Embed Size (px)
Citation preview

Valorisation of Woody Biomass Bottom Ash in Portland Cement:
A Characterization and Hydration Study
V. Sklivanitia, P.E. Tsakiridisb,*, N.S. Katsiotisa, D. Velissarioua, N. Pistofidisc,
D. Papageorgiouc, M. Beazia
a National Technical University of Athens, School of Chemical Engineering, Laboratory of Analytical
and Inorganic Chemistry, 9 Heroon Polytechniou St, 15773 Athens, Greece b National Technical University of Athens, School of Mining and Metallurgical Engineering,
Laboratory of Physical Metallurgy, 9 Heroon Polytechniou St, 15780 Athens, Greece c Titan Cement Company SA, Group R&D and Quality Department, Athens, Greece
Abstract
In the present research work, a characterization of a bottom ash derived from olive plants trimmings
combustion was carried out in order to examine its suitability as a substitute in the production of
composite cements. For that purpose six different mixtures were prepared: a reference one, containing
only ordinary raw materials and five others, substituting Portland cement for 2, 3, 5, 7 and 10 wt%. The
woody bottom ash (WBA) characterization was carried out by using particle size distribution analysis,
chemical analysis and X-ray diffraction (XRD), whereas its microstructure and morphological
characteristics were examined by scanning electron microscopy (SEM) and transmission electron
microscopy (TEM). The physicochemical and mechanical properties of the produced cements mixtures
were examined by means of their initial and final setting times, standard consistency, flow of normal
mortar, soundness and compressive strength at 1, 2, 7 and 28 days. Their hydration progress was
attested by X-ray diffraction, thermogravimetric/differential thermal analysis (TG/DTG), whereas the
microstructure of the hardened cement pastes was examined by SEM. According to the results, the
WBA could be readily utilized as a substitute for Portland cement, in the production of composite
cements of the strength classes 42.5 and 32.5 of EN 197-1, thus presenting significant environmental
benefits in waste valorisation practice.
Keywords: Woody Bottom Ash; Blended Cements; Physical & Mechanical Properties; Hydration

1. Introduction
In recent years, an increased demand on alternative renewable energy resources has been raised, due to
the strict environmental laws and the corresponding energy preservation strategies. An alternative non-
fossil source, today used in co-combustion with hard coal power plants for electrical energy and heat
generation, is woody biomass, whose valorization presents not only the benefit of the economical cost
decrement but also reduces the environmental impact [1,2]. Woody biomass has become one of the
highest-growth renewable energy in Europe, as its contribution has increased substantially and it is
expected to increase up to 200% by the end of 2030 [3,4].
However, the use of such energy substitutes could also lead to a relative increase of the bottom and fly
ash produced, during the incineration process, in relation with traditional energy resources and
therefore they should be treated according to federal and local legislation. Bottom ash, which is often
mixed with other impurities, such as sand or stone, is produced in the boiler first combustion chamber,
whereas fly ash is collected primarily in cyclones, which are located behind the combustion unit, and in
electrostatic and/or bag filters, which are usually placed behind the cyclones [4,5].
The main part of the ash generated is the bottom ash, which comprises about the 80% of the total. Its
quantity and chemical composition may vary considerably according to the biomass quality used and
the technology applied, especially the temperatures to which the source is subjected during the
combustion process [2,6]. The bottom ash examined in the present work is a combustion by-product of
olive plants trimmings in wood-fired boilers (WBA), used in various wood burning facilities, and it
generally consists of 5-60 wt% SiO2, 5-40 wt% CaO, 5-20 wt% Al2O3 and 0.5-5 wt% MgO. Except
oxides, it may be rich in potassium, whereas residual carbon may also be present. Higher combustion
temperatures can lead to the decrease of alkalis (potassium, sodium) and carbonate content, whereas
the other major elements remained almost constant or increased [7,8]. Although it has been classified
as non hazardous wastes, according to the European Catalogue for Hazardous Wastes, due to its
relatively high alkalinity and its fine grain size, its disposal is a growing problem.
Today, the increasing number of environmental regulations has led the waste producers in Europe to
the choice of recycling and reuse, as the disposal cost is very high and in some cases it may require
controlled landfills, especially for fly ashes, which may be rich in heavy metal contaminants, such as
Cd [9]. Finding utilization pathways for this type of residue is an important aspect, because processes
that would convert the oxide content of the combustion wastes to value-added products are necessary
for the profitability of the recycling process.
As biomass ashes contain significant amounts of nutritious ingredients (calcium, potassium,
phosphorus), traditionally they have been used in agriculture as mineral soil supplement and fertilizer,
aiming to the improvement of soil qualitative characteristics and to the consequent crop performance
[4,10]. Furthermore, due to their highly alkalinity (pH: 9-13) decreases the soil acidification and
counteracting the loss of nutrients from forest soil [2,7]. Currently, European countries, which have
promoted the use of biomass for energy production, have also proceeded to the corresponding
sustainable legislation that exploits the returning of the produced ashes to the locations (forests and
agricultural areas) from where the biomass had been harvested.

