Embed Size (px)
Citation preview

University of Groningen
Optimization of Jatropha curcas pure plant oil productionSubroto, Erna
IMPORTANT NOTE: You are advised to consult the publisher's version (publisher's PDF) if you wish to cite fromit. Please check the document version below.
Document VersionPublisher's PDF, also known as Version of record
Publication date:2015
Link to publication in University of Groningen/UMCG research database
Citation for published version (APA):Subroto, E. (2015). Optimization of Jatropha curcas pure plant oil production. University of Groningen.
CopyrightOther than for strictly personal use, it is not permitted to download or to forward/distribute the text or part of it without the consent of theauthor(s) and/or copyright holder(s), unless the work is under an open content license (like Creative Commons).
Take-down policyIf you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediatelyand investigate your claim.
Downloaded from the University of Groningen/UMCG research database (Pure): http://www.rug.nl/research/portal. For technical reasons thenumber of authors shown on this cover page is limited to 10 maximum.
Download date: 13-04-2021

1
Chapter 1 Introduction

2
1.1 Need for bio-based energy source
Fossil fuels such as petro-diesel, LPG and kerosene are the main energy sources within the
developing countries. However, fossil fuel is becoming more depleted and the price steadily
increased over the last decade to values between 100 and 110 USD per barrel at this
moment (Figure 1). Moreover, most developing countries are depending on fossil fuel
imports and government’s subsidization of those fuels becomes a burden for government’s
budgets. In addition, many negative environmental impacts are caused by the combustion
of fossil fuel, i.e. the greenhouse effect associated with CO2 emissions. Therefore, utilization
of alternative fuels is strongly recommended.
Figure 1 Price of NYMEX Light Sweet Crude Oil in the period 2003- 2013 [1]
An alternative fuel must be technically feasible, economically competitive, environmentally
acceptable, and easily available [2]. Biofuels such as pure plant oil (PPO), biodiesel and
ethanol have become promising alternative renewable and independent sources in
developing countries. In general, biofuels can be used in the transportation sector, for
electricity generation, and for domestic use such as cooking, lighting or heating.
Some countries have issued policies for the transition from fossil fuel to biofuel and
introduced specific legislation. For example, the European Commission has issued a binding
target of 20% for the share of renewables within the total energy consumption by 2020, and
a minimum of 10% of the transport fuel must be based on biofuels in 2020 [3]. For the same
year, China's Renewable Energy Law (RE Law) has set a binding target of 15% of all energy to
come from renewable sources [4]. Likewise, Indonesia has issued a policy, The President

3
Regulation No. 5 Year 2006 on National Energy Policy, aiming for at least 5% of total energy
consumption to be biofuel by 2025 [5]. For biodiesel in particular, Europe, Brazil, China, and
India each have targets to replace between 5 and 20% of the total diesel consumption by
biodiesel [6].
The term biofuel is defined as fuel produced from renewable biomass (organic materials
that are plant or animal based, including dedicated energy crops, agricultural crops and
trees, food, feed and fiber crop residues, aquatic plants, forestry and wood residues,
agricultural wastes and other waste materials [7]. Pyrolysis oil, pure plant oil (PPO), bio-
diesel and bio-ethanol are well-known examples of experimental and proven biofuels.
Pyrolysis oil is a product of thermochemical decomposition of organic material at elevated
temperatures in the absence of oxygen. Bio-ethanol is an alcohol made by fermentation,
mostly from carbohydrates produced in sugar or starch crops such as corn, sugarcane, or
sweet sorghum. Ethanol can be used as a fuel for vehicles in its pure form, but it is usually
used as a gasoline additive to increase the octane level and reduce vehicle emissions.
In this chapter, the use of vegetable oil as fuel will be described in more detail. Vegetable oil
has become the main feedstock for biodiesel production, especially as a petro-diesel
substitute. Pure Plant Oil (PPO) is vegetable oil used directly as a fuel in suitable diesel
engines without undergoing chemical change from its original characteristics [8]. Bio-diesel
is defined as a fuel comprised of mono-alkyl esters of long-chain fatty acids (chain length
C14-C22) derived from renewable lipid - vegetable oil - sources [2]. It can be used in
compression ignition engines with little or no modifications [9]. Biodiesel is produced by a
trans-esterification reaction of lipid sources with short-chain alcohols, preferably methanol
or ethanol.
1.1.1 Vegetable oils
Vegetable oil consists of mostly triacylglycerols (90-98%), but it also contains minor
components such as free fatty acids (FFA) (generally 1–5%), mono- and diacylglycerols,
phospholipids, chlorophylls, carotenes, sterols, tocopherols, phenolic compounds, metals,
sulfur compounds and traces of water [10]. Triglyceride is a lipid consisting of three
molecules of fatty acids covalently bonded to one molecule of glycerol (see Scheme 1).
Commonly found fatty acids in vegetable oils are palmitic, stearic, oleic, linoleic and linolenic
acid.

4
Scheme 1 Chemical structure of triglyceride
The main advantages of vegetable oils over petro-diesel are their ready availability,
renewability, non-toxicity, and biodegradability. Meanwhile, the main disadvantages are the
higher viscosity, lower volatility, and the reactivity of unsaturated hydrocarbon chains
[2,11]. All vegetable oils are extremely viscous with viscosities ranging from 9 to 17 times
greater than petro-diesel fuel [11,12]. Trans-esterification is the common method used to
reduce the viscosity of vegetable oils such that this product, termed biodiesel, can be used
directly in conventional diesel engines [12]. The use of vegetable oil-derived fuels led to
substantial reductions in emissions of carbon monoxide (CO), poly-aromatic hydrocarbons
(PAH), smoke, and particulate matter (PM) [13,14]. Furthermore, vegetable oil-derived fuels
contribute to the reduction of greenhouse gas emissions in comparison to petro-diesel,
since carbon dioxide (CO2) emitted during combustion is recycled in the photosynthesis
process in the plants [2]. Reductions in net carbon dioxide emissions are estimated at 77–
104 g/MJ of diesel displaced by biodiesel [15]. In addition, vegetable derived fuels have an
output-to-input energy ratio higher than petro-diesel. Typical results show that the life-cycle
output-to-input (fossil) energy ratio of soybean oil, soy-biodiesel and petro-diesel is around
6.2, 3.2, and 0.83, respectively [16].
Vegetable oils have chemical structures different from petro-diesel. Classic diesel fuel
consists of hydrocarbon molecules with chain lengths of C10-C15, while vegetable oils consist
of triglycerides whose chain lengths range mostly from C16 to C22; either saturated or
unsaturated. The average chemical formula for classic diesel fuel is C12H23, ranging from
approximately C10H20 to C15H28. Triglyceride molecules have molecular weights between 800
and 900 and are thus nearly four times larger than typical diesel fuel molecules. The large
size of vegetable oil molecules and the presence of oxygen in the molecules suggest that
some fuel properties of vegetable oil should differ markedly from those of hydrocarbon
fuels [11]. The chemical and physical properties of the fuel liquids are shown in Table 1.

