Embed Size (px)
Citation preview

Christian Thirslund
Utilisation of maintenance
information to gain predictability
An exploratory case study in the manufacturing industry, Volvo CE
Industrial Management
Degree Project 30 ECTS
Term: Spring 2021
Supervisor: Bertrand Pauget

Utilisation of maintenance information to gain predictability - An exploratory
case study in the manufacturing industry, Volvo CE
Degree project / Industrial Engineering and Management
CHRISTIAN THIRSLUND
Användning av underhållsinformation för att erhålla förutsägbarhet - En
explorativ fallstudie inom tillverkningsindustrin, Volvo CE
Examensarbete / Civilingenjör, Industriell Ekonomi
Karlstad University
SE-651 88 Karlstad
Sweden

3
Acknowledgement
This project is the final part of the Master of Science degree in Industrial
Engineering and Management at Karlstad University, Sweden. The project was
conducted during the spring of 2021 in collaboration with Volvo CE. The
performance of the study in regard to maintenance information and its
utilisation has been a challenge that has advanced me with great experience and
knowledge. It has been an incredible opportunity and I am sincerely grateful to
have had the chance of becoming a part of this journey.
Therefore, I want to express with my greatest appreciation many thanks to my
supervisor Bertrand Pauget at Karlstad University for all the help and
continuously providing valuable feedback throughout the project. Special
thanks to all the people at Volvo CE that have provided me with this
opportunity supporting the performance of this project. It has been with great
gratitude a true pleasure working together with my supervisors Anna Ericson
Öberg and Lars Berglund at the organisation. In addition, I want to emphasise
that I have truly appreciated your treatments from start to finish. The project
would not have been possible without your kind collaboration.
In final, I also want to extend many thanks to all interview participants. It is
thanks to all favour and goodwill that this project has been achievable to
actualise.
Karlstad University
June 4, 2021
_____________________
Christian Thirslund

4
Abstract
In today’s manufacturing industry, addressing maintenance functions is essential
to increase effectiveness and productivity. With the present era of digitalisation
and technology, all data is enabled to be shared and integrated within the
organisations. Increased advancement of complex productions requires
consequently greater performance maintenance systems leading to challenges in
monitoring processes. Recent research indicates that there are deficiencies
regarding maintenance when connecting technical- and organisational aspects.
Therefore, it becomes engaging to investigate how to support the decision-
making and how to achieve predictability by anticipating unplanned disruptions,
breakdowns and failures.
The study was commenced to analyse how organisations can utilise maintenance
information in order to gain predictability. The research was conducted by using
a qualitative approach gathering data through unobtrusive measures, interviews
and observations, all being performed at a production manufacturing site. The
collected data allowed the research questions to be answered, showing which
maintenance information becomes critical to enable prediction in order to
prevent or eliminate equipment breakdowns as well as presenting how the
information should be utilised within the organisation.
The findings emphasise that in order to achieve predictability and preventive
measures, organisations must assess the specific dimensions of downtime,
severity and frequency. Both planned- and unplanned maintenance information
should be logged with rich descriptions, having common inputs in all systems
to induce data transferability. It is justified that systems should be integrated and
not individually used, inducing the absolute necessity of standards. All involved
individuals with distinct roles and responsibilities should have clear
apprehensions about the necessity of maintenance as well as how it brings value.
This supports the view of motivation where recognition and achievement
become crucial to increase performance efforts, encouraging correct and
detailed system inputs. Additionally, mutual understandings that all agree upon
lead to maintenance systems becoming an influential organisational function
that fully supports the decision-making.
Key words
Maintenance system, Information utilisation, Predictability and Preventive measures.

5
Sammanfattning
I dagens tillverkningsindustri är det viktigt att ta hänsyn till underhållsfunktioner
för att öka effektiviteten och produktiviteten. Med den nuvarande eran av
digitalisering och teknik tillåts all data att delas och integreras i samtliga nivåer i
organisationer. Med ökad utveckling av komplexa produktionssystem krävs det
medföljande högre presterande underhållssystem som leder till utmaningar i
processövervakning. Ny forskning tyder på att det finns brister med avseende
på underhåll för att integrera tillsammans tekniska och organisationella aspekter.
Av den anledning blir det engagerande att undersöka hur beslutsfattandet kan
stödjas för att uppnå förutsägbarhet genom att förutse oplanerade störningar,
haveri och fel.
Studien inleddes för att analysera hur organisationer kan använda
underhållsinformation för att erhålla förutsägbarhet. Utförandets design
implementerades med hjälp av ett kvalitativt tillvägagångssätt genom att samla
in data via diskret-forskning, intervjuer och observationer, allt utfört på en
produktionsanläggning. Samtliga insamlade uppgifter fullgjorde det möjligt att
besvara forskningsfrågorna om vilken underhållsinformation som blir
avgörande för att förutsäga, förebygga eller eliminera utrustningsstörningar och
hur tillhörande information ska nyttjas inom organisationen.
Som resultatet betonar, för att erhålla förutsägbarhet och förebyggande åtgärder
krävs det beaktning av dimensionerna stilleståndstid, svårighetsgrad och
frekvens. Både planerat- och oplanerat underhållsarbete ska loggas med
omfattande beskrivningar och gemensamma koder i alla system för att inducera
överförbarheten. Det motiveras att system ska integreras och inte användas
enskilt, vilket föranleder nödvändigheten av standarder. Samtliga involverade
individer med distinkta roller och ansvarsområden ska ha en tydlig förståelse
över nödvändigheten av underhållssystem och hur den skapar värde. Detta
stödjer synen på motivation, där igenkännande och vidareutveckling blir
avgörande för att öka prestationsinsatserna såväl som uppmuntra till korrekta
och tydliga systemkoder. Detta förklarar att ömsesidig förståelse som samtliga
är överens om leder till att underhållssystem blir en inflytelserik
organisationsfunktion som stödjer beslutsunderlag.
Nyckelord
Underhållssystem, Informationsanvändning, Förutsägbarhet och Förebyggande åtgärder.

6
Abbreviations
Abbreviation Description
CMMS Computerised Maintenance Management System
CPMS Computerised Production Monitoring System
MTBF Mean Time Between Failure
OEE Overall Equipment Effectiveness
P-F Potential failure - Functional failure
RCM Reliability Centred Maintenance
TPM Total Productive Maintenance

7
Table of Contents
1. Introduction ...................................................................................... 11
1.1. Background ................................................................................................ 11
1.2. Problem statement .................................................................................... 13
1.3. Purpose and research questions .............................................................. 13
1.4. Empirical context ...................................................................................... 15
1.5. Limitations ................................................................................................. 15
1.6. Disposition ................................................................................................ 16
2. Theory ............................................................................................... 17
2.1. The concept of maintenance ................................................................... 17
2.2. Maintenance types .................................................................................... 18
2.2.1. Corrective maintenance .................................................................... 20
2.2.2. Predetermined maintenance ............................................................ 20
2.2.3. Condition based maintenance ......................................................... 21
2.2.4. Predictive maintenance ..................................................................... 22
2.3. Maintenance related costs ........................................................................ 23
2.4. Maintenance decision-making ................................................................. 25
3. Methodology ..................................................................................... 27
3.1. Research design ......................................................................................... 27
3.1.1. Qualitative approach ......................................................................... 28
3.2. Data collection .......................................................................................... 29
3.2.1. Sample strategy .................................................................................. 29
3.2.2. Unobtrusive measures ...................................................................... 30
3.2.3. Interviews ........................................................................................... 30
3.2.4. Observations ...................................................................................... 33
3.3. Data analysis .............................................................................................. 33
3.3.1. Unobtrusive measures analysis ........................................................ 34
3.3.2. Interviews- and Observations analysis ........................................... 35
3.4. Research quality ........................................................................................ 35
4. Findings ............................................................................................ 37
4.1. Maintenance information......................................................................... 37
4.1.1. Maintenance achievement ................................................................ 37
4.1.2. Occurrences and causes ................................................................... 39

8
4.1.3. Equipment performance .................................................................. 43
4.1.4. Maintenance reliability ...................................................................... 44
4.2. Information in practice ............................................................................ 45
4.3. Maintenance decision ............................................................................... 48
4.3.1. Maintenance management system in practice ............................... 49
4.3.2. Production monitoring system in practice .................................... 51
4.4. Method for preventive measures ............................................................ 53
5. Analysis and Discussion .................................................................. 54
5.1. Preventive .................................................................................................. 54
5.1.1. Preventive efforts .............................................................................. 54
5.1.2. Causality ............................................................................................. 56
5.1.3. Interpretation ..................................................................................... 56
5.1.4. Data reliability .................................................................................... 58
5.2. Predictive ................................................................................................... 59
5.2.1. Data dimensions ................................................................................ 59
5.2.2. Measurement perspectives ............................................................... 60
5.2.3. Data completeness ............................................................................ 61
6. Conclusion ....................................................................................... 63
6.1. Summarisation ........................................................................................... 63
6.2. Managerial implications and further research ....................................... 64
References ............................................................................................... 65
Appendices
Appendix I. Interview guideline ............................................................... I
Appendix II. Interview script ................................................................... II
Appendix III. Identified themes from the interviews ........................... III
Appendix IV. Subtractive manufacturing equipment ............................ IV

9
Table of Figures
Figure 1: Maintenance analytics phases, inspired by Karim et al. (2016). ........ 14
Figure 2: Maintenance overall view, inspired by EN 13306:2017 (CEN, 2017). .................................................................................................................................... 17
Figure 3: Maintenance development, inspired by EN 13306:2017 (CEN, 2017) .................................................................................................................................... 18
Figure 4: Contrasting failure frequencies and degradation patterns, adapted from Fridholm (2018). ...................................................................................................... 18
Figure 5: Failure frequencies and degradation patterns divided in four main categories, adapted from Fridholm (2018). .......................................................... 19
Figure 6: The four main categories with corresponded maintenance types, adapted from Fridholm (2018). .............................................................................. 19
Figure 7: Example of a condition based maintenance schedule, adapted from Smith and Hawkins (2004). ..................................................................................... 21
Figure 8: Example of the P-F curve, adapted from Bengtsson and Lundström (2010). ........................................................................................................................ 22
Figure 9: Maintenance related costs, inspired by Galar et al. (2017). ................ 23
Figure 10: Overall Equipment Efficiency (OEE) and its elements, inspired by Arnius (2016). ........................................................................................................... 24
Figure 11: Decision-making grid for maintenance, inspired by Labib et al. (2018). ........................................................................................................................ 26
Figure 12: Conducted research design framework, inspired by Huhtala et al. (2014). ........................................................................................................................ 27
Figure 13: Gioia method for the data analysis process, inspired by Gioia et al. (2013). ........................................................................................................................ 34
Figure 14: Maintenance types over time, stacked bar chart. .............................. 38
Figure 15: Maintenance types over time, normalised bar chart. ........................ 39
Figure 16: CMMS - Downtime-cause occurrence of corrective maintenance. 40
Figure 17: CPMS - Corresponding downtime-causes occurrence. .................... 41
Figure 18: Breakdown-causes over time regarding 011, 045 and 047. .............. 41
Figure 19: Normalised bar chart of corrective maintenance for respective equipment type. ........................................................................................................ 43
Figure 20: Pareto diagram for risk values regarding downtime-causes 011, 045 and 047. ..................................................................................................................... 45
Figure 21: Time-series chart of breakdown-events for a system of six equipment. .................................................................................................................................... 46

10
Figure 22: Probability corresponding to the duration of each equipment type. .................................................................................................................................... 47
Figure 23: Information flow regarding the CMMS. ............................................ 49
Figure 24: Information flow regarding the CPMS. ............................................. 51
Figure 25: Method for preventive measures. ....................................................... 53
Table of Tables
Table 1: Data collection activities and methods. ................................................. 29
Table 2: List of non-directive interviews. ............................................................. 31
Table 3: List of semi-structured interviews. ......................................................... 32
Table 4: Mean Time Between Failure for each downtime-cause respective equipment type. ........................................................................................................ 46

11
1. Introduction
The introduction contains a background of the problem statement that justifies the reason of
why the research topic is relevant. The purpose of the project and research questions are clarified.
In addition, the empirical context and the project limitations are explained that enable the
reader to fully understand the content of the project.
1.1. Background
The world is facing a fourth industrial revolution recognised as an initiative
under the name of Industry 4.0. It has introduced the idea of a fully integrated
industry network and has gained a global attention (Hofmann & Rüsch, 2017).
Bokrantz et al. (2017) describe how the new revolution is reshaping today’s
organisations into a new modern era whereas the current value creation’s
approaches become by time less suitable for handling increased demands on
efficiency, flexibility, adaptability and sustainability. The revolution does not
only bring the digitalised manufacturing on the map, but also facilitates future
development with great expectations on information flow.
In existing manufacturing industries, the business environment is continuously
under rapid changes (Karim et al., 2016). With constantly increased pressure and
competitiveness on the market, it becomes essential for organisations to address
maintenance functions in order to increase effectiveness and productivity. The
European standard EN 13306:2017 (European Committee for Standardization
[CEN], 2017) defines maintenance as a set of actions in a process of retraining
and restoring a condition in which a specific function can be performed. Fraser
et al. (2015) describe how organisations that truly understand the importance of
maintenance information and its decision-making improve associated time,
resources, reliability, availability and maintainability. Therefore, it becomes
evident that digitalised manufacturing development requires progress in
maintenance management.
Maintenance management is addressed as the process of maintaining as well as
increasing organisations assets and resources while it is observantly controlled,
explained by the European standard EN 13306:2017 (CEN, 2017). It is a relative
new topic which evokes industrial organisations interest. Historically, the view
of maintenance was first described as “necessary evil” and it was perceived as a
cost centre. Contrastingly, in recent years it has been gradefully proved to
become a sustainable profit-making function with full of potential. Maintenance

12
evolves to become one of the most decisive areas in the business environment
(Fraser et al., 2015).
With the present era of digitalisation and technology, all data is enabled to be
shared and integrated within the organisations. This is a new trend holding a
fundamental transformation of industries (Haipeter, 2020). In the context of the
manufacturing industry, the term digitalisation is commonly used speaking
about integrating networks of equipment with people. Qin et al. (2016) address
that there are both technical- and organisational aspects.
Bokrantz et al. (2017) emphasise that the main focus of maintenance and its
decisions tend to be of technical aspects. The concept of connecting equipment
allows large amounts of data to be accessible collected and available in real time
manner. However, large amount of data adds created value only when being
used and managed properly. The technology exists but the equipment does not
necessarily provide crucial information and there is no standard process for
managing and comprehending the data. Although, from an organisational point
of view, there is a weakness in the structure within organisations, argue Muller
et al. (2008). Despite the technology, there seems to be a gap in explaining how
to interpret the data, resulting in suffered performance which reflects in a
decreased value-added operating time. For this reason, a challenge appears today
in utilising maintenance data in order to support and elevate the decision-
making process within the organisations (Bokrantz et al., 2017).
Consequently, increased advancement of complex productions requires greater
performance maintenance systems that lead to challenges in monitoring
processes. Accessible and sufficient information can facilitate in near future
predictions of equipment breakdowns. According to Fridholm (2018), a
breakdown is defined as an unplanned event where maintenance activities are
involved. Based on this premise, historical data can be used to achieve
preventability and predictability by identifying recurring patterns. With different
types of maintenance, patterns could correspondingly reveal the suitable
maintenance type to be addressed which in turn determines the strategy. With
it being explained, decision makers are now confronted with the great questions
about how to utilise available potentials for a specific case and how to create
increased value from the data itself (Oks et al., 2016).

