-
Supply Chain Academy 1
Value Stream Mapping
-
Supply Chain Academy2
WCM Supplier Academy – Speaker Introduction
Mai Krenzke – Senior Principal Engineer Business
TransformationOshkosh Corporation
-
Supply Chain Academy
Continuous Improvement Tools
– Waste Identification
– Value Stream Mapping
– 5S
– Standardized Work
– Visual Workplace
– Continuous & Cellular Flow
– Takt Time
Customer Supporting Systems/Tools
3
-
Supply Chain Academy
• A visual tool used to understand and communicate the steps to
change material and/or information for the purpose of creating a
product or service that customers are willing to pay for
including:
– The flow of value adding activities that serves the customer
needs
– The supply-chain from raw materials to consumption
What is Value Stream Mapping
4
-
Supply Chain Academy
• It helps you to visualize more than just the single-process
level. You can see the flow.
• It helps you see more than waste. Mapping helps you to see the
sources of waste in your value stream.
• It provides a common language for talking about a process.
• It makes decisions about the flow apparent, so you may discuss
them.
• It ties together lean concepts and techniques which helps
avoid random application.
• It shows the linkage between information and material
flow.
• It becomes a blueprint for implementation.
Why Value Stream Map?
5
-
Supply Chain Academy
RawMaterial
PROCESS
VALUE STREAM
FinishedProduct
PROCESSPROCESS
Stamping WeldingAssembly
Cell
Raw Material to Finished Product
Research Engineering Production
VALUE STREAM
Concept New Product
Concept to Launch
Product
Costing
Ordering Accounting Payables
VALUE STREAM
Product Sale
Order to Cash
Three Types of Value Streams
6
-
Supply Chain Academy
Some Lessons Learned
Management must lead the design and introduction of lean value
streams
Techniques System Philosophy
• Random use of the toolsis not enough.
• The tools must comprise a system to give customerswhat they
want, when they want it, with minimum waste.
• Focus on flow to create asystem.
Lean
Process
Systems
Small
Lots
Pull
Systems
Level
Scheduling
Standard
Operations
Lead Time
Reduction
Error
Proofing
P M
Containerization
Quick
Set-up
Flow
Layout
Transportation
Reduction of
Variation
ProcessCapability
Employee
Involvement
W P O
Value Streams and Mapping
7
-
Supply Chain Academy
ManufacturingOffice
Value Stream Mapping Examples
8
-
Supply Chain Academy
• Lays the groundwork for creating a strategic plan
– Shows us the landscape and helps us see the path we must take
to get from point “A” to point “B”
• Creates a graphic representation of how a business process
works
– Shows how material and/or information is linked from one
process step to the next
• Helps identify improvement opportunities
– Helps us see the waste and potential root causes
– Eliminates the non-value added steps
– Reduces wasted resources
Benefits of Value Stream Mapping
9
-
Supply Chain Academy
• Administrative activities are often a major percentage of the
total throughput time
• Many functions support several services with no clear
boundaries and are not well documented
• Harder to identify customer, product and customer value
• Waste is much harder to see - more entrenched and hidden
Going Beyond the Plant Level?
