-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
1/16
*Second author: [email protected]; [email protected] Page
1
Original citation:
Xiao, Z., Ling, T.-C., Kou, S.-C., Wang, Q.-Y., Poon, C.-S.
(2011) Use of wastes derived from
earthquakes for the production of concrete masonry partition
wall blocks. Waste Management; 31(8):
1859-1866.
http://www.sciencedirect.com/science/article/pii/S0956053X1100208X
Use of wastes derived from earthquakesfor the production of
concrete masonry partition wall blocks
Zhao Xiao1,2
, Tung-Chai Ling1, Shi-Cong Kou
1, Qingyuan Wang
2and Chi-Sun Poon
1*
1Department of Civil and Structural Engineering, The Hong Kong
Polytechnic University,
Hung Hom, Kowloon, Hong Kong2Faculty of Architecture, Civil Eng
& Envir Eng and Mechanics,
Sichuan University, China
Abstract
Utilization of construction and demolition (C&D) wastes as
recycled aggregates in theproduction of concrete and concrete
products have attracted much attention in recent years.
However, the presence of large quantities of crushed clay brick
in some the C&D waste
streams (e.g. waste derived collapsed masonry buildings after an
earthquake) renders the
recycled aggregates unsuitable for high grade use. One
possibility is to make use of the low
grade recycled aggregates for concrete block production. In this
paper, we report the results
of a comprehensive study to assess the feasibility of using
crushed clay brick as coarse and
fine aggregates in concrete masonry block production. The
effects of the content of crushed
coarse and fine clay brick aggregates (CBA) on the mechanical
properties of non-structural
concrete block were quantified. From the experimental test
results, it was observed that
incorporating the crushed clay brick aggregates had a
significant influence on the properties
of blocks. The hardened density and drying shrinkage of the
block specimens decreased with
an increase in CBA content. The use of CBA increased the water
absorption of block
specimens. The results suggested that the amount of crushed clay
brick to be used in concrete
masonry blocks should be controlled at less than 25% (coarse
aggregate) and within 50% to
75% for fine aggregates.
Keyword: Construction and demolition waste, Crushed clay brick,
Recycled concrete
aggregate, Partition wall blocks, strength
1. Introduction
The 12 May 2008 Sichuan earthquake, also known as Wenchuan
earthquake, was one of themost destructive earthquakes in modern
Chinese history causing significant economic impact
and great loss of lives (Chen et al., 2010). It has been
estimated that approximately 382
millions tons of construction wastes derived mainly from
collapsed buildings were generated
(Xiao et al., 2009). The quantities of the building waste
generated from Wenchuan earthquake
far exceeded the annual production of building waste in
China.
In Sichuan, most of the residential and low-rise public
buildings such as schools, hospitals
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
2/16
*Second author: [email protected]; [email protected] Page
2
and governmental offices were constructed with un-reinforced or
unconfined masonry
materials before or during the 1980s, and many of these building
structures had practically no
efficient seismic resistance (Zhao et al., 2009). As a result,
they accounted for most of the full
and partial collapses during the earthquake. The rubble mounds
derived from 6.95 millions
collapsed buildings were mainly composed of waste concrete and
large amount of waste
masonry materials such as clay bricks (151.6 millions tons).
Extensive studies have been undertaken over a long period by
many researchesto investigate
the possibility of utilizing all kinds of waste to produce
concrete blocks and brick products.
For example, in Hong Kong the use of construction wastes such as
recycled concrete
aggregates and recycled crushed glass for manufacturing concrete
block products has been
successfully implemented and is gaining wider acceptance (Poon
et al., 2002; Poon and Chan,
2006; Poon and Chan, 2007; Poon and Lam, 2008; Poon et al.,
2009).
