Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA – EEL-USP
DOUGLAS LIBRAIZ DE MATOS
AVALIAÇÃO DE NOVA ROTA DE PROCESSAMENTO DE LIGAS TERNÁRIAS Ti-10Nb-13Zr E Ti-35Nb-7Zr POR MOAGEM DE ALTA ENERGIA
Lorena 2011

DOUGLAS LIBRAIZ DE MATOS
AVALIAÇÃO DE NOVA ROTA DE PROCESSAMENTO DE LIGAS TERNÁRIAS Ti-10Nb-13Zr E Ti-35Nb-7Zr POR MOAGEM DE ALTA ENERGIA
Monografia apresentada à Escola de Engenharia de Lorena – EEL-USP como requisito parcial para a conclusão de Graduação do curso de Engenharia Química. Orientadora: Sandra Giacomin Schneider Co-orientador: José Luiz Minatti
Lorena 2011

i
DEDICATÓRIA
Aos meus pais e irmã,
Aos meus amigos,
Aos meus professores
... os quais não mediram esforços em me apoiar de forma contínua para que eu
pudesse realizar o sonho de me tornar um Engenheiro Químico.

ii
AGRADECIMENTOS
Agradeço aos meus pais, Osvaldo Acacio de Matos e Aparecida Donizeti
Libraiz de Matos, minha irmã, Aline Libraiz de Matos e meus amigos pela
compreensão, estímulo e apoio ao longo do período de elaboração deste
trabalho.
Agradeço à minha orientadora, Prof.ª Dra. Sandra Giacomin Schneider e
ao meu co-orientador, Pós-Doc. Dr. José Luiz Minatti, pela orientação durante
todo o período de desenvolvimento deste projeto de monografia e por sempre
estarem presentes e dispostos a esclarecer quaisquer dúvidas, dando, sempre
que possível toda a atenção e ajuda que se fizessem necessárias para a melhor
compreensão e entendimento.
Por fim, agradeço a todos os professores que fizeram parte de minha
graduação e doaram o máximo de si para ensinar-me e preparar-me para ser um
profissional qualificado e um Engenheiro Químico completo.

iii
“Acredite firmemente
No seu gênio criador,
Na força ativa da mente,
Nas maravilhas do amor.
Quem recebe de nascença
Uma cabeça que pensa,
Um coração para amar,
É feliz por toda vida,
Tem riqueza garantida,
Tem tudo que desejar.”
(Dinamor)

iv
RESUMO
Neste trabalho foi avaliada uma nova rota de processamento da liga ternária Ti-
10Nb-13Zr, que fora obtida no passado, em um projeto de iniciação científica, de
mesmo autor, mediante um processo de fusão a arco em atmosfera de argônio,
com eletrodo não-consumível de tungstênio. Neste trabalho de monografia foi
apresentado um estudo do efeito da moagem de alta energia durante a moagem
de cavacos de Ti, Nb e Zr objetivando reduzir e uniformizar o tamanho de grão
além de alcançar uma estequiometria próxima à da liga ternária Ti-10Nb-13Zr e,
comparando-se com a liga ternária Ti-35Nb-7Zr, dotada de características mais
dúcteis.
Palavras-chave: Metalurgia do pó, Moagem de alta energia, Ligas de Titânio

v
SUMÁRIO
1. INTRODUÇÃO ................................................................................................. 1
1.1. JUSTIFICATIVA ......................................................................................... 1
1.2. OBJETIVO ................................................................................................. 2
2. REVISÃO DA LITERATURA ............................................................................ 3
2.1. Justificativa de utilização de ligas do sistema Ti-Nb-Zr .............................. 3
2.2. Justificativa de utilização de ligas porosas ................................................. 4
2.3. A Moagem de Alta Energia (MAE) ............................................................. 6
3. METODOLOGIA ............................................................................................... 9
3.1. Materiais utilizados no trabalho .................................................................. 9
3.2. Preparo e moagem dos cavacos ............................................................... 9
3.3. Caracterizações após a moagem ............................................................ 11
4. RESULTADOS E DISCUSSÃO ...................................................................... 13
4.1. Caracterização dos cavacos de Ti, Nb e Zr ............................................. 13
4.2. Estudo das ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr obtidas por MAE – Moagem
dos cavacos de Ti, Nb e Zr na estequiometria das ligas .................................... 17
4.3. Moagem individual dos cavacos .............................................................. 28
4.4. Moagem dos pós de Ti, Nb e Zr na estequiometria da liga Ti-10Nb-13Zr 39
5. CONCLUSÕES E RECOMENDAÇÕES PARA TRABALHOS FUTUROS ..... 47
REFERÊNCIAS ..................................................................................................... 50

1
1. INTRODUÇÃO
1.1. JUSTIFICATIVA
O presente trabalho propõe a avaliação de uma nova rota de
processamento da liga Ti-10Nb-13Zr, a qual no passado foi desenvolvida em um
projeto de iniciação científica, de mesmo autor, mediante um processo de fusão a
arco em atmosfera de argônio, com eletrodo não-consumível de tungstênio. Neste
projeto de monografia, foram desenvolvidas as ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr,
a partir da Metalurgia do Pó, apresentando um estudo do efeito da moagem de
alta energia durante a moagem de cavacos de Ti, Nb e Zr objetivando reduzir e
uniformizar o tamanho de grão além de alcançar uma estequiometria próxima à
das respectivas ligas.
A utilização da técnica de metalurgia do pó na área biomédica é recente;
além de permitir a obtenção de peças porosas, representa um menor custo de
obtenção, em virtude da menor quantidade de tratamentos termomecânicos –
sendo o tratamento térmico realizado em temperaturas inferiores à temperatura
de fusão, e do fato de o material poder ser obtido próximo ao formato final
desejado.
Este trabalho foi vinculado como colaboração a dois projetos de pesquisa,
onde foram adquiridos glove-box completo de câmara dupla, moinho de alta
energia SPEX 8000 D, balanças analíticas, acessórios e insumos, permitindo a
criação de novo laboratório no Departamento de Engenharia de Materiais da EEL-
USP. O primeiro sob coordenação do Prof. Dr. Durval Rodrigues Junior e o
segundo refere-se ao pós-doutoramento do Dr. José Luiz Minatti.

2
1.2. OBJETIVO
Este projeto de monografia propõe o estudo da técnica de Moagem de Alta
Energia (high energy ball milling) utilizando cavacos de titânio, nióbio e zircônio
para a obtenção de ligas porosas de Ti-10Nb-13Zr e Ti-35Nb-7Zr para aplicações
biomédicas. Além disso, um dos objetivos deste trabalho é o de complementar o
estudo realizado durante o projeto de iniciação científica, o que é justificado pelo
fato das ligas serem obtidas por meio de uma nova rota de processamento, o que
promoverá a geração de materiais com propriedades adequadas a aplicabilidade
pretendida e com estequiometria próxima às das ligas de interesse.

3
2. REVISÃO DA LITERATURA
2.1. Justificativa de utilização de ligas do sistema Ti-Nb-Zr
Entre as ligas estudadas, destacam-se as do sistema Ti-Nb-Zr, por
possuírem alta resistência à corrosão [ASSIS, 2006], melhor usinabilidade e
tenacidade à fratura, propriedades mecânicas superiores e menores módulos de
elasticidade devido aos elementos Nb (estabilizador da fase Ti-β) e Zr (β-
estabilizador de baixa intensidade ou neutro). Ainda assim estas ligas, como
outros materiais metálicos em uso atual como implantes, possuem maior rigidez
(módulo de elasticidade) quando comparado ao osso humano [GOIA 2008;
SCHNEIDER, 2001; BOTTINO, 2005].
Os sistemas Ti-Nb-Zr e Ti-Nb-Zr-Ta, destacam-se para aplicação
ortopédica, pois o Nb e o Ta são estabilizadores da fase nas ligas de Ti,
atuando na formação de uma solução sólida homogênea, enquanto o Zr age
como elemento neutro na formação de solução sólida das fases e (ZHOU et
al., 2004).
No entanto, as propriedades mecânicas das ligas de titânio dependem
essencialmente da sua microestrutura, a qual é formada durante processamentos
termomecânicos [MALINOVA et al., 2002].
Apesar das ligas Ti-β apresentarem os mais baixos módulos de
elasticidade, com valores entre 55 e 80 GPa [KURODA et. al., 1998], todos eles
ainda estão muito longe do valor do módulo de elasticidade do osso, que se
encontra entre 17 e 35 GPa [ZAVAGLIA, 1993]. A larga diferença entre os
módulos de elasticidade osso-implante pode ocasionar carregamento insuficiente
no osso adjacente ao implante podendo levar a sua reabsorção e à falha do
implante [BANERJEE et al., 2004]. Dessa forma, o módulo de elasticidade é a
propriedade mecânica de maior destaque em aplicações ortopédicas, pois dele
depende o sucesso da interação implante-osso.

