Embed Size (px)
Citation preview

Corrosion Science xxx (2014) xxx–xxx
Contents lists available at ScienceDirect
Corrosion Science
journal homepage: www.elsevier .com/ locate /corsc i
Using high-temperature mechanochemistry treatment to modify ironoxide and improve the corrosion performance of epoxy coating – I.High-temperature ball milling treatment
http://dx.doi.org/10.1016/j.corsci.2014.04.0150010-938X/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author at: Corrosion and Protection Laboratory, Key Laboratoryof Superlight Materials and Surface Technology (Harbin Engineering University),Ministry of Education, Nantong ST 145, Harbin, 150001, China. Tel./fax: +86 45182568252.
E-mail address: [email protected] (Y. Shao).
Please cite this article in press as: X. Liu et al., Using high-temperature mechanochemistry treatment to modify iron oxide and improve the corrosiformance of epoxy coating – I. High-temperature ball milling treatment, Corros. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015
Xiaoling Liu a, Yawei Shao a,b,⇑, Yingjun Zhang a, Guozhe Meng a,b, Tao Zhang a,b, Fuhui Wang a,b
a Corrosion and Protection Laboratory, Key Laboratory of Superlight Materials and Surface Technology (Harbin Engineering University), Ministry of Education, Nantong ST 145,Harbin, 150001, Chinab State Key Laboratory for Corrosion and Protection, Institute of Metal Research, Chinese Academy of Sciences, Wencui RD 62, Shenyang 110016, China
a r t i c l e i n f o
Article history:Available online xxxx
Keywords:C. Paint coatingsC. InterfacesB. XPSB. EISB. SEM
a b s t r a c t
This study achieved the surface modification of iron oxide pigment by using epoxy resin with high-temperature ball milling device. The compatibility of the modified iron oxide with the epoxy resin andthe corrosion protection of epoxy coatings containing the modified iron oxide were investigated. Theresults show that the epoxy resin molecules grafted on the surface of the iron oxide, and the improvedcompatibility of the modified iron oxide with the epoxy resin lessens the interface defects betweenthe iron oxide particles and the epoxy resin and enhances the corrosion resistance of the coating.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction have poor compatibility with the epoxy resin, resulting in the exis-
Epoxy resin coatings have versatility, high resistance to chemi-cal solutions, and outstanding adhesion to various substrates,toughness, high electrical resistance, and durability at high andlow temperatures, and thus, they have been widely used in thecoating field [1–4]. However, the protective capability of epoxyvarnish to metal is limited. Thus, pigments have been incorporatedinto the coating matrix to improve the corrosion protectionproperty of coatings [5–9].
Iron oxide (Fe2O3) is a widely used rust-resisting pigment thatcan improve the density and reduce the permeability of coatings[10–16]. Tambe et al. [10] and Singh et al. [11] investigated theeffects of iron oxide with varying concentration on the mechanicaland corrosion protection properties of coatings. Sathiyanarayananet al. [12] prepared polyaniline-Fe2O3 composite by using thechemical oxidative method and found that the coating with poly-aniline-Fe2O3 composite offered higher protection than the coatingwith plain Fe2O3. Shailesh and Khanna [13] considered that theaddition of small concentrations of nano-Fe2O3 can improve thecorrosion, UV, scratch, and abrasion resistances of the coating com-pared to the neat coating system. However, nano-Fe2O3 particlesdo not disperse well in the epoxy coating and the Fe2O3 particles
tence of micro-voids in the interface between the polymer matrixand the nano-particles [14]. Thus, Fe2O3 should be modified toimprove the compatibility of the Fe2O3 particles with the epoxyresin and consequently increase the dispersibility of the Fe2O3 par-ticles in the epoxy resin.
High-energy ball milling is a primary mechanochemical treat-ment for inducing reaction activation energy, increasing the activityof power, realizing grain refinement, improving the dispersibility ofparticles, and enhancing interfacial compatibility. Thus, high-energyball milling can be used for powder pre-treating and modifying con-ditions of solid-state synthesis [17]. Some authors [18–20] believedthat new materials that are difficult to synthesize using chemicalapproach even can be used to realize nano-structures by usinghigh-energy ball milling. Hallmann et al. [21] prepared films withasymptotically decreasing surface roughness via mechanochemicalsynthesis by using high-energy ball milling. Yan and Xu [22] foundthat the corrosion resistance of low infrared emissivity copper/polyurethane (Cu/PU) coating can be significantly improved viathe surface modification of Cu with silver (Ag) by using a ball-millingmethod. Several researchers [23–25] considered that high-energyball milling can achieve the phase transform and grain refinementof Fe2O3 powder at room temperature.
Based on existing literature, we milled iron oxide in epoxy resinat ambient temperature by using the high-energy ball millingmethod. However, our milling failed to achieve iron oxide surfacemodification. In theoretically, the chemical reaction of reactantsshould have sufficient activation energy to stride the energy
on per-

Iron oxide Epoxy resin Modified iron oxide
Ambient-temperature ball milling
Ene
rgy
Course of reaction
Ec
Ea
Ene
rgy
Course of reaction
Ec Ea
High-temperature ball milling
Et
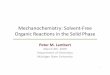
Fig. 1. Energy diagram of the reaction of iron oxide and epoxy resin under different ball milling conditions.
T
2 X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx
barrier. Only the activation energy of the reactants is not less thancritical energy (Ec), the reaction will happen. Fig. 1 shows theenergy diagram of the reaction of iron oxide and epoxy resin underdifferent ball milling conditions. During ball milling at ambienttemperature, the energy provided by mechanical milling (Ea) islower than the critical energy (Ec) of the reaction of iron oxideand epoxy resin. Thus, the insufficient activation energy fails tostride the energy barrier. However, during high-temperature ballmilling, thermal energy provided by high-temperature changesinto molecular kinetic energy, the movement speed of iron oxidemolecule and epoxy resin molecule is accelerated, which not onlyincreases the frequency of collision at unit time, but also increasesthe molecular energy of iron oxide and epoxy resin. The addedmolecular energy caused by thermal energy is denoted as Et, andthe energy provided by mechanical milling is also written as Ea.When Et is so large that the sum of Et and Ea is not less than Ec,the iron oxide molecule and epoxy resin molecule will haveenough energy to stride the energy barrier, and the modified ironoxide products will be produced. Can modification be achievedby providing mechanical energy and thermal energy simulta-neously on the reaction in practice?
