Embed Size (px)
Citation preview

Verbesserung der Eigenschaften durch Recken und Fixieren von Iinienförmigen
02058 2.5,09 technischen Textilien
[Dipl.-Ing.(FH) Anna-Maria BartI, Dipl.-Ing.(FH) Rolf Arnold, Dipl.-Ing. EveJin Hufnagl Sächsisches Tcxtilforschungsinstitut e.V. Chemnitz
1. Einleitung Für die unterschiedlichsten Einsatzgebiete in Industrie, Landwirtschaft, Handel, TranspOlt und Sport werden technische Textili en in Form von
, Schnüren, Seilen und Netzen hergesteilt. Durch die vielgestaltigen Beanspruchungen unter Praxisbedingungen ergeben sich differenzierte Anforderungen an die Masse, Struktur, Stärke, Festigkeit, Dehnung sowie an Farbe und Optik. Durch die maschinelle Fertigung entstehen Spannungsunterschiede innerhalb der ElementarflIden im Sehnur- und Seilquerschnitt. Diese führen zu Strukturungleichmäßigkeiten, die die Optik, Festigkeit und das Gebrauchsverhalten beeinflussen, Zur Verbesserung der Eigenschaften können nach der maschineHen Feltigung Nachbehandlungen in Form von Recken und Fixieren beitragen. Nachfolgend sollen einige Versuchsergebnisse von Labor- und Praxistests aus Forschungsarbeiten fiir den Bereich Recken und Fixieren von Schnüren zur Fischnetzherstellung dargelegt wCI'den, deren Erkenntnisse auf andere Seilereierzeugnisse übertragbar sind.
2. Recken und Fhicrcn 2.1 Allgemeines
• Die Spannungsunterschiede im Zwirnbzw. Seilquerschnitt haben im Wesentlichen zwei Ursachen. Sie entstehen: 1. unmittelbar nach dem Spinnvorgang im Filamentgarn beim Zusammenführen der unterschiedlich gespannten Elementarfaden und 2. beim Zwirnen, Versei len oder flechten durch Vereinigen der unterschiedlich gespannten Filamentgarne.
Da es praktisch nicht möglich ist, einen Zwirn mit gleichmäßigen Spannungsverhältnissen im Querschnitt herzustellen, müssen diese Ungleichmäßigkeiten nach der Herstellung ausgeglichen werden. Eine in der Praxis angewandte Methode ist das Recken und Fixieren. Beim Recken sollen durch das Einwirken hoher äußerer Zugkräfte möglichst aUe Elementarmden gespannt werden, damit sie festigkeitstragend wirken. Die Elementarmden mit hoher Ausgangsspannung werden höher gereckt als die mit niedriger Ausgangsspannung. Mit der Größe der Ausgangsspannung wächst beim Reekvorgang das Bestreben der Elementarfllden, durch Wandern in Richtung der Fadenachse eine für diese Beanspruchung günstige Lage einzunehmen. Dieser Effekt fiihrt zu einer Lauflängenerhöhung und zu einer Durclunesserverringerung des Zwirnes . Da die Intensität der Wanderung der Elementarfaden wesentlich von den Reibungsverhältnissen abhängt, muß die Reckkraft so groß gewählt werden, daß sie neben dem Spannen deI' 'Elementurftiden auch die Reibungskrilfte zwischen ihnen überwindet. Der Reckvorgang soll mit einer wirksamen Fixierung verbunden sein. Dabei wird der Zwirn wahrend des Fixierens auf eine Temperatur 3ufgeheizt, die der Elweichungstemperamr des Materials entspricht. Sie muß höh.er als die in vorangegangenen Herstellungsprozessen velwendeten Temperaturen sein.
Durch die Wärmeeinwirkung entstehen erzwungene Schwingungen in den Kettenmolekülen, die unter der hohen außeren Belastung zu Aufspaltungen
von Haupt- und Nebenvalenzbindungen führen, wodurch ein bestimmter Spannungsausglcieh erzielt wird. Bei der anschließenden Abkühlung wird die neue Anordnung der MakromolekUle fixiert. Die bei der Wilrmebehandlung von Zwirnen häufig beobachtete Schrumpfung tritt beim Fixieren unter entsprechend hoher Belastung nicht auf.