13
1.2. Problem statement
The vision is to achieve a method of using maintenance data to increase
predictability. There are existing research-based analyses that highlight the
organisational performance deficiencies regarding maintenance. Although, there
is a research gap in a methodology for organisations within the industry sector
using connected technical- and organisational aspects which justifies the
importance of this project (Vaidya et al., 2018). This is also stated in the
literature where Oks et al. (2016) address three key issues.
The first challenge is that the description of the maintenance data-output does
not always include all necessary information. Organisations tend to collect data
without receiving key metrics of essential interest (Oks et al., 2016). This is
outlined by a well-recognised quote by Peter Drucker which states as: “If you
can’t measure it, you can’t manage it” (Farris et al., 2017, p. 8). Secondly, Oks et al.
(2016) address that shared information is often handled with poor
organisational effectiveness. The maintenance data may be available but seldom
properly collected or further analysed. If a detailed data overview should be
performed, it is oftentimes done manually and it becomes unclear which person
has the responsibility. For this reason, the process of handling data has an
organisational request to be improved. The third and final point described by
Oks et al. (2016) is that complicated and complex manufacturing products will
result in increased data. With an extensive amount of information, it becomes
challenging to discover correlations between metrics. This fact reflects that
historical data is uncommonly used to achieve preventive- and predictive
maintenance. The synergies within the data and how they relate to one another
may not be evident or simply visualised, resulting in challenges discovering the
root-cause of the disruptions, breakdowns or failures (Muller et al., 2008).
1.3. Purpose and research questions
As a result of the existing gap between the data and the organisation, it becomes
engaging to investigate how to support decision-making and achieve
predictability by anticipating unplanned disruptions, breakdowns and failures.
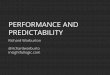
This is visualised in Figure 1, that describes the maintenance path striving
towards a predictive model.

14
Figure 1: Maintenance analytics phases, inspired by Karim et al. (2016).
To achieve a model for predictability, the study will explore which data has
historically been monitored by identifying recurring patterns such as which
maintenance type corresponds to which case and which failures occur most
frequently. This will be explained in order to determine whether additional data
can contribute to increased predictability.
The study will address both technical and organisational aspects. Consequently,
the research is conducted to create a method of using maintenance data in order
to achieve maximal maintenance effectiveness. The created method will explain
which data becomes significant and how it can be used within the organisation.
It will consider aspects such as roles, responsibilities and needed competencies
in order to use the suggested method. Additionally, further resource efficiency
favourable affects the values of sustainability.
To induce the purpose, two research questions are formulated as follows:
RQ1: Which maintenance information becomes critical to enable prediction, prevention or
elimination of equipment breakdowns/failures?
Based on the background and the problem statement, it becomes necessary to
specifically have required and accurate maintenance data in order to be properly
managed. Therefore, the first research question is designed to investigate
recurring patterns in the data and the occurrences of the most frequent
breakdowns/failures. It includes the identification of prerequisites such as
requirements for data quality.
RQ2: How should the maintenance information be utilised supporting the decision-making?
In the context of digitalisation and maintenance decisions, there are both
technical and organisational aspects for the Industry 4.0 realisation.
Accordingly, the result of the second research question’s answer is designed to

15
create a method for how to use the maintenance data addressing organisational
attributes.
1.4. Empirical context
This study is performed in collaboration with Volvo Construction Equipment
(CE). The organisation includes multiple sites within its domestic and
international profiles. The specific case context is primarily focusing on a
particular site located in Arvika, Sweden. The manufactured products are wheel
loaders of different models that are internally characterised by high levels of
volume production and functionality. Volvo CE is combining Industry 4.0 and
lean ideology in an initiative called Factory 4 Tomorrow which consists of four
main blocks: smart governance and strategy, connected manufacturing, virtual manufacturing
and autonomous manufacturing, aligning with the research purpose. With their
expertise and knowledge, the research would in exchange contribute to the first
two mentioned blocks. The result is desired to become a considerable
contribution for the organisation’s industrial digital transformation and
additionally for other sites using the global maintenance network as well as the
network for Factory 4 Tomorrow.
1.5. Limitations
The vision of the future is to achieve a method of using data to increase
predictability. As an initiative to evoke future research, this study is limited in
investigating which particular data becomes necessary. The limitation is also
reflected on the creation of the method and how it should be utilised within the
organisation. Therefore, testing of the methodology is excluded.
The study and its findings are dedicated to the manufacturing industrial facility
in Sweden where the data was primarily collected. The limited time of the study
influenced the provided selection of unobtrusive data. The learning of the
systems program was excluded. Since the research aimed for generalisability, the
study is not in-depth elaborated for every single manufacturing equipment or
the manufacturing method. In turn, a selection of specific equipment was used
to justify the created method. Nevertheless, the selection provides a large picture
of equipment to scope the main important failures to be analysed.

16
1.6. Disposition
This thesis is outlined as follows: Firstly, the research questions are designed
regarding the background and problematisation. Secondly, the theoretical
framework introduces definitions, key concepts and theory supporting the
research purpose based on a literature review. Thirdly, the research
methodology explains the research design in-depth and the implemented
approach. Thereafter, the empirical findings are presented leading to the
following step which contains the analysis of the findings. Subsequently, a
conclusion providing the results answering the research questions is presented.
Lastly, managerial implications and potential further research are considered.

17
2. Theory
This chapter provides theoretical perspectives that justify the utilisation of information on both
technical- and organisational aspects. It includes explanations about maintenance types,
performance measurement tool and maintenance decision-making.
2.1. The concept of maintenance
Across industries, utilising maintenance efforts involves several functions and
systems addressing a various range of practicing strategies and methods. To
succeed within the maintenance field, it is advantageous to identify the different
types of maintenance methods, respectively how and when each is used.
Maintenance is a concept which has been defined over time in various ways by
several authors. As a wide terminology, it is recognised and used in a variety of
fields. To increase its practicability, the concept of maintenance was defined by
European standard EN 13306:2017 (CEN, 2017) as the combination of
technical and administrative sets of actions. Accordingly, it is carried out in
order to retrain optimal operational conditions with minimised necessary costs.
Figure 2: Maintenance overall view, inspired by EN 13306:2017 (CEN, 2017).
The overall maintenance view distinguishes two alternatives depending on if the
fault is detected before or after the failure. According to the European standard
EN 13306:2017 (CEN, 2017), the terminology of failure refers to the exclusion
of the item’s ability to perform a required function. Each maintenance approach
shown in Figure 2 has different strategies of managing deficiencies (Trojan &
Marçal, 2017).

18
Figure 3: Maintenance development, inspired by EN 13306:2017 (CEN, 2017)
The concept of maintenance reflects on continuous improvements and
progressions over time. As visible in Figure 3, the journey towards predictive
maintenance consists of a step-by-step path including condition based- and
predetermined maintenance. Therefore, the maintenance development requires
continuous achievements of cross functional teamwork including appropriate
competencies, explained by the European standard EN 13306:2017 (CEN,
2017).
2.2. Maintenance types
The type of maintenance strategy to utilise is characterised by the
breakdown/failure frequency and corresponding development time. As shown
in Figure 4, the failure frequencies can be both of the type regular or irregular
depending on if the failures occur periodically or not. Similarly, the failures can
be with or without a degradation pattern that corresponds to the condition drop
of suddenly happening or by degradation over time (Bengtsson & Lundström,
2018).
Figure 4: Contrasting failure frequencies and degradation patterns, adapted from Fridholm
(2018).

19
The breakdowns/failures characteristics and how they relate to one another can
be divided into four different categories illustrated in Figure 5 (Fridholm, 2018).
Figure 5: Failure frequencies and degradation patterns divided in four main categories,
adapted from Fridholm (2018).
The characteristics of the respective category determine which maintenance
type is most suitable to be integrated with. The relationship between each
category and maintenance type is shown in the structure model illustrated in
Figure 6 as follows (Fridholm, 2018).
Figure 6: The four main categories with corresponded maintenance types, adapted from
Fridholm (2018).
The four main maintenance types are defined as corrective maintenance, predetermined
maintenance, condition based maintenance and predictive maintenance. Further
descriptions of each maintenance type are presented as follows (Fridholm,
2018).

20
2.2.1. Corrective maintenance
Corrective maintenance refers to settings where the maintenance is carried out
following the detection of a failure. It is aimed to restore the equipment to a
condition in which it can perform its required function, as defined by the
European standard EN 13306:2017 (CEN, 2017). The strategy is based on the
belief that the marginal cost of a downtime is lower than the investment needed
for a maintenance system. Accordingly, the approach becomes cost-effective in
some settings until a major failure occurs (Stenström et al., 2016). Additionally,
corrective maintenance is considered to have the characteristic of not being
planned. This is supported where the equipment is active until it breaks down
and then is repaired or replaced (Poppe et al., 2017).
This strategy’s advantage tends to become cost-effective in settings where the
restoration or replacement is of a low-cost option (Poppe et al., 2017). The
repairs are exclusively carried out when needed concluding that only required
resources are utilised. No planning is demanded and therefore minimal pre-
work is needed. Accordingly, the unpredictability is a substantial disadvantage.
Without a maintenance system analysing the equipment, it becomes challenging
to predict when maintenance precisely becomes necessary. Furthermore, a great
probability of increased downtime leads to production delays in accordance with
the case and its severity (Rastegari, 2017).
2.2.2. Predetermined maintenance
Predetermined maintenance refers to a proactive strategy when the maintenance
is performed at predetermined intervals without previous condition
investigations. It uses established routines for periodical inspections and aims
to prevent problems in advance, before turning into failures, as defined by the
European standard EN 13306:2017 (CEN, 2017). In practice, it includes acts
such as scheduled cleaning, repairs or part replacements where the
predetermined approach decreases the incidences of operation faults. This
strategy is supported where it mainly intends to avoid failures in order to achieve
minimal downtime and reduced delay in the production (Jonge et al., 2017).
This planned strategy is well suited to be implemented under conditions where
failures occur at regular frequencies (Fridholm, 2018). When successfully
implemented, it brings advantages such as increased lifespan of equipment and
a steady process-flow. It also reduces redundant inspections and unexpected
downtime caused by faults. The reliability is increased as a result of fewer errors

21
in the daily operations. Simultaneously, the risk of injuries is reduced (Basri et
al., 2017).
2.2.3. Condition based maintenance
Condition based maintenance is shortly described as regular maintenance when
the need arises. It has been introduced to manage distinct maintenance at the
correct time. It involves a combination of condition monitoring, inspections
and tests to determine the most feasible cost-effective maintenance
performance, according to the European standard EN 13306:2017 (CEN,
2017). The aim of this planned strategy is to regularly monitor equipment to
discover future failures. It becomes proactive to schedule maintenance in
advance in order to avoid further performance drops. It therefore uses
favourably real-time data with the purpose of prioritising and optimising
maintenance resources, as illustrated in Figure 7. By monitoring the equipment’s
conditions, it allows to act only when maintenance becomes necessary (Alaswad
& Xiang, 2017).
Figure 7: Example of a condition based maintenance schedule, adapted from Smith and
Hawkins (2004).
This strategy is established in many fields and on a great variety of equipment.
The main advantage of the real-time system is that it allows the data to be
accessible while the equipment is running (Goyal & Pabla, 2015). It also contains
flexibility whereas the data can be collected continuously or at certain intervals.
However, challenges remain in that the data metrics of interest need to be
measurable in order to facilitate the analysis of change in performance. For this
reason, it is not applicable and feasible in all settings (Alaswad & Xiang, 2017).