In this work, we attempted to realize iron oxide surface mod-ification in epoxy resin by applying thermal field on the progressof high-energy ball milling and investigated the corrosion pro-tection property of the coating containing modified iron oxide.Furthermore, in the Part II of this paper [26], we revealed theinfluence of grinding temperature on the progress of iron oxidesurface grafting modification with epoxy resin by high-energyball milling, and investigated the influence of grinding tempera-ture on the corrosion protection property of the modified ironoxide coatings.
C
M H
P
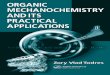
Fig. 2. Scheme of thermal energy supply applied on the mill pots during grinding.M is the electric motor, P is steel pot, C is the ball milling controller, T is atemperature control system, and H is electrical heat system.
2. Experimental
2.1. Materials and device
The commercially available iron oxide pigment with particle sizeof 350 nm was used. The commercial numbers of the epoxy resin(E44) was 6101, and the epoxy equivalent was 0.44 mol/100 g.The epoxy resin and curing agent polyamide (PA) were purchasedfrom Phoenix Resins Inc. (Wu xi, China). The weight ratio of epoxyresin to curing agent was 2:1. The solvent was a mix of dimethylbe-zene and n-butyl alcohol with weight ratio of 7:3. Carbon steel
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
panels (60.18% C; 60.050% S; 60.045% P, in mass%) used as thesubstrates were grit blasted (near white blast).
Based on the planetary ball milling, a temperature-regulatingdevice that consisted of a temperature control system to controlthe temperatures on the preset value and electrical heatsystem combined with the planetary ball milling to form the high-temperature planetary ball milling (Fig. 2).
2.2. Preparation of modified iron oxide
The mixture of iron oxide and epoxy resin was weighed in massratio of 1:1. This mixture underwent grinding tests in the hightemperature planetary ball milling with one steel pot of 500 mlinner volume. Agate grinding medium with ball to the mixtureratio of 5:1 was used in this grinding test work. The grinding rota-tional speed of 516 rpm and grinding time of 5 h were used, andthe grinding temperatures were maintained at ambient and120 �C. After grinding, the mixture slurry was filtered and washedrepeatedly at least 3 times with the solvent and extracted with thesolvent for 24 h (mixture of dimethylbezene and n-butyl alcoholwith weight ratio of 7:3) and then dried in a vacuum oven at60 �C for 24 h. If epoxy resin grafted on the iron oxide surface,epoxy resin cannot be removed from the iron oxide surface bythe solvent.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

0 300 600 900 1200 15000.0
0.2
0.4
0.6
0.8
1.0
1.2
285.9nm283.5nm
Vol
ume
/ %
Diameter / nm
Ambient temperature ground
Unground
120 ground
346.6nm
Fig. 3. The particle sizes distribution of the unground, ambient temperature-ground, and 120 �C-ground iron oxide powders.
4000 3500 3000 2500 2000 1500 1000 500
1087
1401
1608
3428
UngroundAmbient temperature ground120 ground
908
1457
Tra
nsm
itta
nce
/ %
Wave number / cm-1
2963
2926 28
70
1508 12
93
829
798 779
b
4000 3500 3000 2500 2000 1500 1000 500
0
20
40
60
80
100
797
743
770
827
915
1035
1243
1182
1295
1455
1508
1607
2871
2929
2960
3034
Tra
nsm
itta
nce
/ %
Wave number / cm-1
3369
a
Fig. 4. FT-IR spectra of (a) epoxy resin and (b) iron oxide under different conditions.
X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx 3
2.3. Characterization of modified iron oxide
The ground iron oxide slurry was dispersed in solvent by usingultrasound treatment for 10 min to produce suspension. The parti-cle size and the zeta potential were measured with NICOMP™380ZLS. Sedimentation test was performed in small bottles. Thesurface microstructures of the ground iron oxide powders wereobserved using transmission electron microscopy (TEM, JEM1230). The graft modification content of the ground iron oxidepowders was investigated using thermogravimetric analysis (TG,Q200). The infrared spectra of the ground powders were recordedon IR 200 spectrometer in KBr medium at ambient temperature inthe region of 4000–500 cm�1. X-ray photoelectron spectroscopy(XPS, PHI 5700 ESCA System) of the ground powders was used toinvestigate the chemical states of the modification. The spectrawere recorded with monochromatized Al Ka radiation (1486.6 eV)as the excitation source with a base pressure of 1.3� 10�9 mbar ata constant power of 250 W. The pass energy was 29 eV for thespectra.
2.4. Preparation of the coating containing modified iron oxide
In this research, only iron oxide was used to make a single com-ponent-pigmented coating system and an epoxy resin with pig-ment concentration of 10 mass% was formulated. The resin addedunground, ambient temperature-ground, or 120 �C-ground ironoxide powders were mixed with the calculated amounts of poly-amide and solvent, and then applied to the ground carbon steelpanels. The weight ratio of epoxy resin to curing agent polyamidewas 2:1. Coatings were cured at 30 �C for 24 h, and then cured at60 �C for 24 h. The dry coatings had thickness of 140 ± 10 lm.The coatings containing unground, ambient temperature-ground,and 120 �C-ground iron oxide powders were called unground coat-ing, ambient temperature-ground coating, and 120 �C-groundcoating, respectively.
2.5. Evaluation of corrosion-resistant properties of the coating
The morphology of the coatings was characterized using scan-ning electron microscopy (SEM, JSM-6480A) while the coatingswere pretreated by sputtering gold.
The corrosion protection properties of the coatings were testedusing electrochemical impedance spectroscopy (EIS) measure-ments, which were performed on Autolab PGSTAT302 potentiostatin a conventional three-electrode cell. The coated carbon steel wasused as the working electrode, a large platinum plate was used asthe counter electrode, and the Ag/AgCl (saturated KCl) electrodewas used as the reference electrode. The test solution was a 3.5%sodium chloride solution. All tests were conducted at room tem-perature (�20 �C) and open to air.
EIS measurements were performed over a frequency range of100 kHz to 10 mHz by using a 20 mV amplitude sinusoidal voltageat open cycle potential (OCP). The data were acquired in four cyclesat each frequency to obtain good precision at all frequencies. Theexperimental data were analyzed using the commercial software@ZsimpWin.
3. Results and discussion
3.1. Modification characterization
Fig. 3 shows the particle size distribution of the unground,ambient temperature-ground, and 120 �C-ground iron oxide pow-ders. The unground iron oxide had an average particle size of346.6 nm, which was reduced to 283.5 nm at ambient temperature
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
and 285.9 nm at 120 �C after 5 h of grinding. The data indicatedthat the ball milling realized the particle refinement to a certainextent, while grinding temperature had no effect on the particlesize refinement.