5
Table 1 Fuel properties of common vegetable oil used as biodiesel feedstock
Type of oil CN LHV
(MJ/kg)
Density
(kg/L)
Kin.Visc.
mm2/s
FP
°C
CP
°C
PP
°C
Ref.
Diesel fuel #2 45.8 45.2 0.847 2.39 78 -19 -23 [17]
Edible oil
Palm oil 49 40.14 0.9139 40.33 275 23 12 [18, 19]
Rapeseed 37.6 39.709 0.9115 37.3 246 -3.9 31.7 [11, 20]
[11, 20]
[11, 20]
Sunflower 37.1 39.575 0.9161 34.4 274 7.2 -15
Soybean 37.9 39.623 0.9138 33.1 254 -3.9 -12.2
Non-edible oil
Jatropha 38 39.071 0.917 35.98 229 9 4 [21, 22]
Kinematic viscosity were measured at 38 oC, CN - cetane number, LHV - lower heating value, FP-flash point, CP-
cloud point, PP-pour point
Vegetable oil-derived fuels are usually produced from edible vegetable oils, such as
soybean, rapeseed, sunflower and palm oils. They are not economically attractive since their
prices are higher than diesel fuel, as can be seen in Figure 2. In addition, production of
biofuels from edible vegetable oils is the main cause of increased global food market prices
[23]. One of the most promising potential raw materials for biofuel production is from non-
edible sources such as jatropha oil [23-27].
Figure 2 Price of diesel # 2 and edible vegetable oils (2003-2013) [1, 28]

6
Compared to other food-based crops such as palm, soybean and sunflower, jatropha is
considered as a more sustainable feedstock for fuel production [23,26]. It is a non-edible oil,
thus it will not impair any food security issue [29]. Jatropha oil provides a relatively high oil
yield per area compared to other vegetable oils. It has a yield per hectare of more than
twice that of sunflower and four times that of soybean (See Table 2). General description
and the application of jatropha oil is described in more detail in part 1.1.2.
Table 2 Oil production per area of different oil plants [30]
Vegetable Latin name Liters oil/ha/yr
Palm Elaeis guineensis 5,698
Coconut Cocos nucifera 2,578
Jatropha Jatropha curcas 1,812
Karanja Pongamia pinnata 1,250
Rapeseed Brassica napus 1,140
Peanut Ariachis hypogaea 1,018
Sunflower Helianthus annuus 915
Linseed Linum usitatissimum 458
Soybean Glycine max 430
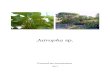
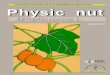
1.1.2 Jatropha curcas L.: general description and application
Jatropha curcas, commonly known as physic nut (English) or purgeernoot (Dutch) or jarak
pagar (Bahasa Indonesia) is a perennial oil-bearing shrub (normally up to 5 m height)
belonging to the Euphorbiaceae family. The vegetable is a native to Central and South
America, whereas it has been distributed to tropical and subtropical countries and mainly
grown in Asia and Africa [31]. The tree has flexibility adaptation in the various
environmental growing conditions. In general, jatropha is toxic to humans and animals.
Phorbol esters, trypsin inhibitors, phytates, saponins and lectins (curcin) are known as the
toxic compounds found in the seed of toxic varieties of jatropha [32]. In addition to the
more common toxic varieties, non-toxic varieties of Jatropha curcas that contain negligible
amounts of phorbol esters are reported to exist in Mexico and Central America [24]. The
jatropha tree starts producing seeds from the first year and continues producing seeds up to
50 years with up to three harvesting times per year [33]. Typical seed production levels up
to 5 tons seeds per ha per year has been reported [8]. The seed yields and oil content are
highly dependent on environmental conditions (temperature, altitude, rainfall, sunlight, soil
conditions), genetics, plant age and plant management (use of pesticide and fertilizer,
irrigation, plant density, etc.) [8,34].

7
Dry Jatropha curcas fruit contains about 30-40% hull and 60-70% seed. The fruits are 2.5 cm
long, ovoid, and have 2–3 seeds [35]. The seed contains about 30-40% shell and 60-70%
kernel with the weight of the seeds is about 0.45-0.86 g [36]. The oil content in jatropha
seed is reported to be in the range of 29 to 37% by weight of the seed or from 44 to 62%
weight of the kernel. The kernels are also rich in crude protein (22-35%) [36]. The oil
contains 63.9-91.6% unsaturated fatty acids (Table 3) with an iodine value of 92-112 which
classifies it as a semi-drying oil (partially hardens when the oil is exposed to air) [24,37]. A
representative figure of Jatropha curcas tree can be seen in Figure 3.
Table 3 Fatty acid composition of jatropha oil [24]
Fatty acid composition Jatropha oil
Myristic acid C14:0 0-0.1
Palmitat acid C16:0 14.1-15.3
Palmitoleic acid C16:1 0-1.3
Stearic acid C18:0 3.7-9.8
Oleic acid C18:1 34.3-45.8
Linoleic acid C18:2 29.0-44.2
Linolenic acid C18:3 0-0.3
Arachidic acid C20:0 0-0.3
Bahenic acid C22:0 0-0.2
Total Saturated 17.8-25.6
Total Unsaturated 63.3-91.6
Figure 3 Rpresentative figure of Jatropha curcas vegetable
All parts of the jatropha plant can be used for a wide range of purposes. The potencies of
several parts of jatropha plant can be seen in Figure 4. The jatropha plant itself has

8
traditionally been used as a medicinal plant and as a live fence to reclaim land or to protect
gardens and crops from grazing animals [31,33]. The non-edible jatropha oil can be used
directly as fuel in lamps [38], stoves [39], and stationary or mobile diesel engines (pumps,
mills, tractor and electricity generators) [33] and as raw material for the production of
lubricants [40], alkyd resins (paints and varnishes) [41], candles, medicines, cosmetics and
soaps [42]. It is reported that the use of a blend of 10% (v/v) jatropha oil with diesel fuel
does not cause engine problems [35]. The oil also can be converted to a high-quality
biodiesel fuel, usable in a compression ignition (CI) diesel engine [43,44]. Furthermore, the
fuel properties of jatropha biodiesel fulfill the major specifications outlined in European (EN
14214) and American (US ASTM D 6751-02) standards [45].
Figure 4 Potential utilization of the jatropha plant (Modified from [24])
The economic evaluation has shown that the biodiesel production from jatropha is very
profitable provided the rest of the plants can be converted and sold as valuable products
[46]. The fruit hulls can be use as activated carbon [47] and bio-compost production [48].
The cake obtained after removing the oil from the seed or kernel can be used as as an
organic fertilizer [35], a fermentation substrate in enzyme production [49], or as feedstock
for biogas production [50]. Non-toxic varieties or detoxified press cake, can be used as

9
animal feed as it is rich in protein (48 - 64%) [32,36]. In addition, there are several potential
applications of jatropha seed shell, for example as particle board [51], activated carbon [52],
pyrolysis oil [53] fuel for combustion units [54] and gasifier feedstock [55] which will add
some economic value.
1.2 Vegetable oil processing
Jatropha oil processing involves the extraction and processing of oils from oilseed as shown
in the general flow-scheme in Figure 5.
Figure 5 Schematic representations of “jatropha PPO production”; superscripts:
the corresponding chapter numbers in this thesis
To successfully produce jatropha PPO or the bio-diesel derived from it, many factors play a
role. The scheme illustrates the flow from harvested plant material to the final PPO product
and the possible processes that can or have to be applied. In this section, the available
literature regarding these processing steps will be summarized and analyzed, while the
characteristics that determine the initial and longer term quality, i.e. stability, and
performance of the oil will be summarized in the subsequent section. Each topic
summarizes the current state of art and also highlights the unknowns and the research
questions that will be dealt with in this thesis.
1.2.1 Growing conditions and harvesting
The seed yields are highly dependent on environmental conditions (temperature, altitude,
rainfall, sunlight, soil conditions), genetics, plant age and plant management (use of
pesticide and fertilizer, irrigation, plant density, etc) [8,34,57,58]. At low input condition, the
dry jatropha seed yield is in the range of 2-3 tons/ha/yr. In more favorable conditions dry
jatropha seeds yield up to 5 tons/ha/yr have been achieved [8]. Srivastava et al. (2011) [58]