22
2.2.4. Predictive maintenance
Predictive maintenance is a planned strategy that monitors the condition and
performance of equipment with its purpose to minimise the failure incidences,
as defined by the European standard EN 13306:2017 (CEN, 2017). It was
introduced to forecast when equipment failures could occur and accordingly to
prevent the failures through an irregular maintenance schedule. It uses condition
monitoring of the equipment to analyse changes in behaviour. Such monitorable
metrics can be for instance variations in speed, vibration, pressure or quality
(Jung et al., 2017).
Inspections and maintenance based on prediction from the monitoring strategy
offer several advantages. Besides the increased lifespan of equipment, reliability
and fewer errors, resources are used only when necessary. For this reason, this
strategy becomes furthermore resource efficient. However, the continuous
monitoring of the equipment involves an intensive cost (Bosman et al., 2020).
Figure 8: Example of the P-F curve, adapted from Bengtsson and Lundström (2010).
An essential component in maintenance with predictable and uniform failures
is the P-F curve shown in Figure 8. The P-F curve displays the health of
equipment over time with its purpose to identify when the functional failure
could occur. It presents the relationship between condition and time, providing
a foundation to comprehend equipment breakdowns, costs and how the
functional failures can be prevented (Bengtsson & Lundström, 2018). By
continuously monitoring the equipment, it is possible to detect early failure signs
in order to address the issue before the functional failures arise (Lorenzoni &
Kempf, 2015). However, when signs such as audible noise or heat become
noticeable, the condition might already be on a critical level. Therefore, the P-F

23
curve helps to acknowledge potential failures and simultaneously prevent
functional failures (Smith & Hawkins, 2004).
2.3. Maintenance related costs
Maintenance includes a combination of direct, indirect and investment costs.
Not exclusively should the focus be on bringing the maintenance to a minimum
level, but to achieve an optimal balance between the marginal cost and marginal
benefit. Jürgen and Mahmoud (2018) address that the aim is to ensure high
quality through safe and uninterrupted operations of different systems.
Therefore, the maintenance approach becomes unique for each organisation,
determined by how each cost relates to one another as Figure 9 shows.
Figure 9: Maintenance related costs, inspired by Galar et al. (2017).
In the context of stable processes with a high degree of dependability, the direct
costs stand in focus. These particular costs are characterised by being variable
or fixed that are incurred during the manufacturing. Therefore, the direct costs
fluctuate often evenly in accordance with production levels, being traceable to
specific objects. To increase the maintenance effectiveness in order to optimise
asset allocations, it becomes relevant to evaluate for instance labour, parts,
facilities and tools. In addition, sustaining a high dependability requires
investments that assess the equipment life cycle. By minimising life cycle losses,
the income would increase supporting the maximum use of resources. This
enables a high quality having safe and continuous operations (Galar et al., 2017).
Contrastingly, poor maintenance with frequent breakdowns leads to increased
operating costs, oftentimes of an exponential appearance. Jürgen and Mahmoud
(2018) compare the cost of poor quality with the iceberg model, presenting the
existence of both visible and invisible losses, being of indirect nature. A method
for managing the indirect costs involves understanding the equipment
effectiveness and how the performance could be enhanced. This could be by

24
the characteristics of both learning and technical aspects. By training the
involved individuals with new competences and standards, the performance
could be improved. On the other hand, addressing technical aspects implies the
need of measuring the equipment performance.
Overall Equipment Effectiveness, abbreviated as OEE, is a key performance
index to measure the production efficiency. It measures how well an operation
is utilised in comparison with its full potential. The concept of OEE and its
elements is visualised in Figure 10 (Ylipää et al., 2017).
Figure 10: Overall Equipment Efficiency (OEE) and its elements, inspired by Arnius (2016).
According to Stamatis (2017), OEE can be used in a variety of fields and is not
limited to the nature of industry. It can be utilised as a method to analyse the
current progression in comparison with historical data. Additionally, the method
allows to monitor trends and how the equipment deviates from their initial state.
To sustain or obtain an improved OEE, this progression can be achieved for
instance through training operators, inspecting equipment for technical
upgrades, editing production schedules or revising instructions (Arnius, 2016).
Nevertheless, analysis such as the OEE requires tangible measures (Arcidiacono
et al., 2012). Measurements are considered highly important within all fields. If
no metrics are observed, there are no means to know whether a process is
successfully accomplished or not. This is explained by a well-recognised quote
of Peter Drucker which states: “If you can’t measure it, you can’t manage it” (Farris et
al., 2017, p. 8). The quote refers to a quantification of the topic to be studied.
This allows patterns, targets and progressions to become receptive.
Measurements can be performed in several ways and in many forms. The most

25
fundamental metrics are time, length, temperature and mass (Yadav & Aswal,
2020).
2.4. Maintenance decision-making
In a maintenance system, data needs to be rendered as well as necessary activities
must be prioritised. Applying the method of a decision-making grid, it enables
a prioritised maintenance and ensures that available resources are utilised
efficiently, attaining an improved asset allocation. It clarifies where, when and
how maintenance becomes necessary leading to shortened downtime that
reflects in reduced operating costs and increased reliability (Labib et al., 2018).
The decision-making grid proceeds as a map that classifies assets into a chart
with multiple cells, based on the combination of downtime and frequency. The
cells correspond to respective maintenance strategies as shown in Figure 11.
The model introduced by Yunusa-Kaltungo and Labib (2020) enables to
determine in which settings to apply the approach of Total Productive
Maintenance (TPM) or Reliability Centred Maintenance (RCM). The TPM is
described to be suitable for the upper left sections while RCM is suitable for the
lower right sections of the decision-making grid (Rastegari & Mobin, 2016).
Contrarily, Gallab et al. (2019) emphasise that the severeness has a considerable
role that can be determined using an ABC-classification. To complete the
decision-making grid, the aspect of severity needs to be considered. Xie et al.
(2011) address different degrees of severity referring to their influences on the
system functions. With a low severity, the impact is minor and still enables the
system to operate without any major disturbances, resulting in a larger focus on
the direct costs. Contrastingly, if there is a critical impact resulting in damaged
assets, loss of resources, interruptions, suffered process performance or even
injuries, the consequence becomes significant. It would highly affect the system
as a whole, corresponding to a high level of indirect costs. Such a high degree
of severity influences the decision-making in which maintenance type to utilise,
not exclusively considering the frequency and downtime.

26
Figure 11: Decision-making grid for maintenance, inspired by Labib et al. (2018).
The methodology explained by Labib et al. (2018) to implement the decision-
making grid begins with a criteria analysis. This phase refers to acknowledging
which function is most vulnerable. This is determined by selecting equipment
with the greatest downtime and frequency of breakdowns/failures over a
distinct time. For this matter, a chart could be utilised to present the selection
of items that produce significant overall impact. Identifying the equipment that
stand for the failures, the low, medium and high categories are scaled. According
to Yunusa-Kaltungo and Labib (2020), the scales can be numerically determined
using the maintenance data. Consequently, the critical equipment can be
allocated in the decision-making grid as illustrated in Figure 11. Each cell
indicates a suitable maintenance type, clarifying in which settings the decision-
making is based on the characteristics of learning or technical aspects. The
correlation between critical equipment and maintenance strategy to be applied
becomes visible in one single chart which simplifies the apprehension (Labib et
al., 2018).
When a decision-making grid is mapped, a strategic plan can be composed.
Thus, it does not provide which activities need to be performed on which
components to improve performance. For this reason, Rastegari and Mobin
(2016) argue that it becomes essential to create an analytical hierarchy structure.
It aims to break down problems in manageable areas through a hierarchical
representation. The visible hierarchical elements facilitate the decision-making
process, matching each relevant type of maintenance with its corresponding
activities.

27
3. Methodology
This chapter presents the methodology used to perform the study in order to attain valuable
results. The purpose is to justify why, where and how the research methods were conducted. It
simultaneously draws attention to obtaining an ethical research and increased trustworthiness.
3.1. Research design
A research design is explained as being a framework as well as an action plan
getting from one point to another. The project has been described as a case
study which was focusing on a Volvo industrial manufacturing site, providing
an in-depth understanding of the maintenance topic in a present actual context.
Additionally, the case study enabled the usage of multiple data sources and
various research methods (Gray, 2017). To induce the purpose of the project, a
qualitative approach was applied with the reason of utilising both numerical-
and categorical data. This approach was reflected in an inductive reasoning that
seeked to understand the technical- and organisational aspects. Accordingly, this
reasoning became suitable in the context of continuously implementing and
developing relevant theory into practice. Therefore, the theory was constantly
under development as a result of new analyses and insights (Freytag & Young,
2018). An explanation is given by Gray (2017) where the research method
correlates with an exploratory study. It is a method that becomes useful when a
topic is inefficiently known and exploring of occurrences is imperative. The
study’s research design is inspired by Huhtala et al. (2014) and is visualised in
Figure 12 as follows.
Figure 12: Conducted research design framework, inspired by Huhtala et al. (2014).

28
The theory emphasises important aspects to be taken into consideration when
answering the research questions. Figure 12 illustrates the research design and
the sequence flow in which the research was conducted with. The theory
provided a significant background for the analysis to be performed. As Figure
12 shows, the combination of theory with empirical realm enabled the research
questions to be answered (Huhtala et al., 2014).
The research approach of using a single case study focuses on achieving a richer
understanding of the present within single settings. Generalised, case studies are
typically suited when a combination of different data collection methods are
used. Therefore, such an approach allows a wide variety of combined
information sources (Gray, 2017). The project was described as a single case
study where the selection of equipment represented a constrained system while
the breakdowns were explained as events. The applied research approach has
provided the advantage of making it possible studying one segment only and
not the entire organisation (Ridder, 2017). This provides sufficient information
to explore the characteristics, meanings and implications of the case. The
approach is also justified in the context of being manageable where there is
limited time and resources for large-scale research (Thomas, 2021).
3.1.1. Qualitative approach
Qualitative research is highly contextual where data is collected within a field of
real-life settings. It can be used in environments where an insufficiently explored
phenomenon exists or where a great apprehension is already known in order to
gain new perspectives. It involves starting with specific observations from which
it can be developed into a broad generalisation. The initial step in answering the
first research question was to study and interpret accessible data from the
systems. The approach became feasible to establish cause-effect relationships
between the variables. The collected data was processed with a predetermined
and structured method that confirmed an inductive approach. With the
collected data, it was possible to identify recurring patterns with a focus on
which maintenance type corresponded to which case as well as which failures
occurred most frequently. This reasoning determined empirical findings to be
displayed in numerical statistics (Queirós et al., 2017).
To fulfill the research purpose of exploring which data has historically been
monitored as well as addressing if any additional data was needed to gain
predictability, the qualitative approach accommodated a richer and more

29
comprehensive understanding of the research area. It enabled the numerical
statistics to be further analysed with support of interviews and observations to
determine the crucial maintenance information and answering the first research
question (Gray, 2017).
When conducting the interviews, workshops and observations, the inductive
reasoning was used to obtain in-depth insights of the problems as well as to
generate new ideas. It has been an iterative process of steadily combining
theoretical and empirical data. In addition, the approach provided flexibility in
the strategy and data collection. This characteristic justified to be important
when the second research question was dependent on the findings from the first
research question. The approach allowed the study to change focus during its
dynamic process (Gray, 2017).
3.2. Data collection
The alternated data collecting methods used to conduct the study are presented
in Table 1. Each method is further explained in detail.
Table 1: Data collection activities and methods.
Data collecting activity Data collecting method
Data collection from systems Unobtrusive measures
Interviews during meetings and workshops Non-directive interviews
Interviews with managers and team leaders Semi-structured interviews
Observations during visits Observer as a participant
Observation during workshop Participating observer
3.2.1. Sample strategy
The sample strategy consisted of a purposive sampling approach, being
considered suitable in the context of a qualitative research carried out by a case
study (Etikan et al., 2016). The selected participants were suggested by an
informant, based on their appropriate positions and experiences. This was due
to the fact that the informant and the selected participants were within the
organisation, having most well-suited knowledge in the specific context of
study. The purposive sampling method described by Gray (2017) was carried
out through an assessment of which persons would provide most valuable
perspectives on the phenomenon of interest and further inviting the participants
to the study. The selected participants were contacted via email or mobile and a

30
brief introduction of the research was provided. Accordingly, a heterogeneous
sample has been used to include all opinions and views sustaining diversity
within the selected sample (Etikan & Bala, 2017).
Due to the fact that the research was constrained by time, it became feasible
selecting a smaller number of participants who were particularly informative
having relevant knowledge and insights. Therefore, the selection size was
sufficient to achieve data saturation in accordance with Gray (2017).
Accordingly, to ensure that the General Data Protection Regulations (GDPR)
was followed, no personal information has been used as a part of the study. All
participants were informed in advance about the interviews being documented
and recorded with their agreement on the terms. Additionally, the data handling
was carefully considered to exclude outgoing information in order to sustain the
integrity of the participants. All recordings were further removed from the
storage after the project ended to consequently achieve an ethical research
(European Parliament and Regulation (EU), 2016/679).
3.2.2. Unobtrusive measures
Unobtrusive measures represent a method which involves the usage of non-
reactive sources. This type of sources is independent of the researcher’s
presence and includes documentary evidence (Gray, 2017). The method was
used in regard to the first research question in order to analyse and understand
recurring patterns. The data involved the usage of already existing data which
was collected or compiled for a prior purpose. The data available in the systems
from Volvo CE was up-to-date and conveniently accessible. This became
advantageous and feasible in terms of facilitating the project being restricted by
time. Accordingly, by utilising data being collected in a longitudinal basis, the
data was available in a greater quantity which enabled an increased accuracy
applying statistics. The data was in the form of an extensive amount of
numerical metrics and it contained valuable information related to the research
purpose. The numerical metrics allowed to quantify the most frequent
breakdowns/failures and be statistically presented.
3.2.3. Interviews
Interviews represent an exploratory data collecting method that results in
detailed information used to investigate the research questions. Rosenthal
(2016) addresses that it becomes an appropriate method used in the context

31
where the study strives to examine a complex case, requiring a greater
understanding of how different settings are related to one another. In the
research, the interview approach has been a standard method to obtain
information and share other persons knowledge through a verbal exchange.
Both non-directive- and semi-structured interviews were utilised.
Non-directive interviews
Non-directive interviews refer to an interview concept without any set of
formats. It allows participants to be spontaneous when receiving relevant
information, emphasising the purpose of the interview. The characteristic tends
to be more informal and open-ended which consequently generates extended
flexibility (Gray, 2017). Non-directive interviews were occasionally used in the
form of both physical- and digital meetings.
Table 2: List of non-directive interviews.
Respondent Position Area Venue Count
1
Manager Manufacturing Engineering
Physical 1
Manager Welding Process
2 Maintenance Developer Digital 1
3
Head of Management Systems and Data Analysis
Digital 5
Quality and Safety
4
Reliability Engineering
Physical and digital 18 Specialist Maintenance Process Improvement
European Expert in Maintenance Management
As visible in Table 2, the participants varied in regard to the situation and setting.
The main purpose of these meetings was to discuss the status of the research
and to receive feedback throughout the research phases. It also involved new
perspectives, suggestions and ideas that led to a common alignment of the
research expectations. It allowed experienced participants to provide value-
added inputs and knowledge to be shared. The verbal exchange was directly
translated into documentation.