Wood ashes valorization has been also examined as raw material in ceramic industry [11,12], as a filler
material in road bases construction [13], as neutralize agent for wastes with high acidity, as glazing
material [4,6] or as a filler material in concrete [2,14]. Although there are several studies [1,4,15] that
aim to the partial incorporation of the fine wood fly ash in cement, the so far published literature has
given little attention to the wood bottom ash possible utilization in cement-based materials, mainly
because of its high alkali content [16].
Portland cement is one of the most widely used construction material and it accounts for approximately
4-5 wt% of greenhouse gas emissions [17]. Thus, in view of the growing environmental concern of
WBA management and taking into account that 70% of the total world olive oil and table olives
production is accomplished in Spain, Italy, Greece and Portugal, producing significant amount of
residual biomass (three tones of trimming residues are generated per hectare of olive trees) [2], the
partial addition of wood ash from combustion in cement mixtures could lead not only to the reduction
of the atmospheric emissions, but also to energy cost savings.
The aim of the present research work was to investigate the possibility of using WBA as a constituent
of composite cements blends. For that reason different mixtures were prepared substituting Portland
cement up to 10 wt%. All mixtures were tested for water demand, setting times, compressive strengths,
and soundness, whereas XRD, TG/DTG and SEM were applied in order to study the hydration
products at various ages.
2. Experimental
2.1 Materials
The cement used in all mixtures was a CEM I 52.5N Ordinary Portland Cement (OPC), produced by
Titan Cement Company of Greece. The bottom ash under investigation had been generated after the
combustion of olive plants trimmings in wood-fired boilers. Its particle size distribution was
determined by a laser scattering particle size distribution analyzer (Mastersizer 2000, Malvern) after
dispersion treatment with ultrasonic. Chemical analyses were carried out with X-ray Fluorescence
(Spectro–Xepos) and Atomic Absorption Spectrophotometry (Perkin Elmer 4100). The crystalline
phases of both WBA and CEM I 52.5N were determined by XRD analysis, using a Bruker D8-Focus
diffractometer with nickel-filtered CuKa radiation (λ=1.5406 Å), at 40 kV and 40 mA. Semi-
quantitative phases analysis was carried out by TOPAS software (Bruker-AXS), based on Rietveld
algorithm. The morphology of WBA was examined by scanning electron microscopy (SEM) using a
Jeol 6380LV Scanning Electron Microscope. Spot chemical analysis of samples particles was carried
out by an Oxford INCA Energy Dispersive Spectrometer (EDS) connected to the SEM. Finally, TEM
measurement was conducted with a high resolution JEOL JEM-2100, operating at 200 kV, equipped
with an Oxford X-Max 100 EDS detector.
2.2 Blended Cements
The cements mixtures were produced by mixing the WBA and Portland cement and the mixing ratios,
as well as the physical characteristics of the final cements produced are presented in Table 1.

Table 1
Composition and characteristics of cement mixtures
Code CEM I 52.5N
(wt%)
WBA
(wt%)
Specific Surface Area
(cm2/g)
Specific Gravity
(g/cm3)
CRef 100 0 3870 3.14
C2 98 2 3870 3.13
C3 97 3 3870 3.12
C5 95 5 3875 3.10
C7 93 7 3875 3.08
C10 90 10 3880 3.06
Vicat apparatus was used for the determination of the cement pastes standard consistency and setting
times, according to the European Standard EN 196-3 [18]. The determination of the normal mortar
flow was carried out according to ASTM C1437 [19], whereas the Le Chatelier method was used for
expansions measurements of the cement pastes [18]. Compressive strength measurements were
conducted at the ages of 1, 2, 7 and 28 days on mortar specimens (dimensions 40 mm x 40 mm x 160
mm), prepared and tested in accordance with European Standard EN 196-1 [20].
The hydration products were mineralogically determined by X-ray diffraction, using a Bruker D8-
Focus diffractometer. Thermal Gravimetric Analysis (TGA) was carried out to evaluate hydration rate
using a Mettler-Toledo TGA 851 instrument (25-900 oC, 10 oC/min and nitrogen under static
condition). The exact boundaries for the temperature intervals were defined from the derivative curve
(DTG). Finally, morphological analysis and observation of hydration products were performed by
Scanning Electron Microscopy.
3. Results and discussion
3.1. Woody Bottom Ash Characterization
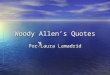
Figure 1 presents the results of the WBA particle size distribution, namely the determination of the
relative contribution of each fraction of the sample. The cumulative size distribution calculated at 10%
(x10) and 90% (x90), together with its mean and median sizes of the PSD curve are summarized in
Table 2. WBA consisted of very fine grain size, a characteristic that contributes to its management
difficulty, in case of disposal. About 90wt% of it exhibits a grain size smaller than 55μm, whereas the
50 wt% was below 14μm. It presented a relatively homogenous particle size and the distribution
appeared to be bimodal. The smallest first mode is located at 0.6 μm, whereas the second mode at
around 11 μm. The first mode (10 wt%) was below 1 μm, the submicron fraction, which is probably
derived from evaporation and condensation phenomena and the second one (the majority of the
particles) with diameter larger than one micron (the supermicron fraction). The above particle size
distribution could be also observed in the scanning electron microscopy micrographs shown in Figure
4.