10
studied the effect of growth performance on morphological characterization of seeds and
seed oil content.
The harvesting time is one of the critical steps in seeds production. Oil content has been
related to fruit maturity. The jatropha seed can be classified into four maturity stages: early
maturity (green fruit), physiological maturity (yellow fruit), over maturity (brown fruit), and
senescence (black-dry fruit). The best fruit maturity stage for seed oil content was found in
yellow and brown fruit [59]. It is recommended that seed should be harvested at low
moisture content [60]. But if the seeds are harvested at high moisture content, seeds should
be dried immediately.
1.2.2 Drying and storage
Fresh jatropha seeds are usually has a moisture content of approximately 75% d.b. [61].
Therefore drying the seeds is necessary to reduce the moisture content of fresh harvested
seed to a level that inhibits the biochemical, chemical and microbiological deterioration.
This allows safe storage over an extended period and provides optimum conditions for next
processing. Other objectives of drying are to substantially reduce weight and volume,
minimize packaging, storage and transportation costs and enable storability of the product
under ambient temperatures [62]. Drying must not impair the quality of the extracted oil.
During the drying process, the constituents in the seeds can undergo undesirable reactions
which cause loss of quality. The major deterioration of the seeds is due to lipid peroxidation
and lipid hydrolysis [63]. Some other negative effects of hot air drying methods on the
structure of some biological materials: changes such as shell cracking, color changes, cellular
shrinkage, endosperm damage, or protein denaturalization [64].
Proper handling and storage of oil-containing materials are very important to minimize
deterioration and maintain good quality of both contained oil and cake residue. There are
several factors that influence rate of deterioration during seed storage: initial moisture
content, temperature and humidity. The safe moisture content of seed for storage varies
between 3-9% d.b., with lower moisture content for seeds with higher oil content [65].
Moisture contents in the range of 7.9 – 8.4% w.b. are reported as safe for storage of
jatropha seeds up to five months inside plastic bags under ambient room conditions (24.4-
29.1 °C; 46-85.4% RH) [66].
1.2.3 Pretreatment before extraction
In industry, oilseeds undergo extensive preparation prior to extraction. Preparation may
consist of a number of steps, such as cleaning, deshelling, moisture conditioning, cracking or

11
flaking and heat treatment [67]. Oilseeds need to be cleaned to remove foreign material
such as plant stalk, debris or low quality seeds. Most oilseeds need to be separated from
their outer husk or shell prior to oil extraction since husk and shells of oilseeds do not
contain a significant amount of oil (less than 1 percent). Preparing and reducing the seed is
to break down or weaken the oil-cell walls and also to expose a greater area of oil-bearing
cells to the moisture and heat during heat treatment. Flaking facilitates oil release by
decreasing the distance that the oil will have to travel to reach the particle surface. Heat
treatment is essential because it completes the rupture of remaining cells to release oil,
lowers the viscosity of the oil, coagulates the protein for better diffusion during extraction.
Moisture conditioning of seed conducted to increases plasticity and adjusts the moisture
content of the seed to the optimum level for extraction. These steps are usually necessary
to enhance oil yield. Each type of oilseed requires a specific method of pretreatment [68].
1.2.4 Oil extraction
Oilseed processing and oil extraction processes are designed to obtain high quality oil with
minimal undesirable components, achieve high extraction yields and produce high value
cake. The choice of extraction method depends on the nature of the raw material, the oil
content of the material, the level of allowable residual oil in the cake, the extent of protein
denaturation allowed, product application and scale of production [69]. The maximum level
of oil that can be extracted from a given sample of seed depends on the method of
extraction. Industrial extraction of oil from seeds in general is carried out by two processes –
solvent and mechanical extraction. Both approaches have their advantages and
disadvantages with respect to scale of operation, centralization, extraction efficiency, and
environmental and health risks. For seed with high oil content (above 35%) such as,
flaxseed, safflower, sunflower seeds, groundnuts, palm kernels, rapeseed, and cottonseed,
both steps are involved. Whereas, materials with lower oil content, such as soybeans and
rice bran, can be directly solvent extracted [70]. Solvent extraction provides a high oil
recovery, but co-extraction of non-triglyceride components requires an additional refining
process [71]. It also requires a rigorous and energy intensive solvent recovery to reduce the
volatiles level in both oil and cake [72,73]. Mechanical extraction is simpler and generally
preferred because of its lower investment and operational cost. It can also be operated by
semi-skilled personnel and produces relatively good quality oil, and it enables the use of the
cake residue [74]. However, a disadvantage of mechanical extraction is the lower oil
recovery compared to solvent extraction. It has been reported that solvent extraction with
n-hexane could achieve about 90-99% oil recovery, against a maximum of 60-90% for
mechanical extraction. The most efficient mechanical extraction may lead to some 5-7% of
residual oil remaining in the cake [68,75]. Other extraction methods such as supercritical
CO2 extraction [76], aqueous extraction [77] with or without enzyme pretreatment [78] can
be carried out for oil extraction.

12
Table 4 Comparison of extraction methods
Process Mechanical
Extraction
Aqueous
Extraction
Solvent
Extraction
SC-CO2
Extraction
Oil Yield 60- 90% 40-80% 90-99% 90-99%
Oil quality Low to Medium Pa
Medium FFA
Medium OS
Medium P
Medium FFA
Medium OS
Low to High Pb
Medium FFA
Low to medium OS
Low P
Low FFA
Low OS
Cake quality
Protein (NSI)
Oil residue
High
7-17%
Medium
10-20%
Low
<1%
Medium
<1%
Scale production Small to medium Medium to Large Large Medium to Large
Energy requirement Low Medium Large Medium
Total Cost Low Medium - High High High a Cold press gave lower phosphorus content than hot pressed
b Depends on the solvent used. Hexane extraction gives higher phosphorus content than alcohol extraction
c FFA – free fatty acid, P – phosphorus content, OS – oxidative stability
1.2.5 Oil purification
The crude oil that is extracted from the oilseeds is a mixture of FFA, mono-, di-, and
triglycerides, phosphatides, carbohydrate, protein, pigments, sterols and tocopherols. Trace
amounts of metals, oxidation products, flavor and odor compounds may also be present.
There are two basic methods in oil refining: chemical refining, and physical refining. These
methods are basically different and based on free fatty acid removal. In chemical refining,
FFA is removed by neutralization using alkali solution. Meanwhile in physical refining, FFA is
removed by steam stripping. Chemical refining is suitable for oil with low FFA content and
high phosphorus while physical refining is suitable for oils with high FFA content and low
phosphorus level [70,79].
Degumming
Degumming is the first stage in oil refining process, and it is used to precipitate metal salts
(phosphatides, carbohydrates, protein and mucilaginous materials likely to cause the oil to
develop flavors and odors [70]. Phospholipids should be removed because of their strong
emulsifying action and can join with pro-oxidant metal as they cause the problems during
next refining step and storage [80], biodiesel production [81] and when it burn in diesel
engine [82]. Table 5 show degumming methods of vegetable oil.

