Embed Size (px)
Citation preview
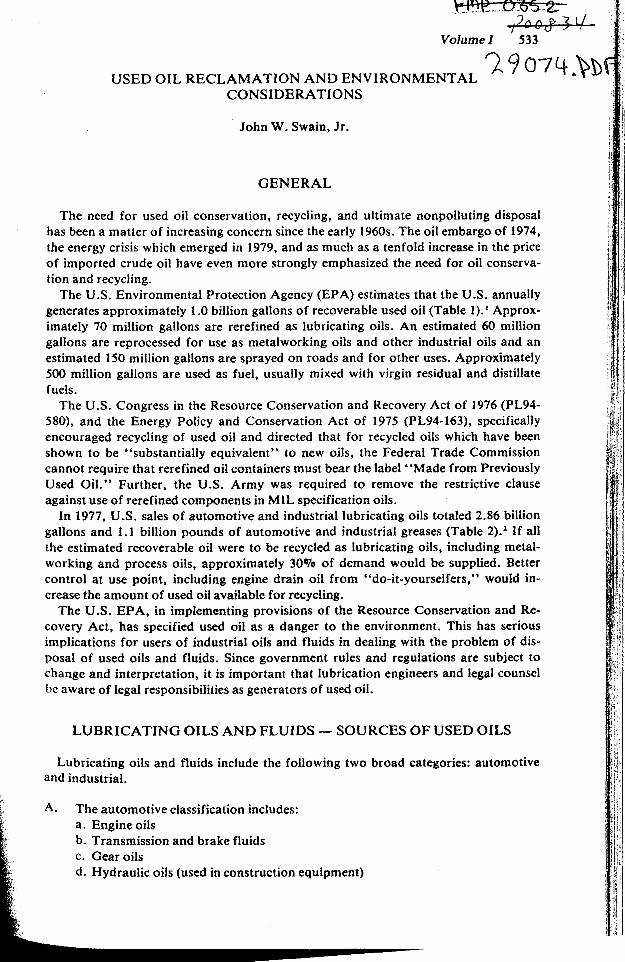
The need for used oil conservation, recycling, and ultimate nonpolluting disposal has been a matter of increasing concern since the early 1960s. The oil embargo of 1974, the energy crisis which emerged in 1979, and as much as a tenfold increase in the price of imported crude oil have even more strongly emphasized the need for oil conserva- tion and recycling.
The U.S. Environmental Protection Agency (EPA) estimates that the U.S. annually generates approximately 1 .O billion gallons of recoverable used oil (Table I). * Approx- imately 70 million gallons are rerefined as lubricating oils. An estimated 60 million gallons are reprocessed for use as metalworking oils and other industrial oils and an estimated 150 million gallons are sprayed on roads and for other uses. Approximately 500 million gallons are used as fuel, usually mixed with virgin residual and distillate fuels.
The U.S. Congress in the Resource Conservation and Recovery Act of 1976 (PL94- 580), and the Energy Policy and Conservation Act of 1975 (PL94-163), specifically encouraged recycling of used oil and directed that for recycled oils which have been shown to be “substantially equivalent” to new oils, the Federal Trade Commission cannot require that rerefined oil containers must bear the label “Made from Previously Used Oil.” Further, the U.S. Army was required to remove the restrictive clause against use of rerefined components in MIL specification oils.
In 1977, U S . sales of automotive and industrial lubricating oils totaled 2.86 billion gallons and 1.1 billion pounds of automotive and industrial greases (Table 2).* If all the estimated recoverable oil were to be recycled as lubricating oils, including metal- working and process oils, approximately 30% of demand would be supplied. Better control at use point, including engine drain oil from “do-it-yourselfers,” would in- crease the amount of used oil available for recycling.
The U.S. EPA, in implementing provisions of the Resource Conservation and Re- covery Act, has specified used oil as a danger to the environment. This has serious implications for users of industrial oils and fluids in dealing with the problem of dis- posal of used oils and fluids. Since government rules and regulations are subject to change and interpretation, it is important that lubrication engineers and legal counsel be aware of legal responsibilities as generators of used oil.
LUBRICATING OILS AND FLUIDS - SOURCES OF USED OILS
Lubricating oils and fluids include the following two broad categories: automotive and industrial.
