de Control, Sistema de Vigilancia, y Medidas Correctivas: Mortadela Tipo especial………….
98
Cuadro 13: Procedimiento de Verificación y Registro: Mortadela Tipo Especial…………………………………………………………………….
99
Cuadro 14: Registro de Tiempo – Temperatura, Características Sensoriales, Tallas y Nivel de Histamina de Lotes de Sardina………
102
Cuadro 15: Análisis de Peligro: Sardina entera Congelada………… 103 Cuadro 16: Plan Haccp: Sardina entera Congelada………………… 106 Cuadro 17: Formulario de Análisis de Peligro………………………… 112 Cuadro 18: Hoja par el Control de Puntos Críticos…………………… 113 Cuadro 19: Plan Haccp: Hoja de descripción del producto…………. 114 Cuadro 20: Plan Haccp: Hoja de Análisis de Riesgos………………. 116 Cuadro 21: Plan Haccp Producto……………………………………… 119 Cuadro 22: Ejemplo de Descripción del Producto y Uso Esperado.... 124
CC-Reconocimiento

ix
Índice de figuras
Pág. Figura 1: Organigrama correspondiente a la captura y procesado pescado y mariscos…………………………………………………………
39
Figura 2: Diagrama para la Producción y el Procesado de Carne fresca…………………………………………………………………………
42
Figura 3: Diagrama para la Producción de Lechuga………………….. 48 Figura 4: Diagrama para la Producción de Cereales………………….. 51 Figura 5: Diagrama para la Producción de Fresa………………………. 56 Figura 6: Diagrama para la Producción de Leche Cruda……………… 59 Figura 7: Secuencia Lógica para la Implementación de un Sistema HACCP para el Proceso de Elaboración de Queso Tipo Gouda en una Empresa………………………………………………………………………
74
Figura 8: Del Proceso de Elaboración de Queso Tipo Gouda………… 75 Figura 9: Ejemplo del Árbol de Decisión para Identificar los PCC……. 76 Figura 10: Secuencia lógica para la Aplicación de un Sistema HACCP para el Aseguramiento de la Inocuidad de la Mortadela Elaborada por una Empresa de Productos Cárnicos…………………………………….
89
Figura 11: Diagrama de Flujo de la Mortadela Tipo Especial………… 91 Figura 12: Árbol de Decisión para la Determinación de un Punto Crítico de Control……………………………………………………………
92
Figura 13: Para Jugo de Maracuyá Pausterizado……………………… 111 Figura 14: Plan Haccp: Diagrama De Flujo Producto: “Boquitas Vegetarianas…………………………………………………………………
115
Figura 15: Plan Haccp: Diagrama De Flujo con los Puntos Críticos de Control Producto: “Boquitas Vegetarianas……………………………….
122
Figura 16: Propuesta del Organigrama de la Empresa……………….. 123
Figura 17: Paso Nº 3 Elaboración de Diagrama de Flujo…………….. 125
CC-Reconocimiento

teepfccldsdddpae
DEPR
EL AN(HAC
Esta investtécnica de este es uevaluación por el consforma señaconfianza ecómo debela industriadescriptivosecundariadirectrices, de dichos dde una funprincipios, aa una segueste sistem
Palabras C
NÚCLEEPARTAMROCESAM
ÁLISIS DECCP). BAS
tigación tuvanálisis den método y control d
sumidor a falar la impoen las exigeería aplicarsa. La sus, con apoys ya elala investig
documentondamentacaplicacioneuridad alim
ma tan impo
Claves: Hac
UNIVERSEO UNIVERENTO DE I
MIENTO DETRUJILLO
E PELIGROSES CONCE
AG
vo como oe peligros y
sistemáticde peligros afin de garanortancia de encias y sese el sistemstentación yo en la invaboradas gación se cs. Como re
ción teóricaes que perm
mentaria eficortante com
ccp, inocuid
x
IDAD DE LRSITARIO INGENIER
E PRODUCO ESTADO
OS Y PUNTEPTUALES
GROINDUST
RESUMEN
objetivo geny puntos cco, prevenasociados cntizar la inodicho siste
eguridad dema de análide este e
vestigacióncomo: tex
construyó aesultado dea del sistemmitan medirciente del o lo es Hac
dad, anális
LOS ANDERAFAEL R
RÍA AGRÍCOTOS AGRO
O TRUJILLO
TOS CRÍTICS Y APLICATRIA
ATutor: In
N
neral analizríticos de c
ntivo, dirigicon la mateocuidad de ema, que pe los alimenisis y puntoestudio se documentxtos, artíca partir de ae este trabama Haccp r, controlar producto ficcp.
is sistemát
S RANGEL OLA ÁREAOPECUARO
COS DE COACIONES
Autor: Ambg. Msc. Ed
zar los princontrol (Hado a la ieria prima, los alimen
proporcionantos, tambiéos críticos de basa ental realizadculos, revianálisis e iajo se conc
en base el proceso inal en la a
ico.
A DE RIOS
ONTROL EN LA
bar Camachdixón MacíaFecha: 20
ncipios de accp), ya qdentificacióhasta su u
nto, y de es un grado dén se explide control e
n un trabaa en fuentistas, leyenterpretació
cluye a trava su origeque conlle
aplicación d
ho as 14
la ue ón, so sta de ca en ajo es es, ón
vés en, ve de
CC-Reconocimiento

1
I INTRODUCCIÓN
Planteamiento del Problema Nunca antes se ha debatido y hablado tanto sobre la influencia de una
alimentación sana sobre la salud como en nuestros tiempos. Todos los
medios de comunicación escritos y televisivos están repletos de información
sobre factores que integran una dieta sana, los cuales, a veces confunden al
lector. Sin embargo, los principios de una alimentación sana en los individuos
son muy simples, la clave está en comer una amplia variedad de alimentos
diferentes que se complementen entre sí.
Una buena alimentación es importante para una buena salud, comiendo
los alimentos sanos, se puede tener una protección contra muchas
enfermedades. No obstante, una gran proporción de la población del mundo
no come sanamente, los problemas actuales de la dieta daría se deben a
una ingestión excesiva de grasas saturadas, de carbohidratos elaborados
que contienen gran cantidad de calorías, así como una cantidad insuficiente
de fibra. Como ejemplo común para los venezolanos la arepa a base de
harina precocida refinada.
Es por esto que existen organismos encargados de velar por el buen
estado de los alimentos, tal es el caso de la Organización de las Naciones
Unidas (ONU) (1962), donde habla sobre derechos humanos, expresando
que todas las personas tienen derecho a esperar que los alimentos que
comen sean inocuos y aptos para el consumo, lo que garantiza el
abastecimiento de alimentos, la mejora del nivel nutricional y nivel de vida. Es
por ello que la inocuidad, es parte fundamental de la calidad de los alimentos
ya que sin esta condición no se podría producir, almacenar, transportar y
CC-Reconocimiento

2
mucho menos ofrecer al consumidor final productos que no sean dañinos
para la salud, tanto humano como animal.
De la misma manera, la Organización Mundial de la salud (OMS) (1982 -
1987), inició la promoción a través de un documento preparado por
miembros de la Comisión Internacional sobre Especificaciones
Microbiológicas para los Alimentos (ICMSF), más tarde dió comienzo a la
capacitación y difusión del sistema y logró también a través del Codex
Alimentarius acordar la norma internacional, para su aplicación en los
distintos segmentos de la cadena alimentaria.
A tal efecto se debe destacar que en los países, el suministro de una
cantidad de alimentos de calidad aceptable e inocua, suficientemente para
satisfacer las necesidades de una población mundial en constante
crecimiento ya que se predice que en el periodo 1995 – 2021 se duplicara la
población urbana en los países en desarrollo, Comité de Seguridad
Alimentaria Mundial (1999).
La conservación de los alimentos a través del tiempo ha estado ligada a la
evolución de los seres humanos, es por ello que el hombre primitivo se vio
obligado por las diferentes causas a guardar parte de lo recolectado y
cazado para un aprovechamiento posterior. La propia naturaleza y también la
casualidad han enseñado al hombre en ir creando diversos sistemas de
conservación. A medida que la sociedad se ha desarrollado se han ideado
nuevos sistemas; la industria de conservación de alimentos a nivel industrial
de hoy debe su nacimiento a la conservación casera, y está ligada a grandes
avances de la evolución científica y el origen de la tecnología. Rojas (1989).
De igual forma el autor citado en el año (1989), hace referencia en cuanto
a las técnicas de conservación de los alimentos la cual está destinada a
preservar su comestibilidad, su sabor y sus propiedades nutricionales, esto
implica que se debe inhibir el crecimiento de los microorganismos y retrasar
la oxidación de las grasas que provocan que los alimentos se deterioren con
CC-Reconocimiento

3
rapidez. Los métodos de preservación se basan principalmente en una
transferencia de energía o de masa que tienen por objeto prolongar la vida
útil de los alimentos (pasteurización y esterilización, secado, la
deshidratación osmótica, la refrigeración y la congelación) o la
transformación por el juego de reacciones bioquímicas o cambio de estado
(la cocina, la fermentación, la obtención del estado cristalino).
Cabe destacar la importancia que se cita en el sistema Appert donde se
reconoce como el más fácil, y a la vez el más antiguo. Este sistema fue
ideado por el confitero francés Nicolás Appert, quien comenzó sus ensayos
en 1796, estimulado por un premio que ofreció Napoleón al que inventara el
mejor método para conservar los alimentos destinados a sus ejércitos y
marina, lo cual con bastante tenacidad se dedicó a buscar la forma de
mantener envasados, sin alteraciones y por largo tiempo frutas y hortalizas.
Luego de un tiempo de experimentación, es en 1804 cuando obtienen sus
primeros éxitos al lograr conservar algunos alimentos en frascos de vidrio por
espacios prolongados, Rojas (1989).
Igualmente, Pasteur (1860) dio el primer paso en el que sería este nuevo
método, denominado posteriormente "pasteurización" en su honor, y lo fue
aplicando a otros alimentos líquidos. Este método se aplica hoy en día como
norma de higiene en muchos procesos básicos de la industria alimentaria y
proporciona una garantía de la seguridad de muchos productos alimenticios
de manera eficaz en todo el mundo.
Ahora bien, Finol, H. (2009). Afirma que la organización tradicional de la
cocina industrial se entiende como la coordinación entre las distintas fases
de elaboración de comidas y su posterior distribución o consumo. La
modernización de los métodos de trabajo, generados por las necesidades de
producción en la restauración colectiva, así como las crecientes exigencias
en materia de higiene alimentaria y los avances tecnológicos, hacen que esta
CC-Reconocimiento

4
organización tradicional está cambiando por otra más flexible, que se adapte
a cada tipo de empresa.
Aun cuando la calidad original y la perfecta conservación de los alimentos
en las distintas fases de producción hasta su consumo final son elementos
fundamentales en cualquier tipo de cocina. Otras técnicas recientes, como el
envasado al vacío o con gases protectores, aseguran una mejor y más
duradera conservación de los alimentos.
Debido a los nuevos avances que se han venido surgiendo para la
conservación e inocuidad de los alimentos algunos autores y organizaciones
han hecho sus aportes como lo hace, Asq Food (2003), dice que el sistema
Haccp (por sus siglas en ingles “Hazard Analysis and Critical Control Points”),
es un enfoque sistemático para identificar peligros y estimar los riesgos que
pueden afectar la inocuidad de un alimento, a fin de establecer las medidas
para controlarlos.
De acuerdo con la Organización de las Naciones Unidas para la
Agricultura y la Alimentación (FAO) (1994), La evolución del sistema HACCP
luego de más de tres década de aparecer en el escenario de la inocuidad de
alimentos y de su exitosa implementación en la industria de alimentos
enlatados a mediados de los años 70, ha tenido sus mayores desarrollos en
la década de los 90 y en la actualidad, con una aceptación creciente tanto en
el sector privado de la industria de alimentos, como por parte de las
autoridades regulatorias, estimulando mayor interés en la calidad de los
alimentos en el primer caso y un cambio en los enfoques tradicionales de
inspección en el segundo.
Es de hacer notar las variadas actividades nacionales e internacionales
que se desarrollan actualmente con el uso del Haccp para garantizar la
conservación de los alimentos, este sistema se ha difundido una vez más por
todo el mundo, y en algunos países los organismos encargados del control
de alimentos obligan a la industria alimentaria, incluido los importadores y
CC-Reconocimiento

5
exportadores de alimentos, a aplicar sistemas basados en el HACCP, para
certificar el buen estado de los alimentos.
Es por ello que las tendencias actuales se enfocan para conseguir la
inocuidad de los alimentos, muestran un escenario propicio para un uso
extendido del sistema Haccp en el futuro, como instrumento costo-efectivo y
versátil que permite su aplicación en los diferentes eslabones de la cadena
alimentaria. La adhesión voluntaria a su utilización por parte de la iniciativa
privada especialmente, es visible en algunos países y eso puede ser la
demostración de que hoy muchas empresas han entendido que el sistema,
más que una imposición de las autoridades reguladoras, es una filosofía que
hace de su enfoque una herramienta que contribuye a mejorar la eficiencia
del proceso productivo de los alimentos.
Teniendo en cuenta el Reglamento General de Alimentos de Venezuela
(1959), en el Capítulo II, Articulo 3, se entiende por alimento a los efectos de
este reglamento, no solamente a las sustancias destinadas a la nutrición del
organismo humano, sino también, las que forman parte o se unen a su
preparación, composición y conservación de bebidas de todas clases y
aquellas otras sustancias, con excepción de los medicamentos, destinados a
ser ingeridos por el hombre.
Además nuestro país se ha interesado en aplicar el sistema sobre todo en
la parte privada, ya que de acuerdo a la Constitución de la República
Bolivariana de Venezuela prevé, con el objeto de proporcionar
abastecimiento alimenticio interno a la población venezolana, según el
artículo 305.
“… La producción de alimentos es de interés nacional y fundamental para el desarrollo económico y social de la nación…” por lo que se convierte en un mandato constitucional la garantía por parte del estado, de asegurar la calidad e inocuidad de los alimentos”.
CC-Reconocimiento

6
Con referencia a lo anterior el Ministerio del Poder Popular para la
Alimentación, es el encargado de velar que se cumpla el derecho
constitucional a la alimentación. En tal sentido, dicta políticas en esta materia
y verifica que las mismas se cumplan para garantizar a toda la población el
acceso a los alimentos de la canasta alimentaria a precios justos y de
excelente calidad. De la misma manera le compete la regulación,
formulación, seguimiento y evaluación de políticas, planificación y realización
de actividades del ejecutivo nacional en materia de seguridad alimentaria.
Como también la recepción, almacenamiento, depósito, conservación,
transporte, distribución, entrega, colocación y consumo de alimento.
Cabe señalar que en Venezuela, el Haccp requiere de mayor atención
debido a los alcances económicos que representa para las empresas
nacionales en el cumplimiento del marco normativo obligatorio y voluntario
relativo a la calidad e inocuidad de los alimentos y finalmente, a las
implicaciones comerciales de su cumplimiento, que afecta la colectividad de
las empresas y establecen distinciones en cuanto a gestión de calidad e
inocuidad y gestión integral.
Por lo anteriormente señalado las empresas tanto públicas como privadas
deben adherirse al artículo 305 que sustenta el marco normativo y obligatorio
en cuanto a la calidad e inocuidad de los alimentos en Venezuela,
considerando que el sistema Haccp es uno de los más evolucionados hasta
el momento y para lograr esto es propicio para este tipo de investigación que
está enmarcada en analizar su fundamentos teóricos, principios y
aplicaciones en la agroindustria venezolanas. En este sentido surgen los
siguientes objetivos de investigación.
CC-Reconocimiento

7
Objetivos de Investigación Objetivo General: Analizar los Principios de la Técnica de Análisis de Peligros y de Puntos
Críticos de Control (Haccp).
Objetivos Específicos Presentar Fundamentos Teóricos del Sistema de Análisis de Peligros y de
Puntos Críticos de Control (Haccp).
Categorizar las Principales Aplicaciones del Sistema de Análisis de Peligros y
de Puntos Críticos de Control (Haccp) en la Agroindustria.
Mostrar Ejemplos de Aplicaciones del Análisis de Peligros y de Puntos
Críticos de Control (Haccp) en las Principales Industrias de Alimentos
Venezolanas.
CC-Reconocimiento

8
Justificación
La mejor manera de garantizar la calidad y la seguridad sanitaria de los
alimentos consiste en un enfoque integrado y multidisciplinario que tome en
cuenta toda la cadena alimentaria. Por ello es necesario eliminar o controlar
los peligros asociados a los alimentos desde el origen, es decir mediante un
enfoque preventivo, reducir o eliminar el riesgo de efectos sanitarios
indeseados Piñate (2010)
De allí que las industrias del sector alimentario que deseen certificar su
sistema de calidad conforme a la Norma ISO- 9000 están obligadas a insertar
el Haccp en el ambiente de su sistema de gestión de calidad, al mismo
tiempo la implementación del sistema Haccp facilita el acercamiento de las
empresas a otras normativas de calidad más compleja. (García, 2007) citado
por (Becerra 2011 p.8).
En vista de lo señalado el sistema Haccp es uno del más evolucionado
hoy día para gestionar la calidad de una empresa de alimentos. Sin embargo
a la hora de necesitar información sobre la aplicación en diversas líneas
tecnológicas de la producción de alimentos no es fácil tener acceso de la
misma porque hay poca literatura o investigaciones y si las hay existen en
otros idiomas.
Si bien es cierto a la poca información y producción de investigaciones del
sistema Haccp, se aspira que esta investigación cumpla con los criterios
señalados por Fidias A. (2006) citado por Ramírez (1999 p.40) relevancia
social y relevancia contemporánea. Por tanto esta investigación se justifica.
Desde el punto de vista social: esta investigación pretende buscar la
mejor alternativa para la aplicación del sistema Haccp, siendo beneficiadas
las industrias, consumidores y la sociedad venezolana, esto contribuye a
proteger la salud de la población mediante, la reducción de riesgos de
enfermedades transmitidas por los alimentos.
CC-Reconocimiento

9
Ahora bien en la relevancia contemporánea: la alimentación es esencial
para el individuo. De igual forma la economía juega un valor importante en la
sociedad y para la agroindustria ya que cuando existe un buen producto de
calidad e inocuidad hay mayor producción y más beneficio para industrias,
consumidores y la sociedad venezolana.
Finalmente, esta investigación se hace como ejemplo y antecedente para
otras investigaciones futuras, trabajos de grado y guía de apoyo a otros
proyectos que se desarrollan en el área, en la implantación del sistema
Haccp que permitirá mejor proporción de la calidad de los productos y
procesos.
Enfoque o Postura Teórica El Haccp se ha convertido en un asunto importante para la agroindustria
considerada como una entidad económica que ejerce la propiedad de un
conjunto de activos y cuyo objetivo es el incremento constante de sus
utilidades, donde existe incrementó de ventas, aumento del número de
productos que ofrece, participación en mercados de productos no
directamente vinculados con la empresa, vinculándose a negocios
completamente diferentes. Esta genera fuertes vínculos hacia atrás y hacia
adelante, promoviendo demanda y agregando valor a la producción agrícola
primaria y creando empleos e ingresos a lo largo de la cadena,
procesamiento y distribución. Informe del foro Mundial sobre agroindustria
(2008).
Es de hacer destacar que el Haccp es un sistema que permite predecir
peligros potenciales de la sanidad de los alimentos y cómo evitarlos antes de
que se presenten. El sistema Haccp tiene numerosos beneficios, tales como:
elaboración inocua del producto, inspecciones definidas y controladas,
prestigio a nivel nacional e internacional, etc., todos estos beneficios
CC-Reconocimiento

10
constituyen una gran herramienta para la industria, ya que le permite ser más
competitivo dentro del campo de la industria alimentaria. (Price, et al. 1 995).
Tipo de Investigación El estudio es de tipo descriptivo, con apoyo de la investigación
documental. Para explicar estas modalidades que caracterizan el tipo de
estudio, es preciso señalar que el proceso de investigación se obtuvo de
documentos en línea (Internet), documentos oficiales y técnicos que regulan
la producción de alimentos, también de utilizar otras fuentes como libros,
publicaciones especiales, relacionadas con el tema. Bavaresco (1994)
señala:
“La investigación documental y bibliográfica constituye prácticamente la investigación que da inicio a casi todas las demás, por cuanto permite un conocimiento previo o bien el soporte documental o bibliográfico vinculante al tema objeto de estudio, conociéndose los antecedentes y quienes han escrito sobre el tema, (p.26).”
Con referencia a Hernández y otros (2006), en la Guía para la
Investigación Documental dice que es argumentativa (exploratoria), este
escrito trata de probar que algo es correcto o incorrecto, deseable o
indeseable y que requiere solución. Discute consecuencias y soluciones
alternas, y llega a una conclusión crítica después de evaluar los datos
investigados. De acuerdo a esto es importante destacar que el estudio se
ajusta a una investigación documental con todas sus características,
limitaciones y alcances ya que se representa el problema con el propósito de
describirlo para garantizar, promover y desarrollar el sistema Haccp
Diseño de la Investigación En cuanto al diseño de investigación, este no es más que la estrategia
general que adopta el investigador para responder al problema planteado. En
atención al diseño, la investigación se clasifica en documental, de campo y
CC-Reconocimiento

11
experimental. Esta investigación se apoyó en una Diseño Documental
basado en la búsqueda, recuperación, análisis, crítica e interpretación de
datos secundarios, es decir, obtenidos y registrados por otros investigadores
en fuentes documentales: impresas, audiovisuales o electrónicas. Como toda
investigación, el propósito de este diseño es el aporte de nuevos
conocimientos. Sabino (2000). Delimitación La investigación se desarrolla a través de la revisión documental, análisis,
síntesis y reflexión del Sistema de Análisis de Peligros y Puntos Críticos de
Control (Haccp), basado en un sistema preventivo que identifica, evalúa y
controla los peligros significativos para la inocuidad de los alimentos desde la
producción primaria hasta el consumidor, se desarrollara durante el año 2014
con un período de 6 meses, en el área de Procesamiento de Productos
Agropecuarios del Núcleo Universitario Rafael Rangel (NURR), ubicado en el
Municipio Pampanito del Estado Trujillo. La investigación se encuentra
estructurada, de la siguiente manera:
Capítulo I, Este capítulo contempla el objeto de estudio el cual corresponde
al problema de investigación, se plantean los objetivos generales y
específicos, la justificación de estudio, donde se presenta las razones sobre
las cuales se sustenta la misma; y finalmente se establece el tipo de
investigación, diseño de investigación y delimitación.
Asimismo el Cuerpo II, comprende el desarrollo de los contenidos
implícitos en el problema y en los objetivos, se describen los antecedentes
de la investigación, y planteamientos de distintos autores.
Del mismo modo el Cuerpo II, se plasma la síntesis o recomposición del
desarrollo de los objetivos y recomendaciones.
De igual forma el Capítulo III, se señalan los materiales consultados y
citados, reseñados por orden alfabético.
CC-Reconocimiento

12
II CUERPO
Capítulo I Fundamentos Teóricos del Sistema de Análisis de Peligros y de Puntos Críticos de Control (Haccp). 1.1 Análisis de Peligros y de Puntos Críticos de Control (HACCP) El Haccp es propiamente un sistema de gestión de calidad. Constituye
una guía con principios y pasos a seguir para prevenir los riesgos de
contaminación de productos.
De la misma manera el Análisis de Peligros y de Puntos Críticos de
Control (Haccp por sus siglas en Ingles), es un proceso sistemático y
preventivo para garantizar la calidad alimentaria, de forma lógica y objetiva.
Es de aplicación en la industria alimentaria aunque también se aplica en la
industria farmacéutica, cosmética y en todo tipo de industria que fabriquen
materiales en contacto con los alimentos. En él además se identifican,
evalúan y controlan la seguridad de contaminación de todos los productos a
nivel físico, químico y biológico a lo largo de todos los procesos de la cadena
de suministro estableciendo medidas correctivas para su control tendientes
para asegurar la inocuidad. Comité Consultivo sobre Criterios
Microbiológicos Aplicables a los Alimentos (NACMCF, 1997).
Así mismo se señala la importancia en cuanto a este sistema el cual es
un método que proporciona un grado de confianza suficiente en el sentido de
que el alimento cumplirá con las exigencias de seguridad esperada, con el
fin de identificar los peligros en cada una de las fases de los distintos
procesos dependiendo el tipo de industria.
CC-Reconocimiento

13
1.2 Origen De hecho el Haccp surge en la década de los 60, producto del trabajo
conjunto entre la compañía Pillsbury, el Ejército de los Estados Unidos y la
Administración Nacional de Aeronáutica y del Espacio (NASA) para producir
alimentos inocuos a través de un programa con «cero defectos», que
garantizara la inocuidad de los alimentos que los astronautas consumirían en
el espacio. Pillsbury introdujo y adoptó el sistema Haccp en el programa
espacial, dando a conocer el concepto en 1971. Comité Consultivo sobre
Criterios Microbiológicos Aplicables a los Alimentos (NACMCF, 1997).
En tal sentido el sistema Haccp, no es nuevo, puesto que el énfasis que
pone en la prevención de riesgos ha sido, desde sus orígenes, el objetivo
primordial de la higiene de los alimentos, lo que facilita su aplicación a
cualquier tramo o proceso de la cadena alimentaria, desde la producción
hasta el consumo. Las antiguas normas sobre los alimentos son recogidas
en una publicación de la FAO/OMS (1976), que sigue la huella del desarrollo
del control de los alimentos a través de la historia antigua, la edad media y la
revolución industrial hasta los siglos XIX y XX. Comisión Internacional de
Especificaciones Microbiológicas para los Alimentos (ICMFS) (1988).
Es de gran interés señalar como se originaron estas investigaciones
teniendo como objetivo primordial proporcionar alimentos sanos y prevenir
cualquier contaminación que pudiera causar enfermedades, y controlar todo
el proceso desde la producción hasta el consumo, esta asegura un alto
grado de obtención de productos inocuos.
1.3 Fundamentos En 1974 la Administración de Alimentos y Medicamentos de Estados
Unidos (FDA, Food and Drug Administration), partiendo de los principios de
Haccp se promulgó las regulaciones relativas a las conservas de alimentos
de baja acidez; esto le dio confianza y validez a estos principios. A
CC-Reconocimiento

14
comienzos de la década de 1980, la metodología del Haccp fue adoptada
por otras importantes compañías productoras de alimentos (FAO, 2002).
Además la Comisión del Codex Alimentarius (CCA) aprobó la
incorporación del concepto en las Directrices para la Aplicación del Sistema
de Análisis de Peligros y de Puntos Críticos de Control (CCA, 1993) y
posteriormente en los Principios Generales de Higiene de los Alimentos
(CCA, 1997), recomendando la aplicación del Haccp en todos los casos
posibles. El Haccp ha sido reconocido internacionalmente como una
herramienta esencial para garantizar la inocuidad de los alimentos para el
consumo humano y para el comercio internacional (FAO, 2002).
Antes de efectuar el sistema Haccp en cualquier sector de la Cadena
Alimentaria, se debe cumplir con: las buenas prácticas de fabricación (BPF),
y los Procedimientos Operativos Estándar de Saneamiento (POES),
establecidos en la legislación nacional vigente o de acuerdo con la normativa
internacional de Codex Alimentarius y otras legislaciones que apliquen. De
igual manera se debe contar con el compromiso general de cada institución
para la implementación del sistema Haccp (COVENIN 2002).
1.4 Prerrequisitos del Haccp Entre los prerrequisitos del Haccp se encuentran las BPF (Buenas
Prácticas de Manufactura) y los POES (Procedimientos Operativos
Estandarizados de Saneamiento).
Las BPF (Buenas Prácticas de Manufactura) Están definidas como el conjunto de medidas preventivas o de control
utilizadas en la fabricación, envasado, almacenamiento y transporte de
alimentos manufacturados a fin de evitar, eliminar o reducir los peligros,
garantizando la inocuidad y salubridad de los mismos, (Gaceta Oficial de la
República de Venezuela, 1996).
CC-Reconocimiento