10
-
Supply Chain Academy
Identify
Value Stream
Current State
Drawing
Action Plan
Future-State
Drawing
Design a lean flow
Identify and resolve gaps
Specific process / product family
Value Stream Mapping as a Living Process
11
Step
1
2 – 3 - 4
5 – 6 - 7
8 – 9 – 10
Understand how the work site currently operates
Identify improvement opportunities
Data Collection
Implement the plan
Plan how to get there
Measure the results
-
Supply Chain Academy
• Define value stream (product/process family)– Choose the right
value stream – Identify value stream from the customer end– Value
stream should pass through similar processes
(administrative/manufacturing)
• Group similar products/processes to determine value
streams
Product Process 1 Process 2 Process 3 Process 4 Process 5
Process 6
A x x x x
B x x x
C x x x x
D x x x x
E x x
F x x x
Product/ Process Step 1 Step 6Step 5Step 4Step 3Step 2
Product/Process/Service Identification
12
Identify
Value Stream
-
Supply Chain Academy
Current State
Drawing
Action Plan
Future-State
Drawing
Value Stream Mapping as a Living Process
13
Step
1
2 – 3 - 4
5 – 6 - 7
8 – 9 – 10
Identify
Value Stream Specific process / product family
Understand how the work site currently operates
Identify improvement opportunities
Data Collection
-
Supply Chain Academy
All objectives must be scoped in relation to the company’s
strategic plan
– Pinpoint goals
• Use value stream mapping as a tool
Determine Objectives
14
Current State
Drawing
-
Supply Chain Academy
Think in terms of halves and doubles…if it is something bad—cut
it in half; something good double it…
Improvement initiatives:
• Safety (e.g., identify at least X safety issues)
• Quality (e.g., reduce rework from X% to Y%)
• Productivity (e.g., increase productivity from X% to Y%)
• Reduce lead time from X weeks to Y weeks
• Customer development—improve response time from X to Y
Example Objectives
15
-
Supply Chain Academy
Product Family
Process Data Box
Data Collection
16
Current State
Drawing
-
Supply Chain Academy
• Cycle time
• Wait time
• First receipt quality
• Data sources
• Systems used
• Equipment
• Process owner/operator
• Information/data needed or produced
Data Collection for Office VSM
17
Current State
Drawing
-
Supply Chain Academy
• You must understand the current state before you can determine
what the future state must look like
• Focus on the most accurate and useful information
• Gather “actual” information—do not rely on “standard” data
• Map only the process, do not be distracted by the
exceptions
– Collect the issues and concerns for addressing later
• Do not hurry, do it right the first time
• Draw the first time using Post–Its
• Expect to make numerous changes
Draw the Current State Value Stream Map
18
-
Supply Chain Academy
I
CI Starburst (identifies improvement needs)
Typical Icons for Current State Value Stream Map
19
Flow Arrow - indicates Product Flows from one process to
another
Push Arrow - indicates Product is pushed into next process
Pull Arrow - indicates Process or Customer pulls Product from
previous process or Vendor
Information Flow - indicates flow of information regarding Part
#, Quantity, and Delivery Schedule
Inventory
Truck Shipment
Process Data Box
External Sources(Suppliers, Customers, etc.)
Electronic Information FlowSupermarket - small Inventory of
Product from which the next Process or Customer may Pull
-
Supply Chain Academy
Takt is:
• A German word that means “drum beat” or rhythm
Cycle time is:
• Length of time required to complete one step or operation in
the process
Remember: Operating time does not include TPM activities,
breaks, lunches (unrelieved breaks & lunches), 5S, meeting
time, or any time the machine or cell is not operating.
Takt Time and Cycle Time
20
Current State
Drawing
-
Supply Chain Academy
Assembly Line:
• Customer requirements
100 vehicles/week or 20 vehicles/day
• Operating Time = 8 hrs/shift
(less 5S, breaks, lunch, etc.) = 7.25 hrs.
Accounts Payable:
• Requirements
220 invoices/week or 44 invoices/day
• Operating Time = 8 hrs/shift
(less 5S, breaks, lunch, etc.) = 7.25 hrs.
Takt Time Calculation Examples
Class Exercise
Takt Time = ( ) X ( )vehicles
= minutes/vehicle
Takt Time = ( )X ( )invoices
= minutes/invoice
21
7.25 hrs. 60 mins/hr.20
21.75
44
7.25 hrs. 60 mins/hr.
9.89
-
Supply Chain Academy
TAKT = 15 MIN
1
910
18
9
0
2
4
6
8
10
12
14
16
18
20
Stamping Weld Weld Assemble Assemble
Current Cycle Times
Step 1 Step 3 Step 4 Step 5Step 2
• Where is the bottleneck?
• Opportunities for improvement?
• Sum of the cycle times/Takt = ~ People
• 47/15 minutes = 3.1 People
Takt Time Application Example
22
-
Supply Chain Academy
• Where can continuous flow be introduced?