Fig. 4(a) shows the FT-IR spectra of the epoxy resin. The band at3369 cm�1 represented hydroxyl stretching. The weak peak at3034 cm�1 probably corresponded to the C–H aromatic stretching.Low-intensity peaks at 2960 and 2871 cm�1 were assigned to thestretching vibrations of aliphatic methyl, while the peak at2929 cm�1 was the stretching mode of aliphatic methylene. Stron-ger absorption bands in the spectral area of 1607–1455 cm�1 had
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

Table 1Representative wave number of FT-IR absorbance spectra for epoxy resin and theirassignment.
Wave number/cm�1 Assignment
3369 O–H stretch3034 C–H aromatic stretch2960, 2871 R–CH3 aliphatic stretch2929 R–CH2–R aliphatic stretch1607, 1508, 1455 Aromatic rings vibration1295 O–H hydroxyl bend1243, 1182 Aryl ether stretch1035 Alkyl alcohol C–O stretch915, 797, 770 Epoxy group stretch827, 743 C–H aromatic bend
1200 1000 800 600 400 200 01000
2000
3000
4000
5000
6000
7000
8000
Cou
nts
/ s
Binding energy / eV
C1s
O1sFe2p
a
538 536 534 532 530 528 5264000
4500
5000
5500
6000
6500
7000O 1s
531.37 ev532.73 ev
530.08 ev
Cou
nts
/ s
Binding energy / eV
c
Fig. 5. XPS spectra of unground iron oxide: (
Table 2XPS peak position of relative phase for unground and 120 �C-ground iron oxide powders.
Unground powder
Peak binding energy/eV Phase
C1s 284.60 C–C
O1s 530.08 Fe2O3
531.37 FeOOH532.73 H2O
Fe2p 710.86 FeOOH711.96 Fe2O3
725.44 Fe2O3
4 X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
been attributed to the plane bending vibration mode of benzenering, and the band at 1295 cm�1 was hydroxyl bending. The bandsat 1243 and 1182 cm�1 represent the stretching modes of arylether, while the band at 1035 cm�1 was the stretching mode ofalkyl ether. The stretching of the ether function appeared at 915,797, and 770 cm�1 for the epoxy groups. Other bands specific toaromatic ring C–H bending were observed at 827 and 743 cm�1
[27–29] (Table 1).Fig. 4(b) shows the FT-IR spectra of unground, ambient temper-
ature-ground, and 120 �C-ground iron oxides. The unground andambient temperature-ground iron oxide appeared bands at 3428and 1608 cm�1 presented hydroxyl bend of water, band at1401 cm�1 proved the existence of impurity in KBr, band at1087 cm�1 was the absorption of Fe2O3, and bands at 798 and
290 288 286 284 2823800
4000
4200
4400
4600
4800
5000
5200 C 1s
Cou
nts
/ s
Binding energy / eV
284.60evb
735 730 725 720 715 710 705 7006200
6400
6600
6800
7000
7200
7400
7600
7800
8000
711.96 ev725.44 ev
710.89 ev
Fe 2pd
Cou
nts
/ s
Binding energy / eV
a) Full scan; (b) C 1s; (c) O 1s; (d) Fe 2p.
120 �C-ground powder
Peak binding energy/eV Phase
283.92 Aromatic carbon284.60 C–C285.26 Aliphatic carbon287.00 Epoxy carbon530.06 Fe2O3
531.50 Iron oxide bond with epoxy group532.90 Aliphatic oxygen533.57 Aromatic oxygen– –– –– –
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

1200 1000 800 600 400 200 01000
2000
3000
4000
5000
Cou
nts
/ s
Binding energy / eV
C1sO1sFe2p
a
290 288 286 284 282 280
1600
1800
2000
2200
2400
2600
2800
287.00 ev
285.26 ev
283.92 ev
284.60 ev
b
Cou
nts
/ s
Binding energy / eV
C 1s
538 536 534 532 530 528 5261500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
c
531.50 ev
532.90 ev
533.57 ev
530.06 ev
Cou
nts
/ s
Binding energy / eV
O 1s
735 730 725 720 715 710 705 7002400
2500
2600
2700
2800
2900
d Fe 2p
Cou
nts
/ s
Binding energy / eV
Fig. 6. XPS spectra of 120 �C-ground iron oxide: (a) Full scan; (b) C 1s; (c) O 1s; (d) Fe 2p.
0 100 200 300 400 500 600 70093
94
95
96
97
98
99
100
101
Mas
s ch
ange
/ %
Temperature /
Unground
Ambient temperature ground
120 ground
Fig. 7. TG curves of iron oxide under conditions of unground, ambient temperature-ground, and 120 �C-ground.
Fig. 8. Sedimentation of unground, ambient tempe
X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx 5
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
779 cm�1 were the absorption of FeOOH. Apart from the peaksstate above, the 120 �C-ground iron oxide appeared epoxy resincharacteristic absorption peaks at 2963, 2870, 2926, 1508, 1457,1293, 908, and 829 cm�1 which were mentioned in above para-graph. In addition, the absorption peaks of the epoxy groupsmoved from 915 cm�1 to 908 cm�1. Therefore, epoxy resin mole-cule grafted on the surface of iron oxide, and the grafting site mightmainly locate around the epoxy groups.
The chemical composition of the iron oxides was investigatedusing X-ray photoelectron spectroscopy (XPS). Fig. 5(a) shows theXPS survey spectra of unground iron oxide, which included iron(Fe) and oxygen (O) peaks and additional signals from carbon (C).The source of C was introduced during sample preparation, andthe calibration of the binding energy of the spectra was performedwith the C 1s (284.60 eV) peak (Fig. 5(b)). XPS peak position of rel-ative phase for unground iron oxide powders was shown in Table 2.The spectra of the surface oxides could be fitted with three peakscorresponding to total oxide. The corresponding binding energiesof the peaks were 530.08 and 531.37 eV, suggesting that the oxides
rature-ground and 120 �C-ground iron oxide.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

6 X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx
were Fe2O3 [30,31] and FeOOH [32,33], respectively, while thepeak at 532.73 eV was H2O [34] (Fig. 5(c) and Table 2). The Fe 2pspectra (Fig. 5(d) and Table 2) exhibited the typical 2p1/2 and2p3/2 peaks of 725.44 and 711.96 eV for Fe2O3, respectively, whichconfirmed that the iron oxide was Fe2O3 [35–38]. The peak at710.86 eV supported the presence of the FeOOH phase.