15
De la misma forma Ruedas y Molina (2005), comenta que las BPF sirven
para asegurar la producción de alimentos íntegros libres de alteraciones por
microorganismos, infestaciones o contaminaciones. Todo esto para ofrecer al
consumidor productos de alta calidad, lograr una actitud positiva de todo el
personal que labora en la planta, bajo condiciones de trabajo ordenadas,
limpias y atractivas y para mantener una buena imagen de la empresa.
Al respecto Feldman y Santin (2000), argumentan que las condiciones de
las BPF aseguran las condiciones de manipulación y elaboración que
protejan a los alimentos del contacto con los peligros y la proliferación, en
ellos, de agentes patógenos. A lo largo de toda la cadena alimentaria
(producción primaria- transformación- distribución- consumo), el Haccp
asegura que los procesos se desarrollen dentro de los límites que garantizan
que los productos sean inocuos. Los dos sistemas se encuentran entre
relacionados porque las BPF son un requisito básico para la puesta en
marcha del Haccp, y los objetivos de ambos sistemas se superponen en el
cuidado del proceso.
POES (Procedimientos Operativos Estandarizados de Saneamiento). Según la Alianza Nacional de HACCP de Pescados y Mariscos (2000) Son documentos específicos para cada planta que describen los
procedimientos asociados con la manipulación sanitaria de los alimentos, el
aseo del ambiente y las actividades realizadas para conseguirlo. También
son de fácil uso y deben describir las actividades asociadas con la
manipulación sanitaria del alimento, las áreas del proceso y las acciones
necesarias para ejecutarla.
La FDA (Administración de Alimentación y Mediciones) (2005), establece
que los POES, además de describir los procedimientos de saneamiento en
planta constituye una herramienta para identificar la tendencia y prevenir la
recurrencia del problema mediante un programa ordinario de monitoreo,
CC-Reconocimiento

16
promueve la corrección de los problemas y demuestran el compromiso de la
empresa con los clientes e inspectores sanitarios.
Según (Arispe 1998), Servicio Autónomo de Recursos Pesqueros y
Acuáticos, Ministerio de Agricultura y Cría, Caracas Venezuela. Los POES
incluyen los siguientes aspectos:
Seguridad del agua; el hielo y el agua en contacto con la superficie,
equipos, entre otros, deben provenir de una fuente potable segura, no deben
existir conexiones cruzadas del sistema de agua potable y agua no potable.
En casos de averías se debe detectar la producción hasta que solucione el
problema.
Limpieza de la superficies de contacto con el alimento; toda la superficie
de contacto con el alimento, incluyendo utensilios, equipos de fabricación y
cavas para el hielo, deben ser construidas con material anticorrosivo y de
fácil limpieza. Las superficies deben ser lavadas y desinfectadas
efectivamente a la hora de empezar la producción y al final del día la
vestimenta de trabajo y guantes deben ser de un material impermeable.
todos los empleados manipuladores de alimentos deben utilizar redecillas
para el cabello, tapa bocas, guantes desechables, delantales y botas de
goma. La limpieza y desinfección se realiza con un guante químico
removedor de grasa o amonio cuaternario.
Prevención de la contaminación cruzada; la contaminación cruzada es
causada por los objetos no sanitarios en contacto con el alimento, material
de empaque, superficie de contacto (utensilios, guantes, instrumentos de
trabajo) y materia prima; la materia prima cruda no debe estar en contacto
con el producto terminado. Los empleados no podrán transitar por aquellas
áreas no autorizadas, se debe advertir con letreros y disponer de lavamanos
y desinfectantes en cada área.
Higiene de los empleados; la empresa debe proveer lavamanos, solución
desinfectante para manos e instalaciones de servicios sanitarios, que deban
CC-Reconocimiento

17
ubicar fuera del área del comedor, con iluminación y ventilación adecuada,
dotada de toallas desechables jabón antiséptico, sistema de desagües.
También se debe instruir al empleado en la rutina de saneamiento personal.
Prevención de contaminación por agentes químicos adulterantes; los
alimentos, material de empaque y la superficie de contacto con el alimento
deben estar protegidos contra la contaminación causada por lubricantes,
insecticidas, agentes químicos, o por la contaminación indirecta por gases
comprimidos.
Agentes tóxicos; los agentes tóxicos que existen en la planta se deben
rotular y utilizar en forma apropiada. Se deben proteger de la luz y ser
colocados en lugares que eviten el riesgo de contaminación del empaque y
del alimento. Sólo supervisores y el personal autorizados podrán tener
acceso a estos agentes tóxicos.
Salud de los empleados; cualquier persona que presente alguna
enfermedad contagiosa, ulceraciones, yagas u otras características
patógenas que signifique un riesgo de contaminación para el alimento,
superficies y empaques, deberá ser excluida de su labor hasta que su
condición mejore.
Control de plagas y vectores; la instalación de la planta debe estar
exentas de plagas, insectos, roedores y otros vectores de contaminación.
Las áreas de proceso, almacenaje o producto terminado pueden estar
dotadas de cortinas de aire, lámparas y barreras insecto- electrocutores. La
empresa puede fumigar periódicamente para el control de plagas y vectores.
Según estos autores la base fundamental de los prerrequisitos en el
sistema Haccp, son útiles para el buen funcionamiento y desarrollo de
procesos y productos relacionados con la alimentación, lo cual atribuye al
aseguramiento de una producción de alimentos sanos e inocuos para el
consumo humano como también son indispensables para la aplicación de
este sistema.
CC-Reconocimiento

18
1.5 Principios del Sistema Haccp El objetivo esencial de estos principios es tener presente la identificación
en cuanto a medidas preventivas, eficaces y necesarias que se debe tener
para controlar y lograr la seguridad de los productos, como también la
observación y control de las acciones a realizar en todos los procedimientos
y registros apropiados para estos, y su aplicación. Para lo cual el Haccp se presenta sustentado en un grupo de principios,
que propiamente constituyen las etapas siguientes de su puesta en práctica.
(Se recomienda la siguiente referencia. Romero, J. Puntos Críticos.
Corporación Colombiana Internacional. Bogotá, 1996). Los principios son los
siguientes:
Análisis de peligros e identificación medidas preventivas
Identificación de los Puntos Críticos de Control (PCC)
Establecer los límites Críticos de Control.
Establecer los procedimientos para controlar los Puntos Críticos de
Control.
Establecer las medidas correctivas a adoptar cuando un determinado
PCC está fuera de control.
Establecer procedimientos para verificar que el sistema de Haccp está
funcionando correctamente.
Establecer sistemas eficaces de documentación y mantenimiento de
registros que documenten el plan Haccp.
Principio 1. Análisis de Peligros e Identificación Medidas Preventivas.
• Identificar los potenciales riesgos, distinguiendo entre ellos a los que
puedan representar un peligro para la salud, a un nivel que no pueda ser
aceptado.
CC-Reconocimiento

19
• Proponer un conjunto de medidas preventivas cuya aplicación, elimina o
reduce el peligro a un nivel aceptable.
El cumplimiento de estos propósitos requiere previamente tener clara la
naturaleza del producto, así como los procesos en la cadena de producción
hasta el consumidor, según el ámbito de trabajo de la organización.
Principio 2. Identificación de los Puntos Críticos de Control PCC. La intención de esta parte es identificar Puntos Críticos de Control en
aquellos procesos (y sus actividades) en donde se ha localizado un riesgo
importante. El Punto Crítico de Control, es por definición, aquel paso o
procedimiento que demanda una acción de control y prevención, para
eliminar o disminuir un riesgo sanitario a un nivel aceptable. Aquí, se ponen a
prueba las medidas preventivas propuestas en el Principio 1.
Cada Punto Crítico de Control obedece a las siguientes características.
• Ser un punto específico en el flujo de procesos, donde puede ser
controlado el riesgo.
• Estar relacionado con uno o más riesgos importantes.
Se conocen las medidas preventivas que eliminen (como destruir por
congelamiento a los patógenos) o reduzcan el riesgo a un nivel soportable.
• Desde un Punto Crítico de Control puede controlarse más de un riesgo (una
solución de refrigeración, por ejemplo).
Principio 3. Establecimiento de Límites Críticos de Control. Estos límites críticos están referidos sólo al control del riesgo sanitario.
Aunque resulten relacionados, son distintos a los parámetros operativos, los
cuales incluyen exigencias técnicas de funcionamiento (niveles extremos de
temperatura que puede soportar un depósito sin explotar), así como
limitaciones de orden comercial (los excesos de temperatura pueden afectar
CC-Reconocimiento

20
el color y el sabor, por ejemplo). Las fuentes para el establecimiento de
límites críticos son estrictamente técnicas. Proceden de información
calificada (pueden ser de normas), o de registros estadísticos propios.
Siempre será útil una opinión experta.
Principio 4. Procedimientos para el Monitoreo de Puntos Crítico de Control. Los procedimientos para el monitoreo están constituidos por actividades e
instrumentos que permiten observar y medir las variables relacionadas con
cada Punto de Control Crítico. Los procedimientos dan cuenta también de la
frecuencia con la que debe realizarse la observación y medición.
Principalmente, no debe olvidarse el propósito principal de la observación y
medición: la comparación con los límites críticos. Esto significa además, que
no se dispone de mucho tiempo para análisis elaborados (salvo que se
efectúen en forma automática).
Principio 5. Establecer Acciones Correctivas cuando un determinado (PCC) está fuera de Control (sobre pase el límite critico). Está relacionado este principio con el hecho de detectarse una
desviación respecto a los límites críticos. La acción correctiva implica: (1)
individualizar el problema para encontrar su solución, evitando que se vuelva
a presentar la situación indeseable, y (2) separar el producto inconforme para
su posterior disposición.
Principio 6. Establecer Procedimientos para Verificar los Sistemas Efectivos de Registros. El registro es una evidencia de cumplimiento de una obligación
determinada. Se presenta en diversos medios (papel, magnético, óptico,
digital), los cuales deben permitir la fácil recuperación y visualización de la
CC-Reconocimiento

21
información que contiene. En el sistema Haccp los registros constituyen la
documentación del mismo, la cual debe prepararse oportunamente y
conservarse. Esto significa que los directivos de la organización deben
designar a los responsables de elaborarlos y mantenerlos.
Principio 7. Establecer Sistema de Documentación El plan Haccp tiene un objetivo primordial documentar todos los procesos
seguidos. Se debe tener un archivo establecido para ser mostrado a los
inspectores oficiales si estos lo solicitan. Se puede idear modelos para
registrar y documentar el sistema.
1.6 Directrices para Aplicar el Sistema Haccp Asimismo la FAO (1997) dice que la aplicación de los principios del
sistema de Haccp consta de las siguientes operaciones, que se identifican en
la secuencia lógica para la aplicación del sistema de Haccp.
Formación de un Equipo de Haccp La empresa alimentaria deberá asegurar que se disponga de
conocimientos y competencia específicos para los productos que permitan
formular un plan de Haccp eficaz. Para lograrlo, lo ideal es crear un equipo
multidisciplinario. Cuando no se disponga de servicios de este tipo in situ,
deberá recabarse asesoramiento técnico de otras fuentes e identificarse el
ámbito de aplicación del plan del Sistema de Haccp. Dicho ámbito de
aplicación determinará qué segmento de la cadena alimentaria está
involucrado y qué categorías generales de peligros han de abordarse (por
ejemplo, indicará si se abarca toda clase de peligros o solamente ciertas
clases).
CC-Reconocimiento
22
Descripción del Producto
Deberá formularse una descripción completa del producto que incluya
información pertinente sobre su inocuidad, por ejemplo: composición,
estructura física/química (incluidos actividad de agua (Aw), pH, etc.),
tratamientos estáticos para la destrucción de los microbios (tales como los
tratamientos térmicos, de congelación, salmuera, ahumado, etc.), envasado,
durabilidad, condiciones de almacenamiento y sistema de distribución.
Determinación del Uso al que ha de Destinarse
El uso al que ha de destinarse deberá basarse en los usos previstos del
producto por parte del usuario o consumidor final. En determinados casos,
como en la alimentación en instituciones, habrá que tener en cuenta si se
trata de grupos vulnerables de la población.
Elaboración de un Diagrama de Flujo
El diagrama de flujo deberá ser elaborado por el equipo de Haccp y cubrir
todas las fases de la operación. Cuando el sistema de Haccp se aplique a
una determinada operación, deberán tenerse en cuenta las fases anteriores y
posteriores a dicha operación.
Confirmación in situ del Diagrama de Flujo
El equipo de Haccp deberá cotejar el diagrama de flujo con la operación
de elaboración en todas sus etapas y momentos, y enmendarlo cuando
proceda.
CC-Reconocimiento

23
Enumeración de todos los posibles riesgos relacionados con cada fase, ejecución de un análisis de peligros, y estudio de las medidas para controlar los peligros identificados (véase el principio 1). El equipo de Haccp deberá enumerar todos los peligros que puede
razonablemente preverse que se producirán en cada fase, desde la
producción primaria, la elaboración, la fabricación y la distribución hasta el
punto de consumo.
Luego, el equipo de Haccp deberá llevar a cabo un análisis de peligros
para identificar, en relación con el plan de Haccp, cuáles son los peligros
cuya eliminación o reducción a niveles aceptables resulta indispensable, por
su naturaleza, para producir un alimento inocuo.
Al realizar un análisis de peligros, deberán incluirse, siempre que sea
posible, los siguientes factores:
- la probabilidad de que surjan peligros y la gravedad de sus efectos
perjudiciales para la salud;
- la evaluación cualitativa y/o cuantitativa de la presencia de peligros;
- la supervivencia o proliferación de los microorganismos involucrados;
- la producción o persistencia de toxinas, sustancias químicas o agentes
físicos en los alimentos; y
- las condiciones que pueden originar lo anterior.
El equipo tendrá entonces que determinar qué medidas de control, si las hay,
pueden aplicarse en relación con cada peligro.
Puede que sea necesario aplicar más de una medida para controlar un
peligro o peligros específicos, y que con una determinada medida se pueda
controlar más de un peligro.
CC-Reconocimiento
24
Determinación de los Puntos Críticos de Control (PCC) (véase el principio 2). Es posible que haya más de un PCC al que se aplican medidas de
control para hacer frente a un peligro específico. La determinación de un
PCC en el sistema de Haccp se puede facilitar con la aplicación de un árbol
de decisiones, en el que se indique un enfoque de razonamiento lógico. El
árbol de decisiones deberá aplicarse de manera flexible, considerando si la
operación se refiere a la producción, el sacrificio, la elaboración, el
almacenamiento, la distribución u otro fin, y deberá utilizarse con carácter
orientativo en la determinación de los PCC.
Este ejemplo de árbol de decisiones puede no ser aplicable a todas las
situaciones, por lo cual podrán utilizarse otros enfoques. Se recomienda que
se imparta capacitación en la aplicación del árbol de decisiones. Si se
identifica un peligro en una fase en la que el control es necesario para
mantener la inocuidad, y no existe ninguna medida de control que pueda
adoptarse en esa fase o en cualquier otra, el producto o el proceso deberán
modificarse en esa fase, o en cualquier fase anterior o posterior, para incluir
una medida de control.
Establecimiento de Límites Críticos para cada PCC (véase el principio 3) Para cada punto crítico de control, deberán especificarse y validarse, si es
posible, límites críticos. En determinados casos, para una determinada fase,
se elaborará más de un límite crítico. Entre los criterios aplicados suelen
figurar las mediciones de temperatura, tiempo, nivel de humedad, pH, AW y
cloro disponible, así como parámetros sensoriales como el aspecto y la
textura.
CC-Reconocimiento

25
Establecimiento de un Sistema de Vigilancia para cada PCC (véase el principio 4) La vigilancia es la medición u observación programadas de un PCC en
relación con sus límites críticos. Mediante los procedimientos de vigilancia
deberá poderse detectar una pérdida de control en el PCC. Además, lo ideal
es que la vigilancia proporcione esta información a tiempo como para hacer
correcciones que permitan asegurar el control del proceso para impedir que
se infrinjan los límites críticos.
Cuando sea posible, los procesos deberán corregirse cuando los
resultados de la vigilancia indiquen una tendencia a la pérdida de control en
un PCC, y las correcciones deberán efectuarse antes de que ocurra una
desviación. Los datos obtenidos gracias a la vigilancia deberán ser
evaluados por una persona designada que tenga los conocimientos y la
competencia necesarios para aplicar medidas correctivas, cuando proceda.
Si la vigilancia no es continua, su grado o frecuencia deberán ser
suficientes como para garantizar que el PCC esté controlado. La mayoría de
los procedimientos de vigilancia de los PCC deberán efectuarse con rapidez
porque se referirán a procesos continuos y no habrá tiempo para ensayos
analíticos prolongados. Con frecuencia se prefieren las mediciones físicas y
químicas a los ensayos microbiológicos porque pueden realizarse
rápidamente y a menudo indican el control microbiológico del producto.
Todos los registros y documentos relacionados con la vigilancia de los
PCC deberán ser firmados por la persona o personas que efectúan la
vigilancia, junto con el funcionario o funcionarios de la empresa encargados
de la revisión.
CC-Reconocimiento

26
Establecimiento de Medidas Correctivas (véase el principio 5). Con el fin de hacer frente a las desviaciones que puedan producirse,
deberán formularse medidas correctivas específicas para cada PCC del
sistema de Haccp.
Estas medidas deberán asegurar que el PCC vuelva a estar controlado.
Las medidas adoptadas deberán incluir también un sistema adecuado de
eliminación del producto afectado. Los procedimientos relativos a las
desviaciones y la eliminación de los productos deberán documentarse en los
registros de Haccp.
Establecimiento de Procedimientos de Comprobación (véase el principio 6)
Deberán establecerse procedimientos de comprobación. Para determinar
si el sistema de Haccp funciona eficazmente, podrán utilizarse métodos,
procedimientos y ensayos de comprobación y verificación, incluidos el
muestreo aleatorio y el análisis. La frecuencia de las comprobaciones deberá
ser suficiente para confirmar que el sistema de Haccp está funcionando
eficazmente. Entre las actividades de comprobación pueden citarse, a título
de ejemplo, las siguientes:
• Examen del sistema de Haccp y de sus registros;
• Examen de las desviaciones y los sistemas de eliminación del producto;
• Confirmación de que los PCC se mantienen bajo control.
Cuando sea posible, las actividades de validación deberán incluir medidas
que confirmen la eficacia de todos los elementos del plan de Haccp.
CC-Reconocimiento

27
Establecimiento de un Sistema de Documentación y Registro (véase el principio 7). Para aplicar un sistema de Haccp es fundamental contar con un sistema
de registro eficaz y preciso. Deberán documentarse los procedimientos del
sistema de Haccp, y el sistema de documentación y registro deberá ajustarse
a la naturaleza y magnitud de la operación en cuestión.
Los ejemplos de documentación son:
• El análisis de peligros;
• La determinación de los PCC;
• La determinación de los límites críticos.
Como ejemplos de registros se pueden mencionar:
• Las actividades de vigilancia de los PCC;
• Las desviaciones y las medidas correctivas correspondientes;
• Las modificaciones introducidas en el sistema de Haccp.
Teniendo en cuenta las directrices que emana el sistema Haccp donde
debe existir la mejora en la inocuidad de los alimentos, el cual puede
aplicarse en todos los sectores y segmentos de la cadena alimentaria, pero
es indispensable contar con una infraestructura y programas de higiene y
sanidad adecuada.
1.7 Beneficios del Sistema Haccp En esta parte de la investigación se establecen una serie de beneficios
donde se asegure que los alimentos presenten una mejor relación en cuanto
a costos- eficacia y donde se pueda minimizar las posibilidades de que las
cosas se hagan mal tener una seguridad sanitaria de los productos
alimenticios:
CC-Reconocimiento

28
• Garantiza la seguridad sanitaria de los productos alimenticios mediante la
aplicación de medidas preventivas en vez de hacerlo mediante el análisis y
las inspecciones de los productos finales.
• Es capaz de identificar todos los peligros potenciales
• Facilita la introducción de avances tecnológicos en el diseño de equipos y
en los procedimientos de procesado relativo a los productos alimenticios
• Destina prioritariamente los recursos a las partes más críticas del sistema
de procesado de alimentos
• Promueve la confianza en los productos alimenticios mejorando la relación
entre los legisladores, los procesadores de alimentos y el consumidor
• Promueve la continuación mejora del sistema a través de auditorías
periódicas
• Se centra en los aspectos de seguridad sanitaria en la totalidad de la
cadena alimentaria, desde la materia prima hasta el consumo final.
• Completa sistema de gestión de calidad (por ejemplo ISO 9000 entre
otras). Manual de Conservación de los alimentos (2000) (p. 782).
1.8 Haccp y Sistemas de Calidad Es importante destacar en este punto que el sistema Haccp debe tener en
cuenta una gestión de calidad donde se garantice como premisa y requisito
legal para cumplir y obtener un certificado que según la ISO 9000 brindan
una buenas base para el cumplimiento de los requisitos del sistema Haccp.
Motimore y otros (2001) señalan que el Haccp no es un sistema de
gestión de calidad, sino un sistema de gestión de seguridad alimentaria que
se debe estar definido como premisa para la implantación de un sistema de
gestión de calidad, como requisito legal obligatorio aplicable a todo
establecimiento alimentario necesario para la obtención de la certificación.
CC-Reconocimiento

29
Un sistema de gestión de calidad se supone que debe valorar todas las
actividades desarrolladas en una empresa para producir un producto además
de cumplir la legislación que le aplique, es por ello que cuando una empresa
de alimentación desea obtener un certificado tipo ISO 9001, debe demostrar
que cumple la legislación y por ende que posee un Haccp.
Dentro de la documentación del sistema de calidad se puede contemplar
el Haccp en un único documento que forme parte del sistema o integrando
los distintos aspectos a tener en cuenta dentro los diferentes procedimientos
que compondrán el sistema de gestión de la calidad.
1.9 Clasificación de los Peligros En cuanto esto se menciona todos los tipos de peligros o solo se centrara
en algunos, experimentando, probablemente es más fácil determinar los
peligros biológicos, químicos y físicos que tratan de abarcar todos los tipos
posibles. Es preferible acordar sucesivas revisiones para ampliar el análisis,
seleccionar un equipo experimentado en técnicas sobre el Haccp que se
ocupara de estos peligros de forma simultánea. Con referencia al Manual de Conservación de los Alimentos (2000). Los
peligros en el procesado de los alimentos pueden ser clasificados en tres
categorías: de origen biológico, químico y físico.
Peligros Biológicos
Se asocian con microorganismos tales como: Escherichia coli, salmonella
paratyphi, Cl. Botulinum, micrococcus, candida pseudotropicalis, penicilium
variabile, que originan infecciones e intoxicaciones transmitidas por los
alimentos como: bacterias, virus y parásitos patogénicos, determinadas
toxinas naturales, toxinas microbianas, y determinados metabólicos tóxicos
de origen microbiano.
CC-Reconocimiento

30
Peligros Químicos
Diversos productos químicos son empleados en los productos alimenticios
como los pesticidas, herbicidas, contaminantes tóxicos inorgánicos
promotores de crecimiento durante la etapa de cultivo, los aditivos
alimentarios tóxicos durante las etapas de formulación y procesado. Algunos
ejemplos de productos químicos peligrosos son metales pesados, plomo,
estaño, cobre y mercurio, aditivos alimentarios como ciertos conservadores,
colorantes y acondicionadores, y otros, como disolventes, agentes de
limpieza, pinturas y adhesivos.
Peligros Físicos
Estos son originados por materiales extraños que pueden entrar a formar
parte del producto alimenticio en cualquier etapa desde el procesado de las
materias primas hasta el consumo del producto final. Algunos de los tipos de
materiales extraños asociados con los peligros físicos en los alimentos
pueden ser, fragmentos de vidrio, metal, madera u otros objetos que puedan
causar daño físico al consumidor.
1.10 Clasificación de los Alimentos Según la Comisión Internacional de Especificaciones Microbiológicas
para los Alimentos (ICMFS) (1988). Cada alimento pasa a través de algunas
modalidades de sistema de venta y como existen miles de productos
alimenticios, resulta imposible estudiar cada una de forma independiente, los
alimentos son considerados según las distintas manipulaciones para
conservar su calidad y los posibles riesgos microbiológicos asociados con los
mismos. Han sido divididos en cuatro categorías.
CC-Reconocimiento

31
Alimentos Crudos Perecederos Los alimentos crudos perecederos incluyen carnes, aves y pescados
crudos, carnes preparadas, productos derivados del pescado y aves, leches
y otros productos lácteos. Los productos crudos experimentan una alteración
rápida si se mantienen durante un día o más a una temperatura superior a
10ºC. Los alimentos de esta categoría son vehículos frecuentemente de
microorganismos causantes de ETAS. Las frutas y verduras frescas son
también alimentos precederos, teniendo una vida útil limitada si permanecen
si refrigerar. Raras veces han sido causa de brotes de Enfermedades
Transmitidas por los Alimentos (ETAS).
Alimentos Congelados Los alimentos congelados incluyen aquellos productos crudos y
preparados que han sido estabilizados mediante congelación y que se
alterarán si se dejan descongelar y se mantienen a temperaturas
inadecuadas. La microbiología de los productos crudos congelados debe
considerarse similar a la de los alimentos sin congelar y pueden tener
microorganismos con posibilidad de provocar ETAS.
Alimentos Auto- Estables Los alimentos auto-estables incluyen aquellos artículos que pueden ser
presentados al consumidor sin precauciones especiales de almacenamiento. Incluye los alimentos enlatados, cereales secos envasados, azúcar, frutos, y
alimentos secos, y bebidas embotelladas y enlatadas. Estos alimentos han
sido procesados y tienen una vida útil de un año o más. La mayoría de los
mismos se encuentran protegidos de la contaminación por el envase y su
principal riesgo es la rotura o abertura accidental o maliciosa del envase,
quedando expuesta su contenido al medio ambiente.
CC-Reconocimiento

32
Alimentos Finos Perecederos
Los alimentos perecederos finos o de boutique de alimentación consisten
esencialmente en artículos listos para comer que pueden haber
experimentado un proceso de preparación o de cocción en el propio mercado
o en otro lugar. Estos productos han sido causa frecuentemente de brotes de
ETA. Estos productos han de mantenerse en condiciones que eviten la
multiplicación de bacterias potencialmente peligrosas. Suelen conservarse
refrigerados o calientes a una temperatura adecuada (superior a 60ºC).
Con base a lo expuesto los principios de la conservación de los alimentos
es un tratamiento que prolonga la vida útil manteniendo en el mayor grado
posible sus atributos de calidad, incluyendo las propiedades organolépticas,
lo que involucra una amplia escala de tiempos de conservación, desde
periodos cortos, dados por métodos domésticos de cocción y almacenaje en
frio hasta periodos muy prolongados dados por procesos industriales
estrictamente controlados.
CC-Reconocimiento

