Embed Size (px)
Citation preview

US Tracker Project – CERN - July 17, 2003 - Incandela 1
US Production ReadinessUS Production Readiness
CMS Tracker Week 17/06/03 CERN
J. Incandela
University of California
Santa Barbara

US Tracker Project – CERN - July 17, 2003 - Incandela 2
• Fermilab (FNAL)• L. Spiegel, S. Tkaczyk +4 technicians+guest scientist
• Kansas State University (KSU)• T.Bolton, W.Kahl, R.Sidwell, N.Stanton, E.V.Toerne+grad student
• University of California, Riverside (UCR)• Gail Hanson, Gabriella Pasztor, Patrick Gartung, + post-doc
• University of California, Santa Barbara (UCSB)• A. Affolder, S. Burke, C.Campagnari, A. Gupta, D. Hale, C. Hill,
J.Incandela, S. Kyre, J. Lamb, S. Levy, C. Mills, B.Patterson, S.Stromberg, R.Taylor, D. White +3 technicians + 3 undergrads
• University of Illinois, Chicago (UIC)• E. Chabalina, C. Gerber, T.Ten
• University of Kansas (KU)• P. Baringer, A. Bean, L. Christofek, D.Coppage, X. Zhao
• University of Rochester (UR)• R. Demina, R. Eusebi, E. Halkiadakis, A. Hocker, S. Korjenevski, P. Tipton
Active GroupActive Group
US Tracker Project – CERN - July 17, 2003 - Incandela 3
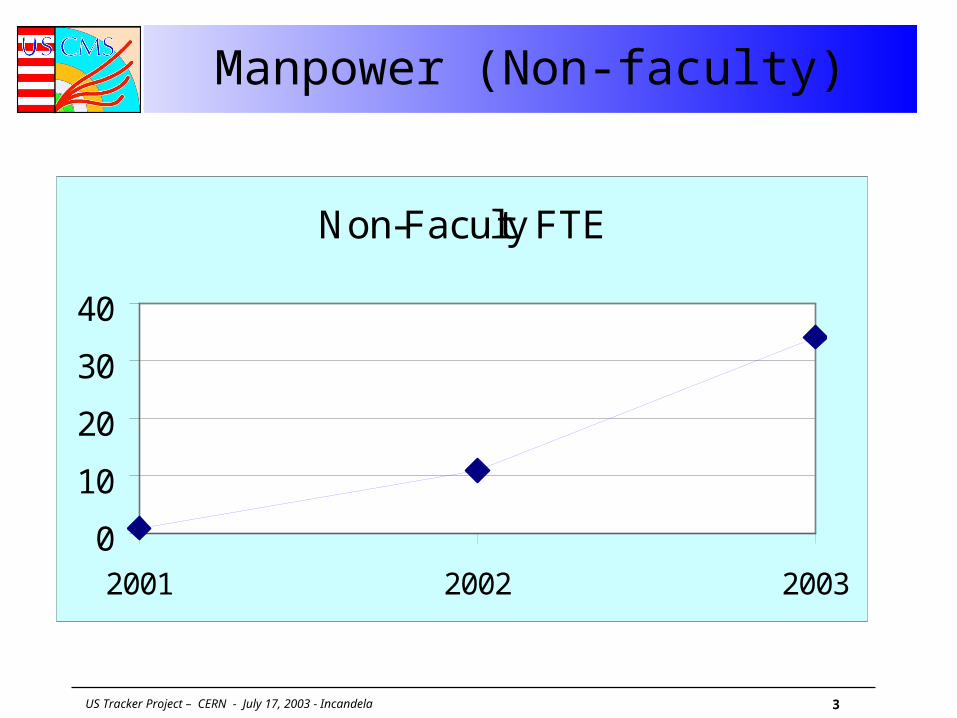
Manpower (Non-faculty)Manpower (Non-faculty)
Non-Faculty FTE
0
10
20
30
40
2001 2002 2003

US Tracker Project – CERN - July 17, 2003 - Incandela 4
OutlineOutline
• Production model and parts flow
• Status of each production stage Gantries and curing stations Wire bonding Module test stands Database Rod burn-in with interlocks Rod shipment
• Current Capacity
• Parts inventory
• Problems and concerns