0
5
10
15
20
25
30
35
40
45
50
41mV
13mV
120oC groundAmbient temperature ground
Zet
a po
tent
ial /
mV
Unground
18mV
Fig. 9. f-Potential of unground, ambient temperature-ground and 120 �C-groundiron oxide.
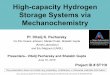
Fig. 10. TEM images of (a) unground, (b) ambient temp
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
Fig. 6(a) shows the XPS survey spectra of the 120 �C-ground ironoxide. XPS peak position of relative phase for 120 �C-ground ironoxide powders was shown in Table 2. The C1s peak was also ana-lyzed to extract information on different phases (Fig. 6(b) andTable 2). The C1s peak consisted of four peaks at 283.92, 284.60,285.26, and 287.00 eV. The peak at 283.92 eV supported the pres-ence of aromatic carbon, the peak at 285.26 eV confirmed the pres-ence of aliphatic carbon, and the peak at 287.00 eV suggested thepresence of epoxy carbon [39,40]. The O1s peak also consisted offour peaks at 530.06, 531.50, 532.90, and 533.57 eV (Fig. 6(c) andTable 2). The corresponding binding energies of the peaks at530.06 eV suggested that the oxides were Fe2O3. The peaks at532.90 and 533.57 eV supported the presence of aliphatic oxygenand aromatic oxygen [41], respectively. Meanwhile, a new peakwas detected at 531.50 eV indicated epoxy resin and iron oxideformed chemical bonds. The Fe (2p) signals (Fig. 6(d) and Table 2)were so low that there was no detectable level, as the iron oxideparticles had been covered by epoxy resin.
TG can be used to assess the quantity of epoxy resin grafted oniron oxide surface, and the higher weight loss means the more graftquantity. With the temperature increasing, the entire thermalprocess was accompanied by the evolution of grafted epoxy resinon iron oxide surface, turning to the gaseous volatiles and losingweight, as shown in the TG curve (Fig. 7). The unground andambient temperature-ground iron oxide had no graft on thesurface, thus, the weight loss ratio of unground and ambient
erature-ground and (c) 120 �C-ground iron oxide.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

Fig. 11. SEM images of cross-sections of (a) unground coating of dry film, (b) ambient temperature-ground coating of dry film, (c) 120 �C-ground coating of dry film, (d)unground coating immersed 5 months, (e) ambient temperature-ground coating immersed 5 months and (f) 120 �C-ground coating immersed 5 months.
X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx 7
temperature-ground iron oxide was 1.432% and 1.464% at 700 �C,respectively, which could be produced by the gasification of waterand impurity in the iron oxide. For the 120 �C-ground iron oxide,epoxy resin molecule on the iron oxide surface began todecompose at the temperature of 200 �C, and then gasified athigher temperature in TG test. The weight loss for 120 �C-groundiron oxide was not only caused by the gasification of water orimpurity but also caused by the evolution of the grafted epoxyresin, turning to the gaseous volatiles and losing weight. Thus,the weight loss for 120 �C-ground iron oxide was higher than theother iron oxide powders at 700 �C. The weight loss ratio of theiron oxide ground at 120 �C was 6.4% at 700 �C, and the weight lossratio for epoxy resin part was 4.936%, which was calculated by sub-tracting 1.464% from 6.4%. These results confirmed that the ironoxide surface grafted with the epoxy resin, and the graft contentwas 4.936%.
Based on the results above, ball milling at ambient temperaturefailed to achieve iron oxide surface graft modification with epoxyresin, as the energy provided by ball milling was not enough to
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
achieve the reaction of iron oxide with epoxy resin. However,high-temperature ball milling could achieve iron oxide surfacegraft modification with epoxy resin, resulting from high-tempera-ture increased molecular energy. Thus, simultaneous ball millingand heating could provide enough energy to achieve the interac-tion of epoxy resin with iron oxide.
3.2. The compatibility of the iron oxide with the epoxy resin matrix
The sedimentation test can show the compatibility of the parti-cles with the epoxy resin. If the particles have good compatibilitywith the epoxy resin, then the particles will not exhibit obviousstratification in the resin solution. The unground and ambient tem-perature-ground iron oxides deposited into the bottom of the bot-tle after 10 days of sedimentation test. However, no obviousstratification of the 120 �C-ground particles was observed in theresin solution after 55 days of sedimentation test, as shown inFig. 8, proving that the compatibility of the iron oxide with theepoxy resin was improved at 120 �C grinding.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

10-2 10-1 100 101 102 103 104 1050
10
20
30
40
50
60
70
80
90a
0.5 h Unground1056 h Unground2016 h Unground3896 h Unground
-θ /
degr
ee
f / Hz
10-2 10-1 100 101 102 103 104 105104
105
106
107
108
109
1010
1011b
0.5 h Unground1056 h Unground2016 h Unground3896 h Unground
|Z| /
Ω.c
m2
f / Hz
0.0 5.0x109 1.0x1010 1.5x1010 2.0x1010 2.5x1010 3.0x1010
0.0
5.0x109
1.0x1010
1.5x1010
2.0x1010
2.5x1010
3.0x1010
88.863Hz
0.035Hz
c0.5 h Unground1056 h Unground2016 h Unground3896 h Unground
-Z"/
Ω.c
m2
Z'/Ω cm2
0.0 5.0x106 1.0x107 1.5x107 2.0x107
0.0
5.0x106
1.0x107
1.5x107
2.0x107
0.035Hz88.863Hz
d
-Z"/
Ω.c
m2
Z'/Ω cm2
1056 h Unground 2016 h Unground3896 h Unground
10-2 10-1 100 101 102 103 104 105
0
20
40
60
80
100
120e
0.5 h Ambient temperature ground1056 h Ambient temperature ground2016 h Ambient temperature ground3896 h Ambient temperature ground
-θ /
degr
ee
f / Hz
10-2 10-1 100 101 102 103 104 105104
105
106
107
108
109
1010
1011
1012f0.5 h Ambient temperature ground1056 h Ambient temperature ground2016 h Ambient temperature ground3896 h Ambient temperature ground
|Z| /
Ω.c
m2
f / Hz
Fig. 12. Impedance plots of unground coating (a–d), ambient temperature-ground coating (e–h) and 120 �C-ground coating (i–k) after different immersion time.