32
Semi-structured interviews
Semi-structured interviews have characteristics of being non-standardised in
regard to the interviewer’s questions agenda, leading to reduced flexibility.
During the digital performance, there was no specific arrangement and the
predetermined questions were adjusted spontaneously depending on which
direction the interview proceeded. With an interview guideline on a certain
selected topic, the questions could be answered in different ways with the
ambition that the respondents would expand their answers. This was found
suitable when qualitatively seeking to understand the organisational roles,
responsibilities and competences to further be correlated with the efficiency
losses (Gray, 2017).
Each interview was recorded with the respondent’s agreement in order to ensure
that all received data was authentically obtained and available for further
analysis. During the interviews, keynotes were formulated covering unexplored
topics. According to Gray (2017), the use of notes in combination with
recordings becomes an effective interview method to collect and secure data. A
summary of the interviews is presented in the list of Table 3.
Table 3: List of semi-structured interviews.
Respondent Position Area Conceptual Framework
Length [h:min:s]
Date
5 Maintenance Engineer
CMMS/CPMS 00:26:13 01 April 2021
6 Manufacture Engineer
CPMS 01:00:04 23 April 2021
7 Maintenance Engineer
CMMS/CPMS 00:53:01 26 April 2021
8 Production Supervisor
CPMS 00:34:20 29 April 2021
9 Production Supervisor
CPMS 00:22:39 03 May 2021
At the beginning of the interviews, an introduction was provided to the
respondents explaining the background and its purpose. This ensured a
common alignment to avoid misunderstandings. Additional questions or topic
clarifications were provided if necessary. The interview contained only open-
ended questions that gave the respondents the opportunity to elaborate the
answers. See Appendix I for the interview guideline and Appendix II for the
interview script format.

33
3.2.4. Observations
As an observant, the role can vary depending on what is to be achieved. When
the research was performed, both observer as a participant and participant as observer
were carried. Multiple observer roles facilitated investigation of different
perspectives and insights (Freytag & Young, 2018).
Observer as participant
The observer as participant represents the researcher to participate in desired
activities with a participating awareness (Freytag & Young, 2018). The role of
an observer as participant was performed during the interview with managers
and team leaders within the organisation. This allowed contrasting insights in
different settings which became necessary to understand the organisational
aspects of how the maintenance is managed. The observations provided data
for the research purpose where the visit and meeting were planned in advance.
Notes were taken and summarised after the session.
Participant as observer
The participant as observer represents the researcher to be a recognised member
by the participants which has activity awareness. During the visit at the factory
the role of participating observer was conducted (Freytag & Young, 2018). The
introduction of the true environment provided a comprehensive understanding
of the reality and the case to study that stands important according to Jones and
Smith (2017). This became essential in order to master the breakdown-causes
of the equipment as well as how the value-operating time could be enhanced.
The visit was planned in advance and notes were simultaneously taken during
the visit as well as summarised after the session.
3.3. Data analysis
For the analysis of the data, the Gioia method was applied. Gioia et al. (2013)
summarise the method as a framework that enables new systematic conceptual
developments. The process framework for the data analysis is shown in Figure
13.

34
Figure 13: Gioia method for the data analysis process, inspired by Gioia et al. (2013).
The Gioia method was used to analyse the obtained data from unobtrusive
measures. Furthermore, with inspiration from the method illustrated in Figure
13, the collected data from interviews and observations was continuously
interpreted with supported theory. Consequently, the created methodology of
maintenance information was shaped bringing the organisational and technical
aspects together.
3.3.1. Unobtrusive measures analysis
The numerical data from the systems was interpreted and recurring patterns
were identified using Excel software. From this perspective, it allowed the most
occurring breakdowns or failures to be presented in charts. This tool enabled
the data to be statistical counted and categorised. The charts highlighted the
scope of the research and its focus, setting boundaries regarding data selection
intended for analysis.
Furthermore, patterns were analysed for each failure/breakdown identified by
the charts. The purpose was to understand how the data was correlated with
one another and display existing trends. The data has been continuously
interpreted by implementing the Gioia method introduced in Figure 13. In
addition, the collected data facilitated tracking the correspondence between data
and the maintenance type. As a result of this correspondence, it showed how
different patterns are able to reveal which maintenance strategy becomes
suitable for the specific setting. Generalised, such an approach allows a method
to gain predictability, answering when, where and how maintenance becomes
necessary. However, it was not always possible to identify patterns. Data was
available but not necessarily of interest. Therefore, to answer the first research

35
question, it became essential to analyse which information was currently
available and if any further data became required in order to gain predictability.
3.3.2. Interviews- and Observations analysis
To fulfill the purpose of the first research question, the unobstructive measures
were complemented with interviews and observations. The result shaped the
foundation and the scope for the second research question. The non-directive
interviews were summarised while semi-structured interviews were transcribed
verbatim and recorded. The interviews were further analysed simultaneously
with observations using the Gioia method iteratively. The concepts, themes and
dimensions were developed by revealing repetitive data and similarities in
information through NVivo software, see Appendix III.
With acquired data, it was possible to design a network of activities showing the
structure of the maintenance process and revealing efficiency losses. The roles,
responsibilities, input and output were explicitly identified that enabled shaping
a platform to be improved. The theory of maintenance excellence allowed an
improved comprehension about extended network of activities and how the
maintenance data should be utilised within the organisation. Accordingly, the
collected data ensured the support of maintenance decision-making. As a result,
a methodology was created to make use of maintenance data in order to explain
the second research question.
3.4. Research quality
To assess and evaluate the trustworthiness of the research, four dimensions of
trustworthiness explained by Hadi and Closs (2016) have been used: credibility,
transferability, dependability and confirmability. Correlations to the research and
descriptions of each dimension are presented as follows.
Credibility
Credibility as the first dimension refers to the degree of confidence the
researcher has in the truth of the research findings (Hadi & Closs, 2016). This
aspect was taken into consideration involving data triangulation by utilising
diverse data collection methods. Unobtrusive measures, interviews and
observations were conducted providing multiple insights as well as avoiding a
lack of research quality. This is also supported where the data analysis was
performed with well-established methods (Gray, 2017). The interview

36
participants were selected having organisational key positions that aligned with
the research purpose (Fridholm & Brogren, 2017).
Transferability
Transferability as the second dimension refers to the degree in which the
findings can be transferred to other contexts or settings (Hadi & Closs, 2016).
This research gained attention and was highlighted being an element in the
organisational realisation of Industry 4.0. The transferability dimension had a
vital focus since there are further areas that remain to be studied. The method
of how to utilise information was designed in order to make possible a
generalised methodology by covering the most important breakdowns/failures.
For this reason, the method became available to be adapted and used for other
areas and sites within the organisation.
Dependability
Dependability as the third dimension aims to achieve reliable results that do not
alter by time. This becomes essential establishing the consistency and
repeatability of this research study (Hadi & Closs, 2016). The numerical data
from the equipment were systematically collected and interpreted. The
equipment that was monitored for the purpose of this study continuously
provide data for further monitorisation. Historical data increased the accuracy
of the current analysis of recurring patterns. The visibility of sharpened trends
in characteristics, meanings and implications has been increased by taking into
consideration a wider time range of collecting data.
Confirmability
Confirmability as the fourth dimension refers to the degree of neutrality in the
research findings, shaped by participants and researcher’s bias (Hadi & Closs,
2016). The selection of peer reviewed research sources determined the increased
accuracy of the applied theory. The study’s presentations and seminars, both
taking place at Volvo, Arvika site and Karlstad University enabled the
progression and findings of the research being successive audited.

37
4. Findings
The following chapter presents the findings emerged from the collected data. The findings are
accordingly analysed being necessary to answer the research questions. It presents which
information is accessible in the Computerised Maintenance Management System (CMMS)
and in the Computerised Production Monitoring System (CPMS). The chapter is divided into
several sections that explain the necessity of addressing both the planned- and unplanned
maintenance. It also shows that the causality consists of a limited count of faults being
equipment- and process oriented. In addition, the entity of Mean Time Between Failure is
presented as a tool achieving predictability and preventive measures. In final, the chapter reveals
how respective systems are- and should be used in practice by addressing the information flow
correspondingly.
4.1. Maintenance information
The maintenance data accessible in the systems contains valuable information.
Utilising the data, it enables to apprehend respective maintenance types as well
as to analyse data, discovering patterns that support proactive approaches.
Identified themes and codes are presented in Appendix III.
Notably, to favourably comprehend the findings, the systems are in brief
clarified as follows: The Computerised Maintenance Management System
(CMMS) is mostly used by the maintenance department to create work-orders
that report the necessity of maintenance, explaining why, when, where, what,
who and how it is required. Contrastingly, the production department is using
the Computerised Production Monitoring System (CPMS) to analyse deviations
regarding the equipment performance. It enables to reactively act on the
maintenance necessity. Both systems provide correspondingly valuable
information in regard to maintenance.
4.1.1. Maintenance achievement
The data cover six additive manufacturing equipment equally divided into two
types, both performing a similar activity. Correspondingly, each type is utilised
with a different brand. Equipment-type I includes robot 6, 7 and 15.
Simultaneously, equipment-type II includes robot 12, 13 and 14. Furthermore,
the distribution of the contrasting maintenance types over a horizon of time and
how the types are related to one another become visible, as shown in Figure 14.

38
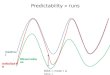
Figure 14: Maintenance types over time, stacked bar chart.
As Figure 14 presents, there is a trend showing an even level of created
maintenance work-orders corresponding to the production volume. The
unplanned maintenance is performed after a detection of a failure which
emphasises corrective maintenance. The immediate corrective maintenance
refers to an urgent maintenance where a breakdown has occurred and therefore
it becomes crucial to perform maintenance to get the equipment operative.
Contrastingly, deferred corrective maintenance refers to urgent maintenance
with no breakdown yet occurred. A symptom is recognised with the necessity
of performing maintenance to avoid an interruption. Both are characterised as
being unplanned, which in accordance with aiming towards maintenance
excellence is desirable to be minimised. For the further analysis, an in-depth
understanding about what each bar consists of became essential. For this reason,
an investigation of all maintenance type distributions was necessary.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1
2018 2019 2020 2021
Co
un
t/P
rod
uct
ion
vo
lum
e
Maintenance types over time
Corrective maintenance Condition based- /Predetermined maintenance Predictive maintenance Improvement

39
Figure 15: Maintenance types over time, normalised bar chart.
The normalised bar chart in Figure 15 presents the correlation of maintenance
type with its distribution. There is a visible trend that shows a progression of
increased unplanned maintenance compared to the planned maintenance.
Only a theory, but I believe that a reason for the trend is because we have
improved capturing the unplanned as well as reporting it into the system. […] It
may additionally be that the planned performance is more accurate in what we
do now. […] However, the trend development is not satisfying. Would prefer it
the other way around. – Respondent 5/Maintenance Engineer
In accordance with the quote above, the discovery is contrary to the desired
trend which simultaneously is addressed by respondent 4. A further
investigation of how corrective maintenance could be limited by using
predictive- as well as preventive measures was needed.
4.1.2. Occurrences and causes
To reduce the count of unplanned maintenance, it is necessary to understand
the unplanned events and simultaneously the correlated occurrences. By
arranging those events in a decreased sequence, it enables detection of the
critical events that direct the attention.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1
2018 2019 2020 2021
Maintenance types over time
Corrective maintenance Condition based- /Predetermined maintenance Predictive maintenance Improvement

40
Figure 16: CMMS - Downtime-cause occurrence of corrective maintenance.
It is recognised in Figure 16 that the majority of the effort in restoring the
equipment conditions occur due to 011, 045 and 047. This information becomes
relevant to be acknowledged in order to set a focus on reducing the overall
unplanned maintenance. By targeting the main occurrences, the total count of
downtime-causes is significantly reduced. It is also highlighted that an extensive
count of the downtime-causes has not assigned code, being unsuitable
categorised among existing codes as shown in Figure 16. As referred to by the
following quote, the downtime-causes recognised in the CMMS should be
reflected in what is visible in the CPMS.
It is normally the same data that is shown in both systems, in regard to
maintenance. […] In the CMMS, the maintenance codes become somewhat
general, meanwhile the CPMS provides a larger picture of how the equipment
operates. […] It is also a matter of interpretation, so it is important to have a
proper consensus on the whole equipment process. – Respondent 7
/Maintenance Engineer
To investigate and compare the systems, the corresponding faults in the CPMS
are viewed in Figure 17.

41
Figure 17: CPMS - Corresponding downtime-causes occurrence.
Corresponding faults in the CPMS as shown in Figure 17 above, it is recognised
that the data correlates with what is visible in the CMMS. The data is not
identical but provides similar maintenance information. Furthermore, to induce
preventive measures for the downtime-causes, it becomes evident to study the
root of the causes. In this manner, by targeting the root-causes regarding the
most breakdown-cause occurrences, it outlines the focus to significantly
improve the operating time.
Figure 18: Breakdown-causes over time regarding 011, 045 and 047.
1 Op
1 Sp
2 Wear
4 Incorrect production method
5 Handling error
6 Lack of construction
9 Unknown
CMMS - Breakdown-causes

42
By inspecting the code descriptions of each breakdown-cause, it enables the
recognition of the root-causes and their associations to respective equipment.
As Figure 18 illustrates, the main breakdown-causes occur due to wear and
incorrect production methods. Equipment wear referring to a failure with
degradation pattern as shown in Figure 5, is identified as quality reduction over
time. Respondent 3 justifies that, generalisable the use of an appropriate
maintenance strategy enables the change of unplanned equipment wear to
become predictive and preventive. In turn, the maintenance caused by wear
could be performed according to a planned schedule. Parallel, the use of correct
and standardised production methods would prevent incorrect execution and
simultaneously would reduce the downtime-causes.
Accordingly, unknown codes stand again for a noticeable count of causes as
visible in Figure 18. Respondent 4 acknowledges that this fact indicates once
more insufficiency in the system codes. However, with the focus on codes with
descriptions, it is observed that not all codes are referring exclusively to the
equipment. The descriptions of the codes refer to the faults being process- and
not equipment oriented. The codes attribute distinctive descriptions that
indicate incorrect production methods. The observation of the faults being
process oriented aligns with the organisational perception justified as follows.
It is experienced that a large part of what we do in maintenance is about the
process and not the equipment itself. The equipment usually stops if there is a
fault in the process and then a code is obtained on the equipment. Then it is easy
to conclude that it is the equipment fault, but it does not always have to do with
the equipment itself. […] There is a slight misunderstanding, it is being said that
the equipment has stopped and then it is perhaps a better term addressing that
the production has stopped. – Respondent 7/Maintenance Engineer
In addition, the code descriptions reveal that the root-causes are both of
technical- and organisational aspects. The code descriptions referring to wear
and incorrect production methods acknowledge that the breakdowns could be
prevented by specific training and correct execution. As respondent 4
emphasises, even though the equipment is insufficient, the conditions of the
equipment must be taken into consideration when being handled. For this
reason, with correct knowledge and training, breakdowns could be minimised
or eliminated.

