Embed Size (px)
Citation preview

Use of Combustible Dust Risk Assessments in the
Agricultural and Food Processing Industries
by Douglas Moilanen
A Research Paper Submitted in Partial Fulfillment of the
Requirements for the Master of Science Degree
ill
Risk Control
Approved: 3 Semester Credits
Dr. Elbert Sorrell
The Graduate School University of Wisconsin-Stout
December, 2010
1

2
The Graduate School University of Wisconsin-Stout
Menomonie, WI
Author: Moilanen, Douglas J.
Title: Use of Combustible Dust Risk Assessments in the Agricultural and Food
Processing Industries
Graduate Degree/ Major: Master of Science in Risk Control
Research Adviser: Dr. Elbert Sorrell
Month/Year: December, 2010
Number of Pages: 69
Style Manual Used: American Psychological Association, 6th edition
Abstract
Combustible dust has been recognized as a hazard in the agricultural and food processing
industries for many years. However, the methods of assessing and controlling hazards in a
particular facility are not widely recognized. The goals of this study were to provide a brief
summary of dust explosion incidents; indentify the physical and chemical properties that affect
the degree of hazard posed by combustible dusts; discuss the properties and behavior of dust
clouds; outline the strategies available to control combustible dust hazards; and provide a
framework for conducting combustible dust hazard assessments. To accomplish these goals, a
literature review was conducted and recognized combustible dust experts were consulted. The
research identified a number of steps necessary for conducting a combustible dust hazard
assessment, a number of combustible dust parameters that affect the degree of hazard posed by a
combustible dust, and a several strategies available for controlling combustible dust hazards.

3
Acknowledgements
I would like to express my appreciation to Dr. Elbert Sorrell for his assistance in
completing this graduate thesis. I would also like to extend thanks to Mr. Steven Luzik, Mr. Bill
Stevenson, and Dr. Robert Zalosh for sharing their combustible dust expertise with me.

4
Table of Contents
…………………………………………………………………………………………………Page
Abstract…………………………………………………………………………………………...2
Chapter I: Introduction…………………………………………………………………………...7
Statement of the Problem………………………………………………………...................9
Purpose of the Study………………………………………………………………………10
Goals of the Study…………………………………………………………………………10
Definition of Terms………………………………………………………………………..10
Limitations of the Study …………………………………………………………………..13
Chapter II: Literature Review……………………………………………………………………14
The Fire Triangle and the Explosion Pentagon……………………………………………14
Fuel………………………………………………………………………………………...14
Particle Size and Shape………………………………………………………………14
Moisture Content…………………………………………………………………….17
Chemical Composition……………………………………………………………….18
Oxygen……………………………………………………………………………….21
Dust Cloud Concentration (Dispersion of Dust) ………………………………………….21
Sources of Ignition………………………………………………………………………...23
Types of Equipment Involved in Combustible Dust Explosions (Confinement)………….25
Hazard Mitigation Techniques…………………………………………………………….28
Controlling Sources of Ignition……………………………………………………...28

5
Venting of explosive pressure……………………………………………………….32
Explosion suppression……………………………………………………………….33
Prevention of Secondary Explosions………………………………………………...34
Chapter III: Methodology……………………………………………………………………….36
Method of Study…………………………………………………………………………...36
Literature Reviewed……………………………………………………………………….36
Personal Communications…………………………………………………………………37
Chapter IV: Results………………………………………………………………………………40
Literature Review………………………………………………………………………….40
Consultation with Combustible Dust Experts……………………………………………..42
Findings……………………………………………………………………………………44
Goal one……………………………………………………………………………...44
Goal two……………………………………………………………………………...45
Goal three…………………………………………………………………………….46
Goal four……………………………………………………………………………..47
Chapter V: Discussion…………………………………………………………………………..50
Summary…………………………………………………………………………………..50
Problem………………………………………………………………………………50
Purpose and Goals…………………………………………………………………....50
Background and significance………………………………………………………...50
Research design……………………………………………………………………...51
Limitations………………………………………………………………………………...51

6
Conclusions………………………………………………………………………………..51
Recommendations…………………………………………………………………………52
References………………………………………………………………………………………..55
Appendix - Interview Summaries ………...……………………………………………………..60
Mr. Steve Luzik……………………………………………………………………………60
Mr. Bill Stevenson…………………………………………………………………………63
Dr. Robert Zalosh………………………………………………………………………….67

7
Chapter I: Introduction
Several recent high profile combustible dust incidents have resulted in an increased
awareness of the risks posed by combustible dusts. The most notable of these recent incidents
being the February 2008 explosion and fire at the Imperial Sugar Company in Port Wentworth,
Georgia. The explosion and subsequent fire at Imperial Sugar resulted in 14 fatalities, 36
injuries, and a total loss of the facility (U.S. Chemical Safety and Hazard Investigation Board
[CSB], 2009). Catastrophic events involving combustible dusts, however, are not a newly
recognized phenomenon. The hazards of combustible dust have been recognized since at least
1785 when Count Morozzo documented a wheat flour explosion in Turin, Italy (Eckhoff, 2003).
Since then, thousands of additional events have occurred throughout the world. Many of these
incidents have occurred in a segment of the economy often thought to not handle hazardous
substances, the agricultural and food processing industries. However, many if not most
materials, including food stuffs, can become explosive given the right conditions (Eckhoff).
Between 1980 and 2005, the CSB (2006) identified 281 combustible dust incidents in the
United States. Twenty four percent of the incidents occurred in the food products industries
(CSB). As a result of the frequency of events in the food industry, the United States
government’s first regulatory attempt to reduce combustible dust hazards, the 1987 Occupational
Safety and Health Administration (OSHA) grain handling standard, focused on a segment of the
food industry. According to OSHA’s 2003 assessment of the grain handling standard, the rule
resulted in a substantial reduction in grain elevator explosions (OSHA). As a result of the

8
limited scope of the standard, however, combustible dust incidents continued unabated in other
industries, including other segments of the food industry.
In an attempt to fill the regulatory gap, OSHA issued a Combustible Dust National
Emphasis Program (NEP) in 2007, reissued the NEP in 2008, and initiated combustible dust
rulemaking activities in 2009 (OSHA, 2008; Office of Information and Regulatory Affairs,
2009). The NEP and proposed rule are largely based upon the contents of National Fire
Protection Association (NFPA) standards including:
• NFPA 51B - Standard for Fire Prevention During Welding, Cutting, and other Hot
Work.
• NFPA 61 – Standard for the Prevention of Fires and Dust Explosions in
Agricultural and Food Processing Facilities.
• NFPA 68 – Standard on Explosion Protection By Deflagration Venting.
• NFPA 69 – Standard on Explosion Prevention Systems.
• NFPA 499 - Recommended Practice for the Classification of Combustible Dusts
and of Hazardous (Classified) Locations for Electrical Installations in Chemical
Process Areas.
• NFPA 654 – Standard for the Prevention of Fires and Dust Explosions from the
Manufacturing, Processing, and Handling of Combustible Particulate Solids.
• NFPA 664 – Standard for the Prevention of Fires and Dust Explosions in Wood
Processing and Woodworking Facilities.
However, the NFPA standards are complex, poorly understood, occasionally conflicting, and
often misapplied. For example, the definition of combustible dust varies among the various
standards that address combustible dust (NFPA, 2006; NFPA, 2007a; NFPA 2007b; NFPA,

9
2008b; NFPA, 2008c). In addition, the OSHA Combustible Dust NEP (2008) instructs
compliance officers to enforce portions of NFPA 654 in agricultural and food processing
facilities under the general duty clause without recognizing that NFPA 654 does not apply to
agricultural or food processing facilities unless specifically referenced by NFPA 61 (NFPA,
2006; NFPA 2008b; OSHA, 2008).
The complexities, poor understandings, generalizations, and conflicts result from the
many, often transient, factors that affect the hazards associated with a particular combustible
dust. Humidity, particle shape, particle size, and particle size distribution can change as a
substance is handled and all can significantly affect the type and degree of hazard that a
particular dust presents. Without an understanding of the factors that affect the hazards of
combustible dust, abatement of combustible dust hazards and compliance with applicable
standards would be difficult.
Statement of the Problem
The NFPA standards and most OSHA regulations permit the use of site specific hazard
assessments in lieu of the prescriptive standards. However, most readers of the NFPA standards
focus on the prescriptive portions of the NFPA standards. Site specific hazard assessments have
the potential to offer more effective and lower cost hazard abatement options than prescriptive
standards. However, many companies lack the understanding of the concepts behind
combustible dust hazards required to perform a combustible dust hazard assessment.

10
Purpose of the Study
The NFPA standards and most OSHA regulations permit the use of site specific hazard
assessments in lieu of the prescriptive standards. The use of site specific hazard assessments
will, potentially, offer lower cost hazard abatement options along with a better understanding of
a company’s dust hazards. The purpose of this study was to provide the basis of understanding
required to conduct a site specific combustible dust hazard assessment.
Goals of the Study
The goal of this study was to:
1. Identify the physical and chemical properties that affect the degree of hazard
posed by combustible dusts;
2. Discuss the properties and behavior of dust clouds;
3. Outline the strategies available to control combustible dust hazards; and
4. Provide a framework for conducting combustible dust hazard assessments.
Definition of Terms
Agricultural Dust - “any finely divided solid agricultural material that is 420 micrometers (µm)
or smaller in diameter (material passing through a U.S. No. 40 Standard sieve) that
presents an explosion hazard when dispersed and ignited in air” (NFPA, 2007, p. 5).
Combustible Dust – variable, see Chapter II
dP/dT – “the maximum rate of pressure rise in a constant-volume explosion” (Amyotte &
Eckhoff, 2010, p. 18).

11
Explosion Severity - an empirical index comparing the explosion severity of a sample to the
explosion severity of Pittsburgh coal dust (Committee on Evaluation of Industrial
Hazards, 1980). It is determined using the formula:
(Pmax (Sample)) X (dP/dT Sample) (Pmax (Pittsburgh Coal Dust)) X (dP/dT Pittsburgh Coal Dust)
Kst – “the volume-normalized (or standardized) maximum rate of pressure rise in a constant
volume explosion” (Amyotte & Eckhoff, 2010, p. 18).
Kst =(dP/dT)max X {Test Chamber Volume}1/3
(CSB, 2009b)
Ignition Sensitivity – an empirical index comparing the ignition sensitivity of a sample to the
ignition sensitivity of Pittsburgh coal dust (Committee on Evaluation of Industrial
Hazards, 1980). It is determined using the formula:
(MIT Pittsburgh Coal Dust) X (MIE Pittsburgh Coal Dust) X (MEC Pittsburgh Coal Dust) (MIT Sample) X (MIE Sample) X (MEC Sample)
Layer Ignition Energy (LIE) - a measure of the sensitivity of a dust deposit to ignition by an
electric spark (Chilworth Global, n.d.). It is conducted by placing a sample of material
on a metal plate and introducing a spark of known energy from above (Chilworth
Global).

