Embed Size (px)
Citation preview

www.rti.orgRTI International is a registered trademark and a trade name of Research Triangle Institute.
Update on Clean Energy R&D Projects and Programs at RTI International
2015 Gasification Technologies Conference
October 12, 2015
David Denton
Sr. Director, Business Development, Energy Technology Division, RTI International

Presentation Outline
RTI Introduction
Update on RTI Warm Syngas Cleanup Demonstration Project
RTI Advances in Other Clean Energy R&D Areas:
– Advanced Transport-based SNG (Coal-to-Methane) Process
– Catalytic Fast Pyrolysis of Biomass and Upgrading to Biofuels
– Compact, Inexpensive Micro-Reformers for Distributed Gas to Liquids
– Advanced Carbon Capture and Utilization
Solid Sorbents
Non-aqueous Solvents
Novel RTI Catalysts for Oxygen Transfer from CO2
– Industrial Water Treatment and Reuse
2

RTI InternationalTurning Knowledge Into Practice
3,700 staffWork in 75 countries
2,600+Active projects
Scientific staffHighly qualified with tremendous
breadth
$788 millionResearch budget
One of the world’s leading research organizations
RTI International – Energy Technology Division
3
Energy
Technology
Division
Developing advanced
process technologies for
energy applications by
partnering with
industry leaders
Biomass Conversion
Syngas Processing / Clean Coal
Natural GasCarbon
Capture & Utilization
Industrial Water
Emerging Sustainable
Energy

Integrated Technology Development
4
Development of step-out technologies requires
integration of process and materials innovation and
understanding of process scale-up
Materials Development
Process Modeling, Simulation and Design
Lab and Bench
Scale Testing
Process Scale-up
Integrated Process
DevelopmentCommercialization
Computational Chemistry

Update on RTI Warm Syngas Cleanup 50-MW Demonstration Project
5

RTI Warm Gas Desulfurization Process (WDP)
A unique process technology based on dual transport
reactor loops (similar to FCC reactor designs)…
… and on the development of a highly
active, attrition-resistant sorbent.
Part of comprehensive warm temperature contaminant removal platform
(including warm temperature sorbents for Hg, As, Se, NH3/HCN, HCl, CO2),
all proven on actual coal-based syngas at temperatures > 250°C
RTI Proprietary
Desulfurization Sorbent
R&D 100 Award
Unique highly-dispersed
nanostructures
Developed in long-term
cooperation with Clariant
(~100 tons to date)
Covered by extensive US
& International patents,
including several recent
improvements
6
REGENERATED SORBENT
TO ADSORBER MIXING ZONE
REGENERATED
SORBENT
RAW SYNGAS
CLEAN SYNGAS
N2/O2
(Air)
SO2 / N2
TO SULFUR
RECOVERY
RTI Warm Gas Desulfurization Process (WDP)
250-650°C
ADSORBER
(REACTOR)
650-750°C
REGENERATOR
(REACTOR)
Enables high removal of total sulfur (>99.9%) from syngas at temperatures as high as 650°C.

From Lab- to Large-Scale Testing of Warm Syngas Cleanup: Consistent Performance at all Scales (~99.9% total S removal)
Invention• Proprietary RTI sorbent
• R&D 100 Award (2004)
Lab/Bench Testing• RTI Labs, NC
• Concept proven & modeled
Pilot Testing• Eastman Chemical Co., TN
• 3000 hr, coal-derived syngas
Pre-commercial Demonstration Testing• Tampa Electric Co., Polk 1 IGCC site, FL
• 50 MWe equivalent scale, coal/petcoke-derived syngas
7

Pre-commercial
Project TeamRole
RTI Project management; technology developer
Tampa Electric (TECO) Host site and operations support
Shaw Group, AMEC Engineering (Shaw - FEED, AMEC - EPC)
CH2M Hill Owner’s engineer
BASF Technology (aMDEA® ) for CO2 capture
Clariant Produces sulfur sorbent & WGS catalysts
DOE/NETL Funding agency; project consultation
Eastman Chemical Development partner; technical support
CO2 Capture
WGS Reactors
RTI Warm Syngas Desulfurization Pre-commercial Demonstration Testing Project
Project Detail: Combined syngas cleanup / water-gas-
shift / carbon capture testing program
• DOE ARRA funding to support design, construct, operate
• 50 MWe equivalent scale - 20% slipstream of syngas from TECO
Polk 1 IGCC unit
Project Objectives:
• Test RTI’s warm syngas cleanup (WDP) technology with
carbon capture at pre-commercial scale
• R&D to mitigate design and scale-up risks
• Validate expected capital and operating costs
Desulfurization System
8