• Conduct a Continuous Improvement Event (CIE) to improve the
process
with a target of 13 minutes/person
• Move the free resource to value-added tasks
13 9 130
2
4
6
8
10
12
14
16
18
20
Weld Weld / Assemble Assemble
After CIE Cycle Times
4
TAKT = 15 MIN
Step 1 Step 3Step 2
Future State Target
23
-
Supply Chain Academy
Identify all potential areas for improvement
• Activities that can be eliminated• Activities that do not add
value• High scrap/rework rate
Current State VSM – Example
24
• Long setup/changeover• Excessive hand-offs• Excess inventory•
Long wait times
-
Supply Chain Academy
Scrap
Manufacturing Process
Kaizen Lightning
Burst
OutsideSource/
Customer
Data Box
Inventory
I
o o oTruck
Shipment
FinishedGoods to Customer
Push Arrow
Supermarket
Buffer orSafety Stock
Manual Information Flow
ElectronicInformation Flow
Production Kanban
Withdrawal Kanban
Signal Kanban
Kanban Post
Required Tools
Value Stream Mapping Exercise
25
-
Supply Chain Academy
Materials Supplier
Customer
Chassis Body Trim Inspect
Associates Staff
Cycle Time Sec
Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Sec
Sec Sec
Sec
Sec
SecSecSec
Transport Time
Sec
MRP
Production
Control
Current Condition Value Stream Map
Queue Sec Queue Sec Queue Sec Queue Sec Queue Sec
Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Cycle
Tim
e (
se
c)
Station5
10
15
20
25
30
35
40
45
50
55
60
65
Chassis Body Trim Inspect
TAKT
NVA
VA
NVA +VA = Production Lead Time = Sec
26
-
Supply Chain Academy
• Always collect current state information while walking
along the pathway of material and information flows
yourself.
• Begin with a quick overview to identify main processes; then
go
back and gather data.
• Begin at the customer and work backwards.
• Do not rely on information and timing you do not
personally obtain.
• Don’t map the whole value stream yourself.
• Always draw by hand, in pencil
Value Stream Mapping Tips
27
-
Supply Chain Academy 28
Process Metrics (CI Specialist Data)
Ave
rage
of
all
Ob
serv
atio
ns
Metrics
# Safety Incidents 1
# Defects 4
Final Ending Inventory for Chassis (from chassis sheet) $450
Final Ending Inventory for Body (from body sheet) $3,850
Final Ending Inventory for Trim (from trim sheet) $1,200
# Unsold (WIP) at Inspect/Ship 2
Unsold (WIP) Inventory Cost $2,400
# Units sold at Inspect/Ship 16
Sold Inventory Cost $19,200
# Scrap at Inspect/Ship (found at inspect/ship) 4
Scrap Inventory Cost $4,800
# Scrap (Re-inspects) (found by customer) 0
Scrap (Re-inspects) Inventory Cost $0
Total Inventory Costs $31,900
# Defective Quads Sold to Customer 0
Re-inspection Fees (# Defective Quads Sold * $1000) $0
# Customer Orders Missed 9
$ Loss for Missed Orders (# Missed Orders * $600) $5,400
Total Costs $37,300
# Units Delivered & Accepted 16
Revenue (# Good Quads Sold * Revenue) $28,800
Total Profit/Loss (Revenue - Costs) ($8,500)
On Time Delivery 64%
Business KPIs
-
Supply Chain Academy
Current State Mapping Icons
29
Outside Source
Customer
Step 1: Start closest to the customer and then document every
process step upstream (Note cycle time, changeover time, batch
size, scrap, etc.)
Materials Supplier
Customer
Chassis
Staff
Sec
Sec
Sec
Sec
Body
Staff
Sec
Sec
Sec
Sec
Trim
Staff
Sec
Sec
Sec
Sec
Inspect
Staff
Sec
Sec
Sec
Sec
ManufacturingProcess
Data Box
-
Supply Chain Academy
Current State Mapping Icons
30
Outside Source
CustomerMaterials Supplier
Customer
Staff
22 Sec
9.6 Sec
5 Sec
10 Sec
Staff
37 Sec
9.6 Sec
10 Sec
7 Sec
Staff
24 Sec
Sec
0 Sec
9 Sec
1 1 1 1Associates Associates Associates Associates Staff
Cycle Time Cycle Time Cycle Time Cycle Time Sec
0Changeover
Loss Per ItemChangeover
Loss Per ItemChangeover
Loss Per ItemChangeover
Loss Per ItemSec
0Downtime
Loss Per ItemDowntime
Loss Per ItemDowntime
Loss Per ItemDowntime
Loss Per ItemSec
2Transport
TimeTransport
TimeTransport
TimeTransport
TimeSec
4.8
8 Changes X 15 seconds per Change / 25 planned units = 4.8
Seconds at Trim
15
Average of 3 measurements by the CI Specialist
• Based on the die roll, you had a 33% chance of downtime at
Chassis and Body only. • So, your Mean Time Between Failures was 3
cycles, statistically.• At Body, the duration, or Mean Time To
Repair, was 30 seconds. (Sand timer)• 30 seconds / 3 cycles = 10
seconds on average
OtherOther Other
Chassis Body Trim Inspect
Step 1: Start closest to the customer and then document every
process step upstream (Note cycle time, changeover time, batch
size, scrap, etc.)