US Tracker Project – CERN - July 17, 2003 - Incandela 5
OverviewOverview
Layers Quantity APV/mod. Pitch phi Pitch stereo Microbond Wires
SS6 TOB5,6 1,800 6 122 - 4,147,200
SS4 TOB3,4 1,450 4 183 - 2,227,200
DS - rphi TOB1,2 1,150 4 183 - 1,766,400
DS - stereo TOB1,2 1,150 4 183 183 1,766,400
5,550 9,907,200
Type
• FNAL and UCSB will have equal capabilities and capacities FNAL production line
• Gantry operational – made ~24 operational TOB modules.• 1 of 4 DAQ and 4 of 4 ARCS
UCSB Production line• Gantry operational –made ~19+8 operational TOB modules• 2 of 3 DAQ and 5 of 5 ARCS
UCR module diagnostics and repair • 0 of 1 DAQ and 0 of 1 ARC
TOB Module Summary Table
US Tracker Project – CERN - July 17, 2003 - Incandela 6
Module Production PlanModule Production Plan
• Hybrids New UCSB Task: Wirebond
&Test:• Quick Test then Wirebond pa’s
• Thermal cycle with continuous ARC test and pitch adapter pulsing
Adds 3.3 Million bond wires
Ship half to FNAL
• Frames and sensors Received by FNAL Sample checks at Rochester Ship half to UCSB
• Module production: FNAL & UCSB Gantry fabrication of 12+ modules
per day per site (average=9 at peak)• Overnight cure • Cross-check on OGP
Wirebond 12+ modules/day/site• Recent significant improvements
Fast test with ARC/LED• Simple repairs
Overnight temp cycling with readout in “Vienna box”
Full characterization with ARC/LED Store for installation in rods
• Have storage for 1400 modules!
• Diagnostics and Repairs• Extremely Pathological modules will
be pulled out of production and sent to UC Riverside.

US Tracker Project – CERN - July 17, 2003 - Incandela 7
Rod ProductionRod Production
•Rods with optohybrids Ship to both FNAL and UCSB
•Rods at US Sites Modules mounted Capacity: 2-3 SS6 rods/day
per site Long Term Testing
• 8 rods simultaneously per site for 72 hours with 3 thermal cycles per day with data taking
Final test at US site
•Rods shipped to CERN
• Currently Received first rod with prototype
optohybrids at UCSB All tooling for handling the rods
• Rotation and handling fixtures, Module handling fixture, Torque wrench and insertion tool (no extraction)
• Cable forming tools, and other specialized tools
UCSB redesigned module insertion tools to use vacuum pickups.
Expect low voltage power supplies and cables in early August.
Plan to build and test first rod in September.
1st Rod burn-in stand ready at FNAL in October
US Tracker Project – CERN - July 17, 2003 - Incandela 8
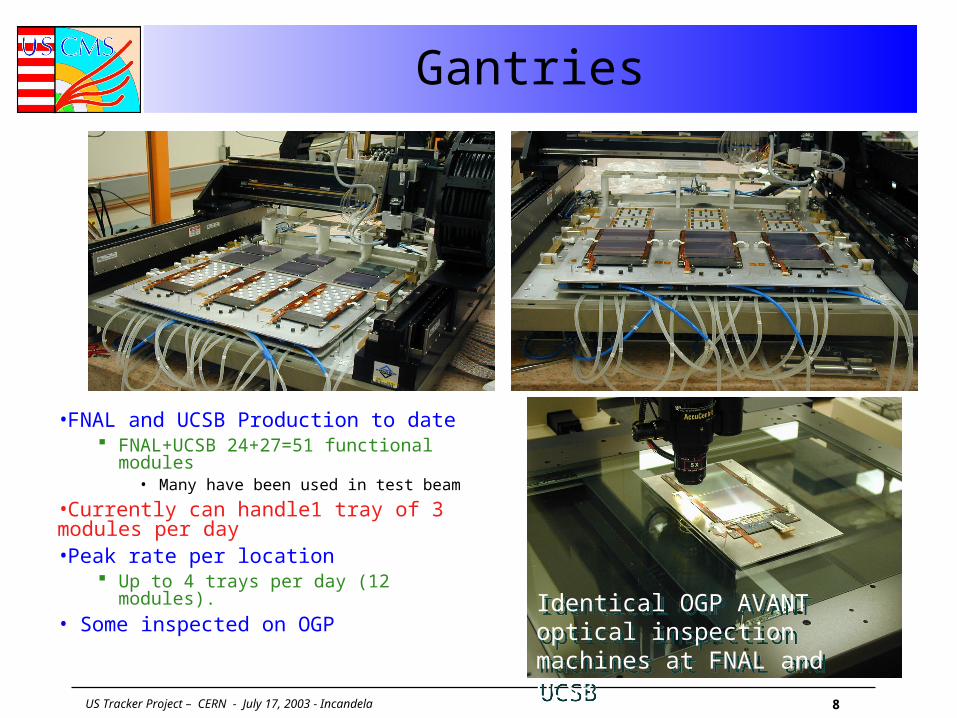
GantriesGantries
•FNAL and UCSB Production to date FNAL+UCSB 24+27=51 functional
modules• Many have been used in test beam
•Currently can handle1 tray of 3 modules per day •Peak rate per location
Up to 4 trays per day (12 modules).
• Some inspected on OGP
Identical OGP AVANT optical inspection machines at FNAL and UCSB
Identical OGP AVANT optical inspection machines at FNAL and UCSB

