Embed Size (px)
Citation preview

USE OF HEAT INTEGRATED DISTILLATION
TECHNOLOGY IN CRUDE FRACTIONATION
Su Zhu, Stephanie N. English, Miguel J. Bagajewicz
The University of OklahomaDepartment of Chemical, Biological, and Materials Engineering
April 29, 2008

Overview
Conventional Crude Fractionation Overview Areas of opportunity
Heat-Integrated Distillation Columns Overview Application to Crude Units Specifications used Results
New Technology

Crude Distillation
Capacity ~ 100,000 bbl/day
Separation for further processing.
Consumes 2% of crude processed.

Conventional Crude Fractionation

Conventional Crude Fractionation
Many changes have been made but areas of improvement exist

Conventional Crude Fractionation
We treat the system as if we can build an energy integration heat exchanger network that achieves minimum utility
corresponding to minimum temperature differences

Areas of Improvement
Wasted Heat Condenser duty Distillate product cooling Bottoms product
High heat demand Reboiler duty Pre-heated feed

Previous Improvements Attempted Operational Changes
Adjusting reflux ratio Minimizing air to furnace Lowering steam use
Architecture/Process Changes Heat recovery equipment Plant-wide energy planning New column designs (VRC, HIDC)

Heat Integrated Distillation

Heat-Integrated Distillation Column
Heat Heat
Hugill, J.A.; van Dorst, E.M. Design of a Heat-Integrated Distillation Column Based on a Plate-fin Heat Exchanger. (Bio)chemical Process Technology. 2005, Unpublished.
Rectifying section pressurized to increase bubble point and allow heat transfer

Advantages
Energy savings of 25 – 50% Increasing compression ratio reduces
energy required.
Iwaskabe, K.; Nakaiwa, M.; Huang, K.; Nakanishi, T.; Ohmori, T.; Endo, A.; Yamamoto, T. Recent Advances in the Internally Heat-Integrated Distillation Columns (HIDiC). Unpublished.

Advantages
Reduction in size as compression ratio increases.
Iwaskabe, K.; Nakaiwa, M.; Huang, K.; Nakanishi, T.; Ohmori, T.; Endo, A.; Yamamoto, T. Recent Advances in the Internally Heat-Integrated Distillation Columns (HIDiC). Unpublished.

Implementation Obstacles
Lack of energy incentives Energy in abundance Too expensive
Common conventional distillation Relatively simple design Easy to control

Implementation Obstacles
Vapor loads are insufficient for heat/mass transfer in the top and bottom of the column.
Hugill, J.A.; van Dorst, E.M. Design of a Heat-Integrated Distillation Column Based on a Plate-fin Heat Exchanger. (Bio)chemical Process Technology. 2005, Unpublished.

Implementation Obstacles
No consensus on column mechanical design and internals Concentric columns
Plate fins
Hugill, J.A.; van Dorst, E.M. Design of a Heat-Integrated Distillation Column Based on a Plate-fin Heat Exchanger. (Bio)chemical Process Technology. 2005, Unpublished.
Olujic, Z.; Fakhri, F.; de Rijke, A.; de Graauw, J.; Jansens, P. Internal Heat Interation-The Key to an Energy-Conserving Distillation Column. J. Chem. Technol. Biotechnol. 2003, 78, 241.

Usage in Crude Fractionation

Usage in Crude Fractionation Adjustment of pump andcompressor
Top Product
Vapor Compressor
Flash
S R
Valve
Bottom Product
Reboiler
Condenser
HeatHeat
Higher pressure gives higher temperature driving force.

Usage in Crude Fractionation
Top Product
Vapor Compressor
Flash
Qfurnace
S R
Valve
Bottom Product
Condenser
HeatHeat
Steam
Replacement of reboiler by steam
Higher pressure gives higher temperature driving force.

Usage in Crude Fractionation Increased size of rectifying
section
Top Product
Vapor Compressor
Flash
Qfurnace
S R
Valve
Bottom Product
Condenser
HeatHeat
SteamHigher pressure
gives higher temperature driving force.

Usage in Crude Fractionation A single column
Compressor
Flash occurring within column

Conventional Crude Fractionation

Product Specifications
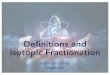
Naphtha D86 95%: 182 0C Kerosene D86 95%: 271 0C Diesel D86 95%: 327 0C Gas Oil D86 95%: 377-410 0C Overflash: 0.04
Allows flexibility in column for different crudes and operating conditions.