A. The automotive classification includes: a. Engine oils b. Transmission and brake fluids c. Gear oils d. Hydraulic oils (used in construction equipment)

1 , B 534 CRC Handbook of Lubrication i,*
Table 1 USED OIL GENERATION (GALLONS, MILLIONS)
Automotive lube oils
Service stations Garages, auto supply stores New car dealers Retail sales for commercial engines Auto fleet and other lube oil uses Factory fills (auto and farm equipment) Discount stores Commercial engine fleets
Total
Industrial and Aviation lube oils Hydraulic and circulating system oils Metalworking oils Railroad engine oils Gas engine oils Aviation and other
Total
Other industrial oils Process oils Electrical oils Refrigeration oils
Total
Lube oils purchased by U.S. Grand totals
Recoverable Virgin oil sales' Recoverability waste oil
factor' 1975 1971 1975 1971
239 270 0.63 I50 170 90 60 0.63 57 38
0.90 93 92 103 102
0.50 75 68 I51 136
0.22 55 37 250 168
95 90 0.63 60 57
54 60 0.90 49 54
225 200 0.50 112 100
1207 1086 65 1 616'
314 325 0.42 132 137
58 60 0.53 31 32 60 62 0.90 54 56
145 I50 0.70 IO1 I05
147
724 137 734
0 - .50 - 73 391 -
340 62 11
413
310 57 10 377
0 0. 0. -
32 2376
37 2234
0. -
.IO
.90
.50
50 - 1
34 56 6 96 - 16 I54 -
. ' Estimated from U.S. Bureau of Census Reports, Table 1.
Used oil factor indicates the fraction of oil available for recycling as opposed to that lost in u discarded to the environment. National estimates by the American Petroleum Institute and other petroleum industry sour from 400-730 gal of recoverable used oil in 1971. No later figures available (1981).
B. Industrial oils classification includes: a. Hydraulic oils b. Machine oils c. Slide and way lubricants d. Air compressor lubricants e. Air conditioner oi!s f . Transformer oils g. Bearing lubricants h. Gear lubricants i. Process oils j. Quenching oils k. Metalworking oils and compounds I . Rustproofing oils
This list of industrial oils is not necessarily complete, but covers most o become part of a waste stream and have conservation and recoverability fa
SI1
tii all art
Oii
call so11
for. 'I1
1. 2. !I 3. I ' 4. 1, 5 . ft
f , '
Spec Oi

S. E F LU
Volume I 535
Table 2 RICATING AND INDUSTRIAL OILS AND GREASES
1977 1975 1973 1971 1969 1967
Oils, lubricating and industrial
Automotive 1292.5 1208.4 1272.5 1126.6 1147.3 1132.6
Industrial
(millions of gallons)
Aviation 19.0 19.5 21.9 22.0 28.5 37.4
Lubricating 1034.0 915.4 1184.2 1027.0 1087.5 985.6 Other
Total 521.4 451.5 699.7 538.4 533.1 464.1
2866.9 2694.8 3178.3 2714.0 2796.4 2619.7
Greases, lubricating and industrial
Automotive and Aviation 495.6 461.9 543.1 487.7 519.7 520.1 Industrial lubricating and other 588.8 560.0 678.8 549.4 597.1 643.0
(millions of pounds)
greases Total 1084.4 1021.9 1221.9 1037.1 1117.8 1163.1
CONSERVATION OF LUBRICANTS WITH AN OIL MANAGEMENT PROGRAM
This chapter will emphasize conservation of industrial oils rather than automotive oils. Conservation of automotive oils, used in private vehicles is virtually impossible, other than better use of filters. Large volume users, such as transportation fleets, can use various methods, such as better filtration and cooling to prolong the life of the oil. Collection and recycling, except for large users such as railroads, are independent of the user. Industrial oil users, however, have a greater degree of control of selection and use which allows for more effective conservation and recycling. It should be noted that rerefined automotive oils can be used as base stocks for many industrial oils.
Many recoverable used oils, including emulsifiable, are added to the waste water stream. These and synthetic metalworking and other fluids can interfere with an effec- tive and efficient water treatment/oil removal facility. Conservation by a well-man- aged program will not only save oils and other fluids, but will further a more effective and more economical treatment operation.
Oil Management Program An oil management program covers all aspects of lubricant and fluid use. The lubri-
cation engineer, plant engineering, production, purchasing, and waste treatment per- sonnel are involved. Tool engineers may also have a role if they have responsibility for metalworking fluid selection.
The following should be the aims of an overall oil management program:
1. Reduce the volume of lubricants and fluids used. 2. Segregate used oils and fluids a t source for possible secondary in-plant reuse. 3. Arrange for contract reprocessing or rerefining of used oils for reuse. 4. Reduce or eliminate used oil contamination of waste waters. 5 . Manage used oils and oily wastes so as to eliminate the many problems caused by
federal, state, and local environmental regulations and rules.
Specifications Oils used in industry are purchased under either user or supplier specifications. An

536 CRC Handbook of Lubrication
oil management program would include product specifications which would be based on the total program, rather than specific lubricating or metalworking requirements only. Obviously, compromises may have to be made which could include: (1) a search for another product for a given application to improve conservation and in-plant reuse potential and (2) allow for effective collection of used oils and fluids.