2.2 Flxierverfahren Für die Fixie1'l1ng von Zwirnen sind verschiedene Verfahren bekannt. Den technologischen Bedingungen entsprechend unterscheidet man Fixierverfahren mit kontinuierlichem und diskontinuierlichem Warend urchlauf. Durch Variation des Fixiermediums! der Fixiertemperatur und der Velweilzeit in der Fixierzone können di e Eigenschaften unterschiedlich verbessert werden. Als Fixiermedien kamen für Ve rgleichsuntersuchungen bei der Fixierung z. B. feiner geknoteter Netze (Ziel: Verbesserung des Knotensitzes) Heißluft, Heißwasser, Dampf, Kontakthitze und Infrarotbestrahl1,.11lg zur Anwendung. Diese bekannten Verfahren arbeiten jedoch ohne Anwendung von größeren Reckk.räften, da die Aufbringung der hohen Fadenspannungen (insbesondere bei Zwirnkonstruktionen über 3 mm Durchmcsscr und Seilereierzeugni ssen) problematisch ist.
In einer abgeschlossenen Forschungsaufgabc wurden Reck- und Fixierverfahren fur di e Eigenschaftsverbesserung vOll Kabelschlagzwirnen mit
EUROSEIL Nr. 3 . Jahrgang
Feinheilen von 500 lex x 3 x 3 bis 840 lex x 2 x 3 f1Ir die Herstellung von Hoc hSCC J1 Clzc n der Fisc herei untersucht. Im Vordergrund Ingen Eigenschaftsver
besserungen hinsichtlich Lauflängenerhöhung, Durchmesser Verringerung bei gle ichbl eibender Reißkrafl. Verringerung der vorze itigen Al terung und Unbrnuchbarkci t durch Au frau hung sow ie Verbesserun g der Elastizitül.
In Tabelle I werden die Vcrs lichsfl ill flgen (Ei gc nballfln lagcll im Labormaßstab ) chnrakteri sic l'l :
Fixicl'- Prinzipskizze ver fahren
Dam!'!
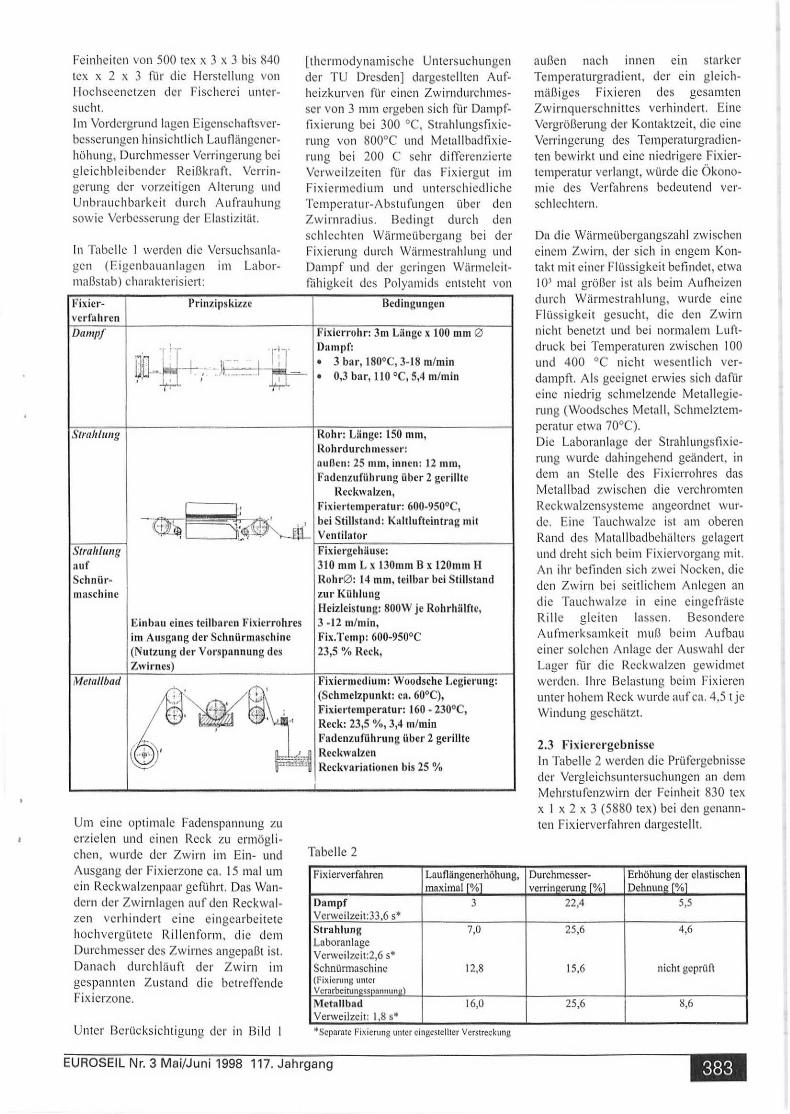
[t hCl'mod ynB 111 isc hc U n {crs lieh un gen der TU Dresden] dargestellten Aufhei zkurven nll' einen ZwirndurchmesSC I' von 3 111111 ergeben sich fü r DampffIxi erung bei 300 oe, Strah lungsfi xieI'lillg von 8000 e und Metnllbadfixierung bei 200 C sehr differenzierte Verweilzei ten für das Fi xiergut im Fixiermcdiul11 lind untersc hiedliche Temperatur-Abstu fungen über den Zwirnradius. Bedingt dUJ'ch den sc hlecht en WärlllcUbcrga ng bei deI' Fix icrung durch \Väl'lllcstrahlung und Dampf und dei' geringen \Vi\l'I11e l ei t ~