0
10
20
30
40
50
60
70
80
90
100
0
2
4
6
8
10
0,01 0,1 1 10 100 1000
Cum
ulat
ive N
umbe
r of P
artic
les (
%)
Perc
ent o
f Tot
al P
artic
les
(%)
Particle Diameter (μm)
d10=1.63μm
d50=14.21μm
d90=54.17μm
Figure 1: WBA particle size distribution (Cumulative Passing and Particle Distribution)
Table 2 Particle size distribution mean values
Sample
PSD
Mean Median x10 x90
(μm) (μm) (μm) (μm)
WBA 1.15 14.21 1.63 54.17
The results of chemical analyses, obtained using X-ray fluorescence, for both WBA and cement used,
are given in Table 3. Calcium was the main constituent and accounted for 31.41 wt% (as oxide) of the
ash mass. Beside calcium, the WBA is characterized by the relatively high content of potassium (12.31
wt%), whose presence resulted from the initial nutritious ingredients content in olive wood trimmings.
The loss on ignition (LOI) was found to be high, reaching 42 wt%, mainly because carbonation
phenomena during the incineration process, leading to the CaCO3 and K2Ca(CO3)2 formation. Other
constituents such as SiO2, Al2O3 and MgO were found to be in lower quantities. The WBA also
presented high alkalinity (pH: 11.7) due to carbonate and hydroxide content. Althoug the presence of
chlorine (0.05 wt%) is very low, the presence of potassium with the form of soluble phases could
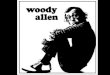
reduce the final durability. The X-ray diffraction patterns of both WBA and CEM I 52.5N are
presented in Figure 2. The quantitative determination of the WBA principal phases was carried out by
Rietveld analysis technique (Table 4), taking into account the assumption that the sum of the detected
crystalline phases has to add up to 100%.

Table 3 Chemical analysis and physical characteristics of cement and ash used
Oxides Chemical Analysis (wt%)
CEM I 52.5N WBA SiO2 21.25 6.84
Al2O3 3.77 2.73 Fe2O3 4.27 1.39 CaO 64.35 31.41 MgO 1.25 2.45 K2O 0.44 12.31 Na2O 0.12 0.11 SO3 2.40 0.14 TiO2 0.23
free CaO 0.15 1.60 Cl 0.018 0.05
LOI 1.25 41.49 Physical Characteristics
Specific surface (cm2/g) 3870 3930 Specific gravity (g/cm3) 3.14 2.35
Table 4: WBA phase composition by Rietveld analysis
Phases Composition (wt%)
WBA CaCO3 - Calcite 67.6
K2CaCO3 - Fairchildite 8.7 SiO2 –Quartz 7.8
Ca3Al2Si3O12 - Grossular 6.5 K2SO4 - Arcanite 4.1
CaSO4 0.5H2O - Bassanite 2.5 CaO - Lime 1.6
CaMg(CO3)2 - Dolomite 1.2
Except calcite (CaCO3), which was accounted for about 70 wt% of the WBA mass, another three major
phases were identified: Fairchildite (K2CaCO3), Quartz (SiO2), Grossular (Ca3Al2Si3O12). The ash
composition is strongly dependent on growing conditions (type of soil and use of fertilizer with regard
to elements such as calcium, potassium and phosphorus) and plant type. Furthermore, the composition
of detrital components, which could be derived from the soil or the atmospheric dust particles, may
also be important. As Ca, Si and K are the most important macronutrients after nitrogen, calcite and
fairchildite (and dolomite) derived from the reaction of the corresponding elements with the produced
carbon dioxide during combustion in the strong oxidative conditions. Typically, olive wood trimmings
present higher concentrations of calcium and lower concentrations of silica, while the alkali
concentrations (both K and Na) are also quite high. SiO2 is the result of oxidation of silicon, which is
also an important nutrient met in olive plant and it is directly related with the ability of water uptake.