US Tracker Project – CERN - July 17, 2003 - Incandela 9
FNAL StatusFNAL Status
• Recently commissioned 3 of 6 new assembly plates
• Corrections vary plate to plate
• Overall sensor placements are all well within specs.
5 m is not always met.
10 m spec is not a problem.
Final rotations are all under 6 mdeg

US Tracker Project – CERN - July 17, 2003 - Incandela 10
UCSB Gantry in New Clean RoomUCSB Gantry in New Clean Room
~30 minutes to run assembly program for 3 modules Including preparation (glue, parts,
DB), <1 hour to produce 3 modules

US Tracker Project – CERN - July 17, 2003 - Incandela 11
UCSB Data on ModulesUCSB Data on Modules• 10+6 more modules built in last month (19+8 in total now)
number
-12 -10 -8 -6 -4 -2 0 2 4 6 8 10 12 14 160.0
0.5
1.0
1.5
2.0
2.5
3.0
entries : 21.000 mean : 1.3333 rms : 7.6116 min : -13.000 max : 16.000
number
-10 -8 -6 -4 -2 0 2 4 6 8 10 12 140.00.20.40.60.81.01.21.41.61.82.0
entries : 21.000 mean : 0.28571 rms : 6.4227 min : -11.000 max : 13.000

US Tracker Project – CERN - July 17, 2003 - Incandela 12
Data on Modules (3)Data on Modules (3)
number
-5 -4 -3 -2 -1 0 1 2 3 4 5 6 7 8 90.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
entries : 21.000 mean : 2.1904 rms : 3.3326 min : -5.0000 max : 8.0000
•Completion of 3 new assembly plates imminent
•Stereo assembly plate under design –to be ready in September
•FNAL and UCSB need low grade parts for dummy modules – sensors & frames – to qualify new plates, and to recover from down periods as they occur in production.
• Silicon to frame angles all under 11 mdeg

US Tracker Project – CERN - July 17, 2003 - Incandela 13
WirebondingWirebonding
•Installed 3rd K&S 8090 at FNAL Now operational and will be used
for subsequent FNAL modules.
•UCSB wirebonder bond head problem fixed. Meanwhile learned to fully
automate bonding of entire TOB module using K&S pattern recognition: Approaching 20’ per module including setup time.
•UCSB considering K&S 8060 Adequate for hybrids Many used ones available: 20k$
to 50k$.

US Tracker Project – CERN - July 17, 2003 - Incandela 14
The TOB Electronic Testing CycleThe TOB Electronic Testing Cycle
Quick test hybrids on ARC Gantry makes modules.
Modules test on ARC
Assemble rods from modules Rod burn-in Rods shipped to CERN
Thermal cycled module
Wir
e b
on
d
Final pinhole test on ARC
Wire bond
Thermal cycle hybrids

US Tracker Project – CERN - July 17, 2003 - Incandela 15
Majority of preparations completeMajority of preparations complete
• Many added preparations to smooth production have been completed
Test stand clam shell boxes with LED arrays
Module carrier plates Test pigtails Vienna boxes Storage racks HV crowbar for test stands
• 4 hybrid thermal cycling/test box almost complete. Expected to be ready for use in August.
Currently plan to ramp up hybrid completion task in September, taking over for CERN.