Product Gaps
-164 -4
213
.2 50 73 100
128
155
183
211
239
266
294
322
350
378
405
439
495
549
597
663
781
0
1,000
2,000
3,000
4,000
5,000
6,000
NaphthaKeroseneDieselGasoilResidCrude Feed
NBP of Component (°C)
Ba
rre
ls/D
ay
Due to variable composition, products are specified by D86 points and gaps.

Conventional Design Results
Results ConventionalNaphtha Flow Rate 38353 bbl/dayKerosene Flow Rate 21542 bbl/day
Diesel Flow Rate 11048 bbl/dayGas Oil Flow Rate 25395 bbl/dayResidue Flow Rate 23699 bbl/day
Kerosene Stripping Steam 81656 lb/dayDiesel Stripping Steam 72696 lb/dayGas Oil Stripping Steam 23230 lb/dayResidue Stripping Steam 240000 lb/day
(5-95) Kerosene-Naphtha Gap 16.7 C(5-95) Diesel-Kerosene Gap 0 C
(5-95) Gas Oil-Diesel Gap -2.9 CCondenser Duty 33.9 MW
Pump-around 1 Duty 22.3 MWPump-around 2 Duty 26 MWPump-around 3 Duty 25.6 MW
Hot Utility 62.6 MWCold Utility 47.5 MW
Pinch Temperature 280 C

0 2000 4000 6000 8000 10000 12000
13579
111315171921232527293133
Vapor Flowrate (lb-mol/hr)
Tra
y N
um
ber
Conventional Vapor Flow Profile
Opportunity for better separation in stripping section

Temperature Profiles Comparison
0 50 100 150 200 250 300 350 400
13579
111315171921232527293133
Conven-tional
Tray Temperature (C)
Tra
y N
um
ber
HIDC Rectifying Section at 2 atms
Availability of heat transfer

Temperature Profiles
310 315 320 325 330 335 340 345 350 355 360
24
25
26
27
28
29
30
31
32
33
Conven-tional
Tray Temperature (C)
Tra
y N
um
ber
Availability of heat transfer
HIDC Rectifying Section at 2 atms

Results of HIDC as applied to crude fractionation

HIDC Applied to Crude Fractionation
• Compression ratio of 2
• Heat transfer from tray 28 to 33
Compressor
Flash occurring within column

HIDC Product D86 Points
0 0.5 1 1.5 2 2.5150
200
250
300
350
400
450
Product D86 Points
99% Naphtha( C ) 99% Kerosene( C ) 99% Diesel( C )99% Gasoil( C ) 1% Residue( C )
Heat Integrated (MW)
D86 P
oin
ts (
C)

HIDC Product D86 Points
0 0.5 1 1.5 2 2.5360
370
380
390
400
410
420
430
Product D86 Points
99% Gasoil( C ) 1% Residue( C )
Heat Integrated (MW)
D86 P
oin
ts (
C)

HIDC Flowrates

HIDC Flowrates
The increase in residue is less profitable.

HIDC Hot Utility
0 0.5 1 1.5 2 2.5 362
62.2
62.4
62.6
62.8
63
63.2
63.4
63.6
63.8
64
Heat Integrated (MW)
Hot
Util
ity
(MW
)

Economic Analysis Basis
Costs Hot Utility
$0.085/kWh (2002)
Cold Utility Cooling Water (C) $0.135/m3 (2002)
Total Cost Differential (Econv– Enew)*Costheat + (Cconv -Cnew)*Costwater+W
WHUE si 7.0
Operating cost mainly due to energy for heating and steam for stripping
E – energy used in process (MW), U – utility required for heating, H is – enthalpy of low pressure
steam, W – work of compressor

Economic Analysis Basis
Costs Profit
Naphtha-$110/bbl Kerosene-$95/bbl Diesel-$109.9/bbl GasOil-$75.9/bbl Residue-$67.9/bbl Crude Feed-$98/bbl
Total Profit Differential
iiconvnew iceii Pr*)(