12
Layer Ignition Temperature (LIT) – a measure of the surface temperature necessary to ignite a
dust layer (Chilworth Global, n.d.). ASTM E2021 describes the LIT testing procedure.
In the procedure, a 5 mm thick, 100 mm in diameter dust sample is heated on a hot plate
for ½ hour. The sample and hot plate temperature are monitored until the temperature
where the dust layer is ignited is determined (Chilworth Global).
Minimum Explosible Concentration (MEC) – “the minimum concentration of a combustible dust
cloud that is capable of propagating a deflagration through a well dispersed mixture of
the dust and air” (American National Standards Institute, 2007a, p. 486).
Minimum Ignition Energy (MIE) - “the electrical energy discharged from a capacitor, which is
just sufficient to effect ignition of the most easily ignitable concentration of fuel in air”
(American National Standards Institute, 2007b, p. 747). MIE is determined by
dispersing a sample in a Plexiglas tube and introducing a spark of known energy (Janes,
Carson & De Lore, 2008; Chilworth Global, n.d.). Tests are generally conducted in
either a Harmann Tube or Mike 3 apparatus (Janes et al.) in accordance with American
Society for Testing and Materials (ASTM) E2019, British Standard 5958, 1991 and
European Standard: IEC 1241-2-3: 1994 (Chilworth Global).
Minimum Ignition Temperature (MIT) – “the minimum temperature at which a dust cloud will
self ignite” (American National Standards Institute, 2006, p. 474). MIT is determined by
dispersing a sample in a Godbert-Greenwald Furnace (Eckhoff, 2003) (Chilworth Global,
n.d.). Tests are generally conducted in accordance with American Society for Testing
and Materials (ASTM) E1491 or European Standard 1241-2-1: 1994 (Chilworth Global).
Pmax – “maximum explosion overpressure generated in the test chamber” (CSB, 2009b, p. 16).

13
Limitations of the Study
The focus of this study was limited to the experiences of and implications upon
agricultural and food processing facilities. Conditions unlikely to be found in an agricultural or
food processing facility were not addressed. The effects of pressure on MIE and explosive
violence, for example were not explored. Reactive chemistry, particulate toxicity, and
conductive metals were similarly not addressed.

14
Chapter II: Literature Review
The Fire Triangle and the Explosion Pentagon.
In order for combustion to occur, fuel, oxygen and a source of ignition are all required.
Without all three elements, a fire can not occur. This familiar concept is known as the fire
triangle. In order for a dust explosion to occur, two additional elements, dispersion of dust
particles and confinement of the dust cloud, are required (Cashdollar, 2000; OSHA, 2005). The
following sections discuss each of the five elements.
Fuel
In a combustible dust incident, the fuel in the dust explosion pentagon is a combustible
dust. As was noted by Eckhoff (2003), and The Center For Chemical Process Safety Of The
American Institute Of Chemical Engineers (2005) most materials are capable of being explosive.
Whether a particular material is explosible depends on a number of factors. According to
Eckhoff (2003), a list of these factors would include: the particle size or specific surface area, the
chemical composition of the dust, the moisture content of the dust, the distribution of particle
sizes and shapes in the dust, and the degree of agglomeration.
Particle Size and Shape.
According to Amyotte and Eckhoff (2010), particle size is a dominant factor in dust
explosion prevention and mitigation. Eckhoff (2003) used the example of wood to describe how
the velocity of fuel oxidation is increased as the degree of material subdivision increases and the
surface area available to react with the oxygen in the air increases. A large piece of wood will

15
burn slowly; small pieces of kindling will burn quickly; while dry wood dust, if suspended in air
in the right concentration, can explode. Dusts can propagate a flame in two ways. They can
propagate a flame directly or can vaporize and/or release pyrolysis gases that are flammable
(Cashdollar, 2000). Both mechanisms tend to increase in velocity as particle size is reduced.
The reason for the effects described by Cashdollar is the increase in reactive surface area
available for oxidation, vaporization, and/or pyrolysis gas release. Particle size also has a
significant effect upon the propensity for dust cloud formation (Cashdollar; Center For Chemical
Process Safety Of The American Institute Of Chemical Engineers, 2005; Eckhoff, 2003). Finer
particles are both easier to be put aloft and remain aloft for a longer period of time.
Because of their inability to stay in suspension and the amount of surface area available
for oxidation, particles larger than 500 µm generally do contribute to dust explosions (Calle,
Klaba, Thomas, Perrin, & Dufaud, 2005). Historically, most definitions of combustible dusts
have used a size definition near the size threshold noted by Calle et al. Most definitions have
focused on material that will pass through a Number 40 US Standard Mesh Screen (a Number 40
US Standard Mesh Screen is designed to allow material 420 micrometers (µm) or smaller in
diameter to pass through). For example:
• NFPA 61 (2008b, p. 5) defines agricultural dust as “any finely divided solid
agricultural material that is 420 micrometers (µm) or smaller in diameter (material
passing through a U.S. No. 40 Standard sieve) that presents an explosion hazard
when dispersed and ignited in air;”
• NFPA 499 (2008a, p. 5) and NFPA 704 (2007c, p. 17) both define combustible
dust as “any finely divided solid material that is 420 micrometers (µm) or smaller

16
in diameter (material passing through a U.S. No. 40 Standard sieve) that presents
an explosion hazard when dispersed and ignited in air;”
• NFPA 664 (2007a, p. 7) defines deflagrable wood dust as “wood particulate with
a median diameter of 420 micrometers (µm) or smaller in diameter (i.e., material
passing through a U.S. No. 40 Standard sieve) having a moisture content of less
than 25 percent (wet basis)” and defines dry nondeflagrable wood dust as “wood
particulate with a median diameter greater than 420 micrometers (µm) or smaller
in diameter (i.e., material that will not pass through a U.S. No. 40 Standard sieve)
having a moisture content of less than 25 percent (wet basis).”
However, starting with NFPA 654 in 2006, size designations have started to be removed
from some of the NFPA definitions. NFPA 68 (2007b, p. 8), NFPA 69 (2008c, p. 8), and NFPA
654 (2006, p. 7) now define a combustible dust as “a combustible particulate solid that presents a
fire or deflagration hazard when suspended in air or some other oxidizing medium over a range
of concentrations, regardless of particle size or shape.” The OSHA National Emphasis Program
(2008) has also adopted this definition.
Prior to 2006 the definition of combustible dust in NFPA 654 (2005) was limited to
material 420 micrometers (µm) or smaller in diameter (Technical Committee on Handling and
Conveying of Dusts, Vapors, and Gases, 2005). Similarly, prior to 2008, the definition of
combustible dust was limited to material 420 micrometers (µm) or smaller in NFPA 69 (2002a).
Perhaps the most confusing definitions are found in NFPA 68. Prior to 2007, NFPA 68 did not
define combustible dust (NFPA, 2002b). The 2002 version of NFPA 68 did, however, contain a
definition for dust. Dust was defined as “any finely divided solid, 420 µm or 0.017 in. or less in
diameter (that is, material capable of passing through a U.S. No. 40 Standard Sieve)” (NFPA

17
2002b, p.7). In the 2008 version of the standard, the definition for combustible dust found in the
2006 version of NFPA 654 (in which the size designations have been removed) was added while
the definition for dust from the 2002 version (with a size designation) remained unchanged.
The NFPA Technical Committee Report (2005) and the explanatory material in NFPA
654 (2006) describe the changes in definition as necessary to address the hazards posed by
platelet, flake, or fiber shaped particles. Eckhoff (2003) explained how flakes and fibers can fail
to pass through a 40 mesh screen, yet be capable of forming explosive dust clouds and showed
how the mass to surface area ratio decreased as a cube or sphere is compressed into a flake or
stretched into a fiber using the concept of the specific surface area. According to Eckhoff,
however, the effect is usually moderate except where the shapes are extreme such as in the case
of thin flakes or long fibers.
Moisture Content.
The effects of moisture content on combustible dust hazards have long been known. In
his account of the 1785 flour dust explosion in Turin, Count Morrozo wrote that the baker had
“never had flour so dry as in that year [1785], during which the weather had been remarkably
dry” (Eckhoff, 2003, p. 158). More recently, Traore, Dfaud, Perrin, Chezelet, and Thomas
(2009) reported on the work of Li et al. (1995) that the dust explosion statistics in the United
States between 1979 and 1986 show that most incidents occur during the low atmospheric
humidity winter months.
According to Eckhoff (2003), there are three ways that dust ignition sensitivity, explosive
severity and propensity for dispersal are affected by moisture:

18
• First, an internal heat sink is represented by the heating and vaporization of
water;
• Second, oxygen and pyrolysis gasses are diluted by water vapor; and
• Third, water prevents dispersion by facilitating inter-particle cohesion.
Eckhoff (2003) provided a summary of the work of van Laar and Zeeuwen showing the
effect of moisture content on the measured MIE for several organic dusts. The results showed
that increasing moisture caused a significant increase in MIE for tapioca, maize starch, and flour
dust clouds. The MIE results were presented in the form of a small log scale graph and the
original work by van Laar and Zeeuwen was not obtained. As a result, only approximate values
are presented here. The approximate MIE results were approximately 20 mJ, 200 mJ, and 7000
mJ for 1%, 7% and 10% moisture tapioca respectively; approximately 40 mJ, 80 mJ, 150 mJ, and
300 mJ for 1%, 7%, 10%, and 15% moisture flour respectively; and approximately 200 mJ, 400
mJ, and 2000 mJ for 1%, 7% and 14% moisture maize starch respectively. Similarly, Traore et
al. (2009) looked at the effect of moisture content on the MIE of an artificial organic ingredient
in hard candy, magnesium stearate. The results showed that the MIE of magnesium stearate was
increased by a factor of three when its moisture content was increased from near zero to 7%.
The aforementioned work of van Laar and Zeeuwen summarized by Eckhoff (2003) also
showed the effect of moisture content on the MIT of organic dusts. The results showed an
increase in MIT with increasing moisture for starch and flour dust clouds although the effect of
moisture on MIT was less pronounced than the effect on MIE. The MIT for 14% moisture flour
was 470°C compared to 440°C for dry flour. The MIT for 14% moisture starch was 460°C
compared to 400°C for dry starch. It is not known what percent moisture was considered dry.
Traore et al. (2009) also looked at the effect of moisture content on the MIT of magnesium

19
stearate and showed that the MIT of magnesium stearate increased from approximately 420°C to
approximately 570°C when its moisture content was increased from near zero to 7%.
Eckhoff (2003) and Traore et al. (2009) also showed how increasing moisture content
decreases the severity of an explosion for maize starch and for magnesium stearate and icing
sugar respectively. The Eckhoff data showed that the maximum rate of pressure rise for Maize
starch decreased approximately 100 bar/s as the moisture content was increased from near zero
to about 28%. The maximum rate of pressure rise for the dry starch ranged from slightly less
than 100 bar/s to slightly less than 200 bar/s depending on the ignition delay time. For the 28%
moisture material, the maximum rate of pressure rise ranged from approximately 20 bar/s to
slightly less than 100 bar/s. The reduction was more pronounced at lower moisture percentages
than at higher percentages. The Traore et al. data for magnesium stearate showed a decrease in
the maximum rate of pressure rise from 1035 bar/s to 640 bar/s as moisture content was
increased from near zero to 4%. The data showed very little change as moisture content was
increased from 4% to 7%. The Traore et al. data for icing sugar was more complex. Their data
for icing sugar showed an increase in the maximum rate of pressure rise as the moisture content
rose from near zero to 0.34% percent followed by a subsequent decrease as the moisture content
is increased further. The authors hypothesized that the initial rise in explosion severity of sugar
could be the result of water reactions that transition the sucrose to glucose and fructose. Traore
et al. acknowledged that, generally, humidity decreases explosion severity and ignition
sensitivity but warn that water can also cause reactions such as those shown with sugar or in the
release of combustible gas during the fermentation of grain dust and should not be overlooked.
Eckhoff (2003) also described how agglomerations of small particles can be very difficult
to break apart and that persistent agglomerations behave like larger particles in dust explosions.

