Embed Size (px)
Citation preview
VDA
Qualitätsmanagementin the Automotive Industry
Based on DIN EN IS O 9001 and DIN EN ISO 9004, Part 1
4rd Revised Edition 1998
6QualitySy stem Audit
Part 1
Table of contents
Quality System Audit
Based on DIN EN ISO 9001and DIN EN ISO 9004, Part 1
4th Revised Edition 1998
Verband der Automobilindustrie e.V. (VDA)
3
Non-Obligatory VDA Standard Recommendation.
The Association of German Automotive Industry (VDA) recommends it’smembers apply the following standard when introducing and maintainingquality systems.
Exclusion of Liability
This VDA volume is a recommendation which is available to everyone.Anyone applying it is responsible for ensuring that it is used correctly in eachcase.
This VDA volume takes into account state of the art technology, current atthe time of issue. Implementation of VDA recommendations excludes noone from responsibility for their own actions. In this respect everyone acts attheir own risk. The VDA and those involved in VDA recommendations shallbear no liability.
If during the use of VDA recommendations, errors or the possibility of mis-interpretation are found, it is requested that these be notified to the VDAimmediately so that any possible faults can be corrected.
Referenced standards
The quotations from standards identified with their DIN number and date ofpublication are reproduced with the permission of the DIN Deutsches Institutfür Normung e.V. The version with the latest issue date, available from thepublishers Beuth Verlag GmbH, 10772 Berlin, is definitive for the use of thestandard.
Copyright
This publication is protected by copyright. Any use outside the strict limits ofcopyright law is not permissible without the consent of the VDA and is liableto prosecution. This applies particularly to copying, translations, microfilmingand the storage or processing in electronic systems.
Translations
This publication will also be issued in other languages. The current statusmust be requested from VDA-QMC.
4
ISSN 0943-9412
Copyright 1998 by
Verband der Automobilindustrie e. V. (VDA)Quality Management Center (QMC)D-60325 Frankfurt am Main, Lindenstraße 5
Printed and published by:Druckerei Henrich GmbHD-60528 Frankfurt am Main, Schwanheimer Str. 110Printed on chlorine-free bleached paper
5
Foreword to the 4th Edition
Quality assurance has a new dimension today - it covers and integrates alldivisions of the company in it’s vertical and horizontal structures (cross-sectional function).
Quality assurance has become an interdisciplinary key function (cooperationof all involved divisions at the right time). Quality assurance therefore has adecisive influence on the company's result.
Shorter model cycles and development times, greater international competi-tion and increasing cost pressure, new organization forms (just in time),greater expectations placed on products and a stricter product liabilitydemand highly effective quality assurance systems (quality systems) in allareas of the automotive industry among automotive manufacturers as wellas their suppliers. In order to do justice to this development, a working circleof the VDA/DGQ specialist group "Quality Control in the AutomotiveIndustry" has drawn up a questionnaire on quality system evaluation basedon DIN EN ISO 9004 (Edition 5/90) which was published with the first editionin 1991.
This VDA Volume 6 very quickly received a good response both outside theindustry and on an international level. Practical experience has shown thatthis publication is not only suitable for the preparation of internal audits, butalso represents an excellent aid for preparation of a certification.
The practical experience of auditors led to the volume being revised anddefined in more precise terms as a second edition (12/92). This simplifiedhandling and a uniform assessment method was achieved.
The new edition of the standard series DIN EN ISO 9000 (Edition 8/94)made revision of the second edition necessary.
The 3rd Edition also includes requirements from the guidelines EAQF/94(France) and QS-9000/95 (America). This allows comparison of the auditresults. Furthermore, certification notes were incorporated.
6
In the 4th Edition further corrections and up-dates were included. Commentsfrom the users and the auditor’s symposia were considered (see Para.12.1). The audited organization is now referred to as „the company“throughout the questionnaire.
The element Z1, so far only required for companies with international busi-ness activities, now has to be considered generally during audits/certifica-tion.
In order to make the decision on the issuance of a VDA 6.1 certificatesupplement even more definite certain questions which are particularlyimportant for product and process and for which noncompliance could leadto the failure of the quality system have been specially identified. Thesequestions lead to determined consequences during the overall evaluation,see Para. 3.3.3. and 3.3.4.
DIN EN ISO 9001 (Edition 8/94) was used as the basis for the Qualitysystem audit which describes a comprehensive system of industrial qualitymanagement with its elements. Questions were formulated from therequirements profile of this standard relating to the explanation of a qualitymanagement system, together with specific requirements from DIN EN ISO9004 (Edition 8/94) and supplemented with the practical experience of theautomotive industry. In contrast to the standard which treats the samesubject matter partially in various places and varying depth the ques-tionnaire in this publication normally contains the subject matter only once inorder to, as far as possible, avoid the repetitions contained in the standard.
Quality and quality management problems are predominantly not of a purelytechnical nature, but often related to management, organization and struc-ture. The questionnaire is therefore divided up into the following two parts:
- M Company Management- P Product and Process.
Since the company management and the lower management levels have adecisive influence on the definition, implementation and monitoring of qualityassurance, it’s incorporation is the fundamental requirement of thestandard. This is expressed in the structure of the questionnaire and istaken into account in the questions accordingly. The questions are thereforeto be answered by the person responsible for the particular division of thecompany.
7
This VDA Volume represents a supplement to those volumes already pub-lished and serves the evaluation of quality management systems undercomparable conditions. It is intended to help identify weaknesses, to remedythem through corrective actions and thereby continually improve the com-pany's productivity.
The aim of this work is to unify the necessary audits in order to reduce theworking expenditure for the auditor as well as for those to be audited. Carmanufacturers and suppliers agree to mutually recognize, as far aspossible, audits carried out on the basis of this uniform questionnaire andevaluation system for rationalization reasons. Recognition of the system-related audit allows concentration on more specific product- and process-related audits.
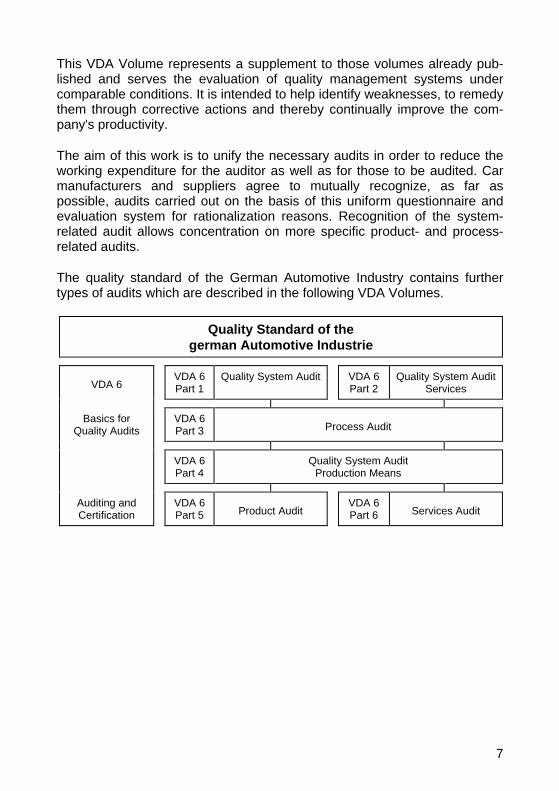
The quality standard of the German Automotive Industry contains furthertypes of audits which are described in the following VDA Volumes.
Quality Standard of thegerman Automotive Industrie
VDA 6VDA 6Part 1
Quality System Audit VDA 6Part 2
Quality System AuditServices
Basics forQuality Audits
VDA 6Part 3 Process Audit
VDA 6Part 4
Quality System AuditProduction Means
Auditing andCertification
VDA 6Part 5 Product Audit
VDA 6Part 6 Services Audit
8
We thank those companies involved and their employees for their work indrawing up these guidelines:
- Audi AG, Ingolstadt- Adam Opel AG, Rüsselsheim- BMW AG, Munich- BOGE GmbH, Eitorf- Robert Bosch GmbH, Stuttgart- Daimler-Benz AG, Stuttgart- DNV (Det Norske Veritas Zertifizierung GmbH, Essen- DQS (Deutsche Gesellschaft zur Zertifizierung von Qualitätssiche-
rungssystemen mbH), Frankfurt, Berlin- Edscha Gruppe, Remscheid- FORD-Werke AG, Cologne- General Motors Europe, Zurich- GLYCO-Metall-Werke, GLYCO B.V. & Co. KG, Wiesbaden- Happich Fahrzeug und Industrieteile GmbH, Wuppertal- Hella KG, Hueck & Co., Lippstadt- ITT Automotive Europe GmbH, Frankfurt- Keiper Recaro GmbH & Co., Remscheid- Lemförder AG & Co., Fahrwerktechnik Lemförde- Mahle GmbH, Stuttgart- Mannesmann Sachs AG, Schweinfurt- Mannesmann VDO AG, Babenhausen- Pierburg AG, Neuss- Dr. Ing. h.c. F. Porsche AG, Stuttgart- SKF GmbH, Schweinfurt- Teroson GmbH, Heidelberg- TRW Fahrwerkssysteme GmbH & Co. KG, Düsseldorf- WABCO Standard GmbH, UB Fahrzeugbremsen, Hannover- Volkswagen AG, Wolfsburg- YMOS AG, Obertshausen.
Thanks also to all those who offered suggestions for improvement andthose companies represented in the editorial circle.
Frankfurt/Main, November 1998
VERBAND DER AUTOMOBILINDUSTRIE E. V. (VDA)

9
Contents Page
1 INTRODUCTION 13
2 QUALITY SYSTEM ACCORDING TO THEDIN EN ISO 9000 SERIES 15
2.1 Explanations to DIN EN ISO 9004 (Edition 8/94) 152.2 Quality Assurance Model 16
3 QUALITY SYSTEM AUDIT 183.1 General 183.2 Selection of the Quality Elements and Relevant Questions 193.3 Evaluation and Rating 203.3.1 Individual Rating of Questions and Quality Elements 203.3.2 Overall Rating of Audit Result 223.3.3 Rating during Customer/Supplier Audits (2nd Party) 233.3.4 Awarding of the VDA 6.1 Certificate Supplement (3rd Party): 243.4 Summary of Results 253.5 Close out Meeting and Report 253.6 Corrective Actions 253.7 VDA 6.1 Certificate 25
4 DEFINITIONS 274.1 General terms according to DIN EN ISO 8402/1995 (Extract) 27#.1.1 Unit 27#.1.2 Process 27#.1.3 Procedure 27#.1.4 Product 28#.1.5 Service 28#.1.7 Organization 28#.1.8 Organizational structure 28#.1.9 Customer 29#.1.10 Supplier 294.2 Quality-related Definitions according to
DIN EN ISO 8402/1995 (Extract) 29#.2.3 Quality Requirements 29#.2.15 Inspection and Testing 30#.2.17 Verification 30#.2.18 Validation 30#.2.19 Evidence 30
10
4.3 Definitions for Quality Systems according toDIN EN ISO 8402/1995 (Extract) 31
#.3.1 Quality Policy 31#.3.6 Quality System 31#.3.12 Quality Manual 314.4 Definitions for Tools and Techniques according
to DIN EN ISO 8402/1995 (Extract) 32#.4.9 Quality Audit 32#.4.10 Quality Audit Findings 32#.4.14 Corrective Action 334.5 Additional Terms (Definitions for the present volume) 334.5.1 System 334.5.2 Method 334.5.3 Serial Production 334.5.4 Quality Procedures 344.5.5 Work Instructions (Inspection and Testing Instructions) 34
5 CROSS-REFERENCE LIST OF PARAGRAPH NUMBERSFOR CORRESPONDING TOPICS 35
6 STRUCTURE AND NUMBER OF QUESTIONSPER QUALITY ELEMENT 36
7 QUALITY SYSTEM AUDIT QUESTIONNAIRE 3801 Management Responsibility 3902 Quality System 4703 Internal Quality Audits 5704 Training 6305 Financial Considerations to Quality Systems 7106 Product Safety 75Z1 Corporate Strategy 8107 Contract Review, Quality in Marketing 8708 Design Control, (Product Design and Development) 9309 Process Planning (Process Development) 10110 Document and Data Control 111
11
11 Purchasing 11712 Control of Customer-Supplied Product 12513 Product Identification and Traceability
(Process Control, Inspection and Test Status) 12914 Process Control 13715 Inspection and Testing (Product Verification) 14716 Control of Inspection, Measuring and Test Equipment 15317 Control of Nonconforming Product 15918 Corrective and Preventive Action 16319 Handling, Storage, Packaging, Preservation and Delivery 16920 Control of Quality Records 17521 Servicing, (After Sales, Post-production Activities) 18122 Statistical Methods 187
8 FORMS FOR THE QUALITY SYSTEM AUDIT 191
9 LITERATURE 1999.1 VDA-Series "Quality Management in the
Automotive Industry": 199
10 AGREEMENT WITH INDUSTRIAL ASSOCIATIONS 20310.1 Introduction 20310.2 Summary of the National Associations 20310.3 International Agreement on Mutual Recognition 204
11 NOTES ON A CERTIFICATION ACCORDING TO VDA 6.1 206
12 APPENDIX 20712.1 Changes of the 4th Edition compared to the 3rd Edition 20712.2 Comparison Tables 21012.2.1 Comparison Matrix VDA 6.1 / DIN EN ISO 900194 21012.2.2 Comparison Matrix DIN EN ISO 900494 / VDA6.1 214
Other VDA-Forms 218

12
13
1 Introduction
Quality management* is an interdisciplinary key function. The quality ofproducts and services is always the combined result of activities in everyphase of the total business process. Effective quality management assignspriority to planning and prevention activities for identification of interrelationsand interdependencies, as well as for appropriate measures to prevent non-conformities occurring - in contrast to the previous practices of identifying,analyzing and rectifying nonconformities which have already occurred.
A well-functioning quality system* described in a quality manual,* is anessential requirement for every business in order to fulfil the demands forquality deliveries and services in a proactive and economic way. Qualitymanagement affects all areas of the business. It is therefore a primaryfunction of business management.
Management must prove that due diligence has been shown in all areas ofthe business, from planning to design, procurement, production, sales anduser information through to the observation of a product's market position.This applies especially in the event of a claim for damages.
It is not only sensible, but essential that all quality management activities beplanned, implemented and combined in a quality system. Only a wellplanned and purposefully selected quality system gives business partners,authorities and, increasingly, insurers confidence in the business's ability tocomply with quality requirements.
The original understanding of quality, mainly shaped by the product, and theassociated duties of quality management have changed in recent years andinclude new additional content and dimensions.
The main duties of management are, therefore:
- Definition of the quality policy, agreeing and monitoring qualityobjectives
- Assuring cross-functional activities and interfaces during inter-disciplinary co-operation
* Note: The terms "Quality Management“, „Quality System" and "Quality Manual", according
to DIN EN ISO 8402 replace the earlier used terms "Quality Assurance“, „QualityAssurance System" and "Quality Assurance Manual".
14
- Definition and monitoring of quality-related costs- Consideration of product safety and product liability- Involving all employees in the responsibility for quality
These duties are covered in part M of the questionnaire with respect to thequality management system.
As operations and the interrelations of systems and processes becomemore extensive and complex, cross-functional activities gain in importance.Here, many resources are available, which have a great influence on pro-ductivity, overall economic performance and quality.
The product- and process-related elements are covered in part P of thequestionnaire with respect to the quality management system.
Through the evaluation of the quality system with the help of the question-naire, the customer is given a general view of the supplier's ability to deliverproducts and services which meet his quality requirements.
The purpose of this volume is to define an agreed general procedure for theuniform evaluation of a defined quality system. In this way, the workingexpenditure required for further quality system audits, for example, by othercustomers, can be reduced.
The result of the evaluation shall show the audited company where hisquality system meets the requirements and in which elements improve-ments are necessary.
The audit result is signed by the auditor and the audited company. Theaudited company confirms with it’s signature that the identified result hasbeen discussed with him. He is free to provide his own response.
Information acquired during the performance of the audit is, other than forthe use of the audit itself, to be handled confidentially.
Following written release by the auditing company, or respectively, the certi-fication body, in the appropriate field of the coversheet of the quality systemaudit, the audited company is free to present the audit result to othercustomers.
This VDA Volume 6, Part 1 is the basis for internal quality systemaudits (1st Party), customer/supplier audits (2nd Party) and for auditswith VDA 6.1 Certificate Supplement through VDA approvedcertification bodies (3rd Party).
15
2 Quality system according to the DIN EN ISO 9000 Series
The DIN EN ISO 9000 series is applied as a standard in the EuropeanUnion (EU) and EFTA. The German edition is identical in Austria, Germanyand Switzerland.
When delivering in accordance with the regulations of the EU it is compul-sory to comply with the contents of the EN standard in order to guaranteefree movement of goods under the same conditions. This also applies to thecontents of the European Standard on quality management. Theircompliance is therefore to be proven upon request.
2.1 Explanations to DIN EN ISO 9004 (Edition 8/94)Quality Management and Quality System Elements,Part 1: Guideline
This standard is an internationally agreed guideline in which the elements ofa quality system (quality elements) are described. It represents a furtherdevelopment of formerly known national and branch-specific regulationswith the express objective of showing, descriptively and clearly, whichquality elements may nowadays be included in a quality systemcorresponding to the "State of the Art Technology".
In addition, it describes the obligations of the business with respect toquality management, in fulfillment of which the critical preconditions forachieving quality capability within the company should be created.
Users of this standard are enabled to select from the presented basis ofelements according to extent, depth and overall requirements of thebusiness in order to be able to completely fulfill the tasks of their owncompany-specific quality system.
The scope of application is not limited. The standard is to be viewed as auniversal set of regulations for quality management to achieve the quality ofproducts and services. It can be assumed that branch-specific qualityregulations will thereby be replaced. In the meantime, this standard hasgained a fundamental significance.
16
2.2 Quality Assurance Model(according to the introduction to DIN EN ISO 9001)
The scope and depth of the quality system may depend on the type of pro-ducts to be supplied, the applied technology and the size of the evaluatedcompany.
The following paragraphs are taken from the national foreword and theintroduction of DIN EN ISO 9001: 1994-08. There it is appropriately stated:
Gaining confidence in the supplier’s ability to fulfill the definedminimum requirements on his quality system is nowadays be-coming more and more a precondition throughout the world forcooperation between the customer and his supplier. This con-fidence can be built up by presenting the quality system to thecustomer or an authorized body. All systematic and confidence-building activities planned within the scope of this are designatedby DIN EN ISO 8402 as quality assurance or quality managementsystems (or quality systems).
The standards DIN EN ISO 9001, DIN EN ISO 9002 and DIN ENISO 9003 each contain a quality assurance model. Only thesethree standards of the DIN EN ISO 9000 series are intended fordemonstration purposes. They show a way to create confidencein the capability of a supplier.
It has to be emphasized that the quality system requirementsspecified in the International Standards ISO 9001, ISO 9002 andISO 9003 are a supplement (not an alternative) to the establishedquality requirements (on products1) ).
It is intended that these International Standards are applied in theirpresent form. However, occasionally they may need to be tailoredfor special contractual situations by the addition or omission ofcertain requirements. ISO 9000-1 provides guidance on suchtailoring as well as on the selection of the appropriate model, …namely ISO 9001, ISO 9002 or ISO 9003.
1) According to DIN EN ISO 8402, 1.4 may include product as well as services.
17
The following alternative models for quality assurance described in threeinternational standards represent three differing forms of "the functional ororganizational quality capability" which are suitable for use in contractsbetween two partners (see Chapter 5: Cross-Reference List of SectionNumbers)
ISO 9001Quality systems -
Model for quality assurance in design2), development, production,installation and servicing.
To be applied, when conformance with specified requirements isto be ensured by the supplier/contractor during design, develop-ment, production, installation and servicing.
ISO 9003 Quality systems -
Model for quality assurance in production, installation and ser-vicing.
To be applied, when conformance with specified requirements isto be ensured by the supplier/contractor during production, in-stallation and servicing.
ISO 9002 Quality systems -
Model for quality assurance at final inspection and testing.
To be applied, when conformance to specified requirements is tobe ensured by the supplier/contractor only during final inspectionand testing.
18
3 Quality System Audit
3.1 General
Evaluation of the quality system is performed with the help of a question-naire. The questions of the present VDA 6.1 volume are primarilyforeseen for the evaluation of companies which produce material (ortangible) products (For non-material or non-tangible products/services- see VDA Volume 6, Part 2).
The evaluation of a company is performed either as an internal audit by thecompany itself (1st Party), through a representative of the customer (2nd
Party) or through an accredited certification body (3rd Party). Auditors mustbe competent in the elements which they have to evaluate, as well as in thequality techniques used. They must be qualified to judge the suitability of theimplemented quality measures, taking into account the production pro-cesses used, the state of technology and the required product quality.
The extensive commercial and technical evaluation of a company in linewith this quality system audit places great requirements on the auditor. Inaddition to this, the auditor must have, among other things, relevant trainingand industrial experience, integrity and the ability to deal with people.
Particularly the following quality elements:
- management responsibility- quality system- internal quality audits- training/personnel- financial considerations to quality systems- product safety- corporate strategy
demand special qualification requirements of the auditors, as they must becompetent to discuss the above topics with the company’s management.
Department-specific questions are to be answered by the persons respon-sible in the company for marketing, design, procurement, productionplanning, production or personnel and not by the Quality Manager. He,generally, only answers specific questions about quality function issues, e.g.about testing and documentation.
19
If the quality system of a company, on the occasion of a system audit, hasbeen found to be satisfactory in accordance Paragraph 3.3, then a periodicquality system audit is to be carried out at appropriately defined intervals.
In the case of an unsatisfactory result during a quality system audit,corrective actions and a time schedule are to be established to improve thesystem. The evaluation of their effectiveness is the subject of a follow-upaudit that examines the unsatisfactory areas.
3.2 Selection of the Quality Elements and Relevant Questions
The relevant elements and corresponding questions for the evaluation of thequality system of a company are to be defined. The elements 08, 12 and 21can, under special circumstances, be completely/ partly omitted. Commentsregarding this are given with the relevant elements.
During internal quality audits (1st Party) and customer audits (2nd Party)further quality elements and questions may also be added. Furthermore,elements of a quality system may be adapted, deleted (in exceptionalcases) or extended to meet company or product-specific needs. Additionalquestions to the quality system must be communicated to the company/organization to be audited beforehand.
During certification audits (3rd Party) additional requirements can only beadded if they form part of the quality system of the company to be audited.In this case, their compliance and effectiveness are to be assessed. Thepoint rating according to VDA 6 Part 1, Paragraph 3.3.1 is not applicable.
Individual questions can only be omitted if they are unusual or not able to beevaluated for the company size or branch. In cases of doubt, clarificationwith the customer is sensible.
Questions that are not applicable and supplementary questions are to beidentified and justified in the audit report (Identification for non-applicable i.e.questions that have not be evaluated = na).
In the following questionnaire, elements of a quality system whichhave a particular influence on product and process or which can leadto the failure of the quality system are identified by the relevant
20
questions with an *. Non compliance with these requirements hasparticular influence on the overall rating or awarding of a VDA 6.1Certificate Supplement (see 3.3.3 and 3.3.4).
The „Requirements/explanations“ to the question are always to beseen as an example and not as a complete checklist. The type of evi-dence or records listed as examples must not be supplied if they arenot appropriate to the industry sector.
Some questions concerning the quality system can only be answered inconjunction with an evaluation of the product to be supplied and/or thecorresponding technology or process applied. This can make a separateassessment (product / process audit) necessary.
3.3 Evaluation and Rating
3.3.1 Individual Rating of Questions and Quality Elements
The auditor evaluates the definition and effectiveness of the quality mana-gement activities in complying with the respective requirements by initiallydetermining:
- Is the subject in question defined in writing in the qualitysystem, in operational procedures with relationships andresponsibilities? (e.g.: in the quality manual, in a documentedprocedure or work instruction)?
He must then further evaluate:
- Is the subject in question proven to be effective in practice?
21
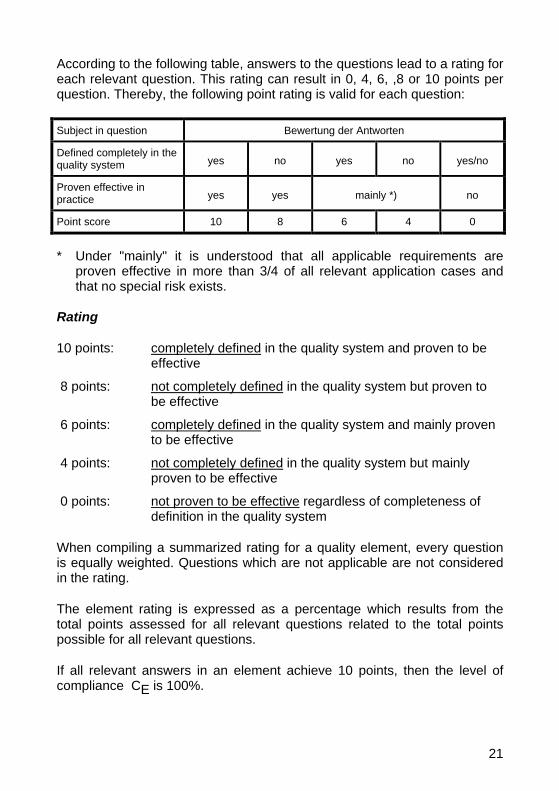
According to the following table, answers to the questions lead to a rating foreach relevant question. This rating can result in 0, 4, 6, ,8 or 10 points perquestion. Thereby, the following point rating is valid for each question:
Subject in question Bewertung der Antworten
Defined completely in thequality system yes no yes no yes/no
Proven effective inpractice yes yes mainly *) no
Point score 10 8 6 4 0
* Under "mainly" it is understood that all applicable requirements areproven effective in more than 3/4 of all relevant application cases andthat no special risk exists.
Rating
10 points: completely defined in the quality system and proven to beeffective
8 points: not completely defined in the quality system but proven tobe effective
6 points: completely defined in the quality system and mainly provento be effective
4 points: not completely defined in the quality system but mainlyproven to be effective
0 points: not proven to be effective regardless of completeness ofdefinition in the quality system
When compiling a summarized rating for a quality element, every questionis equally weighted. Questions which are not applicable are not consideredin the rating.
The element rating is expressed as a percentage which results from thetotal points assessed for all relevant questions related to the total pointspossible for all relevant questions.
If all relevant answers in an element achieve 10 points, then the level ofcompliance CE is 100%.
22
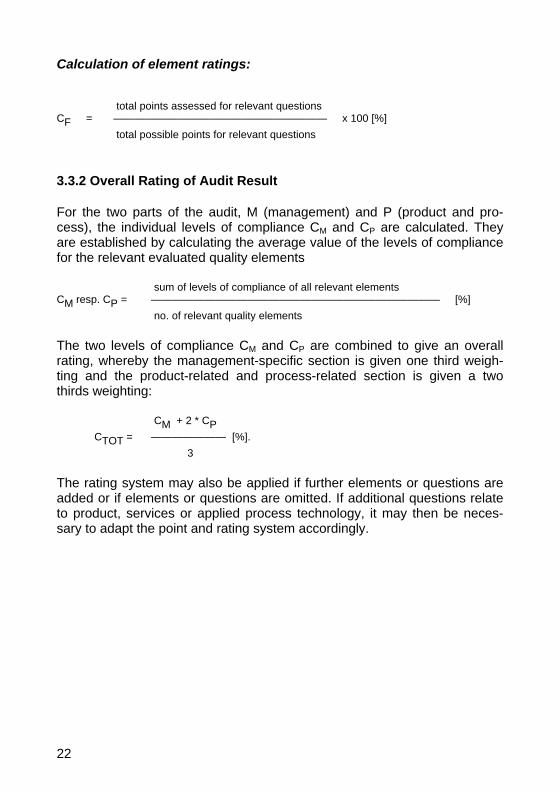
Calculation of element ratings:
total points assessed for relevant questionsCF = ———————————————————— x 100 [%]
total possible points for relevant questions
3.3.2 Overall Rating of Audit Result
For the two parts of the audit, M (management) and P (product and pro-cess), the individual levels of compliance CM and CP are calculated. Theyare established by calculating the average value of the levels of compliancefor the relevant evaluated quality elements
sum of levels of compliance of all relevant elementsCM resp. CP = ——————————————————————————— [%]
no. of relevant quality elements
The two levels of compliance CM and CP are combined to give an overallrating, whereby the management-specific section is given one third weigh-ting and the product-related and process-related section is given a twothirds weighting:
CM + 2 * CPCTOT = ——————— [%].
3
The rating system may also be applied if further elements or questions areadded or if elements or questions are omitted. If additional questions relateto product, services or applied process technology, it may then be neces-sary to adapt the point and rating system accordingly.
23
Note on the formula for CTOT*
The formula arises from the following consideration:
On condition that the 7 quality elements concerning management and the 16 quality elementsconcerning product and process (from Chapter 6) are equally weighted in CTOT
Then:
7 * CM + 16 * CP
CTOT = ———————— = 0,30 * CM + 0,70 * CP
23
should be calculated.
In order to retain a simple formula and also to give more weight to the Part M quality ele-ments, the committee defined the formula for CTOT as presented above (no mathematicalbackground). The elements of CM are therefore more heavily weighted by a factor of 0.33/0.30 = 1,1.
Thereby the elements of management, as an essential part of quality assurance, are treatedwith more importance in the quality rating system.
* CTOT is referred to as EGES in the original German version
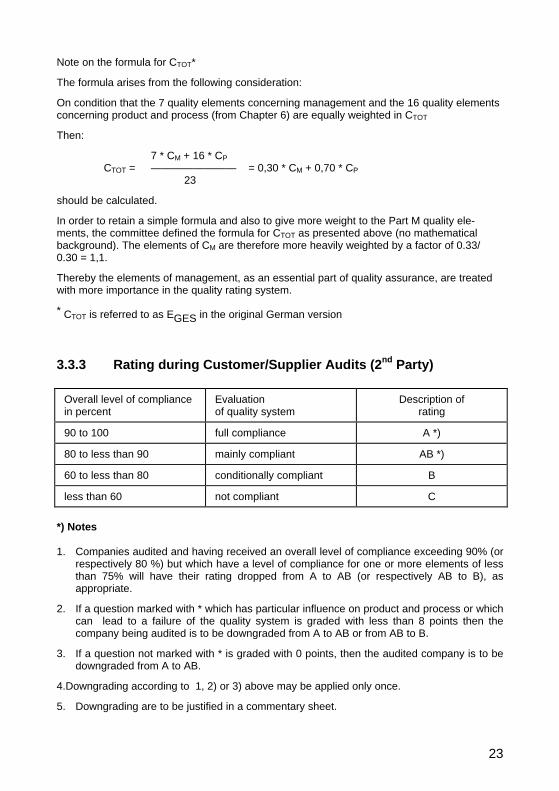
3.3.3 Rating during Customer/Supplier Audits (2nd Party)
Overall level of compliancein percent
Evaluationof quality system
Description ofrating
90 to 100 full compliance A *)
80 to less than 90 mainly compliant AB *)
60 to less than 80 conditionally compliant B
less than 60 not compliant C
*) Notes
1. Companies audited and having received an overall level of compliance exceeding 90% (orrespectively 80 %) but which have a level of compliance for one or more elements of lessthan 75% will have their rating dropped from A to AB (or respectively AB to B), asappropriate.
2. If a question marked with * which has particular influence on product and process or whichcan lead to a failure of the quality system is graded with less than 8 points then thecompany being audited is to be downgraded from A to AB or from AB to B.
3. If a question not marked with * is graded with 0 points, then the audited company is to bedowngraded from A to AB.
4.Downgrading according to 1, 2) or 3) above may be applied only once.
5. Downgrading are to be justified in a commentary sheet.
24
3.3.4 Awarding of the VDA 6.1 Certificate Supplement (3rd Party):
1. A VDA 6.1 Certificate Supplement to an ISO 9001/9002 certificate isawarded at an overall level of compliance exceeding 90% (the level ofcompliance [%] is not shown on the VDA 6.1 Certificate Supplement).
Exception:
A VDA 6.1 Certificate Supplement will not be awarded, if
- one or more quality elements achieve a level of compliance below 75% or- one or more questions marked with * are graded with less than 8 points or- one question not marked with * is graded with 0 points.
2. Follow-up /Re-audit
A follow-up audit is possible within 90 days after completion of the auditunder the following conditions (Status : Open):
a) a maximum of one question marked with * was graded with 0 points and/orb) one or more questions marked with * were graded with 4 or 6 points and/orc) one or more questions not marked with * were graded with 0 points and/ord) no element achieved a level of compliance below 75%
A VDA 6.1 Certificate Supplement is awarded after a follow-up audit, if allquestions marked with * are rated with at least 8 points and all questionsnot marked with * are rated with at least 4 points.
A follow-up audit is not possible if more than one question marked with *is rated with 0 points (Status : failed)
A re-audit is only possible at the earliest after 90 days. The same rulesapply as for a follow-up audit.
25
3.4 Summary of Results
The results of the quality system audit of Part M (management) and Part P(product and process) are to be presented as shown in the sample forms(Chapter 8). The results of each element will be entered on the sheet"Summary of Results".
3.5 Close out Meeting and Report
In the course of a close out meeting regarding the quality system audit, theauditor informs the audited company's management which nonconforman-ces are present and to what extent corrective actions are necessary. Thesewill be presented in an summary sheet "Nonconformances/CorrectiveActions". After completion of the quality system audit, the auditor raises anaudit repot and establishes a time schedule with the audited company forthe corrective actions (see sample forms – Chapter 8). If necessary, afollow-up audit date is agreed.
3.6 Corrective Actions
The result of the quality system audit, presented as shown in the mainparagraphs 3.4 and 3.5 above, serves the management of the audited com-pany as a basis for corrective actions. It is the duty of the audited companyto work out and implement an improvement program. This has to becommunicated to the lead auditor responsible for heading the audit. Theauditor decides on the basis of the presented improvement program to whatextent a follow-up audit is carried out.
3.7 VDA 6.1 Certificate
A VDA 6.1 certificate can only be awarded if the overall rating achieved is A(see 3.3.3). A precondition for this is that the auditor is registered as a LeadAuditor with the VDA. The representative of the certifying body applies forthe VDA 6.1 certificate from the VDA at the request of the company beingaudited.
The awarding of a VDA 6.1 certificate may also be carried out underconsideration of existing certificates according to DIN EN ISO 9001/9002 orQS 9000 with supplementary auditing (see VDA Volume 6).
The certificate is valid for 3 years after the date of issue.
26
VDA VERBAND DERAUTOMOBILINDUSTRIE E. V.
VDA 6.1-URKUNDEUnternehemen:
Betriebsteil:
Produktgruppe/n:
Es wurde nachgewiesen, daß das Unternehmen einQualitätsmanagement-System nach VDA 6, Teil 1
des Qualitätsstandards der deutschenAutomobilindustrie“
auf Grundlage DIN EN ISO 9001 / 9004-1wirksam eingeführt hat.
Nachweis mit/ohne Produktentwicklung.
Ausgestellt am: gültig bis:
Das Audit wurde durchgeführt von: Registriert VDA Nr. ________
_________________________Firma / Unterschrift des Bevollmächtigten
Lead-Auditor(en): ___________________________________________________
Datum ___________________ Unterschrift _____________________________________________________________________________________________________
VDA-Stempel
27
4 Definitions
For each of the individual elements definitions and explanations of termsare given within the questionnaire. Generic terms are briefly summarized inthe following. (The numbering according to # corresponds to the DIN ENISO Standard 8402/1995).
4.1 General terms according to DIN EN ISO 8402/1995 (Extract)
#.1.1 Unit
That which can be individually described and examined.
Note: A unit can be e.g.:- an activity or a process (1.2)- a product (1.4)- an organization (1.7), a system or a person or any combination thereof.
#.1.2 Process
A set of interactive resources and activities which transform inputs into out-puts.
Note: Resources can include personnel, finances, plants, equipment, techniquesand methods.
#.1.3 Procedure
A defined manner in which an activity is carried out.
Note 1: In many cases procedures are documented (e.g. procedures of a qualitysystem (3.6)).
Note 2: When a procedure is documented, the terms "written procedure" or a "docu-mented procedure" are often used.
Note 3: A written or documented procedure normally contains the purpose and scopeof application of an activity; what needs be done and by whom; when, whereand how it needs be done; which materials, equipment and documents haveto be used; and how these must be controlled and recorded.
28
#.1.4 Product
The result of activities and processes (1.2).
Note 1: The term product may include a service (1.5), hardware, processed materials,software or combinations thereof.
Note 2: A product can be tangible (e.g. assemblies or processed materials) orintangible (e.g. knowledge or concepts) or a combination thereof.
Note 3: A product can be intended (e.g. offered product to customers (1.9)) orunintended (e.g. pollutants or unwanted effects).
#.1.5 Service
The result generated at the interface between the supplier (1.10) and thecustomer (1.9), as well as by internal activities of the supplier (1.10) to meetthe customer needs.
Note 1: The supplier or the customer may be represented at the interface bypersonnel or equipment.
Note 2: Customer activities at the interface with the supplier may be essential to theservice provision (1.6).
Note 3: Supply or use of tangible products (1.4) may form part of the service provision.
Note 4: A service may be linked with the manufacture and supply of tangible product.
#.1.7 Organization
A company, corporation, business, enterprise or institution or part thereof,registered or non-registered, public or private, with its own functions andadministration.
#.1.8 Organizational structure
The responsibilities, authorities and relationships, arranged in a patternthrough which an organization (1.7) performs its functions.