US Tracker Project – CERN - July 17, 2003 - Incandela 16
Rod LT Test Facility (RU Group)Rod LT Test Facility (RU Group)
• Peak production < 10 rods per week per site. Schedule ~ 25/month/site. Capacity ~ 45. 72 hour “burn-in” with slow thermal-cycling
• Each site will have capacity of 8 SS rods.
• Hardware all specified and in process Chest freezer, plumbing, flow meters, valves are almost
all in hand. All machined parts complete Low temp chiller and C6F14 are at FNAL – ready.
• Interfaces nicely with control PC• +20 C to –25 C in 1.5 h
Chiller DAQ system • Programming mostly complete
• Interlock software ready
• First system to be shipped to FNAL in August and fully operational by October.
US Tracker Project – CERN - July 17, 2003 - Incandela 17
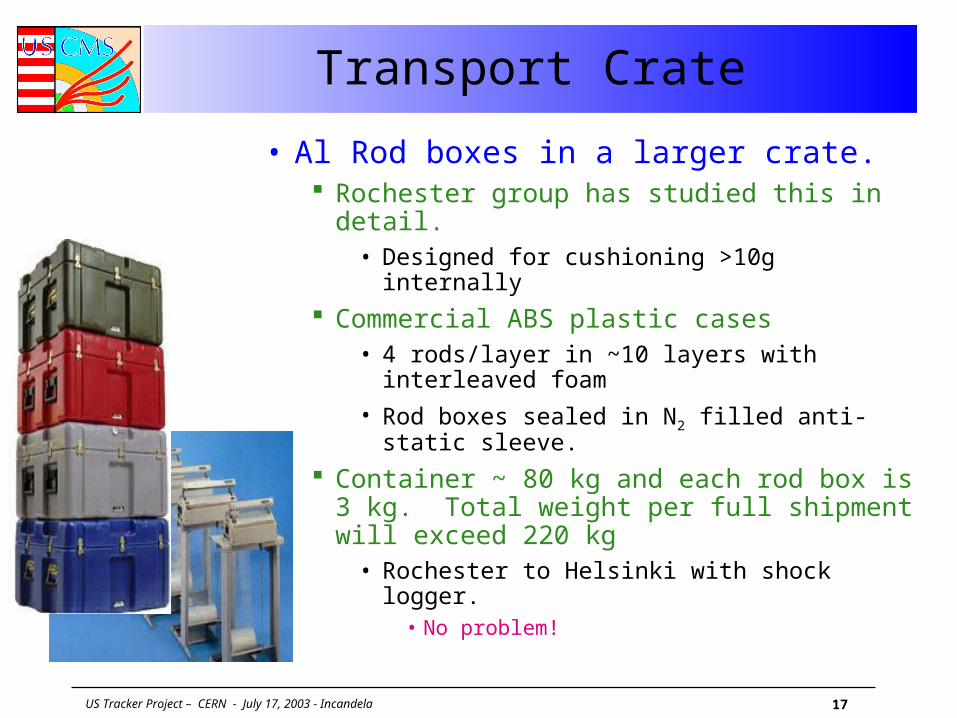
Transport CrateTransport Crate
• Al Rod boxes in a larger crate. Rochester group has studied this in detail.
• Designed for cushioning >10g internally
Commercial ABS plastic cases• 4 rods/layer in ~10 layers with interleaved foam
• Rod boxes sealed in N2 filled anti-static sleeve.
Container ~ 80 kg and each rod box is 3 kg. Total weight per full shipment will exceed 220 kg
• Rochester to Helsinki with shock logger. • No problem!