13
Table 5 Degumming processes in vegetable oils
Methods Principle Ref
Water degumming Treatment of crude oil with hot water/steam; the gums for lecithin
production
[83]
Acid degumming Treatment of crude/water degummed oil with acid solution, the gums for
animal feed
[84]
Acid refining / Special
degumming
Treatment of crude oil/water degummed oil with acid solution, then
partially neutralized with alkali
[85]
S.O.F.T. degumming Degumming using chelating agent (EDTA) [86]
Ethanolamine
degumming
Treatment with di-ethanolamine, simultaneous degumming and
deacidification
[87]
Electrolyte degumming Treatment with electrolyte solution [88]
Enzymatic degumming Modification of phospholipids with enzymes to facilitate the hydration [89]
Membrane
degumming
Passage of crude oil through a semipermeable membrane retaining
phospholipids
[90]
Supercritical CO2
degumming
Extraction of phospholipid by supercritical CO2 [91]
Deacidification
The deacidification purpose is to remove non-triglyceride impurities, consisting principally of
FFA, along with substantial quantities of mucilaginous substances, phospholipids and
coloring pigments [70]. Chemical, physical and miscella deacidification are general method
for deacidification and have been used industrially. Table 6 shows features and limitations
of deacidification methods [92].
Table 6 Methods of Deacidification [92]
Features Limitations
Chemical deacidification (neutralization)
Versatile––produces acceptable quality oil from all
types of crude oil
Multiple effects––purifying, degumming, neutralizing
and partially decolorizing the oils
Excessive loss of neutral oil with high-FFA crude oil
Neutral oil loss due to hydrolysis, saponification,
emulsification, water washing

14
Physical deacidification (steam stripping)
Suitable for high-FFA oil
Low capital and operating costs
Greater oil yield
Pretreatments are very stringent
Not suitable for heat sensitive oil––e.g.,
cottonseed oil
Chances of thermal polymerization
Miscella deacidification
Lower strength of caustic solution
Increased efficiency of separation
Minimum oil occlusion in soapstock
Superior color of final product
Water washing eliminated
Higher investment––totally enclosed and
explosion-proof equipment
Solvent loss––requires careful operation and
greater maintenance
More suitable for integrated extraction and
refining plant
Cost intensive––homogenization necessary for
effective neutralization and decolorization
For efficient operation oil conc. in miscella should
be 50% (two-stage solvent removal)
Biological deacidification
A. Employing whole-cell microorganism that
selectively assimilate FFA e.g., Pseudomonas strain
BG1
B. Enzyme re-esterification––Lipase re-esterification
Increased oil yield
Low-energy consumption
Mild operating conditions
Linoleic acid and short-chain FA (C no. <12) not
utilized; they inhibit microbe growth
FA utilization depends on its water solubility
High cost of enzyme
Re-esterification (chemical modification)
With or without the aid of catalyst
Suitable for high-FFA oil
Increased oil yield
Random re-esterification
Thermal polymerization
Costly process
Solvent deacidification
Extraction at ambient temperature and atmospheric
pressure
Easy separation––large difference between boiling
points of solvent and fatty compounds
Higher capital cost
Energy intensive operation
Incomplete deacidification (TG solubility increases
with FFA in feed)
Supercritical fluid extraction (SCFE)
High selectivity, Low temp. and pollution free
Suitable for a wide range of FFA oils
Minimum oil losses
Costly process
Membrane deacidification
Low-energy consumption
Ambient temperature operation
No addition of chemicals
Retention of nutrients and other desirable
components
Molecular weight difference between TG and FFA
is small for separation
Non-availability of suitable membrane with high
selectivity
Low permeate flux

15
1.2.6 Oil stabilisation
Plant oils have a relatively short storage life as they are slowly oxidized by atmospheric
oxygen. Plant oils are more reactive to oxidation compared to petroleum oil which is due to
the presence of unsaturation in the fatty acid chain. Oxidative stability of plant oils is mainly
influenced by chemical structure of fatty acids, especially the unsaturation fatty acid degree
[93]. Other factors such as temperature, oxygen content, light exposure, heavy metal
compounds, water and pro-oxidant also have great influence on the formation of peroxides,
acids, volatile compounds, and insoluble polymers during aging [94].
Antioxidants are used to improve the stability of plant oils by delaying oxidation and thermal
degradation of plant oils. There are many types of antioxidants commonly used in oil and
fat-based products. Chain Breaking Antioxidants are commonly called primary antioxidants.
These types of antioxidants inhibit lipid oxidation by interfering with either chain
propagation or initiation [95]. Chain breaking antioxidants are capable of donating hydrogen
to lipid, alkoxy and peroxy radicals and convert them to more stable non-radical products.
These antioxidants have higher affinities for peroxy radicals than other lipid radicals and
react predominantly with peroxy radicals [96]. These antioxidant radicals can stabilize
themselves through hybridization and do not promote or propagate further oxidation [97].
In addition, these antioxidant radicals are capable of participating in termination reaction
with peroxy, oxy and other antioxidant radicals.
Other types of antioxidants are preferred to be named as secondary antioxidants. They do
not convert free radicals into stable molecules. They act as chelators for pro-oxidants or
catalyst metal ions (EDTA, citric acid, and phosphoric acid derivatives), decompose
hydroperoxides to non-radical compounds (phosphorus and sulphur based antioxidants),
provide hydrogen atoms to primary antioxidants, deactivate singlet oxygen (carotenoids),
absorb ultraviolet radiation (carbon black, phenylsalicylate), or act as oxygen scavengers
(ascorbic acid and erythorbic acid). They often enhance the antioxidant activity of chain
breaking antioxidants [96].
1.3 Product quality
1.3.1 Problems in using vegetable oil as fuel
There are several problems associated with using pure plant oil (PPO) as fuel in normal
diesel engines. These problems can be divided into two classes. The first class, operation
problems, includes ignition quality characteristics, e.g. poor cold engine start-up, misfire,
and ignition delay. The second class is durability problems such as deposit formation,
carbonization of injector tips, ring sticking and lubricating oil dilution. These are mainly due

16
to the high viscosity of vegetable oils which leads to poor fuel atomization and inefficient
mixing with air, which contributes to incomplete combustion. One severe problem
associated with the use of vegetable oils as fuels is carbon deposits. Low oxidative stability
and contaminants such as phosphorus, free fatty acid, water and sediment also contribute
to durability problems of the engine. Problems in using vegetable oils with probable cause
and potential solutions are presented at Table 7.
Table 7 Problems associated as using vegetable oil as fuel [modified from 82]
Properties Problems Solutions
Viscosity Poor cold engine starting Preheat the oil, add cold flow
improver, chemical modification
Phosphorus,
ash
Plugging and gumming of filters,
lines and injectors
Refine the oil (degumming)
Cetane
number
Engine knocking, ignition delay Preheat the oil, chemical
modification
Viscosity carbon deposits, nozzle coking,
excessive engine wear,
contamination of lubricating oil
Heat the oil, blend with diesel,
chemical modification
Oxidative
stability
Polymerisation causes deposition
on the injector, filter plugging,
ring sticking, engine wear,
thickening of lubricating oil
Add antioxidant, processing
control, maintain storage
condition, proper packaging
material.
Acid value Corrosiveness and oil instability Refine the oil (deacidification)
Phosphorus Form deposits, filter plugging,
abrasive
Refine the oil (degumming)
Water Form deposits, corrosiveness,
filter plugging, oil instability
Refining and filtering, drying
Note: One Example of chemical modification is trans-esterification
1.3.2 Oil quality parameters
Vegetable oil is obtained by pressing the seeds of the plants and may contain some
impurities. For a number of applications (e.g. fuel), the oil needs further refining to meet the
quality criteria. DIN V 51605-10 is used in Germany as a trading standard for rape-seed oil as
fuel. It is the only existing quality standard for fuel-grade straight vegetable oil which lists 15
fuel parameters with corresponding testing methods and limiting values (Table 8). A high oil
quality is essential to ensure the trouble-free engine use. A standardized fuel quality is an