20
Bryant (1973) showed that stable particle agglomerates behave like a single particle the size of
the agglomerate and result in long burn times.
Chemical Composition.
Dust explosions, in general, follow the chemical formula
Fuel + Oxygen → Oxide + Heat (Abbasi & Abbasi, 2007)
The pressure rise experienced in a dust explosion will be governed by the ideal gas law
and the heat of combustion of the product (Abbasi & Abbasi, 2007). The Committee on
Evaluation of Industrial Hazards (1980) published ignition sensitivity, explosion severity, Pmax,
dP/dT, MIT, LIT, MIE, and MEC for 72 agricultural and food products. Most of the listed
substances were either classified as moderate or strong with respect to ignition sensitivity; but
the values ranged all the way from weak to severe (0.1 to 8.5). Similarly, most of the listed
substances were either classified as moderate or strong with respect to explosion severity; but the
values ranged from weak to severe (0.1 to 5.4). Pmax ranged from 0.5 bar to 8 bar. The dP/dT
ranged from 10 bar/s to 700 bar/s. MITs ranged from 350°C to 720°C. LITs ranged from 180°C
to 470°C. The majority of the MIEs listed fell between 25mJ and 320mJ. One of the substances
was an order of magnitude higher than 320mJ and five substances were not successfully ignited
with an electric spark.
Oxygen.
In chemical processes, reactive chemistry may provide oxygen or other oxidizers. In
food processing facilities, however, the only source of oxygen is likely to be atmospheric
oxygen. Elevated oxygen will enhance the explosion severity and ignition sensitivity of

21
combustible dusts while reduced oxygen will reduce explosion severity and ignition sensitivity
(Eckhoff, 2003; Center For Chemical Process Safety Of The American Institute Of Chemical
Engineers, 2005).
Dust Cloud Concentration (Dispersion of Dust)
Flammable gasses will only burn at concentrations where the concentration of fuel gas is
high enough to support combustion but not so high that there is no longer enough oxygen to
support combustion. This concept, expressed as the lower flammable limit (LFL) and upper
flammable limit (UFL), is well established. Combustible dusts, similarly, are only explosive in a
narrow concentration band. The lower boundary of this band, analogous to the LFL, is referred
to as the minimum explosive concentration (MEC). As with the LFL for flammable gasses, the
MEC varies for different dusts. NFPA 61 (2008b) and NFPA 68 (2008c) show MEC for various
combustible dusts. The MEC for the listed dusts were generally between 60 g/m3 and 250 g/m3.
There were two outliers on the list in NFPA 61, however. The listed MEC for dehydrated
parsley was 26 g/m3 while the listed MEC for oat grain dust was 750 g/m3. It is worth noting
that it unclear from the information provided in the table if the MEC for either outlier have
MECs outside of the range other agricultural commodities in general or if the MECs observed
were the result of a property exhibited by the specific samples tested. Moisture percentage data
was only provided for a small fraction of the substances for which MEC data was listed.
Particle size data was provided for the majority of the substances for which MEC data was listed;
but was not provided for the dehydrated parsley.
Eckhoff (2003) noted that the MEC for combustible dusts is several orders of magnitude
higher than the concentrations of concern to industrial hygienists. The threshold limit value

22
(TLV®) for inhalable particulates not otherwise specified established by the American Council of
Governmental Industrial Hygienists (2005) is 10 mg/m3. As was previously noted, the lowest
MEC reported for the substances listed in NFPA 61 (2008) was dehydrated parsley. The
reported value of 26 g/m3 is three orders of magnitude greater than the 10 mg/m3 TLV® value,
which supports Eckhoff’s assertion. As a result of the high concentrations required for a dust
explosion to occur, explosible concentrations are not normally present outside of processing
equipment.
However, if accumulations of settled dust are present in the workplace, a primary
explosion can dislodge and elevate enough combustible dust to create an explosible dust cloud
outside of processing equipment. Because the explosible range of a dust cloud ranges from
around 50 g/m3 to several kg/m3 while the bulk density of dust settled in a layer or a heap, range
from several hundred kg/m3 and above, a seemingly small accumulation of settled dust is capable
of forming a very large dust cloud if suspended (Eckhoff, 2003). If the dust suspended by the
initial event is ignited, a secondary explosion may result. As a result of the potentially larger
quantity of dust involved, the secondary explosion can be far more destructive than the initial
event (OSHA, 2005). Numerous examples are described in the literature. A few examples
include:
• In February 1999, a fire in a molding machine spread to the ductwork of a
Massachusetts foundry. The deflagration that resulted inside the ductwork shook
dust that had settled on the ductwork free. Ignition of the dust lofted by the
initiating event provided sufficient fuel to lift the roof and cause the failure of the
walls. Three people were killed and nine were injured (OSHA).

23
• In February 2003, a small fire in an unattended oven ignited a dust cloud created
by the cleaning of a nearby line in a Kentucky fiberglass plant. A cascade of
explosions resulted throughout the plant that killed nine and injured 37 (OSHA).
• In October 2003, an explosion inside a dust collector traveled through the
ductwork and suspended and ignited aluminum dust inside an Indiana wheel
manufacturing plant. One employee was killed and several were injured (CSB,
2006).
• In February 2008, an explosion occurred in a conveyor beneath several large
sugar silos in a Georgia sugar refinery. The explosion caused a series of
secondary explosions that progressed through several packaging buildings, a
palletizer room, and a bulk storage facility. The blasts blew out walls and buckled
concrete floors. Fourteen were killed and 36 were injured (United States
Chemical Safety and Hazard Investigation Board, 2009a).
Sources of Ignition
In order for a dust explosion to occur, a source of ignition and dust cloud must be
simultaneously present (Cashdollar, 2000). According to Eckhoff (2003) the most common
sources of ignition for combustible dust explosions are: burning or smoldering material, heat
from mechanical impacts, electrical arcs or discharges, hot work and hot surfaces such as those
found on dryers heaters, overheated bearings, etc.
Burning or smoldering material can occur as a result of exothermic reactions in stored
material, as a result of one of the other ignition sources noted by Eckhoff (2003), or as a result of
intentional heating. In the case of food stuffs, one possible exothermic reaction is biological

24
degradation. (Eckhoff) Insulation by overburden material can allow biologically produced heat
to raise internal temperatures above a specific material’s LIT and/or MIT. The resulting
smoldering nest may ignite a dust cloud when it is exposed to oxygen, when it is conveyed out of
storage, or when overburden product is otherwise removed. (Eckhoff, 2003; Center For
Chemical Process Safety Of The American Institute Of Chemical Engineers, 2005)
Single impacts are capable of creating an impact spark. However, the evidence does not
indicate that a single impact is capable of producing enough energy to ignite a dust cloud or layer
(Abbasi & Abbasi, 2007; Eckhoff, 2003). Repeated impacts, such as those seen in a hammer
mill or a damaged bucket elevator where a single spot is repeatedly impacted can eventually
generate enough heat in the metal to ignite a dust cloud or layer (Abbasi & Abbasi; Eckhoff).
Tramp metal in hammer mills can be rapidly heated by impacts and transported downstream
where clouds can be ignited.
The fact that electric discharges are capable of igniting dust clouds and layers has been
long known and is well established. Electrical discharges vary widely in both source and energy
(Eckhoff, 2003). Sparks generated as a result of an inductive spark or break flash that occurs
when a live electric circuit is broken can be energetic enough to ignite dusts (Eckhoff). Some
types of electrostatic discharges are also capable of igniting dust clouds (Eckhoff). Electrostatic
discharges in industrial facilities occur when electrostatic charges are not safely dissipated prior
to a discharge (Glor, 2003). Glor described eight different types of electrostatic discharges:
spark discharges, brush discharges, corona discharges, propagating brush discharges, brush and
corona discharges, lightning like discharges, and cone discharges. According to Glor, the
evidence suggests that brush discharges, corona discharges, brush and corona discharges, and
lighting like discharges may be capable of igniting flammable gasses and hybrid mixtures; but

25
are not capable of igniting pure dust clouds. Spark discharges, propagating brush discharges,
and cone discharges, however, are capable of igniting combustible dust clouds (Glor, 2003).
Hot work such as welding and flame cutting are also capable of igniting a dust cloud or
dust layer. The risk of ignition as a result of hot work is greatest when a dust with a MIT below
200°C is located nearby (Abbasi & Abbasi, 2007). Incidents frequently occur as a result of a
lack of hazard recognition and failure to remove dust deposits from inside equipment before hot
work is initiated.
Hot surfaces such as hot bearings, heating units, and dryers are also capable of igniting
dust accumulations and or dust clouds. According to the United States Chemical Safety and
Hazard Investigation Board (2009a) an overheated bearing on a conveyor initiated the February
2008 explosion at Imperial Sugar in Port Wentworth, GA.
Types of Equipment Involved in Combustible Dust Explosions (Confinement)
As was explained in an earlier section, the MEC for combustible dusts is several orders
of magnitude higher than the concentrations of concern to industrial hygienists (American
Council of Governmental Industrial Hygienists, 2005; Eckhoff, 2003). Eckhoff also presented a
rule of thumb based upon obscured vision. It states that a 25 watt bulb is not visible at 2 m
through a 40 g/m3 dust cloud. These conditions would certainly not be safe or pleasant in an
occupied work environment. As a result, explosible dust clouds are not normally present outside
of processing equipment. It is not unusual for explosible concentrations to be present inside
processing equipment, however.
The number of explosion events caused by different equipment types was listed in
Factory Mutual Insurance Company (2009), Center For Chemical Process Safety Of The

26
American Institute Of Chemical Engineers (2005), and Eckhoff (2003). The Factory Mutual
Insurance Company report lists explosions occurring at its insured customer locations between
1983 and 2006. The Center For Chemical Process Safety Of The American Institute Of
Chemical Engineers data includes insurance company data (including Factory Mutual) for
explosions in the United States from 1985 through 1995 as well as Health and Safety Executive
(HSE) data for explosions in the United Kingdom from 1979 through 1988. The Eckhoff data
includes explosions in the Federal Republic of Germany from 1965 through 1985.