4
2.2. Justificativa de utilização de ligas porosas
Como os implantes são amplamente usados sob condições de esforços
severos e a diferença de rigidez do implante com o tecido ósseo vizinho causa a
reabsorção do osso e a eventual perda do implante [NOORT, 1987; GOIA, 2008],
foram introduzidas recentemente ligas porosas de titânio, devido a possibilidade
de ajustar adequadamente suas características (módulo de elasticidade e
resistência) por meio do controle de suas densidades relativas (ρ/ρs, razão da
densidade da liga porosa pela densidade da liga) [GREINER et al., 2005;
BOTTINO, 2005; BRAGA, 2007; GOIA, 2008].
Dentre os vários materiais presentes na indústria de componentes
aeroespaciais, o titânio é o de maior importância. Ele apresenta uma densidade
de 4,5 g/cm3 e um módulo elástico de 115 GPa, enquanto que nas ligas de titânio,
a densidade pode variar entre 4,3 e 5,1 g/cm3 e o módulo elástico pode alcançar
valores de 80 a 130 GPa. Por outro lado, o titânio tem um ponto de fusão
relativamente alto (1672ºC) e mantém sua resistência mecânica para altas
temperaturas de serviço. Esta característica faz deste material ideal para
aplicações aeronáuticas e aeroespaciais. No entanto, este material apresenta um
alto custo. Não obstante, o titânio tem uma grande afinidade pelo oxigênio, o
nitrogênio e o hidrogênio. Uma pequena quantidade destes elementos nos
interstícios do titânio pode alterar dramaticamente as propriedades mecânicas e
produzir fragilização do material [ROTTA, 2005]
O método convencional de fundição para obtenção de produtos de ligas de
titânio possui algumas limitações devido às características intrínsecas do material,
tais como, a baixa densidade, alta temperatura de fusão e grande reatividade em
temperaturas elevadas [TAIRA et al., 1989; BAUER, 2007]. Porosidades e
preenchimento inadequado do molde são frequentemente observados nas
fundições de titânio [HERO et al., 1993].
Para atender a necessidades práticas do osso e de implantes de longa
duração, é necessário o desenvolvimento de novos implantes que imitam a
arquitetura e o baixo módulo de elasticidade do osso natural e, também, incentivar
o osso a crescer para dentro dos espaços dos poros [FREYMAN e GOMES et al,
2001].
5
Implantes fabricados com titânio puro e suas ligas apresentam menor
módulo de elasticidade e aspectos de porosidade mais similares aos do osso,
quando produzidos pela técnica de metalurgia do pó (BRAGA et al., 2007).
A matriz porosa tem que ser desenhada satisfazendo determinados
requisitos, de modo a mimetizar a arquitetura do osso natural. A estrutura porosa
deve possuir elevada porosidade aberta e interligada, de modo a permitir espaço
suficiente para a migração celular, ancoragem e proliferação de novo tecido
ósseo, vascularização e transporte dos fluidos corporais. [GOIA, 2008].
A metalurgia do pó (M/P) visa transformar pós metálicos, utilizando pressão
e calor, por meio de um tratamento térmico de sinterização que substitui a fusão
clássica e que se realiza a temperatura inferior ao ponto de fusão do metal mais
importante. A utilização da M/P na área biomédica é recente e suas vantagens
destacam-se na obtenção de próteses próximas a seu formato final e na obtenção
de componentes com elevada porosidade [HENRIQUES, V.A.R.; SILVA, C.R.M.,
2001]
A metalurgia do pó (M/P) é uma rota de processamento promissora para a
obtenção de um biomaterial [HENRIQUES, 2001; BOTTINO, 2005; NEVES 2005].
Diversos aspectos motivaram o crescimento desta técnica como a maior
flexibilidade no projeto da liga, obtenção de peças com dimensões próximas ao
formato final (near-net-shape), elevada precisão dimensional, redução das
operações de acabamento, economia de matéria-prima e do consumo energético,
por ser realizada abaixo da temperatura de fusão da liga [NEVES, 2005]. Além
disso, permite bom controle da porosidade aberta, auxiliando na osteointegração
e no controle da resistência mecânica [ARUNACHALAM e SUNDARESAN, 1991;
BOTTINO, 2005].
Dentro deste contexto, os processos de metalurgia do pó são geralmente
utilizados quando se deseja obter materiais com altas propriedades mecânicas.
Este processo apresenta a vantagem de utilizar temperaturas menores durante a
preparação dos compósitos, em comparação com a obtenção de compósitos no
estado liquido. Desta forma, a interação entre a matriz e o reforço é menor, pois
se minimiza as indesejáveis reações interfaciais, possibilitando desta forma um
aumento nas propriedades mecânicas [ROTTA, 2005].

6
2.3. A Moagem de Alta Energia (MAE)
Uma metodologia bastante adequada para a mistura homogênea de
compostos com redução do tamanho de partículas para aplicações especificas é
a Moagem de Alta Energia (MAE) (high-energy ball milling). Este processo
conhecido como "mechanical-alloying", utiliza como meio moinhos contendo
recipiente, esferas, hastes e aletas e, diferencia-se da moagem convencional
devido a alta velocidade, frequência e energia envolvida durante o processo, a
que as esferas são submetidas e pode estabelecer, em uma mistura de pós
elementares, um mecanismo simultâneo de ações repetidas de soldagem a frio,
fratura e ressoldagem do pó, pela ação das colisões das esferas com as
partículas de pós dentro do recipiente, mantendo-as no estado solido [COELHO,
2001; SURYANARAYANA, 2001; ZHANG, 2004].
Na técnica de moagem de alta energia, o material a ser moído é colocado
dentro de um jarro junto aos corpos de moagem, que nos modelos mais usados
são esféricos. No caso deste projeto, as esferas são constituídas por um material
inerte e resistente de Carbeto de Tungstênio. Com o funcionamento do
equipamento, os jarros do moinho se movimentam e, assim, ocorre o impacto
entre pó, bolas e paredes do jarro. Com toda a energia envolvida no processo, é
gerado um grau de desordem, criando-se uma alta densidade de discordâncias,
lacunas, novos contornos de grão, microssegregação do soluto e transferência de
material em níveis atômicos (no caso de pós elementares). Por esses motivos, o
processo pode estar acompanhado por transformações de fase, podendo passar
por estágios intermediários, por exemplo, fases metaestáveis, com produto final
refinado, atingindo até mesmo tamanhos nanométricos, propriedades que muitas
vezes podem ser conseguidas somente por meio da MAE, dentre as demais
técnicas conhecidas [AGUIAR, 2008].
A moagem de alta energia pode ser utilizada no desenvolvimento de ligas
metálicas na estequiometria e microestrutura de grãos desejadas, podendo-se
alcançar o tamanho nanométrico, com algumas transformações de fase. Esta
técnica agrega energia ao processo de mistura diminuindo a temperatura de
sinterização [SURYANARAYANA, 2001].

7
Foi mostrado ser possível a obtenção de ligas por meio da mistura de pós
de elementos puros, também a produção de soluções sólidas ou ainda, a
obtenção de material amorfo, pela saturação de encruamento, seguida da
homogeneização dos pós, dependendo da matéria-prima usada, do tipo do
moinho e alguns parâmetros de processo [YANG et al, 1994; ENAYATI e
BAFANDEH, 2008; NAM e LEE, 1999].
Comparada com outros métodos de processamento de materiais, a
principal diferença desta técnica, é que não ocorre a fusão dos componentes, e a
microestrutura que se obtém para os pós é mais fina que a conseguida no
processo de solidificação rápida [ROTTA, 2005].
Nos moinhos convencionais, a energia cinética das esferas é proporcional
à massa e à altura de queda à qual as mesmas são submetidas, enquanto que
nos moinhos de alta energia é aplicada uma aceleração às esferas superior à da
gravidade, aumentando consideravelmente a energia envolvida no processo.
[ROCHA, 2008].
Na MAE, de acordo com o tempo de moagem, os mecanismos do processo
podem ser divididos por estágios. No estágio inicial, o refinamento é dificultado,
justificado pelo fato de parte dos pós se aderirem às esferas de moagem sendo
severamente deformados durante as colisões, enquanto outra parte ainda não foi
aferrada. Passado algum tempo, mecanismos de soldagem a frio começam a
predominar, pois novas superfícies são geradas e estas são aptas a soldarem-se
entre si. Com o aumento do tamanho das partículas devido à soldagem, a
tendência é de que elas sejam fraturadas e diminuam de tamanho, criando-se
outras novas superfícies e soldando-se novamente. Assim ocorre sucessivamente
– fratura, soldagem, fratura e ressoldagem das partículas [SURYANARAYANA,
2001; BENJAMIN, 1992; BENJAMIN, 1974; SURYANARAYANA, 1998].
O próximo estágio é quando ocorre a saturação do encruamento,
dificultando a soldagem a frio. Isso acontece quanto maior o tempo de moagem,
pois maior a deformação sofrida pelo pó, ocorrendo assim a saturação. Nesse
ponto, começa o estágio de refinamento das partículas, ou seja, o impacto das
esferas de moagem contra o pó faz com que mecanismos de fratura comecem a
predominar, com redução de tamanho [SURYANARAYANA, 2001; BENJAMIN,
1974; SURYANARAYANA, 1998].