43
4.1.3. Equipment performance
Having the main causes of breakdowns identified, it becomes necessary to
understand how the causes relate to the equipment. As previously mentioned,
each equipment-type is utilised with a respective brand performing a similar
activity. For this reason, studying the maintenance data becomes a tool to assist
the decision-making of maintenance strategy for each equipment-type. The
equipment normalised distribution over time is illustrated in Figure 19.
Figure 19: Normalised bar chart of corrective maintenance for respective equipment type.
A distinct trend is recognised in Figure 19 above. The corrective maintenance
regarding the equipment-type I is of a larger count than for the equipment-type
II. Concluding this, more maintenance effort is performed on the equipment-
type I resulting in a cost intensive equipment. This finding aligns with the
organisational consensus of the equipment-type I having increased
complications. This is emphasised by the following quote.
Within the maintenance department, we generally have the experience that
equipment-type I is more labour- and cost intensive. We spend more time with
the equipment-type I than we do with the equipment-type II. – Respondent 7
/Maintenance Engineer
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1
2018 2019 2020 2021
Corrective maintenance over time
Equipment-type I Equipment-type II

44
Regarding the recognition, equipment II is justified being more reliable. In
addition, there were respondents that expressed narratives referring to
equipment distinctions.
Have experienced that the equipment-type II are more reliable in relation to the
equipment-type I, having a high efficiency. They are simpler equipment that
perform simpler operations. […] For the equipment-type I, they operate on
slightly larger components which are more operating complex, with higher
operational variation. […] Correlated with the operation process, the program
becomes more complex. – Respondent 6/Manufacture Engineer
This clarifies that there are differences in how the equipment functions that
influence the result in distinct operational performances.
4.1.4. Maintenance reliability
Existing data from the systems is sufficient to determine the Mean Time
Between Failure, abbreviated as MTBF. This measurement presents the mean
time between the occurrence of failures from an historical point of view.
Adapted from Campbell et al. (2015), MTBF is calculated using the formula
below.
MTBF =
{
1
n ∙∑
Uptime
No. of Failures
n0 for n, No. of Failures > 0
0 for n, No. of Failures = 0
(1)
Regarding the downtime-causes 011, 045 and 047, it is recognised to have
contrasting occurrences over time as well as a variety of costs for respective
equipment. For these reasons, it becomes necessary to study the influence of
both variables being combined, by using a risk value as described by Narayan
(2004). The risk value is determined by a formula as follows.
Risk value =
{
Consequence ∙1
MTBF for MTBF > 0
0 for MTBF = 0
(2)

45
It is recognised that the logged cost in the CMMS was inconsistent regarding
the budget content. Therefore, the consequence-variable is featured as the mean
time consumed per maintenance and MTBF is calculated with formula 1. The
output from formula 2 describes the indirect labour cost per production day and
it is presented for each equipment in Figure 20.
Figure 20: Pareto diagram for risk values regarding downtime-causes 011, 045 and 047.
The Pareto diagram in Figure 20 shows that the equipment number 15 has the
greatest risk value, while two of the equipment-type II robots stand with
relatively low-risk values. As a general description, the equipment-type I has a
greater risk value. Conclusively, this fact features the equipment-type I having a
greater indirect cost that results in becoming cost intensive.
4.2. Information in practice
With the three most frequent downtime-causes being 011, 045 and 047 as
recognised in Figure 16 on page 40, the related occurrences over time are plotted
on a chart that Figure 21 reveals. The chart represents the variety of the three
downtime-causes creating a distinct visualisation of corresponding time
distributions. It is apprehended that the equipment-type I has in total greater
count of breakdown-events reflecting on reduced value-added operating time in
comparison with the equipment-type II.

46
Figure 21: Time-series chart of breakdown-events for a system of six equipment.
As Figure 21 describes, regarding the downtime-causes 011 and 045, the
equipment-type I is of a greater frequency of breakdown-events in comparison
with the equipment-type II. Contrastingly, regarding the downtime-cause 047,
the occurrences are greater for the equipment-type II. As a generalisation, all
three downtime-causes have the characteristic of high frequency. This
characteristic refers to a proactive approach according to the decision-making
grid. By using formula 1, it allows to distinct the MTBF for each equipment
which consequently is used to forecast when maintenance emerges necessary.
Such forecasts will in turn shape predictability.
Table 4: Mean Time Between Failure for each downtime-cause respective equipment type.
MTBF 011 045 047
Equipment-type I [days] 43 67 90
Equipment-type II [days] 154 216 63
As recognised in Figure 6 on page 19, the condition based maintenance
corresponds to an approach with a quality degradation over time. Accordingly,
as shown in Figure 8 on page 22, the P-F curve is explained as a cumulative
distribution function of the exponential distribution. For this reason, the
probability over time can be determined applying the following formula,
adapted from Pal et al. (2005).
CDF(P, MTBF) = 1-e - MTBF ∙P for P, MTBF ≥ 0 (3)

47
With the applied formula 3 with input from Table 4, the MTBF is plotted
visualising the probability of failure occurrences in regard to the duration for
each equipment brand. The result is shown in Figure 22.
Figure 22: Probability corresponding to the duration of each equipment type.
Each downtime-cause has contrasting probabilities corresponding to the time
duration. The longer the duration, the greater the probability of an unplanned
breakdown. For this reason, efficient maintenance is carried out at
predetermined intervals as shown in Table 4. However, the further the
equipment operates without any set of maintenance, the greater the chance that
a failure event would occur. This utilisation of maintenance information
becomes a method to manage the data available in the CMMS in order to gain
predictability. Contrarily, the aspect of the planned maintenance is not taken
into consideration.
Currently there is no direction on the planned efforts. We do not code what the
planned maintenance refers to. […] It is not impossible, but it will be a detective
work. However, it is not available to directly export it out of the system. –
Respondent 7/Maintenance Engineer
In order to truly use the full potential of the maintenance data to achieve
excellence, it becomes relevant to measure when the planned maintenance is
performed. In this manner, it could be plotted in a chart, similar to Figure 22.
The finalised chart could therefore support the decision of when planned
maintenance should be performed achieving both preventive functions and
predictability.

48
4.3. Maintenance decision
To understand how the maintenance information should be used supporting
the decision-making, it becomes evident to apprehend how the systems are
utilised as well as to clarify roles and responsibilities. It is recognised that there
is a distinct difference between the utilisations of the systems. The CMMS is
exclusively used by the maintenance department while the CPMS is mostly used
by the production department. The maintenance department uses the CMMS
to create work-orders that report the necessity of maintenance, explaining why,
when, where, what, who and how it is required. It is used to register which
maintenance has been done creating historical evidence with the vision of
achieving predictability and preventive measures. Furthermore, the CMMS
system provides information including facts on what maintenance efforts has
been performed and not just the status of the equipment. The consensus of the
maintenance department regarding the utilisations of the systems is revealed as
follows.
It is usually the same maintenance information that is presented in both systems.
The CPMS provides a larger picture of how the equipment operates than the
CMMS. […] We use the CPMS, but not at a rational level in the maintenance
department, since it becomes more of a process tool that reveals how the
equipment and manufacturing-process perform. It is further used to find out
what is happening in real time, that shows how long a disruption has been which
is not reported in the CMMS. […] Conclusive, we receive work-orders from the
CMMS and review further in the CPMS for broader apprehensions. –
Respondent 7/Maintenance Engineer
On the other hand, the production department is using the CPMS to analyse
deviations regarding the equipment performance. It enables to reactively act on
the maintenance necessity. Additionally, it is used as a tool to analyse trends
supporting long-term decisions. The production department explains the
utilisation of the systems as follows.
We use the CPMS to review the status of the equipment every morning. In this
manner, we can reactively find out what has happened and why in order to act
on disturbances. […] The status in the CPMS provides an overview of how and
when the equipment has operated, but the system does not reveal how the
equipment has performed during allocated time. […] The CMMS is not
something I use yet, I have no perception that others in the production
department use it either. – Respondent 8/Production Supervisor

49
Both systems provide correspondingly valuable information to support the
maintenance decision-making. As visible in Figure 16 on page 40 and Figure 17
on page 41, both systems lack transferability by using different codes.
It would be ideal with common codes in all systems. Then we would achieve an
excellent apprehension. […] No matter which system would be used, all fact-
findings would lead to the same conclusion. If we end up with different problem
statements, it becomes uncertain since misunderstandings can appear between
the maintenance- and production department. – Respondent 7/Maintenance
Engineer
To conclude, it is emphasised that the conclusions should be independent of
which system is used.
4.3.1. Maintenance management system in practice
The overall information flow for the CMMS is illustrated in Figure 23. It reveals
all involved activities from the moment the equipment signals a symptom till a
maintenance is performed including respective in- and outputs.
Figure 23: Information flow regarding the CMMS.

50
When a deviation is identified, it becomes evident for the operator to react on
the equipment symptom. This is explained in Figure 8 on page 22, illustrating
that the further equipment operates having a disturbance, the greater the
probability of a functional failure occurrence becomes. Therefore, it is crucial
to react directly as the following quote emphasises.
Firstly, follow the instant reaction and always act on the first deviation. Secondly,
gather historical data, see trends and what can be prevented as well as predicted
in the long term. Both essential, but most important to react to the first
disturbance. – Respondent 5/Maintenance Engineer
After the first reaction, the data is logged in the systems to be used as historical
evidence. Therefore, in order to have a clear data interpretation, respondent 4
supports the fact that data needs to be complete with rich descriptions. It is
noticed that the codes are perceived to become somewhat generalised. The data
in the CMMS provide an overview of the work-order but is not always sufficient
in order to explain the maintenance in detail.
Data from the CMMS is not always sufficient to understand the problem but
provides valuable information for a sorting- and priority options doing a
selection that works. […] If not enough information is accessible, then return
asking the operator, the person who initiated the work-order. […] Additionally,
codes in the CMMS become somewhat general, in some cases they reflect the
reality and in some they do not. […] It is also a matter of interpretation, so it is
important to have a total consensus on the whole process. – Respondent 5
/Maintenance Engineer
As Figure 23 presents, the equipment shows a symptom in which the operator
reacts on. The reaction becomes an interpretation on what the operator believes
the deviation stands for. This information is then explained to the coordinator
that further interprets the explanation into the CMMS. In addition, when a
maintenance has been performed and is about to be closed, a description of
which maintenance effort has been executed is logged. To conclude, the created
codes and related descriptions are all based on human inputs. Therefore, all roles
involved in the information flow recognised in Figure 23, carry the responsibility
of composing correct and complete codes that all individuals agree upon.

51
4.3.2. Production monitoring system in practice
The overall information flow regarding the CPMS is illustrated in Figure 24. It
reveals all involved activities from the moment a symptom is recognised till a
maintenance is performed. Simultaneously, respective in- and outputs are
visualised.
Figure 24: Information flow regarding the CPMS.

52
The findings acknowledge that the systems provide significant valuable
information. However, it is recognised that there are no mutual clarifications
about the responsibility of the data utilisation. Respective roles and
responsibility areas are not completely defined or allocated within the
organisation.
Who is responsible for preventive measures and makes sure that it is performed?
The information is gathered but the question remains about how the information
is further used and how the decisions are taken in order to act. […] It does not
feel like it is obvious in the current management. – Respondent 6/Manufacture
Engineer
In order to achieve predictability and preventive measures, there is a necessity
for clear roles explaining every involved individual responsibility. Without
distinct explanations, there is a reduced apprehension about how the system can
be used as an asset which consequently is reflecting on insufficient codes.
In the CPMS, when we do not use the comment field, the codes become quite
general, which I also consider to be a training issue. We have historically not
worked with facts from the CPMS to a large extent to achieve predictability. So,
there has not been a great demand to gather all the data. […] We first need to
understand how the system can help us, and only then can we do the training.
Until then, it can be seen as an over-process linked to the fact that we do not
make full use of the system. – Respondent 8/Production Supervisor
As indicated, a lack in demanding complete codes is reflecting on a suffered
coding effort without rich descriptions. Furthermore, it is also emphasised that
the codes must reflect clear categories in order to fully describe the maintenance.
The more facts you gain, the easier it will be to take decisions and make a
difference. The amount of codes is sufficient, but the facts could be gathered
more valuably. […] Different codes are sometimes experienced overlapping that
consequently become linked to the same breakdown type. – Respondent 9
/Production Supervisor
As Figure 24 reveals, the equipment shows a symptom in which the operator
reacts on and further interprets the deviation into a code available in the system.
The code description is provided by the operator while the parameter is
measured by the equipment itself. To conclude, the codes in the CPMS are
influenced by technical aspects. The reason that each operator is responsible for
its equipment, leads consequently to a variety of interpretations.