US Tracker Project – CERN - July 17, 2003 - Incandela 18
Other ItemsOther Items
• Stereo module production readiness Stereo wirebond fixture parts are now being machined Stereo gantry plates now being designed Expect to be ready to make stereo modules at UCSB in mid-
September
US Tracker Project – CERN - July 17, 2003 - Incandela 19
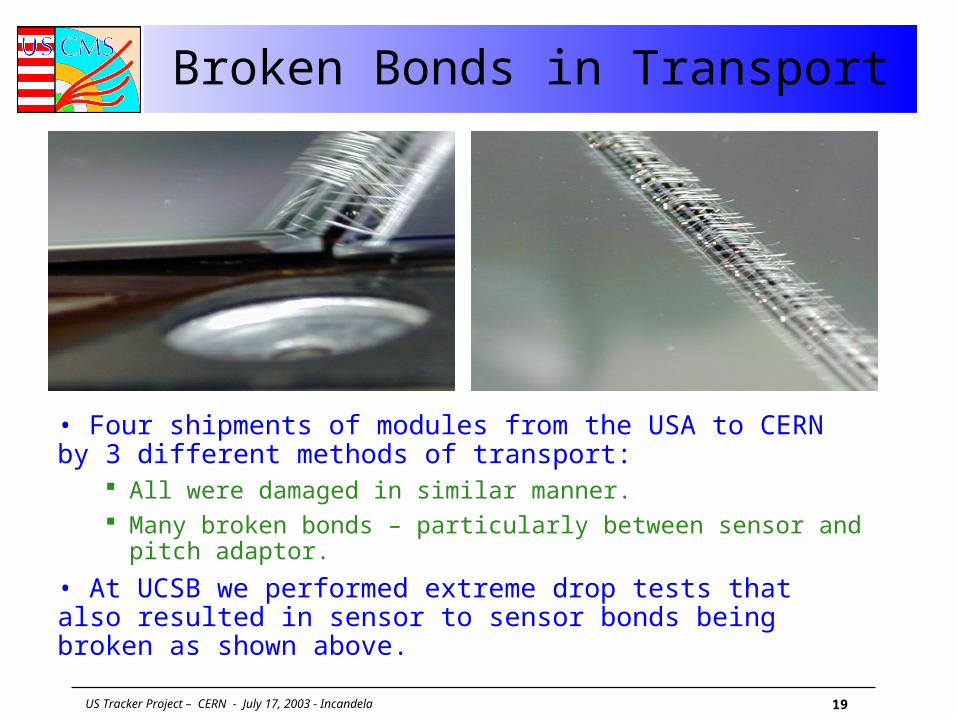
Broken Bonds in TransportBroken Bonds in Transport
• Four shipments of modules from the USA to CERN by 3 different methods of transport:
All were damaged in similar manner. Many broken bonds – particularly between sensor and pitch adaptor.
• At UCSB we performed extreme drop tests that also resulted in sensor to sensor bonds being broken as shown above.

US Tracker Project – CERN - July 17, 2003 - Incandela 20
Reinforcement with SylgardReinforcement with Sylgard
• Sylgard is a silicon based encapsulant Used to encapsulate ALL wirebonds on innermost layer of CDF Working temperatures –50C to 200C Radiation hard Low thermal conductivity
•Applied long or short beads of this material to back sides of modules at sensor-pa joint and sensor-sensor joint