8
No estágio final, com longos tempos de moagem, ocorre um equilíbrio entre
a taxa de fratura e de soldagem. Nesse estágio de moagem, a taxa de
refinamento da estrutura é contínua, porém o tamanho das partículas se
estabiliza. Isso porque durante a deformação, as partículas são soldadas em
camadas. O refinamento da estrutura, devido ao impacto contínuo, faz com que
aumente o número de camadas e diminua o espaçamento entre elas, não
alterando a média de tamanho das partículas [SURYANARAYANA, 2001;
BENJAMIN, 1974; SURYANARAYANA, 1998].
Sob o ponto de vista termodinâmico, a criação de interfaces diminui a
entalpia de formação de soluções sólidas. Reduzir o tamanho provoca a criação
de novas interfaces e as partículas ficam num contato mais íntimo, diminuindo o
caminho médio entre os átomos dando condições para que haja interação entre
eles. Durante o refinamento contínuo das partículas pela MAE, ocorre um
aumento da quantidade de interfaces por unidade de volume, o que possibilita
vencer essa barreira para a formação de uma solução sólida [BADMOS E
BHADESHIA, 1997; AGUIAR, 2008]. Os resultados finais do processo são
partículas formadas obedecendo à média das proporções dos pós inicialmente
utilizados, como mostrado na Figura 1.
Figura 1 – Algumas etapas de um material dúctil após moagem em um moinho de
bolas. (a) Partindo dos pós em mistura primária; (b) Como resultado da

9
deformação as partículas são inicialmente deformadas; (c) Período em que
predomina a solda; (d) Avançando na moagem, as partículas tendem para a
forma equiaxial com uma orientação laminar; (e) Orientação aleatória da estrutura
lamelar por repetida soldagem; (f) finalmente se alcança um estado de equilíbrio,
com refinamento microestrutural contínuo, mantendo o mesmo tamanho médio na
distribuição entre as partículas. [ROTTA, 2005; SURYANARAYANA, 2001]
3. METODOLOGIA
3.1. Materiais utilizados no trabalho
Como material de partida para a rota de processamento proposta, foram
empregadas chapas de Ti, Nb e Zr de pureza comercial, cedidas pelo DEMAR-
EEL-USP. Durante a etapa de moagem de alta energia foi utilizada atmosfera
inerte de argônio de alta pureza (99,99%).
3.2. Preparo e moagem dos cavacos
As chapas de Ti, Nb e Zr foram cortadas tiras de aproximadamente 40x10
mm utilizando uma tesoura de corte para metais, enquanto que as chapas de Ti
foram cortadas por meio de uma guilhotina modelo Newton (TM7). Os cavacos
assim obtidos foram decapados em solução ácida apropriada para cada metal:
para o titânio a solução de HNO3 e HF, na proporção em volume 4:1; para o
nióbio a solução de HNO3, HF e H2O, na proporção em volume 2:2:1; e para o
zircônio: solução de HNO3, HF e H2O, na proporção em volume 5: 0,5: 5. O
material foi então cortado em cavacos, com uma tesoura de corte para metais e,

10
em seguida limpo com acetona e álcool etílico. Em seguida, os cavacos foram
pesados na estequiometria de interesse – Ti-10Nb-13Zr e Ti-35Nb-7Zr
(porcentagens em massa), em uma balança analítica Metler Hk60, com precisão
de 0,0001g.
Na sequência, as amostras contendo as misturas dos metais foram
introduzidas na glove-box, sob atmosfera inerte de argônio, e submetidas à
moagem em moinho de alta energia SPEX 8000 D com jarros e bolas de moagem
de carbeto de tungstênio. A Figura 2 mostra a Glove-box utilizada para o processo
de moagem de alta energia.
(a) (b)
Figura 2 – Glove-box para processo de Moagem de Alta Energia. (a) Glove-box;
(b) Moinho de Alta Energia SPEX 8000 D.
A relação de massas de esferas para pó de moagem utilizada foi de 7:1 e a
massa de material de 5,400g. Para a escolha da relação e massa de material
levou-se em consideração um valor intermediário indicado pelo fabricante do
equipamento e de modo também, a se evitar desgaste e contaminação pelo
material moedor.
As amostras foram coletadas após diferentes tempos de moagem para as
análises. O uso de diferentes tempos de moagem visa verificar a eficiência de
mistura através do aparecimento das fases com a estequiometria de interesse.

11
3.3. Caracterizações após a moagem
As análises consistiram de:
- Caracterização microestrutural do pó por Difratometria de Raios X (DRX) – a fim
de verificar o aparecimento das fases com a estequiometria de interesse;
- Microscopia Eletrônica de Varredura (MEV) - a fim de verificar o tamanho e a
morfologia dos grãos.
- Espectrometria por Dispersão de Energia (EDX) – a fim de verificar a
composição da liga em estudo.
- Caracterização Granulométrica do pó obtido das ligas – para a determinação da
distribuição do tamanho médio de partículas foi utilizado inicialmente um jogo de
peneiras de aço inox, 8x2” (Diâmetro Interno do aro de 8"; Altura da tela até a
borda superior de 2").
Na Figura 3 é mostrada a rota de processamento a ser utilizada neste
trabalho.

12
Figura 3 – Diagrama da rota de processamento para a obtenção das ligas Ti-
10Nb-13Zr e Ti-35Nb-7Zr por moagem de alta energia.

13
4. RESULTADOS E DISCUSSÃO
4.1. Caracterização dos cavacos de Ti, Nb e Zr
Amostras dos cavacos de titânio, nióbio e zircônio, retiradas de chapas
com 1,0, 0,6 e 0,8 mm de espessura respectivamente, foram analisadas por
microscopia eletrônica de varredura (MEV) sem preparação e com preparação
metalográfica. A Figura 4 mostra as Micrografias dos cavacos sem preparação
metalográfica.
(a) (b)
(c)
Figura 4 – Micrografias em MEV sem preparação metalográfica dos cavacos de
(a) Ti, (b) Nb e (c) Zr ampliados 20x.
200 µm – 20x 200 µm – 20x
200 µm – 20x

14
O preparo metalográfico consistiu no embutimento, desbaste com lixas de
carbeto de silício (SiC) na seqüência: 500, 800, 1200, 2400 e 4000 mesh e
polimento em feltro, utilizando-se suspensão OPS. As microestruturas foram
reveladas empregando-se, para o titânio solução na proporção 68 mL de
Glicerina, 16 mL de HF (40%), 16 mL de HNO3 e, para o nióbio e zircônio solução
na proporção 30 mL de HCl, 15 mL de HNO3, 30 mL de HF(40%). Além da
limpeza usual em banho de ultrassom, as amostras foram colocadas em um
dessecador a vácuo por 24 horas para remoção de material volátil. As
micrografias foram obtidas utilizando-se o detector de elétrons secundários (SE1)
e retroespalhados (QBSD), conforme mostrado nas Figuras 5 e 6.
Figura 5 – Micrografias em MEV obtidas com elétrons secundários (SE1) dos
cavacos de Ti, Nb e Zr polidos e atacados quimicamente.
100 µm – 150x – Titânio – SE1 10 µm – 500x – Nióbio – SE1
10 µm – 1.50kx – Zircônio – SE1

15
Figura 6 – Micrografias em MEV obtidas com elétrons retroespalhados (QBSD)
dos cavacos de Ti, Nb e Zr polidos e atacados quimicamente.
As amostras de titânio e zircônio exibem uma microestrutura típica e
parcialmente visível ao detector de elétrons secundários devido ao ataque
químico ligeiramente excessivo. Na amostra de nióbio, não se conseguiu revelar a
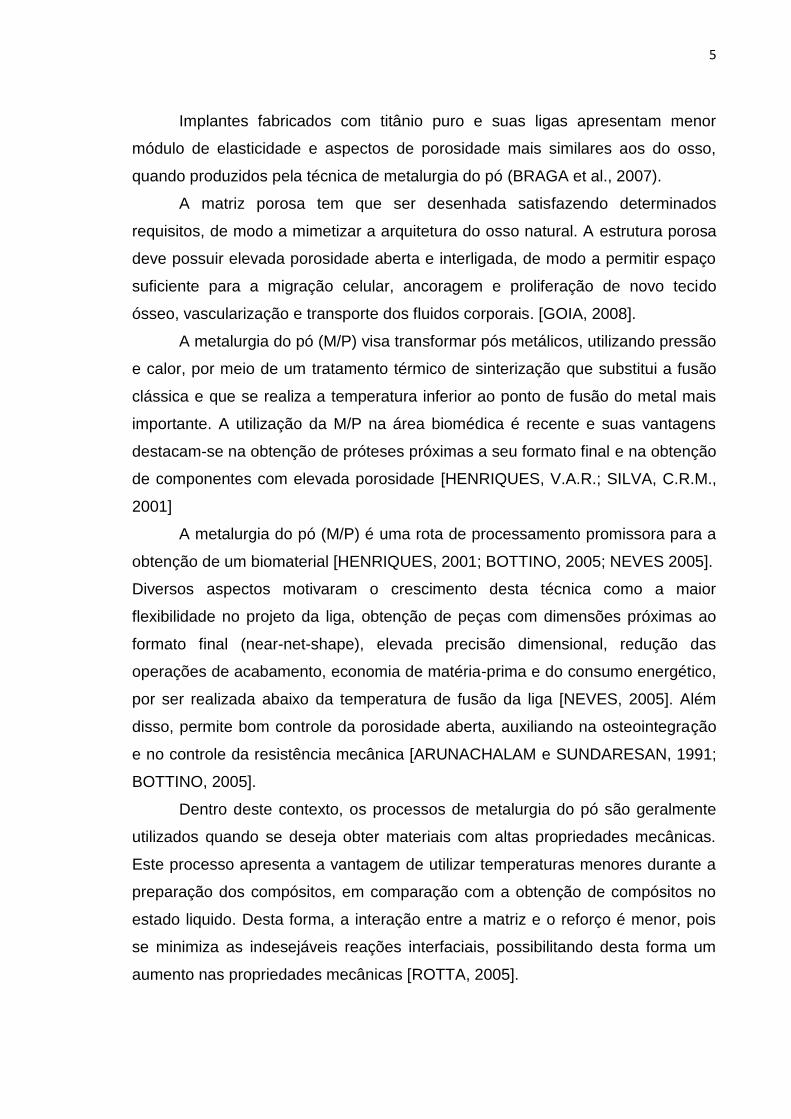
microestrutura. As Figuras 7, 8 e 9 mostram os difratogramas dos cavacos de Ti,
Nb e Zr que comprovam a pureza do material utilizado neste trabalho.
100 µm – 150x – Titânio – QBSD 10 µm – 500x – Nióbio – QBSD
10 µm – 1.50kx – Zircônio – QBSD
16
Cavaco de Titânio
0
200
400
600
800
30 35 40 45 50 55 60 65 70 75 80
2q (º)
Inte
nsid
ad
e (
cp
s)
Ti
Ti-JCPDS
Figura 7 – Difratograma do cavaco de titânio.
Cavaco de Nióbio
0
1000
2000
3000
4000
30 35 40 45 50 55 60 65 70 75 80
2q (º)
Inte
nsid
ad
e (
cp
s)
Nb
Nb-JCPDS
Figura 8 – Difratograma do cavaco de nióbio.