29
#.1.9 Customer
The recipient of a product (1.4) provided by the supplier (1.10).
Note 1: In a contractual situation, the "customer" may be called "purchaser" (1.11).
Note 2: The customer can be, for example, the end user, user, beneficiary orpurchaser.
Note 3: The customer, in relation to the organization, may be either external orinternal.
#.1.10 Supplier
The organization (1.7) which provides a product (1.4) to the customer (1.9).
Note 1: In a contractual situation, the supplier may be called the "contractor" (1.12).
Note 2: A supplier may be, for example, the producer, distributor, importer, assembleror service organization.
Note 3: The supplier can be either external or internal.
4.2 Quality-related Definitions according to DIN EN ISO 8402/1995(Extract)
#.2.3 Quality Requirements
The formulation of needs or their conversion into a set of established quanti-tative or qualitative requirements for the characteristics of a unit (1.1), toenable its realization and verification.
Note 1: It is essential that quality requirements fully reflect the established and givenneeds of the customer.
Note 2: The term "requirement" includes market-based, contractual, as well as internalrequirements of a company (1.7). They may be developed, defined andupdated in the various planning phases.
Note 3: Established quantitative requirements of the characteristics include e.g.nominal values, ratings, limit deviations and tolerances.
Note 4: The quality requirements should be expressed in functional conditions and bedocumented.

30
#.2.15 Inspection and Testing
Activities such as the measuring and examining of one or more characte-ristics of a unit (1.1), as well as comparing of the results with set require-ments, to establish, whether conformity (2.9) for every characteristic hasbeen reached.
#.2.17 Verification
Confirmation based on an examination and the provision of evidence (2.19)that established requirements have been met.
Note 1: In design and development, verification concerns the process of evaluatingthe result of a given activity to determine the conformity (2.9) of this activitywith the set requirements.
Note 2: "Verified" is used to describe the corresponding status.
#.2.18 Validation
Confirmation based on an examination and provision of evidence (2.19) thatthe special requirements have been fulfilled for a given application.
Note 1: In design and development, validation concerns the process (1.2) of exa-mining a product (1.4) to determine its conformity (2.9) with the needs of theuser.
Note 2: Validation is normally performed on the end product under defined operatingconditions. It may be necessary at an earlier stage.
Note 3: The term "validated" is used to describe the corresponding status.
Note 4: Multiple validations can be carried out, if different applications are intended.
#.2.19 Evidence
Information which can be proven to be correct and which is based on factsobtained through observation, measurement, examination or other means ofinvestigation.
31
4.3 Definitions for Quality Systems according to DIN EN ISO8402/1995 (Extract)
#.3.1 Quality Policy
Comprehensive intentions and objectives of an organization (1.7) withregard to quality (2.1), as formally defined by management.
Note: The quality policy is an element of the corporate policy and is approved by themanagement.
#.3.6 Quality System
The organizational structure (1.8), procedures (1.3), processes (1.2) andresources required for the realization of quality management.
Note 1: The quality system should be as comprehensive as required to meet the quali-ty objectives.
Note 2: The quality system of a company (1.7) is aimed primarily at satisfying theinternal needs of the company. It is more extensive then the requirements of asingle customer (1.9) who only evaluates the part of the quality systemrelevant (to him).
Note 3: For contractual or other obligatory purposes of quality assessment (4.6), de-monstration of the implementation of defined quality system elements may berequired.
#.3.12 Quality Manual
A document stating the quality policy (3.1) and describing the quality system(3.6) of an organization (1.7).
Note 1: A quality manual may relate to the entire company activity or just parts of it.Title and purpose of the manual reflect the scope of application.
Note 2: A quality manual normally contains or refers at least to:
a) he quality policy;
b) the responsibilities and authorities (jurisdiction), as well as the interrelations personnel who manage, perform, assess or evaluate quality-related acti- vities;
32
c) the procedures (1.3) of the quality system (3.6) and corresponding in- structions;
d) a stipulation for reviewing, revision and administration of the manual.
Note 3: A quality manual may differ in comprehensiveness and format in order torefelct the needs of a company. It may consist of more then one document.Depending on the purpose of the manual, a title may be used such as „Qualityassurance manual“ .
4.4 Definitions for Tools and Techniques according to DIN ENISO 8402/1995 (Extract)
#.4.9 Quality Audit
Systematic and independent examination to determine, whether the quality-related activities and related results comply with planned instructions andwhether these instructions are actually implemented and are suitable tomeet the objectives.
Note 1: The quality audit is typically applied, but is not limited to a quality system (3.6)or elements thereof, processes (1.2) or products (1.4) (including services(1.5)). Such quality audits are often called "System Audit", "Process Audit","Product Audit" or "Service Audit".
Note 2: Quality audits are carried out by persons who have no direct responsibility inthe area to be audited, however, preferably they should be working togetherwith the relevant personnel.
Note 3: One purpose of a quality audit is to evaluate the need for improvement orcorrective action (4.14). A quality audit should not be confused with theactivities of quality monitoring (4.7) or reviewing (2.15) which are carried outfor process control or material receiving.
Note 4: Quality audits may be carried out for internal or external purposes.
#.4.10 Quality Audit Findings
A statement of fact made during a quality audit (4.9) and substantiated byevidence (2.19).
33
#.4.14 Corrective Action
An action taken to eliminate the causes of an existing nonconformity (2.10),defect (2.11) or other undesirable situation in order to prevent its recur-rence.
Note 1: Corrective actions can bring about changes in e.g. procedures (1.3) andsystems to achieve quality improvement at any stage of the quality cycle (4.1).
Note 2: One has to differentiate between a "correction" and a "corrective action":
- A " correction" concerns a repair (4.18), a rework (4.19) or an adjustment and refers to the treatment of an existing nonconformity;
- A " corrective action" refers to the elimination of the cause of the noncon- formity.
4.5 Additional Terms (Definitions for the present volume)
4.5.1 System
The structure of a company in which the jurisdiction (responsibilities, autho-rities) and interrelations, as well as procedures (#.1.3) and processes (#.1.2)are defined with the necessary resources for the realization of a task.
4.5.2 Method
A scheduled procedure (#.1.3) to given means and a given purpose whichleads to technical proficiency in the solution of theoretical and practicaltasks.
4.5.3 Serial Production
The manufacturing of products (#.1.4) of the same type and design, inrecurrent orders.
34
4.5.4 Quality Procedures
Quality procedures are specific instructions that are required in order to fulfilgiven quality-related activities. They are to be put into force by signature.
4.5.5 Work Instructions (Inspection and Testing Instructions)
Detailed description of the working steps of an activity. Definition of indivi-dual activities and detailed instructions, order-neutral, as well as order-re-lated.
Note: Includes technical know-how.
35
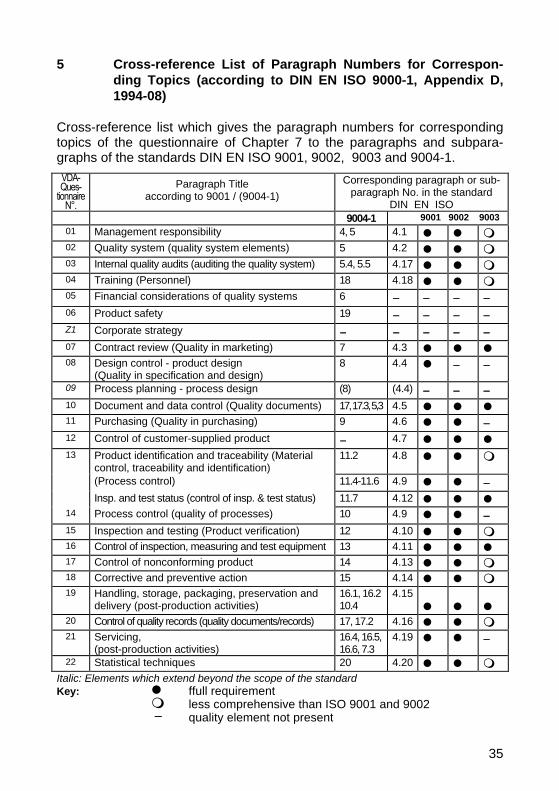
5 Cross-reference List of Paragraph Numbers for Correspon-ding Topics (according to DIN EN ISO 9000-1, Appendix D,1994-08)
Cross-reference list which gives the paragraph numbers for correspondingtopics of the questionnaire of Chapter 7 to the paragraphs and subpara-graphs of the standards DIN EN ISO 9001, 9002, 9003 and 9004-1.
VDA-Ques-
tionnaireN°.
Paragraph Titleaccording to 9001 / (9004-1)
Corresponding paragraph or sub-paragraph No. in the standard
DIN EN ISO9004-1 9001 9002 9003
01 Management responsibility 4, 5 4.1 l l m02 Quality system (quality system elements) 5 4.2 l l m03 Internal quality audits (auditing the quality system) 5.4, 5.5 4.17 l l m04 Training (Personnel) 18 4.18 l l m05 Financial considerations of quality systems 6 −− −− −− −−06 Product safety 19 −− −− −− −−Z1 Corporate strategy −− −− −− −− −−07 Contract review (Quality in marketing) 7 4.3 l l l08 Design control - product design
(Quality in specification and design)8 4.4 l −− −−
09 Process planning - process design (8) (4.4) −− −− −−10 Document and data control (Quality documents) 17, 17.3, 5,3 4.5 l l l11 Purchasing (Quality in purchasing) 9 4.6 l l −−12 Control of customer-supplied product −− 4.7 l l l13 Product identification and traceability (Material
control, traceability and identification)11.2 4.8 l l m
(Process control) 11.4-11.6 4.9 l l −−Insp. and test status (control of insp. & test status) 11.7 4.12 l l l
14 Process control (quality of processes) 10 4.9 l l −−15 Inspection and testing (Product verification) 12 4.10 l l m16 Control of inspection, measuring and test equipment 13 4.11 l l l17 Control of nonconforming product 14 4.13 l l m18 Corrective and preventive action 15 4.14 l l m19 Handling, storage, packaging, preservation and
delivery (post-production activities)16.1, 16.210.4
4.15l l l
20 Control of quality records (quality documents/records) 17, 17.2 4.16 l l m21 Servicing,
(post-production activities)16.4, 16.5,16.6, 7.3
4.19 l l −−
22 Statistical techniques 20 4.20 l l mItalic: Elements which extend beyond the scope of the standardKey: l ffull requirement
m less comprehensive than ISO 9001 and 9002 −− quality element not present
36
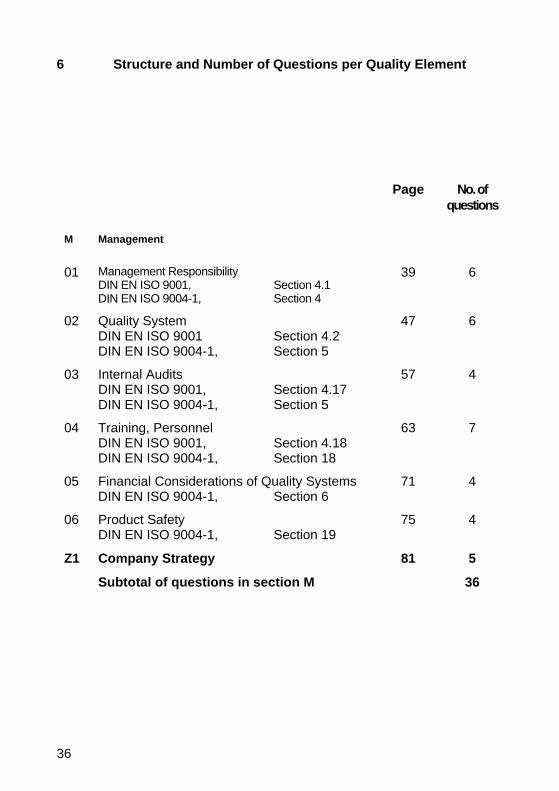
6 Structure and Number of Questions per Quality Element
Page No. ofquestions
M Management
01 Management ResponsibilityDIN EN ISO 9001, Section 4.1DIN EN ISO 9004-1, Section 4
39 6
02 Quality SystemDIN EN ISO 9001 Section 4.2DIN EN ISO 9004-1, Section 5
47 6
03 Internal AuditsDIN EN ISO 9001, Section 4.17DIN EN ISO 9004-1, Section 5
57 4
04 Training, PersonnelDIN EN ISO 9001, Section 4.18DIN EN ISO 9004-1, Section 18
63 7
05 Financial Considerations of Quality SystemsDIN EN ISO 9004-1, Section 6
71 4
06 Product SafetyDIN EN ISO 9004-1, Section 19
75 4
Z1 Company Strategy 81 5
Subtotal of questions in section M 36
37
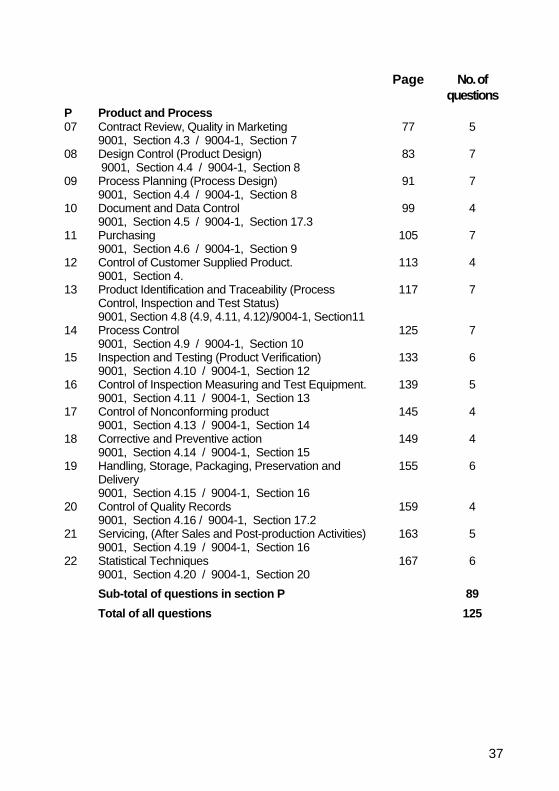
Page No. ofquestions
P Product and Process07 Contract Review, Quality in Marketing
9001, Section 4.3 / 9004-1, Section 777 5
08 Design Control (Product Design) 9001, Section 4.4 / 9004-1, Section 8
83 7
09 Process Planning (Process Design)9001, Section 4.4 / 9004-1, Section 8
91 7
10 Document and Data Control9001, Section 4.5 / 9004-1, Section 17.3
99 4
11 Purchasing9001, Section 4.6 / 9004-1, Section 9
105 7
12 Control of Customer Supplied Product.9001, Section 4.
113 4
13 Product Identification and Traceability (ProcessControl, Inspection and Test Status)9001, Section 4.8 (4.9, 4.11, 4.12)/9004-1, Section11
117 7
14 Process Control9001, Section 4.9 / 9004-1, Section 10
125 7
15 Inspection and Testing (Product Verification)9001, Section 4.10 / 9004-1, Section 12
133 6
16 Control of Inspection Measuring and Test Equipment.9001, Section 4.11 / 9004-1, Section 13
139 5
17 Control of Nonconforming product9001, Section 4.13 / 9004-1, Section 14
145 4
18 Corrective and Preventive action9001, Section 4.14 / 9004-1, Section 15
149 4
19 Handling, Storage, Packaging, Preservation andDelivery9001, Section 4.15 / 9004-1, Section 16
155 6
20 Control of Quality Records9001, Section 4.16 / 9004-1, Section 17.2
159 4
21 Servicing, (After Sales and Post-production Activities)9001, Section 4.19 / 9004-1, Section 16
163 5
22 Statistical Techniques9001, Section 4.20 / 9004-1, Section 20
167 6
Sub-total of questions in section P 89
Total of all questions 125
38
7 Quality System Audit Questionnaire
For application in companies which manufacture tangible products
STRUCTURE
For every quality element the general requirements are described in an in-troduction, the subject in its context is briefly explained and the questionsare stated..
In addition, reference is made to other applicable VDA Volumes which areto be considered during the realization of the quality system. Equal proce-dures and processes are permitted.
Questions on the quality system which have a special influence on theproduct or process or may lead to the failure of the quality system are mar-ked with an *.
Each question is structures as follows:
1. The Question2. Definition
Where required, the terms used in the question are defined according to therelevant standard and the standard or an extract thereof is cited. The sourceis stated respectively.
Explanation of terms
Where required, the terms used in the question are explained, if no defini-tion is given, to provide a better understanding.
3. Requirements/Explanations
In the section ‘Requirements/Explanations’, requirements on the qualitysystem are defined and supplemented by an explanations, if necessary.
Note: For each applicable question, the auditor has to evaluate the definition nadeffectiveness of the quality measures.
The requirements and explanations are partially described in an abreviatedform. Therefore, further VDA Volumes which are significant and which haveto be considered are referenced (see the note in the introduction to thequality elements).
Usually there is a special note in the respective question.
39
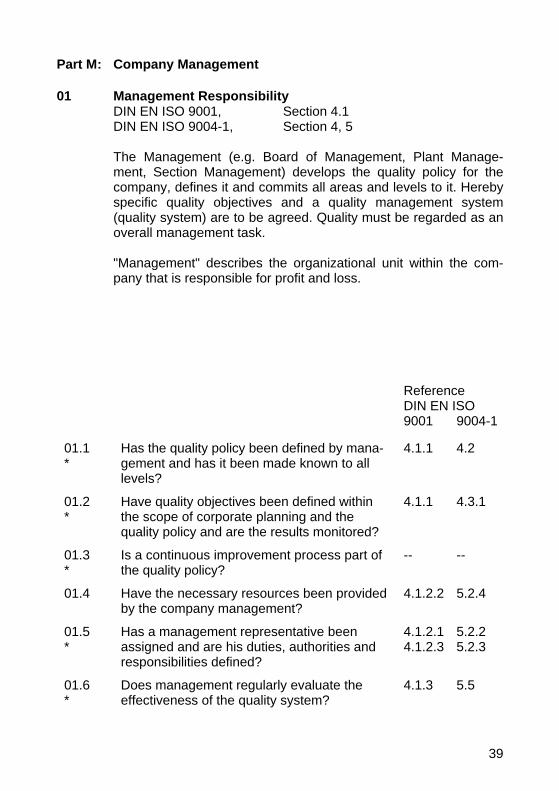
Part M: Company Management
01 Management ResponsibilityDIN EN ISO 9001, Section 4.1DIN EN ISO 9004-1, Section 4, 5
The Management (e.g. Board of Management, Plant Manage-ment, Section Management) develops the quality policy for thecompany, defines it and commits all areas and levels to it. Herebyspecific quality objectives and a quality management system(quality system) are to be agreed. Quality must be regarded as anoverall management task.
"Management" describes the organizational unit within the com-pany that is responsible for profit and loss.
ReferenceDIN EN ISO9001 9004-1
01.1*
Has the quality policy been defined by mana-gement and has it been made known to alllevels?
4.1.1 4.2
01.2*
Have quality objectives been defined withinthe scope of corporate planning and thequality policy and are the results monitored?
4.1.1 4.3.1
01.3*
Is a continuous improvement process part ofthe quality policy?
-- --
01.4 Have the necessary resources been providedby the company management?
4.1.2.2 5.2.4
01.5*
Has a management representative beenassigned and are his duties, authorities andresponsibilities defined?
4.1.2.14.1.2.3
5.2.25.2.3
01.6*
Does management regularly evaluate theeffectiveness of the quality system?
4.1.3 5.5
40
01.1* Has the quality policy been defined by management and hasit been made known to all levels?
Definition:
Quality Policy (according to EN ISO 8402/3.1):
The overall intentions and objectives of an organization with regard to quali-ty as formally expressed by the management.
Note: The quality policy forms one element of the corporate policy and is approved bymanagement.
Requirements/Explanation:
The quality policy must be formulated in such a way that it can be under-stood, implemented and applied by employees at all levels The principles ofthe quality policy are to be described in a quality manual or an equivalentdocument (see Question 02.1).
The publication of the quality policy is achieved, for example, by
- notices- memoranda- organizational guidelines and instructions- informative presentations about the quality policy.
The quality objectives of the company are established from the quality policy(see Question 01.2) which are authoritative for the organization of thecompany and which incorporate the expectations of the customer(s).
Evidence is given by, for example, a declaration of commitment frommanagement within the scope of the quality policy, according to which allquality requirements for activities, not only in production but in all organiza-tional units, are reliably fulfilled and the prevention of nonconformances hassignificant priority over the detection of nonconformances (Zero DefectStrategy).

41
01.2* Have quality objectives been defined within the scope of cor-porate planning and the quality policy and are the resultsmonitored?
Explanation of terms:
"Quality objectives" are specifications for products, processes, operationsand services, that are defined for all levels. These objectives are derivedfrom customer requirements, the competitive situation, the legal environ-ment and internal requirements, as well as adherence to the „zero defectstrategy.“
Requirements/Explanation:
Objectives for quality within the scope of the quality policy might be, forexample:
a) Corporate-wide objectives• Fulfillment of the general company requirements (laws, regulations, directives)• Improving market acceptance• Making profit• Ensuring the continued existence of the company• Continuous quality improvement (see Question 01.3).
b) Product-related objectives• Scrap-/ failure rates (%)• Supplier delivery quality (ppm)• Improving product quality• Improving process capability (Cpk)• Improving reliability• Environmental tolerance.
c) Customer-related objectives• Shortening of order processing time (inquiries, orders etc.) (difference in days)• Improving customer satisfaction (e.g. reducing the number of customer complaints change %)• Reduction in the reaction time when dealing with complaints (difference in days)• Improving delivery reliability (on-time performance).
42
d) Higher objectives• Reducing costs but not to the detriment of quality• Advance quality planning (see Question 02.5)• Increasing improvement suggestion activities (methods, equipment, operations etc.)• Calculating and evaluating the costs assigned to all quality elements in order to minimize any loss of quality• Monitoring the effectiveness of corrective actions on the basis of audit results• Quality of the development of products and processes (time, imple- menation, practicability, feasibility etc.)• Quality system upgrade from ISO 9001/2 to VDA 6.1. Further develop- ment towards TQM, EQA etc.
Note: The demonstration of achieved quality in comparison to objectives- see Question 04.7
The quality objectives to be agreed must be achievable and, if possible,measurable, as well as periodically revised and presented in a suitableformat, e.g. using data processing systems. The achievement of objectivesmust be monitored thoroughly at all management levels (specified/actualcomparison).
The objectives must be practically, clearly and comprehensively explainedto the employees during informative discussions.
Without the definition of objectives, no efficient improvement in quality andincrease in productivity in all company areas can be followed or achieved.
43
01.3* Is a continuous improvement process part of the qualitypolicy?
Requirements/Explanation:
Improvement programs for the operating units and for the commercial andtechnical functional units of a company must be introduced and maintained.The methods cited elsewhere (see Questions 04.2 and 04.5) must be usedhere.
Items for improvement include, for example:
- Reducing non-value-adding activities (e.g. rework, repairs)- Simplification of processes/Optimization of production
methods.- Minimization of waste- Reducing unplanned down-time of machines- Shortening setting-up and tool change times- Increasing service life/cycle times of products and equipment- Improving the ease of repair of products and equipment- Reducing water, air and energy expenditures- Optimization of activity times- Improved handling in all areas
Note: Connections to Question 01.2 are possible. The working methods applied canbe selected on a company-specific basis.
In the continuous improvement process, careful handling and economicaluse of resources must also be taken into account. This includes, forexample:
- the logistical chain- the building / factory area- the equipment- environmental protection
The strategy of continuous improvement applies to employees, all produc-tion processes, services and business operations of a company. It does notreplace necessary innovative improvements. Improvements refer to, forexample:
- Quality- Price- Service- Delivery reliability.
44
01.4* Have the necessary resources been provided by the companymanagement?
Requirements/Explanation:
So that the quality system can operate effectively, the company manage-ment has the task of providing the financial and personnel resourcesneeded to fulfil the requirements in the quality elements. These include, forexample:
- qualified staff with task-related capabilities for management,implementation and inspection activities (including projectmanagement)
- inspection and testing equipment for product development andmanufacture
- computer support, e.g. for data analysis, graphic displays, sta-tistics, quality plans.
The effectiveness and efficiency of the quality system depends on the pro-vision of the necessary resources for the realization of the quality policy andthe quality objectives.
Note: This question cannot be finally evaluated until the entire quality system hasbecome transparent as a result of the audit and until it has been ascertainedthat all necessary resources are available.
45
01.5* Has a management representative been assigned and are hisduties, authorities and responsibilities defined?
Explanation of terms:
The "Management representative" is the person who represents the inte-rests of management regarding strategic quality management at all mana-gement levels.
The representative must belong to the management team of the company,but does not have to be a member of the management. He/she always re-ports to that level of management, which is responsible for profit and loss.
Requirements/Explanation:
Responsibilities and authorities of the representative include:
- Reporting on the quality situation- Defining, realizing and maintaining the quality system in accor-
dance with the requirements of this questionnaire, which inclu-des branch-specific adjustments
- Monitoring the strategic quality objectives- Controlling and coordinating quality activities using interdiscipli-
nary cooperation- Demonstrating the effectiveness of the quality system and
determining possible improvements.
Note: The representative may at the same time be responsible for the organizationalfunctions "quality department", "quality assurance", "quality management„ etc.
46
01.6* Does management regularly evaluate the effectiveness of thequality system?
Definition:
Management Review (in accordance with DIN EN ISO 8402/3.9):
A formal evaluation by top management of the status and adequacy of thequality system (quality management system) with respect to the qualitypolicy and quality objectives.
Requirements/Explanation:
Company management must periodically (at least once each year) assessand satisfy itself about the effectiveness of the established quality system.The aim of this assessment is to achieve a continuous optimization andadaptation to changed conditions (market, technology etc.). This can bedone by collecting and evaluating the following information, for example:
- Reports on the quality situation- Regularly scheduled quality meetings- Quality indices with respect to objectives (see Question 01.2)- Internal quality audit reports with derived measures (see Ques-
tion 03.2 and 03.3)- Status of the continuous improvement process (see Question
01.3)- Results of product and process analysis with corrective actions- Reports on customer satisfaction (see question Z1.4).
The review is carried out by comparing the findings with the objecti-ves of the quality policy and usually results in preventive and correc-tive actions.
47
02 Quality SystemDIN EN ISO 9001, Section 4.2DIN EN ISO 9004-1, Section 5
A quality system consists of the organizational structure, the res-ponsibilities, procedures, processes and resources for the imple-mentation of quality management.
The quality system is intended to promote continuous quality im-provement.
The quality system shall be defined and implemented by manage-ment, preferably in a quality manual and in supplementary docu-mented procedures or equivalent documentation.
Note: VDA Volume 4.3 is also applicable for this element.
ReferenceDIN EN ISO9001 9004-1
02.1*
Is the quality system described in a qualitymanual or an equivalent document?
4.2.14.2.2
5.3.2
02.2 Does the quality system encompass all areas,levels and employees of the company?
4.1.2 5.15.2,5.6
02.3*
Are there documented procedures definingduties, responsibilities and authority levels forquality activities?
4.1.2.1 5.2.2
02.4*
Is there a cross-functional projectmanagement established which includes thequality planning process?
(4.4.3) 5.2.6
02.5*
Is there a quality planning process for thenecessary measures and procedures forfulfilling quality requirements?
4.2.3 5.3.3
02.6*
Are there quality plans resulting from thequality planning process?
4.4.3 5.3.3

48
02.1* Is the quality system described in a quality manual or anequivalent document?
Definition:
Quality manual (according to DIN EN ISO 8402/3.12):
A document stating the quality policy and describing the quality manage-ment system of an organization. (see Paragraph 4.3 #3.12).
Requirements/Explanation:
All quality elements necessary for conducting the business of a companymust be described in the quality manual with reference to applicable internaland external instructions, standards, regulations etc.
The documentation covers:
- Organizational structure- Names of responsible individuals- Implementation process for all activities affecting quality in the
company.
The manual must display the approval of the company management, thevalidity date and the revision status. Responsibility for it’s updating, revisionservice and the distribution list must be defined. The main purpose of aquality manual is to define the structure of the quality system and, at thesame time, to serve as a permanent reference for the implementation andmaintenance of this system.
In addition, special processes can be separately defined in documented pro-cedures, quality assurance plans etc. This also include instructions on pro-ject management (see Question 02.4).