8 X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx
Zeta potential (f-potential) is an important electrostatic param-eter for particles suspended in medium as an index measurementwhen evaluating the stability and dispersibility of suspended dis-persions [42–44]. The suspended dispersions become more stable,dispersible, and compatible with the medium as the absolute valueof f-potential increases. For the iron oxide particles with the samesize, the increase of f-potential implied the better compatibilitybetween the iron oxide and the epoxy resin. Fig. 9 shows the zetapotential of unground, ambient temperature-ground and 120 �C-ground iron oxide. The f-potential was 18 mV before grinding.After grinding at ambient temperature, the f-potential decreasedto 13 mV, illustrating that ball milling at ambient temperaturehad insignificant effect on improving the compatibility of the ironoxide with the epoxy resin. However, the f-potential increased to41 mV after grinding at 120 �C, which meant that compatibilitybetween iron oxide and epoxy resin was improved, because theepoxy resin molecular chain grafted on the surface of the ironoxide and stretched out in the media to form steric hindrance
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
layer, preventing iron oxide reunion. Thus, the compatibility ofthe 120 �C-ground modified iron oxide particles was enhanced bythe grafted epoxy resin.
Fig. 10 shows the TEM images of the iron oxides under differentground conditions. Compared with the unground iron oxide, noobvious change was observed after grinding at ambient tempera-ture. However, a layer of film appeared around the iron oxide par-ticles after grinding at 120 �C, improving the compatibility of themodified iron oxide with the epoxy resin.
The better compatibility could enhance the interface bondingbetween the iron oxide particles and the epoxy resin and lessenthe interface defects between the iron oxide particles and theepoxy resin. Fig. 11 shows the SEM images of the cross-sectionsof the unground coating, ambient temperature-ground coating,and 120 �C-ground coating after five months of immersion. TheSEM images of the unground coating and ambient temperature-ground coatings of dry film (Fig. 11(a) and (b)) shows the forma-tion of aggregates and a coarse structure inside the coatings. In
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

0 1x1010 2x1010 3x1010 4x1010 5x1010
0.0
5.0x1010
1.0x1011
1.5x1011
2.0x1011
2.5x1011
38.88Hz
0.5Hz
g
0.5 h Ambient temperature ground1056 h Ambient temperature ground2016 h Ambient temperature ground3896 h Ambient temperature ground-Z
"/Ω
.cm
2
Z'/Ω cm2
0 1x107 2x107 3x107 4x107 5x107 6x107 7x107 8x107
0
1x107
2x107
3x107
4x107
5x107
6x107
7x107
8x107
464.16Hz
0.5Hz
0.5Hz
38.88Hz
0.5Hz
h
-Z"/
Ω.c
m2
Z'/Ω cm2
1056 h Ambient temperature ground2016 h Ambient temperature ground3896 h Ambient temperature ground
10-2 10-1 100 101 102 103 104 10510
20
30
40
50
60
70
80
90i
0.5 h 120 ground1056 h 120 ground2016 h 120 ground3896 h 120 ground
-θ /
degr
ee
f / Hz
10-2 10-1 100 101 102 103 104 105104
105
106
107
108
109
1010
1011
1012j0.5 h 120 ground1056 h 120 ground2016 h 120 ground3896 h 120 ground
|Z| /
Ω.c
m2
f / Hz
0.0 5.0x1010 1.0x1011 1.5x1011 2.0x1011
0.0
5.0x1010
1.0x1011
1.5x1011
2.0x1011
2.5x1011
0.623Hz0.035Hz
0.5 h 120 ground1056 h 120 ground2016 h 120 ground3896 h 120 ground
-Z"/
Ω.c
m2
Z'/Ω cm2
k
Fig. 12 (continued)
X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx 9
contrast, the 120 �C-ground coating of the dry film had a more uni-form microstructure (Fig. 11(c)). After five months of immersion,cracks appeared at the interface between the agglomeration of ironoxide and the epoxy matrix, as shown in Fig. 11(d) and (e) for theunground coating and ambient temperature-ground coating,respectively. However, no cracks around the iron oxide particleswere observed in the 120 �C-ground coating (Fig. 11(f)) after fivemonths of immersion. These results confirm that the better com-patibility could enhance the interface bonding and lessen the inter-face defects between the iron oxide particles and the epoxy resin.
3.3. Corrosion protection performance of the coating
EIS has been widely and successfully used for evaluating thecorrosion resistance of coatings. EIS data for the unground coat-ing, ambient temperature-ground coating, and 120 �C-groundcoating were presented in the Bode plot and Nyquist formats asa function of exposure time, as shown in Fig. 12 (Fig. 12(d) and(h) are the enlarged version of Fig. 12(c) and (g), respectively).
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
At the beginning of immersion, the absolute impedance of theunground coating was independent of frequency with a phaseangle approaching 90� over frequency range of 101–105 Hz andwas closed to 20� at frequency of 0.01 Hz (Fig. 12(a)). After1056 h of immersion, the phase angle decreased quickly andclosed to 15� at frequency of 0.01 Hz, and was then maintainedat this level. For the ambient temperature-ground coating, thephase angle approached 90� over a wide frequency range of10�2–105 Hz (Fig. 12(e)). After 1056 h of immersion, the phaseangle approached 90� at frequency range of 103–105 Hz andclosed to 20� at frequency of 0.01 Hz. In the latter stage of immer-sion, the phase angle approached 90� at frequency range of 102–105 Hz and closed to 0� at frequency of 0.01 Hz. However, for the120 �C-ground coating, the phase angle approached 90� over fre-quency range of 100–105 Hz and closed to 70� at frequency of0.01 Hz (Fig. 12(i)). After 1056 h of immersion, the phase angleapproached 90� at frequency range of 101–105 Hz and closed to15� at frequency of 0.01 Hz. After that, the phase angel of0.01 Hz increased with immersion time until 3896 h.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

Fig. 13. Equivalent electrical circuit of coatings (Models A and B).
0 500 1000 1500 2000 2500 3000 3500 400010
5
106
107
108
109
1010
1011
1012
1013
Rpo
re/Ω
.cm
2
Time / h
UngroundAmbient temperature ground120 ground
a
105
106
107
108
109
1010
1011
Rct
/ Ω
.cm
2
Time / h
UngroundAmbient temperature ground120 ground
b
0 500 1000 1500 2000 2500 3000 3500 4000
Fig. 14. The coating pore resistance Rcoating and charge transfer resistances Rt as afunction of the immersion time of unground coating, ambient temperature-groundcoating and 120 �C-ground coating in 3.5% NaCl solution.