US Tracker Project – CERN - July 17, 2003 - Incandela 21
Drop Test ResultsDrop Test Results
• With minimal packaging we dropped the reinforced sensors 1 meter!
Almost all bonds broke on the control module (with no reinforcement)
No obvious deterioration of bond pull strengths for reinforced modules
Module 867 pull strengths (large glue beads)
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Strip Number
Pu
ll S
tren
gth
s (g
)
initial pull test
after glue beads
after cold cycling
1 meter drop after repackaging
US Tracker Project – CERN - July 17, 2003 - Incandela 22
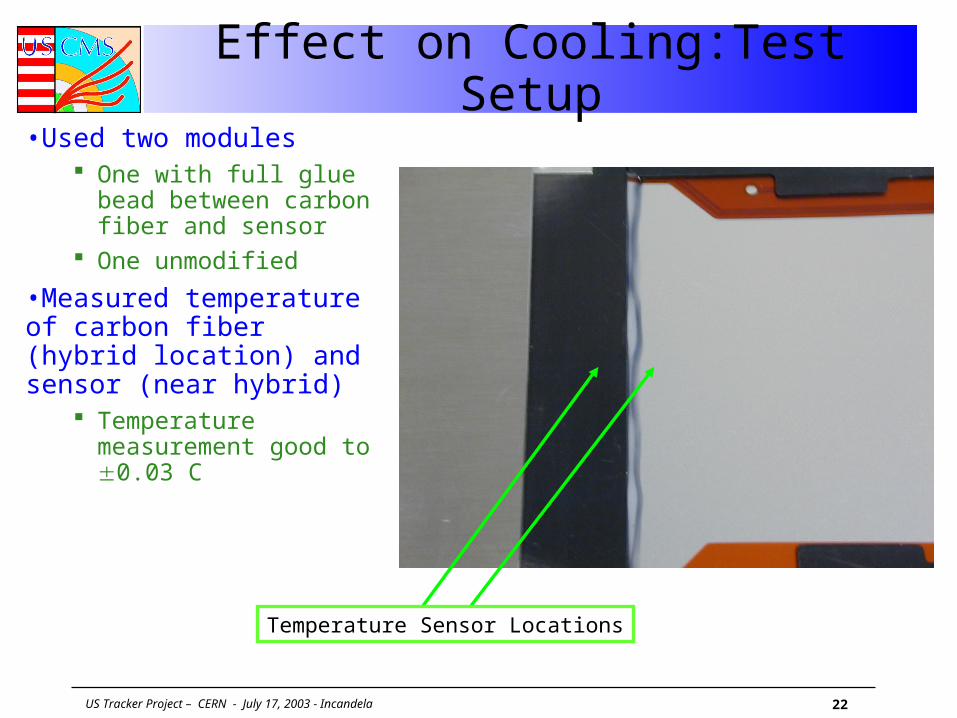
Effect on Cooling:Test SetupEffect on Cooling:Test Setup•Used two modules
One with full glue bead between carbon fiber and sensor
One unmodified
•Measured temperature of carbon fiber (hybrid location) and sensor (near hybrid)
Temperature measurement good to 0.03 C
Temperature Sensor Locations

US Tracker Project – CERN - July 17, 2003 - Incandela 23
Thermal Cycle (Control Module)Thermal Cycle (Control Module)
• Thermal cycle without any modifications Ran until temperature
stabilized Began cooling Once at low temperature,
began running chip until temperature stabilized
Began warm-up
• Cooling plate and sensor temperature matched well
• T=2.3 C between carbon fiber and sensor CERN cooling mock-up
using final carbon fiber and heater saw T=2.7 C
Unglued Module
-20
-15
-10
-5
0
5
10
15
20
25
30
0 100 200
Time (Minutes)
Te
mp
atu
re(C
) T(plate)
T(carbonfiber)T(sensor)

US Tracker Project – CERN - July 17, 2003 - Incandela 24
Thermal Cycle (Glue Module)Thermal Cycle (Glue Module)
•Thermal cycled module with full glue bead
Same Thermal Cycle
• T=2.0 C between carbon fiber and sensor
Glued Module
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
0 50 100 150 200 250 300
Time (minutes)
Tem
per
atu
re (
C)
T(plate)
T(carbon fiber)
T(sensor)