27
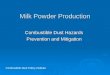
Figure 1
Equipment Type U
nite
d St
ates
(1
985-
1995
)
Fact
ory
Mut
ual
(198
3-20
06)
Uni
ted
Kin
gdom
(1
979-
1988
)
Fede
ral R
epub
lic o
f G
erm
any
(1
965-
1985
Tota
l*
Number Number Number Number Number Percent
Dust collectors 156 69 55 73 353 28
Mills, grinders, ect. 35 22 51 75 183 14
Silos and bunkers 27 17 19 86 149 12
Dryers, ovens, ect. 22 15 43 57 137 11
Conveyor systems 32 4 33 43 112 9
Mixers and blenders 12 7 7 20 46 4
Other 84 32 95 72 283 22
Total 368 166 303 426 1263 * United States and Factory Mutual Information includes overlapping data
The data in Table 1 includes only a small fraction of the actual incidents occurring during
the given time in the indicated countries (Center For Chemical Process Safety Of The American
Institute Of Chemical Engineers, 2005). The Center For Chemical Process Safety Of The
American Institute Of Chemical Engineers noted that only three of 84 incidents reported in a
voluntary survey in the United Kingdom had been reported to the HSE. The average of one dust
explosion per day in Germany reported by Glor (2003) supports the Center For Chemical Process

28
Safety Of The American Institute Of Chemical Engineer’s assertion that the number of reported
incidents is low; as does the Calle et al. (2005) report that France’s experience is similar to that
of Germany. The data in Table 1, however, can be used to illustrate some of the equipment types
that have been involved in combustible dust explosions.
According to the data provided in Table 1 and the United States Chemical Safety and
Hazard Investigation Board (2006), dust collectors are involved in more combustible dust
incidents than any other type of equipment. The Center For Chemical Process Safety Of The
American Institute Of Chemical Engineers (2005) provided three likely explanations for the
frequency of dust collector involvement.
1. Dust collectors are present in nearly all facilities that handle particulate solids;
2. Dust collectors, by design concentrate the finer fractions of the material being
handled; and
3. Dust collectors are often not as structurally robust as other equipment in a given
process.
Most of the equipment found in industrial processes, however, is not strong enough to
withstand the pressure generated by an unvented dust deflagration or explosion (Eckhoff, 2003).
Hazard Mitigation Techniques
Controlling Sources of Ignition.
As was previously discussed, a fire can not occur without three things: fuel, oxygen or
other oxidizer, and a source of ignition. These three things, along with confinement and
dispersion of a dust cloud, are necessary for a dust explosion (Cashdollar, 2000; OSHA, 2005).
Control of potential ignition sources is, therefore, important. Several common sources of

29
ignition were also discussed previously. The sources included: burning or smoldering material,
impact heating, electrical discharges, hot work, and hot surfaces.
Control of intentionally heated product and control of storage conditions is paramount in
preventing burning or smoldering material (Eckhoff, 2003). Material that is left in storage for
extended periods of time can self heat as a result of decomposition processes (Eckhoff). These
decomposition processes can be accelerated by elevated initial temperatures or by the presence
of excess moisture (Traore et al.,2009). Overburden material can insulate material undergoing
the decomposition process and allow temperatures to exceed the MIT of the material being
stored. The resulting smoldering nest can ignite a dust cloud when it is removed from storage or
overburden material is removed. Smoldering nests can be prevented by ensuring that product
has cooled sufficiently prior to storage; that product stockpiles are adequately turned (Eckhoff,
2003); and that stagnant zones are eliminated in bins and silos (Eckhoff, 2009).
Impact heating is capable of generating enough heat to ignite a dust cloud. The evidence
suggests, however, that single impacts generally do not generate sufficient energy for ignition
(Abbasi & Abbasi, 2007; Eckhoff, 2003). Repeated impacts, however, can. As a result, removal
of tramp metal ahead of hammer mills and implementation of certified preventive maintenance
programs are required by the OSHA grain handling standard (OSHA, n.d.).
Electrostatic discharges of certain types are capable of producing sufficient energy to
ignite a combustible dust cloud (Eckhoff, 2003; Glor, 2003). According to Glor, most organic
substances are capable of being charged even if handled in properly grounded bonded metallic
equipment. However, relatively low currents are generally required to safely dissipate static
charges that develop in industrial processes (Glor). As a result, resistances to ground as high as

30
108 ohm are usually sufficient to allow safe dissipation (Glor). Static discharge problems can be
avoided by ensuring that equipment is properly bonded and grounded.
Sparks generated as a result of an inductive spark or break flash that occurs when a live
electric circuit is broken or as a result of electrostatic discharges are capable of igniting dust
clouds (Eckhoff, 2003). NFPA 499 (2008a) provides guidance on Hazardous Area Classification
for electrical installations where combustible dust is present. It defines a Class II, Division 1
location as a location:
1. “In which combustible dust is in the air under normal operating conditions in
quantities sufficient to produce explosive or ignitable mixtures, or
2. Where mechanical failure or abnormal operation of machinery or equipment
might cause such explosive or ignitable mixtures to be produced, and might also
provide a source of ignition through simultaneous failure of electric equipment,
through operation of protection devices, or from other causes, or
3. In which combustible dusts of an electrically conductive nature may be present in
hazardous quantities” (NFPA, 2008a, p. 5).
It defines a Class II, Division 2 location as a location:
1. “Where combustible dust is not normally in the air in quantities sufficient to
produce explosive or ignitable mixtures, and the dust accumulations are normally
insufficient to interfere with the normal operation of electrical equipment or other
apparatus, but combustible dust may be in suspension in the air as the result of
infrequent malfunctioning of handling and processing equipment and
2. Where combustible dust accumulations on, in, or in the vicinity of the electrical
equipment may be sufficient to interfere with the safe dissipation of heat from

31
electrical equipment or may be ignitable by abnormal operation or failure of
electrical equipment” (NFPA, 2008a, p. 6).
NFPA 499 (2008a) requires that electrical installations in classified locations must conform to
the protection requirements in article 500 of the National Electric Code.
Work that is capable of producing sparks, flame, or heat is referred to as hot work.
NFPA 61 (2008b) and NFPA 654 (2006) both recognize hot work as a source of ignition and
reference NFPA 51B as a source of guidance. NFPA 51B (2009, p. 4) “applies to the following
hot work processes:
1. Welding and allied processes
2. Heat treating
3. Grinding
4. Thawing pipe
5. Powder driven fasteners
6. Hot riveting
7. Torch applied riveting in conjunction with the requirements of NFPA 241,
Standard for Safeguarding Construction, Alteration, and Demolition Operations
8. Similar applications producing or using a spark, flame, or heat”
OSHA’s Welding, Cutting, and Brazing Standard incorporates the 1962 version of NFPA
51B by reference (OSHA, n.d.). NFPA 51B (2009) requires that hot work be conducted using a
permit system that ensures that combustible dust be removed from a 10m radius surrounding the
work area. NFPA 51B also requires that conveyor or dust systems that could carry sparks or hot
material to remote locations be shut down prior to conducting hot work.

32
Surfaces that are heated to temperatures above the LIT or MIT of materials handled in a
facility can also be a source of ignition. Surfaces that are intentionally heated or inherently hot
may need be insulated or removed from a process area. Malfunctioning equipment, however, is
also capable of producing enough heat to ignite combustible dusts (Eckhoff, 2003). It is
suspected that the 2008 Imperial Sugar Dust Explosion was caused by an overheated conveyor
belt bearing (CSB, 2009a). As a result of the hazard, NFPA 61 (2008b), NFPA 654 (2006), and
OSHA’s Grain Handling Standard (OSHA, n.d.) all contain guidance and/or requirements
intended to prevent, reduce the frequency, or quickly identify heat generating equipment
malfunctions.
Venting of explosive pressure.
Previously in this document, it was discussed that, due to the high concentration of dust
required to form an explosive dust cloud, primary dust explosions usually occur inside
processing or storage equipment. Often, this equipment is not robust enough to withstand the
internal pressures that can be generated in a dust explosion (Center For Chemical Process Safety
Of The American Institute Of Chemical Engineers, 2005). According to Eckhoff (2003), with
certain exceptions, strengthening equipment to withstand a dust explosion is generally not the
most cost effective method of hazard abatement. Exceptions mentioned by Eckhoff included,
certain types of mills that are already heavy and cylindrical ducting. One method of mitigating
this hazard is to provide a means to vent explosion gasses to a safe location (Factory Mutual
Insurance Company, 2009).
A vent is defined by NFPA 68 (2007b, p. 9) as “an opening in an enclosure to relieve the
developing pressure from a deflagration.” Types of explosion venting described in NFPA 68

33
include: louvered openings, hanger-type doors, hinged doors, hinged panels, hinged widows,
shear panels, and rupture diaphragm devices. In order to properly size a vent system, the Kst of
the product must be known (NFPA, 2007b).
It is preferable that explosion vents lead directly to a safe, normally unoccupied location
outdoors without the use of ductwork (Factory Mutual Insurance Company, 2009). Venting
ductwork reduces venting efficiency and must be taken into account if present (Eckhoff, 2003).
In addition, the concept of pressure piling as described by the Center For Chemical Process
Safety Of The American Institute Of Chemical Engineers (2005) must be considered. According
to the Center For Chemical Process Safety Of The American Institute Of Chemical Engineers,
pressure piling occurs when an explosion occurs inside a member of a series of process
equipment interconnected by relatively narrow passages. Pressure piling results in pressures
greater than expected because explosions in adjacent equipment can raise internal pressures prior
to the arrival of a flame front. “In many cases pressure increases as the explosion travels from
one location to the next, increasing the damage” (CSB, 2006, p. 14).
Explosion suppression.
Another method of mitigating the hazard of internal dust deflagrations is to suppress an
explosion in its early stages (Factory Mutual Insurance Company, 2009). Explosion suppression
systems consist of an explosion detection device or system, a control device or system, and a
suppressant delivery device or system (Factory Mutual Insurance Company, 2001). Detection
options include optical detectors and pressure sensors (Factory Mutual Insurance Company,
2001). Upon detection of a deflagration in the incipient stage, the detection system generally
triggers a high rate discharge of fire suppressant (Factory Mutual Insurance Company, 2001).