Recently, a number of researchers have studied the possible use
of crushed clay brick to
produce concrete (Akhtaruzzaman and Hasnat, 1983; Khaloo, 1994;
Padmini et al., 2001;
Kibriyi and Speare, 1996; Cachim, 2009). Akhtaruzzaman and
Hasnat (1983) studied the use
of crushed brick as a 100% replacement of coarse natural
aggregates in concrete. It was found
that the compressive strength of the brick concrete was lower
than that of normal concrete,
but the tensile strength of brick concrete was higher. Kibriya
and Speare (1996) used three
different types of brick aggregates to assess the impacts on
long-term durability and strengths
properties of the concrete. The results showed that the brick
concrete had comparable
compressive, tensile and flexural strengths to those of normal
concrete but the modulus of
elasticity was drastically reduced. An attempt was made by
Corinaldesi (2009) and
Carinaldesi et al. (2002) to use different kinds of recycled
aggregate in preparing
environmentally-friendly mortars. The results showed that the
mechanical strength decreased
when natural sand was substituted by the recycled aggregates
(Corinaldesi and Moriconi,2009). Nevertheless, the bond strength at
the interface between the mortar and the brick
aggregates seemed to be higher, mainly due to its improved
rheological properties (Moriconi
and Corinaldesi, 2003).
Due to the potential problems of using crushed clay brick in
concrete, the amount of crushed
clay brick used has been restricted, which hinders the recycling
of this masonry waste. On the
other hand, some preliminary results have already shown that it
is feasible to use crushed
brick in non-structural paving block productions. Poon and Lam
(2008) found that it was
feasible to produce concrete blocks with 25% crushed clay brick
incorporation that satisfied
the compressive strength requirement for paving blocks to be
used in trafficked areas
prescribed by the Hong Kong government. Furthermore, the paving
blocks with 50% crushed
clay brick content satisfied the requirements specified by
AS/NZS 4455 (1997) and Hong
Kong government for pedestrian pavement applications. Schuur
(2000) also proved that it is
possible to use crushed clay brick derived from masonry waste to
entirely replace sand for the
production of calcium silicate products. However, there is
currently limited data on the effect
of higher percentages (>50%) of crushed clay brick on the
production of concrete products.
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
3/16
*Second author: [email protected]; [email protected] Page
3
This paper presents a recent study at the Hong Kong Polytechnic
University on the feasibility
of using crushed clay brick as replacement for recycled concrete
aggregates and natural river
sand for the production of partition wall blocks. The main
objective of this study was to
develop appropriate technologies for the use of waste derived
from demolished or collapsed
masonry buildings as a contribution to manage the huge
quantities of waste generated from
the Wenchuan earthquake.
2. Experimental details
2.1. Materials
2.1.1. Ordinary Portland cement
Ordinary Portland cement (OPC) was used as the cementing
material to produce the block
specimens. The OPC used was equivalent to BS 12 (1996) with a
density of 3,160 kg/m3
and
was commercially available in Hong Kong.
2.1.2. Recycled concrete aggregate
Recycled concrete aggregate (RCA) was obtained from a recycling
facility located in Tuen
Mun, Hong Kong. The recycling facility processed mainly concrete
rubble sourced from
demolition projects by crushing and sieving. The crushed
concrete rubble was processed to
pass through a mechanical sieving system to produce coarse and
fine recycled aggregates
with particle sizes of 10/5 mm (C-RCA) and less than 5 mm
(F-RCA), respectively,
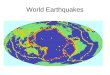
according to the requirements of BS 812 (1995). The properties
of RCA were tested
according to BS 882 (1992) and the results are presented in
Table 1. Fig. 1 shows the grading
curves of the RCA.
Table 1: Properties of recycled coarse and fine aggregates used
in this study
Properties Coarse aggregate Fine aggregate5-10mm < 5mm <
2.36mm
C-RCA C-CBA F-RCA F1-CBA F2-CBA Sand
Density-SSD* (kg/m3) 2366 2036 1932 1839 1609 2620
Density-oven-dry (kg/m3) 2186 1764 1502 1358 1043 -
Water absorption (%) 8.22 15.43 28.71 35.56 54.23 0.88
*SSD Saturated Surface Dry
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
4/16
*Second author: [email protected]; [email protected] Page
4
0
10
20
30
40
50
60
70
80
90
100
0.15 0.3 0.6 1.18 2.36 5 10 15
Sieve size (mm)
Percentpassing(%)
C-RCAC-CBAF-RCAF1-CBAF2-CBAB S 8 8 2 (1 0 mm)B S 8 8 2
5 mm
Fig. 1. Grading curves of recycled coarse and fine
aggregates.