Conservation in Use Conservation begins with reduction in use a t the operational point. Here, hydraulic
oils, greases, lubricating oils, and metalworking fluids will be considered. Consumption of hydraulic oils, which involves the largest volume, results primarily
from leakage from components of the hydraulic system. Premature disposal of mix- tures such as hydraulic oil and metalworking fluids is also wasteful. Centrifugation and gravity settling to remove solids and water from oils and to separate tramp oils from aqueous metalworking fluids prolongs the life of these materials. Temperature control (to lower levels) also extends the life of oils and fluids. Biocides and steriiiza- tion, along with dehydration of oils, further conserve oils and fluids by reducing bac- terial action.
Leakage Control Control of leaks is achieved by
1. Machine design 2. 3. Equipment maintenance
Selection and proper installation of seals
4.
Machine, hydraulic system, and seal manufacturers have made notable advances design of components to reduce fluid leakage. In some cases, older equipment can retrofitted with these more advanced components.
Selection of oils and fluids
Selection of the most effective seal is dependent on the operational requirement conditions of operation, and type of fluid in contact with the seal. Installation replacement seals should be handled carefully since improper installation r only in excessive leaking, but also in reduced seal life and possible compo function.
Effective equipment maintenance should be an integral responsibility of agement program. Scheduled maintenance to replace seals or other com example, should continually be updated. In some cases, a small volume system may have more detrimental effects on the operation than a larger le other operation. For example, hydraulic oil which is leaked to an aqueous meta ing fluid will have more detrimental effects than one leaked to a straight cutti One cannot expect maintenance personnel to be lubricatior. engineers, altho maintenance department should be part (an important part) of the oil ma program.
The selection of fluids such as hydraulic oils and metalworking fluids is o more important aspects of an oil management program. There is constant and development in this field. For example, antileak and controlled seal s draulic oils have been developed which reduce hydraulic fluid leakage. E (dual purpose) hydraulic fluids are available. When the inevitable leakage metalworking operation, the hydraulic fluid can have a second life as a m fluid. This is discussed in further detail under In-Plant Recycling. Oil SU
give valuable assistance to the user. However, as in medicine, a second, thi

Volume I 537
ed
:h se
Its
ic
lY
In Is *e
Y-
1-
:-
opinion should be sought. It is wise for the user/purchaser to give a full description of the symptoms, Le., all operating conditions.
Dehydration Dehydration, in this section, refers to removal of free water by gravity settling or
centrifugation, demulsification using surfactants, and thermal dehydration, usually under vacuum, to remove water which does not separate readily by gravity. Some light ends (solvents), which have mixed with the oil, may also be removed by the distillation process. Such methods prolong the life of lubricants, hydraulic fluids, and nonaqueous metalworking fluids. Other advantages include reduction of rust and corrosion of man- ufacturing equipment and parts.
Filtration, Gravity Settling, and Centrifugation These methods are used to separate solids and water from oils, or solids and oil
from aqueous fluids by either a barrier method (filtration) or by use of gravity to separate materials of different densities. These methods include:
1. Screening 2. 3. Membrane filtration 4. Gravity separation 5 . Centrifugation
Paper, cloth, and diatomaceous earth (filter aid) filtration
Screening is a form of filtration, that is the removal of solids from a liquid. How- ever, since screen openings are relatively large compared with other types of filtration, a distinction between the two is made in this chapter.
Basically, removal of solids is a wear prevention technique. System components such as hydraulic pumps, valves, gears, bearings and metalworking operations benefit when solids are removed. There are, however, four other benefits. First, oils tend to “wet out” on solids and hence are lost. Second, solids, particularly metalworking fines, tend to remove selecti.vely the additives in the fluids. Third, the solids tend to encour- age bacterial growth with consequent fluid degradation. Fourth, solids can have ad- verse effects on emulsions used in metalworking and hydraulic systems or even assist in forming unwanted invert (water in oil) emulsions. Solids (particularly metalworking particles) preferentially adsorb the emulsifiers and other components of the fluid and therefore have an adverse effect on emulsion stability. This affects machining effi- ciency, promotes rust and can increase bacteria1 action. In other cases, the particles assist in formation of the heavy invert emulsion of tramp oils and aqueous metalwork- ing fluids. These invert emulsions have an adverse effect on the entire system: machin- ing, pumps, filters, screens and centrifuges, propagation of bacteria, and loss of valu- able materials by decreasing the useful life.
Filtration is a method whereby very fine particles - micron and even submicron size - can be removed from a fluid. Filters are available in a wide variety of sizes and shapes, but basically, there are three types.
First are the familiar cartridge types which use various paper, cloth, synthetic fiber, or mat elements, as well as clays such as Fuller’s Earth. Second are the flat bed filters in which the fluid passes over a horizontal paper or cloth bed. These are available in m n y sizes, configurations, and types of paper (filter media). Porosity of filter media varies. The advantage of this type of filter is that the media can be automatically indexed when it becomes impermeable through solids loading. The third is the “pre- coat’’ filter which employs a metal screen, paper, o r cloth surface to which is applied
538 CRC Handbook of Lubrication
a coating of diatomaceous earth which is the actual filter medium. This provides for fine filtration and even removal of some water and other contaminants.