53
4.4. Method for preventive measures
Having the maintenance information and its decision-making emphasised, a
generalised process is acknowledged to gain preventive measures as well as
predictability. The method presents an approach to utilise available data within
the systems and it is explained in Figure 25 as follows.
Figure 25: Method for preventive measures.
The step-by-step method consists of six phases, all performed in an iterative
cycle following a logical sequence. The findings as well as Appendix IV illustrate
how the outcome can be visualised and analysed in which the decision-making
could be supported on.

54
5. Analysis and Discussion
The section is dedicated to review the findings in relation to the theoretical framework in regard
to answering the research questions. The findings reveal different themes visible in Appendix
III. Correspondingly, each theme will be in-depth elaborated on. Initially, the preventive
measures and related efforts are examined. It is explained how the corrective occurrences could
be enhanced as well as how data reliability crucially contributes towards achieving maintenance
excellence. Consequently, a discussion follows about the utilisation of predictive maintenance.
It presents the data dimensions and measurement perspectives, addressing both technical- and
organisational aspects. It is further analysed the importance of data completeness, considering
the whole production process as well as standardising the systems with mutual understandings.
5.1. Preventive
In accordance with the preventive dimension, it corresponds to the themes of
preventive efforts, causality, interpretation and data reliability. Outlined, preventive
measures reflect on the current maintenance- performance and its efforts. It is
recognised that there is a necessity evolving corrective maintenance to become
proactive. Such advancement needs an identification of the causes as well as
how the failures are orientated to the equipment. Further, organisational aspects
such as recognition and clarification on roles and responsibilities need to be
taken into consideration. Correspondingly, each preventive-related theme will
be in-depth analysed and discussed.
5.1.1. Preventive efforts
When using predictive measures, there is a necessity of statistical data being
highly accessible. All parameters need to be considered with a sufficient degree
of apprehension. As in the case context, the information flow includes to some
extent manual handling as well as parameters with unpredictable conditions.
Therefore, it becomes challenging to determine predictive measures.
Inspections are predetermined in advance containing both measures and
condition controls. That is to say, during the predetermined inspections, the
intended component status is inspected and simultaneously the associated
equipment is further analysed. Therefore, the approach becomes a mix of
condition based- and predetermined maintenance. The predetermined
maintenance refers to the usage of scheduled inspections performing an
assignment, while the condition based maintenance checks also the associated
elements status in order to carry out preventive measures. This concludes that

55
the condition based- and predetermined maintenance approach are currently
relevant.
With the present era of digitalisation and technology, data is enabled to be
shared and integrated within all levels within the organisations. When efforts are
channelled to decrease the overall amount of maintenance work-orders, a trend
is clearly recognised as being favourable in accordance with the OEE as well as
striving towards maintenance excellence, described by Campbell et al. (2015).
Even though the overall count of maintenance is at an even level over time, the
findings present that the proportion of the unplanned maintenance increases in
comparison with the planned maintenance. The discovery implies to be of the
opposite desired trend and therefore not supportive.
Increased unplanned maintenance brings less flexibility and leads to uncertainty,
argue Jonge et al. (2015). Based on this premise, the uncertainty is confirmed
when disruptions, breakdowns or failures could occur, reflecting on an
unfavourable OEE. Equipment lacking performance, with precarious quality,
operational efficiency or availability lead to disadvantageous consequences in
costs of time, resources, reliability and maintainability. Therefore, it becomes
evident that organisations should not exclusively focus on bringing the overall
maintenance amount to a minimum level, but also make preventive efforts of
planning in advance to achieve maintenance excellence.
The essential of preventive efforts is justified. Besides this, as the literature
covers and is explained in Figure 3 on page 18, the maintenance development
enhances through continuous improvements. The achievement of maintenance
excellence utilising exclusively preventive measures requires cross functional
teamwork as well as appropriate competencies. It is a journey where corrective
maintenance step-by-step develops through corrective based- and
predetermined approaches to finally reach the level of preventive maintenance.
Therefore, each improvement becomes one step closer to achieving excellence.
This being generalised, it concludes that the quality of necessary data is not
demanded to be momently flawless in order to gain preventive measure, but
rather accessible and enhanced through a continuous progression over time
when more facts are historically gathered.

56
5.1.2. Causality
The findings show that the most root-causes for breakdowns are determined by
only a few types of sources. A significant impact is achieved by focusing on
these few types of causes contributing to decreased unplanned maintenance.
Despite the majority of occurrences caused by the downtime-causes 011, 045 or
047, Figure 16 on page 40 reveals that the single downtime-cause 042 provides
a significant consequence in terms of consumed maintenance hours. This fact
concludes that even if the occurrence is characterised as being rare, the
consequence is sufficient to be noticed. For this reason, all cause occurrences
need to be taken into consideration and not only the major ones. This is justified
as being decisive where continuous improvements constitute a principle in
quality management. As a generalised contribution, all considerations become
fundamental to acknowledge when the cause information needs to be
considered and analysed for each breakdown-cause. This enables to determine
the root-cause of a breakdown or failure that supports a proactive approach.
Hence, prioritising and focusing on the most occurring causes provide a
significant impact.
Specific to the manufacturing industry, equipment is present in all process
activities that are linked in logical sequences. All activities are designed to be
value adding and depend on one another. If a disturbance occurs in a specific
equipment element, the related activities may become affected in close
connection with its severity. For this reason, it is crucial that maintenance data
reveals the present state and causes corresponding to each maintenance type.
Simultaneously, it is crucial to focus on preventive maintenance efforts of all
complex equipment in order to achieve high dependability, giving the
production high predictability which enables an increased OEE. Therefore,
correct resources used at the correct time reflect on social, economic and
environmental sustainability.
5.1.3. Interpretation
The findings indicate that the equipment-type I corresponds to an extended
count of work-orders in comparison with the equipment-type II. Consequently,
the general perception in the organisation is that the equipment-type I is
increasingly problematic. However, the findings suggest that the downtime-
causes resulting in unplanned maintenance reflect in process characteristics and
are not exclusively equipment oriented. Not all events that emerge from

57
maintenance necessity are the consequences of the equipment faults, but also of
operating processes in which the activities affect one another. When a single
equipment is monitored, it becomes easy to diagnose and reprehend the
equipment being the cause of the faults. Accordingly, a fault can only be handled
if the root-cause is identified, which oftentimes is induced by an associated
process-element, not necessarily the equipment itself. For this reason, targeting
the vision of achieving preventive measures, it becomes decisive to put efforts
in addressing the equipment’s process. All equipment has essential parameters
and if one such parameter deviates from its acceptable values, it reflects on a
deficient quality output. If the root-cause of a failure is minimised or eliminated,
it is positively reflected on the degree of reliability and on a consistent quality
output for the process as whole. Striving towards excellence of maintenance, it
becomes evident that a broader perspective approach is required, not only
focusing on equipment taken individually. Therefore, one must take into
consideration the operational processes where the equipment themselves do not
stand responsible for all initiated maintenance orders. By simply restoring or
replacing the components or the equipment itself it might not solve all
associated issues. This emphasises the importance of considering all elements
within the process chain when carrying out maintenance decisions.
Riccardi (2002) argues that there is a term difference between translation and
interpretation. Willig (2014) provides the description of interpretation as being
an explanation of a statement referring to the meaning of an event. As the
findings reveal, the work-order codes in the CMMS are created by a coordinator.
Contrastingly, the codes in the CPMS are initiated by the operators responsible
for the equipment. Each equipment has assigned operators that is consequently
leading to a larger extent of interpretations. With a greater variety of code
interpretations, the data becomes inconsistent. This is justified by Gray (2017),
suggesting that similar replies provided by multiple respondents are leading to
response interpretations having different meanings. Since each operator has its
own understanding and bias when observing the equipment, the communicative
responses will contain different meanings of the event. This is reflected where
there is a necessity for the maintenance department to have a consensus on the
whole process in order to sincerely apprehend the codes. Simultaneously, when
the information flow from an initiated work-order to a maintenance is
performed, there are multiple communication levels for the information to be
processed in.

58
The systems present a noticeable count of work-orders without codes. This fact
indicates that there is a lack in the common agreements on code clarifications,
derived from interpretation challenges and poor coding efforts. Willig (2014)
suggests that the necessity of collaborative meanings explaining formulations is
crucial in order to avoid misunderstandings. The codes are ought to be clear and
agreed upon. In this manner, clear information would allow the code’s meanings
to increasingly reflect reality. With such accurate explanations, the equipment
status would be translated into codes with a distinct clarification on the
maintenance. For this reason, there is a full necessity for standards. According
to Swedish institutes for standards (2021), a standard is defined as a common
clarification to a recurring problem with its purpose to create uniform and
transparent routines that all can agree upon. A recent research by Blind and
Müller (2020), explains the importance of standards utilisation and how it brings
organisational advantages. A standard provides a mutual understanding and
represents a tool that facilitates clear communication. With guidelines of
standards, operational performances are improved through decreased process
errors. Simultaneously, standards enable the data within the systems to be
integrated and transferable based on mutual agreements upon common codes
in respective systems. This refers to the realisation of smart governance and
strategy in regard to the first main block in Industry 4.0.
5.1.4. Data reliability
As the findings reflect, the codes logged in the systems have a tendency to
become somewhat generalised. The codes are assigned with suitable categories
but not always provide rich descriptions, particularly regarding the CPMS. In
association, Hertzberg’s two factor theory claims recognition and achievement
as main factors for motivation (Herzberg, 2008).
The findings suggest that a considerable count of work-orders in the systems
provides the same codes and similar descriptions. With repetitive interruptions
in the production caused by the same fault, the coding efforts may not be
experienced as authentic. If the information provided by the codes is not
successfully used, it might consequently question the necessity of the codes.
This doubt reflects in a reduced motivation and simultaneously a weakened
coding effort. Therefore, a risk appears in that the codes are perceived only as
codes and not as preventive assets.

59
To conclude, since the decision-making is based on information available in the
systems, the data becomes fundamental to be reliable. If the information is
untrustworthy, there is an absence of facts supporting the decision-making.
Therefore, the maintenance information to be utilised at different levels within
the organisation, both individual recognition and achievement are crucial factors
to be taken into consideration in order to increase preventive efforts with
reliable information.
5.2. Predictive
The remaining themes correlate with predictability that consist of data dimensions,
measurement perspectives and data completeness. Striving towards high dependability
enabling high performance, there are different data dimensions to be taken into
consideration. All systems need to have mutual measurement perspectives and
understandings in order to allow integration. Furthermore, it becomes evident
to utilise data that is complete and rich in descriptions which consequently
support the decision-making of which maintenance strategy to utilise.
Elaborated, each predictability-related theme will be further analysed and
discussed.
5.2.1. Data dimensions
With accessible variables in the systems such as the maintenance frequency and
downtime, the decision-making grid becomes an accessible tool in order to
achieve an overview of which maintenance type to utilise for increased
predictability. However, the grid takes into consideration only the frequency and
duration. Different equipment affects the production flow differently. For this
reason, the degree of harm corresponding to a breakdown must be taken into
consideration when deciding appropriate maintenance effort. This reflects on a
research by Gallab et al. (2019), that argue about how severeness has a
considerable role, referring to its influence on the system function.
The severity of a breakdown can be determined using an ABC-classification of
the equipment, which is based on the breakdown consequence in terms of cost.
With a determined severity value, the decision-making grid shown in Figure 11
on page 26 can be complementary enhanced with an additional axis that
corresponds to the severity. In this manner, the grid takes into consideration the
dimensions of frequency, downtime and severeness that all three stand vitally
important in regard to managing maintenance decisions. This concludes that the

60
three dimensions are generalised crucial for all complex equipment in the
manufacturing industry in order to achieve predictability.
5.2.2. Measurement perspectives
The maintenance codes in the CMMS provide somewhat generalised
descriptions, while codes in the CPMS provide a wider perspective of how the
equipment perform. Each system has its own codes indicating that there is a
lack in a common measurement standard. The findings acknowledge that data
within systems should favourably contain equivalent codes. With such common
codes for all systems, it would provide an overall significant comprehension.
For a complex situation, Gray (2017) covers a theory about how measurements
may not be standardised. Additionally, there might not even be a common
alignment of what is to be evaluated. According to Pedhazur and Schmelkin
(1991), the term measurement refers to an acquisition of information about a
state. There is more than one way of measuring the same entity that determines
the difficulty in explaining the correlation between variables with confidence
(Behn, 2003). The theory is reflected in the findings where both systems are
explained containing similar information. As a generalisable contribution, this
concludes that maintenance codes should be independent of which system is
used.
The data in the CMMS is based on human inputs and interpretations as a result
of the maintenance necessity. Contrastingly, data in the CPMS is based on partly
technical outputs coming from the equipment reasonings. Having different
dimensions and codes, it becomes challenging making the information
transferable. For instance, the downtime-causes in the CMMS visible in Figure
18 on page 41 do not directly convert to the CPMS shown in Figure 17 on page
41. This distinct aspect coordinates with the theory covered by Behn (2003),
indicating two various ways of measuring the same entity. This non-
transferability justifies the existence of measurement challenges. Being
generalisable, it proves once more the importance of considering mutual codes
when using multiple systems which would provide more facts supporting the
decision-making.
On the other hand, multiple measurement methods enable to evaluate the
perception of the findings with wider perspectives. This enables to estimate the
uncertainty in a more reliable manner and to confidently explain correlations
between variables. The utilisation of different measurement methods brings

61
more experience and learning that reflect in increasingly accurate decisions.
Based on this premise of multiple measurement methods, the CMMS data
would not exclusively be studied by the maintenance department and
correspondingly, the CPMS data not only by the production department. This
aligns with a research by Tan et al. (2013) that explains how multiple
measurement methods increase the precision. In order to achieve maintenance
excellence, both the technical- and organisational aspects must be taken into
consideration supporting the decision-making. For an extensive
comprehension, the maintenance- and production departments should consider
integrating both the CMMS and the CPMS. Connected systems with unified
codes would enable the collection of parameters in one place, clarifying links
between consequences, durations, costs, spare parts and link belonging to
respective breakdown. Such compilation would consequently allow
troubleshooting of the code’s sufficiency. Being generalisable, this confirms the
fact that the combination of systems consolidates one another in order to
outturn a richer understanding of the unplanned maintenance supporting the
decision-making. This aligns with the second main block being connected
manufacturing in regard to Industry 4.0.
5.2.3. Data completeness
It is acknowledged that a considerable count of the downtime-causes over time
is of wear type when corrective maintenance is utilised. At the same time, the
characteristic of wear is defined as a quality degradation over time which is
according to Fridholm (2018) correlated to a predictive-, predetermined- or
condition based maintenance. With such a degradation pattern over time, there
is a potential to utilise predictive measures in order to detect a failure before it
could occur. In this manner, the count of unplanned work-orders can be
reduced bringing its distribution over time to a more consistent and predictable
level. On the other hand, it does not by nature mean that the P-F interval is
sufficiently long or observable and therefore it is only applicable in settings
where the equipment can favourably be measured.
To achieve predictability, facts are required reflecting on the sufficiency of the
code’s quality. It is recognised that an observable amount of codes is not logged
with descriptive inputs. It is referring to work-orders that do not fit in the
predetermined categorisations. For this reason, these codes are left in the
systems without any set of explanations. This finding emphasises the existence
of efficiency losses.