0
200
400
600
800
1000
5 10 15 20 25 30 35 40 45
Arb
itrar
y U
nits
(a.u
.)
2θ degree
1 . C3S - Alite2. C2S - Belite3. C3A - Calcium Aluminate4. C4AF - Ferrite5. CaOf - Free Lime6. MgO - Periclase7. CaSO4 2H2O - Gypsum8. CaCO3 - Calcite9. K2Ca(CO3)2 - Fairchildite10. SiO2 - Quartz11. Ca3Al2Si3O12 - Grossular12. CaSO4 0.5H2O - Bassanite13. CaMg(CO3)2 - Dolomite14. K2SO4 - Arcanite
8 1
47
7 111
3
2
7 4 1 2
1
1
2
1
1
4
1,2
5
1
2
1,2
1,2
8
8
8
8
8
9 99
9
9999 9
10
10
1312 12
9,11
9,12
WBA
CEM I52.5
11,1
49,14
Figure 2: X-ray diffraction analysis of cement and ash used

Except fairchildite, potassium was also chemically bound with sulphur in the form of arcanite, whereas
calcium was also detected with the form of bassanite, probably due to the partial hydration of
previously formed anhydrite. Finally, the presence of calcium silicate phases such as Ca3Al2Si3O12
should be attributed to the partial transformation of CaO and SiO2, which are sintered together with
aluminium oxide in high temperature (above 900 oC). This observation was also confirmed and by the
small presence of lime (CaO), due to the partial decomposition of calcite, which contributes to the
WBA alkalinity.
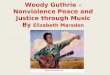
The above observations were also confirmed by scanning electron microscopy (SEM) and by
transmission electron microscopy (TEM), in conjunction with energy dispersive spectroscopy (EDS).
As it is shown in Figure 3, the WBA particles appeared mainly as elongated grains or plates of various
sizes (1-50 μm). Regarding the finer particles an agglomerated morphology was predominant, forming
aggregates or covering larger particles. Most of the finer part of the particles presented a subrounded to
subangular morphology, very often consisting of a wide size distribution, ranging from 20 nm to
500nm (Figure 4). Calcite is the most abundant phase. It was detected with the form of larger grains
with wrinkled surface, whereas fairchildite (K2CaCO3) appeared with the form of fragile aggregates of
fine crystallites, which seem to be separate easily (lower temperature agglomeration). SiO2 appeared
with the form of prisms or angular grains, mainly derived from sawdust and olive bark ash.
Figure 3: Scanning electron micrographs of WBA. a: CaCO3, b: K2CaCO3, c: SiO2, d: Ca3Al2Si3O12
e:K2SO4, f: CaSO4 0.5H2O, g:CaO
a
b a
b
c
b
b
g
e
b
a
b
b
b
b
d
d
b
b
f
a
e
a
g
c
e
a
f
d
g
b e
a

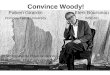
Figure 4: Transmission electron microscopy of WBA . a: CaCO3, b: K2CaCO3, c: SiO2, d:
a3Al2Si3O12 e: K2SO4, f: CaO
Sulphates (potassium and calcium), were detected as elongated plates or fibrous crystals. In most cases
larger aggregates had been formed, but also separate nano particles could frequently be distinguished.
The presence of CaO, due to calcite decomposition, was confirmed mainly with the form of pseudo-
hexagonal plates with rounded sides, whereas the high temperature sintered calcium silicate-aluminate
phases appeared to form high density plates.
3.2. Physical and mechanical properties of blended cements
Water demand and setting times of the tested cement mixtures are presented in Table 4. As specified in
EN 196-3, the “water demand” is the required water for the cement paste preparation with standard
consistency. The cement replacement with WBA led to the increase of water demand, reaching at 10%
for the C5 mixture, in relation with the corresponding of CEM I 52.5N, whereas the increment for the
maximum substitution was about 22%. Similarly, the increase of WBA substitution resulted in the
decrease of plasticity and shortening of setting time, while the higher the replacement, the lower were
the initial and final setting times. The C7 and C10 mixtures exhibited a significant loss of initial setting
time, the values of which were determined below the limit of 40 min (flash set).
The above observation should be mainly attributed to the WBA mineralogy and to the carboaluminates
formation, during the hydration of C3A in the presence of calcite and fairchildite, together with the
alite hydration speedup, also due to the to presence of carbonates [21]. Furthermore, the presence of
CaO, even in low percentages, could also lead to higher reduction of the examined mixtures workability.
a
d
a
c
b
e
b
a
b
a
a b
f
b
f e
a
b
c f
f