Integration of Warm Syngas Cleaning and Carbon Capture Systems at Tampa Electric Company Polk 1 IGCC Site
Air
Air
Separation
GE Gasifier
(~400 psig)
Syngas
CoolingScrubbers
COS
Hydrolysis
Oxygen
Coal/Petcoke
Char
Syngas
CoolingMDEA
Sulfuric
Acid Plant Sulfuric
Acid
Process Condensate
Reheat/
Humidify
Clean Fuel Gas
Slag
Acid Gas
Syngas Diluent (N2)
128 Mwe
(122 Mwe)
8% H2OExtraction Air
~
~
Sweet WGS
ReactorsWDP
Syngas
CoolingaMDEA® CO2
Recovery
Regenerator Gas
Pre-commercial
Project Scope
Clean
Fuel Gas
Process
Water
Raw Syngas
20% slipstream test (~50 MWe) enables direct commercial scale-up from this pre-commercial scale.
The pre-commercial plant cleans ~2MMscfh of raw syngas from the TECO gasifier.
Currently vented, but
could be sequestered or
used or recycled
9

RTI Warm Gas Cleanup Pre-commercial Demonstration Project Performance to Date
Construction achieved on schedule & under budget
> 500,000 total construction and operation labor
hours with no injuries other than minor first aid
Unit performing as expected with >1,500 syngas
operation hours to date
~99.9% total sulfur removal from RTI WDP step
>99.99% total sulfur removal achieved WDP +
aMDEA® (sub-ppmv levels of total sulfur in syngas)
Sorbent attrition rate in line with design
expectations
Sorbent sulfur capacity steady - no deactivation
Successful operation below and above design rate
Plan to complete testing sometime in spring 2016
In discussions with potential partners to offer the
technology and sorbent commercially next year
WDP Unit
10

Pre-commercial Test Plant Results: Consistent High Total S Removal
Syngas inlet H2S concentration: 7,500 to 10,800 ppmv
Syngas inlet COS concentration: 450 to 650 ppmv
WD
PRepresents one full month of WDP operations
11

RTI WDP Provides Significantly Lower Capex and Opex !
Technology used in
RTI Demo Plant
NOTES:
• Cost savings indicated are across the entire block from raw warm syngas exiting the gasifier
block through cleaned syngas feed to the methanol conversion step, including the SRU.
• These analyses do not include additional benefits to the entire plant that might occur from
overall efficiency savings.
Non-labor, non-feedstock operating costs
RTI WDP
improves
economics
for all CC
options,
but best
when
coupled
with
activated
amine.
12
Techno-Economic Analysis (TEA): Coal to Methanol Case (2 x 300-MWequiv Shell-type solids-fed gasifiers with Shenhua Mix or PRB coal)
OPEX
reduced >50%
Rectisol®
Base Case
RTI WDP +
Rectisol®RTI WDP +
Selexol™RTI WDP +
aMDEA®
CAPEX
reduced ~50%
Rectisol®
Base Case
RTI WDP +
Rectisol®RTI WDP +
Selexol™RTI WDP +
aMDEA®

TEA: IGCC (power gen) Cases (~600 MWe Shell-type gasifiers w/PRB or Shenhua coal)
* Non-labor,
non-feedstock
OPEX
13
IGCC
CAPEX
without
Carbon
Capture
IGCC
CAPEX
with
Carbon
Capture
Capex and
Opex are for
AGR + WGS
+ LTGC +
SRU blocks
IGCC
OPEX*
without
Carbon
Capture
IGCC
OPEX*
with
Carbon
Capture
RTI WDPSingle-stage Selexol™
CAPEX reduced
~20%
RTI WDP + aMDEA®Dual-stage Selexol™
CAPEX reduced
~33%
RTI WDP + aMDEA®Dual-stage Selexol™
OPEX reduced
~45%RTI WDP
Single-stage
Selexol™
OPEX reduced
-500%
Net Value
Created!

Benefits of RTI WDP Technology
Rectisol® and Selexol™ (solvent-based sorbent systems that operate at sub-ambient
temperatures) dominate the current coal to chemicals market.
RTI WDP is a unique differentiated warm-temperature, solid-sorbent based syngas
cleanup system that simultaneously offers:
– Lower capital costs (20-50% less),
– Lower non-labor, non-feedstock operating costs (up to 30-50+% less),
– Improved overall process efficiency (up to 10+% better),
– Improved process flexibility by decoupling sulfur removal and CO2 capture, and
– A capable and economic syngas cleanup option for all applications:
14