A relative newcomer in the field, membrane filtration, should be investigated for various specialized applications. These include demulsification, selective compound removal, and others. These sophisticated, and usually highly selective devices, are often specific to a given fluid. Changes in fluids can have a serious effect on the filtra- tion process.
N o one filtration scheme is a cure-all and the filter must be tailored to the fluid and its contaminants. Therefore, the oil program managers must investigate with prospec- tive suppliers the various types of filtration and equipment to meet the requirements of the program.
Gravity settling and centrifugation (separation in high gravity fields) are widely used to separate solids, water, and oil. Processes vary from simple gravity settling in tanks or pits to high revolutions per minute centrifuges which produce high gravity. In be- tween are spinning basket chip wringers, used to remove metal fines from metalwork- ing fluids, lower revolutions per minute centrifugals, and cyclone separators. Gravity settling and the different centrifugation methods, as in filtration, cannot be adjusted to a great degree and therefore should be matched to individual production processes. As useful as these various systems and equipment are, the oil program manager must deal with them in the totality of the system and realize that a change in the feed fluid may not be accepted by the equipment.
Temperature Control Temperature of oil and metalworking fluids is often overlooked as an oil conserva-
tion measure. Increased temperatures in oils greatly reduce life. High temperatures of machining fluids cause various problems: (1) volatility losses, (2) misting, (3) environ- mental problems, and (4) occupation and health (OSHA) problems. In all cases energy requirements for plant air quality are increased. Use of heat exchangers and even re- routing of pipe and tubing to avoid higher temperature areas in the system can offer em
1 . 2. 3. 4.
5 .

Volume1 539
:s for
d for ound , are iltra-
L and spec- ients
used anks L be- ork- wity sted ses. nust h i d
A
Reuse Hydraulic Oil
B
ReUW Metalworking Oil
Hydraulic Oil
I Clay
(Fuller’s Earth) 15oOC+
I Filter
Quality 4
Analytical - Viscosity - Flash Point Additives - Total Acid No.
t
Hydraulic System
..I
b J
* Additives
* Quality Analytical
e 4 Sulfur Chlorine
t Fatty Oil
Metalworking Operation
J
FIGURE 1. Flow diagram - in-plant recycling hydraulic oil.
emulsifiable) metalworking oils, use some or all of the following:
I . Dehydration to remove water 2. 3. Filtration to remove solids 4.
5 . Additive replenishment
Centrifugation to remove water and solids
Clay contact to remove oxidation products and other compounds formed during use
Recycling - Aqueous Metalworking Fluids Aqueous metalworking fluids can be recycled either in a central system or in a sep-
arate system which can handle materials from individual machines. Recycling of these fluids is desirable, not only for conservation, but also to help solve the disposal prob- lem which recent governmental action has made more acute.
Recycling of aqueous metalworking fluids employs the following methods:
1. 2. 3. 4. Filtration to remove solids. 5 .