HIDC Gross Profit
Integrating heat, gross loss >-$2.7 million/year Less profitable than conventional method.
0 0.5 1 1.5 2 2.5 3-$5,500,000
-$5,000,000
-$4,500,000
-$4,000,000
-$3,500,000
-$3,000,000
-$2,500,000
Heat Integrated (MW)
Gro
ss P
rofi
t ($
/year)

Alternative Treatment of Residue
R
S
Qfurnace
Crude Feed
Atm Residue
Qvacuum furnaceV
acuu
m C
olum
nVacuum Residue
Vac
uum
Gas
OilsAtmospheric
Gas Oil

Modified Economic Analysis Basis Costs
Profit Naphtha - $110/bbl Kerosene - $95/bbl Diesel - $109.9/bbl GasOil: No price differential (except in duty
required) Residue: Not price differential Crude Feed-$98/bbl
Total Profit Differential, ,ker( ) * ( )*new conv naphtha diesel osene i gasoil new gasoilconv
i
i i Price i i DutyCost Accounted in duty costs
Comparison based on energy changes from heating residue, instead of changes in flowrate of residue and gasoil.

HIDC Modified Gross Profit

New Design HIDC
• 50 trays instead of 34
• Compression ratio of 2
• Heat transfer from tray 28 to 49
Compressor
Flash occurring within column
Bottom Product
S

New Design D86 Points
0 0.5 1 1.5 2 2.5150
200
250
300
350
400
450
99% Naphtha( C ) 99% Kerosene( C ) 99% Diesel( C )99% Gasoil( C ) 1% Residue( C )
Heat Integrated (MW)
D(8
6)
Po
int
(C)

New Design D86 Points
0 0.5 1 1.5 2 2.5360
370
380
390
400
410
420
430
99% Gasoil( C ) 1% Residue( C )
Heat Integrated (MW)
D(8
6)
Po
int
(C)

New Design Flowrates

New Design Flowrates

New Design Hot Utility

New Design Economic Analysis
Less profitable than conventional method
0 0.5 1 1.5 2 2.5 3-$14,000,000
-$12,000,000
-$10,000,000
-$8,000,000
-$6,000,000
-$4,000,000
-$2,000,000
$0 Single Column
Vacuum Column
Heat Integrated (MW)
Gro
ss P
rofi
t ($
/year)

New Technologies

New Technologies
•While investigating HIDC we discovered two new technologies
• Technical details cannot be disclosed• Impact and economics will be shown

Technology 1: Bottoms Composition
As D86 points get heavier, light ends in the residue are being recovered as more desirable products.

Technology 1: Product Flowrates
The increase in flowrate of gasoil makes the distillation more profitable.

Technology 1: Hot Utility

Technology 1: Gross Profit
Flowrate Basis

Technology 1: Economic Analysis

Technology 1: Gross ProfitFlowrate Basis
Vacuum Column Basis
Vacuum Column basis makes the bad worse & the good better.

Technology 2: Bottoms Products
As D86 points get heavier, light ends in the residue are being recovered as more desirable products.

Technology 2: Bottoms Products
As D86 points get heavier, light ends in the residue are being recovered as more desirable products.

Technology 2: Product Flowrates
The decrease in flowrate of gasoil is less profitable.

Technology 2: Hot Utility
The decrease in total energy required makes the distillation more profitable.

Technology 2: Gross Profit
Flowrate Basis

Technology 2: Economic Analysis

Technology 2: Gross Profit
Flowrate Basis
Vacuum Column Basis
Vacuum basis is even more profitable

Summary
Five different fractionation systems Conventional
Modeled after normal systems Retrofitted Heat-Integrated Distillation
Column (8:1) Less Residue, Diesel, and Naphtha, More Gas
Oil New Heat-Integrated Distillation Column
(Extra Trays) Less energy required, less gas oil, more residue
New Technology 1 More energy required, more gas oil, less
residue New Technology 2
Less energy required, less gas oil, more residue

Conclusions
We investigated the use of HIDC in the context of crude fractionation
We determined that this technology does not have potential at current prices
In the process of analyzing the above, we discovered two new promising technologies

Questions?

HIDC Flowrates

HIDC Flowrates

New Design Flowrates

New Design Flowrates

Economics
With turbine, net profit $10.5 - 4 million. Payback time 1.3 -0.8 years.