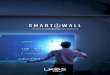
2.1.3. Crushed clay brick
The clay brick used in this study was solid red brick sourced
from a local supplier, which was
normally used for wall partition applications. The clay brick
was crushed and sieved in the
laboratory into different particle sizes (see Fig. 2). The
crushed clay bricks were sorted into
three groups according to their particle sizes: 10/5 mm (C-CBA)
was used as coarse
aggregate; whereas the
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
5/16
*Second author: [email protected]; [email protected] Page
5
Fig. 2. Photographs of the coarse and fine recycled
aggregates.
2.2. Mix proportions of blocks
A total of four series of blocks mixtures was designed in this
study (see Table 2). The block
specimens produced aimed to meet the requirements stipulated by
BS 6073 (1981)
(specification for partition wall block). All the mixtures were
proportioned with a fixed total
aggregate/cement ratio of 11.5, and 65% of the total aggregate
was fine aggregates (
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
6/16
*Second author: [email protected]; [email protected] Page
6
Table 2: Descriptions of block mixtures
Series Description
1 Coarse aggregate: fixed C-RCA/C-CBA ratio of 3
Fine aggregate: Sand, Replacement of sand with F1-CBA at 0%,
25%, 50%,
75% and 100% by weight
2 Coarse aggregate: fixed C-RCA/ C-CBA ratio of 1Fine aggregate:
Sand, Replacement of sand with F1-CBA at 0%, 25%, 50%,
75% and 100% by weight
3 Coarse aggregate: C-RCA, Replacement of C-RCA by C-CBA at 0%,
25%,
50%, 75% and 100% by weight
Fine aggregate: fixed sand/F1-CBA ratio of 1
4 Coarse aggregate: C-RCA
Fine aggregate: F-RCA, Replacement of F-RCA with F2-CBA at 0%,
25%,
50%, 75% and 100% by weight
2.3. Preparation of block specimens
The block specimens was fabricated in the laboratory using a
dry-mixed method that had
been described in our previous research studies (Poon et al.,
2002; Poon and Chan, 2006;
Poon and Chan, 2007; Poon and Lam, 2008; Poon et al., 2009).
Initially, cement, coarse and
fine aggregates, were mixed in a pan mixer for approximately 3
minutes. After mixing, water
was incrementally added to the mixtures until the desired
moisture content for these dry
mixtures was obtained. For fabrication of block specimens, only
a small amount of water was
required to prepare a cohesive mix but with zero slump
(non-workability, which simulated the
actual industrial production process of concrete blocks).
Throughout the study, the amount of
water required varied depending on the types of aggregate used.
For example, in the case of
using crushed clay brick (high water absorption capacity) in the
mixture, the total amount of
water needed was relatively higher (see Table 3).
Steel moulds with internal dimensions of 200 mm in length, 100
mm in width, and 60 mm in
depth were used to produce the block specimens. For each block,
approximately 2.8 kg mixed
materials were used. The materials were put into the mould in
three layers of approximately
equal depth. After filling each of the first two layers, a
consistent manual compaction was
applied using a hammer and a wooden stem. After the third layer
was filled, a compression
force at a rate of 600 kN/min was applied until the force
reached 500 kN. Excess materials
were then removed with a trowel. The fabricated block specimens
were kept in the steel
moulds, covered by a plastic sheet and left at room temperature
of 233 C and 755 relative
humidity (RH) for 24 hours. The block specimens were then
remoulded from the steel
moulds and cured (covered by a hemp bag to maintain a RH of over
90%) at room
temperature of 233 C until the date of testing at 7 and 28
days.