62
In a recent research by Grenyer et al. (2019), the quality of data is justified having
the greatest maintenance influence on uncertainty. The research implies that
data often lacks details and consequently is affecting the maintenance schedule
becoming reactive rather than proactive. It is to be highlighted that the findings
show the importance in using the systems reviewing trends in order to achieve
predictability and preventive measures. Contrarily, if codes have no explanation,
it becomes a challenge to make sense of. The purpose of logged data is to
provide historical evidence with valuable information. If the data does not
include information of interest, it leads to the absence of sufficient information
needed to be used. This is reflected in indistinct information that is not value
adding. The findings align accordingly with the theory covered by Behn (2003),
expressing that what gets measured gets done. This theory addresses the
importance of data as well as the act of simultaneously measure activity levels,
both leading to new ways for improvements. Conclusively, as the findings
present, it becomes evident to examine the correct information. Even though
equipment is monitored and data is saved to be accessible in the systems,
sufficient information is not entirely provided in order to support the decision-
making.
The data completeness is confirmed being essential to determine predictive
measures in form of scheduling. The findings justify the necessity of
investigating both the planned- and unplanned maintenance to determine when
maintenance becomes required. Furthermore, there are challenges
distinguishing what the planned efforts are referring to, that in turn influence
the understanding of performance. Insufficiently reported planned maintenance
leads to difficulties in determining how the maintenance has historically been
carried out and influencing further optimisation. For instance, with the
probability for maintenance being visible in Figure 22 on page 47, it becomes
favourable to analyse how the planned measures relate in the chart in a real time
manner. This reasoning emphasises the importance of utilising both data from
unplanned- and planned measures in the systems to gain predictability.

63
6. Conclusion
This section presents the conclusions based on the research discussions and findings. The
conclusions are expressed in relation to the purpose of the study covering the contributions as
well as answering the research questions. In final, the study’s limitations and recommendations
are addressed for future research.
6.1. Summarisation
The concluded findings that are valuable to be addressed correspond to existing
research. Nevertheless, no theory exclusively explains the utilisation of
maintenance information to gain predictability. To assess a distinct explanation
of the research purpose, the research questions are reintroduced and briefly
answered as follows.
RQ1: Which maintenance information becomes critical to enable prediction, prevention or
elimination of equipment breakdowns/failures?
To achieve preventive measures and predictivity, the data need to be detailed as
well as sufficient in order to obtain clear descriptions of the root-cause and the
performed maintenance. To determine the first dimension being downtime, the
data requires to be historically accessible that explains each equipment’s
availability. As for the second dimension being severity, all codes in systems
demand to be complete clarifying the causes for each equipment individually. In
addition, the codes should correspondingly have rich descriptions that all
involved individuals agree upon. Consequently, rich descriptions support the
understanding whether the causes are equipment- or process oriented.
Furthermore, to determine the third and final dimension being frequency, the data
requires to cover both the planned- and unplanned efforts in order to utilise
historical data forecasting when maintenance occurs necessary. By taking into
consideration these three dimensions, data interpretation allows to determine
why, when, where and what maintenance should be performed predicting,
preventing or eliminating equipment breakdowns/failures.
RQ2: How should the maintenance information be utilised supporting the decision-making?
The maintenance information should be utilised clarifying the downtime,
severity and frequency. Therefore, standardised codes are required in order to
utilise the systems with their full potential. Mutual codes lead to increased
transferability that enables the data to be integrated within the systems. With

64
such integration, more facts are provided explaining the correlations between
variables with confidence. Simultaneously, common codes allow mutual
apprehensions among the organisation’s departments preventing
misunderstandings. Additionally, it becomes evident that the duty of utilising
the data in order to perform preventive measures should be firmly clarified.
There must be distinct roles and responsibilities where all involved individuals
must have a mutual understanding of the system’s importance as well as how
they bring value. The clarifications on who and how reflect on increased
recognitions and achievements that support the performance efforts, increasing
the information reliability.
6.2. Managerial implications and further research
The generalisability of the study is influenced by the fact that it is conducted as
a case study of an individual manufacturing organisation creating a clear context
of the specific case. The research was grounded specifically aimed for Volvo CE
to contribute to its enhancement. Additionally, the research was limited by
studying a selection of complex additive-manufacturing equipment and
consequently not considering all equipment or all manufacturing processes.
To achieve predictability and preventive measures, it is recognised the need of
measuring the dimensions of downtime, severity and frequency. As the research
acknowledges, further qualitative research would contribute to understand how
the decision-making grid could practically be enhanced.
Distinct and detailed codes are emphasised as being crucial. However, applying
the research to other sites or fields, the question remains about how the codes
should be transcribed in order to translate the equipment symptoms reflecting
the reality. Simultaneously, it is unique for every site how the codes should be
unified formulated to enable the integration of the systems. For these reasons,
a further quantitative investigation remains.

65
References
Alaswad, S., & Xiang, Y. (2017). A review on condition-based maintenance optimization models for
stochastically deteriorating system. Reliability Engineering & System Safety, 157, 54-63.
https://doi.org/10.1016/j.ress.2016.08.009
Arcidiacono, G., Calabrese, C., & Kai Yang, K. (2012). Leading processes to lead companies: Lean Six Sigma
(1st ed.). Springer.
Arnius, I. (2016). Analys av fördelen med ett tvärfunktionellt digitalt prioriteringsverktyg för förbättringar: En fallstudie
vid Volvo Construction Equipment, Eskilstuna [Degree project, Mälardalen University]. DIVA.
http://mdh.diva-portal.org/smash/get/diva2:940392/FULLTEXT01.pdf
Basri, E. I., Razak, I. H. A., Ab-Samat, H., & Kamaruddin, S. (2017). Preventive maintenance (PM)
planning: A review. Journal of Quality in Maintenance Engineering, 23(2), 114-143.
https://doi.org/10.1108/JQME-04-2016-0014
Behn, R. D. (2003). Why measure performance? Different purposes require different measures. Public
administration review, 63(5), 586-606. https://doi.org/10.1111/1540-6210.00322
Bengtsson, M., & Lundström, G. (2018). On the importance of combining “the new” with “the old” -
One important prerequisite for maintenance in Industry 4.0. Procedia Manufacturing, 25, 118-
125. https://doi.org/10.1016/j.promfg.2018.06.065
Blind, K., & Müller, J. A. (2020). Why corporate groups care about company standards. International
Journal of Production Research, 58(11), 3399-3414.
https://doi.org/10.1080/00207543.2020.1735658
Bokrantz, J., Skoogh, A., Berlin, C., & Stahre, J. (2017). Maintenance in digitalised manufacturing:
Delphi-based scenarios for 2030. International Journal of Production Economics, 191, 154-169.
https://doi.org/10.1016/j.ijpe.2017.06.010
Bosman, L. B., Leon-Salas, W. D., Hutzel, W., & Soto, E. A. (2020). PV system predictive maintenance:
Challenges, current approaches, and opportunities. Energies, 13(6), 1398-1414.
https://doi.org/10.3390/en13061398
Campbell, J. D., Reyes-Picknell, J. V., & Kim, H. S. (2015). Uptime: Strategies for excellence in maintenance
management (3rd ed.). CRC Press.
Etikan, I., & Bala, K. (2017). Sampling and sampling methods. Biometrics & Biostatistics International
Journal, 5(6), 215-217. https://doi.org/10.15406/bbij.2017.05.00149
Etikan, I., Musa, S. A., & Alkassim, R. S. (2016). Comparison of convenience sampling and purposive
sampling. American journal of theoretical and applied statistics, 5(1), 1-4.
https://doi.org/10.11648/j.ajtas.20160501.11
European Committee for Standardization. (2017). Maintenance - Maintenance terminology (EN 13306:2017).

66
European Parliament and Regulation (EU) 2016/679 of 27 April 2016 on the protection of natural
persons with regard to the processing of personal data and on the free movement of such
data, and repealing Directive 95/46/EC (General Data Protection Regulation). Official Journal
of the European Union, L 119, 1-88. http://data.europa.eu/eli/reg/2016/679/2016-05-04
Farris, P., Bendle, N., Pfeifer, P., & Reibstein, D. (2017). Key marketing metrics: The 50+ metrics every manager
needs to know (2nd ed.). Pearson.
Fraser, K., Hvolby, H. H., & Tseng, T. L. B. (2015). Maintenance management models: A study of the
published literature to identify empirical evidence. International Journal of Quality & Reliability
Management, 38(2), 635-664. https://doi.org/10.1108/IJQRM-11-2013-0185
Freytag, P. V., & Young, L. (2018). Collaborative research design: Working with business for meaningful findings
(1st ed.). Springer.
Fridholm, L., & Brogren, M. (2017). Supporting production ramp-up with knowledge management & competency
modeling: A study on how to support higher productivity and better employee working conditions [Degree
project, Mälardalen University]. DIVA. https://www.diva-
portal.org/smash/get/diva2:1135919/FULLTEXT01.pdf
Fridholm, V. (2018). Improve maintenance effectiveness and efficiency by using historical breakdown data from a
CMMS: Exploring the possibilities for CBM in the manufacturing industry [Degree project,
Mälardalen University]. DIVA. http://www.diva-
portal.org/smash/get/diva2:1218417/FULLTEXT01.pdf
Galar, D., Sandborn, P., & Kumar, U. (2017). Maintenance costs and life cycle cost analysis (1st ed.). CRC
Press.
Gallab, M., Bouloiz, H., Alaoui, Y. L., & Tkiouat, M. (2019). Risk assessment of maintenance activities
using fuzzy logic. Procedia computer science, 148, 226-235.
https://doi.org/10.1016/j.procs.2019.01.065
Gioia, D. A., Corley, K. G., & Hamilton, A. (2013). Seeking qualitative rigor in inductive research: Notes
on the Gioia methodology. Organisational Research Methods, 16(1), 15-31.
https://doi.org/10.1177/1094428112452151
Goyal, D., & Pabla, B. S. (2015). Condition based maintenance of machine tools - A review. CIRP Journal
of Manufacturing Science and Technology, 10, 24-35. https://doi.org/10.1016/j.cirpj.2015.05.004
Gray, D. E. (2017). Doing research in the business world (2nd ed.). SAGE Publications.
Grenyer, A., Dinmohammadi, F., Erkoyuncu, J. A., Zhao, Y., & Roy, R. (2019). Current practice and
challenges towards handling uncertainty for effective outcomes in maintenance. Procedia
CIRP, 86, 282-287. https://doi.org/10.1016/j.procir.2020.01.024
Hadi, M. A., & Closs, S. J. (2016). Ensuring rigour and trustworthiness of qualitative research in clinical
pharmacy. International journal of clinical pharmacy, 38(3), 641-646.
https://doi.org/10.1007/s11096-015-0237-6
Haipeter, T. (2020). Digitalisation, unions and participation: The German case of ‘industry 4.0’. Industrial
Relations Journal, 51(3), 242-260. https://doi.org/10.1111/irj.12291
Herzberg, F. (2008). One more time: How do you motivate employees?. Harvard Business Review Press.

67
Hofmann, E., & Rüsch, M. (2017). Industry 4.0 and the current status as well as future prospects on
logistics. Computers in industry, 89, 23-34. https://doi.org/10.1016/j.compind.2017.04.002
Huhtala, J. P., Mattila, P., Sihvonen, A. & Tikkanen, H. (2014). Barriers to innovation diffusion in
industrial networks: A systematic combining approach. Advances in Business Marketing &
Purchasing, 21, 61-76. https://doi.org/10.1108/S1069-096420140000021002
Jones, J., & Smith, J. (2017). Ethnography: challenges and opportunities. Evidence-Based Nursing, 20, 98-
100. https://doi.org/10.1136/eb-2017-102786
Jonge, B., Klingenberg, W., Teunter, R., & Tinga, T. (2015). Optimum maintenance strategy under
uncertainty in the lifetime distribution. Reliability engineering & system safety, 133, 59-67.
https://doi.org/10.1016/j.ress.2014.09.013
Jonge, B., Teunter, R., & Tinga, T. (2017). The influence of practical factors on the benefits of condition-
based maintenance over time-based maintenance. Reliability engineering & system safety, 158, 21-
30. https://doi.org/10.1016/j.ress.2016.10.002
Jung, D., Zhang, Z., & Winslett, M. (2017). Vibration analysis for IOT enabled predictive maintenance.
2017 IEEE 33rd International Conference on Data Engineering, 1271-1282.
https://doi.org/10.1109/ICDE.2017.170
Jürgen, B., & Mahmoud, K. (2018). The role of facility maintenance in data centres: A case study. https://www.researchgate.net/publication/338037799
Karim, R., Westerberg, J., Galar, D., & Kumar, U. (2016). Maintenance analytics - The new know in
maintenance. IFAC-PapersOnLine, 49(28), 214-219.
https://doi.org/10.1016/j.ifacol.2016.11.037
Labib, A., Seecharan, T., & Jardine, A. (2018). Maintenance strategies: Decision making grid vs Jack-
Knife diagram. Journal of Quality in Maintenance Engineering, 24(1). 61-78.
https://doi.org/10.1108/JQME-06-2016-0023
Lorenzoni, A., & Kempf, M. (2015). Degradation processes modelled with dynamic bayesian networks.
2015 IEEE 13th International Conference on Industrial Informatics, 1694-1699.
https://doi.org/10.1109/INDIN.2015.7281989
Muller, A., Marquez, A. C., & Iung, B. (2008). On the concept of e-maintenance: Review and current
research. Reliability Engineering & System Safety, 93(8), 1165-1187.
https://doi.org/10.1016/j.ress.2007.08.006
Narayan, V. (2004). Effective maintenance management: Risk and reliability strategies for optimizing performance
approach (1st ed.). Industrial Press Inc.
Oks, S. J., Fritzsche, A., & Lehmann, C. (2016). The digitalisation of industry from a strategic
perspective. Science to Society: Innovation and Value Creation, 3-6.
https://www.researchgate.net/publication/305680811
Pal, N., Jin, C., & Lim, W. K. (2005). Handbook of exponential and related distributions for engineers and scientists
(1st ed.). CRC Press.
Pedhazur, E. J., & Schmelkin, L. P. (1991). Measurement, design, and analysis: An integrated approach (1st ed.).
Psychology Press.