17
important precondition for assessment of operational and emission characteristics, as well
as engine performance.
Table 8 Quality standard for rapesed oil fuel Standard DIN 51605:2010-10
Properties Unit Limiting value
Testing methods min max
Visual Inspection - Limpid, no free water visible,
no contaminations visible
-
Density at 15 oC kg/m3 910 925 DIN EN ISO 3675 or
DIN EN ISO 12185
Kinematic viscosity at 40 oC mm2/s - 36 DIN EN ISO 3104
Calorific value MJ/kg 36 - DIN 51900-1, -2,
DIN 51900-1, -3
Iodine number g I/ 100g 125 DIN EN 14111
Flash Point °C 101 - DIN EN 2719
Ignition Quality - 40 DIN EN 15195
Oxidative stability at 110 oC h 6 - DIN EN 14112
Acid value mg KOH/g - 2 DIN EN 14104
Total Contamination mg/kg - 24 DIN EN 12662:1998-10
Sulphur content mg/kg - 10 DIN EN ISO 20884 or
DIN EN ISO 20886
Phosphorus content mg/kg - 3 DIN EN 51627-6
Calsium content mg/kg - 1 DIN EN 51627-6
Magnesium content mg/kg - 1 DIN EN 51627-6
Water content % (m/m) - 0.075 DIN EN ISO 12937
There are a number of important parameters which determine the capability of plant oil as a
diesel fuel substitute. These parameters can be divided into two categories. The first one
concerns characteristic parameters that depend on the feedstock used, while the second
category concerns the properties that depend on the processing technology used.
Characteristic properties include density, viscosity, flash point, calorific value, iodine number
and ignition quality. Meanwhile, variable properties include total contamination, oxidative
stability, phosphorus content, acid value, ash content and water content. These variable
properties are needed to be controlled to meet the specification of the standard.

18
1.3.3 Critical product performance requirements
High quality oil requires a minimum content of acid value (free fatty acid), phosphorus and
moisture in the oil and has a high oxidative stability. The purity and composition of the oil
affect the engine performance. Generally, the lower the oxidative stability and the higher
the content of free fatty acids (FFA), water, phosphorus, and other contaminants, the more
engine problems occur.
The acid value is an indicator of the content of free fatty acids in plant oil. FFA are virtually
absent in fats/ oils of living tissue and mainly formed due to enzyme (lipase) action after the
oilseed has been harvested. It is known to be affected by the oil processing, duration and
conditions of storage of the oil. Free fatty acids are formed due to hydrolysis of triglycerides
especially when enough water is present in the oil. Hydrolysis of ester bonds in oil resulting
in the liberation of FFA, may be caused by enzyme action or by heat and moisture [98]. The
release of short-chain fatty acids by hydrolysis is responsible for the development of an
undesirable rancid flavor (hydrolytic rancidity). Furthermore, FFAs are more susceptible to
oxidation than the corresponding triglycerides; and this lipid oxidation, leads to further
oxidative rancidity in vegetable oils. Therefore, any increase in the acidity of the oil must be
absolutely avoided [92]. A high acid value in the fuel leads to corrosion, abrasion and
deposits in the engine. Furthermore the free fatty acids may react with the alkaline
components of the lubricating oil and affect its lubricity [99].
The phosphorus content is an indicator of phospholipids which are the major component of
cell membrane. Phospholipids commonly found in vegetable oil include phosphatidyl
choline, phosphatidyl inositol, phosphatidyl serine, phosphatidyl ethanolalamine.
Meanwhile, phosphatidic acids are mainly produced by enzymatic hydrolysis of
phospholipids. The molecule is acidic and bears a negative charge and thus requires a
counter ion. The presence of calcium and magnesium in crude oil can form salts with
phosphatidic acid. Phosphatidic acids and salts are not present in native oils but are
generated during the post-harvest stage. The levels depend upon the quality of oilseed
(unripe, damaged, or moist seeds), storage and extraction process [100].
Phospholipids should be removed because of their strong emulsifying action and because
they can join with pro-oxidant metal. Presence of phospholipid in plant oil or biodiesel also
causes problems in diesel engines such as plugging and gumming of fillters, lines and
injectors [82]. Phosphorus reduces the combustion temperature, leads to deposits in the
combustion chamber and eventually changes the emission behavior. The life and efficiency
of catalytic converters are affected by the presence of phosphorus compounds.
Furthermore phospholipids tend to form particles with water and can cause filter blockage
[99].

19
High water content leads to crystal growth at low temperatures and hence causes filter
blockage. Because of the high pressures in modern injection systems, free water is released
that could damage the injection system. At the boundary layer between water and fuel, the
growth of micro-organisms is promoted which can block the fuel filter and promote the
ageing process [99]. In addition, water can cause corrosion in fuel lines [82]. In plant oils the
water content is influenced by seed moisture, refining process parameters, condensation
effects and water uptake during storage [99].
Oxidative stability is an indicator of oil stability during storage and harsh processing.
Oxidative stability affects biodiesel primarily during extended storage. It is mainly influenced
by the degree of unsaturation. The higher the degree of unsaturation, the more susceptible
the fatty oils are to oxidation. Processing conditions such as temperature, oxygen content,
light exposure, heavy metal compounds, pro-oxidant and antioxidant content as well as
nature of the storage container also exert a great influence on oxidative rate of the
vegetable oils [101,102]. Vegetable oils with low oxidative stability demonstrate increased
acidity, viscosity, and more insoluble impurities during aging [103]. The resulting oxidation
products can in particular damage the fuel injection system of machines or vehicle motors,
by forming deposits. Harmful interactions between the fuel and the engine lubricating oil
also become more likely [99].
1.4 Thesis Outline
This research is aimed to deliver effective, economically feasible oil processing to produce
jatropha oil with a high and consistent quality to meet product specification requirements,
but still enable the proper usage of the protein-rich cake from which the oil has been
extracted.
Therefore, it is required to study different technical approaches to extract the oil, and to
develop processing /product property relationships that enable the design of extraction and
purification units that deliver excellent and consistent fuel performance.
The primary objective of this thesis is the achievement of optimum oil extraction levels
without deteriorating the product performance characteristics as delivered by nature. The
second objective is to develop extraction and purification technology that produces pure oil
of consistent and undisputable quality. The third objective is to develop extraction
technology that still enables the subsequent use of the protein-rich matrix from which the
oils have been extracted.
In this study, drying condition will be investigated, seed pressing technology will be
optimized, alternative oil recovery procedures will be explored (e.g. solvent-assisted
mechanical extraction), purification of oils will be established and the stabilization of oils will

20
be optimized. Jatropha oil has to meet a number of critical quality criteria (i.e. phosphor and
acid value, oxidative stability) to be applied as a diesel substitute.
In Chapter 2, the drying characteristics of jatropha in both seed and kernel are compared
and discussed. The effect of drying parameters, including air-drying temperature, on several
quality parameters of crude jatropha oil were evaluated in terms of acid value, phosphorus
content and oxidative stability.
In Chapter 3, the influence of process parameters on oil recovery from jatropha kernel are
investigated in more detail. The rate of pressure build-up, applied pressure, moisture
content of sample, pressing temperature, duration of pressing, feedstock size reduction,
shell removal and preheating time were studied as variables, and the quality of the obtained
oils was evaluated.
In Chapter 4, the most important pressing parameters obtained from chapter 3 were further
optimized to maximize the oil yield. This approach used the face centered central composite
design response surface method. The non-linear model was generated and predicted the
best condition to maximize oil yield. The experimental validation was conducted and the
quality of the obtained oils was evaluated.
In Chapter 5, the effect of solvent assisted pressing was evaluated in order to maximize oil
yield. Renewable solvents were used: bio-ethanol and bio-butanol. The purity of solvent,
solvent to feed ratio, pressure, temperature and time were studied as variables, and the
quality of the obtained oils was evaluated.
In Chapter 6, purification of jatropha oil was studied. The effect of purification parameters
including purification agent, concentration and temperature on several quality parameters
of crude jatropha oil were evaluated in terms of acid value, phosphorus content and
oxidative stability on batch scale. The best condition was applied in a novel continuous
process in a CCS unit, and the quality of the obtained oils was evaluated.
In Chapter 7, the stabilization of jatropha oil was evaluated. Various antioxidants were
studied to postpone the oxidation of the oil. The Oxidative Stability Index was analyzed and
maximized as a quality parameter for the stabilization of jatropha oil.