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
7/16
*Second author: [email protected]; [email protected] Page
7
Table 3: Mix proportions of block mixtures
Notation Cement
Coarse
aggregate
Fine aggregateAdded
Watera
< 5mm < 2.36mm
C-RCA C-CBA F-RCA F1-CBA F2-CBA Sand
Series 1
S1-0 1 3 1 - 0 - 7.500 0.16S1-25 1 3 1 - 1.875 - 5.625 0.26
S1-50 1 3 1 - 3.750 - 3.750 0.34
S1-75 1 3 1 - 5.625 - 1.875 0.45
S1-100 1 3 1 - 7.500 - 0 0.47
Series 2
S2-0 1 2 2 - 0 - 7.500 0.22
S2-25 1 2 2 - 1.875 - 5.625 0.30
S2-50 1 2 2 - 3.750 - 3.750 0.37
S2-75 1 2 2 - 5.625 - 1.875 0.44
S2-100 1 2 2 - 7.500 - 0 0.58
Series 3
S3-0 1 4 0 - 3.750 - 3.750 0.33
S3-25 1 3 1 - 3.750 - 3.750 0.35
S3-50 1 2 2 - 3.750 - 3.750 0.37
S3-75 1 1 3 - 3.750 - 3.750 0.39
S3-100 1 0 4 - 3.750 - 3.750 0.40
Series 4
S4-0 1 4 - 7.500 - 0 - 0.22
S4-25 1 4 - 5.625 - 1.875 - 0.24
S4-50 1 4 - 3.750 - 3.750 - 0.43
S4-75 1 4 - 1.875 - 5.625 - 0.41S4-100 1 4 - 0 - 7.500 -
0.49
aAdded water is the total mass of water added per cement
weight
2.4. Test methods
2.4.1. Hardened density
The density of block specimens was determined using a water
displacement method as per
BS 1881 Part 114 (1983) for hardened concrete.
2.4.2. Water absorption
The cold water absorption values of the block specimens were
determined in accordance withAS/NZS 4455 (1997). The water
absorption was measured by immersing the oven dried
block specimens in cold water at room temperature for 24 hours.
The values were expressed
as a ratio of the mass of the absorbed water of an immersed
block to the oven dried mass of
the same specimen.
2.4.3. Compressive strength
The compressive strength was determined by using a universal
testing machine with a
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
8/16
*Second author: [email protected]; [email protected] Page
8
maximum capacity of 3000 kN. The loading rate of 450 kN/min was
applied to the nominal
area of the block specimen. Prior to the loading test, the block
was soft capped with two
pieces of plywood. Three samples were tested for each mix
proportion.
2.4.4. Flexural strength
The flexural strength of the block specimens was determined by a
three-point bending testwith a supporting span of 180 mm. For this
test, test machine with a maximum load capacity
of 50 kN was used and a displacement of 0.10 mm/min was set.Two
samples were tested for
each mix proportion.
2.4.5. Drying shrinkage
The drying shrinkage of the block specimens was determined
according to BS 6073 (1981).
Many other researchers used this method and obtained reliable
results (Poon et al., 2009;
Gunduz, 2008). After 28 days of room temperature curing, the
block specimens were
immersed in water at room temperature for 24 h, and the initial
length of the specimens were
measured. After the initial reading, the specimens were conveyed
to a drying chamber with a
temperature of 23C and a relative humidity of 55% until further
measurement at 1st, 3rd, 7th,
14th
day. Each value represents the average of two measurements.
3. Results and discussion
The hardened density, water absorption, compressive and flexural
strengths as well as drying
shrinkage test results of the block specimens are tabulated in
Table 4.
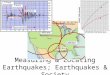
3.1. Hardened density
Fig. 3 shows the results of the hardened density of the block
specimens. For Series 1 and 2, it
shows that the hardened density of block specimens decreased
with the increase of F-RCAcontent, reflecting the lower density of
F-RCA as compared to river sand (see Table1). The
results of Series 3 indicate that the hardened density of the
block specimens decreased with
increasing C-CBA content due to the lower density of C-CBA.