Table 4
Physical properties of blended cements
Sample WBA
(wt%)
Water Demand
(wt%)
Setting Times
(min)
Le Chatelier
Expansion
(mm) Initial Final
CRef - 26.60 120 165 0.5
C2 2 27.40 175 250 0.6
C3 3 28.20 70 225 0.7
C5 5 29.20 50 170 0.9
C7 7 31.75 <40 150 1.2
C10 10 32.40 <40 120 1.7
On the other hand this decrease in setting times, together with the corresponding increase in water
demand for standard consistency could be also attributed to the WBA fine particle size distribution,
which acted as a filler material, reducing the rheology of cement paste and thus lowering the final
workability.
The carbonate nanoparticles accelerate cement hydration, because of the number and the nature of
contacts achieved in cement-filler interface, creating coagulation contacts on which nuclei of hydration
products are generated [22]. As a result a growth-nucleation mechanism is dominated and the
generation of additional nucleation sites is a cause for the development of early hydration products,
which preferentially nucleate on carbonate particles. The above observations were also confirmed and
by hydration products study in SEM. However, it should be noticed that these rheological problems
could be overcame by using various types of admixtures/viscosity agents.The expansion, measured
according to the Le Chatelier process, was well below the maximum accepted value of 10 mm [18].
The blended cements under investigation were tested for compressive strengths after 1, 2, 7 and 28
days of curing and the obtained results are shown in Figure 5. According to the results, at all ages, the
cement mixtures with bottom ash developed lower strengths. The reference CEM I 52.5N, after 2 days
of hydration, presented a compressive strength approximately 15% higher (29.0 MPa) than the
corresponding of C2 mixture (24.6 MPa), whereas the decrement in case of C10 (24.50 MPa) was
similar and reached 15.5 %. This observation confirmed the hydration speedup of tricalcium silicate
together with the carboaluminates formation, in the presence of calcite and fairchildite. Although the
strength development of reference cement depends mainly on its hydration rate, the blended cements
with WBA also depend on the hydration acceleration due the creation of additional nucleation sites on
carbonate nanoparticles. On the contrary, after 7 days of curing, the presence of WBA resulted in
decrease of compressive strengths, in inverse proportion to bottom ash replacement ratio. At 28 days,
WBA blended cements also presented a decrease in compressive strength relative to the reference
specimen; this was calculated at 20.8%, 23.15, 28.4%, 29.9% and 32.80% for the samples with 2 wt%,
3 wt%, 5 wt %, 7 wt % and 10 wt% WBA respectively. At later ages, strength development is governed

10,00
20,00
30,00
40,00
50,00
60,00
70,00
0 10 20 30
Com
pres
sive S
tren
gths
(MPa
)
Age (Days)
Reference2 wt% WBA3 wt% WBA5 wt% WBA7 wt% WBA10 wt% WBA
Figure 5: Strength development of the produced blended cement with WBA
mostly by the hydration of pure cement while the contribution of WBA in hydration reactions is lower.
It should be noted that C2, C3, C5 and C7 mixtures satisfied the requirements for the strength class 42.5
as per standard EN 197-1, whereas C10 blended cement was ranked to the corresponding of 32.5.
3.3. Blended Cement Hydration
Figure 5 shows the X-ray diffraction patterns of the blended cement with 7 wt% WBA hydrated for 2,
7, 28 and 90 days. According to the results, the main hydration products were Ca(OH)2, carbonated
ettringite (Ca6Al2(SO4,SiO4,CO3)3(OH)12 26 H2O) and C-S-H, as well as unhydrated C3S and C2S.
After 2 and 7 days of hydration the amount portlandite produced was increased mainly because of the
hydration of calcium silicate phases. However, after 28 days of curing, the production rate of
crystalline Ca(ΟH)2 seemed to be completed. On the contrary, the production rate of ettringite crystals
within the hydrated cement matrix, seemed to increase until 90 days of hydration. The hydration of
ettringite, which is the main reaction product of C3A hydration with sulphate ions, whose presence is
controlled by the addition of about 5 wt% natural gypsum in clinker, it is known to be almost
completed at earlier stages of hydration. This continually observed increment of the carboaluminates
hydrated formation, even after 28 days, should be attributed to the carbonation reaction of the initially
produced Ca6Al2(SO4,)3(OH)12 26H2O in the presence of carbonate (calcite and fairchildite)
nanoparticles, which has been acted as additional nucleation sites. The above observation was also
confirmed and by the XRD patterns comparison (Figure 6) of all mixtures examined, after 28 days of
curing.