49
02.2 Does the quality system encompass all areas, levels andemployees of the company?
Definition:
Quality system/(Quality management system) (according to DIN ENISO 8402/3.6):
The organizational structure, responsibilities, procedures, processes and re-sources needed to implement quality management.
Requirements/Explanation:
The quality system extends to all phases of the life cycle of a product(DIN EN ISO 9004-1 Paragraph 5.1) and all value-adding processes invol-ved. It’s interacting functions are a precondition for the continuous com-pliance with the requirements of customers, legislators and society.
A universal understanding of quality and quality assurance should extend asa „leading theme“ throughout the entire company. The understanding ofquality management as a task of all employees can be demonstrated by, forexample:
- actions including various departments- appropriate training, presentations, publications- department-related objectives for quality improvement- responsibilities matrices.
Job descriptions and organization charts serve, among other things, toendorse employees, clarify relationships at interfaces and provide evidenceof relevant duties. They make the organization transparent, simplify person-nel qualification and assignment and promote motivation and enthusiasmfor decision-making.
50
02.3* Are there documented procedures defining duties, responsi-bilities and authority levels for quality activities?
Explanation of terms:
„Activities affecting quality“ relate both preventatively and reactively to theentire life history of a product.
"Quality documented procedures" are special stipulations which arenecessary for the fulfillment of the defined quality-related activity. Theycome into effect when signed.
Requirements/Explanation:
Duties, responsibilities and authorities are to be unambiguously and clearlydefined for those departments and employees which influence product andprocess quality. Thereby, coordination and interfaces between various de-partments and activities must be observed.
These definitions are best made, for example, in:
- Quality documented procedures- Responsibility matrices- Job descriptions,
which come into effect when signed. Hereby, it must be ensured that dutiesare clearly defined with the necessary independence to fulfill stipulatedrequirements. This requires a definition as to who, for example:
- can stop faulty products or processes- is responsible for suggesting and monitoring problem solutions- monitors conformity with quality requirements, particularly after
changes- is responsible for quality-relevant documentation.
51
02.4* Is there a cross-functional project management establishedwhich includes the quality planning process?
Explanation of terms:
„Project management“ is defined as the management of activities acrossseveral departments within a company, aimed at the realization of a particu-lar project (e.g. introduction of a new product [see Question 08.1], a newprocess, start of a series [see Element 14]). This task begins as early aspossible and encompasses the concept/design phase, the manufacturingprocess, through to product utilization and disposal. It includes, among otherthings, quality planning (see Question 02.5) and the quality plan (seeQuestion 02.6).
Requirements/Explanation:
Project flow charts with the main details, among other things for the mana-gement of a project, must be raised and developed at a very early stage.Here, the joint activities include:
- raising the specification- concept / design,- development- production- utilization- disposal
which must be outlined and explained in the context of simultaneous engi-neering taking interface issues into account. Quality methods (such as QFD,DFMEA, PFMEA, DOE,...) must be applied on a project-specific basis.Depending on the task, the project team should include staff from De-velopment, Production Planning, Quality and Production departments etc.The Purchasing department and suppliers must be included when neces-sary.
The duties and responsibilities must, for example, be defined in projectplans or respectively, in product and process development plans. Theappointment of a project representative (project manager) is advantageousfor all projects. In the case of new projects, it must be ensured thatconfidentiality, protection and security of data is guaranteed through appro-priate procedures for those involved in the project. Suppliers, if necessary,are also be included.
Note: The requirement for a "Configuration management" in the standard DIN EN -ISO 9004-1, Section 5.2.6 and 8.10, is interpreted as "Project management " inthis questionnaire (also see DIN 69905[12.90] - Project implementation).
52
02.5* Is there a quality planning process for the necessary measu-res and procedures for fulfilling quality requirements?
Definition:
Quality planning (acc. to DIN EN ISO 8402/3.3): activities that establish theobjectives and quality requirements, as well as the requirements for theapplication of the elements of the quality system.
Note: Quality planning covers:
a) product planning: identifying, classifying and weighting the characteristics for quality, as well as establishing the objectives, quality requirements and con- straints;
b) planning managerial and operational activities: preparing the application of the quality system including operational and time schedules;
c) the preparation of quality plans and the making of provisions for quality improvement.
Requirements/Explanation:
Quality planning (also known as advanced quality planning) must beregarded as an interdisciplinary task which defines how the quality require-ments should be fulfilled. It must be compatible with the quality elements ofthe company and match the size, structure and working methods used (e.g.through reference to appropriate procedures/already existing planning sche-dules or descriptions).
Quality planning must take into account the tasks and deadlines stipulatedby the customer and must contain specially defined methods.
Interdisciplinary teams must be used for the activities to be carried out (e.g.Product Development, Process Planning, Quality, Marketing).
53
The quality planning phases for new products are:
• Planning and definition- Determining the customer's requirements and expectations- All activities must be carried out from the view of the customer
(end user, consumer).- Input data and results can vary- The stated input data and results represent recommendations.
• Product design and product development, including verification- The quality planning team responsible for the product must
consider all development aspects in the planning process inorder to ensure that the end product meets the customer'sexpectations.
- If the design responsibility lies with the customer, designaspects must also be considered.
• Process design and process development, including verification- Development of a process system with the quality plans to be
used- The process system must ensure that the requirements, needs
and expectations of the customer are met.
• Process and product validation- The production process must be validated by evaluating a trial
series.- The quality planning team responsible for the product should
verify that the quality plan and the process plan are fulfilled andthat the products meet the customer's requirements.
• Feedback, evaluation and corrective measures- The results of the trial series have to be evaluated to ensure
that the products meet the customer's requirements.- The effectiveness of the product quality planning process must
be newly evaluated
54
Activities include, for example,:
- Definition and identification of significant characteristics(tailored to the customer's stipulations)
- Development and review of risk analyses (e.g. FMEAs) and theresulting measures.
- Development and review of quality plans (see Question 02.6)- Determining the required resources (e.g. personnel, production
equipment, measuring systems)- Clarification of acceptance criteria- Examination of the realization of the process- Determining manufacturing feasibility/practicality
(see Question 07.2)
02.6* Are there quality plans resulting form the quality planningprocess?
Definition:
Quality plan (according to DIN EN ISO 8402/3.13):
A document in which the specific-related work instructions and aids, as wellas the sequence of activities with regard to an individual product, an indivi-dual project or an individual contract, are outlined.
Note 1: A quality plan normally refers to those parts of the quality manual which apply ina specific case.
Note 2: An alternative description, e.g. "quality assurance plan" can be used, dependingon the area of application of the plan.
Depending on the customer’s requirements and company practice, a qualityplan can be an independent document or the relevant stipulations are incor-porated into a different document, such as, for example, in a project plan.
Requirements/Explanation:
Quality plans must include components, modules, subassemblies, parts andmaterials and the production processes associated with the marketableproduct.
55
The quality plan must normally be drawn up for the following 3 phases:
• Prototype phase
A description of the dimensional, material and functional inspectionsand tests which must be carried out during prototype construction(when required by the customer).
• Pre-series phase
A description of the dimensional, material and functional inspectionsand tests which must be carried out after prototype construction andbefore series production.
• Series phaseComprehensive documentation of the product and process characte-ristics, the process control measures, the inspections and tests andmeasuring systems which must be observed during series produc-tion.
When quality plans are drawn up, a distinction is made between variousversions. These are related to tangible products in
a) plans for a part manufacturing process with, for example, the followingcontent:
• Part name• Process plan (manufacture / inspection / storage)• Process stages (working steps)• Work instructions• Identification of the quality-relevant characteristics which have to be
monitored during production.• Process monitoring
- Process description- Monitoring methods (quality control charts, automatic recor-
dings etc.)- Responsibilities (operator inspection, quality inspection etc.)- Inspection instructions
• Inspection- Parameters- Geometric/material/functional characteristics
• Documentation,
56
b) plans for a finished product with, for example, the following content:
• Responsibilities (organizational units)• Review of the customer requirements• Contract review• Design review• Production• Product inspection and testing
including
• Associated management plan• Design and development plan• Product quality plan for purchased products• Manufacturing plan (provision of machines, tools, equipment, testing
and inspection equipment)• Control plan (see Question 15.1)• Service plan
If required, the quality plan must be agreed upon with the customer.
Quality plans are living documents and must be reviewed and updated if:
- the product has been modified- the processes have been changed- the processes are no longer stable or capable
57
03 Internal Quality AuditsDIN EN ISO 9001, Section 4.17DIN EN ISO 9004-1, Section 5
No organizational measure, or quality system procedure, worksautomatically when it is put into place. It requires constant devel-opment and monitoring.
Internal quality audits carried out by trained and qualified staffserve the purpose of systematic and continuous review as towhether the activities defined in the quality system and their re-sults:
- actually meet the requirements- are suitable for achieving the objectives and- demonstrate improvement possibilities (CIP – continual improvement process)
All the elements, aspects and components of a quality systemshould be regularly subjected to internal reviews (internal qualityaudits). The audit results shall be presented to management fortheir review in documented form and, if necessary, should lead tocorrective actions being implemented.
Audit reports are quality records.
An internal audit encompasses all quality elements and therebyprovides the objective evidence about the necessity for the reduc-tion, elimination and, most importantly, the prevention of noncon-formities.
Note: VDA Volume 6.3 and 6.5 are also applicable for this element.
ReferenceDIN EN ISO9001 9004-1
03.1*
Are the personnel (auditors) who perform internal qualityaudits qualified and independent of the areas beingaudited?
4.17 5.5
03.2*
Are all elements of the quality system regularly subjectedto internal audits and evaluated according to an auditplan?
4.17 5.45.5
03.3*
Do deviations lead to corrective actions and are thesedocumented?
4.17 5.4.5
03.4*
Are the demands placed on products and processesaudited and evaluated internally on the basis of an auditplan?
- 5.4.3
58
03.1 * Ist das Personal (Auditoren) für die Durchführung von inter-03.1* Are the personnel (auditors) who perform internalquality audits qualified and independent of the areas beingaudited?
Definition:
Quality auditor (according to DIN EN ISO 8402/4.11):
Person qualified to perform quality audits.
Explanation of terms:
"Quality auditors" (see DIN ISO 10011, Part 2) must be impartial and freefrom any influences which might affect their objectivity.
Personnel tasked with carrying out audits must be independent of the areason which they are reporting. They must not come from the organizationalunit to be audited.
Requirements/Explanation:
Auditors must be qualified to manage and perform internal quality audits.The required qualification profile must be defined. Depending on the type ofaudit and size of the company , the following aspects are particularlyrelevant:
• Qualification in accordance with DIN ISO 10011-2 and training inaccordance with EOQ or equivalent guidelines. Evidence of trainingcan also be supplied through internal training courses.
• Knowledge and understanding of the standards which might form thebasis for audits of quality systems (DIN EN ISO 9000 - 9004, VDAVolume 6, Part 1)
• Evidence about the methods of grading through investigation,interview, evaluation and reporting (e.g. auditor training in accordancewith VDA 6.1)
• Skills that are essential for the management of a quality audit, suchas planning, organization, communication and leadership
• Experience in quality management and quality techniques• Personal characteristics, such as, e.g. integrity, good judgement,
analytical ability, open-mindedness• Upholding of relevant qualifications with certificates.
The qualification profile must be appropriately demonstrated.
Note: For further information, see VDA 6, Chapter 6.

59
03.2* Are all elements of the quality system regularly subjected tointernal audits and evaluated according to an audit plan?
Explanation of terms:
The different types of audits with scheduled dates and the areas to beaudited have to be defined in an „audit plan“ (according to DIN ISO 10011-1). This auditing is the systematic review of all quality elements with regardto their effectiveness, compliance with the requirements and their topicality.
Requirements/Explanation:
System audits must be planned and carried out.
Audit plans tailored to the quality elements to be audited must be availablein the organizational units.
An audit plan must contain the following information:
- Reference documents (standards, quality manual, procedures,etc.)
- Areas and quality elements to be audited- Audit sequence- Questionnaire / checklist- Scheduled dates- Auditors / audit team
After completion of an audit, an audit report with the nonconformancesfound and suggested corrective actions is to be raised. It is to be distributedto the organizational units involved in the audit and the company manage-ment. The effectiveness of the corrective actions is to be evaluated withinan appropriate period of time (see also Question 01.6).
Individual quality elements or parts thereof can also be inspected and eva-luated at different times. All quality elements, in all areas, and at all com-pany sites must be audited within 3 years.
60
03.3* Do deviations lead to corrective actions and are these docu-mented?
Definition:
Corrective action (in accordance with DIN EN ISO 8402/ 4.14)
An activity carried out to eliminate the causes of an existing nonconformity,defect or other undesirable situation in order to prevent it’s recurrence.
Requirements/Explanation
Detected deviations must lead to immediate corrective actions, i.e. remedy-ing the cause of one or more nonconformances.
A plan of action must be presented within an agreed time regarding thedeviations and proposed corrective actions. The action plan contains, forexample:
a) Deviations- Non-compliance with a requirement of a standard- Instructions are not suitable to achieve the objective- Activity does not correspond to the instructions- Instructions not actually implemented
b) Evaluating / weighting deviations with respect to- Image- Risk/product safety- Economy
c) Remedial measures
d) Responsibilities/deadlines
e) Effectiveness check
f) Reporting
g) Adapting the documentation (including the quality system)
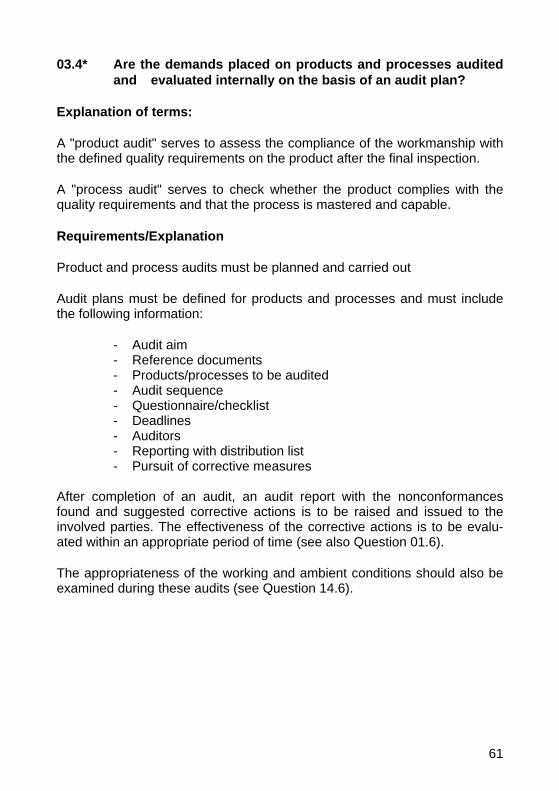
61
03.4* Are the demands placed on products and processes auditedand evaluated internally on the basis of an audit plan?
Explanation of terms:
A "product audit" serves to assess the compliance of the workmanship withthe defined quality requirements on the product after the final inspection.
A "process audit" serves to check whether the product complies with thequality requirements and that the process is mastered and capable.
Requirements/Explanation
Product and process audits must be planned and carried out
Audit plans must be defined for products and processes and must includethe following information:
- Audit aim- Reference documents- Products/processes to be audited- Audit sequence- Questionnaire/checklist- Deadlines- Auditors- Reporting with distribution list- Pursuit of corrective measures
After completion of an audit, an audit report with the nonconformancesfound and suggested corrective actions is to be raised and issued to theinvolved parties. The effectiveness of the corrective actions is to be evalu-ated within an appropriate period of time (see also Question 01.6).
The appropriateness of the working and ambient conditions should also beexamined during these audits (see Question 14.6).
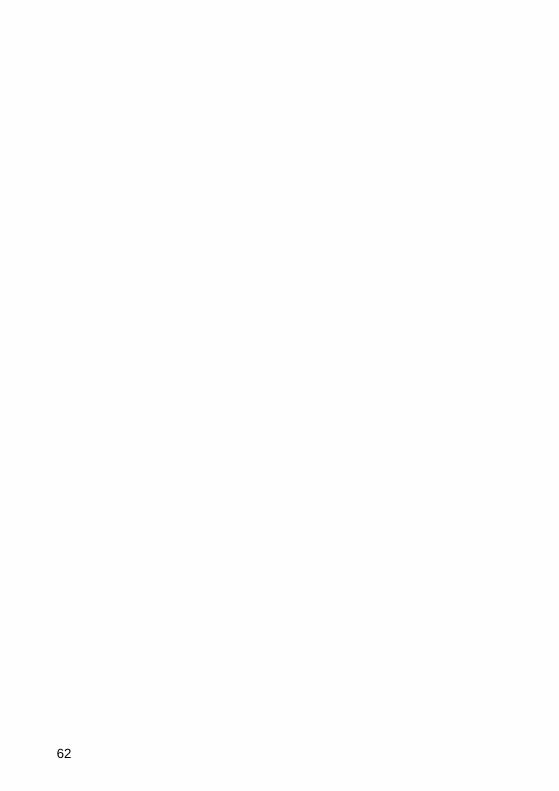
62
63
04 TrainingDIN EN ISO 9001, Section 4.18DIN EN ISO 9004-1, Section 18
The employees utilized in a company are an essential factor con-tributing to the quality capability of that company. In order toachieve this, measures to train, qualify and motivate employeesshould be planned and implemented for employees in all areasand at all levels of the company.
ReferenceDIN EN ISO9001 9004-1
04.1 Are training requirements regularly determinedon an individual and function-related basis andis a differentiated training program for alllevels of the company derived from this?
4.18 18.1.1
04.2 Does the training program also include actionsfor further training in quality techniques?
4.18 18.1.1
04.3 Are top management and other managementstaff included in the vocational trainingprogram?
4.184.1.2.2
18.1.2
04.4*
Are there introduction and instruction pro-grams for new and transferred employees andfor the introduction of new or modified pro-cesses, business procedures etc.?
4.18 18.1.3
04.5*
Do employees possess the formal qualificationfor their activities?
4.18 18.2
04.6 Are there measures for the motivation andpromotion of quality awareness?
18.3.1
04.7*
Do clear and understandable representationsof the achieved quality compared to the setobjectives exist in the company?
18.3.4
64
04.1 Are training requirements regularly determined on an indivi-dual and function-related basis and is a differentiated trainingprogram for all levels of the company derived from this?
Explanation of terms:
"Training program" means the determination of the entire training needs andthe derived measures in all areas of the company.
Requirements/Explanation:
All employees at all levels who carry out activities which affect quality mustbe included. Requirement profiles must be defined on a function-relatedbasis. The training and further training activities must be summarized on anindividual basis. The summary should clearly show completed and still-opentraining measures, and the qualification status must be clearly recognizable.
Evidence of training performed can be in the form of grades, certificates orconfirmations of participation.
One person is to be made responsible for the overall training program.
The further training of employees and maintenance of their qualifications isthe responsibility of the direct supervisor.
The training program encompasses all internal and external trainingactivities and it’s effectiveness should be examined periodically.
65
04.2 Does the training program also include actions for furthertraining in quality techniques?
Requirements/Explanation:
The following topics are relevant, for example:
- risk analyses- design of experiments- test and measurement technology- capability studies- statistical process control- quality control chart system- system, process and product audit- supplier evaluation- problem solving techniques- evaluation procedures.
The training program must be open to all employees.
66
04.3 Are top management and other management staff included inthe vocational training program?
Requirements/Explanation:
Training sessions must be held regularly to define and increase under-standing of the elements of the quality system.
These elements in particular include, for example:
- Quality objectives- Quality management / TQM- Quality development- Quality related costs- Quality information- Tools and methods of quality assurance- Product safety
The company management and other managers, for example from:
- Marketing and Sales- Design- Purchasing and Logistics- Production scheduling and tooling- Production- Quality- Customer Services- Personnel
represent the circle of participants to be addressed.
Sufficient management understanding of the potential of quality techniquesforms the basis for their targeted application in a company.
67
04.4* Are there introduction and instruction programs for new andtransferred employees and for the introduction of new ormodified processes, business procedures etc.?
Explanation of terms:
"Introductions and instructions" are individual training measures whichenable employees to understand technical and commercial documents andoperational procedures, as well as the necessary techniques/methodsrequired for their duties, and to use production equipment correctly.
Requirements/Explanation:
The supervisor (foreman, superintendent, group leader) must instruct hisemployees on the appropriate use and operation of production tools andequipment and regarding the correct interpretation of internal instructions.The supervisor must satisfy himself as to the effectiveness of the instruc-tion. Evidence of the instruction is shown by signature. These requirementsshould sensibly be applied to all organizational areas of the company.
Introduction and instruction programs have to be developed and defined.
When selecting suitable employees, their personal characteristics and theirspecialist knowledge / capabilities must be considered.
Special attention should be paid to the selection and training of new per-sonnel, workers on temporary contracts, workers on loan and personnelentrusted with new duties.
Training and instruction involves employees in the responsibility for equip-ment and production results. This inevitably leads to the strengthening ofthe relationship between employee and supervisor.
Prior to the introduction of operators performing their own inspections, allaffected employees in production must be trained regarding their qualitymanagement duties.
68
04.5* Do employees possess the formal qualification for theiractivities?
Explanation of terms:
The "formal qualification" is the professional status given an employee whenhe has demonstrated that he is suitable to perform the defined activities.
Requirements/Explanation:
Records of formal qualification are necessary when legal and/or contractualissues must be taken into account. The following, for example, can beclassed as qualification records:
- materials inspector certificate- welder certificate- certificate for non-destructive materials testing (e.g.
radiographic testing)
Regular internal instruction (first and subsequent instruction) of employeesis also required, as well as a check as to whether the employees aresuitable for their specific duties and that substitution of employees is con-trolled.
For auditors who carry out external quality audits, records for the followingare to be provided:
- Qualification in accordance with DIN ISO 10011-2 and trainingin accordance with EOQ guidelines or equivalent training withcertificate.
- Knowledge and understanding of the standards which mightform the basis for audits of quality systems (DIN EN ISO 9000 -9004, VDA Volume 6, Parts 1 to 6)
- Evidence about the methods of grading through investigation,interview, evaluation and reporting (e.g. auditor training inaccordance with VDA 6.1)
- Skills that are essential for the management of a quality audit,such as planning, organization, communication and leadership
- Experience in quality management and quality techniques- Personal characteristics, such as, e.g. integrity, good judge-
ment, analytical ability, open-mindedness- Upholding of relevant qualifications with certificates.
69
Evidence must be provided for development and testing activities, forexample:
- Quality Function Deployment (QFD)- FMEA- Design of Experiments (DOE)- CAD/CAM- Value analysis- Simulation techniques
04.6 Are there measures for the motivation and promotion ofquality awareness?
Explanation of terms:
„Motivation“ means the readiness of employees to perform well.
„Quality awareness“ is shown by the attitude of individual employees toquality issues.
Requirements/Explanation:
The continuous improvement of quality awareness in all organizational unitsmay be achieved, for example, through:
- Improvement suggestions- Quality circles- Zero defect programs- Poster campaigns, competitions- Training, information meetings- Awards- Workshops.
The quality and performance capabilities of a company are not only depen-dent on the technical and organizational capabilities and the business re-sources, but far more so, on the qualification and readiness of employees toperform well.
70
04.7* Do clear and understandable representations of the achievedquality compared to the set objectives exist in the company?
Requirements/Explanation:
This is related to the named objectives, defined in Question 01.2 „Qualityobjectives".
The current achieved quality levels is to be represented, for example, byquality indices.
Periodic quality reports and general information with "specified/actual" com-parisons, graphical representations and other methods of communication atall levels, for example:
- Representation of quality related costs- Representation of rework (amount/costs)- Presentation of audit results- Comparison of development objectives and development
status- Representation of the satisfaction of internal and external
customers
are documents which give information about this.
This makes a comparison between set objectives and achievementspossible. The representations must be easily comprehensible and interpre-table for the employees and must allow the comparison between the set ob-jectives and achievements to be easily recognized.
71
05 Financial Considerations to Quality SystemsDIN EN ISO 9004-1, Section 6
Financial considerations to quality systems are necessary be-cause:
- quality, or respectively, „non-quality“ has considerable effect onthe profit and loss situation of a company and it’sorganizational units.
- by improving effectiveness and efficiency of work, losses arereduced and customer satisfaction raised.
- It is therefore important that the effectiveness of the qualitysystem is measured in economic terms.
The collection of quality costs can be performed parallel to, or inconnection with, the classical industrial cost accounting system. Itmust be clearly defined and enable long term comparisons/trendsto be identified.
Note: Characteristic figures and trends, but not absolute values/amounts must be demonstrated to the external auditor.
ReferenceDIN EN ISO9001 9004-1
05.1 Is there a procedure for financial reporting ofthe effectiveness of the quality system?
- 6.1
05.2*
Does regular financial reporting and evaluationby the persons responsible take place?
(4.1.3) 6.3
05.3*
Is there evidence about internal losses as aresult of unacceptable quality (nonconfor-mity)?
6.2.2
05.4*
Is there evidence of external losses as aresults of unacceptable quality (nonconfor-mity)?
6.2.2
72
05.1 Is there a procedure for financial reporting of the effective-ness of the quality system?
Requirements/Explanation:
There are various methods for collecting, analyzing and displaying financialdata about the quality elements.
The financial reporting methods used depend on the individual structure ofeach company and it’s organizational units, it’s activities and the maturity ofthe quality system.
Traditional methods do not exclude the use of others, or their adaptationand/or combination.
The appropriate procedure, method and cost structure (see Questions 05.2to 05.4) must be defined (e.g. with instructions, distribution list, cost centerand cost plan and a summary of all financial outlays for the companymanagement).
Methods of financial reporting on activities in the quality system include, forexample:
• Quality-related costs- Fault prevention- Inspection and testing- Internal and external faults
• or process-related costs (profit/cost ratio calculation) with- conformity costs- nonconformity costs
• or quality-related losses (calculating the quality loss) with- internal and external material losses (non-fulfillment of quality
requirements).
Reports to management must be prepared concerning the extent, trend andanalysis of costs related to nonconformances and their causes.
Note: Detailed information is only the subject of internal audits. Only the existence ofthe procedure must be proven to an external auditor.
The company has the task of recording, analyzing and outlining on a cause-related and time-related basis the financial figures which illustrate theeffectiveness of the quality system. It must also introduce and monitor theeffectiveness of improvement and preventive measures.
73
05.2* Does regular financial reporting and evaluation by thepersons responsible take place?
Explanation of terms:
Financial reports on quality-related activities should be compiled and eva-luated regularly by the persons responsible. Improvements and objectivescan be derived from this.
Requirements/Explanation:
The reports must relate clearly to business parameters, such as sales,turnover or value-added figures, in order to provide a realistic view thecompany. Characteristic parameters and measured values must be in linewith target values. Trends and potential areas for improvement must beidentifiable. Quality and cost targets and improvement measures must bedefined for the subsequent period.
05.3* Is there evidence about internal losses as a result of unac-ceptable quality (nonconformity)?
Explanation of terms:
„Internal losses“ are losses before delivery as a result of unacceptable qua-lity. They may arise from reduced work efficiency caused by rework, poorergonomics etc. They also include nonconformity costs resulting from thenon-fulfillment of quality requirements by a product prior to delivery (e.g.repeated performance of a service, renewed production, rework, re-inspec-tion and testing, rejects).
Requirements/Explanation:
These costs/expenditures include, for example:
- Rejects- Rework- Quantity deviation- Value reduction- Unplanned sorting action- Re-inspection and testing- Investigation of the problem- Down-time caused by failures- Development targets not achieved.
Key cost items must be shown with their causes, in a time-, production- andproduct-related manner.
74
05.4* Is there evidence about external losses as a result of unac-ceptable quality (nonconformity)?
Explanation of terms:
„External losses“ are tangible and intangible losses which are identified asresulting from unacceptable quality.
Tangible losses are nonconformity costs which result from the non-fulfillment of quality requirements by a product after delivery (e.g. sorting,rework and repair, warranty performances and return shipments, directcosts and compensation, costs of product recalls, product liability costs).
Typical intangible losses include, for example, lost future sales as a result ofcustomer dissatisfaction.
Requirements/Explanation:
These costs include, for example:
- Warranty (on delivery/"0 km" and after use by the customer)- Goodwill cases- Investigation of the problem- Recall action- Product liability
also possible costs from
- Loss of image- Loss of customers due to dissatisfaction.
Key cost items must be shown with their causes, in a time-, production- andproduct-related manner.
75
06 Product SafetyDIN EN ISO 9004-1 Section 19
The safety aspects of a product should be identified, with the aimof enhancing product safety.
The quality system must always be directed towards the reliableprevention of nonconformities.
The employees of a company, particularly executive/ managementpersonnel, must, in accordance with their activities, be appro-priately informed of the effects of product nonconformities and theconsequences for the company arising from product liability.
Note: VDA Volume 1 is also applicable for this element.
ReferenceDIN EN ISO9001 9004-1
06.1 Are the principles of product liability knownthroughout the company?
- -
06.2 Is there a procedure to define and identifyproducts and special characteristics, for whichspecial documented evidence of the quality isrequired?
(4.2.3 a,g)
19
06.3*
Have procedures for identifying product risksbeen defined?
- 19a, b
06.4 Do emergency plans and procedures forcontaining nonconforming products exist?
(4.8) 19d, e
76
06.1 Are the principles of product liability known throughout thecompany?
Definition:
Product liability (according to DIN EN ISO 8402/2.12):
A generic term used to describe the onus on a producer or others to makerestitution for loss related to personal injury, property damage or other harmcaused by a product.
Note: The legal and financial implications of product liability may vary from onejurisdiction to another.
Requirements/Explanation:
Indications concerning the knowledge of the principles of product liabilitycan be, amongst others, evidence of:
- Instruction and qualification of responsible individuals- Legal services (internal / external)- Product liability insurance- Observation of science and technology
Product safety deficiencies can lead to liability claims against the company.Therefore, the company employees, particularly the management per-sonnel, in accordance with their activities, must have appropriate knowledgeof the principles of product liability.
Principles of product liability are (amongst others):
- Liability dependent on blame (characterized by the reversal ofthe burden of proof. i.e. the burden of proof lies with thedefendant)
- Liability independent of blame (new product liability law), liabilityfor direct damages and consequential damages caused by adefect
- It must be demonstrated that the manufacturing process(design, manufacturing and testing) is "state of the art" - simplycomplying with the applicable standards is not sufficient
- Responsibilities must be defined in writing- Inspection and testing documentation with archiving- Traceability must be ensured (limitation of damages)- Warning of possible risks when the product is put into action by
the user.
77
06 .2 Is there a procedure to define and identify products and spe-cial characteristics, for which special documented evidenceof the quality is required?
Explanation of terms:
Products and characteristics, which require the corresponding documen-tation to be specially archived, have either special significance for functionalsafety (operation and use) or are directly subject to requirements derivedfrom official specifications (see VDA, Volume 1). All products with at leastone such characteristic require documentation with special archiving.
Their special treatment is based on general and specific safety standardsrelated to the state of the art and customer requirements.
Requirements/Explanation:
The system should take into consideration, for example:
- Recognition of product risks (see question 06.3)- Definition of the characteristics concerned- Identification of these characteristics on all relevant documents- Identification and handling of these products- Documentation system with rules for retention periods and
responsibilities.
The documentation includes, for example:
- Test results, test decisions, process parameters- Records of the calibration of test equipment- Records of the instruction, knowledge, competence and
suitability of personnel (e.g. medical examinations, such, aseye tests)
- Special processes for products with characteristics subject todocumentation.
All documents which relate to such a characteristic must be specially identi-fied. Departments involved must be informed about the need for specialhandling of these documents.
78
A retention period of 15 years (differences specified by the customer mustbe taken into account) is also valid after discontinuation of production (forfurther instructions, see VDA Volume 1).
Proper documentation can contribute towards exoneration in warranty andproduct liability cases.
The company obligates itself with the order confirmation to follow theappropriate procedure, if agreed.
06.3* Have procedures for identifying product risks been defined?
Explanation of terms:
"Product Risks" are safety risks that are involved in the product fulfilling it’sown function. Furthermore, this also refers to the risks that a componentbrings to a complete assembly.
Requirements/Explanation:
Product risks are identifiable through, for example:
- Risk analyses (FMEA, amongst others)- Load-bearing tests- Service life tests- Crash tests- Material testing- Installation trials- Environmental simulation tests- Investigations of environmental compatibility and disposal
and the derived measures resulting from these.
The safety aspects are of predominant importance during these exami-nations.
The applicable procedures serve to identify and estimate the potentialdangers, which arise from an incorrectly developed, manufactured and/ordescribed product. If necessary, they must lead to decisions regardingactions to be taken.
This applies equally to product descriptions (e.g. manuals).
79
06.4 Do emergency plans and procedures for containing noncon-forming products exist?
Explanation of terms:
"Procedures to contain nonconforming items" serve damage limitation.
They facilitate the traceability of products in a manufacturing operation backto the material and processes used.
Requirements/Explanation:
Emergency plans for product recalls must be defined commensurate withthe product risks, which are derived from the safety relevance of a productand possible risks in the entire process chain.
Procedures to contain nonconforming products (see also Questions 11.7and 13.6), for example, can be:
- Identification on the part/product- Lot/batch identification- Product verification, documentation- Product identification during transport and storage- Following the "first-in/first-out" principle- Stating and observing use-by dates
Recognized nonconformities which are relevant to safety can thereby belimited (damage limitation) in the field (during use) and possibly remedied byimprovement or recall actions.
80
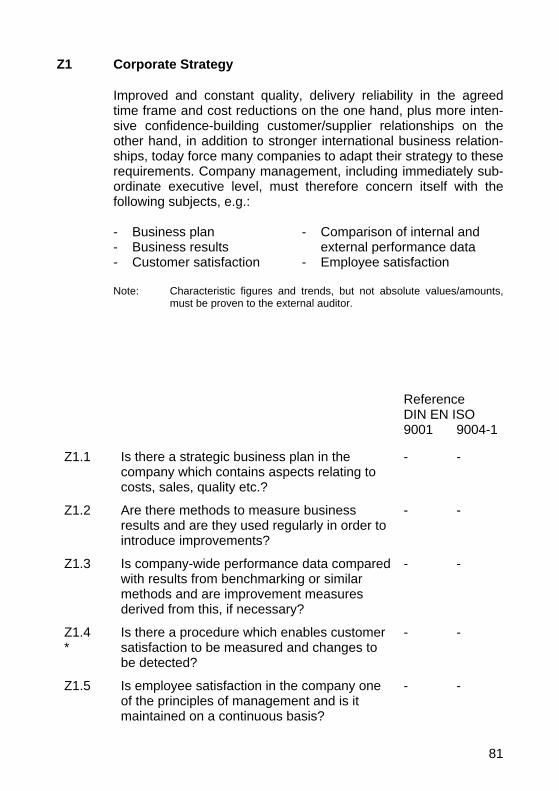
81
Z1 Corporate Strategy
Improved and constant quality, delivery reliability in the agreedtime frame and cost reductions on the one hand, plus more inten-sive confidence-building customer/supplier relationships on theother hand, in addition to stronger international business relation-ships, today force many companies to adapt their strategy to theserequirements. Company management, including immediately sub-ordinate executive level, must therefore concern itself with thefollowing subjects, e.g.:
- Business plan - Comparison of internal and- Business results external performance data- Customer satisfaction - Employee satisfaction
Note: Characteristic figures and trends, but not absolute values/amounts,must be proven to the external auditor.
ReferenceDIN EN ISO9001 9004-1
Z1.1 Is there a strategic business plan in thecompany which contains aspects relating tocosts, sales, quality etc.?
- -
Z1.2 Are there methods to measure businessresults and are they used regularly in order tointroduce improvements?
- -
Z1.3 Is company-wide performance data comparedwith results from benchmarking or similarmethods and are improvement measuresderived from this, if necessary?
- -
Z1.4*
Is there a procedure which enables customersatisfaction to be measured and changes tobe detected?
- -
Z1.5 Is employee satisfaction in the company oneof the principles of management and is itmaintained on a continuous basis?
- -