Therefore, as expected, when
the F2-CBA was used to replace F-RCA, the density of the block
specimens was also lower
than those made with F-RCA.
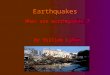
3.2. Water absorption
Fig. 4 shows the results of the water absorbed test. In all
cases, block specimens containing
recycled coarse and fine clay bricks aggregates had higher water
absorption values when
compared to the blocks specimens prepared with recycled concrete
aggregates or river sand.
This is because crushed clay brick aggregates had higher water
absorption capacity (see Table
1).
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
9/16
*Second author: [email protected]; [email protected] Page
9
Table 4: Test results of Series 1, 2, 3 and 4 block
specimens
Notation Density
(kg/m3)
Water
absorption
(%)
Compressive
strength (MPa)
Flexural strength
(MPa)
Drying
shrinkage
(%)7 days 28 days 7 days 28 days
Series 1
S1-0 2121 9.1 17.6 19.3 6.7 6.3 0.06S1-25 2112 9.9 19.2 23.9 5.6
8.0 0.05
S1-50 2040 11.1 19.5 21.9 5.3 7.1 0.05
S1-75 1971 13.9 16.6 17.7 5.1 8.8 0.04
S1-100 1919 14.9 14.4 16.9 5.1 7.6 0.04
Series 2
S2-0 2104 9.5 15.4 16.0 5.7 6.3 0.05
S2-25 2047 10.8 14.5 17.6 5.8 7.5 0.04
S2-50 2013 12.5 17.1 19.2 5.3 7.8 0.05
S2-75 1986 13.5 14.8 18.9 5.7 7.9 0.04
S2-100 1967 16.3 9.3 14.9 3.5 7.2 0.03
Series 3
S3-0 2110 10.3 20.0 29.8 6.8 10.1 0.06
S3-25 2040 11.1 19.5 21.9 5.3 7.1 0.05
S3-50 2013 12.5 17.1 19.2 5.3 7.8 0.05
S3-75 2008 11.9 13.8 17.3 4.6 6.5 0.05
S3-100 1956 14.0 12.6 16.3 4.4 6.4 0.04
Series 4
S4-0 2138 13.9 11.2 12.6 - 6.0 0.07
S4-25 2094 14.4 16.5 16.3 - 9.5 0.05
S4-50 2047 14.7 18.1 21.0 - 9.4 0.04
S4-75 2029 14.9 15.3 17.2 - 10.7 0.04S4-100 2017 15.5 11.2 15.3
- 10.1 0.03
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
10/16
*Second author: [email protected]; [email protected] Page
10
1900
1950
2000
2050
2100
2150
0 25 50 75 100
Percentage of replaceme nt
Density(kg/m3)
S er ies 1
S er ie s 2
S er ie s 3
S er ie s 4
Fig. 3. Hardened density of Series 1, 2, 3 and 4 block
specimens.
8
9
10
11
12
13
14
15
16
17
0 25 50 75 100
Percentage of replacement
Waterabsorption(%)
S er ies 1
S er ie s 2
S er ie s 3
S er ie s 4
Fig. 4. Water absorption of Series 1, 2, 3 and 4 block
specimens.
The results of Series 1 and 2 indicate a systematic increase in
water absorption values of the
block specimens with the increase in F1-CBA content. For Series
3 and 4, as the C-RCA and
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
11/16
*Second author: [email protected]; [email protected] Page
11
F-RCA were entirely (100%) replaced by C-CBA and F2-CBA, the
level of increase in water
absorption was very high, recording an increase of 35.3% and
11.3%, respectively.