Gravity settling to remove solids, tramp oil and invert emulsions. Skimmers to remove tramp oils. Centrifugation to remove tramp oils, solids and invert emulsions.
Aeration and use of biocides to reduce bacteria.
- Secondary Reuse In many cases used oils, after removal of water and solids, can be reu d for nother

Volume1 54
i
Hydraulic Cutting Oil Supply Oil Supply
4
Machine Tool
!Settle Tank
Cooler Dehydrater Filter 1 9 - 7 HI0 C/O
In-House R e c y ~ l e ] ~ } I b[ In-House Recycle
Contract Recycle Contract Recycle
*Recycling Treatment Disposal
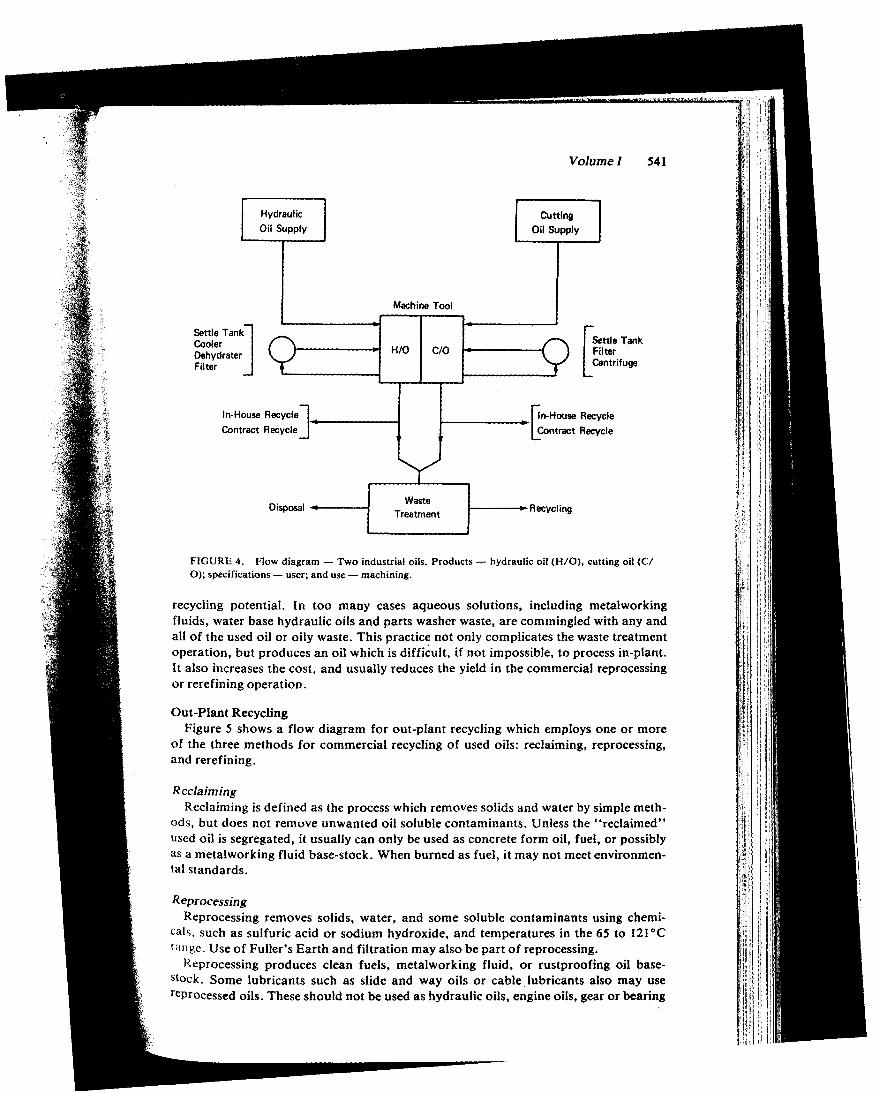
FIGURE 4. 0); specifications - user; and use - machining.
Flow diagram - Two industrial oils. Products - hydraulic oil (H/O), cutting oil (C/
recycling potential. In too many cases aqueous solutions, including metalworking fluids, water base hydraulic oils and parts washer waste, are commingled with any and all of the used oil or oily waste. This practice not only complicates the waste treatment operation, but produces an oil which is difficult. if not impossible. to process in-plant. It also increases the cost, and usually reduces the yield in the commercial reprocessing or rerefining operation.
Out-Plant Recycling Figure 5 shows a flow diagram for out-plant recycling which employs one or more
of the three methods for commercial recycling of used oils: reclaiming, reprocessing, and rerefining.
Reclaiming Reclaiming is defined as the process which removes solids and water by simple meth-
ods, but does not remove unwanted oil soluble contaminants. Unless the “reclaimed” used oil is segregated, it usually can only be used as concrete form oil, fuel, or possibly as a metalworking fluid base-stock. When burned as fuel, it may not meet environmen- tal standards.
Reprocessing Reprocessing removes solids, water, and some soluble contaminants using chemi-
cals, such as sulfuric acid or sodium hydroxide, and temperatures in the 65 to 121°C range. Use of Fuller’s Earth and filtration may also be part of reprocessing.
Reprocessing produces clean fuels, metalworking fluid, or rustproofing oil base- stock. Some lubricants such as slide and way oils or cable,lubricants also may use reprocessed oils. These should not be used as hydraulic oils, engine oils, gear or bearing

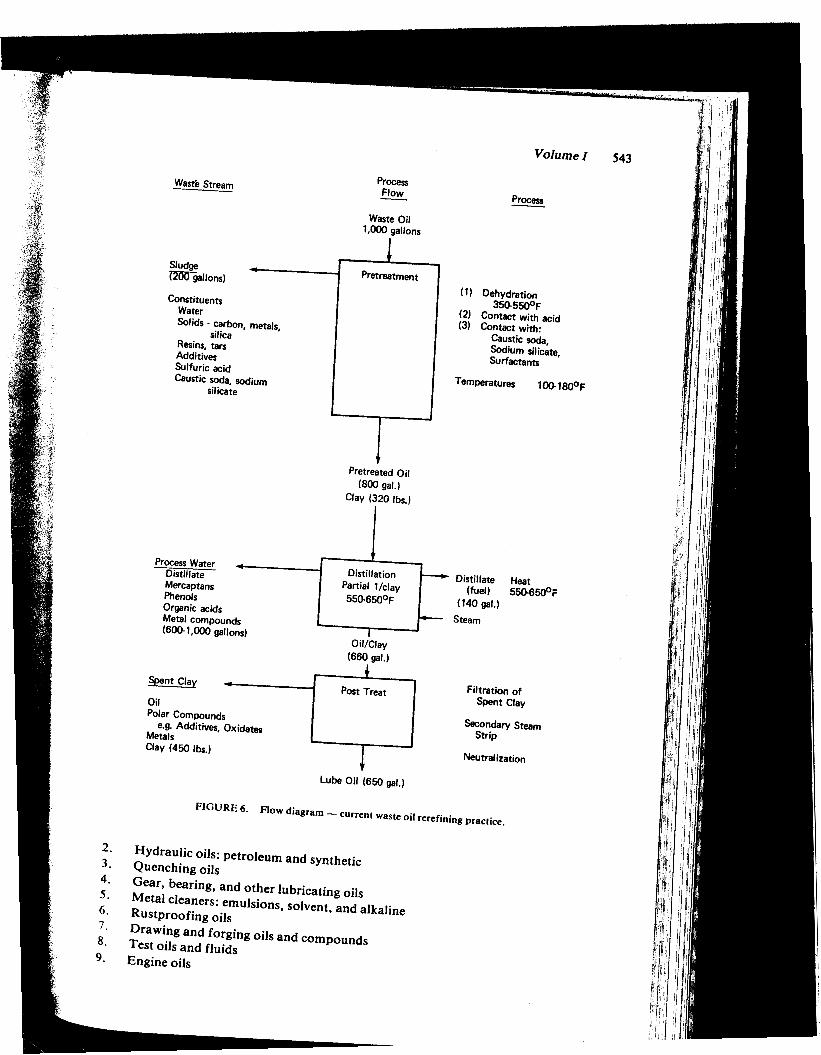
Wasth Stream
Process Distillate Water E “ I ,i
Organic wide I “puo3u”F I
544 CRC Handbook of Lubrication
This survey would gain information through an audit system which would show:
1. 2.
3.
4. 5 .
The quantity of oils and other fluids purchased. The quantity of oils recovered. Note: Other fluids such as synthetic fluids and concentrates may become part of this stream. Consumption of oils and fluids by departments and/or machining operations based on production volume. The flow and commingling of fluids. The effectiveness of used oil and other waste handling.
A wide variation between the quantity of oil purchased and that recovered will in- dicate a high degree of waste and attendant disposal problems and costs. Straight oils, 60 to 80% e.g., hydraulic, metalworking, quench, and lubricating oils should be re- coverable. Vaporization, oil on chips, and minor spills prevent much higher recovery.