82
Z1.1 Is there a strategic business plan in the company whichcontains aspects relating to costs, sales, quality etc.?
Definition of terms:
A "business plan" is a document with company-specific strategic projectsand targets which must be fulfilled or achieved in a defined period.
Requirements / explanation:
A business plan normally includes the following:
a) Cost aspects- Finance and cost planning (investments, personnel and
material costs)- Cost targets
b) Salevda-0s and marketing aspects- Market data- Turnover/sales targets- Customer satisfaction criteria (see Question Z1.4)
c) Overall corporate aspects- Growth projects- Plant structure plans- Personnel planning- Comparison with other companies (benchmarking)
d) Development aspects- Development and trial projects- Product analyses of competition results
e) Process and quality aspects- Important characteristic data of process performances- Important quality related figures (see Question 01.2)
83
All aspects should:
- have time details- be based on project-related knowledge- take into account present and future customer expectations- be understandable and monitored, and adapted to any
changes- serve the purpose of process and quality improvement
Business planning activities must be carried out on an interdisciplinary basis
Note: External auditors are to be provided with evidence of : characteristic figures,time frame, tendencies, trend analyses but not absolute values/amounts andalso not for all aspects. Attention must be paid to company-specific matters.
Z1.2 Are there methods to measure business results and are theyused regularly in order to introduce improvements?
Definition of terms:
The "business result" expresses what the company achieves with respect toit’s planned performance.
Requirements/Explanation:
Starting points for financial variables can be, for example:
- Profit − Capital- Cash flow − Liquidity- Turnover − Dividends- Value added shareholders − Long-term value for
(shareholder value)
In practice, these values are shown partly as absolute values and partly asratios per capital unit or per employee.
Starting points for non-financial variables can be, for example:
- Market share − Variability of products- Rejects achieved − Customer service level
84
Cycle times such as:
- Innovation time- Time until the profit threshold is reached- Stock turnover frequency
The measured variables are orientated towards the company strategy andto the corporate aims and plans. They contain measured variables whichenable the internal economy and effectiveness to be recognized and whichare decisive for continued corporate success.
Note: Only the existing system must be evaluated, not the absolute values /amounts themselves.
Z1.3 Is company-wide performance data compared with resultsfrom benchmarking or similar methods and are improvementmeasures derived from this, if necessary?
Requirements/Explanation:
The evaluation, analysis and use of company-wide performance data incomparison with the data of competitors or other companies throughbenchmarking must give information on, for example:
- Productivity- Economy- Quality situation- Efficiency
Trends in the data and information should be compared with the progressmade towards the company's overall targets and converted into useableinformation for the purpose of:
- development of priorities for the rapid solving of customer-related problems
- determining the important customer-related trends and inter-relationships in order to make a review of the company'ssituation, decision-making policies and long-term planningpossible.
Note: 1. Only the existing system must be evaluated, not the absolute values/ amounts themselves.
2. This question can be omitted for companies (particularly small companies) which do not operate on international markets.
85
Z1.4* Is there a procedure which enables customer satisfaction tobe measured and changes to be detected?
Requirements/Explanation:
The procedure must consider the following criteria, e.g.:
- Method application- Recognition frequency- Data evaluation and representation- Interpretation of trends- Responsibility- Distribution list
Measurable variables can be, amongst others:
- Flexibility regarding inquiries to new/changed products/processes
- Achievement of targets- Product quality at delivery- Delivery reliability (see Question 19.6)- Speed of reactions when quality problems occur
Comparisons with competitors and benchmarking methods are helpful. Asfar as possible, not only the direct customer but also the end consumershould be involved.
Measures which lead to greater customer satisfaction should be derivedfrom the knowledge gained.
Note: Only the existing system must be evaluated, not the absolute values/ amountsthemselves.
86
Z1.5 Is employee satisfaction in the company one of the principlesof management and is it maintained on a continuous basis?
Definition of terms:
"Employee satisfaction" is measured by the way the employees perceivetheir company. The needs and expectations of employees must be satisfiedby a comprehensive quality approach, in order to advance the employeesreadiness to work well.
Requirements/Explanation:
Points which effect employee satisfaction are, e.g.:
- Working conditions, work location, environment, equipment- Health and safety measures- Communication on an individual and company-wide level- Employee performance evaluation, agreed goals, career
planning- Knowledge of work requirements- Knowledge of quality policy and corporate strategy- Involvement in quality matters- System for recognizing and rewarding performance- Management style- Job security
Further indicators for employee satisfaction can be, for example:
- Results of employee surveys (questionnaire)- Absenteeism and sickness quota- Personnel turnover- Ease in hiring recruits/trainees- Use of company facilities
Note: Only the existing system must be evaluated, not the absolute values/amounts/results themselves.
87
Part P: Product and Process
07 Contract Review, Quality in MarketingDIN EN ISO 9001, Section 4.3DIN EN ISO 9004-1, Section 7
This quality element deals with the contract review, a marketingduty.
Marketing includes market research, marketing and sales.
The marketing function should take priority when defining the qua-lity requirements of the product. They determine the requirementsfor a product, the market demand and the customer requirements.
Before a quotation is submitted or a contract or order is accepted,the requirements contained therein are to be checked for com-pleteness, feasibility, ability to fulfill etc. (Contract Review). Thisapplies equally to contract changes.
The requirements of the customer should be documented in aperformance specification and should be clearly communicated.
ReferenceDIN EN ISO9001 9004-1
07.1 Has a function ‘marketing’ been incorporatedinto the process organization?
- 7.1a-c
07.2*
Are inquiries, quotations, contracts/orderschecked for completeness and feasibility andapproved?
4.3.14.3.2
7.1a
07.3 Are technical and commercial costs ascertai-ned when preparing a quotation?
- -
07.4 Are the customer's quality requirements on theproduct and the quality system available?
4.2.34.3.2a
7.1d
07.5 Is a procedure available that ensures the earlyand clear notification of all product specifica-tions to all areas involved?
4.3.2c 7.2
88
07.1 Has a function ‘marketing’ been incorporated into the opera-tional organization?
Definition:
The process organization determines the sequence of actions (controlmechanism) for dealing with a very specific process, for example, from themarket analysis through product development to the payment of invoices.
Requirements/Explanations:
The function ‘marketing’ and its tasks must be described.
Marketing must determine, define and document the quality requirementsand expectations for a product. To do this, a process organization has to beestablished in which all involved functional or organizational units are inclu-ded and their tasks defined. This can be part of the project management(see Question 02.4).
Tasks are, for example:
- Projection of production numbers- Providing information on prices and utilization deadlines- Informing about specific customer requirements/expectations
and evaluating feasibility- Guaranteeing internal acceptance for the manufacture of a
product with defined requirements- Taking into account logistical concerns- Providing for disposal.

89
07.2 * Are inquiries, quotations, contracts/orders checked for com-pleteness and feasibility and approved?
Definition:
Contract Review (according to DIN EN ISO 8402/3.10):
Systematic activities carried out by the supplier prior to signing the contractto ensure that the quality requirements are adequately defined, free fromambiguities, documented and can be realized by the supplier.
Requirements/Explanations:
Prior to the submittal of a quotation or the acceptance of a contract/orderthe contract documents (specifications, drawings, requirement specifica-tions, standards, quality agreements, logistical stipulations etc.) must bechecked for completeness.
Hereby it must be ensured that, e.g.:
- requirements are complete, appropriate and documented- agreement exist for verbally placed orders prior to acceptance- ambiguities and deviations are clarified early.
For this a system must be in place in which all responsible functions of thecompany and its organizational units (e.g. sales, development, production,production preparation, quality department and material management) con-firm that they are able to fulfill customer requirements. The interfaces to thecustomer are to be defined.
The contract review includes, for example:
- a defined sequence of events in the quality manual/procedures (flowchart)
- Approval ruling prior to submittal of quotation to the customer (formwith approval by the responsible organizational units)
- Review of contract documents, among others, for:• clarity of the individual requirements• inconsistency of individual requirements• missing of individual requirements• given deadlines.
When contradictions are detected and requirements are not able to bemaintained the customer (normally the responsible developer, purchaser)must immediately be informed, i.e. even prior to the submittal of a quotation.
The same sequence of events also applies for contract changes.
90
07.3 Are technical and commercial costs ascertained when pre-paring a quotation?
Definition:
In a quotation a customer (the market) is offered a product for purchase or itis provided to him as property or for use.
Products can be tangible or non-tangible.
Requirements/Explanations:
For a quotation, all decisive cost elements must be established and takeninto consideration. The costs are compiled by the responsible divisions andare incorporated into the overall calculation.
The individual cost elements contain, for example:
- development costs- material costs- investments (including hardware/software)- costs for quality measures- transportation costs- packaging costs- value-added portions/calculated profit- overheads (administration and marketing cost)
Note: The procedures in practice must be proven to the auditor, rather than theabsolute values.
07.4 Are the customer’s quality requirements on the product andthe quality system available?
Definition:
Quality requirement (see Para. 4.2/#.2.3)
Requirements/Explanations:
The quality requirements for a product must be documented, defined andthereby the customer’s requirements completely taken into account. Allrelevant functional/organizational units are to be included in thesesequences.
91
The quality requirements (of the customer) are described, for example, in:
- Specifications- Quality agreements- Drawings- Performance specifications- Standards- Purchasing conditions- Order documents.
The definitions also include requirements based on, for example:
- Delivery call offs- Delivery dates- Prices- Packaging/Identification- Disposal.
Special requirements with regard to type, scope and structure of the qualitysystem are to be agreed separately.
07.5 Is a procedure available that ensures the early and clear noti-fication of all product specifications to all areas involved?
Definition:
Requirements Specification (according to DIN 69905):
The entirety of the customer requirements concerning the supplies and ser-vices of the supplier.
According to VDI/VDE 3694:
In the requirements specification, all requirements from the user’s perspec-tive, including all boundary conditions, are to be described. These should bequantifiable and able to be verified
It is defined in the requirements specification what sort of task lies beforeand why it is to be solved.
92
Performance Specification (according to DIN 69905):
All the realization requirements worked out by the supplier based on theimplementation of the requirements specification.
According to VDI/VDE 3694:
The performance specification contains the requirements specification. Theuser requirements are detailed in the performance specification and de-scribed in an expansion of the realization requirements under considerationof concrete solutions.
How and with what the requirements are to be realized is defined in theperformance specification.
Requirements/Explanations:
Evidence must be provided for a procedure which ensures the maintenanceand distribution of all relevant documents to the responsible organizationalunits. Thereby, it must be ensured that the requirements are generally com-prehensible, i.e. if necessary:
• are translated (e.g. translations of foreign language customer stan-dards, quality agreements, requirements specification etc.),
• are explained and clarified (e.g. explanation of customer-specificabbreviations),
• the customer contacts for specific topics (development, purchasing,quality assurance etc.) are known to those responsible
• product function and assembly status are known.
The entirety of the customer requirements on a product is to be regarded asthe product specifications. They are defined, for example, in the require-ments specification and as realization requirements drawn up by the con-tractor, for example in the performance specification. Apart from the perfor-mance characteristics, they also contain assembly instructions, applicablestandards, quality assurance methods, packaging etc.
93
08 Design Control, (Product Design and Development)DIN EN ISO 9001, Section 4.4DIN EN ISO 9004-1, Section 8
The quality element design control also called the quality at inter-pretation and design describes the quality-ensuring tasks in thearea of product design and development. These should take careof the transferal of the customer needs from the requirements spe-cification into a performance specification and technical specifi-cations for products and prepare for a timely realization in confor-mance with customer requirements. The provision of resourcesfor, e.g.: personnel, equipment, trials is a precondition for productdevelopment.
Note: 1. This element is to be evaluated except when design responsibilities are contractually defined. It is not applicable when a completed product design is adopted.2. VDA Volume 3, Volume 4 Part 1, 2 and 3 are also applicable to this element.
BezugDIN EN ISO9001 9004-1
08.1*
Does an appropriate product developmentplan for a new product exist?
4.4.1,.2,.4,.5
8.1,8.28.10
08.2 Is it ensured that all product requirements canbe realized?
4.4.4 8.2.48.4.2aund b
08.3 Are product trials planned during the develop-ment and pre-series phase?
4.4.74.4.8
8.3,8.5
08.4*
Are procedures and methods available tocarry out a quality evaluation of designs,design models and pre-series products inaccordance with the particular project phase?
4.4.6 8.2.38.38.4.2
08.5 Are all responsible functions involved in the re-lease of the product design and its realization?
4.4.8,.3, .5
8.6,8.7
08.6 Is the result of the product design anddevelopment documented in specifications?
4.4.5 8.6,8.8
08.7 Are the experiences of product design anddevelopment experiences of products docu-mented and are they available to other areas?
4.4.34.4.5
8.9
94
08.1* Does an appropriate product development plan for a newproduct exist?
Requirements/Explanations:
For the product development plan current milestone plans, network plansetc. with detailed plans must be produced which show all activities fromplacement (design and development) through to start of series. The syste-matic processing of the planned tasks (project planning) must be guaran-teed. A person responsible for the project and all involved areas with theirtasks must be name (see Question 02.4). Central monitoring of the project’sprogress must be guaranteed (specified/actual comparison). Monitoringmust cover the compliance with all given targets such as, e.g.:
- deadlines- product qualifications- costs.
Evidence must be furnished on the basis of examples whereby dependingon the company and product not every steps stated below must occur.
The plan for the development of a new product is normally characterized bythe following steps:
- Checking design requirements with regard to appropriateness- Documenting design result- Checking the design results with other competent organizatio-
nal units- Verifying design (checking) as to whether the requirements of
the design tasks are fulfilled- Validating the design (approving/enforcing) to determine
whether the customer’s requirements are met- Identifying, documenting, checking and approving design chan-
ges and modification according to Question 08.4 and 08.5- Up-dating product development plan.
To limit costs it is appropriate to design inspection and testing tools andequipment (including software) so that most of it can be reused for seriesproduction.
95
08.2 Is it ensured that all product requirements can be realized?
Definition:
"Quality Requirements" (see also definition in Para. 4.2/ #.2.3) are des-cribed, e.g. in:
- laws, ordinances, etc.- general standards, guidelines, specifications- special standards or requirements specifications (these may
contain special inspection and test instructions also for hard-ware and software).
Requirements/Explanations:
The quality requirements as, for example, described in the requirementsspecification (compare Questions 07.4 and 07.5) must be checked forfeasibility within the scope of a design review (compare DIN EN ISO 9004,Part 1/8.5.2).
The design requirements must consider the bases and results of thecontract review (compare Questions 07.2 to 07.4).
Points to be considered are, e.g.:
- producibility, testability, precision- inspection and test set-up, inspection and test equipment,
computer support- release criteria- experience from production and use (compare Question 21.3)- external or internal standards/specifications or instructions- legal requirements (safety, environmental compatibility,
disposal).
Suppliers tasks are also to be included in the review. Overall responsibilityremains with the company. In cases where fulfillment is not possible, com-prehensible measures are to be taken to fulfill the requirements. Unclear,contradictory requirements must be clarified with the person responsible.
If the development responsibility for a particular product lies, as agreed, withthe company, then it should use computer-supported design and enginee-ring (CAD, CAM, CAQ), e.g., for FMEA, QFD and quality plans. Thereby ithas to be ensured that a problem-free data exchange with the customer isguaranteed.
96
08.3 Are product trials planned during the development and pre-series phase?
Requirements/Explanations:
Product trials must be considered in the project plan.
The trial conditions for the product are to be determined and agreed with thecustomer.
The results of the product trials must be compared to the requirements.When the requirements are not met the corrective actions must be compre-hensible.
The product trials may also be performed by an external body (e.g. indepen-dent inspection agencies, customers). The competence of external bodiesmust be proven; if required, accredited bodies are to be used.
Product trials are, e.g.:
- assembly trials- functional testing- durability testing- environmental simulation testing.
They may be documented in, e.g.:
- product life cycles- test reports- trial plans
97
08.4 * Are procedures and methods available to carry out a qualityevaluation of designs, design models and pre-series pro-ducts in accordance with the particular project phase?
Requirements/Explanations:
The quality evaluations should include:
a) assessment of function, safety, reliability, maintainability under the anti-cipated storage and usage conditions.
b) qualification tests to confirm that all individual requirements on the qualitycharacteristics of the design are fulfilled and that all approved designmodifications are implemented and recorded.
c) timely identification of problem areas and shortcomings, as well as intro-duction of corrective actions (compare Question 06.03 and VDA Volu-me 4, Part 1, 2 and 3).
d) the result of the product design must be tailored to the possible pro-cesses (operating means, equipment) (process capability).
e) practical preliminary planning for the quality of the series and purchasingf) consideration of test results and field experiences.
A quality evaluation may be performed using various methods. In the appro-priate project phases (development progress) for products and processesthese are, e.g.:
"Design" Phase
- Risk analyses (e.g. Failure Mode and Effects Analysis, FaultTree Analysis) (compare VDA Volume 4, Part 1 and 2)
- Design of Experiments (statistical test methodology, e.g.according to Taguchi, Shainin).
"Development sample/Prototype" phase:
- Risk analysis (e.g. Failure Mode and Effects Analysis, FaultTree Analysis)
- Functional tests and release- Reliability testing/durability testing- QFD.
98
"Production prior to series start“ phase (see also Quality Element 09):
- Process analyses- Process optimization- Process review- Compliance with specification limits.
Note: Procedure for release of series production see Question 14.2 (Product) andQuestion 09.5 (Process).
08.5 Are all responsible functions involved in the release of theproduct design and its realization?
Requirements/Explanations:
A procedure for the release to realization including responsibilities is to beestablished.
The following, among others, must be defined for realization:
- Number, state, delivery date, packaging, delivery location ofdevelopment samples (prototypes) and first samples
- Form and contents of the inspection reports in agreement withthe customer
- Release of samples- Qualification and monitoring of product and cost trends, also at
suppliers involved. (List of approved suppliers compare Ques-tion 11.2).
Release is based on the evaluation of the feasibility of the design by, amongothers, development, sales, purchasing, production, quality assurance, to-gether with the customer (Project launch meeting). It represents the appro-val that the design may be realized.
99
08.6 Is the result of the product design and development docu-mented in specifications?
Definition:
Specification (according to DIN EN ISO 8402/3.14):
A document stating requirements.
Requirements/Explanations:
The results of design and development must be appropriately documentedin the specifications (see Quality Element 10). These documents for therealization of the quality requirements must be complete and unambiguous.
For products that are not clearly specified in the customer's drawings ("asdelivered", "as per manufacturer's choice", “without information on inspec-tion and test instructions“ etc.), the corresponding information in the com-pany’s detailed drawings and the finished part drawings must be completed.Furthermore, the narrowing of tolerances on the customer's drawings mightbe necessary. Company specifications must cover the requirements speci-fied by the customer.
100
08.7 Are the experiences of product design and developmentexperiences of products documented and are they availableto other areas?
Requirements/Explanations:
The experiences/results gained during development and trials which are,e.g., applicable to other development plans must be evaluated, documentedin writing or stored on a computer system.
This may be done, e.g., in:
- design manuals- data bases for design FMEA- product life cycles with, for example, product optimization/
improvements, adaptation through modified/improved produc-tion procedures
- documentation of test results- corresponding reports on materials and procedures.
It is an objective to have the development experiences in the companyreadily available independent of persons thereby avoiding repeated non-conformities in design.
This information is to be made available to all relevant areas.
101
09 Process Planning (Process Development)DIN EN ISO 9001, Sections 4.4, 4.9DIN EN ISO 9004-1, Section 8
The planning and development of processes and procedures formanufacturing products are an essential part of all activities priorto the start of new/modified processes. They incorporate theplanning of all necessary resources such as, e.g., equipment,plants, technology, method, personnel and transports.Within the scope of production preparation, it also includes theproduction organization, the planning of material and productionflow, the special structure as well as measures for safeguardingproduction, including tool management.Process planning is performed at the earliest possible time parallelto product development (design control), or is performed additio-nally after completion of product development timely prior to serialproduction in order to realize production processes and processsequences.(Activities prior to the initial start of series production are dis-cussed in the Quality Element 14 "Process Control").
Note: VDA Volume 4, Part 1, 2 and 3 also applies to this element.
ReferenceDIN EN ISO9001 9004-1
09.1*
Does an appropriate process development plan fornew/modified products exist?
(4.4.1,.2, .4, .5)
(8.1, 8.28.10)
09.2 Are production, assembly and maintenance pro-cesses and the material flow planned according toquality aspects and are process control require-ments defined?
(4.9Abs.14.9a)
(10.1.1)
09.3 Is it ensured that all product requirements are metby the process?
(4.3.2c) (8.2.48.4.2a /b)
09.4*
Are procedures and methods available to carry outa quality evaluation of processes and procedures inaccordance with the respective project phases?
(4.4.6) (8.2.3 8.38.4.2)
09.5 Are all responsible functions involved in the releaseof processes and procedures?
(4.4.8,.3, .5)
(8.6, 8.7)
09.6 Is the result of process planning/development docu-mented in process specifications/ procedures?
(4.4.5) (8.6, 8.8)
09.7 Are the experiences from process planning anddevelopment documented and are they available toall relevant areas?
(4.4.34.4.5)
(8.9)
102
09.1 * Does an appropriate process development plan for new/modified products exist?
Requirements/Explanations:
For the process development plan, current milestone plans, network plansetc. with detailed plans must be produced which show all activities fromplacement (development) to series start. The personnel and finance resour-ces are also to be considered in the development plan. The systematicprocessing of the planned tasks (project planning) must be guaranteed. Aproject manager and all involved areas with their tasks must be named.Central monitoring of the project’s progress must be ensured (specified/actual comparison). Monitoring must cover compliance with all statedtargets such as, e.g.:
- Deadlines- Process Qualifications- Costs.
Evidence must be furnished on the basis of examples, whereby dependingon the company and product, not every steps outlined below must occur.
The following (amongst others) applies to the development of processes formanufacturing the new product:
- Production planning- Equipment/tool design and construction- Procurement (of products, materials, components) from
suppliers- Operating equipment construction- External developments- Purchasing and the procurement of production and manufac-
turing equipment- Updating the process development plan.
For this, suitable technical resources are to be used. To limit costs it isappropriate to design testing tools and equipment (including software) sothat most of it can be reused for series production.
103
09.2 Are production, assembly and maintenance processes andthe material flow planned according to quality aspects andare process control requirements defined?
Definition:
Process control
Process control is a quality control where the observed unit (tangible or non-tangible object of an observation) is a process.
Requirements/Explanations:
Processes such as production, assembly and maintenance, as well as thematerial flow which have a direct influence on the quality of the products tobe manufactured, are to be defined. It must be ensured that controlled con-ditions are available. The conditions to be controlled include, for example,the definition of:
- process sequences, process parameters- machines, equipment, facilities, inspection, measuring and test
equipment (including identification)- recording of process nonconformities and corrective measures- working conditions (work plans, tooling plans)- monitoring the compliance with given requirements- approval procedures to be introduced- standards and guidelines to be observed.
The documents (procedures/quality plan) to be produced by the suppliermust include not only individual work steps but also inspection and teststeps or references to inspection and test instructions. When an operatorinspection is carried out references must be available in the work instructionto a defined inspection and test responsibility.
These documents must be available at site, continuously updated and pro-vided with a revision status. The relation to the revision status must be com-prehenisble.
104
To achieve and maintain controlled processes, it is also necessary to carryout a systematic planning for, e.g.:
- material control- release of equipment for production, assembly and
maintenance- approval of procedures and work instructions- quality plans- computer software- documentation requirements
as well as to describe and verify the requirements placed on the executionof work, for example, through:
- examination, comparison and limit patterns- photographs- quality guidelines- packing instructions.
They make the decision-making easier when carrying out activities inproduction, especially where special visual requirements and damage risksexists.
Note: Packaging and storage, see Quality Element 19.
09.3 Is it ensured that all product requirements are met by the pro-cess?
Definition:
"Quality Requirements" (see also definitions in Para. 4.2/#.2.3) are des-cribed in:
- Laws, ordinances, etc.- General standards, guidelines, specifications- Special standards or requirements specifications (these may
contain special inspection and test instructions).
105
Requirements/Explanations:
The quality requirements (compare Question 07.4) as described in, forexample, the requirements specification must be checked for their ability tobe complied with within the scope of a process review (compareDIN EN ISO 9004, Part 1/8.5.2).
Points to be considered are, e.g.:
- customer-specific requirements (including performance-relatedand visual items)
- producibility, test capability, precision- inspection and test arrangements, inspection and test equip-
ment, computer support- release criteria- experience from production and use (compare Question 21.3)- external or internal standards/specifications or instructions- legal requirements (safety, environmental compatibility, dis-
posal).
The compliance with legal requirements must be guaranteed in the process.The inspections are based on the relevant national requirements.
A quality plan must be drawn up.
Tasks for suppliers are also to be included in the review. Overall responsi-bility remains with the company. In cases of noncompliance, comprehensivemeasures are to be taken.
The company should use computer-supported design and engineering(CAD, CAM, CAQ), e.g., for FMEA, QFD, quality plans to guarantee pro-blem-free data exchange with the customer.
The process requirements must take into account the bases and results ofthe contract review (compare Questions 07.2 to 07.4).
106
09.4 * Are procedures and methods available to carry out a qualityevaluation of processes and procedures in accordance withthe respective project phases?
Requirements/Explanations:
The method of quality evaluation for processes is applied to ensure that allquality-relevant findings from the various phases of product developmentcan be realized.
In detail, the process shall :
• ensure that the best possible and most comprehensive picture of thedesired quality of the new product is produced by involving and systema-tically questionning all affected functional areas,
• identify potential weak spots early through the appropriately timed appli-cation corresponding to each project phase and initiate the introduce ofcorrective actions
• guarantee and clarify the implementation of corrective actions (e.g.results from FMEA, fatigue test, field trial and assembly test)
• document all important results of the quality assurance activities duringthe development of a new process/procedure
• include the practical preliminary planning for the quality of the series andpurchasing.
A quality evaluation may be performed using various methods. In therelevant project phases (development progress) these are, for example:
• “Design“ Phase:- Risk analyses (e.g. Failure Mode and Effects Analysis, Fault Tree
Analysis) (compare VDA Volume 4, Part 1 and 2)- Design of Experiments (statistical test methodology, e.g. according to
Taguchi, Shainin)
107
• “Production prior to series start“ Phase:- Process analyses
• Causes of dispersions• Appropriate inspection and test methods, e.g. fault tree
analysis, test methodology, cause/effects diagram- process optimization- process review- compliance with specification limits
Note: Procedure for release of series production, see Question 14.2.
09.5 Are all responsible functions involved in the release of pro-cesses and procedures?
Requirements/Explanations:
A procedure with responsibilities (of the individual organizational units) is tobe established for the release to realization.
To be considered are, e.g.:
- number, state, delivery date, packaging, delivery location of de-velopment samples (prototypes) and first samples
- the form and contents of the inspection reports, in agreementwith the customer
- release of samples- production and provision of production and inspection and test
equipment- qualification and monitoring of process and cost trends at sup-
pliers involved.
The release is based on the evaluation of the producibility of the design and,beside others, through development, sales, purchasing, production, qualityassurance, together with the customer. It represents the approval that thedesign may be realized.
Note: Procedure for release of serial production see Question 14.2.
108
09.6 Is the result of process planning/development documented inprocess specifications/ procedures?
Definition:
Specification (according to DIN EN ISO 8402/3.14):
A document stating requirements.
Requirements/Explanations:
The results of the design work must be appropriately documented inspecifications or process descriptions/procedures (see Quality Element 10).
This includes, among others:
- description of process- process parameters- important product and process characteristics- inspection and test plans and work plans/instructions
These documents for the realization of the quality requirements must becomplete and unambiguous.
109
09.7 Are the experiences from process planning and developmentdocumented and are they available to all relevant areas?
Requirements/Explanations:
The experiences/results gained during the development and trial of newprocesses which are, e.g., applicable to other requirements or productionprocesses are to be evaluated, put down in writing or stored in a computersystem.
This can be done, for example, in:
- processes, process data, feasibility studies- data bases for process FMEA- documentation of test results and process problems- capability studies of machines, plants and processes- plant life cycles with, for example, process optimization/
improvements, adaptation through modified/improved pro-duction procedures.
It is an objective to have the development experiences in the companyreadily available independent of persons thereby avoiding repeated non-conformities in design.
This information is to be made available to all relevant areas, especiallyinspection and test and production planning.

110
111
10 Document and Data ControlDIN EN ISO 9001, Section 4.5DIN EN ISO 9004-1, Section 17
Quality management requires documents and data which describe
• the structure and processes of the quality elements, as well as• the products to be manufactures.
Thereby, the identification, order, distribution, distribution, storageand maintenance must be taken into account.
Documents and data may be available on media such as paper,magnetic tapes or visual data carriers. The legibility is to beensure within the scope of the archiving period.
Note: VDA Volume 1 also applies to this element.
ReferenceDIN EN ISO9001 9004-1
10.1*
Are the responsibilities and procedures forthe identification, maintenance, review andapproval of the documents defined?
4.5.14.5.2
17.1
10.2 Is there a distribution and maintenance sys-tem with revision service available for thedocuments?
4.5.24.5.3
17.1
10.3 Is it defined, where, how and for how long thedocuments are to be archived?
4.3.4 17.3
10.4 Is the timely introduction and control of exter-nal documents ensured?
4.5.2 17.3
10.5 Is it ensured that invalid documents are notused?
4.5.3 17.1
112
10.1* Are the responsibilities and procedures for the identification,maintenance, review and approval of the documents defined?
Definition:
“Identification" serves the clear relation to events, processes or products.
"Maintenance" encompasses the revision service and archiving whereby theability to retrieve records must be guaranteed.
"Review" includes, beside others, the comparison and translation betweeninternal and customer specifications, as well as the formal and contextualreview of documents.
"Release" is the approval given by the responsible departments.
Requirements/Explanations:
The processes are to be comprehensively laid out from the customer to thecompany integrating all relevant internal departments. For the followingdocuments, procedures and responsibilities are to be defined:
Affected are, for example:
- documents for contract review- specifications- drawings- formulations- standards, regulations, internal standards- inspection and test instructions- inspection and test plans, control plans, inspection and test
instructions- work instructions- work procedures, measuring programs- quality plans- quality procedures- quality manual- procedures for quality verification- reference samples- trial procedures.
Documents must be available with the valid revision status to all involvedorganizational units. Special identification instructions from customers are tobe followed
A clear presentation of all types of documents is useful.
113
10.2 Is there a distribution and maintenance system with revisionservice available for the documents?
Requirements/Explanations:
Processes and responsibilities must be defined, e.g., for:
- distribution, availability- completeness (reference documents)- safeguarding the latest revision status (current revision status)- approval of changes- method of identifying changes in the document- invalidation.
The introduction and realization of changes must be documented, i.e. mustbe provable and traceable (e.g. in the product life cycle). This includes:withdrawal, invalidation, destruction of invalid documents, signature andcountersignature or similar).
Summary sheets are to be established for a complete presentation of allchanges. The responsibilities for this must be defined.
The system must exclude misuse.
The regulations relating to the approval and distribution system must des-cribe a process which ensures that the correct documents are available atthe correct time, in the correct place and that a confusion with invaliddocuments is excluded.
Aprocedure must be available which monitors the validity of the documentsat regular intervals.
Note: Listing of quality relevant documents, see Question 10.1
114
10.3 Is it defined, where, how and for how long the documents areto be archived?
Requirements/Explanations:
This requires stipulations on e.g.:
- retention period- filing system- filing location.
Thereby, the following must be considered, e.g.:
- protection against fire, water etc.- storage media (files, microfilm, DP storage)- if necessary, additional back-up files (e.g. double archiving,
back-up copy etc.).
The retention of documents - including outdated ones - has to be controlled,in order to be able to prove also at a later stage that the quality system,process and the product fulfilled the quality requirements in a particular timeperiod.
The retention time (archiving) must also be in line with, amongst otherthings, requirements of laws, general guidelines, customers and productliability aspects (see VDA Volume 1).
Note: Listing of quality-relevant documents, see Question 10.1
115
10.4 Is the timely introduction and control of external documentsensured?
Requirements/Explanations:
The company must set up a procedure which ensures that all externaldocuments such as, e.g., standards, specifications, documented procedu-res and their revisions are reviewed, distributed or introduced at the appro-priate time. Records of this must be kept in the same way as for internaldocuments. Summary of the external documents at a central location ispossible.
10.5 Is it ensured that invalid documents are not used?
Requirements/Explanations:
The exchange of documents at site must be regulated so that invaliddocuments can no longer be used.
Immediately after new documents are received, the invalid documents mustbe recalled and destroyed by the person responsible.
Evidence of this must be provided for particularly important and identifieddocuments.