-
Supply Chain Academy
Material MovementVia Push
Truck Shipment
Inventory
Outside Source
Current State Mapping Icons
31
Step 2: Track WIP/Inventory upstream and check actual quantities
that are on the shop floor
Step 3: Identify push & pull material flow
CustomerMaterials Supplier
Customer
Chassis Body Trim Inspect
1Associates Staff
22Cycle Time Sec
10Changeover
Loss Per ItemSec
5Downtime
Loss Per ItemSec
10Transport
TimeSec
45Queue Sec 540Queue Sec 90Queue Sec 90Queue Sec 0Queue Sec
1Associates Staff
37Cycle Time Sec
10Changeover
Loss Per ItemSec
10Downtime
Loss Per ItemSec
7Transport
TimeSec
1Associates Staff
24Cycle Time Sec
5Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
9Transport
TimeSec
1Associates Staff
15Cycle Time Sec
0Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
2Transport
TimeSec
• 45 second TAKT time (the customer required a unit every 45
seconds)• Each unit of WIP represents 45 seconds of demand.• 2
units in WIP = 90 seconds worth of sales at Inspect.
-
Supply Chain Academy
Current State Mapping Icons
32
Outside Source
Customer
Step 4: Map Information Flow: How does everyone know what to
do?
Materials Supplier
Customer
Chassis Body Trim Inspect
1Associates Staff
22Cycle Time Sec
9.6Changeover
Loss Per ItemSec
5Downtime
Loss Per ItemSec
10Transport
TimeSec
MRP
Production
Control
45Queue Sec 540Queue Sec 90Queue Sec 90Queue Sec 0Queue Sec
1Associates Staff
37Cycle Time Sec
9.6Changeover
Loss Per ItemSec
10Downtime
Loss Per ItemSec
7Transport
TimeSec
1Associates Staff
24Cycle Time Sec
4.8Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
9Transport
TimeSec
1Associates Staff
15Cycle Time Sec
0Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
2Transport
TimeSec
-
Supply Chain Academy
Current State Mapping Icons
33
Step 5: Calculate Cycle vs. Lead time and create the TAKT time
chart
Product Idle Time = 765 Sec
Total Station Time = 165 Sec
Product Lead Time = 930 Sec = 15.4 Min
Materials Supplier
Customer
Chassis Body Trim Inspect
1Associates Staff
22Cycle Time Sec
46.6 Sec
9.6Changeover
Loss Per ItemSec
5Downtime
Loss Per ItemSec
540 Sec
63.6 Sec 37.8 Sec
90 Sec
17 Sec
0 Sec90 Sec45 Sec
10Transport
TimeSec
MRP
ProductionControl
45Queue Sec 540Queue Sec 90Queue Sec 90Queue Sec 0Queue Sec
1Associates Staff
37Cycle Time Sec
9.6Changeover
Loss Per ItemSec
10Downtime
Loss Per ItemSec
7Transport
TimeSec
1Associates Staff
24Cycle Time Sec
4.8Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
9Transport
TimeSec
1Associates Staff
15Cycle Time Sec
0Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
2Transport
TimeSec
Cycle
Tim
e (
sec)
5
10
15
20
25
30
35
40
45
50
55
60
65
Chassis Body Trim Inspect
TAKT
-
Supply Chain Academy 34
Product Idle Time = 765 Sec
Total Station Time = 165 Sec
Product Lead Time = 930 Sec = 15.4 Min
Materials Supplier
Customer
Chassis Body Trim Inspect
1Associates Staff
22Cycle Time Sec
46.6 Sec
9.6Changeover
Loss Per ItemSec
5Downtime
Loss Per ItemSec
540 Sec
63.6 Sec 37.8 Sec
90 Sec
17 Sec
0 Sec90 Sec45 Sec
10Transport
TimeSec
MRP
ProductionControl
45Queue Sec 540Queue Sec 90Queue Sec 90Queue Sec 0Queue Sec
1Associates Staff
37Cycle Time Sec
9.6Changeover
Loss Per ItemSec
10Downtime
Loss Per ItemSec
7Transport
TimeSec
1Associates Staff
24Cycle Time Sec
4.8Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
9Transport
TimeSec
1Associates Staff
15Cycle Time Sec
0Changeover
Loss Per ItemSec
0Downtime
Loss Per ItemSec
2Transport
TimeSec
Cycle
Tim
e (
sec)
5
10
15
20
25
30
35
40
45
50
55
60
65
Chassis Body Trim Inspect
TAKT
Where is our bottleneck?