US Tracker Project – CERN - July 17, 2003 - Incandela 25
T between Carbon Fiber and SensorT between Carbon Fiber and Sensor
Temperature difference between carbon fiber and sensor
0
0.5
1
1.5
2
2.5
3
0 50 100 150 200 250 300
Time (minutes)
T
(C) No glue
Glue
Adding full bead of glue increases sensor temperature by 0.3 C
US Tracker Project – CERN - July 17, 2003 - Incandela 26
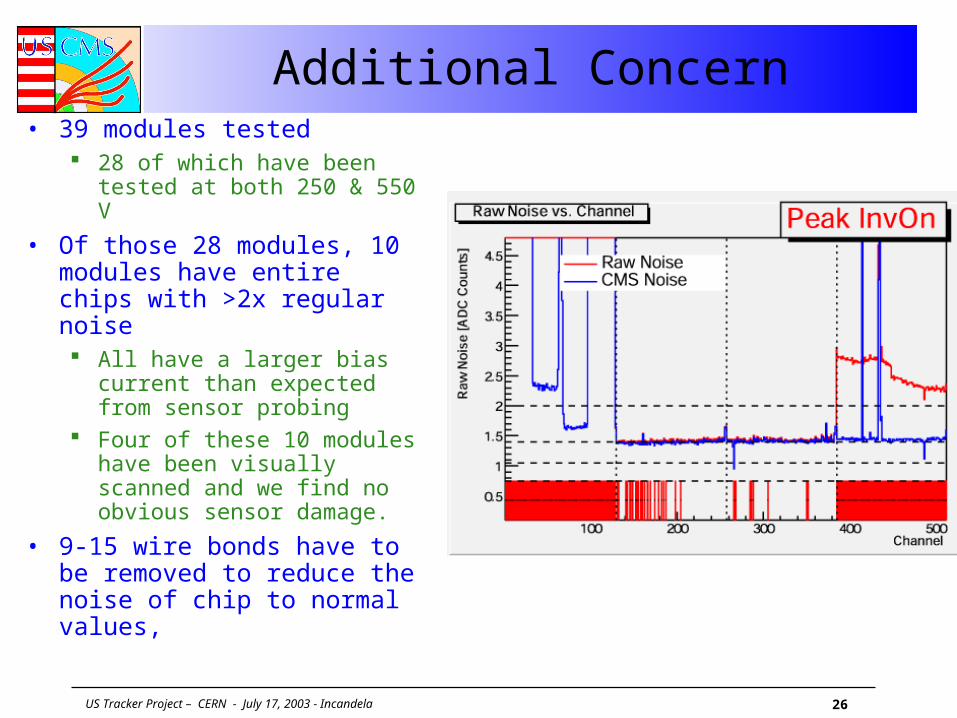
Additional ConcernAdditional Concern• 39 modules tested
28 of which have been tested at both 250 & 550 V
• Of those 28 modules, 10 modules have entire chips with >2x regular noise All have a larger bias current
than expected from sensor probing
Four of these 10 modules have been visually scanned and we find no obvious sensor damage.
• 9-15 wire bonds have to be removed to reduce the noise of chip to normal values,
666
US Tracker Project – CERN - July 17, 2003 - Incandela 27
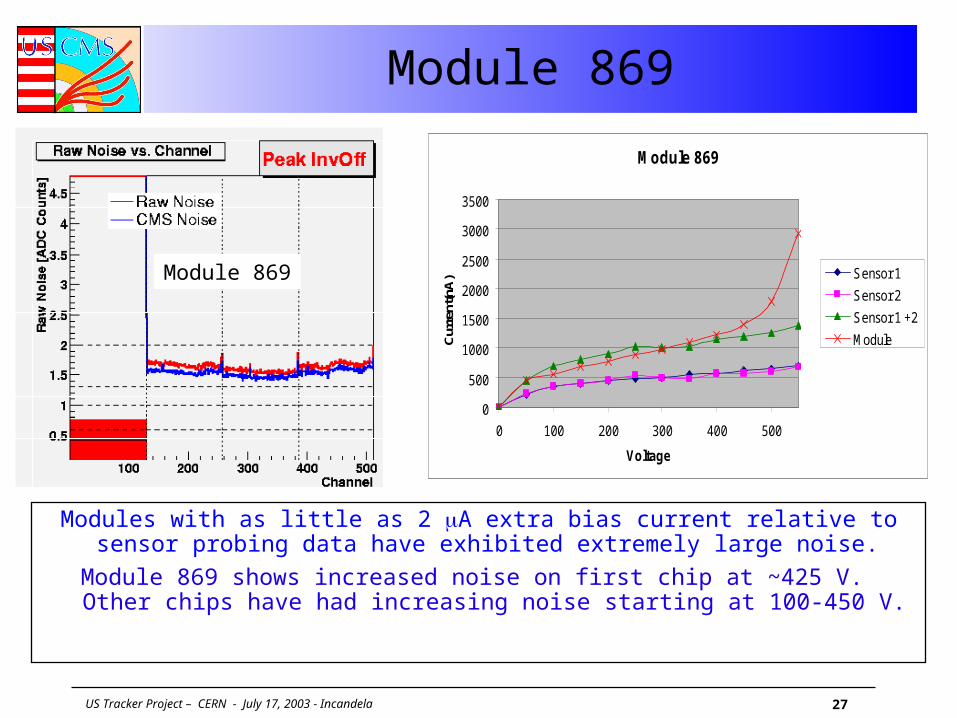
Module 869Module 869
Module 869
0
500
1000
1500
2000
2500
3000
3500
0 100 200 300 400 500
VoltageC
urre
nt(n
A) Sensor 1
Sensor 2
Sensor 1 +2
Module
Modules with as little as 2 A extra bias current relative to sensor probing data have exhibited extremely large noise.
Module 869 shows increased noise on first chip at ~425 V. Other chips have had increasing noise starting at 100-450 V.
Module 869
US Tracker Project – CERN - July 17, 2003 - Incandela 28