Hihigkc il des Polymllids entsteht von
Bedingungen
Fixicrrohr: 3m LUngc X 100 rum 0
8 ~ Dnmpf:
00-- '-+;- · r~___ 1: _ • 3 bar, 180°C, 3-J8 m/min
r " I l. • 0,3 bnr, 110 oe, 5,4 m/min , "
StrltltlllJlg Rohr: Liinge: 150 mln , Rohnlurchmesser: nufJ cn: 25 Olm, in lien: 12 111m, Fadc ll zuflihl'ung lIber 2 gerillte
Heckwalzen,
-~I l4~ Fi~iertcmpe l'arur: 600-9500 C, bei Still stand: Kaltluftcintrng mit Ventilator
Strahlung Fi~iergeh iiusc:
auf 310 mm Lx 130mm B x 120mm H Se hnlil'~ Rohr0 : 14 Olm, tcilb:u' bei Slilistand lI1:l sehine zur Klihlung
HcizleiSlung: 800W je Ro hrh ii lfle, Einbau eines teilbaren Fi:dcrrohres 3 ~ I2 mimin , im Ausgang der Schnllrrnaschine Fix,TcIIIi>: 600-950oC (N ut zu ng der Vorspannung des 23,5 % H.eck, Zwirnes)
Metallbad FixicrUlcdium: Woodsehe Legierung:
~ (Scbmel7.punkt: C;l. 600 C), , :; ." . , . Fixicrtcmperalur: 160 - 230°C,
"I: ' "~1~
' ~l Reek: 23,5 %, 3,4 rnlmin FadcllzufOhrung übel' 2 gerillic
~' Reckwnlzen .. .;.\. Reckvariationen bis 25 %
Um ci nc optimale Fadenspannung zu cn;: ielen und cinen Rcck zu ennögli ehcn, wurde der Zwirn im Ein- lind Ausgang der Fi xief20ne ca. 15 mal um cin Reckwalzenpaar gc führl. Das Wandem der Zwil'lliagen auf dcn Reckwalzen verhindert eine eingcarbeitete hoc hve rgU lctc Rill enform, die dcm DlII'ehmesser des Zwil'llcs angepaßt ist. Da nach dU l"ehHl uft der Zw irn im gcspanntcn Zustand di e bct I'e ffende Fix icrzone.
Tabel le 2
Fixierverfahrcn Lauflünf~~~~·höhung, maximal %
Dampf 3 Verwei lzeit:33.6 s· Slrllhlung 7,0 Laboranlage Vcrwcil zcit:2,6 s· SehnlIrmaschine t2,8 (F"i xienll1g Imlcr Vcrnrbeitul~~u l3.11111111 11)
Metallbad 16,0 Venve ih;eit: 1.8 s'"
Unter Bcrlicksichtigung der in Bi ld I "'Scpamtc FI .~ie rung unter clngc~ lclller verStTCckung
Nr. 3 Mai/Jun i 1998 11 7,
außen nach innen elll stfll'kcl' Temperatlll'gradicilt. dcr ein gleichmüßiges Fixieren des gcsa mtcn Zw irnqucrsehllittcs verhindert . Einc Vergrößerung der KOlltaktzci t, die eine Vcrringcrung des Temperatlll'gradicnten bewirkt und cinc niedrigere Fixiel'temperatur ve rlangt, wUrdc die Ökonomie dcs Verfahrcns bedeutend versc hlechtern .