RTI Advances in Other Clean Energy R&D Areas
15
Advanced Transport-based SNG (Coal-to-Methane) Process
16
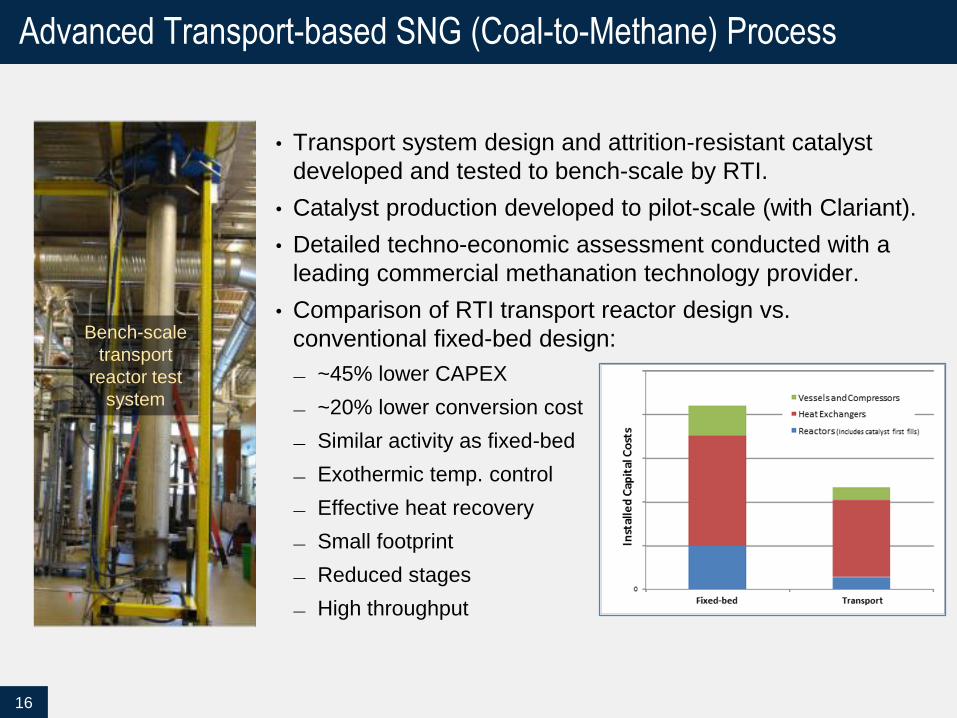
• Transport system design and attrition-resistant catalyst
developed and tested to bench-scale by RTI.
• Catalyst production developed to pilot-scale (with Clariant).
• Detailed techno-economic assessment conducted with a
leading commercial methanation technology provider.
• Comparison of RTI transport reactor design vs.
conventional fixed-bed design:
― ~45% lower CAPEX
― ~20% lower conversion cost
― Similar activity as fixed-bed
― Exothermic temp. control
― Effective heat recovery
― Small footprint
― Reduced stages
― High throughput
Bench-scale
transport
reactor test
system

Catalytic Fast Pyrolysis of Biomass and Upgrading to Biofuels
ImpactThis advanced biofuels technology has
the potential to replace fossil fuels with
domestically produced biofuels and:
• Reduce demand for imported petroleum
by ~30 million barrels per year
• Lower GHG emissions, eliminating >15
million tons of CO2 per year
• Create new jobs, particularly in rural areas
Technology ConceptRTI is developing a transport-based
catalytic fast pyrolysis process to convert
biomass into a bio-crude oil that can
displace light, sweet petroleum crude in
U.S. refineries
Innovations
• Cost Target: $4.25/gallon of fuel
• Based on multi-functional catalyst
• Fluidizable form for use in a single-loop
transport reactor
• Modular Design:
• Small-scale (0.5-5 ton/day)
• Mechanically simple
• Relatively low cost
• Reliable, low maintenance cost
• Mass produced
1-tpd Biomass
Pyrolysis Unit
17

RTI and Columbia University have partnered with MIT to integrate engine reformer
technology with methanol synthesis (funded by U.S. DOE/ARPA-E).
Engine reformer design proven in lab at MIT.
Mass-produced engines enable competitive economy-of-scale, particularly for stranded
or associated gas applications (including landfill gas).
Pilot plant now being built at RTI to convert ~50 Kscfd of natural gas to 10-15 bpd
methanol. Start-up is expected by mid-2016. Full-scale commercial module size is
expected to be 6X to 20X the size of this pilot unit (300-1000Kscfd NG feed).
Compact, Inexpensive Micro-Reformers for Distributed GTL
18
Engine Reformer
Methanol
Synthesis Reactor
System
Natural Gas
Oxidant Exhaust
MethanolSyngas
Pilot Plant Feedrate:
~50 Kscfd
Pilot Plant Target:
10-15 bbl/day