21
References
[1] U.S. Energy Information Administration (EIA), Petroleum and other liquid.
http://www.eia.gov/dnav/pet/pet_pri_fut_s1_d.htm (Accessed Date: 25 October 2014).
[2] Demirbas,A., 2009. Progress and recent trends in biodiesel fuels. Energy Conversion and
Management 50, 14–34.
[3] European Union, 2009. Directive 2009/28/EC of the European Parliament and of the Council:
on the promotion of the use of energy from renewable sources and amending and
subsequently repealing Directives 2001/77/EC and 2003/30/EC; 23 April 2009.
[4] Schuman,S., 2010. Improving China’s Existing Renewable Energy Legal Framework: Lessons
from the International and Domestic Experience. Natural Resources Defense Council.
[5] Peraturan Presiden Republik Indonesia No. 5 tahun 2006 tentang Kebijakan Energi
Nasional. psdg.bgl.esdm.go.id/kepmen.../perpres%20no5%20tahun%202006.pdf (Accessed
Date: 25 October 2014).
[6] Emerging market online Biodiesel 2020: Global market survey, feedstock trends and
forecast, http://www.emerging-markets.com/biodiesel/ (Accessed Date: 25 September
2011).
[7] ANSI/ASABE S593 MAY2006, Terminology and Definitions for Biomass Production,
Harvesting and Collection, Storage, Processing, Conversion and Utilization, American Society
of Agricultural and Biological Engineers, 2006.
[8] Achten,W.M.J., Verchot,L., Franken,Y.J., Mathijs,E., Singh,V.P., Aerts,R., and Muys,B., 2008.
Jatropha bio-diesel production and use. Biomass and Bioenergy 32, 1063–1084.
[9] Demirbas,A., 2002. Diesel fuel from vegetable oil via transesterification and soap pyrolysis.
Energy Sources 24, 835–841.
[10] Choe,E., and Min,D.B., 2006. Mechanisms and factors for edible oil oxidation.
Comprehensive Reviews in Food Science and Food Safety 5, 169-186.
[11] Ali,Y., and Hanna,M.A., 1994. Alternative diesel fuels from vegetable oils. Bioresource
Technology 50, 153-163.
[12] Srivastava,A., and Prasad,R., 2000. Triglycerides-based diesel fuels. Renewable and
Sustainable Energy Reviews 4, 111–133.
[13] Kim,H., and Choi,B., 2010. The effect of biodiesel and bioethanol blended diesel fuel on
nanoparticles and exhaust emissions from CRDI diesel engine. Renewable Energy 35, 157–
163.
[14] Monyem,A., and Gerpen,J.H.V., 2001. The effect of biodiesel oxidation on engine
performance, Biomass and Bioenergy 20, 317–325.
[15] Tan,R.R., Culaba,A.B., and Purvis,M.R.I., 2004. Carbon balance implications of coconut
biodiesel utilization in the Philippine automotive transport sector. Biomass Bioenergy 26,
579–585.
[16] Hossain,A.K., and Davies,P.A., 2010. Plant oils as fuels for compression ignition engines: A
technical review and life-cycle analysis. Renewable Energy 35, 1–13.
[17] Clark,S.J., Wagner,L.W., Schrock,M.I., and Piennaar,E.G., 1984. Methyl and ethyl soybean
esters as renewable fuels for diesel engines. Journal of the American Oil Chemists' Society
61, 1632-1638.
[18] Guzman,A., Torres,J.E., Prada,L.P., and Nuñez,M.L., 2010. Hydroprocessing of crude palm oil
at pilot plant scale. Catalysis Today 156, 38-43.

22
[19] Yusaf,T.F., Yousif,B.F., and Elawad,M.M., 2011. Crude palm oil fuel for diesel-engines:
Experimental and ANN simulation approaches. Energy 36, 4871-4878.
[20] Demirbas,A., 2003. Chemical and fuel properties of seventeen vegetable oils. Energy Sources
25, 721–728.
[21] Agarwal,D., and Agarwal,A.K., 2007. Performance and emissions characteristics of jatropha
oil (preheated and blends) in a direct injection compression ignition. Applied Thermal
Engineering 27, 2314–2323.
[22] Pramanik,K., 2003. Properties and use of Jatropha curcas oil and diesel fuel blends in
compression ignition Engine. Renewable Energy 28, 239–248.
[23] Pinzi, I.L., Garcia, F., Lopez-Gimenez, J., Luque de Castro, M.D., Dorado, G., and Dorado M.P.,
2009. The Ideal Vegetable Oil-based Biodiesel Composition: A Review of Social, Economical
and Technical Implications. Energy and Fuels 23, 2325–2341.
[24] Gübitz,G.M., Mittelbach,M., and Trabi,M., 1999. Exploitation of the tropical oil seed plant
Jatropha curcas L. Bioresource Technology 67, 73–82.
[25] Achten,W.M.J., Mathijs,E., Verchot,L., Singh,V.P., Aerts,R., and Muys,B., 2007. Jatropha
biodiesel fueling sustainability? Biofuels, Bioproduction and Biorefining 1, 283–291.
[26] Becker, K., and Makkar,H.P.S., 2008. Jatropha curcas: A potential source for tomorrow's oil
and biodiesel. Lipid Technology 20, 104-107.
[27] Pandey,V.C., Singh,K., Singh,J.Y., Kumard, A., Singh,B., and Singh, R.P., 2012. Jatropha
curcas: A potential biofuel plant for sustainable environmental development. Renewable
and Sustainable Energy Reviews 16, 2870–2883
[28] USDA Foreign Agricultural service, Oilseeds: World Market and Trade, 2014.
[29] Chhetri, A.B., Tango, M.S., Budge, S.M., Watts, K.C., and Islam, M.R., 2008. Non-Edible Plant
Oils as New Sources for Biodiesel Production. International Journal Molecular Science 9,
169-180.
[30] Hill,A., Al Kurki and Morris,M., 2010. Biodiesel: The Sustainability Dimensions. ATTRA
Publication. Butte, MT: National Center for Appropriate Technology.p 4-5.
[31] Heller,J., 1996. Physic nut Jatropha curcas L. Promoting the conservation and use of
underutilized and neglected crops, Institute of Plant Genetics and Crop Plant Research,
Gartersleben. International Plant Genetic Resources Institute, p 13.
[32] Makkar,H.P.S., and Becker,K., 2009. Jatropha curcas, a promising crop for the generation of
biodiesel and value-added coproducts. European Journal of Lipid Science and Technology,
111, 773-787.
[33] Openshaw,K., 2000. A review of Jatropha curcas: an oil plant of unfulfilled promise. Biomass
and Bioenergy 19, 1–15.
[34] Wen,Y., Tang,M., Sun,D., Zhu,H., Wei,J., Chen,F., and Tang,L., 2012. Influence of Climatic
Factors and Soil Types on Seed Weight and Oil Content of Jatropha Curcas in Guangxi, China.
Procedia Environmental Sciences 12, 439-444.
[35] Singh,R.N., Vyas, D.K., Srivastava, N.S.L., and Narra, M., 2008. SPRERI experience on holistic
approach to utilize all parts of Jatropha curcas fruit for energy. Renewable energy 33, 1868-
1873.
[36] King,A.J., He,W., and Cuevas,J.A., Freudenberger, M., Ramiaramanana, D., and Graham, I.A.,
2009. Potential of Jatropha curcas as a source of renewable oil and animal feed. Journal of
experimental botany 60, 2897-2905.