3.3. Compressive strength
The 28-day compressive strength results of the block specimens
are shown in Fig. 5. It can be
seen that the compressive strength of the block specimens in
Series 1, 2 and 4 was firstincreased and then decreased with the
increase in the crushed clay brick content in the fine
aggregate system. When the replacement level was increased from
0% to 25% in Series 1 and
from 0% to 50% in Series 2 and 4, the block specimens attained
the highest compressive
strength. Therefore, it can be concluded that for a given type
of coarse aggregate, the use of a
combination of different types in fine aggregates with different
particle gradings would
provide a better compressive strength probably due to the fact
that the aggregates are well
packed. Furthermore, the lower particle density of the finer CBA
compared to that of the fine
RCA and sand represented a higher volume of fine particles in
the mixtures when RCA or
sand was replaced by CBA. The finer CBA particles might have
filled more voids and
reduced the porosity and thus enhanced the mechanical
properties. This finding is consistent
with that of our previous study (Poon and Chan, 2007).
10
20
30
0 25 50 75 100
Percentage of replacement
Compressivestren
gth(MPa)
S er ies 1
S er ie s 2
S er ie s 3
S er ie s 4
Fig. 5. 28-day compressive strength of Series 1, 2, 3 and 4
block specimens.
Regarding the results of the compressive strength obtained in
Series 3, the compressive
strength gradually decreased with an increase in the C-CBA
content. It was found that the
compressive strength of block specimens prepared with 100% C-CBA
was only
approximately 54.5% of those of the prepared with pure C-RCA.
Indeed this was expected
because of the lower intrinsic strength of C-CBA when compared
with C-RCA. Yang et al.,
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
12/16
*Second author: [email protected]; [email protected] Page
12
(2011) carried out a study on concrete prepared with recycled
concrete aggregate and crushed
clay brick and observed a 5.7% loss in compressive strength when
the natural aggregate was
fully replaced by RCA. But loss of strength of approximately 11%
and 20% were observed in
the concrete prepared with 20% and 50% crushed clay brick
ratios.
3.4. Flexural strengthThe results of the flexural strength of
the block specimens are shown in Fig. 6. It is important
to note that increase in crushed fine clay brick aggregate
content effectively increased the
flexural strength of the block specimens in Series 1, 2 and 4,
and the highest flexural
strengths was attained at the replacement level of 75%. The
flexural strength of S1-75 and
S2-75 block specimens was 40.3% and 24.5% higher than that of
control samples (S1-0 and
S2-0), respectively. In the case of using F2-CBA in Series 4,
the increase in flexural strength
of the block specimen was 79.6% at a replacement level of 75% as
compared with the control
sample (S4-0). As mentioned earlier, this was probably
attributed to the better grading of the
combined use of different types of fine aggregates. In addition,
since the flexural strength is
mainly governed by the properties of the ITZ, and it been
suggested that the inclusion of
brick aggregates could allow the mortar to permeate the brick
surface assuring a stronger
physical interlock and ITZ (Moriconi et al., 2003).
5
7
9
11
0 25 50 75 100
Percentage of replaceme nt
Flexuralstrength(MPa)
Se rie s 1 Se rie s 2
Se rie s 3 Se rie s 4
Fig. 6. 28-day flexural strength of Series 1, 2, 3 and 4 block
specimens.
It is known that the flexural strength of the block specimens is
highly dependant on the type
and coarseness of aggregate content. In Series 3, as the
replacement of C-RCA with C-CBA
exceeded 25%, it resulted in a significant decrease in flexural
strength. The decrease of
flexural strength in the replacement level of 25%, 50%, 75% and
100% were 30.1%, 22.9%,
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
13/16
*Second author: [email protected]; [email protected] Page
13
35.4% and 37.1% as compared with the control sample (S3-0),
respectively. Similar findings
were also reported by Corinaldesi and Moriconi (2009).
3.5. Drying shrinkage
Fig. 7 shows the drying shrinkage values obtained of the
specimens at 14 days were within
the limit (
0.06%) prescribed by BS 6073 (1981), except the S4-0 mix. The
higher dryingshrinkage value of S-4-0 (0.07%) was probably due to
the mix contained only recycled
concrete aggregate (without any crushed clay bricks).