17
Cavaco de Zircônio
0
1000
2000
3000
4000
30 35 40 45 50 55 60 65 70 75 80
2q (º)
Inte
nsid
ad
e (
cp
s)
Zr
Zr-JCPDS
Figura 9 – Difratograma do cavaco de zircônio.
Foi também realizado EDX para os cavacos que também confirmou tratar-
se dos metais titânio, nióbio e zircônio, sem contaminantes.
4.2. Estudo das ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr obtidas por MAE –
Moagem dos cavacos de Ti, Nb e Zr na estequiometria das ligas
Durante a moagem dos cavacos de Ti, Nb e Zr, pesados na estequiometria
das ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr, os jarros foram fotografados a cada 30
minutos, de modo a acompanhar a evolução do processo, sendo observado o
aspecto e a morfologia do material resultante da moagem, conforme Figura 10. Ao
final da moagem foi utilizada uma peneira de malha 30 mesh (< 0,6 mm) para
separar o cavaco não fragmentado do pó moído.

18
Figura 10 – Sequência de moagem das ligas (a) Ti-10Nb-13Zr e (b) Ti-35Nb-7Zr
por 150 minutos.
As composições em estudo formam um sistema dúctil-frágil, sendo o nióbio
o elemento dúctil e o titânio e zircônio frágeis. As diferenças observadas se
devem a esta variação no teor de elementos dúcteis e frágeis. O tempo de
moagem foi limitado em 150 minutos devido à soldagem de material na parede
dos jarros de moagem, como mostrado na figura anterior, para o tempo de 120 e
150 minutos.
A moagem da liga Ti-10Nb-13Zr resultou em 30,1% em massa de cavacos
não fragmentados, como mostrado na Figura 11. A moagem da liga Ti-35Nb-7Zr
apresentou maior efeito de soldagem e apenas 27,3% de cavacos não
fragmentados, o que se deve ao maior teor de nióbio, material mais dúctil que os
demais.

19
(a) (b) (c)
Figura 11 – (a) Cavacos iniciais na composição da liga Ti-10Nb-13Zr; b) Cavacos
não-fragmentados após 150 min.e (c) Pós moídos após 150 min. A liga Ti-35Nb-
7Zr apresentou um aspecto visual semelhante.
De modo a evitar a soldagem, um segundo teste foi realizado limitando o
tempo de moagem em 90 minutos para avaliar a remoção do pó durante a
moagem – conforme mostra a Figura 12. Para obter material suficiente, duas
cargas de 5,500g foram utilizadas para cada liga. Após 90 minutos, os cavacos
não fragmentados foram separados do pó com uma peneira de malha 30 mesh (<
0,6 mm) e tanto o pó como os cavacos foram pesados. Parte dos cavacos não
fragmentados das duas cargas foi utilizada para nova moagem por 90 minutos,
para ambas as ligas.
Figura 12 – Sequência da segunda moagem de 90 minutos das ligas (a) Ti-10Nb-
13Zr e (b) Ti-35Nb-7Zr.

20
A moagem com cavacos novos acabou realizando uma limpeza parcial nas
paredes dos jarros. A Tabela 1 exibe as frações de cavacos não fragmentados
das duas composições de liga.
Tabela 1 – Percentual da massa de cavacos não fragmentados.
Massa de cavacos (%)
Composições \ Tempo (min) 150 90-1 90-2 90+90*
Ti-10Nb-13Zr 30,1 51,7 65,6 33,9
Ti-35Nb-7Zr 27,3 40,6 48,9 20,6
* Com base na soma dos cavacos das duas moagens.
A segunda moagem de 90 minutos resultou em maior teor de cavacos não
fragmentados devido à ausência de Nb e Zr, mais facilmente fragmentados e
separados após a primeira moagem de 90 minutos.
Este teste revela que a remoção periódica do pó evita a soldagem, porém,
no caso de materiais com diferente ductilidade/dureza, como neste trabalho em
que o titânio, mais resistente, não fragmentou totalmente, resulta em variação na
estequiometria.
A análise por EDX em regiões limpas (sem deposição de material) de
alguns cavacos não fragmentados após 150 minutos de moagem revelou se tratar
de titânio, sugerindo assim que o nióbio e zircônio (mais dúcteis e em menor teor
na composição) foram mais facilmente moídos. A análise por EDX na superfície
dos grãos revelou grande variação na composição dos mesmos e consequente
heterogeneidade na estequiometria das ligas, provavelmente devido à diferença
de dureza/ductilidade dos materiais utilizados A Tabela 2 mostra os resultados
obtidos pela análise EDX para o pó obtido pela moagem de 150 minutos para as
ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr. A média dos resultados foi obtida a partir de 15
pontos na amostra de pós.

21
Tabela 2 – EDX dos pós de Ti-10Nb-13Zr e Ti-35Nb-7Zr moídos por 150 minutos.
Liga Ti-10Nb-13Zr Liga Ti-35Nb-7Zr
Ti (%p) Nb (%p) Zr (%p) Ti (%p) Nb (%p) Zr (%p)
Média 76,35 12,06 11,59 Média 54,16 34,05 11,79
DP * 5,19 4,09 4,93 DP * 9,36 9,29 7,67
* DP – Desvio Padrão
Em virtude da heterogeneidade obtida na estequiometria das ligas, a
caracterização por Difratometria de Raios X (DRX) resultaria em resultados não
representativos das ligas em estudo, sendo assim não realizada.
A Figura 13 exibe os gráficos da variação granulométrica dos pós moídos
por 150 minutos, e classificados por meio de um jogo de peneiras de aço. O
tamanho médio dos grãos da composição Ti-10Nb-13Zr moídos por 150 minutos
foi de 88 µm, abaixo da malha 170 mesh enquanto a composição Ti-35Nb-7Zr
apresentou um valor maior de 145 µm, abaixo da malha 100 mesh.
(a)

22
(b)
Figura 13 – Distribuição granulométrica dos pós das composições (a) Ti-10Nb-
13Zr e (b) Ti-35Nb-7Zr após 150 minutos de moagem.
Comparando-se as ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr, vê-se que esta última
apresentou um maior tamanho granulométrico médio dos grãos. Isso se deve em
parte à presença de aglomerados – provavelmente devido à maior ductilidade do
nióbio, conforme se observa nas micrografias em MEV nas Figuras 14, 15, 16 e
17. Elas exibem imagens de cavacos e pós resultantes da moagem por 90 e 150
minutos das duas composições das ligas, sob ampliações de 20 a 1000 vezes.
(a) (b)
200 µm – 20x – Cavaco – 90 min 200 µm – 20x – Cavaco – 150 min

23
Figura 14 – Micrografias em MEV dos cavacos da composição Ti-10Nb-13Zr
moídos por (a) 90 e (b) 150 minutos, sob ampliações de 20 a 1000 vezes.
(a) (b)
(a) (b)
(a) (b)
10 µm – 500x – Cavaco – 90 min 10 µm – 500x – Cavaco – 150 min
(a) (b)
100 µm – 50x – Cavaco – 90 min 100 µm – 50x – Cavaco – 150 min
100 µm – 150x – Cavaco – 90 min 100 µm – 150x – Cavaco – 150 min
10 µm – 1.00kx – Cavaco – 90 min 10 µm – 1.00kx – Cavaco – 150 min

24
200 µm – 20x – Pó – 90 min 200 µm – 20x – Pó – 150 min
(a) (b)
100 µm – 50x – Pó – 90 min 100 µm – 50x – Pó – 150 min
(a) (b)
(a) (b)
100 µm – 150x – Pó – 150 min 100 µm – 150x – Pó – 90 min
10 µm – 500x – Pó – 90 min 10 µm – 500x – Pó – 150 min
(a) (b)