33
Capítulo II Principales Aplicaciones del Sistema de Análisis de Peligros y de Puntos Críticos de Control (Haccp) en la Agroindustria. La importancia es este capítulo en cuanto a la aplicación de este sistema
y la implantación de normas en las actividades que se realizan en la
agroindustria, para el aseguramiento de la inocuidad de los alimentos lo que
garantiza un servicio de calidad, donde se va a minimizar los riesgos que se
pueda tener desde que entra la materia prima hasta el producto final.
2.1 Aplicación del Sistema Haccp Para Celaya (2004), el Haccp además de contribuir a la obtención de
alimentos seguros, aporta a las empresas alimentarias otros beneficios
añadidos, ofreciendo garantías y confianza a las autoridades oficiales y
promoviendo las relaciones comerciales nacionales e internacionales.
Además se puede integrar en los sistemas de gestión de la calidad, como en
el caso de la serie ISO 9000. También se incluyeron en una norma de
gestión de seguridad alimentaria promovida por la Organización Internacional
de Estandarización ISO 22000.
La norma ISO 22000 es un estándar internacional que integra todas las
actividades de la empresa alimentaria con los pre-requisitos y los principios
del Análisis de Peligros y Puntos Críticos de Control. La exigencia del Haccp
converge así hacia la implementación de un sistema de Gestión de la
Calidad en la totalidad de una organización.
Está mundialmente aceptado que la calidad de los alimentos se halla
constituida por una serie de atributos que varían de acuerdo a los productos
CC-Reconocimiento

34
y los mercados, y se asientan sobre la condición básica de la inocuidad, de
un producto. De esta manera la gestión de la calidad en las empresas
alimentarias comienza en las Buenas Prácticas de Manufactura (BPM), sigue
con el Análisis de Peligros y Puntos Críticos de Control (Haccp) y finaliza en
un sistema general, como es el caso de las normas ISO 9000.
Por consiguiente las ISO 9000 son normas de “calidad y gestión continua
de calidad”, establecidas por la Organización Internacional para la
Estandarización que se pueden aplicar en cualquier tipo de organización o
actividad sistemática, que esté orientada a la producción de bienes o
servicios. Se compone de estándares y guías relacionados con sistemas de
gestión y herramientas específicas como los métodos de auditoria (el
proceso de verificar que los sistemas de gestión cumplen con el estándar).
Cuadro 1 Comparación entre los principios de aplicación del HACCP y la norma
ISO 22000.
HACCP ISO 22000:2005
Principios Pasos Cláusulas
Formación del equipo HACCP
Equipo de seguridad de los alimentos
Descripción del producto Características de producto
Descripción de los pasos del proceso y medidas de control.
Identificación de uso intencionado
Uso intencionado
Construcción del diagrama de flujo Confirmación del diagrama de flujo in-situ
Diagramas de flujo
Principio 1: Conducción del análisis de riesgos
Listar todos los potenciales peligros
Análisis de peligros
Conducir análisis de peligros Identificación de peligros y determinación de niveles aceptables
Consideración de medidas Evaluación de peligros
CC-Reconocimiento

35
de control Selección y evaluación de las medidas de control
Principio 2: Determinación de Puntos Críticos de Control (PCC)
Determinación los PCC Identificación de Puntos Críticos de Control
Principio 3: Establecimiento de Límites Críticos
Establecimiento de límites críticos para cada PCC
Determinación de límites críticos para los PCC
Principio 4: Establecimiento de un Sistema de Monitoreo para los PCC
Establecimiento de un Sistema de Monitoreo para cada PCC
Sistema de Monitoreo de los PCC
Principio 5: Establecimiento de acciones correctivas a ser tomadas cuando las mediciones indiquen que un PCC en particular no está bajo control
Establecimiento de acciones correctivas
Acciones cuando el resultado del monitoreo excede los límites críticos
Principio 6: Establecimiento de procedimientos de verificación para confirmar que el Sistema HACCP está trabajando efectivamente
Establecer un procedimiento de verificación
Planeamiento de la verificación
Principio 7: Establecer la documentación concerniente a todos los procedimientos y registros apropiados para estos principio y su aplicación
Establecer el mantenimiento de la documentación y los registros
Requisitos de la documentación Actualización de la información preliminar y documentos específicos de los pre-requisitos y el plan HACCP (mejora continua).
Fuente: Henriquez M. y Domínguez L.
CC-Reconocimiento

36
Las empresas deberán demostrar que elaboran alimentos inocuos, para lo
cual se requiere la implementación, mantenimiento y actualización de algún
sistema que garantice productos seguros, sustentado en los requisitos de
esta norma y de las legislaciones aplicables.
Para estar en conformidad con ISO 22000:2005, las empresas deberán
proveer evidencia objetiva de la efectividad de su proceso y Sistema de
Gestión de la Inocuidad, y esto no necesariamente dependerá de los
documentos y registros, excepto de aquéllos mencionados en la norma.
2.2 Categorías en la Aplicación del Sistema de Análisis de Peligros y de Puntos Críticos de Control (Haccp) en la Agroindustria. Según la
Comisión Internacional de Especificaciones Microbiológicas para los
Alimentos (ICMFS) (1988).
Pescado y Mariscos El pescado y los mariscos proceden bien de las capturas realizadas por
barcos pesqueros (animales libres, principalmente marinos) o de
piscifactorías (pescados y mariscos producidos en granjas, principalmente de
agua dulce o salada). En el caso de la pesca, la principal consideración
microbiológica es la alteración, y los aspectos relacionados con
enfermedades transmitidas por los alimentos se limitan a unos casos
especiales.
El pescado procedente de piscifactorías incluye especies de zonas
tropicales y templadas, peces con aletas y crustáceos, y animales de agua
dulce y marina. Las especies más valiosas suelen producirse mediante
prácticas de piscifactorías intensiva con un buen control sobre la calidad de
agua y de los problemas sanitarios. Las especies menos valiosas se
producen mediante métodos más tradicionales, como es su producción en
estanques que suele integrarse en otras operaciones ganaderas.
CC-Reconocimiento

37
Figura 1 se presenta un organigrama correspondiente a la captura y
procesado. (Según ICMSF, 1989)
PPC2
PCC1
PCC2
PCC2
Indica un punto importante de contaminación
PCC1 es un PCC en el que el control es totalmente eficaz,
PCC2 es un PCC en el que el control es parcialmente eficaz.
Captura
Son capturados mediante redes, anzuelos y líneas, o trampas en
aguas más o menos alejadas de las plantas de procesado.
Evisceración PCC2
Existe una controversia entre las ventajas y desventajas de realizar la
evisceración, el proceso elimina ciertamente un gran reservorio de bacterias
con un potencial para la alteración del producto, aunque el corte necesario
para realizar esta operación a la carne al ataque directo de los
microorganismos.
Selección de zonas de pesca
Desollado y fileteado
Estiba y transporte
Captura
Evisceración
Refrigeración
CC-Reconocimiento

38
Control: será eviscerado utilizando unas buenas prácticas de higiene para
limitar la contaminación y lavado completamente tras la evisceración.
Comprobación: observar la técnica de evisceración e inspeccionar para
descubrir las posibles contaminaciones.
Refrigeración PCC1
La refrigeración es un PCC con respecto a la alteración bacteriana
procedente de la contaminación de las superficies expuestas en el
eviscerado y/o fileteado, además, el enfriamiento inmediato es necesario
para prevenir la formación de niveles tóxicos de histamina. El sistema de
enfriamiento se da en dos etapas con intervención del hielo y de agua de mar
refrigerada. La calidad microbiológica del hielo o del agua de mar refrigerada
es un punto crítico de control.
Control: será refrigerado a 3ºC en una hora, usando hielo fabricado con agua
potable. Si se emplea agua de mar refrigerada procederá de zonas no
polucionadas.
Confirmación: puede ser aconsejable el examen microbiológico periódico
para descubrir coliformes u otros indicadores de polución.
Estiba y Transporte PCC2
En las etapas iniciales de la descarga del producto de mar en los buques
existen oportunidades para la contaminación, microbiana. La práctica
moderna impone el empleo de bombas y de sistema de transportes que
puedan redistribuir la contaminación aunque no la aumenta a menos que se
utilice agua polucionada en el sistema de bombeo.
Control: para mantener unos niveles aceptables bajos de microorganismos,
se mantendrá una buena situación de higiénica en los buques y en las
CC-Reconocimiento

39
instalaciones costeras, y el producto permanecerá constantemente a una
temperatura baja (inferior a 3ºC).
Comprobación: observar la limpieza del equipo y las prácticas de trabajo en
la manipulación del producto. Comprobar las características sensoriales,
almacenamiento y medir las temperaturas.
Desollado y Fileteado PCC2
En las plantas procesadoras, comienzan por la selección y lavado, siendo
importante la calidad del agua utilizada. La contaminación se produce como
resultado de una manipulación directa, transferencia directa
(microorganismos de intestino y piel) a la superficie, y transferencia ambiental
(superficies contaminadas, cuchillos, máquinas).
Control: el control de la temperatura es el factor más importante para limitar
la multiplicación microbiana, también es importante la higiene del equipo de
las superficies de trabajo y las higiénicas del personal.
Comprobación: observar las prácticas higiénicas y los métodos de limpieza.
Determinar la temperatura y observar su retorno al refrigerador.
Carnes La calidad y la inocuidad del producto pueden ser afectadas
adversamente en cada etapa como resultado de fallos en la observación de
las buenas prácticas de higiene.
CC-Reconocimiento

40
Figura 2. Diagrama para la producción y el procesado de carne fresca.
(Según ICMSF, 1989)
(Vacuno, ovejas, cabras caballos) (Cerdos)
Indica un punto de contaminación poco importante
Indica un punto de contaminación importante
PCC1 es un PCC en el que el control es totalmente eficaz,
PCC2 es un PCC en el que el control es parcialmente eficaz.
Producción
Transporte
Sacrificio
Reposo
Envasado
Desollado
Evisceración
Lavado
Refrigeración
Corte y deshuesado
Envasado
Escalado
Pelado
Evisceración
Transporte
Refrigeración
Corte y deshuesado
Chamuscado
Transporte
Terminado
CC-Reconocimiento

41
Producción PCC2
Existen muchos agentes patógenos que se transmiten al hombre a través
de la carne (por ej., salmonela, Trichinella) que no pueden ser controlados
sin unas prácticas correctas de producción.
Control: una buena práctica ganadera es el principal medio para controlar las
enfermedades de los animales, la vigilancia sanitaria a nivel de granja,
regional y nacional proporciona una base valiosa de datos para valorar los
riesgos con una determinada enfermedad.
Comprobación: los animales vivos serán observados por el ganadero y por el
veterinario para poner de manifiesto la presencia de una enfermedad.
Transporte
El transporte de animales vivos desde la granja hasta el mercado o
matadero es una operación importante bajo el punto de vista de la higiene de
la carne aunque no existe un procedimiento practicable para prevenir la
difusión de la infección. Se procederá con cuidado durante la carga y la
descarga para evitar situaciones de estrés en los animales. Los vehículos
destinados al transporte serna diseñados y construidos para reducir al
mínimo la contaminación cruzada, los mataderos dispondrán de medios que
permiten asegurar la limpieza de camiones y vagones entre dos
cargamentos.
Reposo (mercados y mataderos)
El tiempo de permanencia en corrales de mercados, mataderos y sus
condiciones sanitarias son aspecto importante, los animales suelen ser
lavados antes de sacrificarlos en la creencia de que un animal limpio
proporciona una canal limpia. Los alojamientos en malas condiciones y
durante un periodo prolongado pueden aumentar la difusión de
microorganismos y provocar estrés en los animales afectando la calidad.
CC-Reconocimiento

42
Sacrificio
La inspección de los animales antes de su sacrificio es aconsejable
detectar enfermedades agudas que pueden haberse desarrollado o lesiones
que se hayan producido durante el transporte o la espera en corrales o
establos de mercados y mataderos.
Desollado/escaldado El desollado (ovejas, terneros, y vacas) y el escaldado (cerdos)
constituyen PCCs, estas operaciones resultan críticas porque es elevada la
contaminación microbiana de la superficie de la piel, que puede incluir
diversos gérmenes patógenos.
Control: durante el desollado debe procederse con sumo cuidado para evitar
la transferencia de contaminación hacia la superficie de la canal, han de
aplicarse medidas higiénicas adecuadas para prevenir que se difunda la
contaminación a través de manos, cuchillos, sierras, equipos y ropas.
Comprobación: se observa la forma en que son realizadas las distintas
operaciones, así como la existencia de contaminación visible, comprobar la
temperatura y el flujo de agua de escaldado.
Evisceración PPC2 La evisceración es un PCC, las vísceras intactas constituyen un riesgo
ligero, aunque la pérdida de contenido gastrointestinal podría originar una
contaminación amplia. La preparación y supervisión son importantes para
asegurar que la evisceración se efectúa sin contaminación de la canal.
Control: el operario debe estar preparado para utilizar las técnicas correctas,
el equipo será diseñado y ajustado convenientemente para el tipo de animal
que se eviscera.
Comprobación: se observa el proceso y se inspeccionan las canales para
descubrir una contaminación inaceptable.
CC-Reconocimiento

43
Lavado o Duchado
Con los actuales métodos comerciales de preparación es difícil evitar una
cierta contaminación visible de diversos sistemas de pulverización manual o
automática. El lavado o duchado mediante pulverización puede ser
razonablemente eficaz para eliminar cierta contaminación visible aunque el
pelo y la suciedad resultante del contacto con heces o contenido gástrico es
probable que persistan.
Refrigeración PCC1 El enfriamiento y la posterior conservación en refrigeración constituyen un
PCC, al finalizar la preparación de la canal, su superficie caliente y húmeda
resulta ideal para la proliferación de microorganismos patógenos y de
alterantes. El flujo de aire es un factor crítico en el enfriamiento de las
canales, aunque es difícil de medir y controlar, los efectos combinados de
temperatura, flujo de aire y humedad relativa determinarán si se produce
condensación en los refrigeradores.
Control: tiempo, temperatura flujo de aire y humedad relativa son todos los
factores importantes para controlar la multiplicación microbiana en la
superficie de la carne durante la refrigeración.
Comprobación: la temperatura y la humedad se miden y se registran, de
forma continua o en refrigerador, la efectividad de la limpieza rutinaria del
refrigerador se comprueba visualmente.
Transporte PCC2
Después de la refrigeración, la carne de la canal es transportada a las
salas de despiece para su subsiguiente procesado a bien a los
establecimientos de venta. Durante el transporte, la carne debe mantenerse
fría, y protegida de la condensación y contaminación.
CC-Reconocimiento
44
Control: La refrigeración será necesaria si la temperatura ambiental es alta o
si el tiempo de transporte es superior a unas pocas horas, el equipo de
transporte refrigerado suele diseñarse para mantenerse una temperatura
especificada, aunque no para enfriarla carne cargada a una temperatura
superior.
Comprobación: La temperatura de la carne se mide en el momento de
cargarla y de forma periódica posteriormente, en transporte largos, se
comprueba la temperatura de aire en el interior del vehículo.
Corte y Deshuesado: Salas de Despiece
Una limpieza incorrecta de las superficies y equipos que se utilizan para el
corte y deshuesado puede ser una fuente de gérmenes psicotrópicos
productores de la alteración de la carne, el proceso permite la difusión de la
contaminación y la multiplicación microbiana. Una supervisión adecuada
facilita el mantenimiento de unas buenas prácticas de higiénicas.
Vegetales (Lechuga) Se cultivan por sus hojas en diversas regiones templadas y tropicales, las
plantas crecen próximas al suelo, la planta presenta por consiguiente,
muchos riesgos potenciales incluyendo, bacterias entéricas, parásitos y virus
procedentes del suelo, de los fertilizantes o del agua del riego, de las
deyecciones de insectos y de otros animales, recolectores y manipuladores.
La lechuga posee un elevado contenido de agua, con muy poco tejido
consistente, se lesionan fácilmente durante su recolección o transporte y las
bacterias proliferan donde aparecen hojas rotas.
Crecimiento PCC2
La contaminación con microorganismos fecales patógenos, el principal
riesgo sanitario de las lechugas, se inicia en el campo. La alteración puede
ser moderada realizando una selección adecuada del cultivador.
CC-Reconocimiento

45
Control: puede ser cultivada en el campo o en invernaderos, esta última
permite un mejor control de la contaminación, se usan fertilizantes sintéticos,
las aguas residuales o lodos no deben usarse en plantaciones de lechuga.
Comprobación o monitoreo: las plantas serán inspeccionadas con la
regularidad que indique las ordenanzas locales o las recomendaciones
hortícolas para descubrir contaminaciones.
Confirmación o verificación: confirmar las condiciones de los fertilizantes y
del agua de riego para descubrir posibles fuentes de contaminación fecal y,
si se considera necesario, realizar análisis de laboratorio para confirmar la
presencia de gérmenes fecales.
Figura 3. Diagrama para la producción de lechuga (Según ICMSF, 1989)
PCC2
PCC2
PCC2
PCC2
PCC2
Indica un punto de contaminación poco importante
Indica un punto de contaminación importante
PCC1 es un PCC en el que el control es totalmente eficaz,
Crecimiento
Recolección
Refrigeración
Lavado
Recorte
Transporte
Almacenamiento
CC-Reconocimiento

46
PCC2 es un PCC en el que el control es parcialmente eficaz.
Recolección PCC2
La recolección se iniciará tan pronto las plantes alcancen el tamaño y la
consistencia aceptables, y antes de que comiencen a espigarse.
Control: la alteración provocada al cortar las plantas puede ser controlada,
para obtener lechugas de máxima calidad serán cortadas manualmente.
Comprobación: se comprobará la habilidad y la diligencia de los recolectores.
Lavado PCC2
El lavado es una etapa deseable aunque no de aplicación, la humedad
adicional que proporciona ayuda a mantener el contenido acuoso de la
lechuga durante su enfriamiento al vació.
Control: solamente se usará agua potable, y se usa una pulverización que
ayudará a controlar la multiplicación de hongos y bacterias sobre la lechuga y
mantendrá su aspecto fresco.
Comprobación: se comprobará que las soluciones antimicrobianas son
preparadas y utilizadas según las recomendaciones del fabricante o de la
agencia.
Recorte
La calidad de la lechuga puede mejorarse mediante su recorte en
diversos momentos, la eliminación de hojas marchitas, viscosas o lesionadas
mejorará la vida útil durante el almacenamiento y favorecerá su atractivo.
Refrigeración/almacenamiento PCC2
Las lechugas se marchitan rápidamente y son susceptibles a la invasión
microbiana. Su respiración debe ralentizarse; en caso contrario, las lechugas
se alteran rápidamente.
CC-Reconocimiento

47
Control: Las lechugas es preferible enfriarlas en refrigeradores con vació que
son capaces de reducir su temperatura en menos de 30 minutos. Durante el
almacenamiento puede aplicarse inhibidores y fumigaciones en forma de
pulverizaciones o humos.
Comprobación: Se realizarán determinaciones de la temperatura, velocidad
del flujo de aire, humedad relativa y (cuando sea posible) de las presiones de
oxígeno/dióxido de carbono en el interior de los refrigeradores.
Transporte
Si las lechugas se sacan de almacenes refrigerados para transportarlas
en vehículos no refrigerados, su alteración será, más rápida. Los vehículos
resultan esenciales a no ser para distancias muy cortas, las cajas, cajones y
suelos de los vehículos se limpiaran con pulverizaciones fungicidas para
reducir la incidencia de esporas de mohos.
Cereales Las etapas seguidas en la producción de cereales y los PCC aparecen en
la fig. 4. Estos se cultivan en mejores resultados en climas que son bastante
secos y templados. Tras su recolección el cereal es secado y almacenado,
antes de su consumo es molido, cocido y horneado, la multiplicación
bacteriana y la alteración no suelen suponer un problema, debido a su aw
relativamente baja. No obstante, sus riesgos más importantes son el
crecimiento de mohos, alteración por agentes y posibles presencia de
micotoxinas.
CC-Reconocimiento

48
Figura 4. Diagrama para la producción de cereales (Según ICMSF, 1989)
PCC2
PCC1
PCC1
PCC2
PCC1
PCC2
Indica un punto de contaminación poco importante
PCC1 es un PCC en el que el control es totalmente eficaz,
PCC2 es un PCC en el que el control es parcialmente eficaz.
Producción
En el campo, las superficies externas (gluma y cubierta de semilla) del
cereal son portadoras de una microflora diversa con algunos hongos que
penetran en el pericarpio. De esta manera son importantes las condiciones
climáticas durante el desarrolla de las plantas. El cornezuelo procedente de
un cultivo anterior germina en el suelo durante la primavera y necesita
Crecimiento
Almacenamiento Inicial
Almacenamiento prolongado
Transporte
Limpieza
Desecación
Recolección
Inspección
CC-Reconocimiento

49
humedad para formar unas delicadas setas que liberan ascosporas, que son
diseminadas cuando el ambiente es seco y con vientos.
Recolección y Trilla PCC2
Es importante recolectar el grano maduro con una humedad conocida y
en una época de clima seco con cosechadoras perfectamente ajustadas para
evitar las roturas de los granos y conseguir que sean separados y
segregados, se producirá un movimiento constante del cereal desde el
campo hasta los secaderos y almacenes para proteger el grano de la lluvia y
que se inicie la desecación posterior.
Secado PCC1
El cereal ya recolectado puede presentar un contenido de humedad hasta
el 22% (aw de 0,95 aproximadamente) y una temperatura de próxima a 40ºC,
el grano debe ser secado, y puede precisar refrigeración, para evitar su
alteración y la multiplicación de mohos, reducir su tasa de respiración, y
evitar su sobrecalentado y alteración.
Control: se realiza planes de secado para que el cereal se vaya secando de
forma uniforme hasta alcanzar un 13% aproximadamente de humedad. Los
planes de secado obligan a conocer el contenido de humedad, temperatura,
humedad relativa, la temperatura del aire usado para airear y secar, su
velocidad y distribución a través del montón de cereal. La zona de secado
será diseñada de forma que pueda ser limpiada y fumigada con facilidad e
impida la entrada de insectos y de roedores.
Comprobación: se determinará la temperatura y el contenido de humedad del
aire.
CC-Reconocimiento

50
Limpieza
Tras el secado y antes del almacenamiento inicial, el cereal se limpia
mediante el cernido y aspiración para eliminar el polvo, los granos rotos y
ligeros, y materias extrañas. Los granos rotos son más susceptibles al
enmohecimiento y al ataque por los insectos. El control de estas operaciones
requiere que el equipo usado para la limpieza del cereal sea bien manejado,
se encuentre ajustado y sometido a un mantenimiento adecuado.
Almacenamiento inicial PCC1
El cereal se almacena inicialmente en la explotación o en silos regionales.
Durante un plazo reducido de tiempo antes de llevarlo al molino o almacenes
terminales donde permanece durante períodos más largos. Aunque este
almacenamiento inicial puede ser de corta duración, constituye un PCC
porque, si el cereal se almacena con un contenido de humedad o
temperaturas demasiados elevados, la multiplicación de mohos aumentará el
riesgo de una alteración posterior.
Control: impone un régimen de ventilación que secará el cereal y lo
mantendrá con una humedad del 11 -12%. El aire usado para la ventilación
tendrá una temperatura inferior a la del cereal y una humedad relativa inferior
al 75%.
Comprobación: determinar la temperatura, el contenido de humedad del
cereal y del aire empleado para ventilación. Será comprobado el régimen de
ventilación, la actividad de los insectos, la limpieza de los almacenes y el
empleo de fumigantes adecuados en dosis correctas.
Transporte PCC2
El grano se traslada en camiones desde los almacenes iniciales hasta
depósitos para su almacenamiento prolongado. Los vehículos usados con
CC-Reconocimiento

51
anterioridad al transporte de cereales son fuentes de insectos y de mohos del
almacenamiento (Williams, 1983).
Comprobación: los camiones serán inspeccionados para comprobar su
limpieza, carencia de insectos y de grietas.
Almacenamiento prolongado PCC1
Cuando un cereal llega a un almacén terminal, se mide su temperatura y
contenido de humedad y se examina para descubrir alteraciones por mohos
e infestaciones por insectos o por estar presentes en el cereal. Antes de
almacenarlo se limpia mediante cribas, aspiración, discos y cilindros
indentados y separados según peso específico.
Control: el cereal debe ser volteado para evitar su apelmazamiento y
asentamiento, la formación de gradientes de temperatura y de humedad.
Comprobación: se determina la temperatura y el contenido de humedad del
cereal, se observa el plan de ventilación, la actividad de roedores e insectos,
la limpieza de los almacenes y depósitos, la corrección en el tipo y dosis de
fumigante.
Inspección PCC2
El cereal es inspeccionado para descubrir infestaciones por insectos,
mohos y roedores en varias etapas desde su producción hasta la molienda.
La inspección puede ser realizada por el propietario, comprador o agencia
del gobierno.
Control: los métodos de muestreo deben ser controlados para asegurar las
muestras examinadas son representativas de lote.
Comprobación: serán observados los programas de inspección.
CC-Reconocimiento

52
Frutas (Fresas) Las fresas crecen próximas al suelo, por lo que están expuestas a
insectos, roedores, contaminación fecal de animales, y suciedad salpicada
por la lluvia y mediante riego por aspersión. Como una parte importante de la
cosecha se consume cruda, existe un riesgo potencial de gérmenes
patógenos entéricos. Las fresas son muy vulnerables a las lesiones
mecánicas; son corrientes las perdidas por alteración tras su recolección.
Producción PCC2
El principal riesgo sanitario derivado de las fresas tiene su origen en
campo como consecuencia de su contaminación por microorganismos
patógenos fecales. La maduración excesiva y la pérdida de agua por parte
de la fruta favorecen el desarrollo de la mosca de la fruta que es un vector
importante de las esporas de los mohos.
Control: las cubiertas de paja protegen a las plantas de las bajas
temperaturas y son particularmente útiles para mantener limpias las frutas a
reducir las salpicaduras de tierra provocadas por la lluvia o por el riego.
Comprobación: plantas y frutos se inspeccionan con regularidad para
descubrir síntomas de enfermedad o alteración.
Confirmación: examinar la procedencia de fertilizantes y de aguas de riego
para descubrir su posible contaminación fecal y realizar análisis de
laboratorio si se considera necesario.
Recolección PCC2
La elección del momento apropiado y el cuidado en la recolección de las
frutas, son el factor principal para reducir las pérdidas por alteración. Los
recolectores pueden contaminar los frutos debido a los medios primitivos que
existen normalmente en los campos para la higiene personal.
CC-Reconocimiento

53
Control: las fresas se recolectan con facilidad cuando a los menos tres
cuartos partes de su superficie presentan un color rojo o rosado, se
recolectan manualmente.
Comprobación: serán inspeccionadas de forma continua según van siendo
llevadas al vehículo para su transporte. Son examinadas para descubrir
enmohecimientos importantes, y pérdida excesiva de jugo hacia el exterior.
Figura 5. Diagrama para la producción de fresa. (Según ICMSF, 1989)
PCC2
PCC2
PCC2 PCC2
PCC2
PCC2
Indica un punto de contaminación poco importante Indica un punto de contaminación importante
PCC2 es un PCC en el que el control es parcialmente eficaz.
Crecimiento
Transporte
Almacenamiento
Recolección
Envasado
Refrigeración
CC-Reconocimiento