-
Supply Chain Academy
Current State
Drawing
Action Plan
Future-State
Drawing
Design a lean flow
Identify and resolve gaps
Specific process / product family
Value Stream Mapping as a Living Process
35
Step
1
2 – 3 - 4
5 – 6 - 7
8 – 9 – 10
Understand how the work site currently operates
Identify improvement opportunities
Data Collection
Implement the plan
Plan how to get there
Measure the results
Identify
Value Stream
-
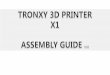
Supply Chain Academy
Map the Current State
Analyze the Current State
and
Design the Future State
Create an Implementation Plan and execute it !
Admitting
I
I
In
Hallway
LEGEND:
Electronic
Physical Flow
Feedback
Blood Draw X Ray Doctor Review Billing
Send to Waiting A
Log Time In
Record Value
Draw Blood
Record Value
Take X Ray
Review X Ray
Review Blood
Log Time Out
Record Values
Retest if Needed
Clinic
Supplies
Syringes
X Ray
Film
Regional Supply
Manager
Clinic Manager
Clinic
Performance
Supply
Requirements
I
In
Hallway
I
In
Hallway
Low Machine
Reliability
RetestsRandomArrivals
Delivery
Weekly
VP Performance
Clinic
Performance
Re Tests
Waiting Rm B
Capacity 4 Patients
Fill Room Next
Waiting RmA
Capacity 4 Patients
Fill Room First
Stop if “A” is Full
I
People
Waiting
Direct from A only if B empty
X Ray Blood Draw
Record Value
Take X Ray
Record Value
Draw Blood
Dual PathOverflow to B I
In
Hallway
(avg. wait in “A”)(Transfer A to B)
(avg. wait in “B”)(process time) (process time)
(avg. wait)(process time)
(avg. wait)(review time)
(avg. wait)(process time)
TPCT: 423 MinutesUnknown due to extreme
variability of data
C/T 10 Minutes
C/T 12 Minutes
C/T 12 Minutes C/T 13 Minutes
C/T 13 Minutes
NO
FIFO !
Lost
Patients
C/T 5 Minutes
C/T 18 Minutes
10 Min 5 Min 12 Min 13 Min120 Min 40 Min 60 Min 50 Min 90
Min
5 Min 18 Min
7+ Hours
FTQ 50% FTQ 50%
FTQ 50% FTQ 50%
Clinic
Supplies
Syringes
X Ray
Film
Regional Supply
Manager
Clinic Manager
Clinic
Performance
Supply
Forecast
Frequent
Delivery
VP Performance
Clinic
Performance
Admitting Blood Draw X Ray Doctor Review
Billing
Stage for Blood
Log Time In
Record Value
Draw Blood
Record Value
Take X Ray
Review X Ray
Review Blood
Compile data from
patient records
Log Time OutPull patients to
Level Schedule
FIFO
Retake if Error Retake if Error
Verify Results Verify Results
Off-line
Operation
FIFO FIFO
Provide arrival windows for
patients to minimize waiting
(process time) (process time) (process time) (review time)
(minimal wait) (minimal wait) (minimal wait)
TPCT: 18 MinutesConsiderably reduced
through improved flow
LEGEND:
Electronic
Physical Flow
Feedback
2 Min2.5 Min 2.5 Min 2 Min
3 Min 3 Min3 Min
C/T 2 Minutes
C/T 2.5 MinutesC/T 2.5 MinutesC/T 3 Minutes
96% Improvement in TPCT
Action Item Responsible
Improve X Ray Equipment Reliability Sherry Wilson (Med-Tech)
Improve Blood Draw Process Vlad
Technician Training - Verify Test Results Dr. Choi
Implement Use of Patient Record as Data Log Joe Packer
(Billing)
Modify Waiting Areas for New Patient Flow Jeremy Monroe
(Orderly)
Develop Daily Material Pull with Suppliers Amy Dawes (Regional
PCL)
Develop Level Schedule for Patient Arrival Ed Case
(Admitting)
- - - 2001 - - - - - - 2002 - - -
Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4
Value Stream Mapping
36
-
Supply Chain Academy
Scrap
Manufacturing Process
Kaizen Lightning
Burst
OutsideSource/
Customer
Data Box
Inventory
I
o o oTruck
Shipment