25
Figura 15 – Micrografias em MEV dos pós da composição Ti-10Nb-13Zr moídos
por (a) 90 e (b) 150 minutos, sob ampliações de 20 a 1000 vezes.
(a) (b)
10 µm – 1.00kx – Pó – 150 min 10 µm – 1.00kx – Pó – 90 min
200 µm – 20x – Cavaco – 90 min 200 µm – 20x – Cavaco – 150 min
(a) (b)
100 µm – 50x – Cavaco – 90 min 100 µm – 50x – Cavaco – 150 min
(a) (b)
(a) (b)
100 µm – 150x – Cavaco – 150 min 100 µm – 150x – Cavaco – 90 min

26
Figura 16 – Micrografias em MEV dos cavacos da composição Ti-35Nb-7Zr
moídos por (a) 90 e (b) 150 minutos, sob ampliações de 20 a 1000 vezes.
10 µm – 500x – Cavaco – 90 min 10 µm – 500x – Cavaco – 150 min
(a) (b)
(a) (b)
10 µm – 1.00x – Cavaco – 150 min 10 µm – 1.00x – Cavaco – 90 min
(a) (b)
200 µm – 20x – Pó – 150 min 200 µm – 20x – Pó – 90 min
100 µm – 50x – Pó – 150 min 100 µm – 50x – Pó – 90 min
(a) (b)

27
Figura 17 – Micrografias em MEV dos pós da composição Ti-35Nb-7Zr moídos
por 90 e 150 minutos, sob ampliações de 20 a 1000 vezes.
As Figuras 14, 15, 16 e 17 obtidas por microscopia eletrônica de varredura
(MEV) mostram que os impactos na superfície dos cavacos produziram um
processo de arrancamento e soldagem. Nos pós obtidos também se observa a
soldagem e formação de aglomerados com variada densificação. A formação de
aglomerados foi mais significativa na composição Ti-35Nb-7Zr, provavelmente
devido a maior ductilidade. A moagem por 180 minutos (90+90) não produziu
imagens com variações significativas.
(a) (b)
100 µm – 150x – Pó – 150 min 100 µm – 150x – Pó – 90 min
10 µm – 500x – Pó – 90 min 10 µm – 500x – Pó – 150 min
(a) (b)
(a) (b)
10 µm – 1.00kx – Pó – 150 min 10 µm – 1.00kx – Pó – 90 min

28
4.3. Moagem individual dos cavacos
Como a moagem dos cavacos na composição das ligas não produziu um
resultado satisfatório, nesta etapa, optou-se por avaliar a moagem independente
dos cavacos de Ti, Nb e Zr – a fim de se saber como se comportam na MAE e,
em seguida, utilizar o pó obtido para nova moagem na estequiometria da liga Ti-
10Nb-13Zr e relação esfera: massa de pó de 7:1 – a fim de se verificar se desta
maneira há maior homogeneidade na estequiometria obtida.
De modo a limitar as variações de tamanhos dos cavacos de cada material,
foram selecionados dois grupos de tamanhos com formatos aproximadamente
retangulares (63% em massa) e quadrados (37% em massa), conforme mostra a
Figura 18.
Titânio Nióbio Zircônio
Figura 18 – Imagens dos cavacos de titânio, nióbio e zircônio para moagem
individual. (a) Retangulares e (b) Quadrados.
A Figuras 19, 20 e 21 mostram a sequência de moagem respectivamente
para os metais titânio, nióbio e zircônio, onde é possível verificar o

29
comportamento dos metais individuais conforme o tempo de moagem até o
começo da formação de soldagem.
Figura 19 – Sequência de moagem para os cavacos de titânio, realizado com
intervalos de 30 min até 300 min.

30
Figura 20 – Sequência de moagem para os cavacos de nióbio, realizado com
intervalos de 30 min até 120 min.
Figura 21 – Sequência de moagem para os cavacos de zircônio, realizado com
intervalos de 30 min até 210 min.
As imagens mostram a sequência da moagem dos cavacos de titânio,
nióbio e zircônio. É importante destacar que as moagens foram interrompidas
assim que se percebia a formação significativa de soldagem nas paredes do
frasco.

31
Dos três metais, é possível verificar que o nióbio é o que apresentou maior
rapidez na fragmentação de seus cavacos, com 120 minutos, enquanto que o
titânio é o que apresentou maior dificuldade na fragmentação de seus cavacos,
com 300 minutos. O zircônio apresentou comportamento intermediário, com 210
min.
Para acompanhar a evolução do processo, a cada 30 minutos os cavacos e
pós foram separados em peneira de 30 mesh (0,6 mm), pesados e devolvidos aos
jarros para nova moagem. Os ciclos de moagem foram finalizados ao se observar
a formação de soldagem nas paredes dos jarros. Uma moagem de 10 minutos
com cavacos iniciais foi utilizada para limpeza parcial do pó soldado nas paredes
dos jarros e nas esferas de moagem, antes de iniciar uma moagem com novo
material. A variação entre as massas dos cavacos e pós pode ser observada nos
gráficos das Figuras 22, 23 e 24.
Figura 22 – Variação das massas dos cavacos e pós de titânio durante a moagem

32
Figura 23 – Variação das massas dos cavacos e pós de nióbio durante a moagem
Figura 24 – Variação das massas dos cavacos e pós de zircônio durante a
moagem
Conforme verificado anteriormente, observa-se que o nióbio foi o metal que
em maior quantidade e mais rapidamente moeu. Após 120 minutos, restaram
apenas 7,4% de cavacos retidos em malha 30 mesh (> 600µm). Contudo, foi o
que apresentou maior soldagem. Em seguida temos o zircônio que após 210
minutos de moagem, resultou em 36,8% de cavacos não fragmentados.
O titânio foi o metal que mais demorou a fragmentar e resultou, após 300
minutos de moagem, em 42,8% de cavacos não fragmentados. Nos primeiros 30
minutos de moagem, os cavacos de titânio adquiriram cerca de 1,0% de massa,

33
produzindo 4,3% de pó. Isto indica que a limpeza inicial por 10 minutos não foi
suficiente e que, devido à sua elevada dureza os cavacos de titânio removeram
parte do pó anteriormente soldado nas paredes do jarro e das esferas.
As Figuras 25, 26 e 27 mostram os difratogramas dos pós desses cavacos
após a moagem. Nos três materiais pode-se observar a amorfização dos pós,
indicada pela menor intensidade dos picos e largura dos picos principais. Este
efeito foi mais significativo no titânio além da contaminação de WC e Nb, indicada
pelos picos em 35,63º, e 48,27º referentes ao WC e 38,46º referente ao nióbio.
Para o nióbio e zircônio, os picos resultantes são característicos desses
materiais, apesar da parcial amorfização.
Cavacos de Ti moídos
0
50
100
150
200
250
300
30 35 40 45 50 55 60 65 70 75 802q (º)
Inte
nsid
ad
e (
cp
s)
Pó de Cav. Ti
Ti-JCPDS
Nb-JCPDS
Zr-JCPDS
WC JCPDS
Figura 25 – Difratograma do pó de titânio obtido da moagem de seus cavacos por
300 minutos.

34
Cavacos de Nb moídos
0
50
100
150
200
250
300
350
400
450
500
30 35 40 45 50 55 60 65 70 75 802q (º)
Inte
nsid
ad
e (
cp
s)
Pó de Cav. Nb
Ti-JCPDS
Nb-JCPDS
Zr-JCPDS
Figura 26 – Difratograma do pó de nióbio obtido da moagem de seus cavacos por
120 minutos.
Cavacos de Zr moídos
0
50
100
150
200
250
300
350
400
450
500
30 35 40 45 50 55 60 65 70 75 802q (º)
Inte
nsid
ad
e (
cp
s)
Pó de Cav. Zr
Ti-JCPDS
Nb-JCPDS
Zr-JCPDS
Figura 27 – Difratograma do pó de zircônio obtido da moagem de seus cavacos
por 210 minutos.
Foi também realizado EDX para os pós obtidos da moagem individual dos
cavacos, conforme mostra a Tabela 3.