54
Refrigeración PCC2 Las fresas deben ser enfriadas rápidamente como se posible tras la
respiración para reducir su respiración; la eliminación inmediata de calor
amplía su vida útil.
Control: puede usarse cámaras de preenfriamiento o refrigeradores de aire
forzado.
Comprobación: se comprobara el flujo de aire del refrigerador, la temperatura
del aire, el tiempo de enfriamiento.
Envasado PCC2
Los manipuladores pueden introducir microorganismos patógenos de
origen humano y el envasado realizado con descuido aumenta las lesiones.
Control: el envasado de la fresas en los recipientes para su venta al por
menor es preferible realizarlo manualmente.
Comprobación: será observado el aspecto de las frutas y la altura del
envase, las prácticas de higiene personal de los manipuladores y se
comprobará la existencia de aseos y de medios para el lavado de las manos.
Almacenamientos PCC2
Las mayores pérdidas de alteración de las fresas es probable que tengan
un lugar durante su almacenamiento.
Control: la vida útil se ampliara en una semana aproximadamente con
temperaturas de almacenamiento y humedad relativa, se puede realizar en
atmosfera controlada.
Comprobación: se realizarán mediciones de temperatura y, en atmósferas
controladas, de humedad relativa, niveles de oxígeno y de dióxido de
carbono. Siempre que se abran se comprobará la limpieza, presencia de
fruta enmohecida, y existencia de grietas las cuales puede penetrar insectos
o roedores.
CC-Reconocimiento

55
Transporte PCC2
Una vez se sacan las fresas de los almacenes refrigerados para su
transporte al mercado, su alteración es inmediata.
Control: los suelos de los vehículos, cajones y cajas se limpiaran antes de su
empleo para reducir en número de esporas de mohos.
Comprobación: las temperaturas de camiones y vagones de camiones se
medirán antes y después de los viajes.
Leche Cruda En relación con los animales productores de leche, se presenta un
problema particular con los microorganismos asociados con la mastitis,
algunos de los cuales pueden ser patógenos para el hombre. Históricamente,
la leche y los productos lácteos derivados de la misma han sido causa de
enfermedades humanas, y ha sido considerada como uno de los alimentos
más perecederos. Con la aparición de la pasteurización, la aplicación de
métodos higiénicos de proceso, la incidencia de las enfermedades humanas
ha descendido notablemente. Se intenta destacar el control de varias etapas
de producción, para conseguir un nivel de inocuidad y calidad Fig. 6.
Producción PCC2
La producción de leche es un PCC porque la leche cruda obtenida de
vacas enfermas puede contener microorganismos patógenos. Además la
presencia de antibióticos, pesticidas y residuos de micotoxinas en la leche
podría crear riesgos que no pueden ser controlados mediante un procesado
posterior.
Control: los agentes terapéuticos serán aplicados según las indicaciones del
fabricante o del veterinario y la leche será retirada del consumo durante un
tiempo prescrito. Debe rechazarse la leche contaminada con antibióticos
empleados para el tratamiento de la mastitis.
CC-Reconocimiento

56
Comprobación: cuando la leche llega a industrias o centrales lecheras suele
comprobarse la presencia de antibióticos, aunque no resulta practicable el
examen regular para descubrir pesticidas y otros residuos.
Figura 6. Diagrama para la producción de leche cruda. (Según ICMSF, 1989)
PCC2
PCC2
PCC2
Indica un punto de contaminación importante
PCC2 es un PCC en el que el control es parcialmente eficaz
Ordeño PCC2
Constituye una fuente potencial de contaminación y es un PCC. Los
microorganismos pueden llegar a la leche procedente de ubres, pezones y
manos humanos con defectos de limpieza las maquinas ordeñadoras,
tuberías y válvulas.
Control antes de proceder al ordeño se lavaran completamente ubres,
pezones y manos. Todo el equipo será lavado y desinfectado. Antes de su
empleo.
Comprobación: observar la limpieza del animal, incluyendo de forma
particular ubres, pezones. Observar las prácticas de higiénicas del personal
que realice el ordeño.
Producción
Enfriamiento y Transporte
Ordeño
CC-Reconocimiento

57
Enfriamiento y transporte PCC2
La leche antes de su pasteurización puede originar alteraciones del
producto durante su almacenamiento posterior, aunque la mayoría de los
gérmenes psicrótrofos son destruidos fácilmente por el calor. Si resulta
elevado el nivel de contaminación bacteriana, el proceso de pasteurización
puede no eliminar todos los microorganismos alterantes y pueden sobrevivir
bacterias y originar problemas en los productos procesados.
Control: la leche será enfriada hasta 4ºC o menos dentro de las 2 horas
siguientes a su ordeño, el enfriamiento de grandes volúmenes de leche
impondrá el empleo de intercambiadores de calor cuando la refrigeración de
los tanques de conservación no sea capaz de hacer frente a la carga de
calor.
Comprobación: el tiempo y la temperatura se miden y registran en la granja y
al llegar a la central lechera o industria de tratamiento. En ésta, se realizan
comúnmente varias pruebas incluyendo comprobaciones de olor.
Confirmación: el control de producción se realiza en la central lechera, puede
consistir en varias pruebas incluyendo exámenes microbiológicos,
determinaciones de pH de sedimentos y residuos de antibióticos.
Productos Nuevos El planteamiento del sistema Haccp, será parte integral del desarrollo de
un nuevo producto, ya que permite un análisis estructurado de los riesgos
microbiológicos potenciales asociados con su producción y comercialización
de un producto nuevo.
En la aplicación del sistema Haccp para el desarrollo de un producto
nuevo intervendrán tantas disciplinas (o departamentos) diferentes como
sean necesarias. En el cuadro 2, se incluye una indicación de las materias
que deben tenerse en cuenta y se bosquejan también las etapas que
intervienen en el desarrollo del producto.
CC-Reconocimiento

58
Concepto del producto
El concepto de un producto nuevo puede proceder del mercado, del
personal encargado del desarrollo de productos, de la investigación
practicada entre los consumidores o de cualquier otra fuente, en esta etapa,
pueden haberse realizado preparados del producto en la cocina o pequeñas
partidas del mismo en instalaciones pilotos para realizar pruebas sobre su
aceptabilidad por parte del consumidor.
Cuadro 2
Empleo del sistema Haccp en el desarrollo de un producto nuevo
Etapa Departamento involucrado
1. Concepto del producto Desarrollo del producto
Comercialización
2. Definición del producto
Ingredientes
Formulación
Unión
Factores intrínsecos que afectan a la estabilidad (pH,
aw, conservantes)
Factores extrínsecos (temperatura, almacenamiento,
envasado)
Expectativas de vida útil
Mercado esperado
Condiciones previstas de empleo
Anticipación de riesgos o peligros
Comercialización
Desarrollo del producto
Desarrollo del proceso
Envasado
Distribución y
almacenamiento
Ventas
Microbiología
Química
Compra
Legal
CC-Reconocimiento

59
3. Diseño del proceso
Almacenamiento y manipulación de materias primas
Organigrama del proceso
a) Etapas del proceso
b) Selección del equipo
Diseño de la cadena y de la factoría
Requisitos de limpieza y desinfección
Necesidades de personal (aspectos laborales y
sanitarios)
Desarrollo del producto
Desarrollo del proceso
Envasado
Garantía de calidad
Microbiología
Química
Compra
Contabilidad de costes
Dirección de producción
Personal
4. Análisis de riesgos que conduce a la identificación
de la mayoría de los riesgos y de los PCC más
probables y de los procedimientos de comprobación o
monitorización.
Desarrollo del proceso
Garantía de calidad
Microbiología
Química
Dirección de producción
5. Establecimientos del sistema de control de calidad
en su relación con la comprobación de los PCC
Establecimientos de procedimientos operativos en los
PCC
Recomendaciones para las acciones a tomar cuando
se sobre pasan los criterios
Registro de resultados para su fácil interpretación por
los organismos de inspección y por el personal de la
factoría.
Garantía de calidad
Microbiología
Química
Fuente: ICMSF, 1989
Definición del Producto
Con la aplicación del sistema Haccp, las etapas siguientes a la
concepción es la definición del producto. Se estudian los ingredientes, su
unión y la fórmula del producto, con estas consideraciones se delegan las
CC-Reconocimiento

60
responsabilidades para el desarrollo del producto y del proceso de su
elaboración, compra y aspectos legales.
Diseño del Proceso
La primera consideración consiste en determinar el perfil microbiológico
de las materias primas. Deben coordinarse los departamentos de compra,
producción y control de calidad en la selección y recepción de materias
primas con una calidad razonable, han de establecerse los métodos para su
almacenamiento y manipulación.
La siguiente etapa consiste en preparar un organigrama del proceso
integro, desde las materias primas hasta el producto acabado, indicando
cada etapa del proceso y el factor que podría influir en la microbiología del
producto. En el diseño del proceso se incluirá consideraciones para la
selección del equipo idóneo para llevar a cabo la tarea prevista.
Análisis de Riesgo
Este tipo de estudio puede tener limitaciones, ya que con frecuencia se
utiliza una planta piloto, y las condiciones en la producción real pueden diferir
considerablemente. Esta etapa resulta necesaria, sin embargo, para la
detección de riesgos durante el procesado, para identificar PCCs probables y
los análisis necesarios para la comprobación. El fin de tales análisis consiste
en determinar el destino de tales gérmenes durante el procesado o
almacenamiento y predecir con mayor exactitud los riesgos probables de la
operación y del producto.
Establecimientos de sistemas para garantizar la calidad, en relación con la
comprobación de los PCCs
El departamento de control de la calidad o garantía de la calidad es la
responsable dela comprobación o monitorización de los PCCs. Se implantar
CC-Reconocimiento

61
un sistema de registro de forma que los resultados puedan ser fácilmente
interpretados por el departamento de garantía de la calidad, de producción y
por las autoridades reguladoras. Durante las etapas de producción se
aplicará se comprobara un nivel más elevado de comprobación o
monitorización en todos los puntos de control y en la confirmación o
verificación. Todos los datos deben ser revisados con regularidad para
comprobar que todos los PCCs se hallan bajo control.
Para dar una breve explicación sobre los pasos que debe tener la
agroindustria para la adquisición de un producto nuevo, como son los
vegetales, frutas, pescados, lácteos entre otros, se les debe aplicar un
riguroso control, identificar y cuantificar los riesgos microbiológicos asociados
con los mismos donde se va requerir una revisión detallada para dar
cumplimiento en cuanto al manejo, manipulación, almacenamiento,
envasado, lo que va a garantizar la calidad del producto para el consumo.
2.3 Situación del Haccp en Venezuela.
Arispe y Tapia (2007) señalan que la aplicación del Haccp no reviste
carácter obligatorio en Venezuela, sin embargo en la Gaceta Oficial N°
36081, se publicaron las Normas de Buenas Prácticas de Fabricación,
Almacenamiento y Transporte de Alimentos para Consumo Humano; donde
el Ministerio de Sanidad y Asistencia Social, responsable de su elaboración,
estableció que los fabricantes de alimentos deben asegurar la inocuidad y
salubridad de los alimentos de manera de proteger la salud del consumidor y
para ello, deben implementar un sistema de control de calidad apropiado
para identificar, evaluar y controlar peligros asociados con las materias
primas, ingredientes, procesos y manipulación de los productos terminados.
CC-Reconocimiento

62
Aunado a que en el año 2002 se aprobó la Norma Venezolana COVENIN
(NVC) 3802 titulada “Directrices Generales para la Aplicación del Sistema
Haccp en el Sector Alimentario”. Esta norma se elaboró entre el Ministerio de
Sanidad y Asistencia Social y la Cámara Venezolana de la Industria de
Alimentos – CAVIDEA-.
Con base a lo expuesto Arispe y Tapia (2007) especifica que la
implantación de programas de inocuidad de alimentos basados en los
principios del sistema Haccp difiere de una empresa a otra, lo cual exige que
cada una desarrolle su programa particular. En Venezuela existe el Fondo
para la Normalización y Certificación de la Calidad (FONDONORMA), el cual
otorga a las empresas que lo solicite la certificación del “Sistema de Gestión
Haccp”, previa realización de un estudio que comprende una revisión
documental al cuestionario y al plan Haccp de la empresa.
Según lo citado anteriormente reviste de suma y vital importancia que en
Venezuela las empresas procesadoras de alimentos implanten el sistema
Haccp con carácter de obligatoriedad y no como un requisito para una
premisa, y el ente responsable en este caso sería directamente el ejecutivo
nacional a través del Ministerio de poder popular para la Alimentación y el
Ministerio del Poder Popular para la Salud, ya que esto va a permitir que los
responsables de la elaboración, envasado, manipulación de los alimentos y
comercialización sean los llamados a cumplir con la implantación de este
sistema.
CC-Reconocimiento

63
Capítulo III Ejemplos de Aplicaciones del Análisis de Peligros y de Puntos Críticos de Control (Haccp) en las Industrias de Alimentos Venezolanos.
En este capítulo se muestran una serie de ejemplos de alimentos que
consume la población venezolana, ya que están diseñados para prevenir y
controlar los peligros de inocuidad alimentaria, donde cada uno de ellos se
analiza con suficiente detalle para describir las materias primas, el
tratamiento, la distribución esperada y las condiciones de empleo.
3.1 Ejemplo de Haccp Producción de Camarones Cocidos (producción primaria), según Norma Venezolana Directrices Generales para la Aplicación del Sistema Haccp en el Sector Alimentario.
El siguiente ejemplo es un Análisis de Peligro y Plan HACCP genérico
ilustrativo para la producción de camarones cocidos, utilizando
procedimientos de congelación rápida. La planta debe tener implementados
los prerrequisitos: Buenas Prácticas de Fabricación (BPF) y los
Procedimientos Estandarizados de Higiene y Saneamiento (SSOP).
La materia prima puede ser camarones salvajes o provenientes de fincas
de acuacultura en cuyo caso los peligros identificados tales como pesticidas,
herbicidas, metales pesados y medicamentos utilizados para prevenir
enfermedades, así como parásitos que pueden afectar el crecimiento, deben
ser considerados en el Análisis de Peligros durante la etapa de recepción.
CC-Reconocimiento

64
Cuadro 3 Análisis de Peligros: producción de camarones cocidos
(1) (2) (3) (4) (5) (6) Ingrediente/ Etapa de proceso
Identifique los peligros potenciales, asociados con esta etapa
¿Es el peligro identificado, significativopara la inocuidad del Alimento?
Justifique su decisión
¿Qué medidas preventivas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
RECEPCIÓN DE CAMARÓN CONGELADO O EN HIELO
BiológicosPatógenos Bacterianos
Químicos Agente de sulfito
Físicos Ninguno
Si
Si
Los productos marinos crudos pueden ser una reserva natural para vibriones marinos y dependiendo de la calidad de la cosecha, pueden llevar patógenos terrestres como Salmonella.
Los agentes de sulfito pueden causar una reacción de tipo alérgico.
El control se hará en la etapa de cocción posterior
Control de rotulación basado en la declaración del suplidor
NO
NO
ALMACENAMIENTO CONGELADO O EN HIELO
BiológicosCrecimiento de patógenos bacterianos Químicos Ninguno Físicos Ninguno
Si
Sin un control de temperatura los patógenos bacterianos pueden aumentar en número
El control se hará en la etapa de cocción posterior
NO
RECEPCIÓN DE MATERIAL DE EMPAQUE
BiológicosContaminación por patógenos bacterianos Químicos Contaminantes químicos Físicos Ninguno
NO
NO
No es probable que ocurra
No existe historial de ocurrencia
NO
DESCONGELAMIE
NTO
BiológicosCrecimiento de patógenos bacterianos Contaminación con patógenos bacterianos Químicos Ninguno Físicos Ninguno
Si
No
Si no existe control apropiado, las bacterias patógenas pueden crecer durante el descongelamiento
Controlado por la SSOP
El control se hará en la etapa de cocción posterior
NO
CC-Reconocimiento

65
Cuadro 3 (Cont.)... Análisis de Peligros: producción de camarones cocidos
(1) (2) (3) (4) (5) (6) Ingrediente/ Etapa de proceso
Identifique los peligros potenciales, asociados con esta etapa
¿Es el peligro identificado, significativo para la inocuidad del alimento?
Justifique su decisión
¿Qué medidas preventivas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
MESA DE SELECCIÓN
BiológicosCrecimiento de bacterias patógenas. Contaminación con bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
NO
NO
NO
No es probable que ocurra debido a la implementación de BPF, operación Continua. Controlado por Programa de Saneamiento y Limpieza SSOP. Controlado por Programa de Saneamiento y Limpieza SSOP
NO
ALMACENAMIENTO REFRIGERADO
BiológicosCrecimiento de bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
SI
NO
Sin un control adecuado de temperatura, los patógenos pueden aumentar en número. Controlado por
SSOP.
El control se hará en la etapa de cocción
posterior
NO
COCCIÓN
Biológicos Sobrevivencia de bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
SI
NO
NO
Sin el tiempo y la temperatura adecuadas en el proceso, bacterias patógenas como Listeria monocytogenes, Salmonela spp. y Vibrio spp. Pueden sobrevivir. Controlados por
SSOP
Tiempo y temperatura adecuada durante la cocción
Si
MEZCLADOR
Biológicos Recontaminación con bacterias patógenas Crecimiento de bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
NO
NO
NO
Controlados por SSOP. No es probable que ocurra debido al procesamiento continuo. Controlados por
SSOP
NO
Fuente: Normas Venezolanas
CC-Reconocimiento
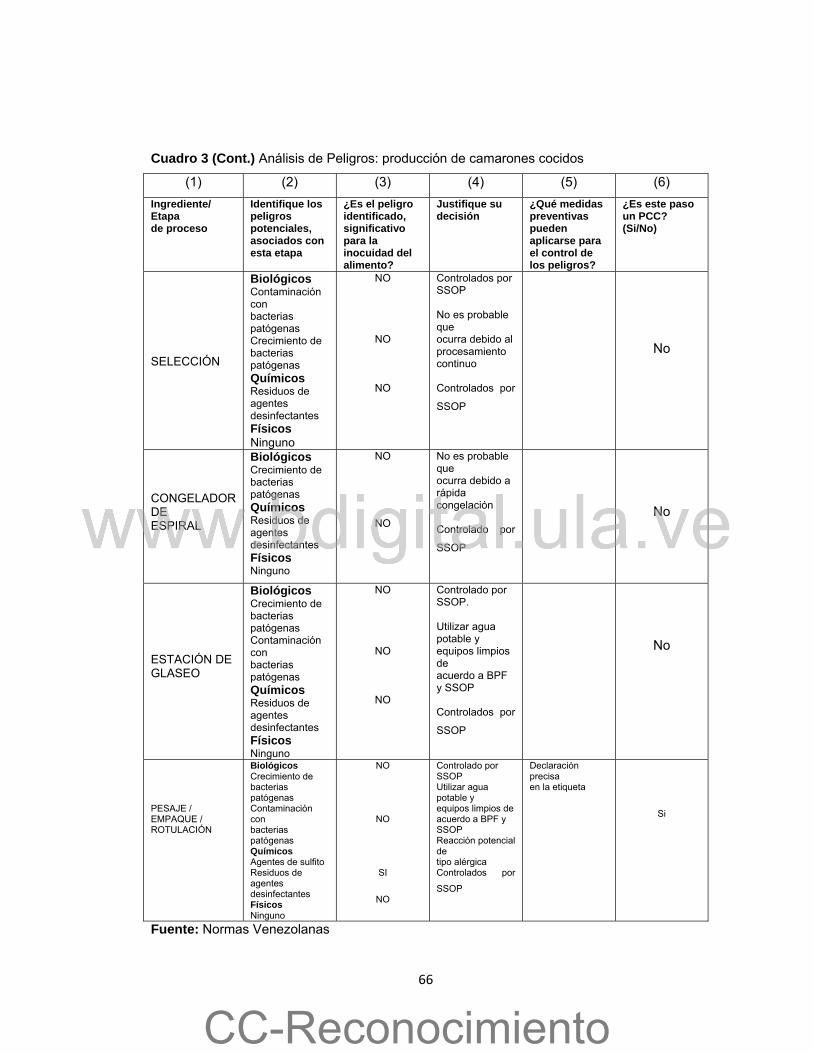
66
Cuadro 3 (Cont.) Análisis de Peligros: producción de camarones cocidos
(1) (2) (3) (4) (5) (6) Ingrediente/ Etapa de proceso
Identifique los peligros potenciales, asociados con esta etapa
¿Es el peligro identificado, significativo para la inocuidad del alimento?
Justifique su decisión
¿Qué medidas preventivas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
SELECCIÓN
Biológicos Contaminación con bacterias patógenas Crecimiento de bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
NO
NO
NO
Controlados por SSOP No es probable que ocurra debido al procesamiento continuo Controlados por
SSOP
No
CONGELADOR DE ESPIRAL
Biológicos Crecimiento de bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
NO
NO
No es probable que ocurra debido a rápida congelación Controlado por
SSOP
No
ESTACIÓN DE GLASEO
Biológicos Crecimiento de bacterias patógenas Contaminación con bacterias patógenas Químicos Residuos de agentes desinfectantes Físicos Ninguno
NO
NO
NO
Controlado por SSOP. Utilizar agua potable y equipos limpios de acuerdo a BPF y SSOP Controlados por
SSOP
No
PESAJE / EMPAQUE / ROTULACIÓN
Biológicos Crecimiento de bacterias patógenas Contaminación con bacterias patógenas Químicos Agentes de sulfito Residuos de agentes desinfectantes Físicos Ninguno
NO
NO
SI
NO
Controlado por SSOP Utilizar agua potable y equipos limpios de acuerdo a BPF y SSOP Reacción potencial de tipo alérgica Controlados por
SSOP
Declaración precisa en la etiqueta
Si
Fuente: Normas Venezolanas
CC-Reconocimiento

67
Cuadro 3 (Cont.) Análisis de Peligros: producción de camarones cocidos
(1) (2) (3) (4) (5) (6)
Ingrediente/ Etapa de proceso
Identifique los peligros potenciales,asociados con esta etapa
¿Es el peligro identificado,significativo para la inocuidad del alimento?
Justifique su decisión
¿Qué medidas preventivas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
MASTERS / PALETIZADO
Biológicos Crecimiento de bacterias patógenas Químicos Ninguno Físicos Ninguno
NO No es probable que ocurra por estar congelado
NO
ALMACENAMIENTO EN EL CONGELADOR
Biológicos Crecimiento de bacterias patógenas Químicos Ninguno Físicos Ninguno
NO No es probable que ocurra por estar congelado
NO
ENVÍO Biológicos Crecimiento de bacterias patógenas Químicos Ninguno Físicos Ninguno
NO No es probable que ocurra por estar congelado
NO
Fuente: Normas Venezolanas
CC-Reconocimiento
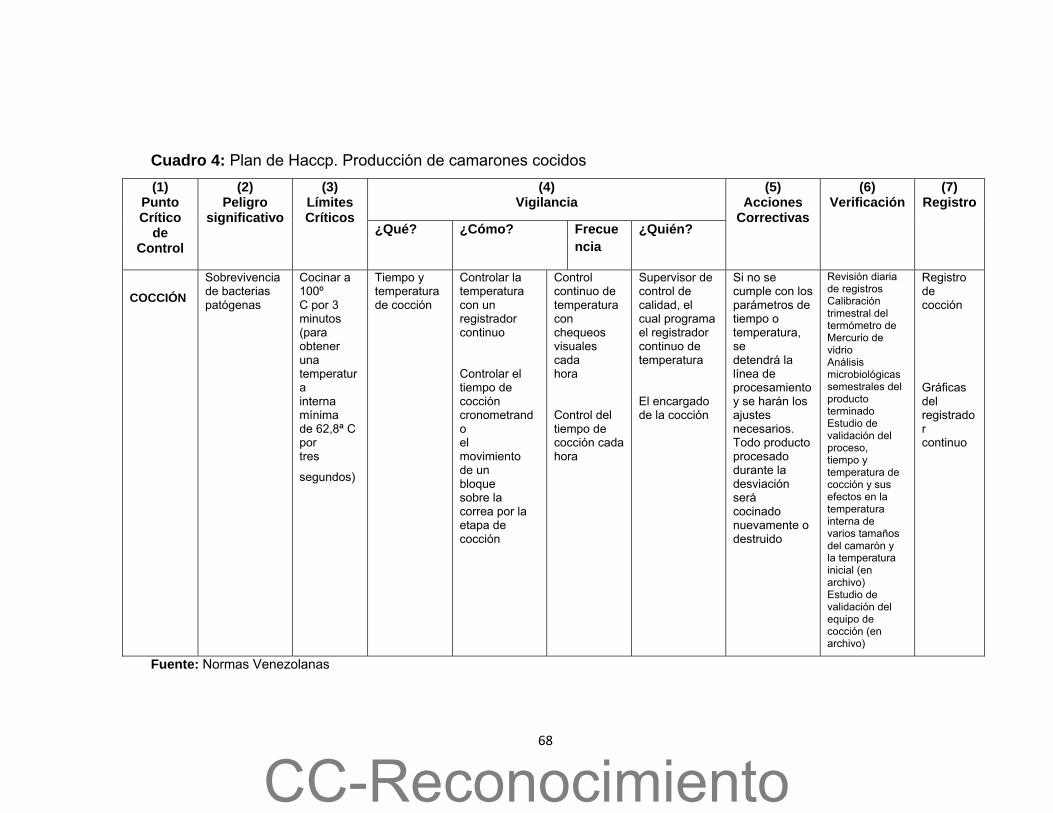
68
Cuadro 4: Plan de Haccp. Producción de camarones cocidos (1)
Punto Crítico
de Control
(2) Peligro
significativo
(3) Límites Críticos
(4) Vigilancia
(5) Acciones
Correctivas
(6) Verificación
(7) Registro
¿Qué? ¿Cómo? Frecuencia
¿Quién?
COCCIÓN
Sobrevivencia de bacterias patógenas
Cocinar a 100º C por 3 minutos (para obtener una temperatura interna mínima de 62,8ª C por tres
segundos)
Tiempo y temperatura de cocción
Controlar la temperatura con un registrador continuo Controlar el tiempo de cocción cronometrando el movimiento de un bloque sobre la correa por la etapa de cocción
Control continuo de temperatura con chequeos visuales cada hora Control del tiempo de cocción cada hora
Supervisor de control de calidad, el cual programa el registrador continuo de temperatura El encargado de la cocción
Si no se cumple con los parámetros de tiempo o temperatura, se detendrá la línea de procesamiento y se harán los ajustes necesarios. Todo producto procesado durante la desviación será cocinado nuevamente o destruido
Revisión diaria de registros Calibración trimestral del termómetro de Mercurio de vidrio Análisis microbiológicas semestrales del producto terminado Estudio de validación del proceso, tiempo y temperatura de cocción y sus efectos en la temperatura interna de varios tamaños del camarón y la temperatura inicial (en archivo) Estudio de validación del equipo de cocción (en archivo)
Registro de cocción Gráficas del registrador continuo
Fuente: Normas Venezolanas
CC-Reconocimiento