23
[37] Akintayo,E.T., 2004. Characteristics and composition of Parkia biglobbossa and Jatropha
curcas oils and cakes. Bioresource Technology 92, 307-310.
[38] Chakraborty,N., and Sarkar,S.C., 2008. Development of a biofuel lamp and its comparison
with a kerosene lamp. Journal of Energy in Southern Africa 19, 22-24.
[39] Natarajana,R., Karthikeyana,N.S., Agarwaal,A., and Sathiyanarayanan,K., 2008. Use of
vegetable oil as fuel to improve the efficiency of cooking stove, Renewable Energy 33, 2423–
2427.
[40] Resul,M.F.M.G., Ghazi,T.I.M., and Idris,A., 2012. Kinetic study of jatropha biolubricant from
transesterification of jatropha curcas oil with trimethylolpropane: Effects of temperature.
Industrial Crops and Products 38, 87–92.
[41] Odetoye,T.E., Ogunniyi,D.S., and Olatunji,G.A., 2010. Preparation and evaluation of Jatropha
curcas Linneaus seed oil alkyd resins. Industrial Crops and Products 32, 225–230.
[42] Kumar,A., and Sharma,S., 2008. An evaluation of multipurpose oil seed crop for industrial
uses (Jatropha curcas L.): A review. Industrial Crops and Products 28, 1-10.
[43] Kumar,M.S., Ramesh,A., and Nagalingam,B., 2003. An experimental comparison of methods
to use methanol and jatropha oil in a compression ignition engine. Biomass and Bioenergy
25, 309-318.
[44] Banapurmath,N.R., Tewari,P.G., and Hosmath,R.S., 2008. Performance and emission
characteristics of a DI compression ignition engine operated on Honge, jatropha and sesame
oil methyl esters. Renewable energy 33, 1982-1988.
[45] Azam,M.M., Waris,A., and Nahar,N.M., 2005. Prospects and potential of fatty acid methyl
esters of some non-traditional seed oils for use as biodiesel in India. Biomass and Bioenergy
29, 293-302.
[46] Foidl,N., and Eder,P., 1997. Agro-industrial exploitation of Jatropha curcas. In: Gubitz, G.M.,
Mittelbach, M., Trabi, M. (Eds.), Biofuels and Industrial Products from Jatropha curcas. DBV
Graz, p 88-91.
[47] Tongpoothorn,W., Sriuttha,M., Homchan,P., Chanthai,S., and Ruangviriyachai, C., 2011.
Preparation of activated carbon derived from Jatropha curcas fruit shell by simple thermos
chemical activation and characterization of their physico-chemical properties chemical
Engineering research and design 89, 335–340.
[48] Sharma,D.K., Pandey,A.K., and Lata, 2009. Use of Jatropha curcas hull biomass for bioactive
compost production. Biomass and bioenergy 33, 159–162.
[49] Mahanta,N., Gupta,A., and Khare,S.K., 2008. Production of protease and lipase by solvent
tolerant Pseudomonas aeruginosa PseA in solid-state fermentation using Jatropha curcas
seed cake as substrate. Bioresource Technology 99, 1729-1735.
[50] Staubmann,R., Foidl,G., Foidl,N., Gübitz,G.M., Laferty,R.M.,and Arbizu,V.A.V. and Steiner,
W., 1997. Biogas Production from Jatropha curcas Press-Cake. Applied Biochemist and
Biotechnology 63, 457-467.
[51] Wever,D.A.Z., Heeres,H.J., and Broekhuis,A.A., 2012. Characterization of Physic nut
(Jatropha curcas L.) shells. Biomass and Bioenergy 37, 177-187.
[52] Kumar,R., and Namasivayam, 2009. Development and charactheristic of activated carbons
from jatropha husk, an agroindustrial solid waste, by chemical activation methods. Journal of
Environmental Engineering and Management 19, 173-178.
[53] Manurung,R., Wever,D.A.Z., Wildschut,J., and Heeres,H.J., 2009. Valorisation of Jatropha
curcas L. plant parts: Nut shell. Food and bioproducts processing 87, 187-196.

24
[54] Kratzeisen,M., and Müller,J., 2013. Suitability of jatropha seed shells as fuel for small-scale
combustion units. Renewable energy 51, 46-52.
[55] Vyas,D.K., and Singh,R.N., 2007. Feasibility study of jatropha seed husk as an open core
gasifier feedstock. Renewable energy 32, 512-517.
[56] Pandey,V.C., Singh,K., Singh,J.Y., Kumar,A., Singh,B., and Singh,R.P., 2012. Jatropha curcas: A
potential biofuel plant for sustainable environmental development. Renewable and
Sustainable Energy Reviews 16, 2870–2883.
[57] Van Eijcka,J., and Romijn,H., 2008. Prospects for jatropha biofuels in Tanzania: An analysis
with Strategic Niche Management, Energy Policy 36, 311–325.
[58] Srivastava,P., Behera,S.K., Gupta,J., Jamil,S., Singh,N., and Sharma,Y.K., 2011. Growth
performance, variability in yield traits and oil content of selected accessions of Jatropha
curcas L. growing in a large scale plantation site. Biomass and bioenergy 35, 3936-3942.
[59] Santoso,B.B., Budianto,A., and Aryana,I.G.P.M., 2012. Seed viability of Jatropha curcas in
different fruit maturity stages after storage. Nusantara Biosience 3, 113-117.
[60] Silip,J.J., Tambunan,A.H., Hambali,E., Sutrisno,E.H., and Surahman,M., 2010. Extracted oil
yield and biomass changes during on-tree maturation, ripening and senescence of Jatropha
curcas Linn. fruits. European Journal of Scientific Research, 44, 602-609.
[61] Sirisomboon,P., Kitchaiya,P., Pholpho,T., and Mahuttanyavanitch,W., 2007. Physical and
mechanical properties of Jatropha curcas L. fruits, nuts and kernels. Biosystem Engineering
97, 201-207.
[62] Mujumbar,A.S., 1995. Handbook of industrial drying (2ed). New York: Marcel Dekker.
[63] Bax,M.M., Gely,M.C., and Santalla,E.M., 2004. Prediction of crude sunflower oil
deterioration after seed drying and storage processes. Journal of the American Oil Chemists'
Society 81, 511-515.
[64] Perea-Flores,M.J., Garibay-Febles,V., Chanona-Pérez, J.J., Calderón-Domínguez,G., Méndez-
Méndez,J.V., Palacios-González,E., and Gutiérrez-López,G.F., 2012. Mathematical modelling
of castor oil seeds (Ricinus communis) drying kinetics in fluidized bed at high temperatures.
Industrial Crops and Products 38, 64–71.
[65] Vertucci,C.W., and Roos,E.E., 1990. Theoretical Basis of Protocols for Seed Storage, Plant
Physiology 94, 1019-1023.
[66] Worang,R.L., Dharmaputra,O.S., and Syarief,R., 2008. The quality of physic nut (Jatropha
curcas L.) seeds packed in plastic material during storage. BIOTROPIA 15, 25-36.
[67] Dunford,N.,Oil and Oilseed Processing I. Food and Technology Fact Sheet 405-744-6071.
[68] Carr.,R. 1993. Oilseed Harvesting, Storage and Transportation. In: Proceedings of the World
Conference on Oilseed Technology and Utilization. Editor T.H. Applewhite. AOCS Press,
Champaign, IL.
[69] Dunford,N.,Oil and Oilseed Processing II. Food and Technology Fact Sheet 405-744-6071.
[70] Gunstone,F.D., 2004. The chemistry of oil and fats: source, composition, properties and uses.
Blackwell Publishing, CRC press.
[71] Gandhi,A.P., Joshi,K.C., Jha,K., Parihar,V.S., Srivastav,D.C., Raghunadh,P., Kawalkar,J.,
Jain,S.K., and Tripathi,R.N. 2003. Studies on alternative solvents for the extraction of oil-l
soybean. International journal of food science & technology 38, 369-375.
[72] Russin,T.A., Boye,J.I., Arcand,Y., and Rajamohamed,S.H., 2011. Alternative techniques for
defatting soy: a practical review. Food and Bioprocess Technology 4, 200-223.