RTI Micro-Reformer Compares Favorably with World-Scale Production
* Data (except RTI Small-scale data points) from Natural Gas Utilization via Small-Scale Methanol
Technologies by ADI Analytics April 2015
• RTI small-scale methanol
initial CAPEX assessments
compare favorably to
conventional world-scale
methanol production on a
$/annual ton CAPEX basis.
• Key driver is the low mass-
manufactured engine cost.
• GHG emissions can be
considerably lower using
micro-reformer by avoiding
methane flaring or venting.
RTI
2-3 Ktpy
19
• Syngas costs from RTI micro-
reformer compare favorably with
conventional reformer costs
(based on $3/MMBtu NG cost).
• The RTI micro-reformer can be
located at the site of low-cost
stranded, associated, or landfill
gas, making its potential syngas
costs even more competitive.
(NG Feedstock @ $3/MMBTU)
RTI
* Data from manuscript submitted for publication by RTI and Columbia University

Advanced Sorbent CO2 Capture Process
H--CH2-CH2-NH--Hn
( )
Nano-porous Material
CO2/H2S-philic Polymer
(Polyethylenimine)
“Molecular Basket” Sorbent (MBS)
+CO2-philic Polymer(e.g. Polyethylenimine)
Immobilize PEI into Nano-PorePolyethylenimine (PEI)
Promising sorbent
chemistry
RTI has developed a sorbent-based CO2 capture process that uses a supported, polymeric
amine sorbent and a fluidized-bed process arrangement for post-combustion applications.
20
CO2 Capture from
Cement Plants
CO2 Capture
CO2 Sorbents
• Technology benefits:
• >25% reduction in cost of
CO2 capture, potential for
>40% cost reduction
• ~ 40% energy reduction
• Reduction in CAPEX
• High CO2 loading capacity
• Relatively low heat of
absorption; no heat of
vaporization penalty
• No evaporative emissions
• 4-yr cooperative effort
between RTI, Masdar, and
DOE has developed the
technology to pilot scale
• Additional tests in U.S. and
on-site in Norway will be
ongoing through 2016RTI Bench-Scale Unit

Non-aqueous Solvent based CO2 Capture
CO2 Capture
• Novel non-aqueous solvents have been
developed and tested by RTI.
• Technology benefits:
Reduce regeneration energy penalty
~40% less than state-of-the-art solvents
Reduce the increase in cost of electricity
associated with CO2 capture
Reduce capital costs for carbon capture
Comprehensive patent portfolio
• Scale-up planned at SINTEF pilot facility:
Successful cooperation between RTI,
Linde, and SINTEF (Scandinavia’s
leading research organization)
Cooperation between the U.S. and
Norway governments enables a lower
cost, lower risk, but accelerated pathway
for CO2 capture technology development.
CO2 Solvents
21
RTI High-Bay
Test System

Novel RTI Catalysts for Oxygen Transfer from CO2
High-capacity coking-resistant
catalysts developed by RTI.
Comprehensive isotope studies
validated oxygen removal from CO2
and transfer to other hydrocarbons.
Reaction produces 1:1 mixture of
synthesis gas.
RTI catalysts compare well with the
best in the literature.
Multi-stage process development
underway; moving toward pilot
testing.
Applications include:
Dry methane reforming:
Ethylene oxide from ethylene:
(RTI C3-PEO process)
CH4+CO2 2CO + 2H2 Go
= +247 kJ/mole
22

Industrial Water Treatment: FO/MD Membrane Process
Technology Concept
Synergistic coupling of FO (forward
osmosis) and MD (membrane distillation)
for advanced industrial water treatment
Transformative technology to
enable water reuse
23
500-gpd Field Testing to begin Jan 2016
Technology Benefits
• Fills a technology/cost gap for high TDS
water treatment between conventional
RO and evaporation/crystallization
• Low-pressure operation, thus reduced
energy requirements vs. RO
• High water recovery/reuse potential
• Reduced evaporator/crystallizer size
• Lower energy footprint
• Reduced carbon emissions
• Potential utilization of waste heat
• Applicability to multiple industries

Questions?
David L. Denton
Sr. Director, Business Development
Energy Technology Division
RTI International
Contact Information:
919-485-2609 (work)
423-384-6217 (cell)
24
Talented staff produce
novel technologies from
ideation to pilot-scale to
commercial systems
State of the art
facilities, capabilities
and resources
Innovation focused
R&D for solving
clients’ problems















![Response to Intervention (RtI) Handbook and RtI Resources · 2016-12-09 · OASD RtI Handbook [2] Response to Intervention (RtI) Overview Core Principles of RtI RtI is grounded in](https://img.pdfslide.net/doc/110x75/5f04175d7e708231d40c46b9/response-to-intervention-rti-handbook-and-rti-resources-2016-12-09-oasd-rti.jpg)