35
Tabela 3: EDX dos pós de Ti, Nb e Zr moídos individualmente.
Titânio
Ti (%p) Nb (%p) Zr (%p)
Média 83,85 9,09 7,07
DP * 10,89 6,80 6,20
Nióbio
Ti (%p) Nb (%p) Zr (%p)
Média 19,32 80,13 0,55
DP * 3,62 3,27 0,89
Zircônio
Ti (%p) Nb (%p) Zr (%p)
Média 22,97 11,08 65,95
DP * 3,01 9,59 9,21
* DP – Desvio Padrão
Apenas dois jarros foram utilizados para as moagens, inicialmente dos
cavacos juntos e, após uma limpeza parcial, dos cavacos individuais. O resultado
de EDX mostra que a limpeza realizada não foi eficiente restando material nas
paredes dos jarros e esferas que acabou se misturando ao material da moagem
subsequente. Embora o objetivo do trabalho seja a moagem da liga destes
materiais a contaminação pode acabar interferindo na estequiometria da liga
desejada.
Neste ensaio não foi detectada contaminação por WC, apesar de alguns
espectros indicarem a presença de W, porém, abaixo de um teor significativo e
relevante.
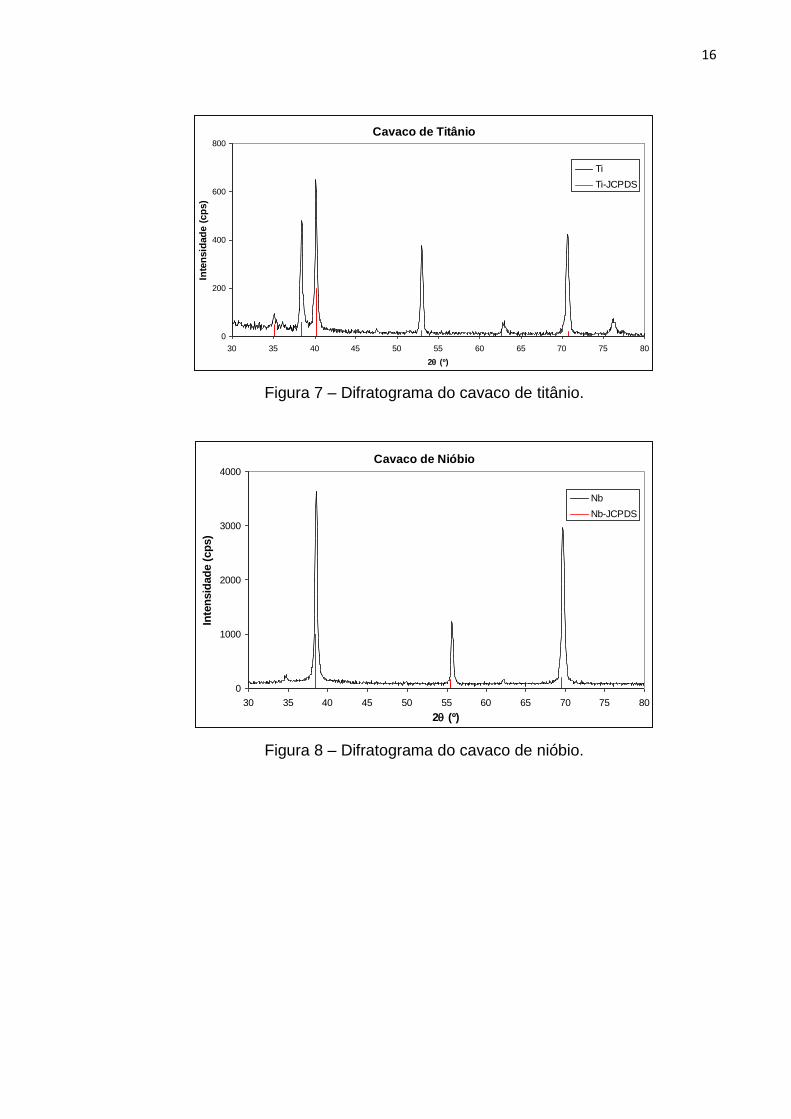
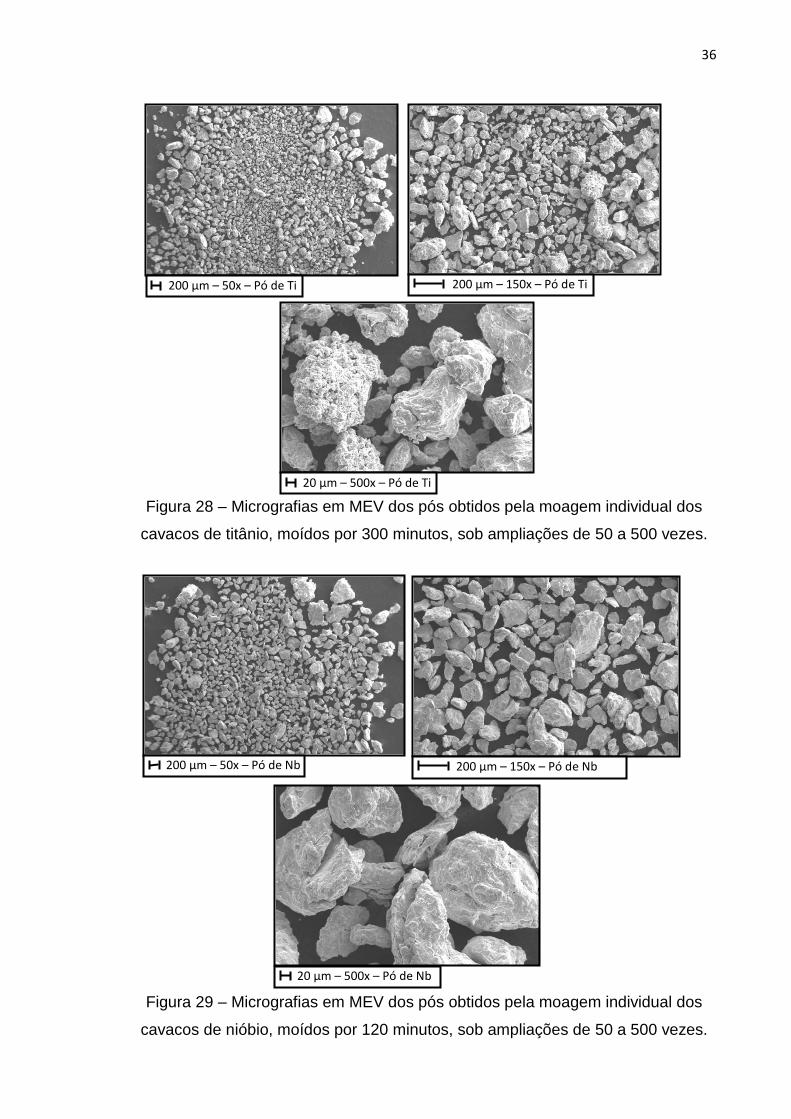
As Figuras 28, 29 e 30 mostram as micrografias em MEV dos pós obtidos
pela moagem individual dos cavacos de titânio, nióbio e zircônio.
36
Figura 28 – Micrografias em MEV dos pós obtidos pela moagem individual dos
cavacos de titânio, moídos por 300 minutos, sob ampliações de 50 a 500 vezes.
Figura 29 – Micrografias em MEV dos pós obtidos pela moagem individual dos
cavacos de nióbio, moídos por 120 minutos, sob ampliações de 50 a 500 vezes.
200 µm – 150x – Pó de Ti 200 µm – 50x – Pó de Ti
20 µm – 500x – Pó de Ti
200 µm – 50x – Pó de Nb 200 µm – 150x – Pó de Nb
20 µm – 500x – Pó de Nb
37
Figura 30 – Micrografias em MEV dos pós obtidos pela moagem individual dos
cavacos de zircônio, moídos por 210 minutos, sob ampliações de 50 a 500 vezes.
Pode-se observar nas imagens que a moagem produziu grãos de tamanho
e formas variadas, sendo que os grãos de zircônio foram os mais uniformes,
arredondados e de menor tamanho médio, além do menor teor de aglomerados.
O nióbio apresentou maior tamanho médio de grãos. O pó de titânio apresentou
maior distribuição de tamanho de grãos e maior teor de aglomerados, alguns
compostos por muitos grãos pequenos e justapostos e outros compostos por
placas entrelaçadas.
As Figuras 31, 32 e 33 exibem os gráficos da variação granulométrica dos
pós de titânio, nióbio e zircônio moídos a partir de seus respectivos cavacos, e
classificados por meio de um jogo de peneiras de aço.
200 µm – 50x – Pó de Zr 100 µm – 150x – Pó de Zr
20 µm – 500x – Pó de Zr

38
Figura 31 – Distribuição granulométrica do pó de titânio após 300 minutos de
moagem.
Figura 32 – Distribuição granulométrica do pó de nióbio após 120 minutos de
moagem.