10 X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx
According to some studies, the impedance modulus at low fre-quency (|Z|0.01 Hz) is an appropriate parameter for the characteriza-tion of the corrosion protection of the coatings [45–48]. In the initialstage of immersion, the unground coating had a |Z|0.01 Hz value of3.0 � 1010 X cm2 (Fig. 12(b)). After 1056 h of immersion, this|Z|0.01 Hz value gradually decreased and stayed at 9.7 � 106 X cm2.For the ambient temperature-ground coating, the |Z|0.01 Hz valuegradually decreased from 2.2 � 1011 X cm2 to 1.4 � 107 X cm2 andremained at this level (Fig. 12(f)). For the 120 �C-ground coating,the |Z|0.01 Hz value decreased slightly from 2.6 � 1011 X cm2 to3.7 � 1010 X cm2 during the 1056 h immersion, and then it gradu-ally increased to 2.2� 1011 X cm2 at 3896 h (Fig. 12(j)). The |Z|0.01 Hz
value of the 120 �C-ground coating was three orders of magnitudehigher compared with those of the unground coating and ambienttemperature-ground coatings. The EIS results indicated that thecorrosion protection of the 120 �C-ground coating was moreprotective compared with those of the unground coating andambient temperature-ground coatings, which did not exhibitobvious difference in their corrosion protection characteristic.
The electrical equivalent circuit in Fig. 13 was used for fittingEIS data. In Fig. 13, Rs is the solution resistance, which is the resis-tance between the working electrode and the reference electrode,Qcoating and Rcoating represent the coating capacitance and coatingpore resistance, respectively, Qdl is the constant phase element rep-resenting the double layer capacitance, and Rt represents thecharge transfer resistance. In the initial stage of immersion,Nyquist plots of the unground coating (Fig. 12(c)) and ambienttemperature ground coating (Fig. 12(g)) exhibited pure capacitiveloop, and electrical equivalent circuit in Fig. 13 (Model A) was usedfor the fitting procedure. With immersion, the two system coatingsexhibited two capacitive loops, and the electrical equivalent circuitin Fig. 13 (Model B) was used for the fitting procedure. However,Nyquist plots of the 120 �C-ground coating (Fig. 12(k)) exhibitedpure capacitive loop during 3896 h immersion, and the electricalequivalent circuit in Fig. 13 (Model A) was used for the fitting pro-cedure during 3896 h of immersion. During the 3896 h immersion,the corrosion of the metal beneath the 120 �C-ground coating didnot appear.
The protection behaviors of all of the coatings are discussed interms of pore resistance (Rcoating) and charge transfer resistance(Rt) [49]. In general, Rcoating decreased with immersion time becauseof the penetration of electrolytes through the coating pores.Fig. 14(a) shows the immersion time dependence of Rcoating for ironoxide coatings. The coating resistance value of the unground coatingdecreased dramatically from 2.7 � 1010 to 1.2 � 106 X cm2 during72 h of immersion. After 72 h of immersion, the coating resistance
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
value fluctuated and stabilized at 1 � 106–4 � 107 X cm2.Moreover, the coating resistance value of the ambient tempera-ture-ground coating decreased from 2.3 � 1012 to 6.6 � 106 X cm2
during 312 h of immersion. After 312 h of immersion, thecoating resistance value fluctuated and stabilized at 4 � 106–8 � 107 X cm2. The 120 �C-ground coating had an Rcoating value of6.2 � 1011 X cm2 in the initial immersion period. With prolongedimmersion time, this Rcoating value decreased to 9.7 � 109 X cm2
at 408 h, and then increased to 3.3 � 1011 X cm2 after 3896 h ofimmersion. The increase in Rcoating value can be attributed to theincrease in the coating plastic caused by the permeation of waterinto the coatings, which slightly swelled the coating to clog themicro pores of the coating.
The charge transfer resistances Rt measured the resistance ofthe electron transfer across the metal surface. The Rt values ofthe unground coating, ambient temperature-ground coating, and120 �C-ground coating were plotted as a function of immersiontime, as shown in Fig. 14(b). The Rt value of the ungroundcoating decreased from 9.6 � 109 to 6.2 � 106 X cm2 during240 h of immersion, and then fluctuated between 3 � 106 and3 � 107 X cm2 after 240 h of immersion. The Rt value of the ambi-ent temperature-ground coating decreased from 1.2 � 1010 to4.5 � 106 X cm2 during 192 h of immersion, and then fluctuatedbetween 2 � 106 and 9 � 107 X cm2 after 192 h of immersion.The Rt value of the 120 �C-ground coating did not emerge during3896 h of immersion, indicating that the corrosion of carbon steeloccurred less in the 120 �C-ground coating than in the ungroundcoating and ambient temperature-ground coating.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx 11
3.4. Effect of the compatibility of the iron oxide with the epoxy resinmatrix on the corrosion protection of the coating
The compatibility of the iron oxide with the epoxy resin is a keyfactor in the corrosion resistance of the coating, that is, the bettercompatibility could enhance the interface bonding between theiron oxide particles and the epoxy resin and lessen the interfacedefects between the iron oxide particles and the epoxy resin,resulting in the good corrosion resistance of the coating. The com-patibility of the unmodified iron oxide with the epoxy resin wassignificantly poor that water permeated into the coating easily.The water accumulated around the iron oxide particles in the coat-ing destroyed the interfaces of the iron oxide and the epoxy resin,resulting in the formation of cracks on the interface after long timeimmersion. The cracks induced the pore resistance Rcoating values ofthe coatings significantly decrease, as shown in Figs. 11(d), (e) and14(a). However, the dispersibility, interface compatibility andinterface bonding of the 120 �C-ground iron oxide particles withthe epoxy resin was improved, inhibiting the diffusion of waterand retarding the interface damage between the modified ironoxide particles and the epoxy resin. After five months of immer-sion, there was no cracks around the iron oxide particles(Fig. 11(f)) in the coating, thus, the pore resistance Rcoating valueonly slightly decreased in the initial stage and maintained a highlevel in the latter stage (Fig. 14(a)), and the charge transfer resis-tance Rt did not emerge during 3896 h of immersion (Fig. 14(b)).Therefore, the corrosion protection of the 120 �C-ground coatingwas more protective compared with those of the unground coatingand ambient temperature-ground coating.
4. Conclusion
High-temperature planetary ball milling (one of mechanochem-ical treatments) could be used to modify the iron oxide with epoxyresin molecules and that modifying site was mainly located aroundthe epoxy group. The modification after 5 h of grinding in theepoxy resin at 120 �C grinding temperature improved the dispersi-bility and compatibility between the iron oxide and the epoxyresin, which could be verified using the zeta potential, sedimenta-tion, TEM of the iron oxide particles, and SEM images of the ironoxide coatings. EIS results indicate that the addition of 120 �C-ground iron oxide improved the corrosion protection of the coatingbecause the enhanced dispersibility and compatibility of the ironoxide with the epoxy resin could decrease the interface defectsbetween the iron oxide particles and the epoxy resin.