34
Common suppressants include water, halon gas, and powder suppressants (Factory Mutual
Insurance Company, 2001). NFPA 69 (2008c) contains guidance on the design, installation,
testing, and maintenance of explosion suppression systems.
Prevention of Secondary Explosions.
Many if not most of the catastrophic dust explosions experienced by industry have
involved secondary explosions (CSB, 2006; Eckhoff, 2003). Secondary explosions can be far
more destructive than the initial event if large amounts of dust are lofted by the initiating event
(OSHA, 2005). Prevention of secondary explosions is generally accomplished by ensuring that
dust accumulations that could become fuel for a secondary explosion are removed via a
housekeeping program.
The OSHA Grain Handling Standard (n.d.), OSHA’s Combustible Dust National
Emphasis Program (2008), NFPA 61 (2008b), and NFPA 654 (2006) all include housekeeping
requirements. The OSHA Grain Handling Standard requires that employers develop written
housekeeping plans to reduce surface accumulations of dust. The Grain Handling Standard also
requires that, in grain elevators, accumulations of grain dust be kept free of dust accumulation
exceeding 1/8” in depth in priority areas. NFPA 654 requires that areas where greater than 1/32”
of dust accumulation is present be considered to posses a dust explosion hazard unless the bulk
density of the dust is less than 75 lb/ft3. For dust accumulations less than 75 lb/ft3 the allowable
thickness under NFPA 654 is calculated using the formula:
Allowable Thickness = (1/32)(75) Bulk density (lb/ft3)

35
NFPA 61 (2008b) requires that dust accumulations be removed concurrently with
operations but does not specify acceptable depths of accumulation. The explanatory material in
NFPA 61, however, points the reader to NFPA 654 for more information. According to the
explanatory material in NFPA 61, most agricultural dusts have a bulk density much lower than
75 lb/ft3. The Combustible Dust National Emphasis Program references the 1/32” standard and
bulk density calculations found in NFPA 654 as well.

36
Chapter III: Methodology
Method of Study
The primary objective of this study was to provide a basis of understanding required to
conduct site specific combustible dust hazard assessments. In order to accomplish this objective,
it was necessary to: identify the primary physical and chemical properties that affect the degree
of hazard posed by combustible dusts, discuss the properties and behavior of dust clouds, and
outline some of the strategies available to control combustible dust hazards. The primary
method used to accomplish the objective was a review of relevant literature. Literature reviewed
included: textbooks, scholarly journals, OSHA regulations and background information, current
and out dated NFPA standard documents, ASTM standards, CSB technical reports, and
insurance industry guidance. In addition, telephone interviews were conducted with several
recognized combustible dust experts. Each of the experts had at least 30 years of experience
dealing with combustible dust. In addition, each of the experts sat on one or more NFPA
technical committees.
Literature Reviewed
Two text books and several journal articles were reviewed that provided detailed
discussions of the broad range of topics that are required to understand combustible dust hazards
and combustible dust hazard abatement techniques. The broad range of topics included but was
not limited to: combustible dust incident analysis, combustion science, powder technology,
ignition energy, control technology, and laboratory analysis techniques. In addition, numerous
journal articles that focused more narrowly on the aforementioned topics were reviewed.

37
Several ASTM standards addressing the testing of material combustibility were described; NFPA
standards that address combustible particulate solids, fires and explosions in the food processing
industry, electrical classification, deflagration venting, and explosion prevention systems were
reviewed; several CSB investigation reports for combustible dust incidents were analyzed; and
OSHA standards, guidance documents and technical reports were assessed.
Personal Communications
In addition to the literature review, personal interviews were conducted with three
recognized combustible dust experts. Each of the experts was a personal contact of the author.
They were selected because of their extensive experience dealing with combustible dust. Each
individual that was interviewed has over 30 years of experience dealing with combustible dust
issues and sits on at least one NFPA technical committee. The following experts were
interviewed:
• Dr. Robert Zalosh is Professor Emeritus at Worcester Polytechnic Institute. He is
an internationally recognized expert in fire engineering and is the author of
numerous articles that address dust explosions. He is the author of Industrial Fire
Protection Engineering and the co-author of Guidelines for Safe Handling of
Powders and Bulk Solids. He is a member of NFPA Technical Committee for
Explosion Suppression and through his company, Firexplo, provides combustible
dust consulting services and explosion investigation services.
• Mr. Bill Stevenson is Vice President of Engineering at CV Technology, Inc. Mr.
Stevenson is a recognized expert in the field of explosion protection. He is a
Senior Member of the American Institute of Chemical Engineers and is a member

38
of the NFPA Technical Committee for Explosion Suppression and the NFPA
Technical Committee on the Handling and Conveying of Dusts, Vapors, and
Gases. He has over 30 years of experience working with explosion protection
systems.
• Mr. Steve Luzik is a Senior Process Safety Specialist with Chilworth Technology,
Inc. He is a Chemical Engineer by training and is a certified Fire Protection
Engineer. He is a member of the NFPA Industrial Fire Protection Committee, the
National Association of Fire Investigators, and The American Society of Testing
and Materials (ASTM) E-27 Hazardous Properties of Materials Committee. Mr.
Luzik has over 30 years of experience working with fire and explosion hazards
and has investigated several high profile industrial dust explosions including the
Imperial sugar Refinery explosion in Port Wentworth, Georgia.
Each expert was interviewed via telephone using a predetermined set of six questions
designed to clarify the information found during the literature review and to establish the extent
of the problem. The questions asked addressed the characteristics of dust that affect
combustibility, the steps that are necessary for conducting a combustible dust hazard assessment,
and the degree of understanding that industry and government regulators have of: combustible
dust hazards and the various consensus standards that address combustible dust. The first three
questions were designed to determine if the experience in the field was in agreement with the
literature with respect to the chemical properties that affect the degree of hazard posed by
combustible dusts. The first three questions were also designed to help establish the steps
required for conducting a combustible dust hazard assessment. The first three questions were:

39
• What are the most important characteristics of a combustible dust affecting its
combustibility?
• How is a handler of combustible particulate solids to determine what the extent of
the hazard posed by their processes is given that many of the characteristics that
affect combustible particulate solids such as particle size, particle size
distribution, and moisture content are variable and transient in a given process?
• What steps are necessary to determine the hazards(s) posed by combustible dust
in a given facility?
The last three questions were designed to help establish the level of awareness of the
hazards associated with combustible dust. The last three questions were:
• In your opinion, are combustible dust hazards generally recognized in industry?
• Is it your experience that the various standards that address combustible dust
hazards well understood in industry?
• Is it your experience that the various standards that address combustible dust
hazards are well understood by government regulators?

40
Chapter IV: Results
The purpose of this study was to provide the basis of understanding required to conduct a
site specific combustible dust hazard assessment. In order to provide this understanding, a
literature review was conducted and several combustible dust experts were consulted.
Literature Review
Industrial dust explosions have been documented in industry for hundreds of years.
Many of these incidents have occurred in the food processing and agricultural industries. In
order for a dust explosion to occur, five elements must be present:
• fuel in the form of a combustible dust must be present;
• oxygen or another oxidizer must be present;
• a source of ignition must be present;
• an explosible concentration of dust must be suspended; and
• the dust must be confined.
Prevention of industrial dust incidents involves removal of one or more these five elements.
Most organic materials are combustible. If the material is fine enough and dry enough,
this organic material it is also likely explosible. Finer and dryer materials tend to be easier to
ignite, tend to explode with greater severity, and are easier to suspend to form an explosible
cloud. The moisture content and particle size of materials are likely to change in a given
process. In addition, many industrial processes tend to concentrate the finer fractions of
materials in certain areas or equipment. Laboratory tests are required to determine the severity
of an explosion that a particular dust is capable of causing as well as the ease in which it can be

41
ignited. Laboratory tests that provide values for combustibility hazards are generally conducted
on the finer fraction of material in a sample after the sample has been dried.
The concentration of dust in suspension required to form an explosible dust cloud is
much higher than the concentrations typically found within the work environment. Equipment
such as dust collectors, pneumatic conveyance systems, storage hoppers, and bucket elevators,
however, may contain explosible standing dust clouds or may periodically contain explosible
dust clouds. However, if combustible dust is allowed to accumulate in the workplace, an
explosible dust cloud can be generated in the work environment as a result of a pressure wave
generated by an initiating event. The initiating event, referred to as a primary explosion, often
occurs inside of a piece of processing equipment. As the pressure wave travels through the
workplace, dust that has settled is picked up or knocked off of ledges and walls. If ignited, the
dust suspended by the primary explosion can cause a secondary explosion which in turn can
trigger additional secondary explosions in a similar manner. A relatively thin layer of
accumulated dust is capable of forming a very large and dense cloud. As a result, secondary
explosions are often far more powerful and destructive than the initiating primary event.
Numerous standards include housekeeping provisions to address secondary explosion hazards.
Control of ignition sources includes avoiding burning or smoldering material, preventing
the overheating of surfaces, controlling hot work processes, and preventing or controlling electric
arcs or discharges. Avoiding burning or smoldering material requires that materials that may self
heat or that have been intentionally heated are turned. Preventing overheated surfaces requires
an effective preventive maintenance program and requires that equipment such a hammer mills
be kept as free of foreign material as possible. Removal of dust accumulations from electrical
equipment to allow for the safe dissipation of heat is also important in prevention of overheated

42
surfaces. Overheated surfaces are capable of causing fires that, in turn, produce very high
ignition energies capable of igniting even very difficult to ignite dust clouds. Hot work such as
welding, flame cutting, and grinding must not be performed until hazards have been removed
from the work area. Electrical arcs and discharges can be controlled via preventive maintenance
programs and, if necessary, by using electrical equipment rated for hazardous locations.
As a second line of defense, systems that suppress, isolate, and/or safely vent fires and
explosions that do occur may be required. Fire suppression systems include water and chemical
suppressant systems. Explosion suppression and isolation involves rapid injection of chemical
suppressant within a vessel or ahead of a flame front upon detection of a pressure rise or source
of light. Explosion venting involves the installation of a weak point in a system that will rupture
or otherwise relieve prior to the development of pressures that are capable of damaging the
enclosure that the venting is designed to protect. It is important the venting relieves to a safe
location.
Consultation with Combustible Dust Experts
In addition to the literature review, three combustible dust experts were interviewed.
Each expert was asked, what the most important characteristics of a combustible dust are that
affect its combustibility. All three respondents provided answers in terms of laboratory
explosion test results.
• All three respondents considered Pmax and Kst to be the most important test results
to obtain.
• Two of the respondents considered MIE to be the second most important test
result to obtain (the third respondent did not provide a second most important
test).

43
• One of the respondents considered MEC to be the third most important test result
to obtain.
• One of the respondents indicated that any tests beyond MIE would be dependant
upon the application.
Two of the respondents also provided answers both in terms of particle characteristics.
• The first respondent indicated that particle size, particle size distribution, and
particle shape were the most important parameters.
• The second respondent indicated that particle chemistry, particle size, and
moisture content were the most important parameters.
Each expert was also asked how a handler of combustible particulate solids is to determine what
the extent of the hazard posed by their processes is given that many of the characteristics that
affect combustible particulate solids such as particle size, particle size distribution, and moisture
content are variable and transient in a given process.
• All three respondents indicated that the most conservative sample should be used.
Each expert was also asked what steps are necessary to determine the hazards(s) posed by
combustible dust in a given facility.
• All three respondents indicated that the first step is to characterize your dust using
laboratory tests.
• One of the respondents indicated the second step was to assess your operations
and compare them to the relevant NFPA standards.