116
117
11 PurchasingDIN EN ISO 9001, Section 4.6DIN EN ISO 9004-1, Section 9
The quality element describes the quality assurance measureswhich must be implemented by the company when purchasingproducts from his suppliers.
These products purchased by suppliers (materials, components,subassemblies, parts and services) form part of the customer’send product and thereby directly influence the quality of thisproduct.
Note: 1. VDA Volume 2, 6 Part 1, 6 Part 3 and 6 Part 4 are also applicable.
2. This element may also be applied to internal customer/supplier relationships.
ReferenceDIN EN ISO9001 9004-1
11.1 Are the quality requirements on the productsand services clearly and completely specifiedin the order documents for suppliers?
4.6.24.6.34.6.4.2a
9.2
11.2*
Are the evaluation and selection of suppliersdefined?
4.6.14.6.2a
9.3
11.3 Are sample tests for purchased productsdefined?
4.6.14.6.2b
9.3b
11.4 Does the company provide procedures for theregular evaluation of its suppliers?
4.6.14.6.2c
9.4,9.8
11.5 Do agreements with the suppliers regardingthe method and responsibilities for qualityinspections exist?
4.6.2b(4.6.4)
9.5
11.6*
Is the quality of delivered products and ser-vices ensured?
4.6.14.6.44.10.1
9.7
11.7*
Is the traceability of delivered products to thesuppliers ensured?
4.8 9.8
118
11.1 Are the quality requirements on the products and servicesclearly and completely specified in the order documents forsuppliers?
Requirements/Explanations:
Specifications which are clearly defined and easily understood by thesuppliers must be an integral part of orders (drawings, standards, require-ments of test certificates, quality agreements, work and inspection and testinstructions, packaging and dispatch instructions, etc.).
The company must agree these specifications with the supplier. Prior to re-lease of the order documents, these must be checked for clarity and com-pleteness. Specifications passed on to suppliers may exceed the qualityrequirements of the companies’ customers, but must at least contain allthese requirements on which the supplier has an influence or which affecthim.
This also includes visits of the companies’ customers at his suppliers, if thisis contractually agreed.
Processes and responsibilities must be defined.
Only an order or order confirmation which is completed with all detailscontributes to the complete fulfillment of the purchasing and qualityrequirements. Hereby, a defined and continually updated revision status isimportant.
When purchasing tools and capital goods the following must be consideredand defined, beside others:
- interdisciplinary cooperation on placement and acceptancethrough, for example: development, production, qualityassurance
- supervision during the design phase with progress reports- computer-supported design and data processing.
119
11.2* Are the evaluation and selection of suppliers defined?
Requirements/Explanations:
Suppliers must be evaluated by the company prior to their acceptance.Therefore the requirements and assessment criteria, as well as theselection mode must be defined.
The suitability of a supplier may be demonstrated by means of:
a) Assessment of his quality system through
- systems and process audits of the company- system audit results of other customers of the supplier- certifications through accredited certification bodies.
(Such system audits also serve as a support for the supplier in setting uphis quality system. They also serve the purpose of system consultancy.)
b) Assessment of the product quality of all obtained product through
- product audits- first sample testing (compare Question 11.3)- quality assessments of capital goods (compare Question 14.2)
A list of approved suppliers is to be maintained and to be taken into accountby the involved parties.
Special care is to be paid to the selection of suppliers for products with spe-cial characteristics, the documentation of which requires special archiving.
An evaluation should be repeated in case of, e.g.:
- re-location of production at the supplier- new products/ product group- repeated occurrence of quality deficiencies.
120
11.3 Are sample tests for purchased products defined?
Definition:
Sample (according to DGQ 11-04/95):
Material unit which is subjected to a quality inspection for a particular reasonor which is required within the scope of a quality inspection.
First sample (according to VDA Volume 2):
First samples are products and materials which have been completelymanufactured with standard equipment under series conditions.
Requirements/Explanations:
For all products of a supplier a production process and product approval(PPA) must be carried out (internal or external) for new or modified pro-ducts/processes prior to serial use. The results of the first sample inspectionare to be documented in writing in the first sample report with specified andactual values (VDA form). It must contain statements on:
- geometry- material (special attention to hazardous material)- function- reliability.
For important characteristics, proof of capability is to be produced.
The scope and documentation of the first sample inspection is to be coordi-nated between the company and the supplier based on existing experience.
First sampling provides evidence that the supplier is able to fulfil the re-quired specifications with the applied procedures and equipment. The first

121
samples give the company important evidence on the quality of the series tobe expected. A release of the first samples by the inspector does not relievethe supplier of the responsibility for the series of these products.
For the release procedure of series products see VDA Volume 2.
Note: Depending on the application purpose, there are various types of samples. Inmany branches other designations are used instead of "first sample" such as,for example, "First lot", "First delivery". The above requirements apply incorresponding form to all sample types.
11.4 Does the company provide procedures for the regularevaluation of its suppliers?
Definition:
A "regular evaluation" includes the periodic evaluation of the quality of thedelivered products and services and the assessment of the supplier'squality system.
Requirements/Explanations:
The performance of a supplier should be reviewed with a frequency that issuited to the complexity and technical requirements on the product and theprevious performance of the supplier and must be recorded in a list.
A quality history of the products delivered is to be provided, for example,through:
- results of material receiving inspection (compare Question 15.3)- reject results- delivery fulfillment (deadline/quantity)- complaints- warrant.
Note: 1. The assessment of the supplier’s quality system is performed by audits (compare Question 11.2) and forms part of the overall assessment.
2. The suppliers should be informed about their evaluation on a regular basis.
122
11.5 Do agreements with the suppliers regarding the method andresponsibilities for quality inspections exist?
Requirements/Explanations:
Where necessary, the company has to set up clear agreements with itssuppliers, regarding e.g.:
- inspection and test procedures- inspection and test equipment- the scope of inspection and testing.
An agreement on the methods of quality inspections serves thecomparability of test results and is prerequisite for their acceptance, whenthey are provided by the supplier.
11.6 * Is the quality of delivered products and services ensured?
Requirements/Explanations:
Appropriate measures must be taken to ensure that the received deliveriesare sufficiently monitored. A material receiving inspection must be perfor-med according to the inspection and test plan and may be carried out as anidentification, random sample or 100% inspection (compare Question 22.3).
When the supplier provides quality records (e.g. test certificates accordingto DIN EN 10204/3.1b), then control tests are to be performed periodically.The characteristics to be shown on the quality records are to be agreed.The certificate must be based on tests carried out on goods ready fordelivery.
If it has been agreed with the supplier that product inspections are onlycarried out at his premises, then the company has to satisfy itself as to theproper execution at the supplier. The visits shall be carried out dependingon the quality capability of the supplier and on the importance of theproduct. The company must demonstrate this by means of visit reports.
123
A clear identification of the identity of the delivery lots and a differentiation ofreleased and non-released lots is to be carried out. The material receivingsystem must bar goods that have not been released. In the event of use ofthe delivered product prior to the completion of inspection, a procedure(special concession) must be implemented (traceability).
A consequent management of suppliers contributes to the minimization ofcomplaints or to ensure a consistent quality level of the final product andmay eventually lead to the reduction of the material receiving inspection.
Note: 1. The first sample status must be known at material receiving.
2. Acceptance conditions for services (non-tangible products) must also be defined.
11.7 * Is the traceability of delivered products to the suppliersensured?
Definition:
Traceability (according to DIN ISO 8402/3.16)
Ability to trace the development, application or location of a unit by means ofrecorded identifications.
Requirements/Explanations:
Corresponding to a risk assessment, a system for traceability must beestablished. Traceability may be realized, e.g., via delivery number, batchnumber or order number.
Ensuring traceability serves the localization of nonconforming products andthe limitation of damages in case of nonconformities.
This applies particularly to products and related characteristics where aspecial archiving of the corresponding documents is to be provided (com-pare VDA Volume 1).

124
125
12 Control of Customer-Supplied ProductDIN EN ISO 9001, Section 4.7
"Customer-supplied products" are products which are the propertyof the customer and are provided to the company in fulfillment ofthe contract requirements. This also includes, beside others, toolsand packaging.
The customer has full quality responsibility for the productsprovided.
Products sold by the customer to the company are not the subjectof this quality element as the normal customer/supplier relation-ship applies.
The contractual aspects are to be considered in the Quality Ele-ment 07 Contract Review.
Note: This element does not apply when no customer-supplied products, asdefined above, are present.
ReferenceDIN EN ISO9001 9004-1
12.1 Do agreements with the customer on qualitymeasures for customer-supplied productsexist?
4.7
12.2*
Is a definition available for the control, verifi-cation, storage and receipt of customer-supplied products?
4.7
12.3 Is a procedure defined for reporting noncon-formities or losses of customer-suppliedproducts to the customer?
4.7
12.4 Does a documentation on the quality ofcustomer-supplied products exist?
4.7
126
12.1 Do agreements with the customer on quality measures forcustomer-supplied products exist?
Definition:
"Customer-supplied products" are those provided to the customer, generallyat no cost, for further processing.
Requirements/Explanations:
At contract finalization the required quality assurance activities on the cus-tomer-supplied products to be carried out by the company should be agreedwith the customer. These agreements control, for example:
- test certificates (documentation)- inspections and tests (type and scope of material receiving
inspection, identification check)- identification- traceability- warranty.
Where no agreements exist, the company can only take quality responsi-bility for his value- added activities (compare Question 12.2).
12.2 * Is a definition available for the control, verification, storageand receipt of customer-supplied products?
Requirements/Explanations:
In the event that no special agreements with the customer have been made,a documented procedure must define responsibilities for at least thefollowing measures:
- Establishing the identity and quantity, according to deliverypapers
- Establishing the external condition and integrity (transportdamage)
- Correct identification- Appropriate storage and maintenance of value (special atten-
tion on products with limited storage life).
127
12.3 Is a procedure defined for reporting nonconformities orlosses of customer-supplied products to the customer?
Requirements/Explanations:
When nonconforming products are delivered or when products are lost thecustomer must be informed of the following, for example:
- Delivery condition/damage- Incorrect delivery- Quantity deviation/lost goods- malfunction- Deterioration of quality during processing- Rework.
Process and responsibility are to be controlled.
12.4 Does a documentation on the quality of customer-suppliedproducts exist?
Definition:
The documentation describes the quality history of customer-supplied pro-ducts. It provides a summary of the quality situation during a particularperiod.
Requirements/Explanations:
The delivery quality of customer-supplied products can have a significantinfluence on further processing. Deviations from defined quality characte-ristics are, for example, to be:
- documented upon receipt- recorded within the area of the production process- recorded in the case of a product ready for dispatch- assigned to the delivery lot- stored for a defined period.
The recordings showing the type of deviation may be carried out, forexample, in:
- nonconformity tally cards- quality control charts- Statistics.

128
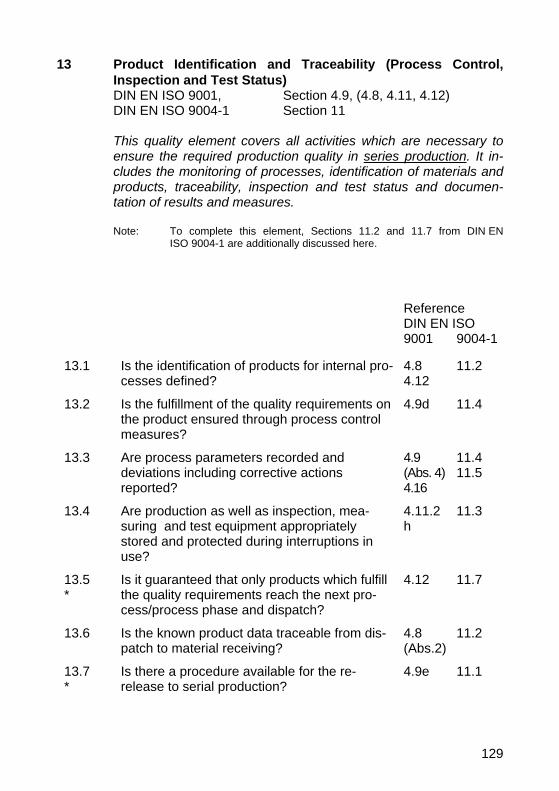
129
13 Product Identification and Traceability (Process Control,Inspection and Test Status)DIN EN ISO 9001, Section 4.9, (4.8, 4.11, 4.12)DIN EN ISO 9004-1 Section 11
This quality element covers all activities which are necessary toensure the required production quality in series production. It in-cludes the monitoring of processes, identification of materials andproducts, traceability, inspection and test status and documen-tation of results and measures.
Note: To complete this element, Sections 11.2 and 11.7 from DIN ENISO 9004-1 are additionally discussed here.
ReferenceDIN EN ISO9001 9004-1
13.1 Is the identification of products for internal pro-cesses defined?
4.84.12
11.2
13.2 Is the fulfillment of the quality requirements onthe product ensured through process controlmeasures?
4.9d 11.4
13.3 Are process parameters recorded anddeviations including corrective actionsreported?
4.9(Abs. 4)4.16
11.411.5
13.4 Are production as well as inspection, mea-suring and test equipment appropriatelystored and protected during interruptions inuse?
4.11.2h
11.3
13.5*
Is it guaranteed that only products which fulfillthe quality requirements reach the next pro-cess/process phase and dispatch?
4.12 11.7
13.6 Is the known product data traceable from dis-patch to material receiving?
4.8(Abs.2)
11.2
13.7*
Is there a procedure available for the re-release to serial production?
4.9e 11.1
130
13.1 Is the identification of products for internal processesdefined?
Definition:
"Identification of products" means the clear and traceable identificationthrough subject number, part number or comparable and of the revisionstatus.
Requirements/Explanations:
The system shall ensure that products are unambiguously identified in everystage of the material flow, also with regard to their operational state,inspection and testing and modification status in order to avoid mix-ups. Forproducts with a limited storage life, the storage limitation must also beidentified.
The identification of products must be effective in all production areas fromentry until its departure. This may be achieved by means of, e.g.:
- accompanying product documents- tags- markings, numberings- bar codes- stampings- labels- inspection and test reports.
The relation to the lot or batch must be traceable. The corresponding workinstructions must be available at site.
Products missing identification may lead to mix-ups and incorrect deliveriesand are to be regarded as barred until their identity is cleared.
Note: 1. The identification system used by the company must allow the clear relation to the customer’s drawing with revision index at the interface to the customer (dispatch).
2. Identification for traceability, see Question 13.6
131
13.2 Is the fulfillment of the quality requirements on the productensured through process control measures?
Definition:
“Process control measures“ include, among others, all inspections and testsaccompanying the process in the complete production sequence used forcontrolling.
The inspection during production is a comparison between the requirement(specification) and the actual result of each work sequence on the product.It is carried out according to the stipulations of the inspection and testinstruction.
Requirements/Explanations:
Inspections and tests accompanying the process must be carried out so thattimely detection of deviations is guaranteed. This allows the timely intro-duction of corrective actions and prevents further processing of defectivematerials.
The results of all planned inspections and tests are to be documented sothat trends can be identified and targeted corrective actions can be intro-duced. Independent of the selected storage medium, the traceability of theinspection and test results to the inspector is sensible.
The documentation must also contain the results from manual and/or auto-matic 100 % inspections. In the case of an automated 100 % inspection, arecording of inspected and rejected products must be carried out.
Processes, notes concerning measures and responsibilities must bedefined.
132
13.3 Are process parameters recorded and deviations includingcorrective actions reported?
Definition:
"Process parameters" are process-influencing quantities that serve to con-trol and regulate the process.
Requirements/Explanations:
Typical process parameters are, for example:
- Pressure- Temperature- Time- Torque- Distance- Electric current- Voltage- Frequency- Humidity- Velocity.
Monitoring of the process parameters may be performed either automati-cally or manually. For manual inspections and tests the results are to bedocumented. In the case of automatic monitoring of the process parameterthe review by means of a process audit is sufficient.
Process parameters must always be specified with tolerances.
When deviations are found corrective actions must be recorded.
The monitoring or control elements are to be treated as inspection and testequipment and must be monitored regularly.
Note: The control elements for process-influencing should be protected fromunauthorized interference.
133
13.4 Are production as well as inspection, measuring and testequipment appropriately stored and protected during inter-ruptions in use?
Requirements/Explanations:
Production and inspection and test equipment must be appropriately storedand protected from damage and dirt so that the performance capability isnot affected. This also applies to computers and data storage media.
Tools specifically linked to parts and inspection and test equipment must berelated to a defined release or revision status of the related product. Therevision status must be securely attached to the production mean or, e.g.,must be included in the file for production means.
In the production means store, the tool crib etc. the difference between toolsready for production and those still to be inspected and reconditioned mustbe identifiable (release status).
Mix-ups lead to nonconforming production, complaints, rework costs,additional set-up costs etc. This can only be excluded through a clearprocess organization.
13.5* Is it guaranteed that only products which fulfill the qualityrequirements reach the next process/process phase anddispatch?
Requirements/Explanations:
Products must be given an inspection status after each process step(except for interlacing) which shows whether the products have beeninspected, which quality inspections have been carried out and whether ornot they meet the quality requirements (see Question 13.1). Herebycustomer requirements must be considered.
The sequence organization, with responsibilities, must be defined. Thisapplies particularly where operator inspection is practiced.
This is intended to ensure that only those products which have beenreleased in accordance with the work instructions and which are usablereach the next operational stage or dispatch.
Where the identification of products is not possible or economicallyjustifiable the type of identification must be agreed and proven.
134
13.6 Is the known product data traceable from dispatch to materialreceiving?
Definition:
"Traceability of products" relates to
- the origin of the material and components (identification, dateof inspection)
- the processing history- the distribution and positioning of the product following its
delivery.
Requirements/Explanations:
Corresponding to a risk analysis a traceability system must be developedand described. Exceptions are to be agreed with the customer and demon-strated.
"First in – First out" (FIFO) and/or consequent separation of lots andbatches serve as supporting systems in order to prevent mixing of variousmanufacturing periods. The FIFO principle shall prevent products withvarious production dates or revision status being mixed.
Clearly separated production lots/batches facilitate the traceability whenprobems occur. A transparent material flow is guaranteed and thus thematerial disposition more accurate. The mixing of products with differingrevision status is prevented.
Traceability is guaranteed through the connection of the known data of theprocessed materials and products with the delivery goods.
Known product data is (among others):
- se data (parts number, revision status)- t/batch number- oduction date- oduction facility- ift.

135
The FIFO principle must be followed in all production areas (materialreceiving, in-process, delivery and external stores) (for example throughtransient or electronically controlled stores with storage date as a sortingcriteria, etc.). Instructions must be available at the individual work stations.A clear date identification on the material traveler cards is required,especially for reserved and fixed storage areas and products with aexpiration date.
The individual production lots and batches are to be identified and keptsepaate. The identification applies to all areas of the company (materialreceiving, production, stores, etc.) up to the point of use. Identification isplaced directly on the parts and/or on the containers/ packaging (compareQuestion 13.1).
136
13.7 * Is there a procedure available for the re-release to serialproduction?
Definition:
"Re-release for serial production" is the order-related release for therenewed start of production. The release is required for product andprocess.
Requirements/Explanations:
The renewed release of the production start shall be carried out by an“authorized“ employee who performs quality assurance functions in a res-ponsible position. If a release cannot be given directly for time reasons, thenthe products must definitely be clearly identified and barred until theirrelease is granted. The particular proceedings are to be collated in a pro-cedure.
The performed release inspection is to be documented with its result.
The re-release of serial production (see definition, Para. 4.5.3) includes,beside others:
- Documentation of the last series order (quality records, correc-tive actions etc.)
- Documentation of the data of the last series order (qualityrecords, corrective actions etc.)
- Completeness of equipment and documents for production andinspection and testing
- Determination of responsibilities for release after set-up- Determination of the treatment of lead products and set-up
scrap- Proof of release at site- Setting of process parameters
Note: The release of the serial production for products manufactured for the firsttime is evaluated in Question 14.2.

137
14 Process ControlDIN EN ISO 9001, Section 4.9DIN EN ISO 9004-1, Section 10
This quality element covers the planning and implementation of allnecessary activities as an interdisciplinary task of preparing pro-duction, assembly and maintenance processes for the initial startof series production.
Within the scope of production preparation it also covers produc-tion organization, the planning of material and production flow, thespatial structuring, as well as measures for ensuring production,including tool management.
Note: VDA Volume 2 and Volume 4, Part 1, 2 and 3 also apply.
Remark: Activities which are necessary for restart of series production aretreated under Question 13.7
ReferenceDIN EN ISO
9001 9004-1
14.1 Are capability studies carried out on new/over-hauled machines (plants) and also on new/modified products?
4.9b 10.1.1
14.2*
Are the conditions for a release to series pro-duction for new and modified products/proc-esses regulated and are they agreed with thecustomer)?
4.9c, d, e
10.1.1
14.3 Is the monitoring and control (regulation) ofthe relevant process parameters and productcharacteristics ensured?
4.9d 10.1.210.2
14.4 Does a tool management and a plannedmaintenance/servicing for equipment andtools exist?
4.9g 11.3
14.5 Are the requirements on special processesdefined?
4.9Abs.2,3
11.4Abs.3
14.6 Are the environmental conditions which influ-ence product and process controlled?
4.9b4.11.2g
10.3
14.7 Is the effectiveness of production processesevaluated with suitable methods?
- -
138
14.1 Are capability studies carried out on new/overhauledmachines (plants) and also on new/modified products?
Definition:
Machine Capability
"Machine capability" is given by the relationship between tolerance and pro-duction distribution of a production facility. Determination and evidence isnormally established through mathematical-statistical methods whereby onlythe short term distribution is considered largely excluding the process-influencing but machine-independent factors (compare VDA Volume 4,Part 1).
Process Capability
However, when looking at the long term distribution under consideration ofthe process-influencing parameters then one uses the term “Process Capa-bility“. A process is capable when the statistical parameters for distributionand position in relation to the specified value and tolerance value meet therequirements (at least Cpk = 1.33). If this is not the case, the processcapability must be reached through process analysis and optimization.
Requirements/Explanations:
The characteristics and method for performing the capability study are to bedefined.
Machine Capability
The capability of newly aquired machinery including tools is to be demon-strated either by the machine and tool manufacturer or recipient prior toapplication.
139
Under specific conditions, capability studies must be repeated in coordi-nation with the customer, e.g., for:
- new parts orders- new tools/equipment- narrowing of tolerances- modification of production processes/original state- following repair (with influence on the product)- following relocation of machine- following longer production stops.
Evidence of machine capability should be available for the assessment ofthe process capability.
In capability studies the machine with tools and, if applicable, integrated testand control equipment is to be treated as a unit. The short term distributionmust have a capability characteristic number of at least cmk 1.67. If devia-tions occur corrective actions must be determined and a new capabilitystudy is to be carried out after these actions have been implemented.
Process capability
Process capability is to be demonstrated for product characteristics and pro-cess parameters which have a crucial influence on product quality (compareVDA Volume 4, Part 1).
All characteristic values must generally lie within the tolerance range. Thecharacteristics important to product quality must be defined and agreed withthe customer. If process capability cannot be proven for importantcharacteristics measures must be defined. These can be, for example:
- 100% inspections of a production lot- Constructive measures with, if necessary, tolerance modifi-
cations.
The results of a 100% inspection must be recorded.
140
For cost and risk reasons, a 100% inspection requires process optimization.In the case of non-capable processes, the 100% inspection is the onlyprocedure for sorting out defective products and introducing fault analysisand corrective actions. Thereby, all actions should have the aim to conti-nually improve the processes within the scope of a zero-failure strategy.
The capability characteristic number for the long-term distribution must be atleast Cpk = 1.33. When deviations occur corrective actions must be defined.A new capability study must be carried out after these actions have beenimplemented.
14.2 * Are the conditions for a release to series production for newand modified products/processes regulated and are theyagreed with the customer)?
Requirements/Explanations:
For release to series production (see Definition, Section 4.5.3) all productionfactors must be available. Only the consideration of all production factorsensures the problem-free start of series. When determining capacities allproduction factors must be considered. Bottlenecks lead to qualityimpairments and additionally to exceeding of costs and deadlines.
Production factors are, e.g.:
- Specifications, drawings, formulations, standards with latest revisionstatus
- Quality plan (compare Question 02.6)- Qualified personnel- Site determination- Defined production sequences, production plan, production environ-
ment- Released machines, equipment, operating material- Maintenance instructions (compare Question 14.4)- Required inspection and test equipment including capability evidence
(compare Question 16.4)- Approved suppliers (compare Question 11.2)- Approved materials/supplied products- Inspection and work instructions- Process capability (compare Question 14.1).
• provisional• final
141
- Product qualification review• Acceptance criteria• Functional performance
- First sample with first sample inspection report (VDA Volume 2)• geometric• material• functional• visual
- Production release• provisional• final
The selection and training of personnel, as well as the capability studies,quality analysis (quality evaluation, FMEA, system optimization etc.), reviewand correction of technical documents and specifications must be com-pleted prior to start of series.
The conditions for a release and the type of documentation (e.g. checklist)must be defined. It is useful and in certain cases (e.g. modified/relocatedprocesses) it is necessary to agree the release conditions (series andmodifications) with the customer in advance. This includes, among otherthings, the production process and product approval procedure (PPA)(compare VDA Volume 2) and the procedures/methods prior to start ofseries (compare VDA Volume 4, Part 1, 2 and 3).
When changed or relocated processes are concerned the customer mustbe informed and, if necessary, the PPA procedure has to be applied. In anycase, an internal new sampling is required.
142
14.3 Is the monitoring and control (regulation) of the relevantprocess parameters and product characteristics ensured?
Requirements/Explanations:
The monitoring of the relevant process parameters and characteristics areto be defined in the quality plan. The necessary activities in the event ofdeviations from the requirements must also be stated herein. Changedrequirements and agreements with the customer must be included in thequality plan (compare Question 02.6).
As the compliance with the product characteristics (special customerrequirements are also to be considered) depends on various processparameters, their influence on product quality must be investigated prior toseries start.
The parameters and monitoring frequency must be defined. In the event ofdeviations from the specified value they must be (manually or automatically)regulated again (e.g. SPC). The results of the monitoring must bedocumented and cross-referenced to the product. Instructions and sequen-ces must be available at the work stations as instructions (documentedprocedures).
Documentation must also contain and justify every change to the definedproduction parameters. A change to the production parameter may requirea new process capability study.

143
14.4 Does a tool management and a planned maintenance/ser-vicing for equipment
Explanation of term:
“Tool management“ is a system in which tools, appliances, accessoryinstruments etc. are documented, monitored and controlled. Suppliers oftools must also be included therein.
Definition:
Planned maintenance (according to VDI Guideline 2890):
A maintenance is scheduled when the servicing and inspection of amachine/plant is carried out to a defined scope and time interval. This alsoincludes that necessary maintenance actions are planned ahead or, ifnecessary, are performed on a preventive basis.
Note: This serves to ensure the continuing quality capability of the process and mayalso include computer and software.
Requirements/Explanations:
Tool management includes, among other things:
- autonomous maintenance and repairs- storage and overhauling of tools- tool change program for wearing tools.
Scheduled/preventive maintenance refers to all servicing, inspection andmaintenance work performed on the production equipment in order to avoidany unforeseen machine failure or a process deviation. The maintenanceplan covers all necessary activities relating to preventive actions in a time-dependent or number-dependent definition and must be performed for allmachinery (including computers and software).
Maintenance is to be presented in a clear form with time structure (e.g.blackboard, book, data file). All production equipment, including appliancesand tools, must be included. The completion of the work performed is to bedocumented and work to be done must be sorted according to due date.Maintenance work can be carried out by the machine operator or by main-tenance personnel.
144
Based on a risk analysis a minimum amount of spare parts must be kept instock for bottleneck machines and equipment.
A history on the production equipment is to be kept to identify weak points.Recording of wear are useful to prevent failures at an early stage.
Special attention must be given to the maintenance of equipment for"special processes“ (compare Question 14.5)
Note: The evaluation results of measurements on product and process charac-teristics have a significant influence on preventive maintenance.
14.5 Are the requirements on special processes defined?
Definition:
“Special processes“ are processes the results of which can only be verified(checked) on the product at a later time or not at all.
Requirements/Explanations:
These processes must be qualified. To do this, qualification criteria must bedefined, such as, e.g.:
- Characteristics- Parameters- Sequences- Targets.
The control and monitoring of the processes must correspond to the pro-cess situation. Personnel assigned for these processes must be appropria-tely qualified and trained. The unambiguous allocation of the documentationfor processes, equipment and personnel must be given.

145
14.6 Are the environmental conditions which influence productand process controlled?
Requirements/Explanations:
The environmental conditions must be tailored to the work contents andproducts in order to prevent contamination, damage and mix-ups. Productswith "special visual requirements" have to fulfill special requirements.Criteria are, e.g.:
- definition of the responsibilities for order and cleanliness- clean, intact transport and operating equipment- clean, well-illuminated workplaces and inspection places- clear identification systems (e.g. escape routes)- clear, ordered, if possible synchronous material flow- appropriate disposal containers- appropriate room and storage conditions.
Order and cleanliness have a significant influence on the work result. Wherepossible, descriptions of the standards should be available.
14.7 Is the effectiveness of production processes evaluated withsuitable methods?
Requirements/Explanations:
The production process must be continually monitored for deviations fromrequirements and possible improvement potential.
Personnel active in the process must be involved in the evaluation so thattheir experiences are taken into account. Recognized improvement possi-bilities must be implemented without delay according to a plan to be defined.
Potential methods are, e.g:
- process audit (compare Question 03.4)- CIP (compare Question 01.3)- Quality circle (compare Question 04.6)
The following must be evaluated, beside other:
- production/work plan- adapted automization- ergonomic and human factors- value-adding work- sinventory management system.