25
[73] Venter,M.J., Willems,P., Kuipers,N.J.M., and Haan,A.B., 2006. Gas assisted mechanical
expression of cocoa butter from cocoa nibs and edible oils from oilseeds. The Journal of
Supercritical Fluids 37, 350-358.
[74] Olajide,J.O., Igbeka,J.C., Afolabi,T.J., and Emiola,O.A., 2007. Prediction of oil yield from
groundnut kernels in an hydraulic press using artificial neural network (ANN). Journal of food
engineering 81, 643-646.
[75] Bargale,P.C., Ford,R.J., Sosulski,F.W., Wulfsohn,D., and Irudayaraj,J., 1999. Mechanical oil
expression from extruded soybean samples. Journal of the American Oil Chemists' Society
76, 223-229.
[76] Boutin,O., and Badens,E., 2009. Extraction from oleaginous seeds using supercritical CO2:
Experimental design and products quality, Journal of Food Engineering 92, 396–402.
[77] Cater,C.M., Rhee,K.C., Hagenmaier,R.D., and Mattil,K.F., 1974. Aqueous extraction—An
alternative oilseed milling process, Journal of the American Oil Chemists Society 51, 137-141
[78] Domínguez,H., Núñez,M.J., and Lema,J.M., 1994. Enzymatic pretreatment to enhance oil
extraction from fruits and oilseeds: a review Food Chemistry 49,271–286.
[79] O'Brien,R.D., 2008. Fats and Oils: Formulating and Processing for Applications, 3rd ed. CRC
press, 80-82.
[80] Wan, P.J., and Wakelyn,P.J., 2005. Solvent extraction to obtain edible oil products. In
Handbook of Functional Lipids. ed Akoh, C.C., CRC press, p 113.
[81] Van Gerpen,J.H., and Dvorak,B., 2002. The effect of phosphorus level on the total glycerol
and reaction yield of biodiesel. Bioenergy. The 10th Biennial Bioenergy Conference, Boise,
ID, Sept. 22–26, 2002.
[82] Ma,F., and Hanna,M.A., 1999. Biodiesel production: a review, Bioresource Technology 70, 1-
15.
[83] Ceci,L.N., Constenla,D.T., and Crapiste,G.H., 2008. Oil recovery and lecithin production using
water degumming sludge of crude soybean oils. Journal of the Science of Food and
Agriculture 88, 2460–2466.
[84] Pan,L.G., Campana,A., Tom,M.C., and An,M.C., 2000. A Kinetic Study of Phospholipid
Extraction by Degumming Process in Sunflower Seed Oil. Journal of the American Oil
Chemists' Society 77, 1273–1276.
[85] Dijkstra,A.J., and Van Opstal,M., 1989. The Total Degumming Process. Journal of the
American Oil Chemists' Society 66, 1002-1009.
[86] Choukri,A., Kinany,M.A., Gibon,V., Tirtiauc,A., and Jamil,S., 2001. Improved Oil Treatment
Conditions for Soft Degumming. Journal of the American Oil Chemists' Society 78, 1157–
1160.
[87] Zufarov,O., Schmidt,S., Sekretár,S., and Cvengro,J., 2009. Ethanolamines used for
degumming of rapeseed and sunflower oils as diesel fuels. Eur. J. Lipid Sci. Technol. 111, 1-8.
[88] Nasirullah, 2005. Physical refining electrolyte degumming of NHP from selected vegetable
oils. Journal of Food Lipids 12, 103–111.
[89] Clausen,K., 2001. Enzymatic oil-degumming by a novel microbial phospholipase. Eur. J. Lipid
Sci. Technol. 103, 333–340.
[90] Koris,A., and Vatai,G., 2002. Dry degumming of vegetable oils by membrane filtration,
Desalination 148, 149–153.

26
[91] List,G.R., King,J.W., Johnson,J.H., Warner,K., and Mounts,T.L., 1993. Supercritical CO2
degumming and physical refining of soybean oil, Journal of the American Oil Chemists’
Society 70, 473-476.
[92] Bhosle,B.M., and Subramanian, R., 2005. New approaches in deacidification of edible oil –a
review, Journal of food engineering 69, 481-494.
[93] Knothe,G., 2002. Structure indices in fatty acid chemistry. How relevant is the iodine value?
Journal of the American Oil Chemists’ Society 79,847-854.
[94] Waynick,J.A., 2005. Charactherization of biodiesel oxidation and oxidation products, CRC
Project No. AVFL-2b Southwest Research Institute.
[95] Frankel,E.N., 1998. Lipid Oxidation. The Oily Press, 13-41, 129-160.
[96] Wanasundra,P.K.J.P.D., and Sahidi,F., 2005. Antioxidant: Science, technology and
applications. In Bailey’s industrial oil and fat products, 6thed, volume 6. Shahidi, F., eds.
Wiley. Washington.
[97] Buck,D.F., 1981. Antioxidants in Soya Oil, Journal of the American Oil Chemists’ Society 58,
275-278.
[98] Nawar,W.W., 1996 Lipids, In Food Chemistry. Fennema,O.R., Eds. Marcel Dekker Inc., New
York, 255-287.
[99] Rice,B., Fogarty,C., Leahy,J.J., Rourke,B.O., 2006. Quality assurance for rape-seed oil as
vehicle fuel. Begley Hutton, Sustainable Energy Ireland, Dublin.
[100] Hammond,E.G., Johnson,L.A., Su,C. Wang,T., and White,P.J., 2005. Soybean Oil In Bailey’s
industrial oil and fat products, 6thed, volume 6. Shahidi,F., eds. Wiley. Washington.
[101] Knothe,G., 2007. Some aspects of biodiesel oxidative stability. Fuel Processing Technology
88, 669-677.
[102] Choe,E., and Min,D.B., 2006. Mechanisms and factors for edible oil oxidation.
Comprehensive Reviews in Food Science and Food Safety 5, 169-186.
[103] Mittelbach, M., and Gangl,S., 2001. Long storage stability of biodiesel made from rapeseed
and used frying oil.Journal of the American Oil Chemists’ Society 78, 573–577.