0.000
0.010
0.020
0.030
0.040
0.050
0.060
0.070
0.080
0 25 50 75 100
Percentage of replacement
Dryingshrinkage
(%)
Series 1
Series 2
Series 3
Series 4
Fig. 7. Drying shrinkage of block specimens.
The drying shrinkage of the block specimens decreased with the
increase in crushed coarse
and fine clay brick aggregates content and this is consistent
with the results of a previous
study (Bektas et al., 2009). The might be primarily due to the
self-curing action of the brick
aggregates in the block specimens. This beneficial effect of
brick aggregates on reducing
drying shrinkage was well documented in the literature
(Corinaldesi and Moriconi, 2010).
During the initial mixing, the crushed clay brick aggregates
might have initially absorbed a
relatively large amount of water (see Table 3) and this water
was kept in the pores before it
was released as the curing progressed. Therefore, the overall
drying shrinkage was reduced
owing to the presence of this internal moisture.
4. Conclusions
The feasibility of using appropriate combination of low grade
recycled aggregates for the
production of partition wall blocks has been performed through
laboratory scale experiments.
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
14/16
*Second author: [email protected]; [email protected] Page
14
Based on the laboratory results of this study, the following
conclusions can be drawn:
1. The hardened density of block specimens decreased with the
increase in crushed claybrick aggregates content, thus reflecting
the lower density of crushed clay brick aggregates as
compared to river sand or recycled concrete aggregates.
2. The water absorption of the block specimens increased with
the increase of crushed claybrick aggregates content because the
crushed clay brick aggregates had relatively higherwater absorption
capacity than that of the recycled concrete aggregates and river
sand.
3. The use of a combination of different types of fine
aggregates is likely to provide a bettercompressive strength. As
for coarse aggregate replacement, the compressive strength was
found to gradually decrease with an increase in the C-CBA
content.
4. The highest flexural strength was attained when the
replacement level of crushed fineclay aggregate reached the level
of 75%. For coarse aggregate replacement, as the percentage
of replacement level of C-RCA with C-CBA exceeded 25%, a
significant decrease in flexural
strength was observed.
5. The drying shrinkage of the block specimens decreased with
the increase in the crushedcoarse and fine clay brick aggregates
contents.
6. The overall results demonstrate that it is feasible to use
the waste clay brick derived fromearthquakesas coarse and fine
aggregates in the production of non-structural partition wall
blocks. It is suggested that the percentage of coarse clay brick
aggregates should be less than
25%, whereas as far as the percentage of fine clay brick
aggregate is concerned, it should
range between of 50% to 75%.
Acknowledgements
The authors wish to acknowledge the Hong Kong Polytechnic
University and the State Key
Laboratory of Subtropical Building Science (2009KB22) for
funding support.
References
Akhtaruzzaman, A.A., Hasnat, A., 1983. Properties of concrete
using crushed brick as
aggregate. Concrete International 5(2), 5863.
AS/NZS 4455. Masonry Units and Segmental Pavers. Australian/New
Zealand Standard,
1997.
ASTM C128. Standard Test Method for Density, Relative Density
(Specific Gravity), and
Absorption of Fine Aggregate. American Society of Testing and
Materials, 2007.
BS 12. Specifications for Portland Cement. British Standards
Institution, 1996.
BS 1881-Part 114. Testing Concrete: Methods for Determinations
of Density of Harden
concrete. British Standards Institution, 1983.
BS 6073-Part 1. Precast Concrete Masonry Units, Specification
for Precast Concrete
Masonry Units. British Standards Institution, 1981
BS 812-Part 2. Testing Aggregates Part 2: Methods of
Determination of Density. British
Standards Institution, 1995.
BS 882. Specification for Aggregates from Natural Sources for
Concrete. British Standards
Institution, 1992.
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
15/16
*Second author: [email protected]; [email protected] Page
15
Bektas, F., Wang, K., Ceylan, H., 2009. Effects of crushed brick
aggregate on mortar
durability. Construction and Building Materials 23(5),
19091914.