44
• One of the respondents indicated that the second step was to look at your process
equipment to assess your risks.
• The third respondent provided a list of actions starting with housekeeping with a
focus on elevated surfaces, followed by sealing up leaks, followed by ignition
control using hazardous area classification, hot surface removal, and equipment
maintenance.
Findings
Goal one. The first goal of this study was to identify the physical and chemical
properties that affect the degree of hazard posed by combustible dusts.
• According to the literature review and several recognized experts in the field,
particle size is generally the most important aspect of a particulate solid that
affects the combustibility hazard posed by the substance. Smaller particles have a
higher surface to mass ratio than larger particles with a similar shape. The high
surface to mass ratio means that, if the material is suspended, there is a large area
available to take part in a rapid oxidation reaction. In addition, smaller particles
are more easily suspended and remain aloft for longer periods of time. As a
result, smaller particles are more capable of forming a dust cloud than larger ones.
• The assertion that particle size is the most important aspect of a particulate solid
that affects its combustibility relies on several assumptions.
o The first assumption is that the material in question is not oxidized and is,
therefore, capable of combustion. However, according to the literature
review, most agricultural and food commodities are combustible.

45
o The second assumption is that the material is not composed of particles
with extreme shapes such as a fiber or plate. Such extreme shapes have a
higher surface to mass ratio than similarly sized more commonly shaped
materials. As a result, fibers or plate shaped particles may behave like
smaller particles.
• According to the literature review and to the experts interviewed, the second most
important property of a particulate solid affecting its combustibility hazard is
moisture content. According to the literature review, materials that have higher
moisture content are generally harder to ignite, explode with less severity, and are
less likely to form an explosible dust cloud. These effects occur because the
heating and vaporization of moisture in a dust represents an internal heat sink;
because oxygen and pyrolysis gasses are diluted by water vapor; and because
water prevents dispersion by facilitating inter-particle cohesion. Care must be
used in assuming that increasing moisture content decreases the hazard in a given
facility, however, because moisture can also facilitate other chemical reactions or
spontaneous heating.
Goal two. The second goal of this study was to discuss the properties and behavior of
dust clouds.
• The literature review established that the concentration of dust required to form an
explosible dust cloud is several orders of magnitude higher than what is
considered acceptable to industrial hygienists. Additionally, a dust cloud of
sufficient concentration to be explosible will obscure vision significantly. As a
result, explosible dust clouds are not normally present in occupied work areas.

46
• Standing or episodic explosible dust clouds may be present within processing
equipment. Dust collection equipment is of particular concern because it is
installed for the express purpose of concentrating dusts.
• In the event of an explosion inside plant processing equipment, settled dust within
the facility can be shaken loose from elevated surfaces in the plant. A thin layer
of settled material on elevated surfaces in the plant can be a sufficient amount of
fuel to create an explosible concentration.
Goal three. The third goal of this study was to outline the strategies available to control
combustible dust hazards.
• Control of combustible dust hazards involves removal of potential fuel for
secondary explosions, prevention of the release of dust, control of potential
ignition sources, venting of process equipment, and utilization of explosion
suppression in processing equipment.
• Seemingly small accumulations of combustible dust space are capable of
producing a combustible dust cloud if the material is suspended by an initiating
primary event. As a result, housekeeping is of extreme importance.
• The escape of dust from equipment and processes must be minimized by keeping
equipment as tight as possible, by using local exhaust ventilation, or other
available means.
• Dust that does escape must be cleaned. Particular attention must be made to
upper surfaces where the finer fraction of material will likely accumulate.

47
• Sources of ignition must be controlled. Frictional heating must be avoided by
removing tramp metal from material flows ahead of mills or similar size reduction
equipment and by implementing an effective preventive maintenance program.
• Electrical systems must be properly maintained to prevent inductive sparks or
break flashes.
• A hazardous area classification exercise should be conducted according to the
provisions of NFPA 499.
• If the determination of the hazardous area classification is that the facility
contains hazardous areas, appropriate equipment should be selected and installed.
• All equipment should be bonded and grounded to avoid static discharges.
• Hot work such as welding, flame cutting, or grinding should be restricted to areas
deemed or rendered safe for such work.
• Burning or smoldering material must be avoided by implementing the previously
mentioned controls and by ensuring that spontaneous heating is controlled.
• Facility processes must also be assessed. Dust collectors, mills, bins and hoppers,
conveyors, dryers, and mixers, and other equipment where dust clouds may be
present may require protection using explosion suppression systems, and/or
explosion venting.
• Explosion vents must vent to a safe location.
• Interconnected equipment may require explosion suppression or isolation systems
to address pressure piling that may occur as blast waves travel from unit to unit.
Goal four. The fourth and final goal of this study was to provide a framework for
conducting combustible dust hazard assessments.

48
• The first step in conducting a combustible dust hazard assessment is to test the
dust or dusts in your facility. A worst case sample consisting of the finest
material in the plant and/or process should be tested. In many facilities, the worst
case sample may be settled material in a high area of the plant. However, it may
also be at the end of a processing line or in a dust collector.
• An A/B or Go/No Go test will determine if the dust is combustible. However,
most organic materials are combustible so, in many cases, combustibility can be
assumed. If the material is combustible, an explosive severity test should be
conducted to determine what the degree of damage a particular dust is capable of
producing. An MIE test should also be conducted to determine how sensitive the
material is to ignition.
• The second step is to assess facility housekeeping. Areas where dust has
accumulated should be cleaned up and the source or sources of dust identified.
Process leaks should be sealed up as best as possible. Local exhaust ventilation
and dust collection should be considered for dust producing equipment not meant
to be dust tight. If these efforts are not capable of reducing dust accumulations to
where the surface color of equipment is discernable, a hazardous area exercise
should be conducted and other potential ignition sources should be identified,
removed, or controlled.
• The third step is to assess facility equipment. Equipment that may contain
standing or periodic dust clouds should be identified. Such equipment includes
dust collectors, mills, bins and hoppers, conveyors, dryers, and mixers. The

49
explosion severity data will be needed to determine the suppression or explosion
venting requirements for the identified equipment.
• The final step is to periodically revalidate the basis of safety. Material hazards
can change as a result of process, supplier, or seasonal changes. Equipment leaks
may also develop as facilities age.

50
Chapter V: Discussion
Summary
Problem. Several high profile combustible dust incidents have resulted in an increased
awareness of the risks posed by combustible dusts. Under pressure from the CSB and congress,
OSHA has responded to the high profile incidents by issuing a National Emphasis Program
based upon NFPA consensus standards. The NFPA standards and most OSHA regulations
permit the use of site specific hazard assessments in lieu of prescriptive standards. However, the
use of site specific hazard assessments require a high degree of understanding to perform.
Purpose and Goals. The purpose of this study was to provide the basis of
understanding required to conduct a site specific combustible dust hazard assessment. In order
to achieve the purpose, the following goals were identified:
1. Identify the physical and chemical properties that affect the degree of hazard
posed by combustible dusts.
2. Discuss the properties and behavior of dust clouds.
3. Outline the strategies available to control combustible dust hazards.
4. Provide a framework for conducting combustible dust hazard assessments.
Background and significance. The hazards of combustible dust have been recognized
on a limited basis for at least several hundred years. Efforts to address the hazards go back since
at least since 1923 when NFPA 61 (2008b) originated. However, widespread recognition of the
hazards associated with combustible dust has lagged. As a result, combustible dust explosions

51
and fires continue to occur at a high frequency. In order to address the hazard, NFPA has
produced a number of standards that address combustible dust. In addition, OSHA has initiated
rulemaking activities and issued a National Emphasis Program to address the hazard. However,
the NFPA standards are complex, poorly understood, occasionally conflicting, and often
misapplied. In order to address the hazards associated with combustible dust hazards, a better
understanding of the concepts and the available hazard abatement techniques is required.
Research design. The study consisted, primarily, of a literature review. The literature
reviewed included, textbooks, journal articles, NFPA documents, insurance company documents,
CSB reports, as well as OSHA standards and guidance documents. In addition, several
recognized combustible dust experts were interviewed on the subject.
Limitations
The focus of this study was limited to the experiences of and implications upon
agricultural and food processing facilities. Conditions unlikely to be found in an agricultural or
food processing facility were not addressed. The effects of pressure on MIE and explosive
violence, for example were not explored. Reactive chemistry, particulate toxicity, and
conductive metals were similarly not addressed.
Conclusions
Assessment and control of combustible dust hazards in industry requires a multifaceted
approach.
1. The explosive properties of dust handled by a facility must be determined;

52
2. housekeeping procedures must be assessed;
3. equipment leaks need to be identified and controlled;
4. sources of ignition need to be identified and controlled; and
5. process equipment capable of containing dust clouds needs to be protected.
The degree of hazard posed by a particular combustible dust is dependant upon the
chemical composition, particle size, particle size distribution, particle shape, and moisture
content of the dust. These parameters can change. The chemical composition of materials can
vary as a result of changes in product recipes, as a result of changes in ingredient recipes, as a
result of seasonal or annual changes, etc. Particle size and particle size distributions can change
as material travels through a process and different size distributions may be selected in different
portions of a process. Moisture content can change in a process during upset conditions or
normal operations and can vary as a result of seasonal and annual fluctuations.
Recommendations
Most companies in the agricultural and food processing industries possess some degree of
combustible dust hazard in their facility or facilities. It is recommended that companies in these
industries:
1. Determine the combustibility, explosive severity, and ignition sensitivity of dusts
present in their facilities. Most materials handled in the food processing industry
are combustible. Knowing the explosion severity and ignition sensitivity will
allow a company to determine the degree of hazard posed by the dusts present. It

53
will also provide the data necessary for design of explosion suppression or
venting systems and determine the degree of ignition source control required.
2. Assess housekeeping in their facilities and keep accumulations of dust to a
minimum. Small layers of accumulated dust, if dispersed by an initiating event,
are capable of producing large dust clouds of sufficient concentration to be
explosible. Removal of dust accumulations can eliminate the risk of secondary
explosions.
3. Keep all processing equipment as tight as possible to prevent the escape of dust
into the work environment. Keeping equipment tight will reduce the efforts
needed in housekeeping.
4. Assess the need for explosion protection in processing equipment. Processing
equipment can contain standing or episodic dust clouds and is, often, not of
sufficient strength to withstand a dust explosion. Adequate explosion protection
will suppress, contain, or safely vent any explosion that occurs inside the
equipment.
5. Conduct a Hazardous Area Classification exercise in their plants. Electrical
equipment is capable of igniting dust layers or clouds. A Hazardous Area
Classification exercise will determine the degree of protection required for
electrical installations in the facility.
6. Implement a hot work permitting system. Hot work such as welding, flame
cutting, and grinding is capable of igniting dust layers or clouds. A hot work
permitting system, if followed, will ensure that hot work is not conducted in areas
unsafe for such activities.

54
7. Implement a comprehensive preventive maintenance program to prevent and/or
quickly identify equipment failures. Malfunctioning equipment is capable of
generating sufficient heat to ignite dust layers or clouds.
8. Familiarize themselves with the requirements of NFPA 61 and NFPA 654.
According to the CSB (2006; 2009a; 2009b), failure to comply with NFPA
standards is a common factor in combustible dust incidents. As a result, OSHA is
enforcing these standards using the general duty clause.
Additional activities may be required. However, these eight steps should put facilities on
track for identifying and controlling combustible dust hazards in their facilities.