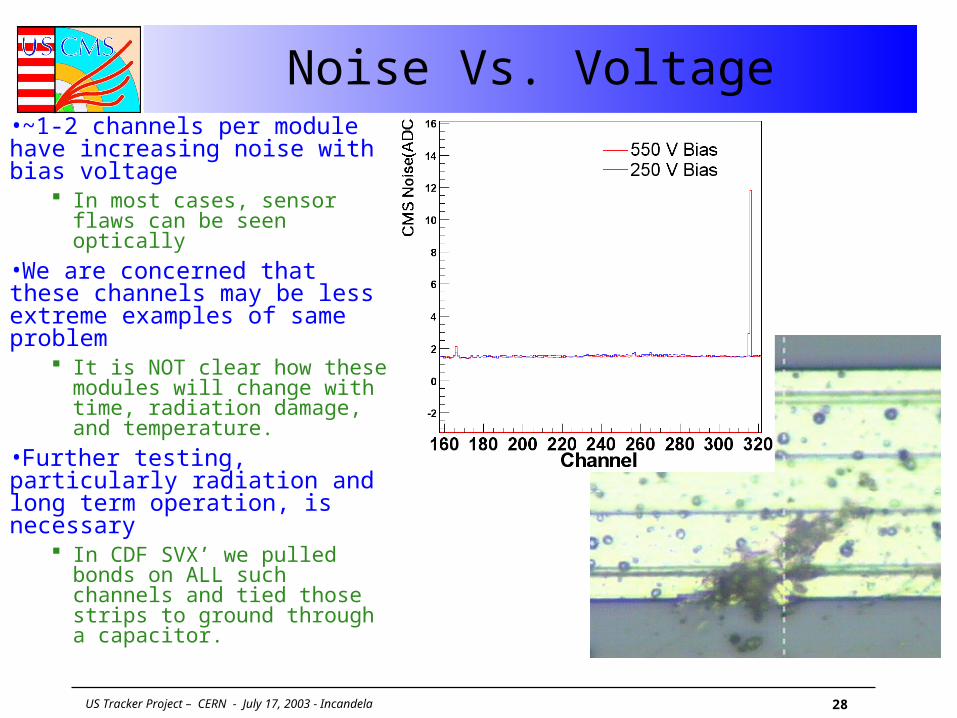
Noise Vs. VoltageNoise Vs. Voltage•~1-2 channels per module have increasing noise with bias voltage
In most cases, sensor flaws can be seen optically
•We are concerned that these channels may be less extreme examples of same problem
It is NOT clear how these modules will change with time, radiation damage, and temperature.
•Further testing, particularly radiation and long term operation, is necessary
In CDF SVX’ we pulled bonds on ALL such channels and tied those strips to ground through a capacitor.
US Tracker Project – CERN - July 17, 2003 - Incandela 29
Summary & ConcernsSummary & Concerns
• Now able to fabricate and fully test&burn-in 35 single sided modules per week. Could build and wirebond 3 times this number but we do not
have adequate burn-in capability yet.
• Rod assembly preparations well underway. First rod is to be built and tested this September. First LT Rod test stand to be ready by September
• Transportation of rods is under control. Indications are clear that breakage of bonds during transport
can be avoided. We need to agree on exact solution to start production.
• Only real concern is the problem of APV instability for noisy strip inputs. We will make ~35 more modules in US in next few weeks and
conduct extensive studies in collaboration with Karlsruhe.