Cachim, P.B., 2009. Mechanical properties of brick aggregate
concrete. Construction and
Building Materials 23(3), 12921297.
Chen, Y., Qiao, P.Z., Liu, P.F., 2010. The impact of Wenchuan
earthquake on structures. In:
Proceedings of the 12th International Conference on Engineering,
Science, Construction, andOperations in Challenging Environments,
Honolulu, HI, pp. 809834.
Corinaldesi, V., Giuggiolini, M., Moriconi, G., 2002. Use of
rubble from building demolition
in mortars. Waste Management 22(8), 893-899.
Corinaldesi, V., 2009. Mechanical behaviour of masonry
assemblages manufactured with
recycled-aggregate mortars. Cement and Concrete Composites
31(7), 505-510.
Corinaldesi, V., Moriconi, G., 2009. Behaviour of cementitious
mortars containing different
kinds of recycled aggregate. Construction and Building Materials
23(1), 289-294.
Corinaldesi, V., Moriconi, G., 2010. Recycling of rubble from
building demolition for
low-shrinkage concretes. Waste Management 30(4), 655-659.
Gunduz, L., 2008. The effects of pumice aggregate/cement ratios
on the low-strength
concrete properties. Construction and Building Materials 22(5),
721-728.
Khaloo, A.R., 1994. Properties of concrete using crushed clinker
brick as coarse aggregate.
ACI Material Journal 91(4), 401407.
Kibriya, T., Speare, P.R.S., 1996. The use of crushed brick
coarse aggregate concrete. In:
Proceedings of international conference concrete for environment
enhancement and
protection, University of Dundee, Scotland.
Moriconi, G., Corinaldesi, V., Antonucci, R., 2003.
Environmentally-friendly mortars: a way
to improve bond between mortar and brick. Materials and
Structures 36(264), 702-708.
Padmini, A.K., Ramamurthy, K., Mathews, M.S., 2001. Behavior of
concrete with
low-strength bricks as lightweight coarse aggregate. Magazine
Concrete Research 53(6),
367375.Poon, C.S., Chan, D., 2006. Paving blocks made with
recycled concrete aggregate and
crushed clay brick. Construction and Building Materials 20(8),
569577.
Poon, C.S., Chan, D., 2007. Effects of contaminants on the
properties of concrete paving
blocks prepared with recycled concrete aggregates. Construction
and Building Materials
21(1), 164175.
Poon, C.S., Lam, C.S., 2008. The effect of aggregate-to-cement
ratio and types of aggregates
on the properties of pre-cast concrete blocks. Cement and
Concrete Composites 30(4),
283289.
Poon, C.S., Kou, S.C., Lam, L., 2002. Use of recycled aggregates
in molded concrete bricks
and blocks. Construction and Building Materials 16(5),
281289.
Poon, C.S,. Kou, S.C., Wan, H.W., Etxeberria, M., 2009.
Properties of concrete blocks
prepared with low grade recycled aggregates. Waste Management
29(8), 23692377.
Schuur, H.M.L., 2000. Calcium silicate products with crushed
building and demolition waste.
ASCE Journal Materials in Civil Engineering 12(4):282287.
Xiao, J.Z., Xie, H., Wang, C.Q., Li, G., 2009. Statistical
analysis on building waste in
Wenchuan earthquake-hit area. Journal of Sichuan University
(Engineering Science Edition)
41(3), 188194.
-
7/28/2019 Use of Wastes Derived From Earthquakes for the
Production of Concrete Masonry Partition Wall Blocks
16/16
*Second author: [email protected]; [email protected] Page
16
Yang, J., Du, Q., Bao, Y., 2011. Concrete with recycled concrete
aggregate and crushed clay
bricks. Construction and Building Materials 25(4),
1935-1945.
Zhao, B., Taucer, F., Rossetto, T., 2009. Field investigateion
on the performance of building
structures during the 12 May 2008 Wenchuan earthquake in China.
Engineering Structure
31(8), 17071723.