55
References
Abbasi, T., & Abbasi, S. A. (2007). Dust explosions - cases, causes, consequences, and control.
Journal of Hazardous Materials, 140, 7-44.
American Council Of Governmental Industrial Hygienists (2005). 2005 TLV®s and BEI®s based
on the documentation of the threshold limit values for chemical substances and physical
agents and biological exposure indices. Cincinnati, OH: American Council Of
Governmental Industrial Hygienists.
American National Standards Institute (2006). ASTM E1491-06 Standard test method for
minimum autoignition temperature of a dust cloud. Annual Book of ASTM Standards,
2006, 474-483.
American National Standards Institute (2007). ASTM E1515-07 Standard test method for
minimum explosible concentration of combustible dusts. Annual Book of ASTM
Standards, , 486-494.
American National Standards Institute (2007). ASTM E2019-03 Standard test method for
minimum ignition energy of a Dust cloud in Air. Annual book of ASTM standards, , 747-
754.
Amyotte, P. R., & Eckhoff, R. K. (2010). Dust explosion causation, prevention, and mitigation:
An overview. Journal of Chemical Health and Safety, , 15-28.
Bryant, J. T. (1973). Powdered fuel combustion: Mechanism and particle size. Combustion and
Flame, 20, 138-139.

56
Calle, S., Klaba, L., Thomas, D., Perrin, L., & Dufaud, O. (2005). Influence of the size
distribution and concentration on wood dust explosion: Experiments and reaction
modeling. Powder Technology, 157, 144-148. Retrieved from
http://www.elsevier.com/locate/powtec
Cashdollar, K. L. (2000). Overview of dust explosibility characteristics. Journal of Loss
Prevention in the Process Industries, 13, 183-193.
Center For Chemical Process Safety Of The American Institute Of Chemical Engineers (Ed.).
(2005). Guidelines for safe handling of powders and bulk solids. New York, New York:
Center For Chemical Process Safety Of The American Institute Of Chemical Engineers.
Chilworth Global. (n.d.). Chilworth Global dust explosion testing. Retrieved September 3, 2010,
from http://www.chilworth.com/Dust-Explosion-Testing.cfm
Committee on Evaluation of Industrial Hazards (1980). Classification of combustible dusts in
accordance with the national electric code (NMAB 353-3). :
Eckhoff, R. K. (2003). Dust explosions in the process industries (3rd ed.). New York, New York:
Gulf Professional Publishing.
Eckhoff, R. K. (2009). Understanding dust explosions: The role of powder science and
technology. Journal of Loss Prevention in the Process Industries, 22, 105-116.
Factory Mutual Insurance Company (2001). Explosion protection systems (FM 7-17). Retrieved
June 7, 2010, from Factory Mutual Insurance Company website:
http://www.fmglobal.com
Factory Mutual Insurance Company (2009). Prevention and mitigation of combustible dust
explosion and fire (FM 7-76). Retrieved June 7, 2010, from Factory Mutual Insurance
Company website: http://www.fmglobal.com

57
Glor, M. (2003). Ignition hazard due to static electricity. Powder Technology, 135-136, 223-233.
Janes, A., Chaineaux, J., Carson, D., & Le Lore, P. A. (2008). MIKE 3 versus HARTMANN
apparatus: Comparison of measured minimum ignition energy (MIE) [Abstract]. Journal
of Hazardous Materials, 152, 32-39. doi:10.1016/j.jhazmat.2007.06.066
National Fire Protection Association (2002). Standard on explosion prevention systems (NFPA
69). Quincy, MA: Author.
National Fire Protection Association (2002). Venting of deflagrations (NFPA 68). Quincy, MA:
Author.
National Fire Protection Association (2006). Standard for the prevention of fire and dust
explosions from the manufacturing, processing, and handling of combustible particulate
solids (NFPA 654). Quincy, MA: Author.
National Fire Protection Association (2007). Standard for the prevention of fires and explosions
in wood processing and wood working facilities (NFPA 664). Quincy, MA: Author.
National Fire Protection Association (2007). Standard on Explosion Protection by Deflagration
Venting (NFPA 68). Quincy, MA: Author.
National Fire Protection Association (2007). Standard system for the identification of the
hazards of materials for emergency response (NFPA 704). Quincy, MA: Author.
National Fire Protection Association (2008). Recommended practice for the classification of
hazardous (classified) locations for electrical installations in chemical process areas
(NFPA 499). Quincy, MA: Author.
National Fire Protection Association (2008). Standard for the prevention of fires and dust
explosions in agricultural and food processing facilities (NFPA 61). Quincy, MA:
Author.

58
National Fire Protection Association (2008). Standard on Explosion Prevention Systems (NFPA
69). Quincy, MA: Author.
Occupational Safety and Health Administration (2003). Regulatory review of OSHA's grain
handling facilities standard. Retrieved from http://www.osha.gov
Occupational Safety and Health Administration (2005). Combustible dust in industry: Preventing
and mitigating the effects of fires and explosions (SHIB 07-31-2005). Washington D.C:
Author.
Occupational Safety and Health Administration (2008). Combustible dust national emphasis
program (CPL 03-00-008). :
Occupational Safety and Health Administration (2009). Status report on combustible dust
national emphasis program. Retrieved from Occupational Safety and Health
Administration website: http://www.osha.gov
Occupational Safety And Health Administration. (n.d.). 40 CFR 1910.252 – Welding Cutting and
Brazing. Retrieved October 1, 2010, from http://www.osha.gov
Occupational Safety And Health Administration. (n.d.). 40 CFR 1910.272 - Grain handling
facilities. Retrieved October 1, 2010, from http://www.osha.gov
Office of Information and Regulatory Affairs. (2009). Http://www.reginfo.gov. Retrieved from
http://www.reginfo.gov/public/do/eAgendaViewRule?pubId=200904&RIN=1218-AC41
Technical Committee on Handling and Conveying of Dusts, Vapors, and Gases (2005). Report of
the committee on handling and conveying of dusts, vapors, and gases (). Retrieved
August 22, 2010, from National Fire Protection Association website:
http://www.nfpa.org/assets/Files/PDF/ROP/654-A2005-ROP.pdf

59
Traore, M., Dfaud, O., Perrin, L., Chezelet, S., & Thomas, D. (2009). Dust Explosions: How
should the influence of humidity be taken into account? Process Safety and Environment
Protection, 87, 14-20. doi:10.1016/j.psep.2008.08.001
United States Chemical Safety and Hazard Investigation Board (2006). Combustible dust hazard
study (2006-H-1). Retrieved from United States Chemical Safety and Hazard
Investigation Board website: http://www.csb.gov
United States Chemical Safety and Hazard Investigation Board (2009). Inferno: dust explosion at
Imperial Sugar [Motion picture]. Retrieved from http://www.csb.gov
United States Chemical Safety and Hazard Investigation Board (2009). Investigation report,
sugar dust explosion and fire, Imperial Sugar Company, Port Wentworth Georgia,
February 7, 2008 (2008-05-I-GA). Retrieved June 7, 2010, from U.S. Chemical Safety
and Hazard Investigation Board website: http://www.csb.gov/

60
Appendix – Interview Summaries
Mr. Steve Luzik
Mr. Steve Luzik (personal communication, December 2, 2010), Senior Process Safety
Specialist, Chilworth Technology, Inc. was asked what characteristics of a combustible dust are
most important in determining its combustibility hazard. Mr. Luzik took the route of answering
the question in terms of characteristics determined via laboratory tests. He indicated that the
most important test is the explosion severity test. The explosion severity test provides a
numerical value for explosion severity and is the best indicator of how much damage can occur
as the result of an explosion if one does occur. The explosion severity test provides numerical
values for the volume-normalized maximum rate of pressure rise in a constant volume explosion
(Kst) and the maximum explosion overpressure generated (Pmax). He indicated that MIE was a
close second to explosion severity because it is an indicator of the likelihood of ignition. He also
indicated that MEC is often an important value to determine.
Mr. Luzik indicated that, because we know that certain outliers exist, it is important to
test samples. For instance, for dusts that can absorb moisture, moisture content above 5% can
result in significant changes in explosion severity, MIE, and MEC. He stated that up to 5%
moisture, generally does not affect explosion severity, MIE, or MEC. Wheat flour, however, is a
notable exception. According to Mr. Luzik, 15% moisture wheat flour can still explode easily.
Mr. Luzik was also asked about how handlers of combustible particulate solids are
determine what the extent of the hazard posed by their processes is given that many of the
characteristics that affect combustible particulate solids such as particle size, particle size
distribution, and moisture content are variable and transient in a given process. He indicated that
his company, Chilworth Technology, typically takes a very conservative approach. He stated

61
that in most processes, a wide variety of particle sizes is likely to be present and that, in an upset
condition, the large stuff may drop out. He stated that in the case of pneumatic and mechanical
transport, particle attrition is possible, and that in dust collection systems, finer material tends to
accumulate on socks while larger material drops out. For that reason, the finest fraction of
material is used for a test. Similarly, product moisture can be variable and, as a result, dried
materials are generally used in tests to account for process upsets. However, in cases where
there is assurance that there is not attrition in a process or where moisture contents can be
assured there could be justification to test a sample as received.
Mr. Luzik was also asked to identify what steps are necessary to determine the hazards(s)
posed by combustible dust in a given facility. He indicated that the first step is to determine if
your dust is explosible by performing an A/B or go/no go test if experience has not already
determined that the dust is explosible. If it is determined that the dust is explosible, the next step
is to look at the Kst to determine what the extent of the damage is that could be expected in the
event of an explosion.
Next you would want to look at your housekeeping. He stated that housekeeping is very
important even for dust that is not easy to ignite or that explodes with relatively low severity. He
stated that a primary event in bucket elevator or dust collector can cause open flame which has
very high energy and is capable of igniting even very difficult to ignite material. With respect to
dusts with low explosion severity, ignition of a dust with a low Kst may take 40 ms to reach the
highest pressure while ignition of a high Kst dust may take 10 seconds. He stated that, as a
practical matter this does not make a significant difference. It can still burn people and can still
take a plant down.