FinishedGoods to Customer
Push Arrow
Supermarket
Buffer orSafety Stock
Manual Information Flow
ElectronicInformation Flow
Production Kanban
Withdrawal Kanban
Signal Kanban
Kanban Post
Required Tools
Value Stream Mapping Exercise
37
-
Supply Chain Academy38
-
Supply Chain Academy
Round 1 Changeover Round 2 Changeover
15 seconds30 seconds
7.5 seconds15 seconds
Choose one station, based on your Current State VSM, to:
Cut Changeover by 50%
Which Station will benefit the most?39
Chassis
1Associates Staff
Cycle Time Sec
9.6Changeover
Loss Per ItemSec
Downtime Loss Per Item
Sec
Transport Time
Sec
Chassis
1Associates Staff
Cycle Time Sec
4.8Changeover
Loss Per ItemSec
Downtime Loss Per Item
Sec
Transport Time
Sec
Body
1Associates Staff
Cycle Time Sec
9.6Changeover
Loss Per ItemSec
Downtime Loss Per Item
Sec
Transport Time
Sec
Body
1Associates Staff
Cycle Time Sec
4.8Changeover
Loss Per ItemSec
Downtime Loss Per Item
Sec
Transport Time
Sec
Trim
1Associates Staff
Cycle Time Sec
4.8Changeover
Loss Per ItemSec
Downtime Loss Per Item
Sec
Transport Time
Sec
Trim
1Associates Staff
Cycle Time Sec
2.4Changeover
Loss Per ItemSec
Downtime Loss Per Item
Sec
Transport Time
Sec
-
Supply Chain Academy
Body Assembly Round 1 Body Assembly Round 2
Chassis Assembly Round 2
Trim Assembly Round 2
Our Process Engineers have used CI Specialists’ data to:
Rebalance the Line
Is there a Line Balance issue?
40
Chassis
1Associates Staff
22Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Chassis
1Associates Staff
26Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Body
1Associates Staff
37Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Body
1Associates Staff
29Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Trim
1Associates Staff
24Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
Trim
1Associates Staff
28Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
Transport Time
Sec
-
Supply Chain Academy
Chassis Assembly
Body Assembly Trim Assembly Inspect & Ship
Our Facilities Engineer has helped us to implement:
Cellular Manufacturing
Sketch your new layout on the back of your Future State Map
41
Chassis
1Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
10Transport
TimeSec
Chassis
1Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
2Transport
TimeSec
Body
1Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
7Transport
TimeSec
Body
1Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
2Transport
TimeSec
Trim
1Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
9Transport
TimeSec
Trim
1Associates Staff
Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
2Transport
TimeSec
-
Supply Chain Academy
Is there value in implementing a process where:
Inspector Rebuilds Defects
What are the benefits of this change?
Are there any potential negative affects of this change?
42
Inspect
1Associates Staff
?Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
?Transport
TimeSec
Inspect
1Associates Staff
15Cycle Time Sec
Changeover Loss Per Item
Sec
Downtime Loss Per Item
Sec
2Transport
TimeSec
-
Supply Chain Academy
• Production should be scheduled at the pacemaker process
– Information flow must support this process
RawMaterial
PROCESS
FinishedProduct
PROCESSPROCESS
Stamping WeldingAssembly
Cell
Production Control
DailySchedule
Key Questions to ask: How to schedule production
43
In our build-to-order process, where is the schedule really
determined?