Acknowledgements
The authors wish to acknowledge the financial supports of theFundamental Research Funds for the Central Universities (HEU-CF201310023 and HEUCF102012001), and the Key Laboratory ofSuperlight Material and Surface Technology (Harbin EngineeringUniversity), Ministry of Education. And National Basic ResearchProgram of China, Ministry of Science and Technology China underthe contract No.2014CB643303.
References
[1] Y.K. Kang, X.H. Chen, S.Y. Song, L.G. Yu, Friction and wear behavior ofnanosilica-filled epoxy resin composite coatings, Appl. Surf. Sci. 258 (2012)6384–6390.
[2] W. Brostow, M. Dutta, P. Rusek, Modified epoxy coatings on mild steel:tribology and surface energy, Eur. Poly. J. 46 (2010) 2181–2189.
[3] A.M. Asiri, M.A. Hussein, B.M. Abu-Zied, Effect of NiLaxFe2�xO4 nanoparticles onthe thermal and coating properties of epoxy resin composites, Composites B 51(2013) 11–18.
[4] S.A. Kumar, Z. Denchev, Development and characterization of phosphorus-containing siliconized epoxy resin coatings, Prog. Org. Coat. 66 (2009) 1–7.
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
[5] C.L. Pen, C. Lacabanne, N. Pébère, Structure of waterborne coatings byelectrochemical impedance spectroscopy and a thermostimulated currentmethod: influence of fillers, Prog. Org. Coat. 39 (2000) 167–175.
[6] J.R. Vilche, E.C. Bucharsky, C.A. Giùdice, Application of EIS and SEM to evaluatethe influence of pigment shape and content in ZRP formulations on thecorrosion prevention of naval steel, Corros. Sci. 44 (2002) 1287–1309.
[7] G. Bierwagen, D. Battocchi, A. Simões, A. Stamness, D. Tallman, The use ofmultiple electrochemical techniques to characterize Mg-rich primers for Alalloys, Prog. Org. Coat. 59 (2007) 172–178.
[8] L. Veleva, J. Chin, B. del Amo, Corrosion electrochemical behavior of epoxyanticorrosive paints based on zinc molybdenum phosphate and zinc oxide,Prog. Org. Coat. 36 (1999) 211–216.
[9] P.A. Sørensen, S. Kiil, K. Dam-Johansen, C.E. Weinell, Anticorrosive coatings: areview, J. Coat. Technol. Res. 6 (2009) 135–176.
[10] S.P. Tambe, S.K. Singh, M. Patri, D. Kumar, Effect of pigmentation onmechanical and anticorrosive properties of thermally sprayable EVA andEVAl coatings, Prog. Org. Coat. 72 (2011) 315–320.
[11] S.K. Singh, S.P. Tambe, V.S. Raja, Dhirendra Kumar, Thermally sprayablepolyethylene coatings for marine environment, Prog. Org. Coat. 60 (2007) 186–193.
[12] S. Sathiyanarayanan, S.S. Azim, G. Venkatachari, Preparation of polyaniline-Fe2O3 composite and its anticorrosion performance, Synth. Metals 157 (2007)751–757.
[13] S.K. Dhoke, A.S. Khanna, Effect of nano-Fe2O3 particles on the corrosionbehavior of alkyd based waterborne coatings, Corros. Sci. 51 (2009) 6–20.
[14] X.M. Shi, T.A. Nguyen, Z.Y. Suo, Y.J. Liu, Recep Avci, Effect of nanoparticles onthe anticorrosion and mechanical properties of epoxy coating, Surf. Coat.Technol. 204 (2009) 237–245.
[15] J.M. Hu, J.T. Zhang, J.Q. Zhang, C.N. Cao, Corrosion electrochemicalcharacteristics of red iron oxide pigmented epoxy coatings on aluminumalloys, Corros. Sci. 47 (2005) 2607–2618.
[16] O. Zabihi, A. Hooshafza, F. Moztarzadeh, H. Payravand, A. Afshar, R. Alizadeh,Isothermal curing behavior and thermo-physical properties of epoxy-basedthermoset nanocomposites reinforced with Fe2O3 nanoparticles, Thermochim.Acta 527 (2012) 190–198.
[17] S.M. Savic, L. Mancic, K. Vojisavljevic, G. Stojanovic, Z. Brankovic, O.S. Aleksic,G. Brankovic, Microstructural and electrical changes in nickel manganitepowder induced by mechanical activation, Mater. Res. Bull. 46 (2011) 1065–1071.
[18] M.J. Molaei, A. Ataie, S. Raygan, M.R. Rahimipour, S.J. Picken, F.D. Tichelaar, E.Legarra, F. Plazaola, Magnetic property enhancement and characterization ofnano-structured barium ferrite by mechano-thermal treatment, Mater.Charact. 63 (2012) 83–89.
[19] H. Amini Mashhadi, I. Bataev, S. Tanaka, R. Tomoshige, K. Hokamoto, On themechanochemical activated synthesis of nanocrystalline in-situ Ti (Al) N, Int. J.Refrat. Met. Hard. Mater. 30 (2012) 25–32.
[20] W. Kim, F. Saito, Mechanochemical synthesis of zinc ferrite from zinc oxideand a-Fe2O3, Powder Technol. 114 (2001) 12–16.
[21] S. Hallmann, M.J. Fink, B.S. Mitchell, Wetting properties of silicon films fromalkyl-passivated particles produced by mechanochemical synthesis, J. Coll.Inter. Sci. 348 (2010) 634–641.
[22] X.X. Yan, G.Y. Xu, Effect of surface modification of Cu with Ag by ball-millingon the corrosion resistance of low infrared emissivity coating, Mater. Sci. Eng.,B 166 (2010) 152–157.
[23] L.C. Sánchez, J.D. Arboleda, C. Saragovi, R.D. Zysler, C.A. Barrero, Magnetic andstructural properties of pure hematite submitted to mechanical milling in airand ethanol, Physica B 389 (2007) 145–149.
[24] M. Zdujic, C. Jovalekic, L.j. Karanovic, M. Mitric, The ball milling inducedtransformation of a-Fe2O3 powder in air and oxygen atmosphere, Mater. Sci.Eng. A262 (1999) 204–213.
[25] R. Arbain, M. Othman, S. Palaniandy, Preparation of iron oxide nanoparticles bymechanical milling, Miner. Eng. 24 (2011) 1–9.