39
Figura 33 – Distribuição granulométrica do pó de zircônio após 210 minutos de
moagem.
Os resultados do ensaio granulométrico confirmam as observações obtidas
das imagens por MEV, em que o pó de nióbio apresenta o maior tamanho de
grãos, com média de 177,5 µm (abaixo da malha 80 mesh) e o pó de zircônio o
menor tamanho 92,5 µm (abaixo da malha 140 mesh), enquanto o pó de titânio
apresentou média de 145,5 µm (abaixo da malha 100 mesh).
4.4. Moagem dos pós de Ti, Nb e Zr na estequiometria da liga Ti-10Nb-13Zr
Os pós obtidos da moagem independente foram misturados na
estequiometria da liga Ti-10Nb-13Zr e moídos por 180 minutos, em intervalos de
30 minutos para observação. Neste item, não se utilizou a liga Ti-35Nb-7Zr,
optou-se por avaliar a liga Ti-10Nb-13Zr neste momento e, num trabalho futuro,
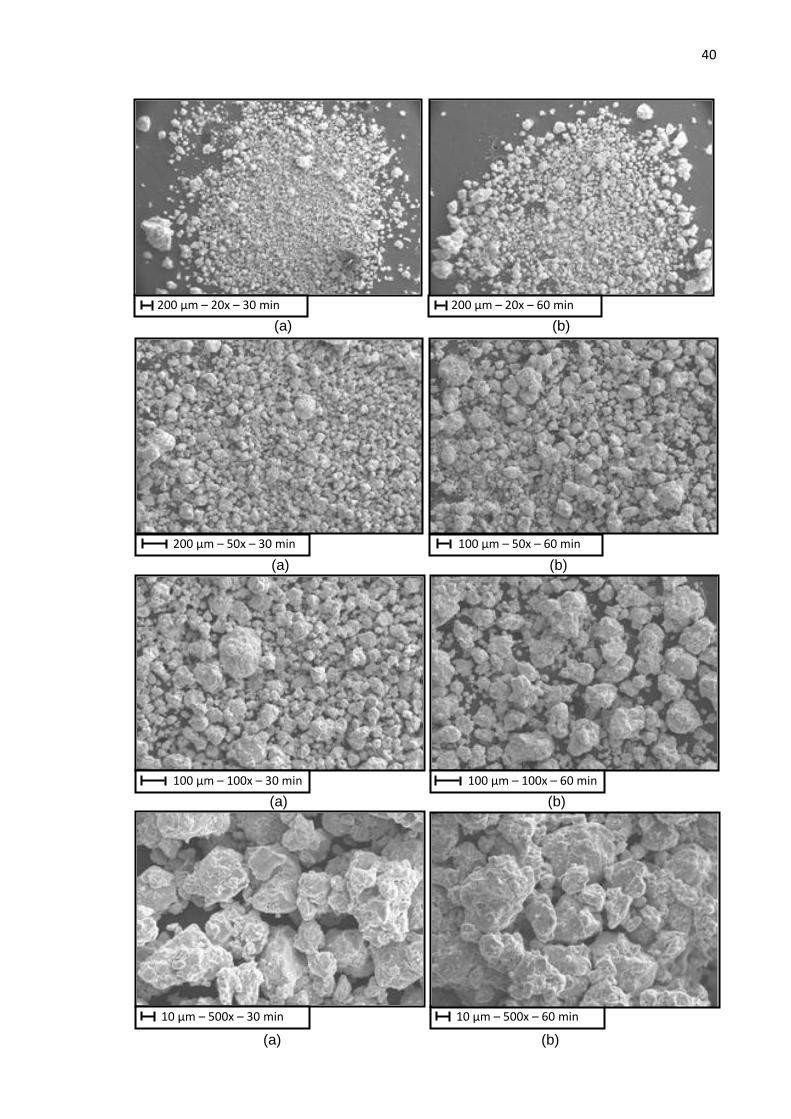
utilizar a outra liga. As Figura 34, 35 e 36 mostram o MEV nos diferentes tempos
de moagem.
40
200 µm – 20x – 30 min 200 µm – 20x – 60 min
(a) (b)
(a) (b)
100 µm – 100x – 30 min 100 µm – 100x – 60 min
(a) (b)
100 µm – 50x – 60 min 200 µm – 50x – 30 min
(a) (b)
10 µm – 500x – 30 min 10 µm – 500x – 60 min

41
Figura 34 – MEV mostrando a MAE dos pós de Ti, Nb e Zr na estequiometria da
liga Ti-10Nb-13Zr em diferentes ampliações e nos tempos de moagem (a) 30 min
e (b) 60 min.
10 µm – 1.00kx – 30 min 10 µm – 1.00kx – 60 min
(a) (b)
(a) (b)
(a) (b)
200 µm – 20x – 120 min 200 µm – 20x – 90 min
100 µm – 50x – 120 min 100 µm – 50x – 90 min

42
Figura 35 – MEV mostrando a MAE dos pós de Ti, Nb e Zr na estequiometria da
liga Ti-10Nb-13Zr em diferentes ampliações e nos tempos de moagem (a) 90 min
e (b) 120 min.
(a) (b)
(a) (b)
(a) (b)
100 µm – 100x – 120 min 100 µm – 100x – 90 min
10 µm – 500x – 120 min 10 µm – 500x – 90 min
10 µm – 1.00kx – 120 min 10 µm – 1.00kx – 90 min

43
(a) (b)
(a) (b)
(a) (b)
(a) (b)
200 µm – 20x – 150 min 200 µm – 20x – 180 min
100 µm – 50x – 150 min 100 µm – 50x – 180 min
100 µm – 100x – 150 min 100 µm – 100x – 180 min
10 µm – 500x – 150 min 10 µm – 500x – 180 min

44
Figura 36 – MEV mostrando a MAE dos pós de Ti, Nb e Zr na estequiometria da
liga Ti-10Nb-13Zr em diferentes ampliações e nos tempos de moagem (a) 150
min e (b) 180 min.
As imagens mostram a granulometria obtida durante a moagem da liga 10-
13, onde é possível verificar a redução do tamanho de grãos com o aumento do
tempo de moagem; a presença de aglomerados e o formato irregular dos grãos,
porém próximo a arredondado.
A Tabela 4 mostra os resultados obtidos pela análise EDX para o pó obtido
pela moagem de 180 minutos para a liga Ti-10Nb-13Zr obtida a partir dos pós de
titânio, nióbio e zircônio moídos inicialmente.
(a) (b)
10 µm – 1.00kx – 150 min 10 µm – 1.00kx – 180 min

45
Tabela 4 – EDX dos pós de Ti-10Nb-13Zr moídos por 180 minutos.
Tempo – 30 min Tempo – 60 min
Ti (%p) Nb (%p) Zr (%p) Ti (%p) Nb (%p) Zr (%p)
Média 77,52 8,53 13,95 Média 82,69 6,32 11,00
DP * 19,66 7,44 12,30 DP * 5,87 1,95 3,99
Tempo – 90 min Tempo – 120 min
Ti (%p) Nb (%p) Zr (%p) Ti (%p) Nb (%p) Zr (%p)
Média 82,71 7,21 10,08 Média 81,80 8,12 10,07
DP * 4,96 1,68 3,61 DP * 7,03 4,85 4,07
Tempo – 150 min Tempo – 180 min
Ti (%p) Nb (%p) Zr (%p) Ti (%p) Nb (%p) Zr (%p)
Média 80,40 7,40 12,20 Média 81,95 8,00 10,05
DP * 8,29 2,68 5,72 DP * 5,80 3,24 2,63
* DP – Desvio Padrão
Estes resultados mostram a variação da composição ao longo da moagem,
com maior heterogeneidade nos tempos menores de moagem indicado pela
variação entre os valores máximo e mínimo. Embora as composições não sejam
próximas à estequiometria pretendida (77-10-13), observa-se uma proximidade e
proporcionalidade a estes valores.
A Figura 32 mostra o difratograma dos pós da liga Ti-10Nb-13Zr obtida a
partir dos pós de titânio, nióbio e zircônio moídos individualmente. Pode-se
observar a amorfização dos pós, indicada pela menor intensidade dos picos e
largura dos picos principais.

46
Figura 32 – Difratograma do pó da liga Ti-10Nb-13Zr obtida da moagem de seus
cavacos por 180 minutos.
47
5. CONCLUSÕES E RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Este trabalho teve como objetivo o estudo da técnica moagem de alta
energia para as ligas Ti-10Nb-13Zr e Ti-35Nb-7Zr, determinando o
comportamento de seus elementos metálicos constituintes individualmente e em
conjunto, na proporção de cada liga. A partir dos resultados obtidos e de sua
avaliação, pode-se concluir:
- Em todas as condições de moagem, houve heterogeneidade na
estequiometria obtida, informações obtidas pelas curvas de EDX, o que tornou
necessária uma investigação mais detalhada a respeito da MAE para os metais
constituintes das ligas em estudo.
- Exceto pelos difratogramas dos cavacos de Ti, Nb e Zr, nos demais
perebeu-se a ocorrência de amorfização dos pós, indicada pela menor
intensidade dos picos e largura dos picos principais.
- Da caracterização microestrutural dos cavacos de Ti, Nb e Zr, concluiu-se
tratar de materiais de alta pureza, sem contaminantes.
- Da moagem dos cavacos de Ti, Nb e Zr na proporção das ligas Ti-10Nb-
13Zr e Ti-35Nb-7Zr, concluiu-se que a composição próxima à liga Ti-35Nb-7Zr
apresenta melhor eficiência de moagem em relação à composição próxima à Ti-
10Nb-13Zr, devido à menor quantidade de cavacos não fragmentados obtidos. Ao
mesmo tempo, verificou-se uma formação de aglomerados mais significativa na
composição próxima à Ti-35Nb-7Zr, provavelmente devido à maior ductilidade.
Essa formação de aglomerados está ligada ao tamanho médio obtido para os
grãos, o que foi confirmado pela caracterização granulométrica dos pós de ambas
as composições.
- Da moagem individual dos cavacos pode-se concluir que o
comportamento dos metais Ti, Nb e Zr na MAE difere consideravelmente,
justificado pelas suas propriedades de dureza e ductilidade. Assim, o Ti, elemento
mais duro da liga ternária, foi o que levou mais tempo para ser moído (300 min),
enquanto que o Nb (120 min) e o Zr (210 min), são mais facilmente moídos. Pode-
se observar nas imagens em MEV que a moagem produziu grãos de tamanho e
formas variadas, sendo que os grãos de Zr foram os mais uniformes,
arredondados e de menor tamanho médio, além do menor teor de aglomerados.
O Nb apresentou maior tamanho médio de grãos. O pó de Ti apresentou maior