146
147
15 Inspection and Testing (Product Verification)DIN EN ISO 9001, Section 4.10DIN EN ISO 9004-1, Section 12
Quality inspections serve to ensure quality requirements are metand provide evidence through records. Recording of evidenceshould be carried out in all phases of production.
This evidence can be provided both through internal records whichdirectly or indirectly prove the quality of the product (product orprocess data, as well as through certification about this for theclient (the customer).
Prevention of nonconformances has priority over detection ofnonconformances.
ReferenceDIN EN ISO9001 9004-1
15.1 Are all inspection activities covered by controlplans with inspection instructions?
4.2.3b bis e
10.1.3
15.2 Are the quality inspections in the process andthe appropriate methods/techniques defined ininspection instructions?
4.10.1 10.1.4
15.3 Are the defined quality records maintained forall incoming products?
4.10.14.10.2
12.1
15.4 Are the defined quality records maintainedduring the processes/working stages?
4.10.1-3,4.12
12.2
15.5*
Are the defined quality records maintained onthe end product?
4.10.14.10.4
12.3a
15.6 Are there records about periodic inspectionsand tests?
(4.10.1) 12.3b
148
15.1 Are all inspection activities covered in control plans withinspection instructions?
Explanation of Terms:
The "control plan" is a product-related representation of all quality inspec-tions, with reference to inspection instructions, from incoming goods throughto delivery.
Requirements/Explanation:
All inspections (including destructive testing) during the construction pro-cess of a product must be recorded in control plans and these plans mustbe kept available on site. The control plans must include, among otherthings:
- specific parts data (part number, designation)- quality characteristics at the relevant process stage- reference to supplementary process descriptions- reference to supplementary inspection descriptions/inspection
instructions- references to decision possibilities (release, place on hold,
rework).
If inspections are carried out externally, the same regulations apply. Thecompany must regularly satisfy itself of the correctness of the operationsperformed. When required by the customer, accredited laboratory facilitiesare to be used.
A single inspection control plan can apply to a group or family of parts whichare manufactured using the same process and the same equipment.
When drawing up control plans, different information is used and obtainedfrom, e.g. :
- Process plan- System-/Product-/Process-FMEA- Special characteristics which were agreed upon- Knowledge obtained from similar parts / processes- Knowledge obtained from the development phases- Other analytical techniques (optimization methods, QFD,
DOE).
The inspection control plan must be in line with the quality managementplan. It can also be included within the quality management plan.
149
15.2 Are the quality inspections in the process and the appropriatemethods/techniques defined in inspection instructions?
Requirements/Explanation:
The way in which a product is to be inspected and tested must be defined ininspection instructions for every relevant inspection characteristic in theproduction process, right through to delivery.
This includes, for example:
- inspection and test methods- inspection and test equipment- random sampling method
(acceptance number C=0/"0" defects)- evaluation methods- quality control charts- documentation types.
Inspection instructions are necessary for complex inspections. All qualityevidence which must be furnished is defined in them (see Questions 15.3 to15.5). They represent a constantly available reference in the workplace andsupport management when familiarizing/instructing new employees.
Inspection instructions are also necessary for repeat inspections (e.g.inspections following rework), or as a result of particular knowledgeobtained (e.g. from series production).
For visual inspection characteristics, limit patterns have to be defined and ifnecessary agreed with the customer.
150
15.3 Are the defined quality records maintained for all incomingproducts?
Requirements/Explanation:
The inspection results from material receiving inspections are to becomprehensively documented; the documentation, related to the subjectnumber, must contain, for example:
- type and scope of inspections and tests- information about when the goods were received- quantity of received and inspected units/products- scope of inspection- inspection results and decisions for geometry, materials, func-
tion and reliability with the date and name of the inspector.
When material receiving inspections are reduced on the basis of previouspositive inspection results, then the lots not inspected must be documentedwith date of receipt and quantity of delivered parts.
It has to be ensured, that only released products are submitted for furtherprocessing.
Inspection documentation from suppliers (results from inspections on thedelivery or on the relevant units by the manufacturer) with details of thevalues determined for the specially required quality characteristics can alsoserve as evidence. (see Question 11.6).
In order to fulfill the obligation to show due care and attention, periodiccross-checks and repeated inspections and tests must be performed.
If rework has to be carried out on delivered products, it must be checkedand documented (repeat inspections).
151
15.4 Are the defined quality records maintained during the pro-cesses/working stages?
Requirements/Explanation:
In all production areas, inspections must be carried out in accordance withthe inspection control plan/quality management plan and inspection instruc-tions. The following, for example, must be documented here:
- Inspection scope (number of tested products andcharacteristics)
- Inspection results (actually measured values, reject quantities,types and numbers of nonconformances)
- Inspection decisions (release, concession, rework, reject,return shipment,construction deviation, special treatment)
- Results of repeat inspections, e.g. after rework
Inspection results showing unacceptable quality must also be documentedand evaluated; in this case the implementation of corrective actions must beevident. (see Question 14.1).
Possible records are, among others;
- nonconformity tally charts- dimensional reports- quality control charts- records of original values.
Quality evidence also includes, for example, results from
- series production/set-up inspection releases- automatic inspection/process control- process monitoring- running tests- batch inspections.
152
15.5* Are the defined quality records maintained on the end product?
Requirements/Explanation:
The inspections must be carried out in accordance with the inspectioncontrol plan and inspection instructions. Refer to Question 15.4 for furtherrequirements/explanation.
The defined evidence must be provided for repeat inspections (rework).
Quality evidence also includes, for example, results from
- final inspections and tests- functional inspections (under conditions of use)- acceptance tests- product audits- reliability testing.
Note: It must be guaranteed that all inspections and tests are carried out before thegoods are dispatched to the customer. Special agreements must be made, ifthis does not apply.
15.6 Are there records about periodic inspections and tests?
Requirements/Explanation:
Periodic inspections and tests should also be defined in the control plan orquality management plan; the results are to be documented.
These periodic inspections and tests should prove that all quality require-ments of the product are fulfilled. The type and scope of these inspectionsgo beyond the normal inspections and tests during production.
They can be performed at different times for differing requirements.
"Periodic inspections" are inspections, for example, such as:
- long term tests (weathering, ozone, corrosion testing)- re-qualification tests- durability tests
Records about verification checks on products which are delivered withquality evidence conforming to DIN EN 10204 are included in the periodicinspections.
Repeated inspections, performed as and when required, can also becomenecessary and be carried out for a limited period as a result of specialfindings, e.g. from serial inspections.
153
16 Control of Inspection, Measuring and Test EquipmentDIN EN ISO 9001, Section 4.11DIN EN ISO 9004-1, Section 13
Prior to the use of inspection and test equipment (measuring and tes-ting equipment, including software and gauges), it has to be ensuredthat the equipment is suitable for the foreseen purpose, for example,through equipment capability evidence and comparison measure-ments.
The control of the inspection and test equipment in all areas is a basicrequirement to ensure the necessary confidence in the accuracy ofmeasuring results and subsequent decisions made based on thoseresults.
Through control of the inspection, measuring and test equipment, theregular calibration of the equipment and thereby the traceability ofmeasured results to national standards is guaranteed. This procedurecorresponds with „recognized rules of technology", as defined andrequired in relevant national and international regulations, standards,official specifications and contractual agreements.
The accuracy of the results from a piece of equipment, evidenced init’s documentation, is of particular importance as inaccuratemeasurements could lead not only to nonconformance of an "assuredcharacteristic", but could also present a risk when testing quality andsafety-relevant characteristics.
ReferenceDIN EN ISO9001 9004-1
16.1*
Is there a procedure for the approval, identifi-cation, calibration, control and maintenance ofinspection and test equipment?
4.11.14.11.2b - e, -i
13.113.2
16.2 Is the adherence (traceability) of inspection andtest equipment to the requirements of nationaland international standards regulated?
4.11.2b 13.2b
16.3 Are only pieces of inspection and test equipmentused that have a sufficiently low measurementuncertainty?
4.11.2a 13.2b
16.4 Is there a procedure defined to record theinspection and test equipment capability?
(4.11.2a) 13.1
16.5 Are corrective actions defined following thedetection of defective and damaged inspectionand test equipment?
4.11.2 f 13.4

154
16.1* Is there a procedure for the approval, identification, calibration.control and maintenance of inspection and test equipment?
Requirements/Explanation:
The control of all inspection and test equipment in all areas, e.g. in develop-ment, tool making, maintenance, production, assembly, quality and custo-mer services, must be guaranteed in order to provide confidence in deci-sions and actions based on the measured results of tests and inspections.Inspection and test equipment must be approved for use and calibratedregularly in order to guarantee it’s accuracy throughout it’s entire service life.
The control must cover, among other things:
- standard inspection and test equipment of all kinds- gauges- measuring instruments- sensors- measurement recorders- special test equipment and the corresponding software.
In addition, devices, inspection and test records, comparison referencesand process monitoring instruments which might influence the quality of aproduct or a process must be controlled in the same way.
The system for controlling equipment must be described in a documentedprocedure or similar, including the following, for example:
- initial inspection and approval for use of new test equipment- identification system- recording of the equipment in a supply source record/approval list- inspection instructions for the testing/calibration of inspection
and test equipment with defined inspection intervals anddocumentation (see VDI / VDE / DGQ Guideline 2618 for„Inspection instructions for the control of inspection and testequipment")
- internal/external control body- reference standards, master gauges- control of test equipment used by customer services- control of supplied inspection and test equipment with clear
regulation in the contract permitting it’s use- definition of the testing/calibration intervals dependent on the
wear and tear and frequency of use- examination of the equipment following changes, damage, and
suspicion of false indications- maintenance of inspection, measuring and test equipment.
155
Gauges linked to specific parts must be able to be clearly cross-referencedto the subject numbers of the parts, as well as their current revision status inorder to prevent confusion.
Appropriate equipping of the calibration room, the calibration processes andthe skills of the operating personnel must be guaranteed.
The test and calibration intervals depend on the frequency of use and mustbe evident from the files or directly on the equipment itself. Actual calibrationand measurement values are to be documented (including initial calibrationvalues prior to first use). The results provide additional information aboutwear and tear and the likely time the inspection and test equipment willbecome obsolete.
Access to technical data and records about inspection, measuring and testequipment has to be provided, when required by the customer.
16.2 Is the adherence (traceability) of inspection and test equip-ment to the requirements of national and international stan-dards regulated?
Definition:
Calibration (according to DIN EN ISO 10012 Part 1):
The set of operations which establish, under specified conditions, therelationship between values indicated by a measuring device or system, orvalues represented by a material measure or a reference material on theone hand, and the corresponding values of a quantity realized by areference standard on the other.
(Measurement) standard (according to DIN EN ISO 10012 Part 1):
A material measure, measuring instrument, reference material or systemintended to define, realize, conserve or reproduce a unit or one or morevalues of a quantity in order to transmit them to other measuring instru-ments by comparison. Examples: a) 1 kg mass standard; b) standard gaugeblock; c) 100 Ω standard resistor; d) Weston standard cell; e) cesiumatomic frequency standard; solution of cortisol in human serum as a stan-dard of concentration.
156
Traceability according to DIN EN ISO 10012 Part 1:
The property of a result of a measurement whereby it can be related toappropriate measurement standards, generally international or nationalstandards, through an unbroken chain of comparisons.
Requirements/Explanation:
Complete evidence of the traceability to the next highest level of adherence(e.g. Deutscher Kalibrierdienst [DKD], Physikalisch-Technische Bundesan-stalt [PTB], equivalent national organization, research facilities or manufac-turer’s standard) with validity certificates must be furnished.
Traceability forms part of ensuring the correctness and precision of mea-surements and is legally regulated. In the case of measuring devices andmaterial measures, calibration is necessary. Calibration takes place againsta standard.
The uninterrupted chain goes in rising form (calibration hierarchy) from theused standard, to the reference standard, via the national standard throughto the primary standard.
16.3 Are only pieces of inspection and test equipment used thathave a sufficiently low measurement uncertainty.
Definition:
Uncertainty of measurement (according to DIN EN ISO 10012 Part 1/3.b):
Result of the evaluation aimed at characterizing the range within which thetrue value of a measure is estimated to lie, generally with a given likelihood.
Note: The measurement uncertainty is frequently incorrectly described, contrary tothe standard, as accuracy.
Requirements/Explanation:
Testing equipment must be selected so that the characteristics to be testedcan be measured with an acceptable level of uncertainty, which must beknown.
The highest permissible measuring uncertainty is dependent on theprocess/product specification and the inspection instructions of thecustomer. These factors and the corresponding surrounding conditions (e.g.temperature, humidity) must be taken into account when selecting thenecessary inspection and test equipment.
157
16.4 Is there a procedure defined to record the inspection and testequipment capability?
Explanation of Terms:
The "capability of inspection and test equipment" is determined from themeasurement uncertainty of the inspection and test equipment in relation tothe tolerance of the characteristic to be measured.
Requirements/Explanation:
The capability study of inspection and test equipment is to be proven on thebasis of the statistical evaluation of ranges of measurements. This may bedone by calculation or graphically (correlation diagram). Special customerrequirements must also be considered here, as far as possible and otherprocedures are to be agreed, if necessary.
The inspection and test equipment capability is determined using therepeatability or comparability of measurements, with the help of the rangemethod or the mean value and range method under consideration of thechance variance (95/97, 5/99%).
The result of the study is not only determined by the test equipment itself,but also through other influences, for example:
- composition of the tested products- operator- measurement records- holding devices- surrounding conditions.
The necessity for evidence of the capability of inspection and test equip-ment is dependent on:
- the measurement uncertainty of the inspection and test equip-ment
- the complexity of the inspection and test equipment- the use of interlocking inspection and test equipment/methods.
This applies especially to complex inspection and test equipment such as:
- measuring machines- multi-point measuring devices- measuring equipment for statistical recording- test equipment for electrical quantities.
Note: When technical modifications are made to products, the inspection and testequipment capability must, if necessary, be reassessed.
158
16.5 Are corrective actions defined following the detection ofdefective and damaged inspection and test equipment?
Requirements/Explanation:
When it is determined that inspection and test processes are no longer con-trolled or the inspection and test equipment can no longer maintain it’shighest permissible level of measurement uncertainty or is damaged,corrective actions are required .
An evaluation is to be carried out to determine the effects on finished pro-ducts, calculate the deviations and to initiate suitable measures, such as,e.g.:
- rework,- re-testing- complete rejection- informing the customer.
In order to prevent reoccurrence, an investigation of the cause is to becarried out.
The responsibilities and procedures are to be defined for:
- reporting of nonconformities and/or damage- actions on inspection and test equipment- actions on products, if necessary, with notification to the
customer- detection and elimination of cause(s)
These must also form part of the content of employee instructions.
159
17 Control of Nonconforming ProductDIN EN ISO 9001, Section 4.13DIN EN ISO 9004-1 Section 14
A nonconformity according to DIN ISO 8402 / 2.10: "The failure tocomply with a defined requirement"
Should, despite continuous efforts to improve quality and to pre-vent nonconformities, product nonconformities not be completelyavoidable, then procedures must be put into place which ensurethat nonconforming products at any phase of production arequickly and accurately identified and excluded from furtherprocessing, delivery or use.
The quality control systems must initiate cause analyses andcorrective actions and prevent, on a long term basis, the recur-rence of identified nonconformities.
ReferenceDIN EN ISO9001 9004-1
17.1*
Are there procedures for the handling ofnonconforming units?
4.13.14.13.2
14.2
17.2 Is the agreement of the customer obtained,prior to shipment of products which deviatefrom the specification?
4.13.2 14.5
17.3 Is rework executed according to a plan anddocumented?
4.13.2 14.6
17.4 Is there a procedure for the identification ofrecurrent nonconformities?
4.14.2a
14.7
160
17.1* Are there procedures for the handling of nonconformingunits?
Requirements/Explanation:
There must be a procedure that guarantees an unambiguous separation ofgood and nonconforming products. The identification can be in the form oftags, special containers or markings on the product, whereby tags andmarkings must be protected from unintended removal.
The procedure must contain instructions for identification, segregation,corrective actions and evidence of effectiveness, as well as responsibilities,and must be known to all involved employees.
Decisions about the disposition of nonconforming products must be madeby competent persons on the basis of understandable criteria. They must bedocumented. These decisions can be, for example:
- rework- acceptance with or without repair, on the basis of a concession- downgrade for another use- rejection- scrap.
Nonconformities may be detected or suspected in retrospect, if, for exam-ple, an inspection or work stage is left out, or deviations are subsequentlydetected at calibration of inspection and test equipment or a correctiveproduction step has been forgotten. Nonconformities detected in retrospect,for example, following prolonged functional or life testing or as a result oflate evaluation of control charts, must be communicated to the customer.
Should nonconformities be suspected on products already shipped, then thecustomer must be informed immediately. Considerations about safety, pro-duct liability and customer satisfaction can lead to a finished product beingrecalled.
The processes addressed here must describe all activities which are carriedout in conjunction with the control of nonconforming products in order toremedy faults. This must also include units which are suspected of beingnonconforming. This can necessitate an inspection of other products whichhave been developed and manufactured using the same process and/or ofpreceding lots of the same product.
161
17.2 Is the agreement of the customer obtained, prior to shipmentof products which deviate from the specification?
Definition:
Concession (in accordance with DIN EN ISO 8402/4.17):
Written authorization to use or release a product which does not conform tothe specified requirements.
Requirements/Explanation:
The internal and external concession procedure until the agreed delivery tothe customer (internal/external) must be defined.
The deviation from the specification must be presented in detail to the cus-tomer and documented. If necessary, the products must be identified andthe approved, as well as the dispatched quantity is to be recorded.
Products deviating from the specification - even where the deviation doesnot appear critical to the company - may only be shipped if the customerhas given his agreement. This procedure, if necessary including the validityperiod of the concession, must be documented.
17.3 Is rework executed according to a plan and documented?
Requirements/Explanation
For any required rework, the working and inspection steps, together with theassociated production and testing equipment, must be defined. Qualifiedstaff must be used. The performance of the orderly work is to be monitoredand documented.
Documentation should include, for example:
- Rework inspection reports- Product designations (e.g. rejections, scrapping)- Concessions- Construction deviations
Note: The responsibilities for the initiation and monitoring of corrective actions areevaluated in Question 18.1.
162
17.4 Is there a procedure for the identification of recurrent non-conformities?
Explanation of Terms:
„Recurrent nonconformities“ mean nonconformities which reoccur becausetheir actual cause was not correctly identified and remedied during previouscorrective actions.
Requirements/Explanation:
The procedure must describe the activities regarding further analyses andcorrective actions. The evaluation should consider internally and externallyencountered nonconformities, for example, by means of:
- continuous, systematic nonconformity evaluation- evaluation of complaints- rework evaluation.
To do this, it is helpful, for example, to create a nonconformities file.
Such a procedure must highlight problems with a similar nonconformityprofile, so that they can be distinguished from those which represent uniqueoccurrences.
Note: The procedure for the prevention of recurrent nonconformities is evaluated inQuestion 18.4.
163
18 Corrective and Preventive ActionDIN EN ISO 9001, Section 4.14DIN EN ISO 9004-1 Section 15
This quality element concerns corrective actions for the eliminationof problem causes and for continuous quality improvement. Theimplementation of a corrective action begins with the detection ofa quality-related problem and includes the implementation ofactions to eliminate or minimize the repetition of the problem.
Corrective actions in design documents, in the manufacturing pro-cess, on the product itself and on quality system elements are tobe differentiated.
The necessity for a corrective action to remedy a nonconformitycause can, for example, be recognized through:
- Development evaluations- Analyses of potential nonconformity possibilities- Quality inspections and audits- Reports on process nonconformities- Feedback from the market- Service reports- Customer complaints- Management reviews (see Question 01.6).
ReferenceDIN EN ISO9001 9004-1
18.1*
Are the responsibilities for the initiation andmonitoring of corrective actions clearlydefined?
4.14.14.14.2
15.2
18.2 Are there procedures to estimate potentialnonconformity risks and to implement corres-ponding preventive actions?
4.14.3 15.6
18.3 Are there procedures for the analysis of non-conformity causes?
4.14.2b
15.415.5
18.4*
Are there procedures to prevent recurrentnonconformities?
4.14.2d
15.715.8
164
18.1* Are the responsibilities for the initiation and monitoring ofcorrective actions clearly defined?
Definition:
Corrective action (in accordance with DIN EN ISO 8402/4.14):
Action taken to eliminate the causes of an existing nonconformity, defect orother undesirable situation in order to prevent it’s recurrence.
Requirements/Explanation:
The correction of internally and externally encountered deviations must beorganized so that a prompt and effective elimination of the problem isguaranteed, for example, through:
- root cause analysis and identification- determination of actions and responsibilities- informing the affected and responsible departments- determination of monitoring mechanisms.
The responsibility and authority for the initiation of corrective actions mustbe defined. Responsible persons must be also defined for the coordination,recording and monitoring of corrective actions. The monitoring activity inclu-des both the performance of the remedial action and the check of it’seffectiveness.
An appropriate operational organization must be defined in writing and, ifnecessary, relevant instructions must be available at the relevant work-places. The analysis and performance could involve a variety of functionaldepartments of the business, for example, Development, Procurement, Pro-duction, Sales and Quality (see also the quality loop).
Through the management review (see Question 01.6), it must be ensuredthat pertinent information concerning preventive and corrective actions (e.g.changes to procedures and to the quality system) is made known to thecompany management.
165
18.2 Are there procedures to estimate potential nonconformityrisks and to implement corresponding preventive actions?
Explanation of Terms:
The significance of a quality problem should be evaluated with regard to it’spossible effect on:
- process costs- quality-related costs,- performance, functional capability and safety of the product,- customer satisfaction.
Requirements/Explanation:
The significance, frequency of occurrence and detectability of the noncon-formity must be considered in the procedure for estimating risks. Thefollowing formalized methods, for example, offer assistance:
- System, Design and/or Process FMEA- Fault tree analysis (FTA)- Failure mode analysis- Design of experiments.
Feedback of findings from nonconformities encountered where risk analy-ses already exist (e.g. Design/Process FMEA) must take place, in order toderive preventive measures from it.
With the classical method of eliminating a nonconformity after it hasoccurred, technical systems with greater safety and reliability, high level ofquality, lower total costs and with ever shorter innovation times can nolonger be realized. Instead, preventive measures must be used so thatpotential nonconformities are identified at an early stage and translated intocorrective actions, even before nonconformities arise.
Risk analyses, for example, form the basis for the optimization of andchanges to:
- specifications- operations- test and manufacturing equipment- instructions.
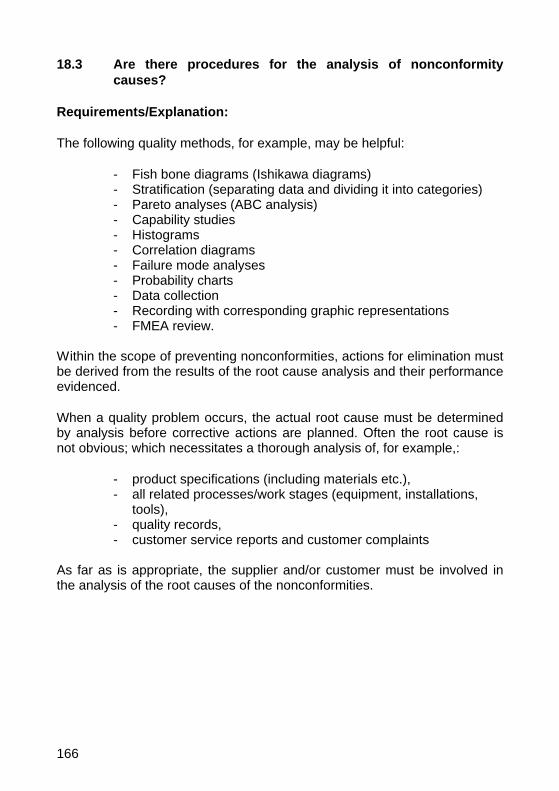
166
18.3 Are there procedures for the analysis of nonconformitycauses?
Requirements/Explanation:
The following quality methods, for example, may be helpful:
- Fish bone diagrams (Ishikawa diagrams)- Stratification (separating data and dividing it into categories)- Pareto analyses (ABC analysis)- Capability studies- Histograms- Correlation diagrams- Failure mode analyses- Probability charts- Data collection- Recording with corresponding graphic representations- FMEA review.
Within the scope of preventing nonconformities, actions for elimination mustbe derived from the results of the root cause analysis and their performanceevidenced.
When a quality problem occurs, the actual root cause must be determinedby analysis before corrective actions are planned. Often the root cause isnot obvious; which necessitates a thorough analysis of, for example,:
- product specifications (including materials etc.),- all related processes/work stages (equipment, installations,
tools),- quality records,- customer service reports and customer complaints
As far as is appropriate, the supplier and/or customer must be involved inthe analysis of the root causes of the nonconformities.
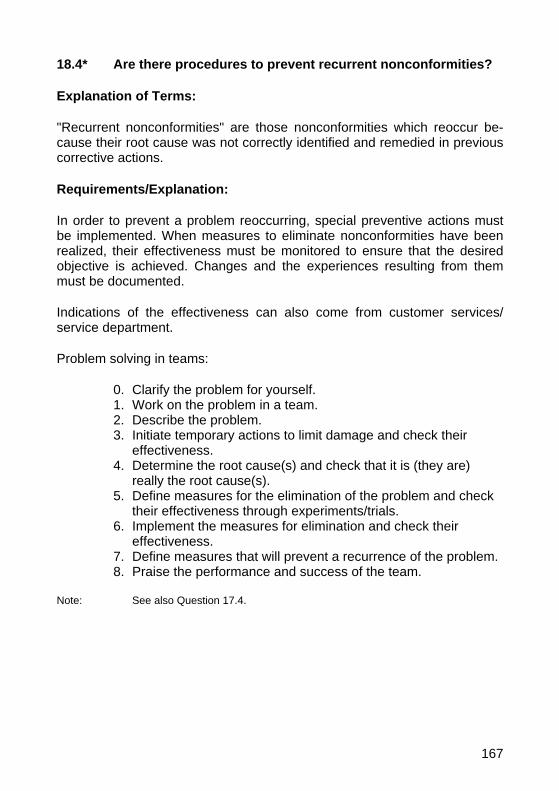
167
18.4* Are there procedures to prevent recurrent nonconformities?
Explanation of Terms:
"Recurrent nonconformities" are those nonconformities which reoccur be-cause their root cause was not correctly identified and remedied in previouscorrective actions.
Requirements/Explanation:
In order to prevent a problem reoccurring, special preventive actions mustbe implemented. When measures to eliminate nonconformities have beenrealized, their effectiveness must be monitored to ensure that the desiredobjective is achieved. Changes and the experiences resulting from themmust be documented.
Indications of the effectiveness can also come from customer services/service department.
Problem solving in teams:
0. Clarify the problem for yourself.1. Work on the problem in a team.2. Describe the problem.3. Initiate temporary actions to limit damage and check their
effectiveness.4. Determine the root cause(s) and check that it is (they are)
really the root cause(s).5. Define measures for the elimination of the problem and check
their effectiveness through experiments/trials.6. Implement the measures for elimination and check their
effectiveness.7. Define measures that will prevent a recurrence of the problem.8. Praise the performance and success of the team.
Note: See also Question 17.4.

168
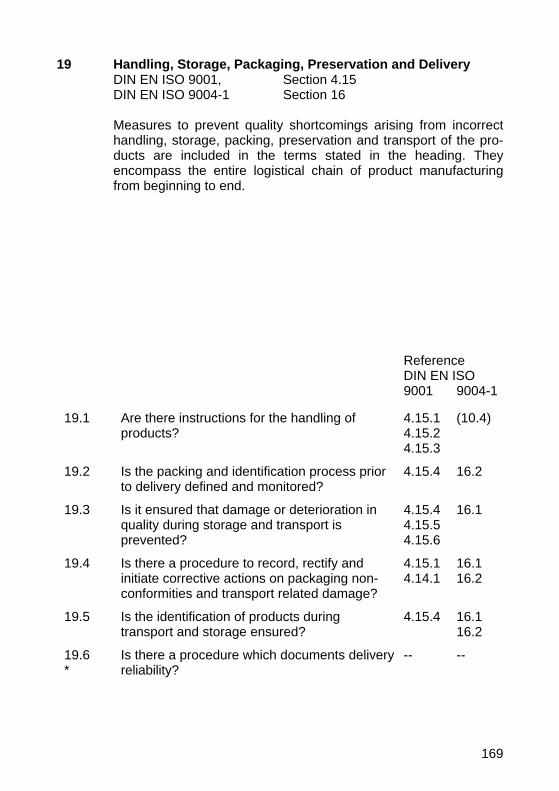
169
19 Handling, Storage, Packaging, Preservation and DeliveryDIN EN ISO 9001, Section 4.15DIN EN ISO 9004-1 Section 16
Measures to prevent quality shortcomings arising from incorrecthandling, storage, packing, preservation and transport of the pro-ducts are included in the terms stated in the heading. Theyencompass the entire logistical chain of product manufacturingfrom beginning to end.
ReferenceDIN EN ISO9001 9004-1
19.1 Are there instructions for the handling ofproducts?
4.15.14.15.24.15.3
(10.4)
19.2 Is the packing and identification process priorto delivery defined and monitored?
4.15.4 16.2
19.3 Is it ensured that damage or deterioration inquality during storage and transport isprevented?
4.15.44.15.54.15.6
16.1
19.4 Is there a procedure to record, rectify andinitiate corrective actions on packaging non-conformities and transport related damage?
4.15.14.14.1
16.116.2
19.5 Is the identification of products duringtransport and storage ensured?
4.15.4 16.116.2
19.6*
Is there a procedure which documents deliveryreliability?
-- --
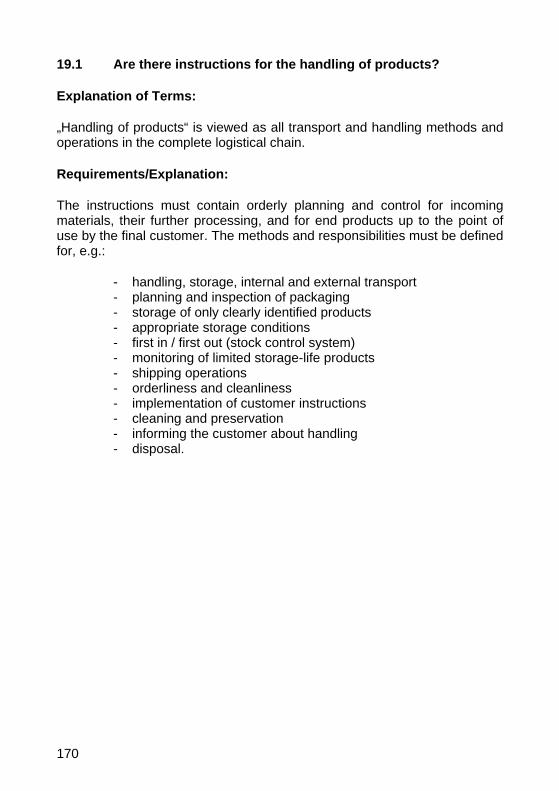
170
19.1 Are there instructions for the handling of products?
Explanation of Terms:
„Handling of products“ is viewed as all transport and handling methods andoperations in the complete logistical chain.
Requirements/Explanation:
The instructions must contain orderly planning and control for incomingmaterials, their further processing, and for end products up to the point ofuse by the final customer. The methods and responsibilities must be definedfor, e.g.:
- handling, storage, internal and external transport- planning and inspection of packaging- storage of only clearly identified products- appropriate storage conditions- first in / first out (stock control system)- monitoring of limited storage-life products- shipping operations- orderliness and cleanliness- implementation of customer instructions- cleaning and preservation- informing the customer about handling- disposal.
171
19.2 Is the packing and identification process prior to deliverydefined and monitored?
Requirements/Explanation:
Procedures/work instructions must describe all steps which guaranteeappropriate packing. The packing must ensure that products arrive at theirplace of use complete and undamaged. Training and instructions arenecessary for this.
Adherence to requirements can be proven through dispatch audits.
Product packing includes the following:
- initial packing- final packaging / repackaging for shipment container- identification,
as well as the materials themselves which are necessary for this.
Customer requirements regarding packing must be observed and must beaccessible on site.
172
19.3 Is it ensured that damage or deterioration in quality duringstorage and transport is prevented?
Requirements/Explanation:
In order to avoid damage or deterioration in quality (e.g. through dirt,corrosion, chemical reaction) written instructions for product handling are tobe raised (see Question 19.1).
Special attention should be paid to, for example:
- condition of containers- cleaning and preservation- filling of containers- methods of transport (temperature, vibrations, etc.)- protective measures for products and personnel- effects of humidity- padding- secure fixing- collective packaging- instructions for handling (e.g. assembly, delivery).
Conformance to the requirements is to be ensured (e.g. by regular plantinspections, if necessary, in the context of audits).
19.4 Is there a procedure to record, rectify and initiate correctiveactions on packaging nonconformities and transport relateddamage?
Requirements/Explanation:
Reporting routes and processing of incidents of both internal and externaltransport-related damage are to be defined in writing and the responsiblecircle of people informed. The responsibilities for corrective actions are tobe determined (if necessary, the customer must be involved).
The measures implemented are to be checked for their effectiveness.
173
19.5 Is the identification of products during transport and storageensured?
Requirements/Explanation:
It must be ensured that products are identifiable at all times during transportand storage. Customer requirements must be taken into account.
The identification refers to e.g.:
- identification in accordance with specification requirements- revision status- clear and permanent referencing of identification and/or
accompanying documents to the product (processing stage,inspection status)
- expiry date- removal of invalid identification.
Note: The identification should be sufficient to allow for the identification of anindividual product, if a recall or a special inspection is necessary.
19.6* Is there a procedure which documents delivery reliability?
Explanation of Terms:
Under „delivery reliability“ one understands the adherence to promiseddelivery deadlines and delivery quantities for products within a defineddelivery period. If deviations from the delivery obligations are recognized orreported, corrective measures are to be introduced.
Requirements/Explanation:
The information system should continuously serve to:
- optimize the throughput time- adjust the stock turnover to the needs of the customer- minimize stock levels.
Furthermore, the system should be structured so that:
- the customer is informed in advance about delivery shipments- an emergency strategy can be operated if a bottleneck in
supply occurs.