-
Supply Chain Academy
Let’s try minimize our WIP by implementing a:
Production Pull System
44
-
Supply Chain Academy
Inspect
and
ShipTrim Body Chassis
Sport
Utility
Sport
Utility
Sport
Utility
Lean Quad Pull System
Each assembly station will begin with one complete sport
assembly and one complete utility assembly
45
-
Supply Chain Academy
Inspect and Ship
1. Inspect and Ship receives a Sport order from the customer
2. Inspect and Ship pulls the finished Sport model from Trim to
fulfill the order
3. Inspect and Ship delivers the finished Sport model to the
Inspect and Ship area
Inspect
and
Ship
Trim Body Chassis
Sport
Utility
Sport
Utility
Sport
Utility
1, 2
3
46
-
Supply Chain Academy
Trim Assembly
1. The empty sport inventory box triggers Trim to pull one Sport
WIP from the Body Assembly
2. Trim delivers the body WIP to the assembly area and applies
trim
3. Trim fills their empty Sport inventory box
Trim
Assembly
Body
Assembly
Chassis
Assembly
Sport
Inventory
Utility
Inventory
Sport
Inventory
Utility
Inventory
Sport
Inventory
Utility
Inventory
1
2
Inspect
and
Ship
3
47
-
Supply Chain Academy
Body Assembly
1. The empty Sport inventory box triggers Body to pull one Sport
WIP from the Chassis Assembly
2. Body delivers the Chassis WIP to the assembly area and
applies the body
3. Body fills their empty Sport inventory box
Trim
Assembly
Body
Assembly
Chassis
Assembly
Sport
Inventory
Utility
Inventory
Sport
Inventory
Utility
Inventory
Sport
Inventory
Utility
Inventory
2
Inspect
and
Ship
1
3
48
-
Supply Chain Academy
Chassis Assembly
1. The empty Sport inventory box triggers Chassis to build one
new Sport chassis
2. Chassis builds a new Sport chassis
3. Chassis replenishes their Sport inventory box
Trim
Assembly
Body
Assembly
Chassis
Assembly
Sport
Inventory
Utility
Inventory
Sport
Utility
Sport
UtilityInspect
and
Ship
1-3
49
-
Supply Chain Academy
Current State Work in Process
50
Future State Work in Process
-
Supply Chain Academy
Inbound Storage Observations:
– Tier 2 supplier consistently delivered material three days
early and the facility looks like a warehouse with an assembly
operation running through it
– Excess inventory
– On-hand obsolete parts means that we sort through inventory to
find the right parts
Line Side Delivery Observations:
– Unknown usage quantities and usage seams to vary, even though
both models seam to use the same components
– Sometimes there are too many parts lineside (wheels and tire
carriers)
– Sometimes the assembler runs out of parts
Voice of the Material Handler
51
-
Supply Chain Academy
We will implement right-sized material kits:
Raw Material Pull System52
-
Supply Chain Academy 53
Single Point Scheduling
Change Over Reduction
Pull System
Line Balance
Inspector Repairs
Defects?
KEEP YOUR CURRENT AND FUTURE STATE VALUE STREAM MAPS. YOU WILL
NEED THEM.
Material Strategy
-
Supply Chain Academy
Action Plan Components
• % Status: Update this column to indicate the % complete status
of the
project, round to the nearest 25%
• 30 Day Focus
– 3rd tab in Action Plan Template
– Deep dive into details required for the next 30 day
success
54
-
Supply Chain Academy
• Implement the plan
– Work as a team on action items
– Meet on a regular basis for
accountability
• Measure
– Review expected results
• Repeat the value stream mapping
process
– Monitor new process to achieve
sustainability
Measure the Results of the Plan
55
-
Supply Chain Academy
Current State
Drawing
Action Plan
Future-State
Drawing
Design a lean flow
Identify and resolve gaps
Specific process / product family
Value Stream Mapping as a Living Process
56
Step
1
2 – 3 - 4
5 – 6 - 7
8 – 9 – 10
Understand how the work site currently operates
Identify improvement opportunities
Data Collection
Implement the plan
Plan how to get there
Measure the results
Identify
Value Stream
-
Supply Chain Academy
• VSM is a valuable tool to help see opportunities
– Helps us to see waste and root causes
– Helps us to see customer / supplier connections and related
flow
of information and materials
– Can be used to help define your strategies
– Can be useful for any process to help better define issues
• VSM is useful for factory floors, service industries and
offices
• VSM is only effective if the results are implemented and
sustained!
• Review the value stream map to ensure it’s up-to-date
Value Stream Mapping Summary
57
-
Supply Chain Academy
Authors: Mike Rother and
John Shock
Reference Material
58
-
Supply Chain Academy
Questions?
59