69
Cuadro 4 (Cont.)... Plan de Haccp. Producción de camarones cocidos (1)
Punto Crítico de Control
(2) Peligro
significativo
(3) Límites Críticos
(4) Vigilancia
(5) Acciones
Correctivas
(6) Verificación
(7) Registro
¿Qué? ¿Cómo? Frecuencia ¿Quién?
PESAJE / EMPAQUE / ETIQUETADO NOTA: La efectividad de control en esta etapa estará determinada en parte por los controles que se indican que deben realizarse durante la recepción.
Reacción alérgica por agentes de sulfitos no declarados
Todo producto que contenga residuos de agentes sulfitantes debe declararlo
En etapa de pesaje / empaque / rotulación revisar la declaración “Contiene Sulfito”. En la recepción controlar cada lote de camarón fresco para hacer pruebas de presencia de sulfitos. En la recepción, declaración del suplidor por ausencia de sulfito en el camarón congelado
Examinar las etiquetas emitidas en la línea de empaque y comparar la declaración con la identidad del producto Prueba del verde de malaquita Examinar declaración del suplidor
Revisar una etiqueta cada vez que se reemplaza el rollo. Camarón fresco, tres muestras por barco. Camarón congelado, revisar cada embarque
Supervisor de empaque Encargado de recepción Encargado de recepción
Si este producto está mal rotulado, rotule de nuevo correctamente
Revisión diaria de registros Revisión diaria de registros. Reportes trimestrales de análisis de sulfitos (camarón fresco) Revisión diaria de registros Reportes trimestrales de análisis de sulfitos (camarón congelado)
Hoja de inspección del área de empaque Hoja de evaluación del material crudo Garantía del proveedor
Nombre de la Compañía: Dirección: Firma:
Responsable del plan HACCP Firma:
Aprobado Gerente General
Descripción del producto: Camarón cocido y congelado, sin cabeza, pelado, desvenado Método de almacenamiento. Congelado Uso propuesto y consumidor final: Descongelar y servir, público en general
Fuente: Normas Venezolanas
CC-Reconocimiento

70
3.2 Ejemplo 2: Diseño de un Plan Haccp para el Proceso de Elaboración de Queso tipo Gouda en una Empresa. Dávila, J y Otros (2006).
Figura 7. Secuencia lógica para la implementación de un sistema HACCP
Determinación del alcance del plan
Selección del equipo Haccp
Descripción del producto, uso y tipo de consumidor
Elaboración del diagrama de flujo del proceso
Verificación “in situ” del diagrama de flujo del proceso
Identificación de los peligros asociados con cada etapa del proceso y establecimiento de las correspondientes medidas para su control (Principio 1)
Aplicación del árbol de decisiones en cada etapa para la identificación de los PPC (Principio 2)
Establecimiento de los límites críticos y tolerancia en cada PCC (Principio 3)
Establecimiento del sistema de vigilancia o monitoreo para cada PCC (Principio 4)
Establecimiento de las acciones correctivas cuando exista desviación (Principio 5)
Establecimiento de la documentación y mantenimiento registros del sistema Haccp (Principio 6)
Verificación y validación del Plan Haccp (Principio 7) Fuente: COVENIN (2002) (7)
CC-Reconocimiento

71
Figura 8. Del Proceso de Elaboración de Queso Tipo Gouda
S
Fuente: Dávila, J y Otros (2006)
Recepción de la leche cruda
Almacenamiento refrigerado 4 a 8 ºC x 10 a 20 h
Pasteurización 76 ±1 ºC x 15
Coagulación 30 min
Adición de inóculo (35 I/4000 i leche pasteurizada), de solución de CaCl2 (800 g/4000 I leche), de solución de onoto al 2,5% (p/v), nitrito de sodio, de solución de cuajo al 2,4-3%(p/v).
Salado por inmersión en salmuera 20% (p/v) 7-9 ºC x 24h (3% de sal en el queso)
Moldeado
Desuerado
Prensado 40lb x 1 a 2h hasta pH 5,6
Cocción de la cuajada 37- 38ºC x 40-45 min
Corte manual de la cuajada
Maduración en cavas 8 ºC HR 83-76%
Empacado a vacío y etiquetado
Almacenamiento a 8 ºC
Bolsas plásticas y etiquetas
CC-Reconocimiento

72
Figura 9 Ejemplo del Árbol de Decisión para Identificar los PCC P1. ¿Existen medidas preventivas para el peligro identificado?
Si No Modifique la etapa, proceso/ producto
¿Es el control en esta etapa Si necesario para la inocuidad ?
No No es Pcc Para (*)
P2. ¿Esta etapa elimina el peligro o reduce su frecuencia a un nivel aceptable ?
Si
No
P3. ¿Podría ocurrir la contaminación por encima del nivel aceptable ó llegar a un nivel inaceptable ?
Si No No es PCC Para (*)
P4. ¿Se puede eliminar el peligro identificado en una etapa posterior o reducir su frecuencia a nivel aceptable?
No
Si No es PCC Para (*) Punto Crítico de Control
(*) Pase a la etapa siguiente Fuente: COVENIN (2002) (7)
CC-Reconocimiento

73
Luego de identificar los PCC en el proceso de elaboración del queso, se
fijaron los límites críticos en cada PCC y la tolerancia de los mismos,
quedando establecidos así, los niveles de referencias u operacionales que
son más rigurosos que los límites críticos y son empleados por la industria
para reducir el riesgo de una desviación. Los límites críticos representan
algún parámetro de rápida y fácil medición (temperatura, tiempo, humedad,
pH, aw, análisis químicos, observaciones visuales del producto, entre otros),
que además permitan obtener una respuesta oportuna, técnica y
económicamente factible para garantizar la inocuidad del producto.
Se estableció la vigilancia o secuencia planificada de observaciones o
mediciones para determinar si un PCC estaba bajo control, generando un
registro exacto que sería usado en la etapa de verificación (comprobación)
posterior donde se establece que medir, cómo hacerlo, frecuencia de la
medición y el responsable de hacerlo. La vigilancia en línea fueron
mediciones de tiempo y temperatura. La vigilancia fuera de línea fueron
mediciones de salinidad, pH, tiempo de reducción del azul de metileno,
prueba de antibióticos, etc.
Se establecieron las acciones correctivas a adoptar, cuando la vigilancia
demostrara una desviación en los límites críticos o preferiblemente, cuando
existiera una tendencia hacia la pérdida de control. Finalmente se
establecieron los procedimientos para verificar (comprobar) que el sistema
Haccp estuviera funcionando correctamente, incluyendo la revisión de todo el
sistema y sus registros.
Resultados Luego de evaluar la efectividad higiénica de la planta en relación con el
cumplimiento de las BPF y POES (prerrequisitos del plan Haccp) por lo
menos en un 70% (estudio previo), se procedió a seguir la secuencia de las
etapas señaladas en la Fig. 7, para la implementación de un plan Haccp en
CC-Reconocimiento

74
el proceso de elaboración de queso tipo Gouda, obteniéndose los siguientes
resultados. El alcance del Plan Haccp elaborado a esta empresa para el
queso tipo Gouda abarca desde la recepción de la materia prima (leche
cruda) hasta el almacenamiento del queso madurado en la planta antes de
su salida para ser distribuido por agentes externos.
Diagrama de Flujo del Proceso
En la Figura 8, se presenta el diagrama de flujo del proceso. La leche
cruda es filtrada y almacenada en tanques de refrigeración entre 4 y 8°C
hasta por 20h. La leche se pasteuriza a 75°C por 15s para destruir
microorganismos patógenos e inactivar las enzimas de la leche. Luego la
leche a 32-35 ºC es inoculada en el tanque de coagulación con 0,5% de
cultivo iniciador. El cultivo iniciador empleado para inocular la leche, es un
conjunto de microorganismos mesófilos liofilizados conformado por especies
de: Lactococcus lactis subsp. cremoris, Lactococcuslactis subsp. lactis,
Lactococcus lactis subsp. lactis biovar, Leuconostoc diacetylactis y/o
Leuconostoc mesenteroides subsp. Cremoris
Adicionalmente se le adiciona a la leche CaCl2 para mejorar y acortar el
proceso de coagulación, colorante natural onoto (caroteno) para mantener un
color uniforme en el queso durante todo el año, cuajo o renina que permite la
formación de la cuajada y nitritos que impiden la hinchazón de los quesos
causada por Clostridium, presente posiblemente en algunos forrajes
empleados en la alimentación de la vaca. La cuaja da formada es cortada
mediante liras en cubos de 1-1,5 cm2.La agitación y escaldado posterior
entre 32 y 35ºC facilita la remoción del suero. Luego los bloques de cuajada
se colocan en moldes rectangulares, siendo prensados por su propio peso y
luego mecánicamente. Este proceso se realiza entre 33 y 34ºC
aproximadamente por 2 h durante las cuales se acidifica la pasta hasta pH
5,6. El salado es realizado en una salmuera al 20% por 24 h. La finalidad del
CC-Reconocimiento

75
salado es prevenir el crecimiento de microorganismos indeseables,
incrementar la rigidez del queso y disminuir la temperatura del mismo. La
maduración se realiza a 8ºC y 76% HR durante 20 a 35 días.
Análisis de Peligros En el cuadro 5, se visualizan los posibles peligros físicos, químicos y
microbiológicos, las medidas de control para cada peligro identificado y los
PCC obtenidos siguiendo la secuencia de preguntas del “árbol de decisión”.
Con la información obtenida se completó el plan Haccp según lo
recomendado por la Norma COVENIN 3802.
Plan Haccp En el cuadro 6, se presenta la carta resumen del plan Haccp, indicando
los PCC y los límites críticos correspondientes. No se consideran los puntos
de control debido a que no se definen como peligros en la norma COVENIN
3802 sino como fallas higiénicas en equipos, manipuladores y ambiente, las
cuales deben ser corregidas antes de aplicar un plan Haccp mediante el
cumplimiento de los programas prerrequisitos. Se hallaron los siguientes
PCC: pasteurización, coagulación y maduración.
En el cuadro 6, también se presentan los procedimientos de vigilancia, las
acciones correctivas, los procedimientos de verificación (comprobación) y los
registros que se deben llevar en cada PCC. El plan debe ser verificado para
asegurarse que opera efectivamente, por lo tanto la empresa debe realizar
una revisión planificada empleando personal técnico propio de la industria
(auditores internos entrenados para tal fin) o contratar grupos de consultores
externos. En el cuadro 7, se muestra un ejemplo de un cronograma de
verificación, el cual incluye las actividades de verificación (comprobación),
frecuencia de las mismas, responsable y supervisor.
CC-Reconocimiento

76
Cuadro 5 Análisis de los peligros e identificación de los PCC según la técnica del árbol de decisión
Etapas del Proceso
Peligros Potenciales
¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Recepción de
la leche cruda
Biológico Presencia de microorganismos patógenos debido a insuficiente enfriamiento durante ordeño y transporte de la leche a la planta. Contaminación con patógenos por equipos, operarios u otras no higiénicas. Químicos Residuos de antibióticos y/o plaguicidas. Físicos Moscas, tierra, pelos.
Si
Si
Si
Si
La leche debe llegar refrigerada a la planta para prevenir la multiplicación de patógenos. Los patógenos producen ETA. Los residuos de antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior. Transportan microorganismos.
Transporte refrigerado de la leche. Control de proveedores, aceptando solo los que traigan a la planta leche fría con una temperatura < 7 ºC , un TRAM > a 2h BPF.
No
No
No
No
Almacenamie
nto
refrigerado en
/y 8ºC máximo
hasta 20h
Biológico Crecimiento de microorganismos patógenos por deficiencia en la refrigeración. Químicos Ninguno Físicos Ninguno
Si
No
No
La leche debe permanecer refrigerada a < 7ºC por un tiempo no menor de 20h, para prevenir la multiplicación de microorganismos que pueden producir toxinas que luego no serán destruidas con la pasteurización.
Controlar el tiempo y la temperatura de refrigeración en los tanques de almacenamiento
No
No
No
Etapas del Proceso
Peligros Potenciales
¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Fuentes: Dávila, J y Otros (2006).
CC-Reconocimiento

77
Continuación del cuadro 5.
Fuente: Dávila, J y Otros (2006).
Etapas del Proceso
Peligros Potenciales
¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Pasteurización
limite
operacional = 76
±1 ºC * 15s limite
critico = 72ºC *
15s
Biológico Sobrevivencia de patógenos por deficiente procesamiento térmico (empleo de temperaturas y tiempos incorrectos a una elevada carga inicial) Químicos Ninguno Físicos Ninguno
Si
No
La pasteurización asegura la eliminación de microorganismos viables patógenos presentes en la leche cruda
Controlar el proceso
térmico (realizar ajustes
de temperatura y tiempo
del proceso), cuando
haya desviación del
límite operacional (entre
75 – 77 ºC).
Revisar
funcionamientos de las
válvulas de desviación.
Prueba de fosfato.
Si
No
No
Coagulación
32- 35 ºC * 30 min.
Biológico Contaminación debido a la limpieza deficiente de equipos y a los manipuladores. Contaminación por el ambiente. Contaminación a través del agua usada como diluyente de algún ingrediente y/o en la fase de cocción de la cuajada. Químicos Ninguno Físicos Ninguno
Si
Si
Si
No
No
Los
microorganismos
presentes en los
equipos,
operarios agua o
ingredientes,
pueden
ocasionar Etas
pero se
presencia puede
controlar
efectivamente a
través de la BPF
y POES.
Fallas en el proceso de fermentación y maduración del queso pueden producir ETA.
Limpieza efectiva
(revisar procedimientos,
detergentes y
desinfectantes
utilizados).
Vigilancia de los
manipuladores.
Entrenamiento con las
buenas prácticas de
higiene. Evitar
condensación del aire
húmedo en el soporte o
base del agitador.
Control de insectos
(moscas, mosquitos)
control de rutina, rio de
agua, asegurando la
calidad de
microbiológica, físico-
química.
Control del manejo CaCl2, colorante y/o cuajo. Control de tipo, manejo y preparación del cultivo iniciador.
No
Si
No
No
CC-Reconocimiento

78
Continuación del cuadro 5. Etapas del
Proceso
Peligros Potenciales ¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Corte manual
de la Cuajada
(empleo de
liras)
Biológico Contaminación por deficiencia, limpieza de equipos, manipuladores del medio ambiente. Químicos Ninguno Físicos Ninguno
Si
No
No
Los
microorganismos
presentes en
equipos y
operarios pueden
ocasionar Eta
pero su presencia
se puede
controlar
efectivamente a
través de BPF y
POES.
Realizar
limpieza e
higiene de
equipos,
vigilancia y
entrenamiento
de los
manipuladores.
Control de
Ambiente.
No
No
Cocción de
Cuajada 37 a
38 ºC * 40 a
45 min
Biológico Contaminación por utensilios, manipuladores y ambiente. Destrucción del inóculo por exceso en la temperatura de cocción. Químicos Ninguno Físicos Ninguno
Si
No
No
No
La presencia de
microorganismos
en equipos y
operarios pueden
producir ETA.
La destrucción del
inóculo afecta el
proceso de
maduración y la
inocuidad del
producto.
Realizar
limpieza e
higiene
utensilios,
vigilancia y
entrenamiento
de los
manipuladores
BPF, POES.
Control de
tiempo y
temperatura de
cocción.
No
No
Desuerado
Biológico Contaminación por deficiente limpieza de equipos, manipuladores del medio ambiente. Químicos Ninguno Físicos Ninguno
Si
No
No
La presencia de
microorganismos
en equipos y
operarios puede
producir ETA.
Realizar limpieza e
higiene de equipos,
vigilancia y
entrenamiento de los
manipuladores.
Control del ambiente
BPF; POES
NO
CC-Reconocimiento

79
Continuación del cuadro 5. Etapas del
Proceso
Peligros Potenciales ¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Moldeado
Biológico Contaminación por deficiente limpieza e higiene de lienzos, moldes y manipuladores Químicos Ninguno Físicos Ninguno
Si
No
No
La presencia de
microorganismos
en equipos puede
producir ETA.
Realizar
limpieza
efectiva de los
moldes y de los
lienzos.
Vigilancia y
entrenamiento
de los
manipuladores.
BPF; POES
No
Prensado 40
lb * 1 a 2h
Biológico Contaminación por deficiente limpieza de las planchas y moldes Químicos Ninguno Físicos Ninguno
Si
No
No
La presencia de
microorganismos
en equipos y
operarios pueden
producir ETA.
Realizar
previamente una
efectiva limpieza
de equipo de
presando BPF;
POES.
No
Salado por
inmersión en
salmuera al
20%(p/v) 7 a
9ºC * 4h (en
3% de sal en
el producto
final),
Biológico Contaminación de producto por microorganismos patógenos presentes en la salmuera. Químicos Deficiente salado en el producto final. Físicos Ninguno
Si
Si
No
La presencia de
microorganismos
en la salmuera
puede producir
ETA.
La sal es un
inhibidor del
crecimiento de la
mayoría de los
microorganismos
patógenos.
Control de calidad
de la salmuera
(acidez, recuento
microbiano).
Cambio periódico
de la salmuera
(cada 6 meses).
Control de la
concentración de
la sal (salinometro
y tiempo de
salado).
NO
CC-Reconocimiento

80
Continuación del cuadro 5. Etapas del
Proceso
Peligros Potenciales ¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Maduración Biológico Sobrevivencia de
microorganismos patógenos
por emplear un tiempo
insuficiente durante la
maduración o por realizarse
en condiciones incorrectas o
por deficiente acción del
cultivo iniciador.
Contaminación del producto
a través de los
manipuladores y/o por el
medio ambiente.
Químico Ninguno
Físico Endurecimiento o formación
de corteza, grietas o
deformaciones de la masa.
Si
Si
No
No
Una maduración
completa permite
la producción de
metabolitos que
inhiben.
La presencia de
microorganismos
patógenos.
Los
microorganismos
patógenos
transportados por
los manipuladores
al producto
pueden producir
ETA.
Control de la fase de
maduración mediante
cumplimiento de
temperatura, HR y
tiempo adecuado.
Control de calidad de
cultivo utilizado y de
las condiciones de
maduración.
Vigilancia y
entrenamiento de los
manipuladores, con
buenas prácticas de
higiene, de
fabricación.
Vigilancia en el
correcto volteado de
los quesos y
condiciones de la
cava.
Si
No
No
Empacado
y etiquetado
Biológico Contaminación del producto
antes del envasado a través
de los manipuladores y
medio ambiente y/o por
envasado incorrecto.
Químico Ninguno
Físico Fallas en la aplicación del
vacio
Fallas en la etiqueta (pega
insuficiente, información
incompleta, generando
desconocimiento de la fecha
de vencimiento.
Si
No
No
Los
microorganismos
patógenos
transportados por
los manipuladores
al producto puede
producir ETA.
La aplicación del
vacío y el sellado
de las bolsas
termo-incogible
inhiben el
crecimiento de
microorganismos
patógenos.
Vigilancia y
entrenamiento de los
manipuladores, con
buenas prácticas de
fabricación.
Control de la eficiencia
y correcta aplicación
del vacío durante el
envasado y sellado de
las bolsas.
Vigilancia de la
calidad del sellado,
pegado y transcripción
de la información en la
etiqueta.
No
No
No
CC-Reconocimiento

81
Continuación del cuadro 5. Etapas del
Proceso
Peligros Potenciales
¿Es este peligro significativo para la inocuidad del producto?
Justifique su decisión
Medidas de control de los peligros
PCC
Almacenamiento Biológico
Crecimiento
microorganismos
patógenos por
fallas en la
refrigeración del
queso.
Químicos Ninguno Físicos Ninguno
No
No
No
La refrigeración
retarda el
crecimiento
microorganismo
s patógenos
Control de la
temperatura
de la cava de
almacenamien
to.
Control de
funcionamient
o del
compresor de
la cava.
Fuente: Dávila, J y Otros (2006)
CC-Reconocimiento

82
Cuadro 6: Plan HACCP para el queso amarillo tipo Gouda Punto crítico de control (PCC)
Peligros Significativos
Limites Críticos Monitoreo Acciones Correctivas
Verificación Registros
Qué Cómo Frecuencia Quién
Pasteurización Sobrevivencia de patógenos por falla en su eliminación.
Medida de temperatura y tiempo de pasteurización (76 ±1 ºC x 15s) Prueba de la fosfatasa negativa
Tiempo y temperatura de pasteurización
Registrado en el termógrafo la temperatura-tiempo y funcionando correctamente la válvula de desviación.
En cada proceso.
Supervisor del proceso de pasteurización
Detener el proceso térmico. Ajustar la válvula de desviación a la posición correcta. Reprocesar la leche.
Revisión diaria de todos los registros. Calibración trimestral del termógrafo.
Registro del termógrafo. Registros de la Calibración trimestral del termógrafo
Coagulación Deficiencia en la calidad, preparación y uso del cultivo afectan la coagulación. Cultivo contaminado por patógenos.
Cantidad y concentración de cultivo utilizado. Temperatura de esterilización 96ºC y de la inoculación 25ºC. Acidez del cultivo entre 85-95ml de NaOH O,1 N Prueba negativa para patógenos.
Análisis de la calidad de los cultivos. Preparación y uso del cultivo Temperatura utilizada en la preparación de cultivo iniciador Acidez Detección de los patógenos.
Ejecución de análisis a los cultivos. Inspección visual de la correcta preparación y uso de cultivo iniciador. Control de la temperatura Control de la acidez del cultivo iniciador Realizando detección de patógenos.
Lote de cultivo. Interdiaria. En cada proceso. Antes de utilizarlo. Variable.
Supervisor del laboratorio de control de calidad. Supervisor de producción. Analista de microbiología
Repetir los análisis. Desechar los cultivos deficientes. Establecer responsabilidades. Desechar el cultivo iniciador y establecer responsabilidades. Repetir análisis y/o modificar la cantidad a ser utilizado. No utilizar.
Revisión diaria de todos los registros.
Registro de los análisis de cada lote de cultivo. Registro de la inspección de preparación del cultivo. Registros de microbiología
Maduración Crecimiento de microorganismos patógenos
Temperatura de la cava de maduración < 10ºC. Completar tiempo mínimo de maduración (35 días)
Temperatura y HR. Tiempo de maduración
Vigilando la Temperatura y HR. Controlando el tiempo de maduración.
Al inicio y al final de la jornada diaria. Por lote/semanal
Supervisor de cavas de maduración
Revisar el funcionamiento del termostato y deshumidificador e informar a mantenimiento. Codificado del lote.
Revisión diaria de todos los registros
Registros de las cavas de maduración.
Nombre de la Empresa: De uso confidencial Dirección de la Empresa: Estado Portuguesa Venezuela Descripción del Producto: Queso Amarillo Tipo Gouda Almacenamiento y Distribución: el producto debe mantenerse en refrigeración a < 7 ºC tanto en las cavas de la empresa, durante su distribución y almacenamiento por el consumidor final. Uso y tipo de consumidor: el queso puede ser consumido directamente (sin preparación previa) empleado en la preparación de pasapalos, cremas. Puede ser consumido por todo el público Fecha_______________________________________ Firma________________________________________________________________ Fuente: Dávila, J y Otros (2006)
CC-Reconocimiento

83
Cuadro 7: Ejemplo de un cronograma de verificación (comprobación)
Discusión En el cuadro 5, se aprecia que los peligros biológicos tales como
presencia o crecimiento de microorganismos patógenos por insuficiente
enfriamiento de la leche durante su ordeño, transporte y almacenamiento o
contaminación con patógenos por deficiente limpieza de equipos, operarios y
del medio ambiente, son los que están afectando predominantemente el
proceso de elaboración del queso Gouda. El hecho de que los prerrequisitos
se estén cumpliendo en la planta antes de implementar el sistema HACCP,
Actividad de Verificación Frecuencia de la Actividad de Verificación Responsable Supervisor
Programar las actividades de verificación.
Validación inicial del plan Haccp.
Validación subsiguiente del plan.
Trimestralmente o cuando cambien las condiciones
en la empresa.
Previamente y durante la implementación inicial del
plan.
Cuando los límites críticos hayan cambiado, cuando
se produzcan cambios significativos en el
proceso, cuando el equipo o maquinaria se cambie o
después de fallas en el sistema.
Coordinador de Haccp.
Experto independiente.
Experto independiente.
Gerente de Planta.
Equipo Haccp.
Equipo Haccp.
Comprobación de la vigilancia de los PCC
como han sido descritos en el plan.
Revisión de la vigilancia y
registros de acciones correctivas para
demostrar conformidad con el plan.
Verificación integral del
sistema Haccp.
De acuerdo al plan Haccp (ejemplo, semanal,
mensual).
Mensual.
Anual.
Depende del supervisor del PCC (ejemplo,
supervisor de cavas de almacenamiento).
Departamento de Control
de Calidad.
Experto independiente.
De acuerdo al plan Haccp.
Equipo Haccp.
Gerente de Planta.
Fuente: FDA 1997
CC-Reconocimiento

84
permite disponer de un plan con la menor cantidad posible de PCC
facilitando su implementación y control. En el cuadro 6, se observan los
siguientes PCC: pasteurización, coagulación y maduración.
Originalmente se consideró la etapa de la recepción de la leche cruda
como un PCC, luego se definió como un punto de control debido a que la
empresa está realizando estrictamente un control de los proveedores,
quedándose solo con aquellos que traen a la planta leche fría con una
temperatura ≤7°C y un tiempo de reducción del azul de metileno (TRAM) >
2h. Además, el peligro de producción de toxinas por Staphylococcus aureus
en la leche cruda durante su transporte y almacenamiento, es poco probable,
por ser un mal competidor en presencia de los variados microorganismos
presentes en la leche cruda.
Cabe destacar, la importancia de aplicar de manera obligatoria la prueba
de antibióticos dentro de los análisis físico-químicos que se realizan a la
leche cruda en la etapa de su recepción en la planta, de aceptar solo la leche
que esté libre de antibióticos y de llevar un registro, evaluación y seguimiento
del proveedor en cuanto al cumplimiento de los requisitos establecidos. La
leche debe permanecer refrigerada entre 4 y 8ºC por un tiempo máximo de
20 h. En la planta se pasteuriza la leche empleando un límite operacional de
76 ±1ºC por 15 s para evitar riesgos de desvío del límite crítico de 72ºC por
15s y la sobrevivencia de patógenos por un deficiente procesamiento
térmico.
El plan debe ser verificado para asegurarse que opera efectivamente, en
el cuadro 7, se muestra un ejemplo de un cronograma de verificación
(comprobación). Los puntos a considerar en la comprobación son la revisión
integral del plan, el acatamiento de los PCC y límites críticos, la confirmación
del cumplimiento de los procedimientos, mediante revisión de los registros de
las correcciones, desviaciones o gráficos de control y la frecuencia. El plan
HACCP y los registros correspondientes deben ser archivados en la planta.
CC-Reconocimiento