174
175
20 Control of Quality RecordsDIN EN ISO 9001, Section 4.16DIN EN ISO 9004-1, Section 17
Quality management need records of quality-relevant data in orderto be able to demonstrate compliance with the defined qualityrequirements and the effectiveness of the quality system. Theiridentification, collection, compilation, distribution, archiving and up-dating must be ensured. The ability to retrieve records and theirhierarchical order must be guaranteed at all times.
Quality records from suppliers must be taken into account in thesame manner.
All quality records must be legible and stored in facilities undersuitable conditions which avoid damage, deterioration or loss andmust be kept in order so that they are easily retrievable. The sameapplies to records on electronic media.
Note: For this element VDA Volume 1 and 7 are also valid.
ReferenceDIN EN ISO9001 9004-1
20.1 Are procedures and responsibilities defined forthe identification, review and approval of qua-lity records?
4.16 17.1
20.2 Are there procedures and responsibilitiesdefined for the evaluation and distribution ofquality records?
4.16 17.3
20.3 Is it defined where, how and for how longquality records are retained?
4.164.3.4
17.3
20.4 Is the manner in which quality records aremade accessible to the customer defined, ifthis has been contractually agreed?
4.16 -
176
20.1 Are procedures and responsibilities defined for the identifi-cation, review and approval of quality records?
Explanation of Terms:
„Identification" serves the clear referencing to processes, operations orproducts.
"Review" encompasses the plausibility check, as well as the formality andcorrectness of the contents of the records.
"Approval" is the approval of the measures noted in the records.
Requirements/Explanation:
The operations are to be comprehensively structured from the customerthrough to the company under inclusion of all relevant departments. A clearillustration of all types of quality records is advantageous.
Quality relevant records are, for example:
- evidence to contract review- evidence of inspections, tests and experiments- product/process approvals and releases- capability records (quality capability of men and machines,
including tools/organizations)- quality audits (system, process and product audits)- materials tests- calibrations- quality control charts- complaints- evidence of implemented corrective actions- evidence of quality related costs- evidence of process related costs- evidence of quality related losses- documentation of preventive maintenance.
177
20.2 Are there procedures and responsibilities defined for the eva-luation and distribution of quality records?
Explanation of Terms:
"Procedures" describe what, when and to what extent evaluations are to beperformed.
"Responsibilities" are those functions within the company which evaluateand distribute quality records.
Requirements/Explanation:
To control quality in the various areas of authority, meaningful evaluations ofquality data must be available to the responsible parties. This applies toindividual reports, periodic projections and status reports.
The quality records of the supplier and customer must be incorporated intothis process.
Processes and responsibilities for the evaluation and distribution must becontrolled.
Note: For a listing of quality records, see Question 20.1
178
20.3 Is it defined where, how and for how long quality records areretained?
Explanation of Terms:
"Retained" refers to the filing and archiving of records, whereby it must beguaranteed that all documents are retrievable.
Requirements/Explanation:
This requires instruction about e.g.:
- retention period- filing system- filing location.
Thereby the following, for example must be considered:
- protection against fire, water etc.- storage media (files, microfilm, DP storage)- if necessary, additional back-up files (e.g. double archiving,
security copy etc).
Retaining quality records is necessary in order to be able to prove, even at alater date that the quality system, the process and the product fulfilled all thequality requirements for that particular period.
The retention (or archiving) period must be defined, among other things, onthe basis of the requirements of legislation, general guidelines, customersand product liability aspects (see VDA Volume 1).
Minimum requirements for the archiving period are:
- one year after product discontinuation: Product/ processreleases, Tool inspection reports, Purchase contracts andsupplements to them etc.
- two years: Records on quality performance (quality controlcharts), Inspection results, ppm lists etc.
- three years: Reports for the (top) management, Records tointernal quality audits, management reviews etc.
- longer: documents requiring special archiving (DWSpA) (SeeVDA Volume 1)
The destruction of quality records after defined archiving period has to beruled.
Note: 1) For a listing of quality records, see Question 20.12) Copies of records concerning discontinued products which are required for approval of the new products must be archived referenced to these new products.3) See Question 06.2
179
20.4 Is the manner in which quality records are made accessibleto the customer defined, if this has been contractuallyagreed?
Requirements/Explanation:
Quality records must be made accessible to the customer, in so far as thisis contractually agreed. The procedure for this must be defined.
Direct referencing and identification of the relevant records to the definedproducts and associated processes must be defined as a procedure.
In many cases, certain product characteristics of the finished product can nolonger be inspected by the customer. Therefore it must be possible to referback to the supplier’s quality records for this purpose.
Note: For a listing of quality records, see Question 20.1