[26] X.L. Liu, Y.W. Shao, Y.J. Zhang, G.Z. Meng, T. Zhang, F.H. Wang, Using high-temperature mechanochemistry treatment to modify iron oxide and improvethe corrosion performance of epoxy coating – II. Effect of grinding temperature,Corros. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.016.
[27] D. Schaubroeck, J.D. Baets, T. Desmet, S.V. Vlierberghe, E. Schacht, A.V. Calster,Introduction of amino groups on the surface of thin photo definable epoxyresin layers via chemical modification, Appl. Surf. Sci. 255 (2009) 8780–8787.
[28] W.C. Zhang, X.M. Li, R.J. Yang, Pyrolysis and fire behaviour of epoxy resincompo sites based on a phosphor us-containing polyhedral oligomericsilsesquioxane (DOPO-POSS), Poly. Deg. Stab. 96 (2011) 1821–1832.
[29] J. Denayer, J. Delhalle, Z. Mekhalif, Aminealkylthiol and dithiol self-assemblyas adhesion promoter between copper substrate and epoxy resin, Appl. Surf.Sci. 257 (2011) 10686–10691.
[30] E.R. Edwards, K.G. Kostov, E.C. Botelho, Evaluation of the chemical interactionbetween carbon nanotubes functionalized with TGDDM tetrafunctional resinand hardener DDS, Composites B 51 (2013) 197–203.
[31] D. Patil, V. Patil, P. Pati, Highly sensitive and selective LPG sensor based on a-Fe2O3 nanorods, Sensor. Actuat. B 152 (2011) 299–306.
[32] Y.B. Hu, C.F. Dong, M. Sun, K. Xiao, P. Zhong, X.G. Li, Effects of solution pH andCl� on electrochemical behaviour of an Aermet100 ultra-high strength steel inacidic environments, Corros. Sci. 53 (2011) 4159–4165.
[33] A. Carnot, I. Frateur, S. Zanna, B. Tribollet, I. Dubois-Brugger, P. Marcus,Corrosion mechanisms of steel concrete moulds in contact with a demouldingagent studied by EIS and XPS, Corros. Sci. 45 (2003) 2513–2524.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015

12 X. Liu et al. / Corrosion Science xxx (2014) xxx–xxx
[34] L.L. Zhai, G.P. Ling, Y.W. Wang, Effect of nano-Al2O3 on adhesion strength ofepoxy adhesive and steel, Int. J. Adhesion Adhensive. 28 (2007) 23–28.
[35] L. Dghoughi, B. Elidrissi, C. Bernede, M. Addou, M. AlaouiLamrani, M. Regragui, H.Erguig, Physico-chemical, optical and electrochemical properties of iron oxidethin films prepared by spray pyrolysis, Appl. Surf. Sci. 253 (2006) 1823–1829.
[36] G. Rahman, Oh-Shim Joo, Electrodeposited nanostructured a-Fe2O3 thin filmsfor solar water splitting: Influence of Pt doping on photoelectrochemicalperformance, Mater. Chem. Phys. xxx (2013) 1–7.
[37] P. Kumar, P. Sharma, R. Shrivastav, S.D. Ass, V.R. Satsangi, Electrodepositedzirconium-doped a-Fe2O3 thin film for photoelectrochemical water splitting,Hydrog Energy 36 (2011) 2777–2784.
[38] Y.Y. Fu, R.M. Wang, J. Xu, J. Chen, Y. Yan, A.V. Narlikar, H. Zhang, Synthesis of largearrays of aligneda-Fe2O3 nanowires, Chem. Phys. Lett. 379 (2003) 373–379.
[39] J.F. Watts, M.L. Abel, C. Perruchot, C. Lowe, J.T. Maxted, R.G. White, Segregationand crosslinking in urea formaldehyde/epoxy resins: a study by high-resolution XPS, J. Elec. Spectro. Rela. Phen. 121 (2001) 233–247.
[40] Y. Gao, M.R. Sun, D.Z. Yang, S.Y. He, J.H. Wang, J.D. Xiao, Z.J. Li, Changes in massloss and chemistry of AG-80 epoxy resin after 160 keV proton irradiations,Nucl. Inst. Meth. Phys. Res. B. 234 (2005) 275–284.
[41] Y. Liu, G.H. Li, L.X. Jiang, A study on the resistance performance of epoxy nano-composites under the vacuum ultraviolet irradiation, Acta Astronaut. 63(2008) 1343–1349.
Please cite this article in press as: X. Liu et al., Using high-temperature mechanformance of epoxy coating – I. High-temperature ball milling treatment, Corro
[42] H. Sis, M. Birinci, Effect of nonionic and ionic surfactants on zeta potential anddispersion properties of carbon black powders, Colloids Surfaces A:Physicochem. Eng. Aspects 341 (2009) 60–67.
[43] E. Ofira, Y. Orenb, A. Adin, Electroflocculation: the effect of zeta-potential onparticle size, Desalination 204 (2007) 33–38.
[44] Xu. Renliang, Wu. Chifei, Xu. Haiyan, Particle size and zeta potential of carbonblack in liquid media, Carbon 45 (2007) 2806–2809.
[45] Y. Chen, X.H. Wang, J. Li, J.L. Lu, F.S. Wang, Long-term anticorrosion behavior ofpolyaniline on mild steel, Corros. Sci. 49 (2007) 3052–3063.
[46] J.H. Park, G.D. Lee, A. Nishikata, T. Tsuru, Anticorrosive behavior ofhydroxyapatite as an environmentally friendly pigment, Corros. Sci. 44(2002) 1087–1095.
[47] A. Shi, S. Koka, J. Ullett, Performance evaluation on the weathering resistanceof two USAF coating systems (standard 85285 topcoat versus fluorinated APCtopcoat) via electrochemical impedance spectroscopy, Prog. Org. Coat. 52(2005) 196–209.
[48] Y.J. Zhang, Y.W. Shao, T. Zhang, G.Z. Meng, F.H. Wang, The effect of epoxycoating containing emeraldine base and hydrofluoric acid doped polyanilineon the corrosion protection of AZ91D magnesium alloy, Corros. Sci. 53 (2011)3747–3755.
[49] Y.S. Hao, F.C. Liu, E.H. Han, S.M. Anjum, G.B. Xu, The mechanism of inhibitionby zinc phosphate in an epoxy coating, Corros. Sci. 69 (2013) 77–86.
ochemistry treatment to modify iron oxide and improve the corrosion per-s. Sci. (2014), http://dx.doi.org/10.1016/j.corsci.2014.04.015