85
El equipo HACCP debe mantenerse actualizado en las modificaciones de los
reglamentos y normas establecidas, tanto por los organismos sanitarios
oficiales como las referidas por expertos o investigadores del área.
3.3 Ejemplo 3. Diseño de un Plan de Análisis de Peligros y puntos Críticos de Control (Haccp) para el Aseguramiento de la Inocuidad de la Mortadela Elaborada por una Empresa de Productos Cárnicos.
Figura 10. Secuencia Lógica para la Aplicación de un Sistema HACCP
Etapas Procedimientos Haccp
1. Definición del ámbito de estudio
2. Selección del equipo de trabajo
3. Descripción del producto
4. Determinación del uso del producto
5. Determinación del diagrama de flujo
6. Verificación práctica del diagrama de flujo
7. Análisis de peligros y asignación de categorías de riesgo
8. Determinación de los PCC
CC-Reconocimiento
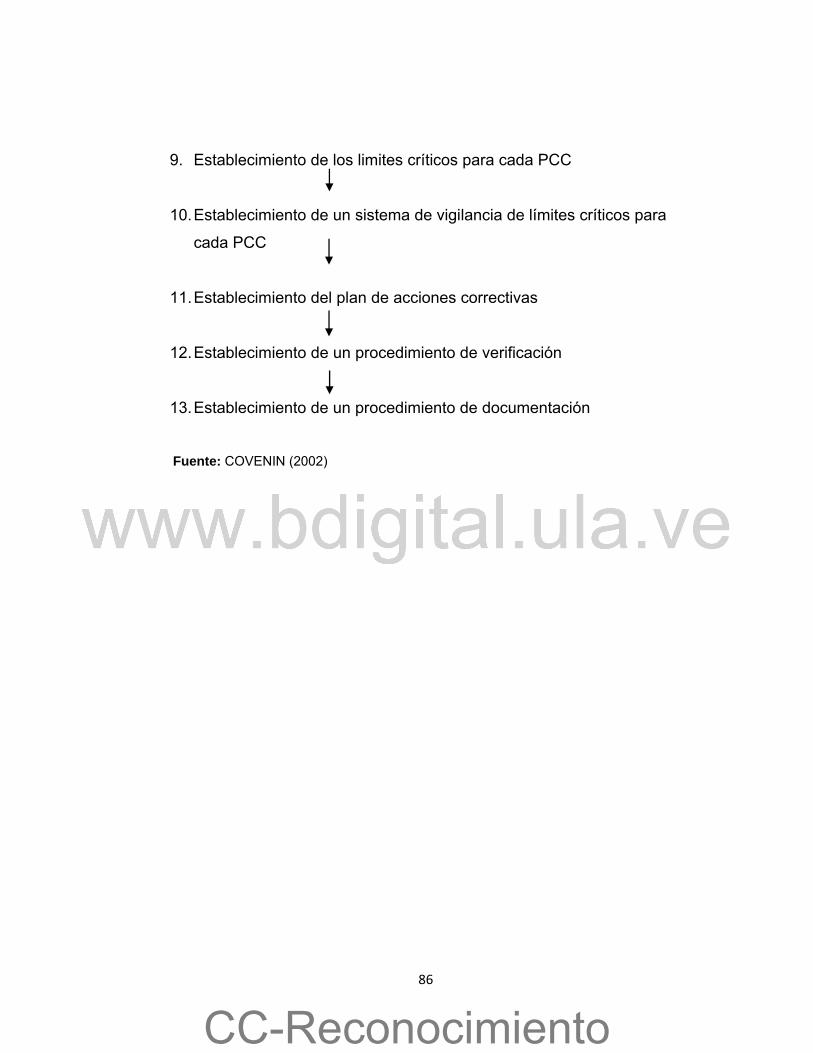
86
9. Establecimiento de los limites críticos para cada PCC
10. Establecimiento de un sistema de vigilancia de límites críticos para
cada PCC
11. Establecimiento del plan de acciones correctivas
12. Establecimiento de un procedimiento de verificación
13. Establecimiento de un procedimiento de documentación
Fuente: COVENIN (2002)
CC-Reconocimiento

87
Figura 11. Diagrama de Flujo de la Mortadela Tipo Especial
(1) Materia Prima No Cárnica (2) Materia Prima Cárnica Fuente: Parra J. (2012)
Recepción de M.P.C (2)
Recepción de Carne
Refrigeración
Molinos
Refrigeración
Embalse
Almacenamiento en Refrigeración
Recepción de cuerpo
Recepción de Tocino
CongelaciónCongelación
Hornos
Mezcladora
Embutidora
Refrigeración
Congelación
Troceador Picadora
Ingredientes y Aditivos
Enfriamiento
Distribución
Refrigeración
Troceador
Molinos Emulsificador
Almacenamiento
Recepción M.P.N.C. (1)
Dpto. de Mezclas
CC-Reconocimiento

88
Figura 12 Árbol de Decisión para la Determinación de un Punto Crítico de Control P1. ¿Existen medidas preventivas para el peligro identificado?
Si No Modifique la etapa, proceso/ producto
¿Es el control en esta etapa Si necesario para la inocuidad ?
No No es Pcc Para (*)
P2. ¿Esta etapa elimina el peligro o reduce su frecuencia a un nivel aceptable ?
Si
No
P3. ¿Podría ocurrir la contaminación por encima del nivel aceptable ó llegar a un nivel inaceptable ?
Sí No No es PCC Para (*)
P4. ¿Se puede eliminar el peligro identificado en una etapa posterior o reducir su frecuencia a nivel aceptable?
No
Si No es PCC Para (*) Punto Crítico de Control
(*) Pase a la etapa siguiente Fuente: COVENIN (2002) (7)
CC-Reconocimiento
89
Una vez realizado el estudio en la línea de Mortadela tipo Especial en la
empresa de productos cárnicos se desarrollaron las diferentes etapas que
comprenden el Sistema de Haccp, obteniéndose los siguientes resultados:
El equipo de trabajo Haccp se constituyó con las siguientes personas:
Especialistas en Calidad, Producción, Higiene y Saneamiento de la planta,
Mantenimiento y Recursos Humanos.
El Diagrama de flujo se amplió con la descripción del proceso, desde las
materias primas hasta la distribución del producto, lo cual se puede observar
en la figura 11.
El Análisis de peligros y asignación de categorías de riesgo, se puede
observar en la cuadro 8.
Los resultados de la asignación de categorías de riesgos microbiológicos
se encuentran en la cuadro 9.
La asignación de categorías de riesgos químicos y físicos se puede
observar en la cuadro 10.
Los puntos críticos de control (PCC), se pueden observar en la cuadro
11.
El establecimiento de los Límites Críticos para cada Punto Crítico de
Control, de un sistema de monitoreo, de un plan de acciones correctivas y de
un procedimiento de documentación, se pueden observar en la cuadro 12.
CC-Reconocimiento

90
Cuadro 8 Análisis de peligros: mortadela tipo especial
Tipos de peligros potenciales Ingredientes Microbiológico Químico Físico
Carne de res Salmonella, L. monocytogenes, E. coli O157:H7, C. perfringens C. botulinum
Plaguicidas, desinfectantes
Metales
Cuero Salmonella, L. monocytogenes, S. aureus, B. cereus
Plaguicidas, desinfectantes
Metales
Tocino Salmonella, L. monocytogenes, E. coliO157:H7, S. aureus, C. perfringens
Plaguicidas, desinfectantes
Metales
Sal No contiene Nitrito Piedras Especias Salmonella,
S. aureus, Esporulados
Plaguicidas Piedras, palos, excrementos, insectos y sus huevos y larvas
Azúcar No contiene Plaguicidas Piedras, palos. Harina de trigo Salmonella,
S. aureus, Esporulados
Plaguicidas Piedras, palos, insectos y sus huevos y larvas
Aislado proteínico de soya
Salmonella, S. aureus, Esporulados
Plaguicidas Piedras, palos, insectos y sus huevos y larvas
Aditivos No contiene Contaminantes químicos
No contiene
Agua Patógenos entéricos Contenido de metales, desinfectantes y productos químicos
No contiene
Hielo Patógenos entéricos Contenido de metales, desinfectantes y productos químicos
No contiene
Fuente: Parra J. (2012)
CC-Reconocimiento

91
Cuadro 9 Peligros Microbiológicos: Mortadela Tipo Especial
Asignación de riesgos para peligros microbiológicos Materias primas o
ingredientes y producto
terminado
A Población especial de alto riesgo
B Ingredientes
sensibles
C Existe una
etapa en el
proceso que
destruya los
microor-ganismos
D Reconta-minación entre el proceso
y el empaque
E Manejo
abusivo en la
distribución /
consumidor
F Existe un
tratamiento térmico aplicado
por el consumidor
Categorías de riesgo
Carne de res 0 + Si + + Si III Cuero 0 + Si + + Si III Tocino 0 + Si + + Si III Sal 0 0 Si 0 0 Si O Especias 0 + Si + 0 Si II Azúcar 0 0 Si 0 0 Si O Harina de trigo 0 + Si 0 0 Si I
Aislado proteínico de soya
0 + Si 0 0 Si I
Aditivos 0 0 0 0 0 0 O Agua 0 + 0 + 0 0 II Hielo 0 + 0 + 0 0 II
Producto Terminado (refrigeración)
+ + 0 + + + V
+ = Con riesgo Fuente: Parra J. (2012)
CC-Reconocimiento
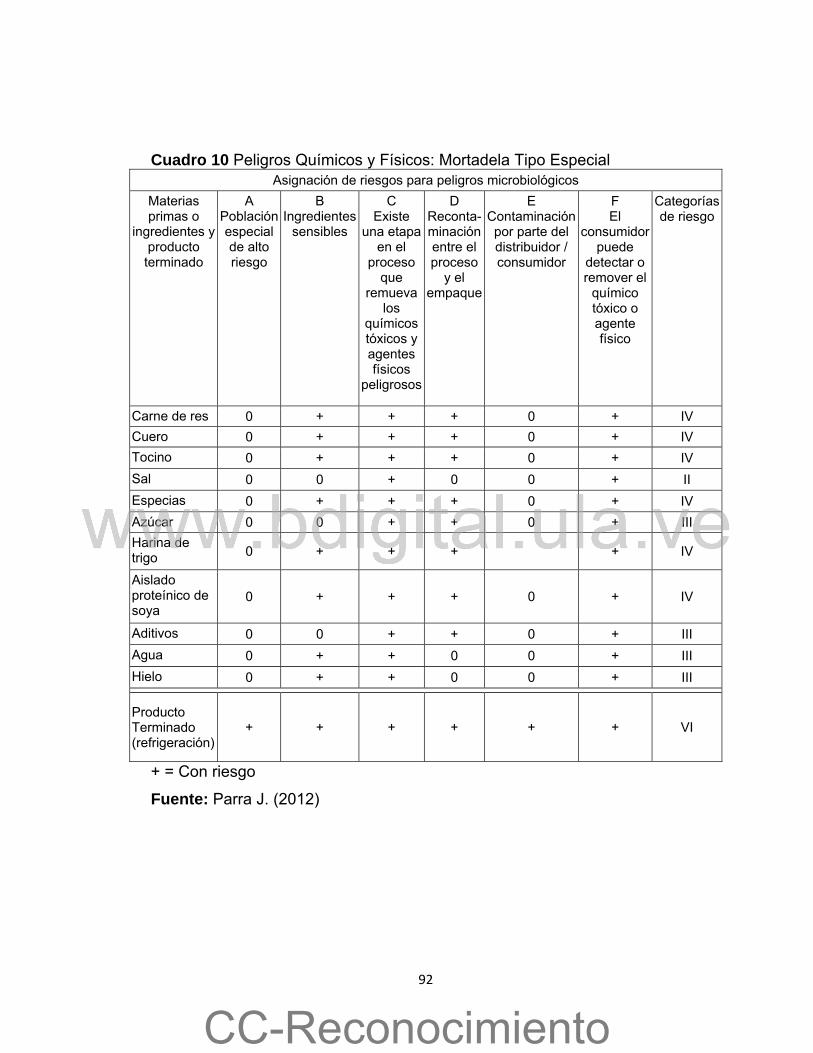
92
Cuadro 10 Peligros Químicos y Físicos: Mortadela Tipo Especial Asignación de riesgos para peligros microbiológicos
Materias primas o
ingredientes y producto terminado
A Población especial de alto riesgo
B Ingredientes
sensibles
C Existe
una etapa en el
proceso que
remueva los
químicos tóxicos y agentes físicos
peligrosos
D Reconta-minación entre el proceso
y el empaque
E Contaminación por parte del distribuidor /consumidor
F El
consumidor puede
detectar o remover el
químico tóxico o agente físico
Categorías de riesgo
Carne de res 0 + + + 0 + IV Cuero 0 + + + 0 + IV Tocino 0 + + + 0 + IV Sal 0 0 + 0 0 + II Especias 0 + + + 0 + IV Azúcar 0 0 + + 0 + III Harina de trigo 0 + + + + IV
Aislado proteínico de soya
0 + + + 0 + IV
Aditivos 0 0 + + 0 + III Agua 0 + + 0 0 + III Hielo 0 + + 0 0 + III
Producto Terminado (refrigeración)
+ + + + + + VI
+ = Con riesgo
Fuente: Parra J. (2012)
CC-Reconocimiento

93
Cuadro 11 Puntos Críticos de Control: Mortadela Tipo Especial
Etapa Respuestas al árbol de decisiones
P1 P2 P3 P4 ¿PCC?Recepción de Materia Prima Cárnica Si No Si Si NO Suministro de Agua Si No No Na NO Recepción de Materia Prima No Cárnica Si No Si Si NO Almacenamiento de Materia Prima Cárnica (Congelación) Si No No Si NO
Almacenamiento de Materia Prima No Cárnica Si No Si Si NO
Refrigeración (Carne, Cuero, Tocino) Si No No No NO Troceador Si No Si Si NO Picadora Si No Si Si NO Molinos Si No Si Si NO Mezcladora Si Si Na Na SI Embutidora Si No Si Si NO Material de Empaque Si No Si Si NO Cava de Refrigeración Producto Embutido Si No Si Si NO
Hornos Si Si Na Na SI Enfriamiento Si No Si No SI Embalaje y Almacenamiento Si No Si No SI Distribución Si No Si No SI Fuente: Parra J. (2012) Dónde:
P1: ¿Existen medidas preventivas de control?
P2: ¿Ha sido la fase específicamente concebida para eliminar o reducir a un nivel aceptable
la posible presencia de un riesgo o peligro?
P3: ¿Podría producirse una contaminación con riesgos o peligros identificados superiores a
los niveles aceptables, o podrían estos aumentar a niveles inaceptables?
P4: ¿Se eliminarán los riesgos o peligros identificados o se reducirá su posible presencia a
un nivel aceptable en una fase posterior?
Na: No aplica
CC-Reconocimiento

94
Cuadro 12: Límites Críticos para cada Punto Crítico de Control, Sistema de
Vigilancia, y Medidas Correctivas: Mortadela Tipo Especial.
Fuente: Parra J. (2012)
Estas verificaciones, serán realizadas por personal que integra el equipo
HACCP. La verificación de los PCC incluye la revisión del control de los
parámetros determinados en cada punto crítico. El procedimiento de
Verificación para el control de los PCC se encuentra en la Cuadro 13.
PCC Límite crítico Sistema de vigilancia Medidas correctivas
Mezcladora * Límite de aditivos autorizados(NaCl máx. 2%, Nitrito máx. 150 ppm, Nitrato máx. 150 ppm)
* Control de la pesada, identificación y preparación de los aditivos utilizados en producción * Control del funcionamiento de equipos de pesada * Adecuada identificación de cada uno de los aditivos
* De acuerdo al error de pesada, tomar las medidas respectivas para el caso * Revisar programa de mantenimiento y calibración de los equipos de pesada
Hornos * Mínimo 72 ºC en el centro de la pieza por 30 min.
* Registro de los tiempos y temperaturas de cocción
* Ajustar el programa de cocción * Revisar programa de mantenimiento de los hornos
Enfriamiento * Temperatura del agua de enfriamiento = 20 ºC * Niveles de cloro residual = 0,1 ppm
* Control de la temperatura del agua de enfriamiento * Determinación de los niveles de cloro residual
* Revisión de la temperatura del agua de enfriamiento * Revisar programa de tratamiento del agua
Embalaje y Almacenamiento
* Temperatura de conservación entre5 y 7ºC
* Control de temperatura de la cava de almacenamiento
* Revisión de la temperatura de la cava de almacenamiento * Mantenimiento de los equipos
Distribución * Temperatura de conservación entre 5 y 7ºC
* Control de temperatura del transporte * Revisión de la carga
* Mantenimiento de los equipos * Revisión de temperatura
CC-Reconocimiento

95
Cuadro 13 Procedimiento de Verificación y Registro: Mortadela Tipo Especial
PCC Verificación de los puntos críticos de control Registros
Mezcladora Verificar que los límites críticos de aditivos autorizados han sido adecuadamente determinados para el control del riesgo microbiológico (C. botulinum, L. monocytogenes, E. coli O157:H7); el cumplimiento del control de pesada e identificación y preparación de las mezclas; que se aplicaron las medidas respectivas, si se comete algún error en la pesada; que fue realizada la revisión del programa de mantenimiento y calibración de los equipos de pesada como medida correctiva en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; revisar los registros de identificación, pesada y entrega de las mezclas a producción; revisar los registros de mantenimiento y calibración de los equipos de pesada.
* Registros de identificación y entrega de los aditivos a producción
* Registros de mantenimiento y calibración de equipos de pesada
* Registros de pesada de todos los ingredientes
Hornos Verificar: que los límites críticos para la temperatura en el centro de la pieza y el tiempo de cocción han sido adecuadamente determinados para el control del riesgo microbiológico (C. botulinum, L. monocytogenes, E. coli O157:H7); los registros de tiempos y temperatura de cocción; que fue aplicado el ajuste del programa de cocción como medida correctiva en caso de detectarse desviaciones fuera de los límites críticos y fue efectivo para garantizar la inocuidad del producto; se realizó la revisión del programa de mantenimiento de los hornos como medida correctiva en caso de detectarse desviaciones en los límites críticos y ésta fue efectiva para garantizar la inocuidad del producto; revisar registros del tratamiento térmico y tiempo de cocción; revisar registros de mantenimiento de los hornos
* Registros de temperatura y tiempo de cocción
* Registros del mantenimiento de los hornos
Enfriamiento Verificar: que los límites críticos para la temperatura del agua de enfriamiento y los niveles de cloro residual han sido adecuadamente determinados para el control del riesgo microbiológico (C. botulinum, L. monocytogenes, E. coli O157:H7); que fue realizada la revisión de la temperatura del agua de enfriamiento como
* Registros de tiempo y temperatura de enfriamiento
* Registros de la
CC-Reconocimiento

96
medida correctiva en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; que fue realizada la revisión del programa de tratamiento del agua como acción correctiva, en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; revisar los registros de tiempo y temperatura de enfriamiento; revisar los registros de los resultados obtenidos en los análisis de laboratorio
concentración de cloro residual
Embalaje y Almacenamiento
Verificar: que el límite crítico de temperatura de conservación ha sido adecuadamente determinado para el control del riesgo microbiológico (C. botulinum, L. monocytogenes, E. coli O157:H7); que fue realizada adecuadamente la revisión de la temperatura en la cava de almacenamiento como medida correctiva en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; la realización adecuada del mantenimiento de los equipos como medida correctiva en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; revisar los registros de temperatura de la cava de almacenamiento del producto terminado
* Registros de temperatura y humedad relativa de la cava de almacenamiento de producto terminado
Distribución Verificar: que el límite crítico de temperatura de conservación fue determinado adecuadamente para el control del riesgo microbiológico (C. botulinum, L. monocytogenes, E. coli O157:H7); que se cumple el control de temperatura del transporte; que se cumple la revisión de la carga; que fue aplicado debidamente el mantenimiento de los equipos como medida correctiva en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; que fue realizada la revisión de la temperatura de conservación como medida correctiva en caso de detectarse desviaciones en los límites críticos y que ésta fue efectiva para garantizar la inocuidad del producto; revisar el registro de conformidad de salida del transporte
* Registro de conformidad de la salida del transporte
* Registros de temperatura
Fuente: Parra J. (2012)
CC-Reconocimiento

97
Una vez completada la etapa de verificación, debe prepararse un reporte
escrito para certificar que el plan Haccp se está ejecutando tal como fue
diseñado. Las desviaciones del plan Haccp deben estar listadas en el reporte
y éstas deben ser discutidas con la Gerencia de la planta. Igualmente deben
estar documentadas las acciones correctivas tomadas en respuesta a cada
una de las desviaciones identificadas.
Discusión Mediante el desarrollo de las diferentes etapas que comprende el Sistema
Haccp se realizó el diseño del Programa Haccp para la elaboración de la
Mortadela tipo Especial, que permitirá el abastecimiento de un producto de
calidad e inocuo al consumidor, con base en la prevención y en el control de
los factores que afectan al proceso de fabricación, en lugar de hacerlo
mediante el control en la inspección del producto terminado.
Debido a que microorganismos patógenos como Listeria monocytogenes
y E. coli O157:H7 pueden ser resistentes a diversas condiciones ambientales
tales como bajo pH, altas concentraciones de cloruro de sodio, y sobreviven
al secado y al almacenamiento frío; el tratamiento térmico aplicado, la mezcla
de sales de curado y el pH del producto, controlarán el riesgo de transmisión
de estos patógenos y garantizarán la obtención de un producto inocuo al
consumidor.
En base al diseño del Programa Haccp para la elaboración de la
Mortadela y en beneficio de su correcto funcionamiento se recomienda:
Implementar el Programa Haccp para la Mortadela tipo Especial; implementar
análisis de detección e identificación de microorganismos patógenos (Listeria
monocytogenes y E. coli O157:H7) tanto en materia prima cárnica como en
producto terminado, debido a la información epidemiológica disponible que
relaciona este tipo de producto con esos riesgos; establecer un sistema de
control de peligros físicos y químicos que incluya realizar análisis de
CC-Reconocimiento

98
determinación de plaguicidas en la materia prima cárnica y no cárnica y
análisis de larvas y huevos de insectos en materia prima no cárnica;
Así mismo, se recomienda el control de los piensos para los animales
cuya carne es considerada un insumo para esta industria; establecer un
programa de entrenamiento al personal involucrado en la implementación del
Programa Haccp para mantenerlos actualizados; mantener al personal
motivado, permitiendo que éste se involucre en todos los aspectos
relacionados con la implementación del Programa y así comprenda los
objetivos del trabajo.
Después de un año de haberse puesto en funcionamiento el plan y
realizadas las verificaciones del Programa Haccp correspondientes, se
recomienda realizar éstas cada 6 meses en vez de cada 3 meses, a menos
que se presenten problemas durante ese tiempo; establecer una campaña
entre Distribuidores y Puntos de Venta de la conveniencia de mantener los
productos refrigerados a la temperatura recomendada de forma constante,
esto conllevaría a que el producto llegue al consumidor en condiciones
inocuas; implementar el Sistema de Haccp en todos los productos
elaborados en la Empresa, para así fortalecer la competitividad nacional e
internacional.
Ejemplo 4. Diseño de un plan HACCP en el Procesamiento Industrial de Sardinas Congeladas.
Cuadro 14. Registro de tiempo-temperatura, características sensoriales, tallas y nivel
de histamina de lotes de sardinas mantenidas en las cavas del barco para su
recepción por la planta.
CC-Reconocimiento

99
Nº
Lote
Tiempo de trayectoria maritime
Tº máxima registrada (ºC)
Características sensoriales
Características de talla
Histamina (ppm)
1 6 h 4,0 Optimas 2,5 % < 17 cm
97,5 % >17
cm
N.D
2 7 h 2,5 Optimas 7 % < 17 cm 93 % >17 cm
N. D
3 10 h 7,0 Buenas 10 % < 17 cm 90 % > 17 cm
5 ppm
Fuente: Rosa y Reyes (2009) N.D= No detectado
Requisitos: Nivel exigido de histamina en pescado fresco: 50 ppm (FDA), 100 ppm
(Codex Stand 36).
Nivel máx. Histamina permitida en productos terminados: 200 ppm en sardina
enlatada (Norma COVENIN 1087 y Codex Stan 94).
CC-Reconocimiento

100
Cuadro 15 Análisis de Peligros: Sardina Entera Congelada Ingrediente / Etapa del proceso
Identifique los peligros potenciales, asociados con esta etapa
Es el peligro identificado, significativo para la inocuidad del alimento?
Justifique su decisión
¿Qué medidas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
RECEPCIÓN DE SARDINAS EN EL MUELLE
Biológicos: -Presencia de Patógenos. -Químicos: -Desarrollo de Histamina. Contaminación con lubricantes y/o combustible. Físicos Presencia de objetos, madera, vidrio, metales, etc.
SI
Si
No
Si
Presencia de flora patógena proveniente de costas contaminadas como algunos vidrios o entero bacterias Histamina se desarrolla a temperaturas > 4,0 ºC por 4 h -8 h acumuladas, una vez producida no se elimina por tratamiento posterior. Poca probabilidad de producirse este tipo de contaminación. Los objetos extraños, pueden no detectarse en esta etapa y representan riesgo a la salud del consumidor.
Prevenir la captura en costas Contaminadas Suministrar suficiente hielo para enfriar las sardinas < 4,0 ºC desde la captura hasta la recepción en el muelle. Prevenir la captura en costas contaminadas. Extracción manual de objetos no característicos en la materia prima, detectables a simple vista
NO
SI
NO
NO
TRANSPORTE DE LAS SARDINAS A LA PLANTA
Biológicos: -Crecimiento de patógenos, debido a enfriamiento insuficiente y manipulación Químicos: -Desarrollo de histamina Físicos: -Presencia de objetos, madera, vidrio, metales etc
SI
SI
SI
Desarrollo de microorganismos en la materia prima sin hielo y producción irreversible de histamina, lo que representa un riesgo a la salud. Desarrollo de histamina por retrasos (>90 min) y temperaturas (>8 ºC) en el traslado de las sardinas (enfriadas con el mismo hielo colocado durante la travesía en el barco) en camiones hasta la planta. Los objetos extraños representan riesgo a la salud del consumidor.
Suministro de hielo para enfriar la sardina. Manipulación cuidadosa para evitar roturas de vísceras y exposición de patógenos. Control de temperatura, evaluación propiedades sensoriales de la sardina recibida en planta. Minimizar el tiempo de recepción de las sardinas en la planta (≤ 90 min) Serán extraídos en la etapa de selección.
NO
SI
NO
CC-Reconocimiento

101
Cuadro 15 Continuación Ingrediente / Etapa del proceso
Identifique los peligros potenciales, asociados con esta etapa
Es el peligro identificado, significativo para la inocuidad del alimento?
Justifique su decisión
¿Qué medidas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
RECEPCIÓN DE SARDINAS EN LA PLANTA.
Biológicos: -Crecimiento de patógenos por enfriamiento insuficiente. Contaminación bacteriana por equipos, operarios o prácticas no higiénicas Químicos: Desarrollo de histamina. Físicos: -Presencia de objetos, madera, vidrio, metales etc.
SI
SI
SI
Los microorganismos ocasionan ETA, la sardina debe llegar refrigerada a la planta para evitar multiplicación de patógenos Desarrollo de histamina por demoras (> 1 h) y temperatura (> 4 ºC) en el traslado de las sardinas en camiones hasta la planta. Los objetos extraños representan riesgo a la salud del consumidor
Prever el nivel adecuado de hielo para enfriar el pescado mientras se efectúa la carga. Evitar retrasos > 1 h en la carga y traslado hasta la planta. BPF y POES. Control de temperatura, evaluación propiedades sensoriales de la sardina. -Minimizar el tiempo en la carga y traslado a la planta (≤ 90 min). Serán extraídos en la etapa siguiente de selección.
SI
NO
LAVADO Y SELECCIÓN DE LAS SARDINAS.
Biológicos Contaminación de las sardinas con el agua del lavado. Químico Exceso de cloro libre residual en las sardinas Físico Presencia de objetos, sardinas rotas y otras especies.
SI
SI
NO
Presencia de flora patógena en el agua y en el hielo de enfriamiento, tales como vidrio, entero bacterias, etc., que pueden causar ETA. El exceso de cloro residual en los alimentos tiene efectos tóxicos en el organismo (máx. 5 ppm). Exclusión de objetos extraños, sardinas rotas, especies no características, son medidas de control del proceso.
Correcta aplicación del POES Nº 1, en cuanto al saneamiento del agua. Correcta aplicación de POES. Mantener el control de parámetros durante el proceso.
NO
NO
NO
Fuente: Rosa y Reyes (2009)
CC-Reconocimiento