68
Phogat, S., & Gupta, A. K. (2017). Identification of problems in maintenance operations and
comparison with manufacturing operations: A review. Journal of Quality in Maintenance
Engineering, 23(2), 226-238. https://doi.org/10.1108/JQME-06-2016-0027
Poppe, J., Basten, R. J., Boute, R. N., & Lambrecht, M. R. (2017). Numerical study of inventory
management under various maintenance policies. Reliability Engineering & System Safety, 168,
262-273. https://doi.org/10.1016/j.ress.2017.06.012
Qin, J., Liu, Y., & Grosvenor, R. (2016). A categorical framework of manufacturing for industry 4.0 and
beyond. Procedia CIRP, 52, 173-178. https://doi.org/10.1016/j.procir.2016.08.005
Queirós, A., Faria, D., & Almeida, F. (2017). Strengths and limitations of qualitative and quantitative
research methods. European Journal of Education Studies, 3(9), 1-19.
https://doi.org/10.5281/zenodo.887089
Rastegari, A. (2017). Condition based maintenance in the manufacturing industry: From strategy to implementation
[Doctoral dissertation, Mälardalen University]. DIVA. https://www.diva-
portal.org/smash/get/diva2:1151439/FULLTEXT02.pdf
Rastegari, A., & Mobin, M. (2016). Maintenance decision making, supported by computerised
maintenance management system. 2016 annual reliability and maintainability symposium (RAMS),
1-8. https://doi.org/10.1109/RAMS.2016.7448086
Riccardi, A. (2002). Translation studies: Perspectives on an emerging discipline (1st ed.). Cambridge University
Press
Ridder, H. G. (2017). The theory contribution of case study research designs. Business Research, 10, 281-
305. https://doi.org/10.1007/s40685-017-0045-z
Rosenthal, M. (2016). Qualitative research methods: Why, when, and how to conduct interviews and
focus groups in pharmacy research. Currents in pharmacy teaching and learning, 8(4), 509-516.
https://doi.org/10.1016/j.cptl.2016.03.021
Smith, R., & Hawkins, B. (2004). Lean maintenance: Reduce costs, improve quality, and increase market share (1st
ed.). Butterworth-Heinemann.
Stamatis, D. H. (2017). The OEE primer: Understanding overall equipment effectiveness, reliability, and
maintainability (1st ed.). CRC Press.
Stenström, C., Norrbin, P., Parida, A., & Kumar, U. (2016). Preventive and corrective maintenance–
cost comparison and cost–benefit analysis. Structure and Infrastructure Engineering, 12(5), 603-
617. https://doi.org/10.1080/15732479.2015.1032983
Swedish institutes for standards. (2021). What is a standard?. https://www.sis.se/standarder/vad-ar-en-
standard/
Tan, B., Zhong, E., Xiang, E. W., & Yang, Q. (2013). Multi-transfer: Transfer learning with multiple
views and multiple sources. Society for Industrial and Applied Mathematics, 243-251.
https://doi.org/10.1137/1.9781611972832.27
Thomas, G. (2021). How to do your case study (3rd ed.). SAGE Publications.

69
Trojan, F., & Marçal, R. F. (2017). Proposal of maintenance-types classification to clarify maintenance
concepts in production and operations management. Journal of Business Economics, 8(7), 562-
574. https://doi.org/10.15341/jbe(2155-7950)/07.08.2017/005
Vaidya, S., Ambad, P., & Bhosle, S. (2018). Industry 4.0 - a glimpse. Procedia manufacturing, 20, 233-238.
https://doi.org/10.1016/j.promfg.2018.02.034
Willig, C. (2014). The SAGE handbook of qualitative data analysis (1st ed.). SAGE Publications.
Xie, C., Anumba, C. J., Lee, T. R., Tummala, R., & Schoenherr, T. (2011). Assessing and managing risks
using the supply chain risk management process (SCRMP). Supply Chain Management: An
International Journal, 16(6), 474-483. https://doi.org/10.1108/13598541111171165
Yadav, S., & Aswal, D. K. (2020). Redefined SI units and their implications. MAPAN, 35(1), 1-9.
https://doi.org/10.1007/s12647-020-00369-2
Ylipää, T., Skoogh, A., Bokrantz, J., & Gopalakrishnan, M. (2017). Identification of maintenance
improvement potential using OEE assessment. International Journal of Productivity and
Performance Management, 66(1), 126-143. https://doi.org/10.1108/IJPPM-01-2016-0028
Yunusa-Kaltungo, A., & Labib, A. (2020). A hybrid of industrial maintenance decision making grids.
Production Planning & Control, 32(5), 1-18. https://doi.org/10.1080/09537287.2020.1741046


I
Appendix I. Interview guideline
Before the interview
1. Contact the participant via mobile or email.
2. Briefly introduce the aim and purpose of the project.
3. Address privacy disclosure and GDPR.
4. Send invitation for a digital meeting via Teams.
5. Expected meeting duration is between 30 and 60 minutes.
During the interview
6. Greeting the participant.
7. Inform that the respondent can interrupt the interview at any time.
8. Inform that the respondent can decline to answer any question.
9. Inform of the anonymity and start recording.
10. Introduce and inform about the aim and purpose of the
project/interview.
11. Ask predetermined questions to the respondent.
12. Elaborate on specific topics if found interesting or needed.
13. Simultaneously take notes.
14. Show appreciation and end the interview.
After the interview
15. Transcribe the recordings verbatim into text.
16. Import the texts into NVivo.
17. Highlight value added information into codes.
18. Create nodes and transform nodes into themes.
19. Outline themes into aggregate dimensions.
20. Information and quotes accessible.

II
Appendix II. Interview script
Formality
1. Please, can you tell me about yourself, what department are you working at as well as
what is your role?
Systems
2. From your perspective, what is the purpose of the CMMS/CPMS and respectively
how /when do you use them?
Preventive measures
3. To reduce the count of unplanned maintenance orders regarding the selection of
equipment, which areas, sources of failures or codes are the ones you spend most time
with, or which do you experience are most frequent?
4. Related to the previous question, are any preventive measures being taken today for
the corresponding area / source of failure?
5. After your apprehension, are the work-orders initiated by the process or equipment?
Predictability
6. There is a noticeable trend revealing that there are uncoded sources of failure. Is this
a trend that you have experienced and if you have an insight what this may be due to?
7. Regarding the previous question, is there anything that you apprehend is missing in
the codes or do you sense they are sufficient to explain all existing maintenance?
Information flow
8. Addressing roles, inputs, outputs and areas of responsibilities. What does the process
look like from the time and failure occurs until maintenance is performed? That is to
say, how do you see or experience what the information flow looks like?
Closure
9. Is there anything I have not addressed that you would like to add?
Many thanks, closure of the interview.

III
Appendix III. Identified themes from the interviews
Themes and codes are compiled from the interviews by using NVivo software,
as shown in Table I.
Table I: Themes with corresponding descriptions and codes.
Theme Description Codes
Preventive efforts
Preventive efforts reflect on the current maintenance- performance and efforts.
Predetermined maintenance
Condition based maintenance
Casualty
Addresses causes for unplanned maintenance as well as how to consider the consequences.
Few types of causes
Consider consequence
Interpretation
Reflects the understanding of technical- and organisational aspects of the system data facts.
Process oriented
Equipment-type
Unknown codes
Translation and interpretation
Data reliability
Data reliability refers to the trustworthiness of using the systems thoroughly.
Generalised
Motivation
Data dimensions
Address the three dimensions to consider achieving predictability.
Severity
Measurement perspectives
Measurement perspectives refer to the transferability of the data within the systems.
Standards
Integration
Data completeness
Data completeness refers to the code’s sufficiency in explaining the existing maintenance.
Planned and unplanned maintenance
Rich descriptions

IV
Appendix IV. Subtractive manufacturing equipment
The Appendix IV presents similar findings emerged from collected unobtrusive measures. It
presents which information is accessible in the Computerised Maintenance Management
System (CMMS) and in the Computerised Production Monitoring System (CPMS). Instead
focusing on the six additive manufacturing equipment, the Appendix IV covers seven
subtractive manufacturing equipment. It is recognised that both equipment types lead to equal
conclusions that justify the findings.
I. Maintenance achievement
The data covers seven subtractive manufacturing equipment. The distribution
of the contrasting maintenance types over a horizon of time and how the types
are related to one another become visible, as shown in Figure I below.
Figure I: Maintenance types over time, stacked bar chart.
As Figure I presents, there is an even level of created maintenance work-orders
corresponding to the production volume. For the further analysis, an in-depth
understanding about what each bar consists of became essential. For this reason,
an investigation of all maintenance type distributions is necessary.
0
0,1
0,2
0,3
0,4
0,5
0,6
jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2
2018 2019 2020 2021
Co
un
t/P
rod
uct
ion
vo
lum
e
Maintenance types over time
Corrective maintenance Condition based- /Predetermined maintenance Predictive maintenance Improvement

V
Figure II: Maintenance types over time, normalised bar chart.
The normalised bar chart in Figure II presents the correlation of maintenance
type with its distribution. There is a visible trend that shows a noticeable count
of unplanned maintenance. A further investigation of how corrective
maintenance could be limited by using predictive- as well as preventive measures
was needed.
II. Occurrences and causes
To reduce the count of unplanned maintenance, it is necessary to understand
the unplanned events and simultaneously the correlated occurrences. By
arranging the events in a decreased sequence, it enables detection of the critical
events that direct the attention.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
may jun jul
aug
sep
oct
no
v
dec jan
feb
mar
apr
Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2 Qtr3 Qtr4 Qtr1 Qtr2
2018 2019 2020 2021
Maintenance types over time
Corrective maintenance Condition based- /Predetermined maintenance Predictive maintenance Improvement

VI
Figure III: CMMS - Downtime-causes occurrence of corrective maintenance.
It is recognised in Figure III that the majority of the effort in restoring the
equipment conditions occur due to 028, 030 and 032. This information becomes
relevant to be acknowledged in order to set a focus on reducing the overall
unplanned maintenance. By targeting the main occurrences, the total count of
downtime-causes is significantly reduced. It is also highlighted that an extensive
count of the downtime-causes has not assigned code, being unsuitable
categorised among existing codes as shown in Figure III. Referring to the
findings, the downtime-causes recognised in the CMMS should be reflected in
what is visible in the CPMS.

VII
Figure IV: CPMS - Corresponding downtime-causes occurrence.
Corresponding to the faults in the CPMS as shown in Figure IV, it is recognised
that the data correlates with what is visible in the CMMS. The data is not
identical but provides similar maintenance information. It is recognised that the
majority of the downtime-causes is by the aspect of organisational performance
and not the equipment itself. Furthermore, to induce preventive measures for
the downtime-causes, it becomes evident to study the root of the causes. In this
manner, by targeting the root-causes regarding the most breakdown-cause
occurrences, it outlines the focus to significantly improve the operating time.

VIII
Figure V: Breakdown-causes over time regarding 028, 030 and 032.
As Figure V illustrates, the main breakdown-causes occur due to wear and
dirtiness. Equipment wear refers to a failure with degradation pattern that is
identified as quality reduction over time. This justifies that the use of an
appropriate maintenance strategy enables the change of unplanned equipment
wear becoming predictive and preventive. In turn, the maintenance caused by
wear could be performed according to a planned schedule.
Accordingly, unknown codes stand again for a noticeable count of causes as
visible in Figure V. This fact indicates once more insufficiency in the system
codes. This observation aligns with findings regarding the additive
manufacturing equipment.
III. Maintenance reliability
Existing data from the systems is sufficient to determine the Mean Time
Between Failure, abbreviated as MTBF. This measurement presents the mean
time between the occurrence of failures from an historical point of view. MTBF
is calculated using formula 1 on page 44.
Regarding the downtime-causes 028, 030 and 032, it is recognised to have
contrasting occurrences over time as well as a variety of costs for respective
equipment. For this reason, it becomes necessary to study the influence of both
variables being combined by using a risk value. The risk value is determined by
formula 2 on page 44.
The consequence-variable is featured as the mean time consumed per
maintenance and MTBF is calculated through formula 1. The output from
2 Wear
2 Not cleaned
4 Incorrect production method
5 Handling error
7 Incorrect production material
9 Unknown
CMMS - Breakdown-causes

IX
formula 2 describes the indirect cost per production day that is presented for
each equipment in Figure VI.
Figure VI: Pareto diagram for risk values regarding downtime-causes 028, 030 and 032.
The Pareto diagram in Figure VI shows that the equipment has contrasting risk
values. The equipment displayed to the left in Figure VI is larger and more
manufacture complex. Contrastingly, the equipment to the right is smaller and
built for series production that consequently reflect on a lower risk value. As a
general description, the subtractive manufacturing equipment have a greater risk
value compared to the additive manufacturing equipment.