The information and data gained in an audit survey will allow the lubrication engi- neer, and others involved, to pinpoint weaknesses in the system and to recommend methods for improving conservation and recycling while reducing the disposal prob- lem,
System Improvement Approach
bilities. Some will be readily apparent but are often overlooked. These include: When the information and data a're collected and analyzed there are several possi-
1. Controllable leakage 2. Inadequate control of makeup additions and premature disposal of fluids
11
11
d gr tii
3. Overflows BII 4. Unnecessary mixing of two or more fluids, e.g., straight oils and aqueous fluids a h 5 . Mixing of materials which could be segregated both at source and at a collectio a r
and treatment facility intr 6. Inadequate training of personnel 7. Inadequate control of oil conservation equipment such as centrifuges, filters, s
tling tanks 8. Lack of coordination and information exchange between departments,
Others require more intensive study and, probably, capital expenditures. Thes clude:
1.
2.
3. Source segregation 4. 5 . 6 .
7.
There are, of course, many other possibilities. However, the oil conservati cycling management system must have top management commitment, COO
all operating levels, coordination of activities of all involved: engineering purchasing, the powerhouse, water and waste facilities, and maintenance.
A study of each fluid, necessity in the operation, and its relation to effect 0
total system Use of centrifuges, settling tanks and filter, and other equipment for ind machines and central systems
Replacement of oils and fluids for better system compatibility Use of dual purpose oils, e.g., hydraulic/metalworking Separation of used high-oil and high-water content fluid both in the m ing area and at the treatment/oil collection facility. Installation of in-plant recycling units either for primary or secondaryreu

VolumeI 545
and
:ions
ENVIRONMENTAL CONSIDERATIONS AND GOVERNMENTAL ACTION
The Federal and State governments have passed several laws and promulgated count- less regulations covering the environment and occupational health and safety. Used oil disposal and recycling are specifically and prominently mentioned. At this time, unfortunately, final EPA regulations for used oils have not been promulgated. Indi- cations are that used oil burned as fuel will be regulated as to emissions. Used industrial oils may pose fewer environmental problems than used automotive oils. The problem of “other” materials, such as PCBs and chlorinated solvents, must be addressed in possible emissions from burning of used oil as fuel.
Governmental Legislation and Regulations The U.S. Congress has enacted such legislation as the Clean Air Act, the Water
Pollution Control Act, the Safe Drinking Water Act, the Energy Policy and Conser- vation Act (EPCA), the Resource Conservation and Recovery Act (RCRA), the Toxic Substances Act (TOSA), and the Oil Recycling Act of 1980 (ORA). All of these affect industrial operations, but currently (1981) EPCA, RCRA, TOSCA, and ORA have the greatest and most detailed impacts. State and local regulatory action is provided for in the Acts.