48
distribuição de tamanho de grãos e maior teor de aglomerados, alguns compostos
por muitos grãos pequenos e justapostos e outros compostos por placas
entrelaçadas.
- Da moagem dos pós de Ti, Nb e Zr na composição próxima à liga Ti-
10Nb-13Zr, foi possível verificar a redução do tamanho de grãos com o aumento
do tempo de moagem; a presença de aglomerados e o formato irregular dos
grãos, porém próximo a arredondado.
Tendo em vista os experimentos desenvolvidos, as conclusões obtidas e,
principalmente, a experiência que foi adquirida com o presente trabalho, o autor
sugere alguns tópicos para o aprofundamento das pesquisas, os quais visam
otimizar o processo de obtenção de ligas metálicas a partir da técnica de moagem
de alta energia:
- Limpeza mais efetiva dos jarros e esferas fora da glove-box, utilizando meio
abrasivo (lixa) e solução ácida apropriada.
- Executar o processo de MAE a partir de cavacos fragilizados, isto é, com um
tratamento térmico prévio e/ou hidrogenação dos cavacos, a fim de garantir uma
maior relação pós / cavacos.
- Uso de cavacos menores e mais finos, a fim de garantir maior eficiência de
moagem.
- Diminuir intervalo de tempo de investigação a fim de observar melhor o
progresso da amorfização do material.
- Estudo para evitar ou minimizar a soldagem e formação de aglomerados a fim
de se obter partículas com o menor tamanho de grãos possível.
- Verificar possibilidade de utilizar outros modelos de moinhos, a fim de comparar
a eficiência de moagem para cada tipo.

49
- Uma vez alcançada uma estequiometria satisfatória, prosseguir o estudo,
fazendo a obtenção de corpos de prova, mediante compactação do pó, e assim,
após a sinterização, fazer a caracterização microestrutural e mecânica da liga
porosa obtida.
50
REFERÊNCIAS1
AGUIAR, D.J.M. Processamento do aço inoxidável superdúplex UNS S32520 por
moagem de alta energia. Dissertação de Mestrado – Universidade Estadual de
Ponta Grossa, Setor de Ciências Agrárias e Tecnologia, 2008)
ARUNACHALAM, V. S., SUNDARESAN, R. “Powder Metallurgy”, in Materials
Science and Techonology: a Comprehensive Treatment, Ed. R. W. Cahn, P.
Haasen, E. J. Kramer, vol.15, Processing of Metals and Alloys, VCH Publishers
Inc., New York, USA, p. 137-192. 1991.
ASSIS, S.L. Investigação da resistência a corrosão da liga Ti-13Nb-13Zr por meio
de técnicas eletroquímicas e de analise de superfície. Tese de Doutorado –
Instituto de Pesquisas Energéticas e Nucleares – USP, 2006.
BANERJEE, R.; NAG, S.; STECHSCHULTE, J.; FRASER, H. L. Strengthening
mechanisms in Ti–Nb–Zr–Ta and Ti–Mo–Zr–Fe orthopaedic alloys. Biomaterials, v.
25, p. 3413–3419, 2004.
BAUER, JRO. Propriedades mecânicas do titânio comercialmente puro e da liga
Ti-6Al-4V fundidos em diferentes ambientes. (Tese de Doutorado). São Paulo:
Faculdade de Odontologia da USP, 2007.
BENJAMIN, J. S.; Fundamentals of Mechanical Alloying, Materials Science
Forum, Vols. 88-90, p. 1 – 18, 1992
1 De acordo com a Associação Brasileira de Normas Técnicas. NBR 6023

51
BENJAMIN, J. S.; VOLIN, T. E.; The Mechanism of Mechanical Alloying,
Metallurgical Transactions, vol. 5, p. 1929 – 1934, 1974.
BOTTINO, M.C.M. Estudo da osteointegração da liga Ti-13Nb-13Zr obtida por
metalurgia do pó com diferentes graus de porosidade. Dissertação de Mestrado.
IPEN, São Paulo, 127 paginas, 2005.
BRAGA, N.A. e FERREIRA, N.G. Obtenção de titânio metálico com porosidade
controlada por metalurgia do pó. Química Nova, v. 30, no. 2, p. 450-457, 2007.
COELHO, R. E., Obtenção das ligas Al-Fe-X-Si (X=V ou Nb) por moagem de alta
energia e extrusão a quente. 2001, 121p. Tese (Doutorado em Tecnologia
Nuclear - Materiais) – Instituto de Pesquisas Energéticas e Nucleares,
IPEN/CNEN-SP, São Paulo.
ENAYATI, M. H.; BAFANDEH, M. R.; Phase Transictions in Nanostructured Fe-Cr-
Ni Alloys Prepared by Mechanical Alloying, Journal of Alloys Compounds, vol.
454, Issues 1 – 2, p. 228 – 232, 2008.
FREYMAN T M, YANNAS I V, GIBSON L J. Cellular materials as porous scaffolds
for tissue engineering [J]. Progress in Materials Science, 2001, 46: 273-282.
GOIA, T.S. Avaliação in vitro e in vivo de ligas porosas de Ti-13Nb-13Zr obtidas
por metalurgia do pó. Dissertação de Mestrado – Instituto de Pesquisas
Energéticas e Nucleares – USP, 2008.
52
GOMES M E, RIBEIRO A S, MALAFAYA P B, REIS R L, CUNHA A M. A new
approach based on injection moulding to produce biodegradable starch-based
polymeric scaffolds: Morphology, mechanical and degradation behaviour [J].
Biomaterials, 2001, 22: 883-889.
GREINER, C. OPPENHEIMER, S.M., DUNAND D.C. High strength, low stiffness,
porous NiTi with super elastic properties. Acta Biomaterialia, v. 1, p. 705–716,
2005.
HENRIQUES, V.A.R.; SILVA, C.R.M. Produção de ligas de titânio para implantes
médicos por meio da metalurgia do pó, Key Engineering Materials, v. 189-191,
p.443-448, 2001
HERO, H.; SYVERUD, M.; WAARLI, M. Mold filling and porosity in castings of
titanium. Dent. Mater., Copenhagem, v. 9, n. 3, p. 15-18, 1993.
KURODA, D.; NIINOMI, M.; MORINAGA, M.; KATO, Y.; YASHIRO, T. A new
approach based on injection moulding to produce biodegradable starch-based
polymeric scaffolds: Morphology, mechanical and degradation behaviour.
Materials Science and Engineering A, v.243, p. 244-249, 1998.
MALINOVA, S.; SHAA, W.; GUO, Z. ; TANG, C.C.; LONG, A.E. Synchrotron X-ray
diffraction study of the phase transformations in titanium alloys. Materials
Characterization, v. 48, p. 279– 295, 2002.
NAM, J. G.; LEE, J. S.; Mechano-Chemical Synthesis of Nanosized Stainless
Steel, Nanostructured Materials, vol. 12, n°1, p. 475 – 378, 1999.

53
NEVES M.D.M. Sinterização de misturas de pós de liga de ferro para aplicações
automotivas. Tese de Doutorado – IPEN/USP, 2005.
NOORT R. VAN. Review – Titanium: the implant material of today. Journal
Materials Science, v. 22, p. 3801-3811, 1987.
ROCHA, C. J. Mecanismos de ativação mecânica de misturas de nióbio e
alumínio para a síntese por reação do NbAl3. 2008, 147f. Doutorado (Doutorado
em Ciências na Área de Tenologia Nuclear – Materiais.), Instituto de Pesquisas
Energéticas e Nucleares – IPEN/CNEN, São Paulo, 2008.
ROTTA, M. Compósito Nb-Cu obtido por ação mecânica e sinterização –
comportamento físico, térmico e elétrico. Dissertação de Mestrado – Universidade
Estadual de Maringá, Centro de Pesquisas Exatas, 2005.
SCHNEIDER, S.G. Obtenção e caracterização da liga Ti-13Nb-13Zr para
aplicação como biomaterial. Tese de Doutorado – Instituto de Pesquisas
Energéticas e Nucleares – USP, 2001.
SURYANARAYANA, C. Mechanical alloying and milling. Progress in Materials
Science, v. 46, p. 1-184, 2001.
SURYANARAYANA, C. Mechanical Alloying, ASM Handbook, Powder Metal
Technologies and Applications, vol. 7, ed. 10, p. 80 – 90, 1998

54
TAIRA M, MOSER JB, GREENER EH. Studies of Ti alloys for dental casting.
Dent. Mater., v.5, n. 1, p. 45-50, 1989.
YANG, H.; HUANG, L.; BAKKER, H.; Phase Transformations in Sigma Phases by
Mechanical Milling, Material Science Forum, vols. 150 – 151, 1994.
ZAVAGLIA, C. A. C. Aplicações de biomateriais em próteses ortopédicas.
Campinas, 1993. Tese (Livre Docência) – Universidade Estadual de Campinas
(UNICAMP).
ZHANG, D. L.; Processing of Advanced Materials Using High-Energy Mechanical
Milling, Progress in Material Science 49, p. 537 – 560, 2004.
ZHOU, Y. L., NIINOMI, M., AKAHORI, T. Effects of Ta content on Young’s
Modulus and tensile properties of binary Ti-Ta alloys for biomedical applications.
Materials Science and Engineering A, v. 371, p. 283-290, 2004.





