0
100
200
300
400
500
600
700
5 10 15 20 25 30 35 40 45 50 55
Arb
itrar
y U
nits
(a.u
.)
2θ
28 days
90 days
2 days
1. Ca(OH)2 7 . MgO2. Ca6Al2(SO4,SiO4,CO3)3(OH)1226 H2O 8.Ca4Al2O6CO3 11H2O3. CaCO3 9. Ca4Al2O6(CO3)0.5(OH) 11.5 H2O4. C2S/C3S 10. Ca2SiO4 xH2O5. Ca1.5SiO3.5 xH2O 11. Ca3(Si3O8(OH)2 )6. Ca2SiO4 0.35H2O
1
1
12
2 2 2
3,4
5,6
9 8 11 4,6
7 1 115
7 days
10
432,3
2 12
12
34
Figure 5: X-ray diffraction of C7 blended cement with 7 wt% WBA, hydrated at various ages

0
100
200
300
400
500
600
700
5 10 15 20 25 30 35 40 45 50 55
Arb
itrar
y U
nits
(a.u
.)
2θ
C3
C5
CEM I52.5
1
1
1
2
22 2
3,4
4,5
4
9 8
11
4,6
71
1 15
C2
C7
2
10
2,3C1012
32 12
1. Ca(OH)2 7 . MgO2. Ca6Al2(SO4,SiO4,CO3)3(OH)1226 H2O 8.Ca4Al2O6CO3 11H2O3. CaCO3 9. Ca4Al2O6(CO3)0.5(OH) 11.5 H2O4. C2S/C3S 10. Ca2SiO4 xH2O5. Ca1.5SiO3.5 xH2O 11. Ca3(Si3O8(OH)2 )6. Ca2SiO4 0.35H2O
Figure 6: X-ray diffraction of reference and blended cements, hydrated at 28 days

According to the results, the amount of carbonated ettringite crystals formed during the hydration of
CEM I 52.5N - WBA cement mixtures seemed to be higher especially at higher levels of cement
substitution. The carbonate nanoparticles of the WBA were acted as nucleation sites, where further
reaction with Ca(OH)2 was carried out to produce more carboaluminates and carbonated C-S-H. The
evolution of the above reaction is characterized and by the relative decrease of CaCO3 peaks intensity,
after 28 days of hydration, even in the highest level of cement replacement. With the increase of WBA
the calcium silicate hydrated peaks have been intensified, due to their transformation, whereas
dicalcium silicate seemed to be the only unhydrated cement phase still detected after 28 days of curing.
TG/DTG of the examined cement mixtures, hydrated for 28 days, are presented in Figures 7. According
to the results TG curves showed mass loss at about 90, 140, 450 and 715 °C, representing the
dehydration of C-S-H and ettringite, dehydration of AFm, dehydroxylation of Ca(OH)2 and
decomposition of calcium carbonate, respectively, whereas a small peak at 360 °C should be attributed
to the traces of hydrotalcite [23].
-0,002
-0,0015
-0,001
-0,0005
0
70
75
80
85
90
95
100
0 100 200 300 400 500 600 700 800 900
Diff
eren
tial
Rel
ativ
e W
eigh
t (%
/ o C)
Mas
s Los
s (%
)
Temperature (oC)
2 wt%3 wt%5 wt%7 wt%10 wt%
C-S-HCarbonates
Portlandite
Ettringite
AFm
Figure 7: TG/DTG of blended cements, hydrated at 28 days
In the range of 100–150 °C the observed broad peak was evidence of the existence of colloidal C-S-H
gel, ettringite and monosuphate. The increase of WBA content led to a shift to lower temperatures of
monosulphate peak, because of the enrichment of the hydrated cement matrix with monocarbonate
instead of monosulphate [24,25]. The presence of carbonate nanoparticles, such as fine CaCO3, led to
the formation of C3ACaCO3 11H2O, as some of them reacted with the cement hydration pore fluid.
The decomposition of crystalline Ca(OH)2, produced by the calcium silicate phases hydration was
evidence by the presence of second main mass loss, which can be observed at around 450 °C. It should
be noticed that in all cases the corresponding endothermic peaks are relatively similar, indicating an
equable consumption of Portlandite for further hydration reactions, especially for those of