180
181
21 Servicing, (After Sales, Post-production Activities)DIN EN ISO 9001, Section 4.19DIN EN ISO 9004-1 Section 16, (7)
This element summarizes all quality-relevant activities which arenecessary for observing a product in the utilization phase. Theknowledge gained from customer service and from maintenanceactivities about weaknesses must be used to improve productsand processes.
Note: If only the Question 21.3 is relevant for the evaluation of this element,then this question can also be considered and evaluated as anadditional question 18.5 under Element 18. In this case the individualevaluation of Element 21 is no longer applicable.
ReferenceDIN EN ISO9001 9004-1
21.1 Is the preparation of operation and assamblyinstruction defined and are these clear andunderstood?
(4.19) 16.4.3
21.2 Is there a procedure for product surveillanceand an early warning system for productfailures in use?
- 7.316.516.6
21.3 Is there a procedure to analyze product non-conformities during use, as well as to imple-ment and monitor corrective actions?
- 7.3
21.4 Is the customer service function included inthe information flow system?
- 16.4.1
21.5 Is there a procedure for maintenance activi-ties, if these are agreed?
4.19 16.4
182
21.1 Is the preparation of operation and assambly instructiondefined and are these clear and understood?
Requirements/Explanation:
The preparation of operating and assembly instructions is necessary forsome products.
In this case, the following must be considered:
- responsibility for the preparation- multilingual- arrangements with respect to the range of users- consideration of foreseeable misuse- warnings concerning incorrect use (also during
commissioning).
It must be noted that the operating and assembly instructions must beavailable and, if necessary, agreed with the customer in good time, that is,prior to the introduction of the product.
Note: Regarding products within the automotive industry, this question appliesprimarily to companies active in the accessory business sector. The necessityof this question is to be agreed upon in individual cases.
21.2 Is there a procedure for product surveillance and an earlywarning system for product failures in use?
Requirements/Explanation:
The procedure for this must be defined and, if necessary, agreed withcustomers that further process delivered products. Thereby, not only thewarranty period but also the entire utilization period should be taken intoaccount (e.g. also long-term evaluations).
Every company must be aware of how it’s products behave in use. Theactivities undertaken by the company, in order to obtain information aboutthe quality of it’s products in use, must be evidenced.
183
This includes for example:
- regular market observation- evaluation of field returns / warranty cases- customer surveys- customer information/early warning system.
An early warning system must be agreed and built up between the companyand the customer. This should include, e.g.:
- an observation and information system- an organizational system for actions when necessary- the definition of the responsible person / contact person.
The information must be available to, among others, the following organi-zational units:
- Development- Work planning- Production- Quality management.
Note: It is especially important that systems’ suppliers and suppliers of complexproducts establish a quick feedback system for the introduction of newproducts. See Question 21.3 concerning the analysis and evaluation ofnonconformities.
184
21.3 Is there a procedure to analyze product nonconformitiesduring use, as well as to implement and monitor correctiveactions?
Requirements/Explanation:
For product nonconformities during use, or respectively for return shipmentsfrom customers, a procedure must be defined for the analysis, implemen-tation and monitoring of corrective actions.
The following steps must, for example, be understandable and documented:
- Procurement of the nonconforming product- Analysis of nonconforming production with regard to location,
type and cause of nonconformity- Definition of corrective actions (short, medium and long term)- Implementing corrective actions- Monitoring of corrective actions- Evidence of the effectiveness of actions carried out.
The results of the analysis of the nonconformity and the corrective actionsmust be informed to the customer and, if necessary, to the developmentdepartment.
The aim is to avoid nonconformities, to exclude the possibility of arecurrence of the nonconformity and to implement continuous improve-ments to the process.
Note: The procedure for the above is to be defined with the customer.
185
21.4 Is the customer service function included in the informationflow system?
Explanation of Terms:
„Customer service“ is the care of the products at the customer (includingintangible products - see Section 4.1 #1.4).
Requirements/Explanation:
Customer service is recognizable through, for example:
- providing special tools and testing equipment for customerservices
- technical advice (liaison engineer, advice on processing anduse)
- requests for quality related information- support for own sales offices- information flow to and from the customer- qualification measures in manufacturing plants- timely availability of (modified) replacement parts- recall of obsolete products and evidence about this.
Evidence of customer services can be, for example:
- identified responsibilities- discussion notes- check lists- meeting reports- travel reports.
The objective is to ensure the feedback of information from the customer tothe corresponding company departments.
186
21.5 Is there a procedure for maintenance activities, if these areagreed?
Requirements/Explanation:
Where maintenance on delivered products is a requirement of the recipient,the company must define:
- what belongs to the scope of maintenance- how it is to be reported on- how the requirements are to be fulfilled.
The following must also be taken into account, among other things,
- special tools- inspection measuring and testing equipment- work instructions for commissioning- administration of spare parts
The organizational procedures must be shown.
187
22 Statistical MethodsDIN EN ISO 9001, Section 4.20DIN EN ISO 9004-1 Section 20
The use of statistical methods is an important quality element in allareas of the quality loop. It is dependent on the product and on themanufacturing processes implemented and encompasses theplanning, the performance, as well as the evaluation of results.
The use of statistical methods and procedures:- in the design phase leads to the definition of realistic tolerances
and functional values- in experiments raises the meaningfulness and safety of
statements using low numbers of experiment samples- in production, allows the evaluation of the quality of a quantity
of (untested) parts based on a sample of products.
Statistical methods are based on the laws of probability calcu-lation. Their implementation allows, with economical expenditure,correct statements to be made about quality levels and anychanges to these levels. All statistical statements are limited inthat they are only valid with a certain degree of probability. Thismust be considered by the users of statistical methods.
ReferenceDIN EN ISO
9001 9004-1
22.1 Are the possibilities for using statisticalmethods determined and is their use planned?
4.20.1 20.1
22.2 Are statistical methods used for planning andevaluating experiments and estimatingproduct risks during development?
4.20 20.1b,h20.2
22.3 Are statistical methods used for the evaluationof quality inspections on deliveries?
4.20 20.1f20.2
22.4 Are statistical methods used for processoptimization and for process control?
4.20 20.1c/g20.2
22.5 Are statistical methods used for the evaluationof quality test at final inspection?
4.20 20.1f20.2
22.6 Are statistical methods used for the evaluationof product failures during use?
4.20 20.1a,h 20.2
188
22.1 Are the possibilities for using statistical methods determinedand is their use planned?
Requirements/Explanation:
The need for statistical methods to determine, monitor and examineprocess and product within the process chain must be defined.
It is to be defined, dependent on the results of the risk analysis (e.g. FMEA),which processes and characteristics have to be tested and evaluated andwith which methods.
The appropriate method must be defined and used for the particularapplication.
Statistical methods allow the user to assess processes taking into accounteconomic aspects within the process chain.
Statistical methods are planned within the framework of project planning inthe form of a advanced quality plan (quality planning).
The results of the statistical evaluation must be considered within the scopeof quality improvement programs.
Wherever possible and economically viable, the statistical evaluation of pro-cess parameters must be given precedence over the evaluation of qualityresults on products.
22.2 Are statistical methods used for planning and evaluatingexperiments and estimating product risks during develop-ment?
Requirements/Explanation:
Typical methods are e.g.:
- Design of Experiments / analysis of influencing variables- variance and regression analysis- significance studies- calculation of failure probability- FMEA- failure tree analysis- system optimization.
Statistical methods must be used both for product and process developmentin testing, design and model construction.
189
22.3 Are statistical methods used for the evaluation of qualityinspections on deliveries?
Requirements/Explanation:
Typical methods are, e. g.:
- Random sampling techniques- Nonconformity tally cards- Pareto analysis.
The evaluation of quality evidence for deliveries also forms part of this.
These evaluations also serve supplier evaluations.
22.4 Are statistical methods used for process optimization and forprocess control?
Requirements/Explanation:
Typical methods for process control and optimization, are e.g.:
- Quality control cards /SPC- Random sampling techniques- Nonconformity tally cards- Pareto analysis- Capability studies(Cmk, Ppk, Cpk)- Design of Experiments- Analysis of influencing variables- Variance and regression analysis- Significance studies
190
22.5 Are statistical methods used for the evaluation of quality testat final inspection?
Requirements/Explanation:
Typical methods are e.g.:
- random sampling techniques- nonconformity tally cards- Pareto analysis.
Random sampling plans are to be defined from a statistical viewpoint. TheZero-Defect-Strategy is to be considered. (i.e. Acceptance figure c=0).
22.6 Are statistical methods used for the evaluation of productfailures during use?
Requirements/Explanation:
Typical methods are e.g.:
- nonconformity tally cards- Pareto analysis- probability grids.
Keeping statistics related to a production period is in many cases of greatsignificance.
It finds application, for example, in customer services and handling ofwarranty cases.
191
8 Forms for the Quality System Audit - tangible products -
The use of forms to correctly carry out the quality system audit is advan-tageous because they enable the results to be gathered quickly, rationallyand clearly for all parties involved. The forms shown below show examplesof possibilities.
The set of forms: Quality system audit for material products in accordancewith VDA 6.1 consisting of :
Questionnaire (questions only)DIN A5, block of 10 sets, 12 pages each set.
Assessment documentsOverall assessment of the quality systemOverall gradingSummary of resultsSummary of the assessed questionsCorrective actionsCorrective actions - summaryDIN A4, block of 10 sets, 5 pages each set.
Both blocks belong together and are only available as a set inGerman/English.Order No. 1749
Reference sources:Druckerei HenrichD-60528 Frankfurt am Main, Schwanheimer Str. 110(0 69)67 80 06-0(0 69)67 80 06-30
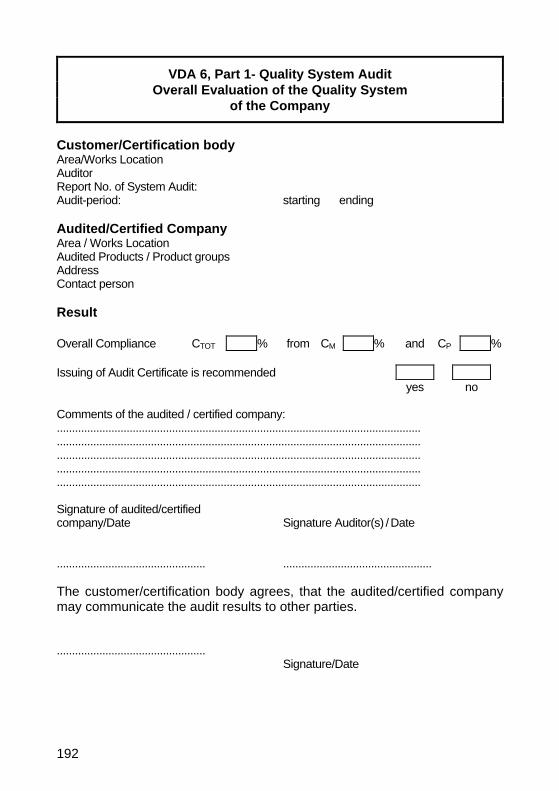
192
VDA 6, Part 1- Quality System AuditOverall Evaluation of the Quality System
of the Company
Customer/Certification bodyArea/Works LocationAuditorReport No. of System Audit:Audit-period: starting ending
Audited/Certified CompanyArea / Works LocationAudited Products / Product groupsAddressContact person
Result
Overall Compliance CTOT % from CM % and CP %
Issuing of Audit Certificate is recommendedyes no
Comments of the audited / certified company:........................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
Signature of audited/certifiedcompany/Date Signature Auditor(s) / Date
................................................. .................................................
The customer/certification body agrees, that the audited/certified companymay communicate the audit results to other parties.
.................................................Signature/Date
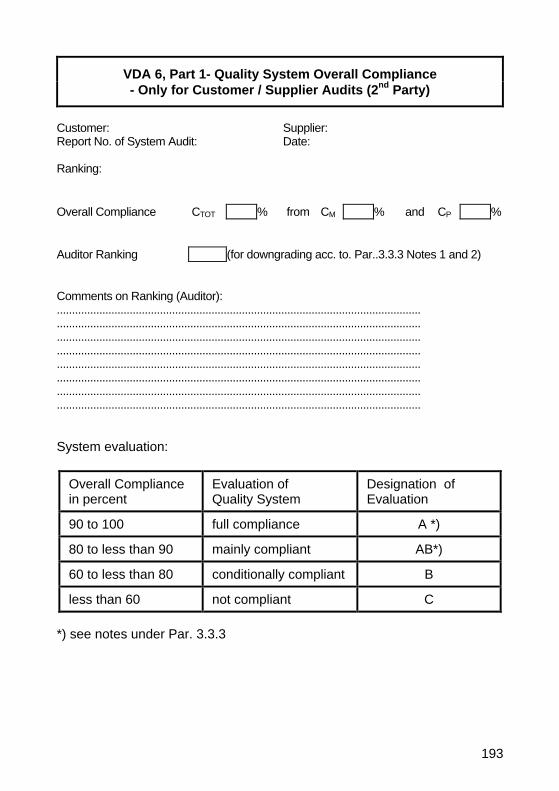
193
VDA 6, Part 1- Quality System Overall Compliance- Only for Customer / Supplier Audits (2nd Party)
Customer: Supplier:Report No. of System Audit: Date:
Ranking:
Overall Compliance CTOT % from CM % and CP %
Auditor Ranking (for downgrading acc. to. Par..3.3.3 Notes 1 and 2)
Comments on Ranking (Auditor):................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
System evaluation:
Overall Compliancein percent
Evaluation ofQuality System
Designation ofEvaluation
90 to 100 full compliance A *)
80 to less than 90 mainly compliant AB*)
60 to less than 80 conditionally compliant B
less than 60 not compliant C
*) see notes under Par. 3.3.3
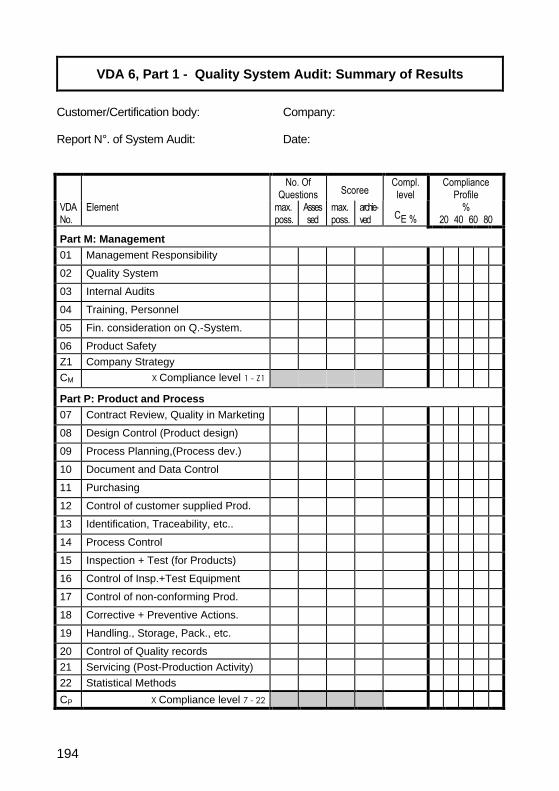
194
VDA 6, Part 1 - Quality System Audit: Summary of Results
Customer/Certification body: Company:
Report N°. of System Audit: Date:
No. OfQuestions Scoree
Compl.level
ComplianceProfile
VDANo.
Element max.poss.
Assessed
max.poss.
archie-ved CE %
%20 40 60 80
Part M: Management
01 Management Responsibility
02 Quality System
03 Internal Audits
04 Training, Personnel
05 Fin. consideration on Q.-System.
06 Product Safety
Z1 Company Strategy
CM X Compliance level 1 - Z1
Part P: Product and Process
07 Contract Review, Quality in Marketing
08 Design Control (Product design)
09 Process Planning,(Process dev.)
10 Document and Data Control
11 Purchasing
12 Control of customer supplied Prod.
13 Identification, Traceability, etc..
14 Process Control
15 Inspection + Test (for Products)
16 Control of Insp.+Test Equipment
17 Control of non-conforming Prod.
18 Corrective + Preventive Actions.
19 Handling., Storage, Pack., etc.
20 Control of Quality records
21 Servicing (Post-Production Activity)
22 Statistical Methods
CP X Compliance level 7 - 22
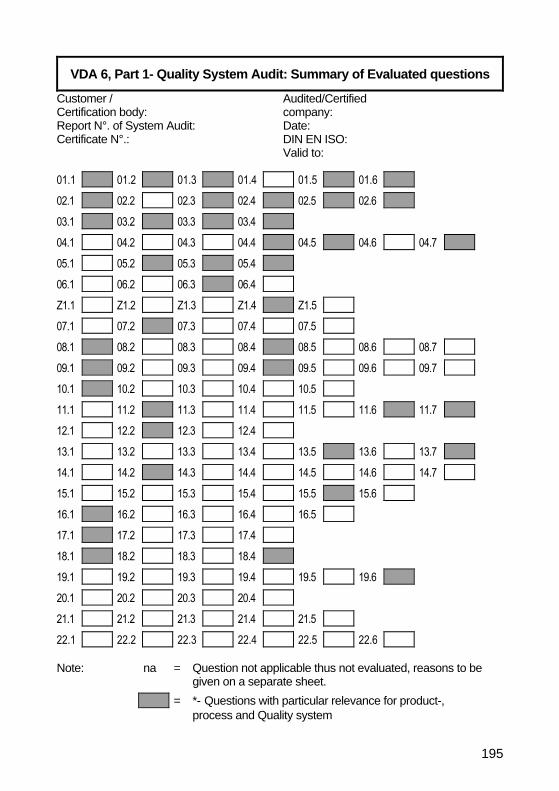
195
VDA 6, Part 1- Quality System Audit: Summary of Evaluated questions
Customer / Audited/CertifiedCertification body: company:Report N°. of System Audit: Date:Certificate N°.: DIN EN ISO:
Valid to:
01.1 01.2 01.3 01.4 01.5 01.6
02.1 02.2 02.3 02.4 02.5 02.6
03.1 03.2 03.3 03.4
04.1 04.2 04.3 04.4 04.5 04.6 04.7
05.1 05.2 05.3 05.4
06.1 06.2 06.3 06.4
Z1.1 Z1.2 Z1.3 Z1.4 Z1.5
07.1 07.2 07.3 07.4 07.5
08.1 08.2 08.3 08.4 08.5 08.6 08.7
09.1 09.2 09.3 09.4 09.5 09.6 09.7
10.1 10.2 10.3 10.4 10.5
11.1 11.2 11.3 11.4 11.5 11.6 11.7
12.1 12.2 12.3 12.4
13.1 13.2 13.3 13.4 13.5 13.6 13.7
14.1 14.2 14.3 14.4 14.5 14.6 14.7
15.1 15.2 15.3 15.4 15.5 15.6
16.1 16.2 16.3 16.4 16.5
17.1 17.2 17.3 17.4
18.1 18.2 18.3 18.4
19.1 19.2 19.3 19.4 19.5 19.6
20.1 20.2 20.3 20.4
21.1 21.2 21.3 21.4 21.5
22.1 22.2 22.3 22.4 22.5 22.6
Note: na = Question not applicable thus not evaluated, reasons to begiven on a separate sheet.
= *- Questions with particular relevance for product-,process and Quality system
196
VDA 6, Part 1- Quality System Audit: Remarks on Status
Customer / Audited/CertifiedCertification body: company:
Report No. of System Audit: Date:
Ref. to Quality Element ________ / Question _______/Page N°.
197
VDA 6,Part 1- Quality System Audit: Corrective Actions
Customer / Certification body: Audited/Certified Company:
Report N°. of System Audit: Date:
Q-Elementseq. No.
Deviations, proposedcorrective actions
Response and actions of theaudited / certified company
deadline
.
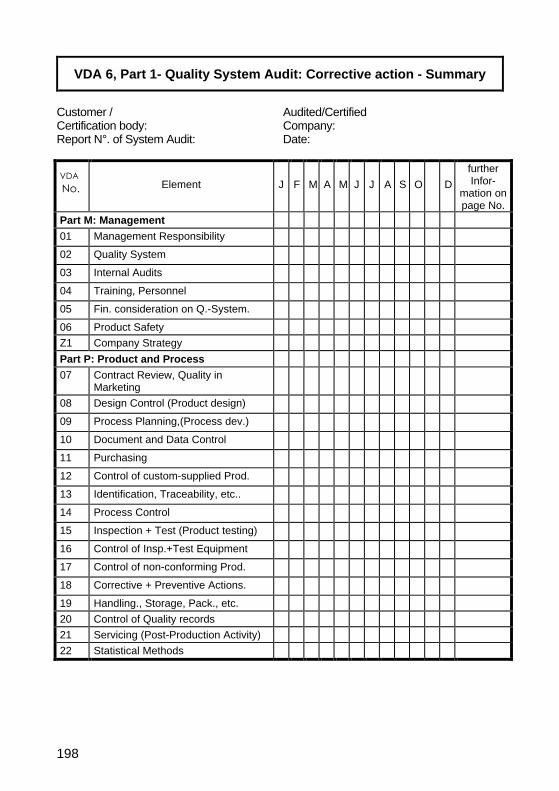
198
VDA 6, Part 1- Quality System Audit: Corrective action - Summary
Customer / Audited/CertifiedCertification body: Company:Report N°. of System Audit: Date:
VDA
No. Element J F M A M J J A S O D
furtherInfor-
mation onpage No.
Part M: Management
01 Management Responsibility
02 Quality System
03 Internal Audits
04 Training, Personnel
05 Fin. consideration on Q.-System.
06 Product Safety
Z1 Company Strategy
Part P: Product and Process
07 Contract Review, Quality inMarketing
08 Design Control (Product design)
09 Process Planning,(Process dev.)
10 Document and Data Control
11 Purchasing
12 Control of custom-supplied Prod.
13 Identification, Traceability, etc..
14 Process Control
15 Inspection + Test (Product testing)
16 Control of Insp.+Test Equipment
17 Control of non-conforming Prod.
18 Corrective + Preventive Actions.
19 Handling., Storage, Pack., etc.
20 Control of Quality records
21 Servicing (Post-Production Activity)
22 Statistical Methods
199
9 Literature
9.1 VDA-Series "Quality Management in the Automotive Industry":
Volume 1 Quality Evidence- Guidelines for Documenting and Archiving QualityRequirements-
Volume 2 Quality Assurance of Supplies- Supplier Selection, Quality Agreements, ProductionProcess and Product Approval, Quality Performancein the Series-
Volume 3 Ensuring Reliability of Car Manufacturers andSuppliers– Procedures and Examples -
Volume 4 Quality Assurance prior to Serial ApplicationPart 1: Partnerships, Processes, Methods-Part 2: System FMEAPart 3: Project Planning
Volume 6 Basics: Quality Audit, FundamentalsPart 1: Quality System AuditPart 2: System Audit – ServicesPart 3: Process AuditPart 4: Quality System Audit, Production MeansPart 5: Product AuditPart 6: Product Audit, Services
Volume 7 Basics for Interchange of Quality Data– Electronic Transfer of Quality Data -
Volume 8 Guidelines for Quality Assurance of Trailer,Superstructure and Container Manufacturers
Volume 9 Quality AssuranceEmissionen and Consumption
200
9.2 Masing, Walter (Hrsg.),Handbuch des Qualitätsmanagement, 3. Auflage, 1994
9.3 DGQ-Schrift 11 - 04 (Stand 1995)Begriffe zum Qualitätsmanagement
9.4 DGQ-Schrift 12 - 62 (Stand 1991)Qualitätssicherungs-Handbuch und Verfahrensanweisung,Leitfaden für die Erstellung
9.5 DGQ-Schrift 12 - 63 (Stand 1993)Systemaudit
9.6 DIN EN ISO 8402 (1995)Qualitätsmanagement und Qualitätssicherung – Begriffe
9.7 DIN EN ISO 9000, Teil 1 (08/94)Qualitätsmanagement- und Qualitätssicherungsnormen; Leitfadenzur Auswahl und Anwendung
9.8 DIN EN ISO 9000 Teil 2 (03/92)Qualitätsmanagement- und Qualitätssicherungsnormen; Allgemei-ner Leitfaden zur Anwend. von ISO 9001, ISO 9002 und ISO 9003
9.9 DIN EN ISO 9000 Teil 3 (06/92)Qualitätsmanagement- und Qualitätssicherungsnormen; Leitfadenfür die Anwendung von ISO 9001 auf die Entwicklung, Lieferungund Wartung von Software
9.10 DIN EN ISO 9000 Teil 4 (05/92)Qualitätsmanagement- und Qualitätssicherungsnormen; Anwen-dung auf das Zuverlässigkeitsmanagement
9.11 DIN EN ISO 9001 (08/94)Qualitätssicherungssysteme; Modell zur Darlegung der Qualitäts-sicherung in Design/Entwicklung, Produktion, Montage und Kun-dendienst
9.12 DIN EN ISO 9002 (08/94)Qualitätssicherungssysteme; Modell zur Darlegung der Qualitäts-sicherung in Produktion und Montage
201
9.13 DIN EN ISO 9003 (08/94)Qualitätssicherungssysteme; Modell zur Darlegung der Qualitäts-sicherung bei der Endprüfung
9.14 DIN EN ISO 9004, Teil 1 (08/94)Qualitätsmanagement und Elemente eines Qualitätssicherungs-systems - Leitfaden
9.15 DIN EN ISO 9004, Teil 2 (08/94)Qualitätsmanagement und Elemente eines Qualitätssicherungs-systems - Leitfaden für Dienstleistungen
9.16 DIN EN ISO 9004 Teil 3 (08/94)Qualitätsmanagement und Elemente eines Qualitätssicherungs-systems - Leitfaden für verfahrenstechnische Produkte
9.17 DIN EN ISO 9004 Teil 4 (08/94)Qualitätsmanagement und Elemente eines Qualitätssicherungs-systems - Leitfaden für Qualitätsverbesserung
9.18 DIN ISO 10011 Teil 1 (06/92)Leitfaden für das Audit von Qualitätssicherungssystemen; Audit-durchführung
9.19 DIN ISO 10011 Teil 2 (06/92)- Qualifikationskriterien für Auditoren
9.20 DIN ISO 10011 Teil 3 (06/92)- Management von Auditprogrammen
9.21 DIN ISO 10012 Teil 1 (08/92)Forderung an die Darlegung der Qualitätssicherung von Prüf-mitteln - Management von Prüfmitteln
9.22 VDI-Richtlinie 2890 (1986)Planmäßige Instandhaltung:Anleitung zur Erstellung von Wartungs- und Inspektionsplänen
9.23 VDI/VDE/DGQ-Richtlinie 2618 (Teil 1 - 17):Prüfanweisung zur Prüfmittelüberwachung
202
9.24 VDI/VDE/DGQ-Richtlinie 2619:Prüfplanung
9.25 DGQ-Schrift 14-18 (1995)Wirtschaftlichkeit durch Qualitätsmanagement
References
9.1 Verband der Automobilindustrie e. V. (VDA)Qualitätsmanagement Center (QMC)Lindenstraße 5, 60325 Frankfurt
9.2 Carl Hanser Verlag, Postfach 86 04 20, 81631 München
9.3 - 25 Beuth-Verlag, Burggrafenstraße, 10787 Berlin
203
10 Agreement with Industrial Associations
10.1 Introduction
The current publication on the auditing of quality systems according to DINEN ISO 9004, Part 1 and DIN EN ISO 9001 has since the publication of the1st Edition in January 1991 received great attention even beyond the sectorof the automotive industry. This was the reason why quality managementworking groups from several expert and industrial associations have discus-sed the content and formulation of this document. Thereby, it was establi-shed that the questionnaire could be adapted apart from some questionsnot pertinent to this industry sector. These questions not pertinent to thisindustry sector should not be used in audits/certification and evalu-ation. The final determination of the which questions are or are not used inthe audit/certification process is subject to agreement between the companyto be audited and the customer or certification body under consideration ofrisk aspects. This may vary when comparing different associations andsuppliers.
10.2 Summary of the National Associations
• Deutsche Gesellschaft für Materialkunde e. V. (DGM)Oberursel/Ts. German Association for Material Science)
For the committees:Strangpressen und Walzen von NE-Metallen(Extrusion Molding and Rolling)
Deutscher Schraubenverband e. VHagen (German Association of Fasteners)
• Verband der Chemischen Industrie e. V. (VCI)Frankfurt/Main (Association of the Chemical Industry)
The VCI regards all questions as applicable, however, the productionprocesses in the chemical industry are partially structured different toother industrial branches. Therefore, supplementing explanations forsome questions of the VDA questionnaire were established from achemistry-specific viewpoint.The comparison and explanations are contained in a VCI brochure whichis available from the VCI.
204
• Verband der Deutschen Federnindustrie (VDFI)Hagen (Association of the German Spring Industry)
For the member associations:
- VDFI Fahrzeugfedern e.V. - FF – (Vehicle Springs)
- VDFI Kaltgeformte Federn - KF – (Cold Formed Springs)
- Verein Deutscher Eisenhüttenleute e.V. (VDEH) Düsseldorf (Association of German Iron Foundry Workers)
- Industrieverband Deutscher Schmieden e. V. (IDS) Hagen (German Forging Industry Association)
• Wirtschaftsvereinigung Ziehereien und Kaltwalzwerke e. V.Düsseldorf (Drawing and Cold Rolling Works Industrial Association)
For the member associations:
- Eisen- und Stahldrahtvereinigung e. V. (Steel Wire Organization)
- Fachvereinigung Kaltwalzwerke e. V. (Cold Rolling Works) Kaltbund und Kaltprofile (Cold Strip and Cold Profile)
- Fachvereinigung Präzisionsrohrwerke e. V. (Association of Precision Tube Works)
- Stabziehereien-Vereinigung e. V. (Bar Drawing Association)
10.3 International Agreement on Mutual Recognition
In March 1994, the agreement on the mutual recognition of results of qualitysystem audits between the French and German Automotive Industry wasconcluded. This was realized after an intensive comparison of the twoexisting questionnaires and after a corresponding alignment of the require-ments, as well as after joint audits at German and French suppliers. Thewording of the agreement in the German language is printed on the follo-wing page.
205
AGREEMENT
on mutual recognitionPSA Peugeot Citroën, Renault, FIEV and Verband der Automobilindustrie (VDA)
The car manufacturers PSA PEU-GEOT CITROËN and RENAULTevaluate the quality capability oftheir suppliers according to a pro-cedure that is described in thepublication
„REFERENTIEL D’EVALUATIOND’APTITUDE QUALITÉ FOUR-NISSEURS“
(Evaluation of the quality capabilityof suppliers)
Edition 94, based on the standardseries EN29000.
The French component manufac-turers, members of the FIEV(Fédération des Industries desEquipements pour Véhicules),have participated in the develop-
ment of this procedure. It forms thebasis for evaluating the qualitycapability of their own suppliers.
The German car and componentmanufacturers, members of theVDA (Verband der Automobilindu-strie e.V. Association of theGerman Automotive Industry) haveestablished an audit procedure forthe evaluation of the quality sys-tems of their suppliers that is des-cribed in Volume 6 of the series
„QUALITÄTSMANAGEMENT INDER AUTOMOBILINDUSTRIE – QUALIÄTSSICHERUNGSSYSTEMAUDIT“
and which is also based on thestandard series EN 29000.
In an effort to raise the efficiency when auditing quality systems and afterestablishing the comparability of both evaluation procedures
• The car manufacturers PSAPEUGEOT CITROËN andRENAULT, as well as the com-ponent manufacturers of theFIEV on the one side and
• The car and component manu-facturers of the VDA on theother side
have decided
TO MUTUALLY RECOGNIZE AUDITS WHICH HAVE BEEN CARRIEDOUT BY ONE OF THE CONTRACT PARTNERS FOLLOWING ONE OF
THE ABOVE PROCEDURES AND THEIR RESULTS.
This requires, that the audited company provides the result and audit reportof a preceding audit. Specific elements of the respective partner may besubject of a supplementing audit.
nine signatures- End of the agreement –
206
11 Notes on a Certification according to VDA 6.1
Certification bodies, contractually accredited by VDA, may, upon request,certify the quality system of a company on the basis of VDA Volume 6,Part 1. This certification is based on a certificate according to DIN EN ISO9001 or 9002. It is supplemented by VDA 6.1-specific elements andquestions whereby all appropriate questions of the VDA 6.1 questionnairemust be evaluated.
A certificate supplement VDA 6.1 (for the certificate according to DIN ENISO 9001/ 9002) may be issued by the certification body if an overallcompliance of at least 90% has been reached, no element lies below 75%compliance, no question identified with a * is marked with less then eightpoints and no question without marking reaches zero points (compare Para.3.3.3).
When certifying according to VDA 6.1 an existing certificate according toDIN EN ISO 9001 or 9002 may be taken into account so that the expendi-ture for upgrading to VDA 6.1 is limited.
Certification audits must only be carried out by „certified VDA 6.1 auditors„with the corresponding branch expertise.
More details are given in VDA Volume 6, Basics.
207
12 Appendix
12.1 Changes of the 4th Edition compared to the 3rd Edition
Further corrections and updating have been incorporated. The auditedorganization is from now on generally referred to as „the company„.
The factual content of the chapters, elements and questions has widelyremained unchanged. Changes have been made in:
Foreword
"Quality Standards of the German Automotive Industry" updated
3. Quality System Audit
Scope of application for all 3 audit types (1st-, 2nd– and 3rd-party)determined.
3.2 Selection of the Quality elements and Relevant Questions
The possibility regarding the omission or addition of elements orquestions have been defined more precisely.
The definition of 41 questions as being of special influence toproduct and process quality or the quality system (*-questions) hasbeen newly introduced.
3.3.1 Individual Rating of Questions and Quality Elements
The definition of „mainly„ has been extended.
3.3.3 Rating during Customer/Supplier Audits (2nd Party)
The classification for customer/supplier audits (2nd –party) hasbeen revised taking into account the questions with specialinfluence (*-questions).
An additional downgrading from A to AB has been introducedwhen questions are marked with 0 points.
3.3.4 Awarding of the VDA 6.1 Certificate Supplement (3rd –party)
Rules for the issue of certificate, and for follow-up or re-auditshave been newly included.
208
3.7 VDA 6.1 Certificate
The text of the certificate has been changed. The statement of thelevel of compliance has been dropped.
7 Questionnaire
Question 01.6: Management review "with all elements" dropped
Question 03.1: Qualification requirements for internal auditors up-dated. External auditors now defined under 04.5.
Question 04.5 Qualification requirements for external auditorsnewly included.
Question 06 The circle of persons to be informed has beennewly formulated.
Question 06.4 Definition for „Emergency Plans„ revised.
Element Z1 Is now generally to be taken into account duringaudits/certification.
Question Z1.3 Examples for data have been supplemented.
Question 07.5 Formulation: „early„ has been added.
Question 09.4 Quality evaluation „at least three times„ has been dropped.
Element 10 VDA Volume 1 has been added as being applicable.
Element 11 „Supplier„ is generally used instead of „Sub-supplier„. The note was added that the element isalso applicable for internal customer/supplier re-lationships.
Question 11.6 „inspected“ and „not inspected„ has been re-placed by „released„ and „not released„.
Question 13.2 „Inspection and test plan„ has been replaced by„inspection and test instruction„.
Question 13.3 Formulation: „Production parameters of the process“has been replaced with „process parameters“.
Question 13.4 Formulation: „Manufacturing means„ has been re-placed by „production means„.
Question 14.1 Explanation to „Process Capability„ added.
Question 14.2 PPA Process according to VDA Volume 2 andnote on process changes added.
209
Question 14.7 Note on applicable methods added.
Question 15.1 „Destructive testing„ added.
Question 15.2 Procedure for rework added.
Question 15.6 „Durability test„ added, „Product audit„ dropped(compare 03.4).
Element 20 „Quality-relevant records„ changed into „Qualityrecords„. Note on VDA Volume 1 added.
Question 20.1 Formulation: „maintenance„ has been dropped.
Question 20.3 Definition for DwSpA added (compare VDA 1).
Element 21 Note on procedure when only Question 21.3 isrelevant.
8 Forms
Generally, the term „supplier“ has been dropped.
In the form ‚Corrective actions‘ the word „deviations„ has been added.
11 Notes on Certification
This section has been updated. VDA Volume 6, Basics for Quality Audits isreferenced.
12 Appendix
The notes on changes made from 2nd Edition to the 3rd Edition have beendropped.
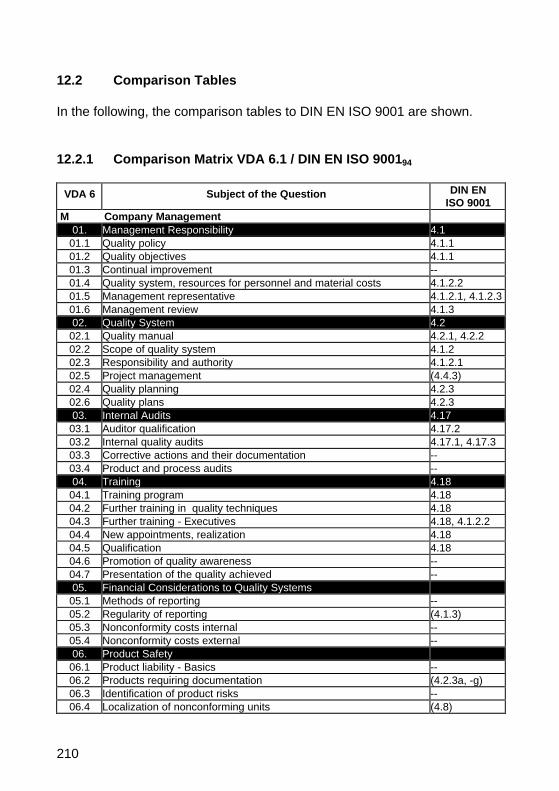
210
12.2 Comparison Tables
In the following, the comparison tables to DIN EN ISO 9001 are shown.
12.2.1 Comparison Matrix VDA 6.1 / DIN EN ISO 900194
VDA 6 Subject of the Question DIN ENISO 9001
M Company Management01. Management Responsibility 4.1
01.1 Quality policy 4.1.101.2 Quality objectives 4.1.101.3 Continual improvement --01.4 Quality system, resources for personnel and material costs 4.1.2.201.5 Management representative 4.1.2.1, 4.1.2.301.6 Management review 4.1.302. Quality System 4.2
02.1 Quality manual 4.2.1, 4.2.202.2 Scope of quality system 4.1.202.3 Responsibility and authority 4.1.2.102.5 Project management (4.4.3)02.4 Quality planning 4.2.302.6 Quality plans 4.2.303. Internal Audits 4.17
03.1 Auditor qualification 4.17.203.2 Internal quality audits 4.17.1, 4.17.303.3 Corrective actions and their documentation --03.4 Product and process audits --04. Training 4.18
04.1 Training program 4.1804.2 Further training in quality techniques 4.1804.3 Further training - Executives 4.18, 4.1.2.204.4 New appointments, realization 4.1804.5 Qualification 4.1804.6 Promotion of quality awareness --04.7 Presentation of the quality achieved --05. Financial Considerations to Quality Systems
05.1 Methods of reporting --05.2 Regularity of reporting (4.1.3)05.3 Nonconformity costs internal --05.4 Nonconformity costs external --06. Product Safety
06.1 Product liability - Basics --06.2 Products requiring documentation (4.2.3a, -g)06.3 Identification of product risks --06.4 Localization of nonconforming units (4.8)
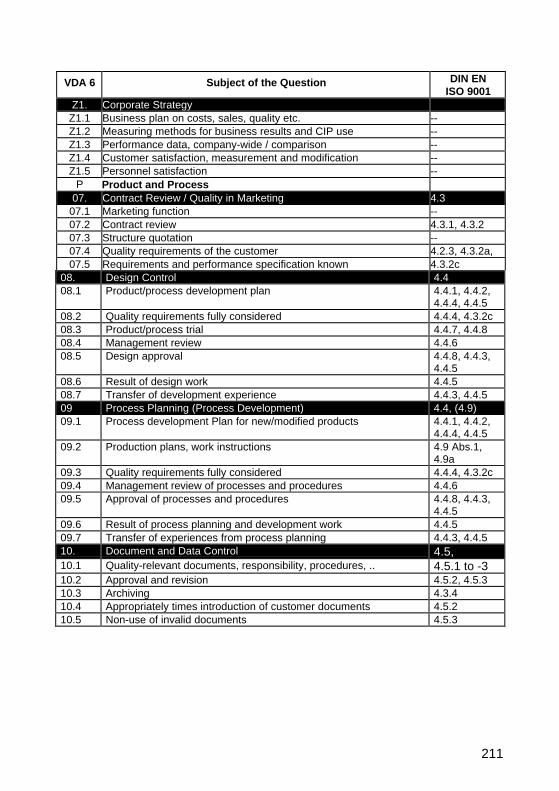
211
VDA 6 Subject of the Question DIN ENISO 9001
Z1. Corporate StrategyZ1.1 Business plan on costs, sales, quality etc. --Z1.2 Measuring methods for business results and CIP use --Z1.3 Performance data, company-wide / comparison --Z1.4 Customer satisfaction, measurement and modification --Z1.5 Personnel satisfaction --
P Product and Process07. Contract Review / Quality in Marketing 4.3
07.1 Marketing function --07.2 Contract review 4.3.1, 4.3.207.3 Structure quotation --07.4 Quality requirements of the customer 4.2.3, 4.3.2a,07.5 Requirements and performance specification known 4.3.2c
08. Design Control 4.408.1 Product/process development plan 4.4.1, 4.4.2,
4.4.4, 4.4.508.2 Quality requirements fully considered 4.4.4, 4.3.2c08.3 Product/process trial 4.4.7, 4.4.808.4 Management review 4.4.608.5 Design approval 4.4.8, 4.4.3,
4.4.508.6 Result of design work 4.4.508.7 Transfer of development experience 4.4.3, 4.4.509 Process Planning (Process Development) 4.4, (4.9)09.1 Process development Plan for new/modified products 4.4.1, 4.4.2,
4.4.4, 4.4.509.2 Production plans, work instructions 4.9 Abs.1,
4.9a09.3 Quality requirements fully considered 4.4.4, 4.3.2c09.4 Management review of processes and procedures 4.4.609.5 Approval of processes and procedures 4.4.8, 4.4.3,
4.4.509.6 Result of process planning and development work 4.4.509.7 Transfer of experiences from process planning 4.4.3, 4.4.510. Document and Data Control 4.5,10.1 Quality-relevant documents, responsibility, procedures, .. 4.5.1 to -310.2 Approval and revision 4.5.2, 4.5.310.3 Archiving 4.3.410.4 Appropriately times introduction of customer documents 4.5.210.5 Non-use of invalid documents 4.5.3
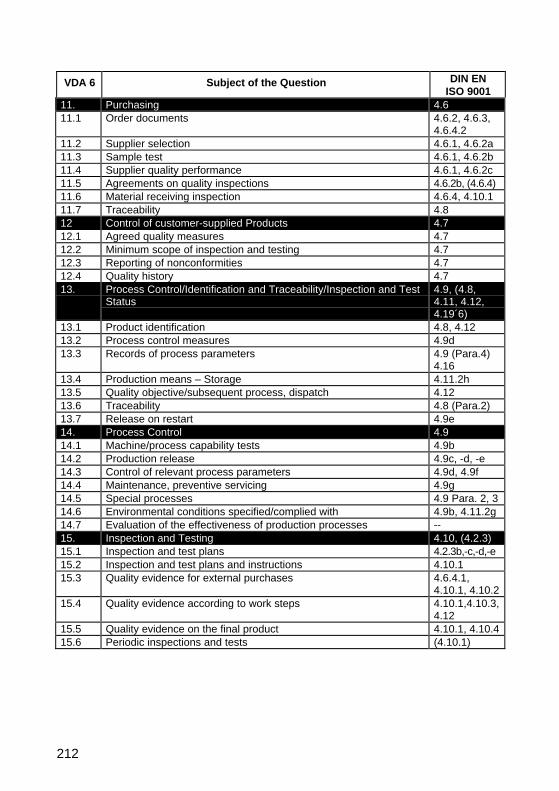
212
VDA 6 Subject of the Question DIN ENISO 9001
11. Purchasing 4.611.1 Order documents 4.6.2, 4.6.3,
4.6.4.211.2 Supplier selection 4.6.1, 4.6.2a11.3 Sample test 4.6.1, 4.6.2b11.4 Supplier quality performance 4.6.1, 4.6.2c11.5 Agreements on quality inspections 4.6.2b, (4.6.4)11.6 Material receiving inspection 4.6.4, 4.10.111.7 Traceability 4.812 Control of customer-supplied Products 4.712.1 Agreed quality measures 4.712.2 Minimum scope of inspection and testing 4.712.3 Reporting of nonconformities 4.712.4 Quality history 4.713. Process Control/Identification and Traceability/Inspection and Test
Status4.9, (4.8,4.11, 4.12,4.19´6)
13.1 Product identification 4.8, 4.1213.2 Process control measures 4.9d13.3 Records of process parameters 4.9 (Para.4)
4.1613.4 Production means – Storage 4.11.2h13.5 Quality objective/subsequent process, dispatch 4.1213.6 Traceability 4.8 (Para.2)13.7 Release on restart 4.9e14. Process Control 4.914.1 Machine/process capability tests 4.9b14.2 Production release 4.9c, -d, -e14.3 Control of relevant process parameters 4.9d, 4.9f14.4 Maintenance, preventive servicing 4.9g14.5 Special processes 4.9 Para. 2, 314.6 Environmental conditions specified/complied with 4.9b, 4.11.2g14.7 Evaluation of the effectiveness of production processes --15. Inspection and Testing 4.10, (4.2.3)15.1 Inspection and test plans 4.2.3b,-c,-d,-e15.2 Inspection and test plans and instructions 4.10.115.3 Quality evidence for external purchases 4.6.4.1,
4.10.1, 4.10.215.4 Quality evidence according to work steps 4.10.1,4.10.3,
4.1215.5 Quality evidence on the final product 4.10.1, 4.10.415.6 Periodic inspections and tests (4.10.1)
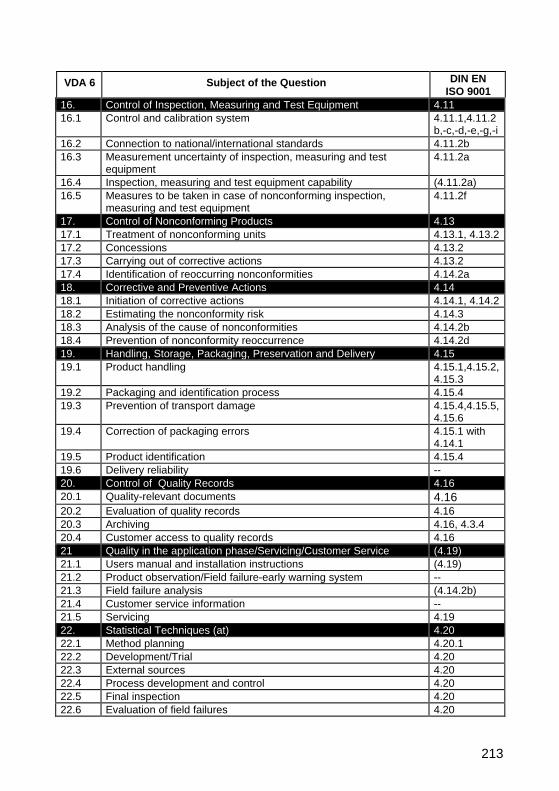
213
VDA 6 Subject of the Question DIN ENISO 9001
16. Control of Inspection, Measuring and Test Equipment 4.1116.1 Control and calibration system 4.11.1,4.11.2
b,-c,-d,-e,-g,-i16.2 Connection to national/international standards 4.11.2b16.3 Measurement uncertainty of inspection, measuring and test
equipment4.11.2a
16.4 Inspection, measuring and test equipment capability (4.11.2a)16.5 Measures to be taken in case of nonconforming inspection,
measuring and test equipment4.11.2f
17. Control of Nonconforming Products 4.1317.1 Treatment of nonconforming units 4.13.1, 4.13.217.2 Concessions 4.13.217.3 Carrying out of corrective actions 4.13.217.4 Identification of reoccurring nonconformities 4.14.2a18. Corrective and Preventive Actions 4.1418.1 Initiation of corrective actions 4.14.1, 4.14.218.2 Estimating the nonconformity risk 4.14.318.3 Analysis of the cause of nonconformities 4.14.2b18.4 Prevention of nonconformity reoccurrence 4.14.2d19. Handling, Storage, Packaging, Preservation and Delivery 4.1519.1 Product handling 4.15.1,4.15.2,
4.15.319.2 Packaging and identification process 4.15.419.3 Prevention of transport damage 4.15.4,4.15.5,
4.15.619.4 Correction of packaging errors 4.15.1 with
4.14.119.5 Product identification 4.15.419.6 Delivery reliability --20. Control of Quality Records 4.1620.1 Quality-relevant documents 4.1620.2 Evaluation of quality records 4.1620.3 Archiving 4.16, 4.3.420.4 Customer access to quality records 4.1621 Quality in the application phase/Servicing/Customer Service (4.19)21.1 Users manual and installation instructions (4.19)21.2 Product observation/Field failure-early warning system --21.3 Field failure analysis (4.14.2b)21.4 Customer service information --21.5 Servicing 4.1922. Statistical Techniques (at) 4.2022.1 Method planning 4.20.122.2 Development/Trial 4.2022.3 External sources 4.2022.4 Process development and control 4.2022.5 Final inspection 4.2022.6 Evaluation of field failures 4.20
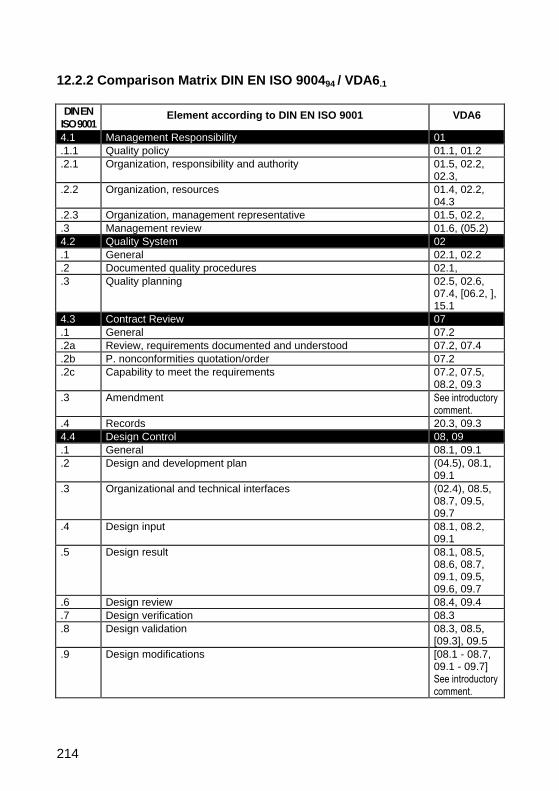
214
12.2.2 Comparison Matrix DIN EN ISO 900494 / VDA6.1
DIN ENISO 9001
Element according to DIN EN ISO 9001 VDA6
4.1 Management Responsibility 01.1.1 Quality policy 01.1, 01.2.2.1 Organization, responsibility and authority 01.5, 02.2,
02.3,.2.2 Organization, resources 01.4, 02.2,
04.3.2.3 Organization, management representative 01.5, 02.2,.3 Management review 01.6, (05.2)4.2 Quality System 02.1 General 02.1, 02.2.2 Documented quality procedures 02.1,.3 Quality planning 02.5, 02.6,
07.4, [06.2, ],15.1
4.3 Contract Review 07.1 General 07.2.2a Review, requirements documented and understood 07.2, 07.4.2b P. nonconformities quotation/order 07.2.2c Capability to meet the requirements 07.2, 07.5,
08.2, 09.3.3 Amendment See introductory
comment..4 Records 20.3, 09.34.4 Design Control 08, 09.1 General 08.1, 09.1.2 Design and development plan (04.5), 08.1,
09.1.3 Organizational and technical interfaces (02.4), 08.5,
08.7, 09.5,09.7
.4 Design input 08.1, 08.2,09.1
.5 Design result 08.1, 08.5,08.6, 08.7,09.1, 09.5,09.6, 09.7
.6 Design review 08.4, 09.4
.7 Design verification 08.3
.8 Design validation 08.3, 08.5,[09.3], 09.5
.9 Design modifications [08.1 - 08.7,09.1 - 09.7]See introductorycomment.
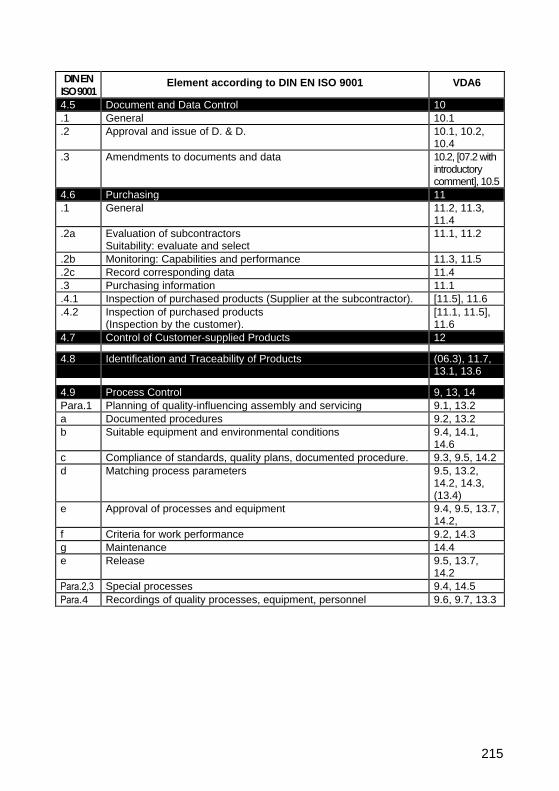
215
DIN ENISO 9001
Element according to DIN EN ISO 9001 VDA6
4.5 Document and Data Control 10.1 General 10.1.2 Approval and issue of D. & D. 10.1, 10.2,
10.4.3 Amendments to documents and data 10.2, [07.2 with
introductorycomment], 10.5
4.6 Purchasing 11.1 General 11.2, 11.3,
11.4.2a Evaluation of subcontractors
Suitability: evaluate and select11.1, 11.2
.2b Monitoring: Capabilities and performance 11.3, 11.5
.2c Record corresponding data 11.4
.3 Purchasing information 11.1
.4.1 Inspection of purchased products (Supplier at the subcontractor). [11.5], 11.6
.4.2 Inspection of purchased products(Inspection by the customer).
[11.1, 11.5],11.6
4.7 Control of Customer-supplied Products 12
4.8 Identification and Traceability of Products (06.3), 11.7,13.1, 13.6
4.9 Process Control 9, 13, 14Para.1 Planning of quality-influencing assembly and servicing 9.1, 13.2a Documented procedures 9.2, 13.2b Suitable equipment and environmental conditions 9.4, 14.1,
14.6c Compliance of standards, quality plans, documented procedure. 9.3, 9.5, 14.2d Matching process parameters 9.5, 13.2,
14.2, 14.3,(13.4)
e Approval of processes and equipment 9.4, 9.5, 13.7,14.2,
f Criteria for work performance 9.2, 14.3g Maintenance 14.4e Release 9.5, 13.7,
14.2Para.2,3 Special processes 9.4, 14.5Para.4 Recordings of quality processes, equipment, personnel 9.6, 9.7, 13.3
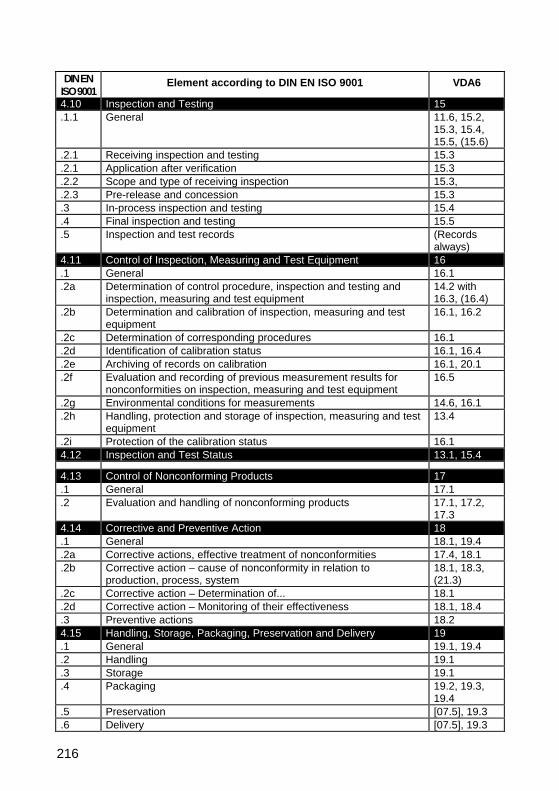
216
DIN ENISO 9001
Element according to DIN EN ISO 9001 VDA6
4.10 Inspection and Testing 15.1.1 General 11.6, 15.2,
15.3, 15.4,15.5, (15.6)
.2.1 Receiving inspection and testing 15.3
.2.1 Application after verification 15.3
.2.2 Scope and type of receiving inspection 15.3,
.2.3 Pre-release and concession 15.3
.3 In-process inspection and testing 15.4
.4 Final inspection and testing 15.5
.5 Inspection and test records (Recordsalways)
4.11 Control of Inspection, Measuring and Test Equipment 16.1 General 16.1.2a Determination of control procedure, inspection and testing and
inspection, measuring and test equipment14.2 with16.3, (16.4)
.2b Determination and calibration of inspection, measuring and testequipment
16.1, 16.2
.2c Determination of corresponding procedures 16.1
.2d Identification of calibration status 16.1, 16.4
.2e Archiving of records on calibration 16.1, 20.1
.2f Evaluation and recording of previous measurement results fornonconformities on inspection, measuring and test equipment
16.5
.2g Environmental conditions for measurements 14.6, 16.1
.2h Handling, protection and storage of inspection, measuring and testequipment
13.4
.2i Protection of the calibration status 16.14.12 Inspection and Test Status 13.1, 15.4
4.13 Control of Nonconforming Products 17.1 General 17.1.2 Evaluation and handling of nonconforming products 17.1, 17.2,
17.34.14 Corrective and Preventive Action 18.1 General 18.1, 19.4.2a Corrective actions, effective treatment of nonconformities 17.4, 18.1.2b Corrective action – cause of nonconformity in relation to
production, process, system18.1, 18.3,(21.3)
.2c Corrective action – Determination of... 18.1
.2d Corrective action – Monitoring of their effectiveness 18.1, 18.4
.3 Preventive actions 18.24.15 Handling, Storage, Packaging, Preservation and Delivery 19.1 General 19.1, 19.4.2 Handling 19.1.3 Storage 19.1.4 Packaging 19.2, 19.3,
19.4.5 Preservation [07.5], 19.3.6 Delivery [07.5], 19.3
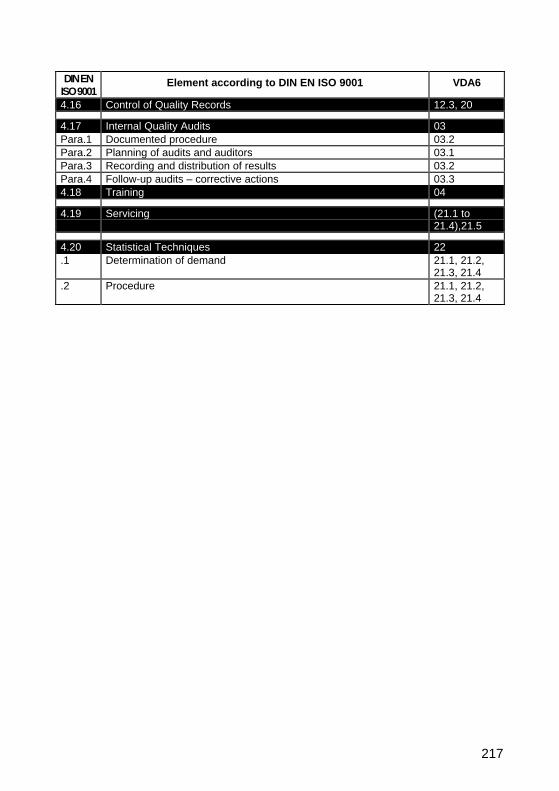
217
DIN ENISO 9001
Element according to DIN EN ISO 9001 VDA6
4.16 Control of Quality Records 12.3, 20
4.17 Internal Quality Audits 03Para.1 Documented procedure 03.2Para.2 Planning of audits and auditors 03.1Para.3 Recording and distribution of results 03.2Para.4 Follow-up audits – corrective actions 03.34.18 Training 04
4.19 Servicing (21.1 to21.4),21.5
4.20 Statistical Techniques 22.1 Determination of demand 21.1, 21.2,
21.3, 21.4.2 Procedure 21.1, 21.2,
21.3, 21.4
218
Other VDA-FORMS
FIRST SAMPLE TEST REPORT – new version
• Cover page, Order No. 2661• Test results, Order No. 2662• Multipart form set, 5 copies (packed of 50 sets)
Outline form for process capability verification, Order No. 2663Pad of 50 sheets – Minimum order 1 pad
FIRST SAMPLE TEST REPORT – present editionFirst Sample Test Report – Report result, Order No. 5331Multipart form set, 7 copies (packed of 50 sets)
First Sample Test Report – Test result, Order No. 5332Pad of 100 sheets
SYSTEM - FMEA- new version -Order No. 7422, DIN A3 format, Pad of 50 sheets
FAILURE-POSSIBILITY-AND –INFLUENCE-ANALYSIS (FMEA)- old version -Order No. 769, DIN A3 format, Pad of 50 sheets
QUALITY SYSTEM AUDIT (Material products)
Questionnaire (only questions)DIN A5, Pad of 10 sets à 12 sheets
Evaluation documentsFinal evaluation of the quality systemSummary of resultsTotal gradingSummary of evaluated questionsIndividual measuresCorrective Actions-OutlineDIN A4, Pad of 10 sets of 5 sheets
The two pads form a unit and are only offered as a setOrder No. 1749
Order:DRUCKEREI HENRICH GMBHSchwanheimer Straße 110, D-60528 FrankfurtTelephone (069) 96766-158, Telefax (069) 96777-159.
219
Quality Management in the Automotive Industry
Volume 1 Quality EvidenceGuidelines for Documenting and Archiving QualityRequirements
Volume 2 Quality Assurance of Supplies-Supplier Selection/Sampling/Quality Performance in theSeries-
Volume 3 Ensuring Reliability of Car Manufacturers and Suppliers-Procedures and examples -
Volume 4 Part 1 Quality Assurance prior to Serial Application-Partnerships, Processes, Methods
Volume 4 Part 2 Quality Assurance prior to Serial Application-System FMEA-
Volume 4 Part 3 Quality Assurance prior to Serial Application-Project Planning-
Volume 6 Basic for Quality Audits, Auditing and Certification
Volume 6 Part 1 Quality System Audit, Basics DIN EN ISO 9001 andDIN EN ISO 9004
Volume 6 Part 2 System Audit – Services
Volume 6 Part 3 Process Audit
Volume 6 Part 5 Product Audit
Volume 7 Basics for Interchange of Quality Data-Electronic Transfer of Quality Data-
Volume 8 Guidelines for Quality Assurance of Trailer,Superstructure and Container Manufacturers
Volume 9 Emissions and Consumption





