102
Cuadro 15 Continuación Ingrediente / Etapa del proceso
Identifique los peligros potenciales, asociados con esta etapa
Es el peligro identificado, significativo para la inocuidad del alimento?
Justifique su decisión
¿Qué medidas pueden aplicarse para el control de los peligros?
¿Es este paso un PCC? (Si/No)
PESADO DE LAS SARDINAS.
Biológicos: Presencia de patógenos en las sardinas. Químicos: Inexistente Químicos: Inexistente
NO
NO
NO
--------------------- --------------------- ---------------------
-------------------- --------------------- -----------------------
NO
NO
NO
CONGELADO
Biológicos: Ninguno Químicos: Oxidación de lípidos Físicos: Ninguno.
NO
SI
NO
-------------------- Oxidación de lípidos origina cambios de sabor, olor y color, generando productos tóxicos y deteriora la calidad. ------------------
-------------------- Etapa de congelación debe ser entre 18 h a 36 h y temperaturas entre -25 ºC a -28 ºC. Empaque debe evitar la deshidratación y oxidación de la sardina. ------------------------
NO
NO
NO
EMBOLSADO DEL BLOQUE
Biológicos: Presencia de tóxicos y/o patógenos en el material de empaque. Químicos: Ninguno Físicos: -Presencia de alambres de amarrar en el producto terminado, debido a incorrecta manipulación en esta etapa.
SI
NO
NO
Contaminación del material de empaque con lubricantes, patógenos, etc. que ocasionarían efectos adversos al consumidor ------------------- Los objetos extraños representan riesgo a la salud del consumidor.
Controlados por aplicación de POES Nº5. ------------------ Aplicar correctamente las BPF y POES
NO
NO
NO
PALETIZADO Y ALMACENAMIENTO.
Biológicos Contaminación del producto terminado con patógenos por ruptura del empaque durante el paletizado. Químicos: Ninguno Físicos: Ninguno
SI
NO
NO
Los microorganismos patógenos presenten es las superficies de las paletas, el suelo, en contacto con el alimento, pueden ocasionar ETA. ------------------
----------------
Precaución al manipular las bolsas y las paletas con el montacargas. Aplicación correcta de POES Nº 5.
------------------ ---------------
NO
NO
NO
Fuente: Rosa y Reyes (2009)
CC-Reconocimiento
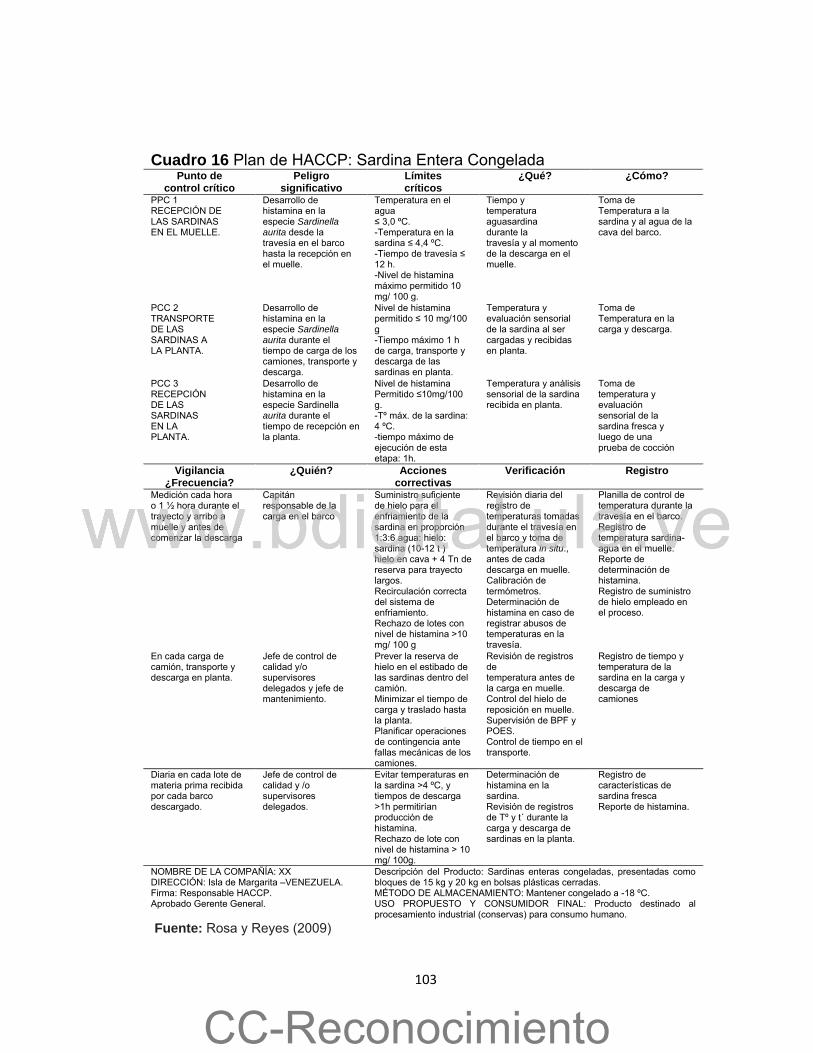
103
Cuadro 16 Plan de HACCP: Sardina Entera Congelada Punto de
control crítico Peligro
significativo Límites críticos
¿Qué? ¿Cómo?
PPC 1 RECEPCIÓN DE LAS SARDINAS EN EL MUELLE.
Desarrollo de histamina en la especie Sardinella aurita desde la travesía en el barco hasta la recepción en el muelle.
Temperatura en el agua ≤ 3,0 ºC. -Temperatura en la sardina ≤ 4,4 ºC. -Tiempo de travesía ≤ 12 h. -Nivel de histamina máximo permitido 10 mg/ 100 g.
Tiempo y temperatura aguasardina durante la travesía y al momento de la descarga en el muelle.
Toma de Temperatura a la sardina y al agua de la cava del barco.
PCC 2 TRANSPORTE DE LAS SARDINAS A LA PLANTA.
Desarrollo de histamina en la especie Sardinella aurita durante el tiempo de carga de los camiones, transporte y descarga.
Nivel de histamina permitido ≤ 10 mg/100 g -Tiempo máximo 1 h de carga, transporte y descarga de las sardinas en planta.
Temperatura y evaluación sensorial de la sardina al ser cargadas y recibidas en planta.
Toma de Temperatura en la carga y descarga.
PCC 3 RECEPCIÓN DE LAS SARDINAS EN LA PLANTA.
Desarrollo de histamina en la especie Sardinella aurita durante el tiempo de recepción en la planta.
Nivel de histamina Permitido ≤10mg/100 g. -Tº máx. de la sardina: 4 ºC. -tiempo máximo de ejecución de esta etapa: 1h.
Temperatura y análisis sensorial de la sardina recibida en planta.
Toma de temperatura y evaluación sensorial de la sardina fresca y luego de una prueba de cocción
Vigilancia ¿Frecuencia?
¿Quién? Acciones correctivas
Verificación Registro
Medición cada hora o 1 ½ hora durante el trayecto y arribo a muelle y antes de comenzar la descarga
Capitán responsable de la carga en el barco
Suministro suficiente de hielo para el enfriamiento de la sardina en proporción 1:3:6 agua: hielo: sardina (10-12 t ) hielo en cava + 4 Tn de reserva para trayecto largos. Recirculación correcta del sistema de enfriamiento. Rechazo de lotes con nivel de histamina >10 mg/ 100 g
Revisión diaria del registro de temperaturas tomadas durante el travesía en el barco y toma de temperatura in situ., antes de cada descarga en muelle. Calibración de termómetros. Determinación de histamina en caso de registrar abusos de temperaturas en la travesía.
Planilla de control de temperatura durante la travesía en el barco. Registro de temperatura sardina- agua en el muelle. Reporte de determinación de histamina. Registro de suministro de hielo empleado en el proceso.
En cada carga de camión, transporte y descarga en planta.
Jefe de control de calidad y/o supervisores delegados y jefe de mantenimiento.
Prever la reserva de hielo en el estibado de las sardinas dentro del camión. Minimizar el tiempo de carga y traslado hasta la planta. Planificar operaciones de contingencia ante fallas mecánicas de los camiones.
Revisión de registros de temperatura antes de la carga en muelle. Control del hielo de reposición en muelle. Supervisión de BPF y POES. Control de tiempo en el transporte.
Registro de tiempo y temperatura de la sardina en la carga y descarga de camiones
Diaria en cada lote de materia prima recibida por cada barco descargado.
Jefe de control de calidad y /o supervisores delegados.
Evitar temperaturas en la sardina >4 ºC, y tiempos de descarga >1h permitirían producción de histamina. Rechazo de lote con nivel de histamina > 10 mg/ 100g.
Determinación de histamina en la sardina. Revisión de registros de Tº y t´ durante la carga y descarga de sardinas en la planta.
Registro de características de sardina fresca Reporte de histamina.
NOMBRE DE LA COMPAÑÍA: XX DIRECCIÓN: Isla de Margarita –VENEZUELA. Firma: Responsable HACCP. Aprobado Gerente General.
Descripción del Producto: Sardinas enteras congeladas, presentadas como bloques de 15 kg y 20 kg en bolsas plásticas cerradas. MÉTODO DE ALMACENAMIENTO: Mantener congelado a -18 ºC. USO PROPUESTO Y CONSUMIDOR FINAL: Producto destinado al procesamiento industrial (conservas) para consumo humano.
Fuente: Rosa y Reyes (2009)
CC-Reconocimiento

104
Discusión Registro de Tiempo y Temperatura en Diferentes Etapas del Proceso
El tiempo transcurrido desde la captura, almacenamiento en el barco y
transporte hasta el muelle de descarga, varió entre 3 h a 10 h. Al momento
de la descarga en el muelle, las sardinas capturadas en caladeros del Edo.
Nueva Esparta (lotes 1 y 2) alcanzaron temperaturas entre 2,5 ºC y 4,0 ºC en
las cavas de los barcos y el agua de enfriamiento registró temperaturas entre
1 ºC y 2 ºC, considerándose adecuada la reposición de hielo. En las sardinas
traídas desde el Edo. Sucre (lote 3) las temperaturas al momento de
descarga fueron mayores de 5,0 ºC con tiempos de traslado de hasta 10 h.
Según la FDA (2008), si el almacenamiento refrigerado del pescado se
prolonga de 4 h a 8 h, las temperaturas deben ser menores a los 4,0 ºC. De
los lotes analizados, el lote 3 no cumplió con este criterio.
Adicionalmente, la FDA ha establecido las siguientes medidas de control
para prevenir el desarrollo de histamina: a) El pescado fresco no debe
permanecer por más de 4 h (acumuladas) a temperaturas mayores de 4 ºC,
si en algún momento el pescado ha estado expuesto a temperaturas
mayores de 21 ºC. b) El pescado fresco no debe permanecer expuesto por
más de 8 h (acumuladas) a temperaturas mayores de 4 ºC, siempre y cuando
ninguna porción del pescado haya superado los 21 ºC.
Análisis Físico-Químicos En el cuadro 14, se observa que la talla de más del 90% de las sardinas
estudiadas fue mayor de 17 cm, cumpliendo con la regulación nacional
establecida para esta especie. Se aprecia que el lote 3 registró una
temperatura máxima de 7,0 ºC y un tiempo de trayectoria marítima de 10 h,
el análisis sensorial arrojó olor a algas marinas, pérdida de escamas,
CC-Reconocimiento

105
branquias rojas pálidas, buenas condiciones de frescura en general, sin
embargo se determinó el nivel de histamina, debido a exceso en los límites
de tiempo y temperatura establecidos por la FDA (2008). El nivel de
histamina hallado es menor al límite máximo de 50 ppm establecido por la
FDA. También es menor al límite que señala el CODEX STAN (19) para
pescados a congelar, CODEX STAN (20) para sardina enlatada y COVENIN
(21). Las características sensoriales señaladas y el valor de histamina,
evidencian fallas en el sistema de enfriamiento durante el trayecto del barco
hasta el muelle de recepción. Análisis de Peligros y Determinación de Medidas de Control (Principio 1)
En el cuadro 15, se observan los peligros identificados en cada una de las
etapas del proceso, éstos se refieren al crecimiento bacteriano autóctono
(Clostridium y Vibrios) y consecuente desarrollo de histamina en la sardina
por un enfriamiento deficiente y/o exceso de manipulación; también se
refieren a la presencia de objetos extraños, exceso de cloro en el lavado,
contaminación bacteriana (de la familia de las Enterobacterias) y química,
cuyas medidas de control consisten en la regulación del tiempo y la
temperatura del proceso y en el cumplimiento de los programas
prerrequisitos.
En este sentido, indica que generalmente los peligros potenciales en los
productos pesqueros están asociados con abusos de tiempo y temperatura
durante el almacenamiento, que permiten deterioro temprano en la materia
prima por acción bacteriana y por manipuleo en el proceso, así como el
crecimiento de patógenos. Cabe mencionar, que la producción bacteriana de
histamina en sardinas, representa un peligro significativo, ya que es
frecuente hallar altos niveles de histamina en lotes que han sufrido abusos
CC-Reconocimiento

106
de temperatura (mayor de 4 °C) por más de 8 h durante su transporte o
almacenamiento, que luego han sido implicados en ETA.
Determinación de los Puntos de Control Crítico (Principio 2) En el cuadro 15, luego de aplicar el árbol de decisión, se muestran los
PCC asociados a las etapas de recepción en el muelle, transporte a la planta
y recepción en planta. La principal medida preventiva consiste en el control
de tiempo temperatura en las etapas con alta probabilidad de crecimiento
bacteriano. La temperatura es el factor individual más importante que influye
en el crecimiento bacteriano y en la rapidez del deterioro del pescado. En el
caso de especies proclives a la producción de histamina, el control del
tiempo temperatura puede ser el método más eficaz para garantizar la
inocuidad del pescado, por lo cual éste debe mantenerse cercano a 0 °C.
Determinación de Límites Críticos (Principio 3), Vigilancia (Principio 4), Acciones Correctivas (Principio 5), Verificación del Sistema HACCP (Principio 6) y documentación (Principio 7). En el cuadro 16, se especifican los PCC, los peligros significativos y los
límites críticos, los cuales se establecieron para controlar el nivel de
histamina mediante las condiciones de tiempo y temperatura. Para
establecer la tolerancia de los límites críticos de cada etapa y PCC, se aplicó
la relación definida por COVENIN (2002), mediante los datos registrados de
tiempo y temperatura tomados durante la investigación, las características
del sistema de almacenamiento en el barco, transporte y recepción.
El sistema de vigilancia implica evaluación del tiempo, la temperatura y las
condiciones sensoriales de las sardinas en los PCC, lo que evitará
proliferación de bacterias productoras de histamina. Se comprueba que el
sistema Haccp opera efectivamente mediante revisión integral del plan,
CC-Reconocimiento

107
evaluación de los registros de las correcciones, desviaciones, gráficos de
tiempo Diseño de un Plan Haccp en el Procesamiento Industrial de Sardinas
Congeladas 317 temperaturas y la frecuencia. El plan Haccp y los registros
correspondientes deben ser archivados en la planta. El equipo Haccp debe
mantenerse actualizado en los reglamentos y normas establecidas, con el fin
de detectar cualquier cambio de los requisitos utilizados como referencia en
el proceso o producto.
Ejemplo 5. Jugo de Maracuyá Pausterizado Descripción del Producto El jugo es obtenido por la remoción de la pulpa, operación que deberá
realizarse en el menor tiempo posible, a fin de evitar la incorporación de aire
en el producto ya que esto provocaría la oxidación del juego, la aceleración
de las reacciones enzimáticas y se facilitaría la proliferación de
microorganismos que alteraría las características normales del producto. La
pausterización a la que es sometido el jugo tiene la finalidad de destruir los
mohos y las levaduras. Los microorganismos patógenos, de estar presentes,
no tendrán condiciones de desarrollarse debido a la elevada acidez del
producto (pH≤3.7). Finalmente el producto es comercializado en botellas de
vidrio.
CC-Reconocimiento

108
Figura 13 Para Jugo de Maracuyá Pausterizado
Pesado
Pre-lavado
Selección
Lavado
Trozado de la fruta
Despulpado
Pausterización
Enfriamiento
Pesado/Adición de aditivos (CCP)
Envasado (CCP)
Almacenamiento
Fuente: Almeida C y otros (2006).
CC-Reconocimiento

109
Cuadro 17 Formulario de Análisis de Peligros
Fuentes: Almeida C y otros (2006).
Etapa del Proceso Identifique peligros introducidos, controlados o mantenidos en esa etapa
Hay algún peligro a la inocuidad del alimento que sea significativo (Si/No)
Justifiqué su decisión para la columna 3
¿Qué medidas preventivas puede aplicarse para evitar los peligros significativos?
¿Esta es un punto crítico de control? (Si/No)
Recepción de la materia prima
Biológicos Químicos Físicos
No Si No
Residuos químicos de productos agrícolas.
Garantía de calidad de la materia prima.
Si
Pesado Biológicos Químicos Físicos
No No No
No
Pre- lavado Biológicos Químicos Físicos
No No No
No
Selección Biológicos Químicos Físicos
No No No
No
Lavado Biológicos Químicos Físicos
Si No No
Contaminación por microorganismos patógenos.
Utilización de agua hipercorada. Mínimo 10ppm de cloro residual.
No
Trozados de frutas Biológicos Químicos Físicos
No No No
No
Despulpado Biológicos Químicos Físicos
No No No
No
Pasteurización Biológicos Químicos Físicos
No No No
No
Enfriamiento Biológicos Químicos Físicos
No No No
No
Pesado/ adición de aditivos
Biológicos Químicos Físicos
No Si No
Cantidad de aditivos que superen los límites establecidos
Utilización de concentración adecuada del aditivo. Control adecuado del peso.
Si
Envasado Biológicos Químicos Físicos
No No Si
Fragmentos de metales, vidrios en los envases
Lavado de dos envases. Proveedor idóneo. Arrastes de posibles fragmentos por aire comprimido.
Si
Pesado Biológicos Químicos Físicos
No No No
No
Almacenamiento Biológicos Químicos Físicos
No No No
Si
CC-Reconocimiento

110
Cuadro 18 Hoja para el Control de Puntos Críticos Punto Crítico de Control (CCP)
Peligro Significativo
Limite Critico para cada Medida Preventiva
Monitoreo Acciones Correctivas
Verificación Registros
¿Qué? Como Cuando ¿Quién?
Recepción de la Materia Prima
Químicos Según lo estipulado por la legislación local vigente
Certificado Visual Cada lote recepcionado
Responsable de la recepción
Rechazar los lotes sin calidad asegurada.
Auditorias de los proveedores.
Programa de colecta de muestras para el análisis.
Registro de recepción de materia prima. Certificado de proveedor.
Pesado/adición de Aditivos
Químicos Benzoato: máx. 0.10% en el producto final.
Sorbatos: máx. 0.10% en producto final.
Sulfito: máx. 0.02% en el producto final
Pesado de aditivos
Visual Cada lote Supervisor de control de calidad
Retener o descartar o reprocesar el lote
Auditorias. Programa de colecta de muestras para análisis. Calibración de la balanza. Control del aditivo almacenado.
Registro de producción. Registro de peso en función del volumen. Registro del aditivo en almacén.
Envasado Físicos Ausencia de fragmentos >1.0 mm
Fragmentos de metales, vidrio en los envases
Detector de fragmentos. Visual
Continuo Operador en línea.
Descarte de envases con fragmentos. Repetir la operación de lavado
Auditorias. Calibración del colector. Evaluación del desempeño del personal
Registro de producción.
Fuente: Almeida C y otros (2006).
CC-Reconocimiento

111
Ejemplo 6. Plan Haccp en Inversiones Del Campo En las páginas siguientes se presenta un ejemplo de plan Haccp. Vamos
a suponer que se trata de una compañía hipotética a la que llamaremos
“Inversiones del Campo”. Esta compañía produce vegetales cortados, listos
para consumir, bajo la marca “Boquitas Vegetarianas”. Al implementar su
sistema Haccp el plan para el producto “Tallos de apio en trocitos” sería el
que sigue:
Cuadro 19. Inversiones Del Campo
Plan HACCP: Hoja de Descripción de Producto “Boquitas Vegetarianas. Tallitos de Apio”
Descripción del producto: Los tallitos de apio son cortes de tallos de apio
fresco, lavado, cortado, sin hojas, listos para
consumir, presentados en bolsas de 12 onzas.
Empaque: Bolsas de material plástico, selladas, conteniendo
12 onzas de producto
Tiempo de vida: Bajo las condiciones apropiadas de
almacenamiento, el producto tiene un tiempo de
vida útil de 15 días.
Condiciones de almacenamiento: El producto debe mantenerse en todo momento a
una temperatura de 40 °F (4.4 °C) como máximo,
pero evitando temperaturas de congelamiento.
Uso: El producto está orientado hacia el público en
general, ya sea en el ámbito doméstico o
institucional. No está específicamente procesado
para ser consumido por poblaciones de alto
riesgo (niños, ancianos, sistema inmunológico
comprometido)
Fuente: Fintrac CDA. Agosto 2001
CC-Reconocimiento

112
Figura 14. Inversiones Del Campo Plan Haccp: Diagrama De Flujo
Producto: “Boquitas Vegetarianas. Tallitos De Apio”
Fuente: Fintrac CDA. Agosto 2001
Cultivo y cosecha
Recepción y Almacenamiento en planta
Cortar tallos en trozos de 5"
Almacenamiento refrigerado en planta
Empacar en bolsas de plástico de 12 oz c/u y codificar
Detector de metales
Distribución en transporte refrigerado
Exhibición en vitrina refrigerada (supermercados)
Lavar, separar y limpiar los tallos Lavado con agua clorada
CC-Reconocimiento

113
Cuadro 20. Inversiones Del Campo Plan Haccp: Hoja de Análisis de Riesgos
Producto: “Boquitas Vegetarianas. Tallitos de Apio”
1) Etapa o paso del proceso
2) Riesgos presentes en esta etapa
3) El riesgo es significativo? (si/no)
4) Razones para su decisión en col. 3)
5) Medidas preventivas que pueden aplicarse
6) Es esta etapa un PCC? (si/no)
7) # de PCC
Cultivo y cosecha
Biológicos Químicos Físicos
Si
Si
No
Contaminación Microbiológica proveniente del campo, del agua de riego, o personal laborante. Residuos de Pesticidas aplicados en el campo. Usar SSOP’s
Sanidad en el campo. GAP Auditar aplicación de pesticidas en el campo.
Si: campo Si: campo
Certif. Certif.
Recepción y Almacenamiento en planta
Biológicos Químicos Físicos
Si
Si
No
Presencia de microorganismos patógenos provenientes del campo Residuos de pesticidas aplicados en el campo Aplicación de GMP’s y SSOP’s
Pre-aprobar suplidor basándose en su programa de GAP. Solicitar record de aplicación antes de recibir el embarque
Si Si
1 1
Lavar, separar y limpiar los tallos. Lavar con agua clorada
Biológicos Químicos Físicos
Sí
No
No
Presencia de microorganismos patógenos provenientes del campo. Aplicación de GMP’s y SSOP’s. Aplicación de GMP’s y SSOP’s, magnetos en línea para detectar partículas de metal
Lavar tallos cuidadosamente, emplear agua clorada y mantener la temperatura entre 32 y 40 °F
Si 2
CC-Reconocimiento

114
1) Etapa o paso del proceso
2) Riesgos presentes en esta etapa
3) El riesgo es significativo? (si/no)
4) Razones para su decisión en col. 3)
5) Medidas preventivas que pueden aplicarse
6) Es esta etapa un PCC? (si/no)
7) # de PCC
Cortar tallos en trozos
Biológicos Químicos Físicos
No No Sí
SSOP’s en el área de corte. GMP’s en el área de corte Posibilidad de fractura de los discos de la cortadora
Instalar un detector de metales en una etapa posterior en el proceso
No
Empacar en bolsas de 12 oz. y codificar
Biológicos Químicos Físicos
Sí No No
Falta de Refrigeración durante operación de empacado puede favorecer el crecimiento de patógenos Aplicación deGMP’s y SSOP’s Aplicación de GMP’s y SSOP’s
Mantener la temperatura del producto a <40 ºF
Si 3
Detector de metales electrónico
Biológicos Químicos Físicos
No No Sí
Detección de fragmentos de metales
Buen funcionamiento del detector
Si
4
Fuente: Fintrac CDA. Agosto 2001
CC-Reconocimiento

115
1) Etapa o paso del proceso
2) Riesgos presentes en esta etapa
3) El riesgo es significativo? (si/no)
4) Razones para su decisión en col. 3)
5) Medidas preventivas que pueden aplicarse
6) Es esta etapa un PCC? (si/no)
7) # de PCC
Almacenamiento refrigerado en planta
Biológicos Químicos Físicos
Sí
No
No
Posibilidad de crecimiento de m.o. patógenos, incluyendo Listeria Producto ya está Empacado Producto ya está empacado
Temperatura entre 32 y 40 °F y < 16 días de almacenamiento, controlados mediante código de producción.
Si 5
Distribución en transporte refrigerado
Biológicos Químicos Físicos
Sí
No
No
Posibilidad de crecimiento de m.o. patógenos, incluyendo Listeria Aplicación de SSOP’s a camiones refrigerados Aplicación de SSOP’s a camiones refrigerados
Mantener la temperatura ambiente dentro del camión a 40 °F o menos
S i 6
Exhibición en vitrina refrigerada (supermercados)
Biológicos Químicos Físicos
Sí
No
No
Posibilidad de crecimiento de m.o. patógenos debido a altas temperaturas o tiempo de vida útil sobrepasado Producto Empacado. Producto Empacado.
Mantener la temperatura a 40°F o menos y verificar códigos de producción (<16 días)
Si CCP Super Mercado
Fuente: Fintrac CDA. Agosto 2001
CC-Reconocimiento