Proposed RCRA regulations at this time (January 1981) consider used oils to be a danger to the environment, and therefore, would be subject to provisions covering generation, transportation. operation of waste treatment, storage, and disposal facili- ties.
EPCA is directed more toward utilization of used oils and requires the National Bureau of Standards to establish test methods for determining the “substantial equiv- alency” of used oil to similar virgin oils. The Federal Trade Commission will set stand- ards for products which meet these standards; it cannot require a label which would indicate a quality less than virgin oils of the same type.
Further, both RCRA, EPCA, and ORA encourage use of recycled products, includ- ing oils. Government agencies are directed to purchase the largest amount possible of recycled products if “substantially equivalent” to virgin products. The U.S. Army has removed the restrictions on use of rerefined oil in MIL (military) lubricant specifica- tions. Industry is affected by TOSCA in many ways. Used oils may contain toxic sub- stances and could be regulated by TOSCA as well as RCRA.
There are many other provisions in these Acts and in the regulations which have been, are being, and will continue to be promulgated. It is extremely important that oil management program managers and legal counsel be aware of current and pending xovernmental action. Proposed Rules (regulationsj are published in the Federal Regis- teralong with a schedule of public hearings and provisions for comments.
CONCLUSIONS
Conservation of used oils becomes increasingly important for economic, supply, and environmental reasons. The steadily increasing prices, shortages, environmentally damaging disposal, and the cost of legal disposal make conservation in use and recy- cling of used oils a necessity. Conservation of automotive oils can be achieved by chicle maintenance. “Do-it-yourselfers” who change their own oil should return this
large volume of used oil to collection facilities. There is a paucity of such centers at this time; however, Federal and State governmental agencies. major oil companies, and over-the-counter markets are working on the collection program.

546 CRC Handbook of Lubrication
Conservation of industrial oils can be improved by: (1) reduction of use; (2) in-plant recycling and reuse; (3) efficient and economical retrieval from waste streams; (4) uti- lizing out-plant commercial recycling processing, and ( 5 ) reuse of the nonrecoverable oily waste as fuel.
Industry should establish oil management programs. Many methods and much equipment are available for conserving and recycling oils.
AppendixA ~
INFORMATION SOURCES - FEDERAL REGISTER
The Federal Register contains proposed and final rules promulgated by agencies such as the Environmental Protection Agency. Proposed rules and regulations provide for comments by the public. Copies are available from
Superintendent of Documents Government Printing Office Washington, D.C. 20402
and Regional U.S. Environmental Protection Agency offices. Many Federal govern- ment publications are issued by:
National Technical Information Service U.S. Department of Commerce 5285 Port Royal Road Springfield, VA 22161
Federal Government U.S. Environmental Protection Agency Office of Solid Waste
Volume I 547
Region 5 (Illinois, Indiana, Michigan, Minnesota, Ohio, Wisconsin) 230 South Dearborn Street Chicago, IL 60604 3121886-6148
Region 6 (Arkansas, Louisiana, New Mexico, Oklahoma, Texas) 1201 Elm Street First International Building Dallas, TX 75270 214/767-2645
Region 7 (Iowa, Kansas, Missouri, Nebraska) 1735 Baltimore Avenue Kansas City, MO 64108 8161374-3307
Region 8 (Colorado, Montana, North Dakota, South Dakota, I 1860 Lincoln Street Denver, CO 80203 303/837-2221
ah, Wyoming)
Region 9 (Arizona, California, Hawaii; Nevada, Guam, American Samoa,
215 Freemont Street San Francisco, CA 94105 4151556-4606
Commonwealth of the Northern Marianas)
Region 10 (Alaska, Idaho, Oregon, Washington) 1200 6th Avenue Seattle, WA 98101 2061442-1260
U.S. Department of Energy Bartlesville Energy Technical Center PO Box 1398
Bartlesville, OK 74003 91 8/336-2400 National Bureau of Standards Recycled Oil Program Washington, DC 20234 301 /921-2621
State Government National Association of Oil Recovery Coordinators 325 North Adams Springfield, IL 62706 217/785-0182
(This association is made up of representatives of State environmental and energy agencies with responsibility for used oil recycling)
Trade Associations Association of Petroleum Rerefiners 1101 Connecticut Avenue, N W Washington, DC 20036 2021857-1 100
American Society of Lubrication Engineers Lubricant Conservation, Recycling & Disposal Committee 838 Busse Highway Park Ridge, IL 60068 312/853-5536 6171235-4969*
Author’s telephone.
Appendix B
FEDERAL GOVERNMENT REGULATIONS OIL RECYCLING (1 980)
.. Volume I 549
REFERENCES
1. U.S. Bureau of Census “Sales of Lubricating and Industrial Oils and Greases,” MA-29C (77-1).
2. Swain, John, W.. “Assessment of Industrial Waste Management Practices - Petroleum Rerefining Washington, D.C., September 1978.