carboaluminates and carbo-CSH development. This observation was also confirmed and by the
presence of the wider C-S-H endothermic peaks at 100 °C, in case of higher substitution. Additionally,
the carbon dioxide release from CaCO3, both from Ca(OH)2 carbonation and from WBA initial content
was observed by the presence of two peaks at 670 °C and 715 °C. Finally, the minor losses at 850 °C
should be attributed the release of CO2 from the elemental carbon thermal transformation.
Figure 9 show backscattered electron micrographs images of pastes polished sections, after 2 and 90
days of hydration, for the C7 cement mixture. According to the micrographs, unreacted anhydrous
cement grains were detected, especially after 2 days, which were mainly composed of alite (C3S) and
belite (C2S). After 90 of curing, the only non hydrated phase still remained in the cement matrix was
belite, which had been developed with the form of clusters, during sintering. Portlandite was the main
hydration product detected, especially after 2 days of hydration. It was slightly darker than anhydrous
grains and it has been uniformly distributed in the cement paste. Lumps of Ca(OH)2 were also
observed inside of larger pores. The darker regions, in which the clinker phases were embedded,
mainly consisted of hydration products. Calcium silicate hydrated phases (C-S-H) were detected either
around the anhydrous calcium silicate grains as a rim, or inside the paste among other hydration
products, filling the cementitious matrix. However, after 2 days of curing secondary carbonated C-S-H
were also detected with the form of fine crystallites and not with the form gel, a fact that was attributed
to the creation of carbonated nucleation sites, where new hydration products were developed
simultaneously with the partial dissolution of CaCO3. The original C-S-H, except around the cement
grains, seemed to have been converted completely to their secondary carbonated substitutes, after 90
days of hydration, mainly due to further dissolution of WBA nanoparticles and the following
substitution with CO22- anions, generating a novel fibrous dense solid solution inside the hydrated
matrix. Similarly, calcium sulphate aluminates hydrated phases (AFt) have been formed in the earlier
ages (hours) and they were present mainly as rod-like crystals. Their partial transformation to
monosulphate is known to be preferred at later ages (after 2 days of hydration). However, the hydration
evolution in the presence of fine carbonate particles led to the creation of carboaluminates, even after 2
days of curing, due to the SO42- ions replacement in AF phases with the corresponding of CO3
2-. The
carbonate ions participation in the AF phases was indicative for the partial dissolution of WBA
particles in the increased pH of the cement hydrated matrix. This hydration conversion gradually
proceeded in later ages, transfiguring the ettringite type phases, due to the continuant carbonate ions
enclosing in their lattice.
4. Conclusions
Woody bottom ash (WBA), a combustion by-product of olive plants trimmings in wood-fired boilers, is
a carbonate fine grained material, consisting mainly of calcite (CaCO3) and secondarily of fairchildite
(K2CaCO3), whose total content reached about 80 wt% of the initial WBA mass. Due to its very fine
particle size distribution was used as a filler material, substituting Portland cement for 2, 3, 5, 7 and 10
wt%. The produced cements mixtures exhibited shorter setting times and higher water demand than the
reference CEM I 52.5N, especially those with 7 and 10wt% replacement, mainly because of the

a: 2 days of curing b: 90 days of curing
Figure 8: Backscattered electron micrographs of C7 pastes at 2 and 90 days of curing. a: C2S/C3S, b:C-
S-H, c: Carbonated C-S-H, d:AFt, e: Monocarbonate, f: Ca(OH)2
b
a
b
a
a
a
a
a
a f
a
a a
a
a
b
b
f
b
b
b
b
b
a
a
a
b
b
b
a b
f
a
b
c
c
c
c c
c
c
c
c
b a
f
f
c
c
c
c
c
c
c
c
c
b
d
e
e
e
e e
e
b
e
a
b
d
f
f c
f
f
b
c
b
f
b
d