62
Mr. Luzik stated that, when assessing your housekeeping, you should use the strategy
outlined in NFPA 654. The strategy outlined in NFPA 654 assumes that a 1/32 inch layer of
material with a bulk density of 75 lbs/ft3, over an area equal to 5% of the floor space is capable
of producing an explosible dust cloud if suspended. In NFPA 499, however, no adjustment
factor for bulk density; because the hazardous area classification exercise described in the
standard also includes concerns about the safe dissipation of heat. He stated that you should be t
more concerned with the stuff up high because it represents higher risk material. The heavier
stuff does not get up to the higher places. He indicated that you should not get too excited about
stuff on floor. You will also want to find out where any dust in a facility is coming from and
plug up any holes; remove any the dust sources that can be removed, and explore dust collection
possibilities. If all of these efforts do not address the problem control ignition sources through
hazardous area classification, hot surface removal, and equipment maintenance.
Finally, Mr. Luzik was asked questions with respect to his opinions about the degree of
recognition that exists with respect to combustible dust hazards and the standards that address the
hazard. Mr. Luzik indicated that, in his opinion, the hazards posed by combustible dust are, now,
generally recognized and that recognition of the hazards is increasing. In Mr. Luzik’s, opinion,
the various NFPA standards, however, are not generally understood in industry and, although,
OSHA is coming up to speed, there are large gaps that exist in their understanding of the
standards as well.
Mr. Luzik said that there is a lot of subjective language in the standards about where
there is a hazard and where there is not a hazard. He indicated that a very common sentiment
that he encounters during consulting visits is that industry does not know what is expected of
them. He indicated that clients also often ask how they are supposed to comply if OSHA does

63
not know what they want. Mr. Luzik stated that OSHA includes federal offices governed by 6
separate regional offices and indicated that this causes problems with consistency. In addition,
there are 24 state plans out on their own that are now in the process of training themselves. Mr.
Luzik stated that even people like him sometimes get confused and make phone calls to OSHA
technical liaisons and can not get straight answers. He indicated that, all together this creates a
significant problem.
Mr. Bill Stevenson
Mr. Bill Stevenson (personal communication, December 2, 2010), Vice President of
Engineering, CV Technology, Inc. was asked what characteristics of a combustible dust are most
important in determining its combustibility hazard. Mr. Stevenson indicated that particle
chemistry, particle size, and moisture are the most important factors. Finer and drier materials
are more hazardous. However, chemistry is also very important. For example, fine iron filings
are extremely explosive if they are not oxidized while the oxidized form of the metal is not
hazardous at all. This is the case because; all a dust explosion is a rapid oxidation resulting in a
rapid release of gas and increase in pressure. If the oxidation reaction has already occurred, an
explosion is not possible.
From a laboratory analysis standpoint, Mr. Stevenson indicated that the ASTM E1226
20 L sphere test is most important. This test provides values for Kst and Pmax. The test consists
of a series of runs at various concentrations to provide pressure rises. The series of tests results
in bell curve. He explained that at the top of the curve you get a maximum pressure that
corresponds to a given particle concentration. The maximum pressure is confirmed by running
the test three more times. He stated that each sample often has different values. He continued

64
that even samples of the same material will show variability due to changes in the particle size
distribution. He stated that the various tests attempt to minimize the variability by selecting only
material that has been dried and passes through a 200 mesh screen. He indicated that this
process should give worst case and provides for the sizing of vents or suppression equipment
capable of addressing any event that may be encountered.
Mr. Stevenson was also asked about how handlers of combustible particulate solids are to
determine what the extent of the hazard posed by their processes is given that many of the
characteristics that affect combustible particulate solids such as particle size, particle size
distribution, and moisture content are variable and transient in a given process. He indicated that
companies should try to run test as near worst case as possible. In order to do so, he indicated
that another characteristic of the material must be considered. This characteristic is the ability of
the material to be broken apart. This characteristic is referred to as friability. If the material is
friable, it may be important to pull a sample from the end of the process line where the particles
are the smallest. Another strategy may be to collect multiple samples; with some of the samples
collected in the dry winter months when we know that the most explosions occur. He stated that
some companies that he has worked with run numerous samples year after year. For example,
one of the companies that he works with is a tobacco company. The company has analyzed
many samples periodically year after year and has found that different crop years produce
different results. In the case of the tobacco company, their insurer is concerned enough with the
annual variability that they underwrite the costs of this periodic testing. Mr. Stevenson described
another client company that switched from product supplier to another. He indicated that the
switch was not sudden and that the purchasing company went through extensive efforts to ensure
the new product would be the same and had tested the new product prior to making the change.

65
However, after using the new product they discovered that the new product was much more
hazardous that what had been tested. As a result, he stated that it is important for companies to
review their basis of safety from time to time to ensure that nothing has changed
Mr. Stevenson was also asked to identify what steps are necessary to determine the
hazards(s) posed by combustible dust in a given facility. He indicated that the first step is to
characterize the dust. You will want to determine how easily the dust is ignited, what the rate of
pressure rise is, etc. In the case of food particles the dust is generally not very easily ignitable
and has fairly low rates of pressure rise. He contrasted food stuffs to some of the materials
handled in the pharmaceutical industry; some of which are very volatile.
Mr. Stevenson indicated that the next step is to look at the process. Are there screw
conveyors or pneumatic conveyors that will abrade or fracture the materials? Are you heating
materials? Are you drying materials? If you are drying, is the dryer being pushed beyond its
design capacity or operating with in its design limits? Are there dust collectors? If so, where is
the dust collector located? Are there bucket elevators present? If so where are the bucket
elevators located? Where is the facility located? Is the material toxic? Would a release be a
problem? In a nut shell, what are your risks and what is the best strategy for protection?
Finally, Mr. Stevenson was asked questions with respect to his opinions about the degree
of recognition that exists with respect to combustible dust hazards and the standards that address
the hazard. Mr. Stevenson indicated that, in his opinion, the level of awareness is much higher
than it was a couple of years ago. He indicated that in the past couple of years: 60 Minutes ran a
story; there have been congressional hearings; and there have been a number of high profile
incidents. It is not his opinion, however, that the standards are well understood. He indicated
that the CSB has investigated a number of recent incidents and that in most of the incidents the

66
investigation showed that the company was not aware of or compliant with the relevant NFPA
standards. In addition, as part of their efforts in promulgating a combustible dust standard,
OSHA has conducted a number of public hearings. During these hearings, one of the things that
has been established is that people are confused by the standards. Mr. Stevenson stated that part
of the reason for this confusion is that the standards are contradictory. The fact that the various
standards are not in agreement becomes apparent very quickly upon reading them.
Mr. Stevenson stated that he is on a small NFPA steering committee that is attempting to
address the contradictions in the standards. He indicated that for each industry there is a key way
document that is the starting point for users in a particular industry. In the case of the food
industry, the key way document is NFPA 61. The key way document then refers readers to
additional documents such as NFPA 68 or NFPA 69. The NFPA steering committee that Mr.
Stevenson sits on is looking at how a new document could be assembled to consolidate all of the
various documents into one. He stated that he is in favor of there being only one document; but
that there are those that believe that it is a non starter as a result of committee politics and
industrial resistance. In the case of committee politics, there are currently many NFPA
committees and many committee members that could loose their committee seats as a result of
consolidation. In the case of industry resistance, there are industries that feel that no change is
necessary. He indicated that the food processing industry is one of these industries. However, in
Mr. Stevenson’s opinion, the food processing industry is in full denial if they think that
everything is okay. He stated that the industry does not want the change but lead the pack in the
number of incidents, the annual cost of incidents, and the number of fatalities. The steering
committee’s first meeting is scheduled in January 2011.

67
It is Mr. Stevenson’s opinion that the standards are not uniformly understood by OSHA
either. He stated that OSHA is a very large organization that also includes state plans. He
indicated that all of the inspectors in Federal OSHA have been through some training. However,
for most, the training has consisted of a one hour webinar. Mr. Stevenson indicated that, in each
office, there is also at least one person that has taken a one week training course. Within each of
these groups there are some inspectors that are better schooled than others. As a result, a very
high variability exists from inspector to inspector. According to Mr. Stevenson, in most cases
the inspectors that are out on the street do not have the understanding. However, there are other
inspectors with great zeal sometimes that go overboard and require more than is necessary or is
economically feasible. There is also a final group of inspectors that understand the standards
well and do a good job.
Dr. Robert Zalosh
Dr. Robert Zalosh (personal communication, December 2, 2010), Professor Emeritus,
Worcester Polytechnic, and Founder of Firexplo was asked what characteristics of a combustible
dust are most important in determining its combustibility hazard. Dr. Zalosh stated that from a
protection standpoint, Pmax and Kst are the most important laboratory analysis parameters. He
indicated that ignitability (MIE) is next. He stated that the importance of any tests beyond the
first three would depend upon the application.
With respect to a physical characteristic of the dust, Dr. Zalosh indicated that particle size
is the most important aspect because smaller particles are more reactive than larger ones. He
stated that the size distribution is also important. You would want to know what percent of the
materials is smaller than 70µ. This is the material that passes through a 200 mesh Standard US

68
Screen. A number of the ASTM standards rely on the 200 mesh in the sample preparation
portions of the documents. He stated that you would want to look at the median size next. If the
material is fibrous you would want to go further and look at the aspect ratio. Finally, if you have
something like an activated carbon or some other type of flake, like Aluminum for example, you
would want to consider the specific surface area.
Dr. Zalosh was also asked about how handlers of combustible particulate solids are to
determine what the extent of the hazard posed by their processes is given that many of the
characteristics that affect combustible particulate solids such as particle size, particle size
distribution, and moisture content are variable and transient in a given process. He indicated
that, because there is variability in any process, you would want to take the most conservative
approach. He indicated that you would not want to look at all of the potential conditions or some
sort of average. Instead, you would want to look at the most conservative conditions that you
would actually expect to encounter in the facility.
Dr. Zalosh was asked what steps are necessary to conduct a combustible dust hazard
assessment. He stated that the first step is to characterize the material through tests. He
indicated that you would want to screen the material to see if it is combustible dust. Assuming
that it is combustible, you would want to proceed with other tests. The next step would be to
assess your operations and compare them to most relevant standard. He indicated that the
relevant standard would most likely be an NFPA standard. Then you would need to decide if the
company could meet the requirements of the standard on their own or if help was needed. Dr.
Zalosh noted that, in the case of some of the standards, a risk assessment would be required.
Finally, Dr. Zalosh was asked questions with respect to his opinions about the degree of
recognition that exists with respect to combustible dust hazards and the standards that address the

69
hazards. Dr. Zalosh indicated that, as a result of all of the CSB and OSHA activities in the last
several years, the hazard is certainly widely recognized now; but that is was not five or ten years
back. He indicated that there is not a deep level of understanding of the relevant NFPA
standards within industry. He indicated that a significant effort is required to understand the
standards. He continued that there are not many individuals or organizations that have the time
or resources that would need to be devoted to such an effort available. He stated that only very
large organizations or very specialized companies that have deal with the standards frequently
get to know the standards well. He indicated that most companies need guidance.
With respect to OSHA’s understanding, Dr. Zalosh stated that it is an evolving process.
According to Dr. Zalosh, OSHA has devoted a lot of time to training inspectors in the last couple
of years; but that the average inspector is not familiar with the relevant standards. He indicated,
however, that most OHSA offices have one or two inspectors that are familiar with the standards
and that each regional office has a couple of trained individuals as well. He stated that the
inspectors that are focusing on the issue have now developed a good understanding. With
respect to the local level regulators, he has not had much contact and can not speak to their level
of understanding. He also stated that he has not had the same level of contact with the State Fire
Marshals as he has had with OSHA; but that they do not appear to have the level of
understanding that OSHA has developed.