Industry.” U.S. Environmental Protection Agency, Washington, D.C.. September 1978.
BIBLIOGRAPHY
1. James, R.. Fluid and Lubricant Ideas, 2(3), 6, 1979. 2. James, R., Fluid and Lubricant Ideas, 3(3), 14, 1980. 3. Bennett, E, 0.. The disposal of metal cutting fluids, t u b . Eng., 29,300, 1973. 4. Hockenberry, H. R. and Leiser, J. E., Practical application of membrane techniques of waste oil
5. Nehls, L., Particulate contamination in metalworking fluids. Lubr. Eng., 33,179. 1977. 6. McCoy, J. S., A practical approach to central system control, Lubr. Eng., 34. 180. 1978. 7. Rossmoore, H. W. et al.. The utility of biocode combinations in metalworking fluids, Lubr. Eng.,
8. Becker. D. A. and Comeford. J. A.. Recycled Oil Program: Phase I - Test procedures for Recycled Oil Used as Burner Fuel, NBSIR-78-1453, National Bureau of Standards, Washington, D.C., 1978.
9. Mascetti. G. J. and White. H. M.. Utilization of Used Oil. Aerospace Corporation Rep. No. ATR- 48(7384)-1, Prepared for U.S. Department of Energy, Washington, D.C., 1978.
IO. Mann, W. K. and Shortly, H. B., Eds., Industrial Oily Waste Control, American Petroleum Institute and American Society of Lubrication Engineers, Washington. D.C., 1967, nine chapters.
I I . Proceedings, Waste Oil Management Conference, Illinois Institute of Natural Resources, American Society of Lubrication Engineers, Parkridge, Ill., 1980, 1 I Papers.
12. Waste Oil Study, Report to Congress, U.S. Environmental Protection Agency Washington, D.C., 1974,
13. Weinstein, J., Waste Oil Recycling and Disposal, EPA670/2-74-052. U.S. Environmental Protection Agency, Washington, D.C., 1974.
14. Yates. J. J.. Used Oil Recycling in Illinois-Data Book, Doc. No. 78/35, Illinois lnstitute of Natural Resources, Springfield, 1978.
IS. Yates, J. J. et aI., Oil Audit and Reuse Manual for the Industrial Plant, Doc. NO. 78/35, Illinois Institute of Natural Resources, Springfield, 1978.
16. Maltezou, S. P.. Waste Oil Recycling-The New York Metropolitan Area Case, Council on the Envi- ronment of New York City, 1976.
17. a t t o n , F. O., Waste Lubricating Oil: An Annotated Review, BETC/IC-79/4, U.S. Department of Energy, Bartlesville Energy Technical Center, Oklahoma, 1979.
18. Waste Oil Roundup, Nos. 1, 2, and 3, Committee on Disposal of Waste Products, American Petro- leum Institute, Washington, D.C.. 1972, 1973, and 1974.
19. Cukar, P, M. Waste Oil Recycling Study, Technical, Economic and Environmental Assessment of Used Oil Recovery and Disposal for Ontario, Teknekron Inc. for the Ontario Energy Management, Canada, 1976.
20. Proc. 1st Int. Conf. on Waste Oil Recovery and Reuse, Association of Petroleum Rerefiners, Wash- ington. D.C., 1974, 30 papers.
21. Proc. 2nd Int. Conf. Waste Oil Recovery and Reuse, Association of Petroleum Rerefinrrs, Washing- ton, D.C., 1975,16papers.
22. Proc. 3rd Int. Conf. Waste Oil Recovery and Reuse, Association of Petroleum Rerefiners, Washing- ton, D.C., 1978.23 papers.
23. Proceedings, Measurements and Standards for Recycled Oils I, Publ. 488. National Bureau of Stand- ards, Washington, D.C.. 1976.26 papers and discussion.
24. Proceedings, Measurements and Standards for Recycled Oils II. NBS Special Publ. 556, Recycled Oil Program, National Bureau of Standards, Washington, D.C., 1977, 32 papers and discussion.
25. Strigner, P. L. et d.. Properties of Base Stocks Obtained from Used Engine Oils by Acid/Clay Rerefining, NRCNI87 19, National Research Council Canada, September 1980.
26. Used Oil Recycling Kit, DOE/CS-0015, U.S. Department of Energy, Washington, D.C.. February 1978.
27. Hess. L. Y., Reprocessing and Disposal of Waste Petroleum Oils, Noyes Data Corporation, New York, 1979.
treatment, Lubr. Eng., 33,247, 1977.
35,559,1979.
CRC Handbook of
Lubrication (Theory and Practice of
Tribology) Volume I
Application and
Maintenance
Editor
E. Richard Booser, Ph.D. Manager
Systems Engineering Subsection Turbine Technology Laboratory
General Electric Company Schenectady, New York