nucleating effect and the consequent hydration rate acceleration. All cements with WBA presented
relatively lower compressive strengths at all ages, mainly because of the reference active CEM I 52.5N
substitution, leading to the decrease of final hydraulic behavior of the mixtures. The existence of a such
a fine grained carbonate material in the cement hydrated matrix resulted to the partial transformation of
AF phases and to the development of carboaluminates, due to the SO42- ions replacement with the
corresponding of CO22-, indicating a partial dissolution of WBA particles in the increased pH of the
cement paste. Similarly, the presence of WBA also led to the formation of secondary carbonated C-S-H
with the form of fine crystallites due to the creation of carbonated nucleation sites, where new calcium
silicate hydrated products were developed, filling the cementitious matrix. According to the results the
mixtures with WBA addition up to 7 wt% satisfied the requirements for strength class 42.5 as per EN
197-1. On the other hand the option of 10 wt% replacement could be used for the production of
blended cements.
5. References
[1] Rajamma R., Ball R.J., Tarelho L.A.C., Allen G.C., Labrincha J.A., Ferreira V.M.:
Characterisation and use of biomass fly ash in cement-based materials. J. Hazard. Mater. 172,
1049-1060 (2009)
[2] Cuenca J., Rodríguez J., Martín-Morales M., Sánchez-Roldán Z., Zamorano M.: Effects of olive
residue biomass fly ash as filler in self-compacting concrete. Constr. Build. Mater. 40, 702-709
(2013)
[3] Carrasco B., Cruz N., Terrados J., Corpas F.A., Pérez L.: An evaluation of bottom ash from plant
biomass as a replacement for cement in building blocks. Fuel. 118, 272-280 (2014)
[4] Cheah C.B, Ramli M.: The implementation of wood waste ash as a partial cement replacement
material in the production of structural grade concrete and mortar: An overview. Resour. Conserv.
Recy., 55, 669-685 (2011)
[5] Vassilev S.V., Baxter D., Andersen L.K., Vassileva C.G.: An overview of the composition and
application of biomass ash. Part 2. Potential utilisation, technological and ecological advantages
and challenges. Fuel. 105, 19-39 (2013)
[6] Vassilev S.V., Baxter D., Andersen L.K., Vassileva C.G.: An overview of the composition and
application of biomass ash. Part 1. Phase–mineral and chemical composition and classification.
Fuel. 105, 40-76 (2013).
[7] Liodakis S., Katsigiannis G., Kakali G.: Ash properties of some dominant Greek forest species.
Thermochim. Acta. 437, 158-167 (2005)
[8] Etiégni L., Campbell A.G.: Physical and chemical characteristics of wood ash. Bioresource
Technol. 37, 173-178 (1991)
[9] European Parliament and of the Council. Directive 2008/98/EC on waste and repealing certain
Directives. Off J Eur Union. 312, 3–30 (2008)

[10] Vanhanen H., Dahl O., Strömmer R.: Sustainable use of wood ashes, In: Third international
symposium on energy from biomass and waste. Venice, Italy; 8–10 November, 2010.
[11] Pérez-Villarejo L., Eliche-Quesada D., Iglesias-Godino F.J., Martínez-García C., Corpas-Iglesias
F.A.: Recycling of ash from biomass incinerator in clay matrix to produce ceramic bricks. J.
Environ. Manag. 95, 1-6 (2010)
[12] Fernández-Pereira C., Casa J.A., Gómez-Barea A., Arroyo F., Leiva C., Luna Y.: Application of
biomass gasification fly ash for brick manufacturing. Fuel. 90, 220-232 (2011)
[13] Forteza R., Far M., Seguı́ C., Cerdá V.: Characterization of bottom ash in municipal solid waste
incinerators for its use in road base. Waste Manag. 24, 899-909 (2004)
[14] Wang S., Miller A., Lamazos E., Fonseca F., Baxter L., Biomass fly ash in concrete: Mixture
proportioning and mechanical properties. Fuel. 87, 365-371 (2008).
[15] Elinwa A.U., Mahmood Y.A.: Ash from timber waste as cement replacement material. Cem.
Concr. Comp. 24, 219-222 (2002)
[16] Garcia M.L., Sousa-Coutinho J.: Strength and durability of cement with forest waste bottom ash.
Constr. Build. Mater. 41, 897-910 (2013).
[17] Mehta P.K., Monteiro P.J.M.: Concrete Microstructure, Properties and Materials. McGraw-Hill,
3rd ed., New York (2006)
[18] British Standards Institution. EN 196-3: Methods of testing cement: Part 3: Determination of
setting time and soundness (2005)
[19] American Society for Testing and Materials-ASTM. ASTM C1437-01: Standard test method for
flow of hydraulic cement mortar (1999)
[20] British Standards Institution. EN 196-1: Methods of testing cement: Part 1: Determination of
compressive strength (2005)
[21] Nehdi M., Mindess S., Aïtcin P.C.: Optimization of high strength limestone filler cement mortars.
Cem. Concr. Res. 26, 883-893 (1996)
[22] Phung Q.T., Maes N., Jacques D., Bruneel E., Van Driessche I., Ye G., De Schutter G.: Effect of
limestone fillers on microstructure and permeability due to carbonation of cement pastes under
controlled CO2 pressure conditions. Constr. Build. Mater. 82, 376-390 (2015).
[23] Deschner F., Winnefeld F., Lothenbach B., Seufert S., Schwesig P., Dittrich S., Goetz-
Neunhoeffer F., Neubauer J.: Hydration of Portland cement with high replacement by siliceous fly
ash. Cem. Concr. Res. 42, 1389-1400 (2012)
[24] Matschei T., Lothenbach B., Glasser F.P.: The role of calcium carbonate in cement hydration.
Cem. Concr. Res. 37, 551-558 (2007)
[25] Dilnesa B.Z., Lothenbach B., Le Saout G., Renaudin G., Mesbah A., Filinchuk Y., Wichser A.,
Wieland E.: Iron in carbonate containing AFm phases. Cem. Concr. Res. 41, 311-323 (2011)