116
Cuadro 21 Inversiones Del Campo Plan HACCP. Producto: “Boquitas Vegetarianas. Tallitos de Apio”
PCC # Etapa de proceso
Riesgo significativo Identificado
Limites críticos para cada riesgo identificado
Monitoreo Qué
Cómo Frecuencia Responsable Acciones correctivas
Registros Verificación
PCC # 1 Recepción y almacenamiento en planta
B:Posible Contaminación con m.o. Patógenos Q: Presencia de residuos de pesticidas
B:El suplidor debe cumplir requerimientos de GAP y debe contar con programa de monitoreo microbiológico El suplidor debe proveer los registros de aplicación de plaguicidas y resultados de análisis.
Aprobar suplidor. Usar SOP 1.1 Inspeccionar cada lote recibido Registros de aplicación de plaguicidas. Identificación correcta de cada lote.
Inspecciones en el campo Verificar que el lote sea suministrado por un suplidor aprobado. Revisar y aprobar los registros de aplicación. Verificar identificación
Durante el cultivo y antes de iniciar cosecha Cada lote recibido en planta Cada lote recibido en planta
Gerente de compras y gerente de Q.A. Encargado de recepción de materia prima Gerente de compras y gerente de Q.A.
Eliminar suplidores que no cumplen con normas. Rechazar lotes fuera de specs. Parar el embarque. Rechazar el lote que no cumpla con specs
Reportes de inspección Registros diarios de inspección de recibo Reportes de recibo de cada lote
Comparar registros con las normas de NACMCF. Auditar cada dos semanas
PCC # 2 Lavar y limpiar los tallos. Lavar con agua clorada, secar, y enfriar a 40
B: Contaminación con m.o. patógenos
Concentración del residual de cloro libre en el agua de lavado entre 0.5 ppm y 2 Ppm PH del agua entre 6.0 y 7.0
Análisis de cloro libre en el agua. PH del agua.
Kit de medición de cloro libre y pH meter. Usar S.O.P # 2.2
Cada 30 minutos
Sup. De producción y Q.A.
Parar la línea si los valores están fuera de límites críticos. Corregir
Formato de registro diario
Comparar records contra lo establecido en plan HACCP. Auditar cada Dos semanas. Auditoría externa del plan HACCP al menos cada tres meses.
Fuente: Fintrac CDA. Agosto 2001
CC-Reconocimiento

117
PCC # Etapa de proceso
Riesgo significativo Identificado
Limites críticos para cada riesgo identificado
Monitoreo Qué
Cómo Frecuencia Responsable Acciones correctivas
Registros Verificación
Temperatura del producto a 40°F o menos
Medir temperatura de tallos de apio.
Termómetro calibrado. Usar S.O.P. # 2.3
Cada 30 minutos
Sup. De producción y Q.A.
Parar la línea si la temperatura está fuera de límites críticos. Corregir problema de temperatura
Formato de Registro diario
Análisis Microbiológico de ambiente cada semana. Análisis microbiológico de producto una vez al mes
PCC # 3 Empacar los Tallos cortados en bolsas de plástico de 12 oz. Y codificar
B: Contaminación con m.o. patógenos si la temperatura de los tallos de apio excede 40 °F. Posibilidad de crecimiento de Listeria durante Almacenamiento si se prolonga más allá del tiempo de vida útil.
Temperatura del producto a 40°F o menos. Observar SSOP’s El código de producción y fecha de caducidad deben estar presentes en cada paquete
Medir temperatura de tallos de apio. Aplicación del código de producción y fecha de caducidad en cada paquete
Termómetro calibrado. Usar S.O.P. # 2.3 Inspección visual
Cada 15 minutos Continua
Operador de empaque y Q.A. Operador de empaque y empacadores
Parar la línea si la temperatura está fuera de límites críticos. Corregir problema de temperatura. Parar la línea y corregir
Formato de registro diario Formato de registro diario
Comparar Records contra lo establecido en plan HACCP. Auditar cada dos semanas. Auditoría externa del plan HACCP al menos cada tres meses.
PCC # 4 Detector de metales
Físico: Partículas de metal en las bolas de apio
Presencia de partículas de metal con un tamaño > o =1/32 “
Bolsas con los tallos de apio
Hacer pasar cada una por el detector de metales. Calibrar el detector de metales
Continuamente en línea Cada hora
Operador de sellado de bolsas Q.A.
Parar la línea si hay exceso de bolsas rechazadas. Abrir las bolsas Rechazadas para buscar las partículas de metal. Recalibrar instrumento
Registros diarios de producción y Q.A.
Comparar records contra lo establecido en plan HACCP. Auditar cada dos semanas
Fuente: Fintrac CDA. Agosto 2001
CC-Reconocimiento

118
PCC # Etapa de proceso
Riesgo significativo Identificado
Limites críticos para cada riesgo identificado
Monitoreo Qué
Cómo Frecuencia Responsable Acciones correctivas
Registros Verificación
PCC # 5 Almacenamiento refrigerado en planta
Biológico: Posibilidad de crecimiento de patógenos por exposición a temperaturas fuera de limites o por tiempo de almacenamiento excesivamente largo
Mantener la temperatura de los tallos de apio dentro de las bolsas a 40°F o menos. Temperatura ambiente en almacén entre 32-40°F. Embarcar dentro de los 10 días siguientes a la producción
Temperatura ambiente en los almacenes fríos. Códigos de producción
Examinar grafica de registro continuo de temperatura ambiente. Tomar temperatura interna del producto Examinar visualmente el código
Cada hora Cada lote a embarcar
Supervisor de almacén / Q.A. Supervisor de almacén / Q.A.
Contactar inmediatamente al gerente de Q.A. y supervisor de Mantenimiento si sube la temperatura. Tratar de bajar temp. ASAP. No embarcar si el lote tiene más de 10 días
Registros diarios, revisados y firmados por supervisores
Comparar Records contra lo establecido en plan HACCP. Auditar cada Dos semanas. Auditoría externa del plan HACCP al menos cada tres meses.
PCC # 6 Distribución en transporte refrigerado
Biológico: Posibilidad de crecimiento de patógenos por exposición a temperaturas fuera de limites
Mantener la temperatura de los tallos de apio dentro de las bolsas a 40°F o menos. Temperatura ambiente en el compartimiento frío entre 32- 40°F antes de cargar
Temperatura ambiente en los transportes refrigerados. Funcionamiento del compresor
Verificar la lectura de compartimiento frío con el compresor encendido
Antes de cargar
Encargado de despacho
No cargar el transporte si la temperatura esta fuera de límites. Avisar al supervisor de mantenimiento Cambiar de transporte si el problema no se corrige
Registros de embarque
Comparar Records contra lo establecido en plan HACCP. Auditar cada dos semanas. Auditoria externa del plan HACCP al menos cada tres meses
Fuente: Fintrac CDA. Agosto 2001 Notas: La hoja de análisis de riesgos indica que el grupo de trabajo identificó en el proceso SEIS puntos críticos de control o PCC. El consenso del grupo fue de que adicionalmente, hay PCC que
deben ser controlados fuera del ámbito de la planta procesadora: dos en el campo y uno en los supermercados que se encargan de la venta al detalle del producto
Se parte de la premisa de que la planta tiene en operación todos los programas prerrequisito (SSOP, GMP, Mantenimiento preventivo, programas de rastreabilidad, etc.)
CC-Reconocimiento

119
Figura 15 Inversiones Del Campo Plan Haccp: Diagrama De Flujo con los Puntos Críticos de Control
Producto: “Boquitas Vegetarianas. Tallitos De Apio”
PCC # 1 (B, 0)
PCC # 2 (B)
PCC # 3 (B)
PCC # 4 (F)
PCC # 5 (B)
PCC # 6 (B)
Fuente: Fintrac CDA. Agosto 2001
Cultivo y cosecha
Recepción y Almacenamiento en planta
Lavar, separar y limpiar los tallos Lavado con agua clorada
Cortar tallos en trozos de 5"
Empacar en bolsas de plástico de 12 oz c/u y codificar
Detector de metales
Almacenamiento refrigerado en planta
Distribución en transporte refrigerado
Exhibición en vitrina refrigerada (supermercados)
CC-Reconocimiento

120
Ejemplo 7. Secuencia de Pasos para la Aplicación del Enfoque de Haccp en el Control de la Calidad Higiénica e Inocuidad de los Productos de Panadería.
Paso Nº 1: Conformación del Equipo de HACCP 1.1 Este grupo será responsable de la conducción del plan HACCP,
elaborado e implementado, para cada producto o grupo de productos
elaborados en la panadería. Una persona infaltable en el equipo es el
administrador de la panadería quien lidera el equipo y estará integrado
además por el resto de trabajadores hasta un máximo de cinco personas.
Figura 16 1.2 Propuesta del Organigrama de la Empresa
Fuente: Ministerio de Salud – DIGESA
1.3 Descripción de responsabilidades
a. Administrador: coordina la ejecución del Plan con los demás miembros el
equipo y lleva, los registros derivados de la aplicación del sistema.
Administrador
Maestro Panadero
Ayudante Ayudante Ayudante
CC-Reconocimiento

121
b. Maestro panadero y ayudantes: actúan como vigilantes y aplican las
medidas de seguridad y/o prevención para mantener los
PCC bajo control en cada uno de los productos elaborados, en consulta con
el administrador. El equipo en su totalidad debe haber recibido capacitación
en HACCP y dispondrá de manuales o guías para el desarrollo de sus
actividades.
Paso Nº 2: Descripción del producto y uso esperado Va a ser necesario elaborar una descripción y uso esperado para cada
producto, de los que elabora la panadería.
Se adjunta un ejemplo para el desarrollo del presente paso:
Cuadro 22 Ejemplo de Descripción del Producto y Uso Esperado Nombre : Pan Francés
Composición: Harina de Trigo, agua, azúcar, sal y leudantes.
Por quienes será consumido: Por la población en general
Proceso: Se mezclan la harina, agua, azúcar, sal y sustancias leudantes, se amasa, se soba, se fracciona y moldea (boleado); se fermenta, se hornea, reposa y luego se distribuye.
Tipo de Empaque: Se expende a granel y en bolsa de polietileno de primer uso.
Vida útil: 24 horas.
Condiciones de venta/distribución: Mantener bajo sombra y protegido del polvo y del sol. Etiquetado e instrucciones:
Fuente: Ministerio de Salud - DIGESA
Panadería:.................................Dirección:……………………..Ultima
actualización:.................................
CC-Reconocimiento

122
Figura 17 Paso Nº 3 Elaboración de Diagrama de Flujo
Fuente: Ministerio de Salud – DIGESA
Harina Sal
Dilución
Levadura
Sobado
Fermentado
Amasado
Mezclado
Boleado
Fraccionado
Horneado
Dilución
Enfriado
Distribuido
PCC
CC-Reconocimiento
123
Paso Nº 4 Verificación In Situ del Diagrama de Flujo Acompañar el proceso de elaboración en la panadería para confirmar si el
diagrama de flujo se ajusta a la realidad.
Paso Nº 5 Enumeración de todos los Riesgos Posibles. Ejecución de un análisis de peligros, de los riesgos para su ocurrencia y
determinación de las medidas preventivas. Respecto a la elaboración de
productos de panadería los principales peligros que podernos señalar son los
siguientes:
Peligros Biológicos
La presencia del Bacillus cereus y B. licheniforme en la harina, microbios
que tienen la capacidad de esporularse, es decir rodearse de una cápsula
protectora, capaz de resistir la temperatura del horneado del pan, pudiendo
más tarde reproducirse cuando la temperatura desciende en el producto,
este microbio en condiciones favorables puede desarrollarse y producir dos
tipos de toxinas que pueden provocar vómitos y diarrea en el consumidor.
Estas bacterias se encuentran en el suelo, en donde contaminan a los
cereales; sus esporas son termoresistentes. Para evitar su germinación y
crecimiento es esencial un control estricto de la temperatura y humedad
durante el enfriado y almacenamiento.
Los hongos y levaduras también pueden significar un peligro cuando se
trata de especies generadoras de toxinas (aflatoxinas), la presencia de estos
patógenos ocurre casi siempre por "contaminación cruzada", al entrar en
contacto el producto terminado con ambientes, superficies o envases
contaminados. El consumo de alimentos con aflatoxinas produce cáncer a
largo plazo. Las aflatoxinas contaminan normalmente los granos (trigo, maíz,
etc.) durante la cosecha y almacenamiento, especialmente en condiciones de
humedad.
CC-Reconocimiento

124
Peligros Químicos La contaminación química puede ocurrir durante el transporte y
almacenamiento de la harina con sustancias químicas como insecticidas,
combustibles o detergentes. Existen casos reportados de intoxicación por
consumo de pan elaborado con harinas contaminadas con sustancias
químicas liquidas durante el transporte.
Los residuos de plaguicidas en las cosechas por aplicación en exceso o a
destiempo para evitar el ataque de las plagas, durante la producci6n y
almacenamiento del grano, resulta otro peligro químico importante para la
seguridad del pan.
Otro peligro químico resulta ser el uso excesivo de aditivos alimentarios, o
el uso de aditivos no permitidos, en el caso de la elaboración del pan se
viene observando el uso del Bromato de Potasio como aditivo blanqueador y
leudante de las masas que resulta peligroso por haberse comprobado que es
riesgoso para la salud del consumidor.
Peligros Físicos Entre los peligros físicos identificados en la elaboración de productos de
panadería están: astillas, trozos de madera, en lugares donde aún se viene
utilizando este material (bateas, andamios, etc.); trozos de algodón (pabilo)
procedentes de los envases (costalillos); excremento de roedores, insectos
(cucarachas, moscas, larvas de polillas, etc.). Las medidas preventivas en
estos casos están cubiertas por las Buenas Prácticas de Higiene (BPH) y el
Programa de Limpieza, Desinfección y Control de Vectores.
Paso Nº 6 Determinación de los PCC PCC es una fase en la que puede aplicarse un control y que es esencial
para evitar o eliminar un peligro para la inocuidad de los alimentos o para
reducirlo a un nivel aceptable. Teniendo en consideración la extrema
CC-Reconocimiento

125
precariedad higiénica en que se desenvuelve la mayor parte de la
elaboración de los productos de panadería habría muchos puntos críticos a
identificar y pocos serán calificados como PCC.
A continuación se mencionan algunos PCC comunes a muchas
panaderías:
• El control de calidad del agua empleada en la dilución de la levadura.
• La temperatura y tiempo del horneado.
• El control de la humedad del pan envasado.
Paso Nº 7 Establecimiento de los Límites Críticos de cada PCC Tienen por objeto determinar el momento en que el PCC está fuera de
control.
Algunos límites críticos que son aplicables a nivel de productos de
panadería:
• Temperatura para horneado a 150º C.
• Nivel mínimo de cloro residual del agua 0.5 ppm.
• Temperatura de conservación de levadura 5º C.
Paso Nº 8 Establecimiento de un Sistema de Vigilancia EI eje principal del Sistema de Vigilancia será el equipo Haccp auxiliado
por un grupo, de vigilantes designados entre el personal de panadería. La
labor de los vigilantes será el monitoreo permanente de las diversas
actividades que se cumplen durante la elaboración, a fin de detectar
cualquier irregularidad, que ponga en riesgo la seguridad del alimento, que
será informado de inmediato al equipo de Haccp. Se deberán conocer los
distintos PCC para cada producto en cada uno de los rubros de venta, este
personal deberá ser capacitado para esta función y preferentemente debería
CC-Reconocimiento

126
haber más de un vigilante que se alternarán en horas o turnos de labor. El
equipo Haccp elaborará y tendrá a la mano los procedimientos de vigilancia.
Paso Nº 9 Establecimiento de Medidas Correctoras para las Posibles Desviaciones El equipo Haccp de la panadería, asesorado por algún funcionario del
MINSA (lo que será solicitado al centro de salud de la localidad), deberá
establecer las medidas que se adoptarán para lograr recuperar el control y
que destino dar a aquellos productos o alimentos que han sido obtenidos o
expuestos a situaciones fuera de control.
Paso Nº 10: Establecimiento de Procedimientos de Verificación La verificación se aplica para la comprobación de la eficacia del Sistema
Haccp y a la observancia permanente de las medidas de prevención o
seguridad para cada producto y el cumplimiento de las medidas correctoras,
principalmente.
Paso Nº 11: Establecimiento de un Sistema de Registro y Documentación. En las oficinas de administración de la panadería se llevará por un
registro de toda la documentación generada por la aplicación del Sistema de
Haccp; todo acto; intervención de vigilancia, medida correctora, capacitación,
decisión adoptada, etc; deberá constar en un documento que formará parte
del Registro mencionado. También se incluirá en el Registro las copias de las
actas de las reuniones periódicas y extraordinarias del equipo de Haccp y por
supuesto la copia de los planes Haccp de cada producto considerado y de
sus modificaciones, los cuales estarán codificados para un mejor manejo.
CC-Reconocimiento

127
Conclusiones Luego de haber culminado la investigación se describe lo relacionado con
las conclusiones y recomendaciones a las cuales se llegó una vez analizados
y desarrollados el objetivo general como específicos.
Para dar cumplimiento al objetivo específico el cual se refiere a: Presentar
Fundamentos Teóricos del Sistema de Análisis de Peligros y de Puntos
Críticos de Control (Haccp).
Se presenta toda la fundamentación teórica del sistema Haccp en base a
su origen el cual fue desarrollado mediante la cooperación de la Nasa y el
ejército de los Estados Unidos, conceptos, fundamentos, prerrequisitos,
principios, directrices, beneficios del sistema ya que está enfocado a la
identificación de peligros, que puedan afectar la inocuidad de un alimento y
por ende su calidad.
Para dar cumplimiento al objetivo específico el cual se refiere a:
Categorizar las Principales Aplicaciones del Sistema de Análisis de Peligros y
de Puntos Críticos de Control (Haccp) en la Agroindustria.
Se llevó a cabo una categorización de las principales aplicaciones, las
cuales quedaron de esta manera: pescados y mariscos, leche cruda,
vegetales (lechuga), cereales, frutas (fresa), carnes, productos nuevos. Los
alimentos de origen animal, su calidad e inocuidad dependen del control que
se pueda ejercer durante su producción, captura, preparación,
almacenamiento y presentación de productos.
De la misma manera las medidas de control de calidad de los alimentos
de origen vegetal se orientan más a reducir los riesgos microbiológicos
desde proceso de crecimiento hasta su almacenamiento y envasado. En
cuanto a las frutas la manipulación y almacenamiento es algo diferente ya
que las medidas de control evitan la alteración de mohos o bacterias.
CC-Reconocimiento

128
Finalmente se muestran ejemplos de aplicación del sistema de análisis de
peligros y de puntos críticos de control (Haccp) en las principales industrias
de alimentos venezolanos, donde se detallan las secuencias a la
implantación del sistema, diagramas, etapas de procesos de producción
desde que entra la materia prima hasta que sale el producto final, la
aplicación de los principios, verificación y registros de cronogramas.
Recomendaciones
• Se recomienda que este trabajo sirva de referencia a futuras
investigaciones ya que figura como antecedente para ideas, cambios, o
mejoras en las formas de aplicación del sistema en el procesamiento del
producto.
• Se recomienda la traducción de textos, revistas, artículos, fuentes
electrónicas, entre otros, que vienen en el idioma inglés, de esta manera
facilitar al investigador los documentos con la información del sistema Haccp,
para mejorar la composición puesta en práctica de quienes estén interesados
en esta temática.
• Se recomienda que exista más investigaciones sobre este tema para que
hayan nuevas ediciones y así las bibliotecas públicas y la de los centros
universitarios estén actualizados.
CC-Reconocimiento

129
ABREVIATURAS
ANHPM Alianza Nacional de HACCP de Pescados y Mariscos BPF Buenas Prácticas de Fabricación BPM Buenas Prácticas de Manufactura
ETA Enfermedades Transmitidas por los Alimentos
FAO Organización de las Naciones Unidas para la Agricultura y la
Alimentación
FDA Administración de Alimentación y Mediciones
FONDONORMA Fondo para la Normalización y Certificado de la Calidad
HACCP (Hazard Analysis Critical Control Point) Análisis de Peligros y
Control de los Puntos Críticos.
ICMSF Comisión Internacional sobre Especificaciones Microbiológicas
para los Alimentos.
ISO Organización Internacional para la Normalización
SSOP (Estándar Sanitation Operations Procedures) Procedimientos
Operacionales Estándares de Saneamiento. LC Límite Crítico
NACMCF Comité Consultivo sobre Criterios Microbiológicos Aplicables a
los Alimentos OMS Organización Mundial para la Salud
PC Punto Crítico
PCC Punto Crítico de Control
POES Procedimientos Operativos Estandarizados de Saneamiento
CC-Reconocimiento

130
Referencias Bibliográficas
ANHPM (2000). Procedimientos de control sanitario para el procesamiento
de pescado y mariscos. Curso Internacional Alianza Nacional del
HACCP de Pescado y Mariscos para la Capacitación y Educación.
Primera Edición. Buenos Aires Argentina.
Arias, F. (2005). El proyecto de investigación: Introducción a la metodología
científica (5ª ed.). Caracas: Episteme.
Arispe, I; Tapia, M (2007). Inocuidad y Calidad: requisitos indispensables
para la protección de la salud de los consumidores [Documento en
línea].
Disponible:http//:www.saber.ula.ve/bitstream/123456789/17928/1/articulos8.p
df
Arispe, I. (1998). Análisis de Peligro y determinación de Puntos Críticos de
Control (HACCP). Componentes, aplicaciones, pre- requisitos y Buenas
Prácticas de Facturación y Estandarización de Higiene y Saneamiento
industrial. Servicio Autónomo de Recursos Pesqueros y Acuáticos,
Ministerio de Agricultura y Cría. Caracas, Venezuela.
Asq Food (2003). HACCP Manual del Auditor de Calidad. Acribia. pp. 280
págs. Pardo González, José Emilio (2005). «capítulos 7, 9 y 11».
APPCC en industria del vino. AMV Ediciones. pp. 231pag. [Documento
en línea]. Disponible
http://es.wikipedia.org/w/index.php?title=Discusi%C3%B3n:An%C3%A1l
isis_de_Peligros_y_Puntos_de_Control_Cr%C3%ADticos&action=edit&
redlink=1
Balestrini, M. (2001). Como se Elabora el Proyecto de Investigación. (5ªed.).
Caracas: BL Consultores Asociados.
Benavides, V. (2002). Diseño de un Sistema de Análisis de Riesgos y Puntos
Críticos de Control (Haccp) para una línea de producción de pasta
CC-Reconocimiento

131
secas. [Documento en línea]. Disponible:
http://www.dspace.espol.edu.ec/bitstream/123456789/7759/3/tesis%20
Clara%20Benavides.pdf
Celaya, C. (2004). Evaluación de la implantación del sistema (APPCC) en las
pequeñas industrias alimentarias de la comunidad de Madrid.
Universidad Complutense de Madrid. Facultad de Veterinaria. Madrid,
España. [Documento en línea]. Disponible
http://www.es/BUCM/tesis/vet/ucm-t28228-pdf
Celaya, C.; Cedrón, E.; Serrano, J.; Tuduri, P.; Redondo, R.; Perruca, E.;
Sotodosos, M.; Herrero, M.; Marín, E.; Carravilla, S.; García, M.; y
Dominguez, M. (2007). Guía para el diseño, implantación y
mantenimiento de un sistema APPCC y practicas correctivas de higiene
en las empresas alimentarias. Edit. Dirección General de la Salud
Pública y Alimentaria. Madrid, España.
Comisión Venezolana de Normas Industriales. COVENIN (2002). Directrices
Generales para la aplicación del sistema Haccp en el sector alimentario.
(Norma Nº 3802). Caracas: FONDONORMA. [Documento en línea].
Disponible
http://www.alimentosargentinos.gov.ar/contenido/revista/ediciones/32/ar
ticulos/sistema_integral.htm
Comité de Seguridad Alimentaria Mundial (1999). Importancia de la calidad e
inocuidad de los alimentos para los países en desarrollo. [Documento
en línea]. Disponible http://www.fao.org/docrep/meeting/x1845s.htm
Constitución de la República Bolivariana de Venezuela. (1999). Gaceta
Oficial de la República Bolivariana de Venezuela, Agosto, 2004.
Dávila y otros (2006). Diseño de un plan HACCP para el proceso de
elaboración de queso tipo Gouda en una empresa. [Documento en
línea]. Disponible http://www.alanrevista.org/ediciones/2006-
1/plan_haccp.asp
CC-Reconocimiento

132
Eva María (2009). Conservación de los alimentos. [Documento en línea].
Disponible http://consomoteca.com/alimentación/conservación-de-los-
aliemntos.
FAO (Anexo al CAC/RCP-1 (1969), Rev. 3 (1997)). Sistema de Análisis de
Peligros y de Puntos Críticos de Control (Haccp) y Directrices para su
Aplicación. [Documento en línea]. Disponible
http://www.fao.org/docrep/005/y1579s/y1579s03.htm
Feldman, P. y Santin, C. (2000). Inocuidad de los alimentos cómo controlar
peligros. [Documento en línea]. Disponible
www.alimentosargentinos.gov.ar/0-3/revista/r_12/peligros.pdf
Finol, H. (2009). Capítulo 1. Conservación de los alimentos. [Documento en
línea]. Disponible en http:// www.mailxmail.com/curso-aliemntos-
técnicos-procesos-conservación/conservación-alimentos-origenes
Henríquez, M. y Domínguez. Calidad alimentaria. [Documento en
línea].Disponible:http://alimentosargentinos.gov.ar/contenido/revista/edi
ciones/32/articulos/sistemas_integral.htm
I.C.S.03.120.10.67.020 Norma Venezolana Directrices Generales para la
Aplicación del Sistema Haccp en el Sector Alimentario. [Documento en
línea]. Disponible
www.cntq.gob.ve/cdb/documentos/agroalimentaria/045.pdf consultado
22/07/12
Introducción el APPCC [Documento en línea. Disponible
http://dspace.espoch.edu.ec/bitstream/123456789/898/1/27T072.pdf]
J.H. Silliker y otros (1988). El sistema de análisis de riesgos y puntos críticos
de control. Su aplicación en la industria de alimentos/patrocinado the
International Commission on Microbiological specifications for Foods of
the international Union of Microbiological Societies.
LAROUSSE, (1998). Diccionario enciclopédico. Editorial Larousse.
Venezuela.
CC-Reconocimiento

133
Manual de conservación de los alimentos (2000). Análisis de peligros y
puntos críticos de control (APPCC)
Meneses, T.V. (2008). Análisis de Peligros y Puntos Críticos de Control
APPCC. (Documento en línea. Disponible
http://techwordsac.com/edu.capalimentos/cursos/CAP%205%20%20HA
CCP.pdf [consultado17/10/12]
Motimore y otros (2001). Análisis y puntos críticos de control. Documento en
línea]. Disponible:
http//:es.wikipedia.org/wilki/An%C3A1lisis_de_peligros_y_puntos_de_co
ntro
Parra J. (2012). Diseño de un plan de análisis de peligros y puntos críticos de
control (HACCP) para el aseguramiento de la inocuidad de la mortadela
elaborada por una empresa de productos cárnicos. [Documento en
línea]. Disponible
http://mortadelaenlaindustria.blogspot.com/2012/04/articulo-1-diseno-
haccp-en-proceso-de.html
Procesos de conservación de los alimentos. [Documento en línea]. Disponible http://html.rincondelvago.com/conservación-de-alimentos_3.html
Reglamento General de Alimentos (1959). [Documento en línea]. Disponible en: http://faolex.fao.org/does/html/ven24840.htm
Rojas, Y. (1989). Conservación de los Alimentos. Editorial Cetal. Chile. Rosas P, y Reyes G. (2009). Diseño de un plan HACCP en el procesamiento
industrial de sardinas congeladas. [Documento en línea]. Disponible http://www.scielo.org.ve/pdf/alan/v59n3/art12.pdf
Rueda, C. y Molina, A. (2003). Manual del participante, industrialización de lácteos y bovinos. [Documento en línea]. Disponible www.sra.gob.mx/internet/.../manuales/Indust_Lacteos_Bovinos.pdf
Tamayo, M. (2000). El proceso de investigación científica. (3ª ed.). México, D.F. México, Editorial Noriega.
Vancouver. (1994). Informe de la Reunión Técnica de Expertos de la FAO.
Canadá.
CC-Reconocimiento