On die Würmc(\bcrgangs2ahl zwischen Citlell'! Zw irn, der sich in cngem KOll A
takt mit einer Flüssigkeit befindet. etwa 103 mal größer ist als beim AufllCi7..en durch Wärmcstrahlung, wurdc eine Flüssigke it gesucht, die dcn Zw irn nicht benetzt und bei normalem Lundruck bei Tempcratmen zwischen 100 und 400 0 nicht wesentlich vCrdampft. Als gee ignct erwies sich darnr cine niedri g schmclzende Meta llegierllng (Woodschcs Metall , Schmel, tempcr\ltur etwa 70°C). Die Labonlllinge dcr Stmhlungsfixi erllng wurde dahingehend geändert , in dem an Stell e des FixictTohrcs das Mcta ll bad zwi schen die vcrchromten Reckwalzcnsystcme ungeordnet wurde. Eine Tauchwalze ist am oberen Rand des Matallbadbehül ters gelagen und drcht sich beim Fixicrvorgang mit. An ihr befinden sich zwei Nocken, die dcn Zwirn bei seitlichem An legen an die Ta uchwalze in e ine c ingefrüslc Rille glei lcn lassen. Besondel'e Aufillerk samkeit muß bcim Aufbnu einer so lchen Anlnge der Auswahl der Lager für di e Reckwalzcll gewidmet werdct1. Ihre Belastung bcim Fixicren lInter hohem Reek wUl'de allfca . 4,5 tj e Windung geschützt.
2.3 Fixicl"cl'gcbnisse In Tabelle 2 wel'den die Prli fcrgebnisse dcr Vcrgle ichsul1tcrsllchungcn nn dcm Mehl'stufcnzwi1'll deI' Feinheit 830 tex x I x 2 x 3 (5880 tex) bei den genannten Fixicrvcrfa hrcn dargestellt .
Durchmesser-velTingerun~ f%l
Erhöhung der elastischen Dehuuu.;'rii
22,4 5,5
25,6 4,6
t5,6 nicht geprüft
25,6 ~,6
, , , I , I I
I
/l1 ~4 0,6 o,e 1,0 1,2 mm ~4 Zwlmradl".
Allfll.lzkuntn (ur SlrQ!r<lJfjg 11#1 ./~-r
Vm~bun!JJ/fmptNlIut . l1li 8()O'C (J~)
, >CO 'e
'"
:1 " " 20
"C' -J,. ------
,..
..
(J,] ~ (),~ O,B 1,0 1,1 mM 1,1
ZwlrnradlOJJ
'00 'e
'" '" '" '"
., t ... " " "
Aulht!zku(vtl'l riit' K~vtkllDf) /11 Jlrlim.nd'lI
GlJHfl und Dämpffll VDII 100'e (24 )
'1;-1',
..
..
0.2 0, 1 IM M ta 1,I mm 1,1
ZW;,nrq,jIuJ
AulflfflkUfYtft Ir'jr KWlvttlitlil
Im N'lqllb~d lI.i IIJfJ·e CU J
200
'e ., '"
"
Bild I Auflleizkurven für verschiedene Medien
Beim Vergleich der Naß-KnotenHöchstzugkraft konnten Erhöhungen festgestellt werden. Die durch Verstl'cckung l Spannungsuusgleich und Fixierung deI' neuen Querverbindungen der Kettenmoleküle (Erhöhung der kristallinen Bereiche) erreichte Erhöhung wird durch Abwesenheit von Sauerstoffbei der Metallbadfixierung begünstigt.
Die Fixieruntersuchungen an Fischnetzzwirnen wurden mit der Zielstellung durChgeführt, die dmch dynamische Beanspruchung beim SeeEinsatz auftretenden Aufrauhungserscheinungen im Netzmaterial zu reduzieren . Sie bewirken eine Verdickung der Netzschenkelund damit die vorzeitige Unbrauchbarkeit. Die Untersuchungen Zur Aufklärung der Aufrauhungserschcinungen führten zu einem neuen PrüfverfahreIl , dem Waschmaschinentest, mit dem praxisnah die Aufrauhung im Labormaßstab an Netzmaterial erzeugt werden konnte. Mit Hilfe dieses Testes konnten die Reck- und Fixierbedingungen während der Bearbeimng optimiert und fixierte Zwirne ohne Aufrau hungsneigung hergestellt werden.
Die Erprobung unter Pl'Oduktionsbedingungen erbrachte folgende Ergebnisse: Tabelle 3
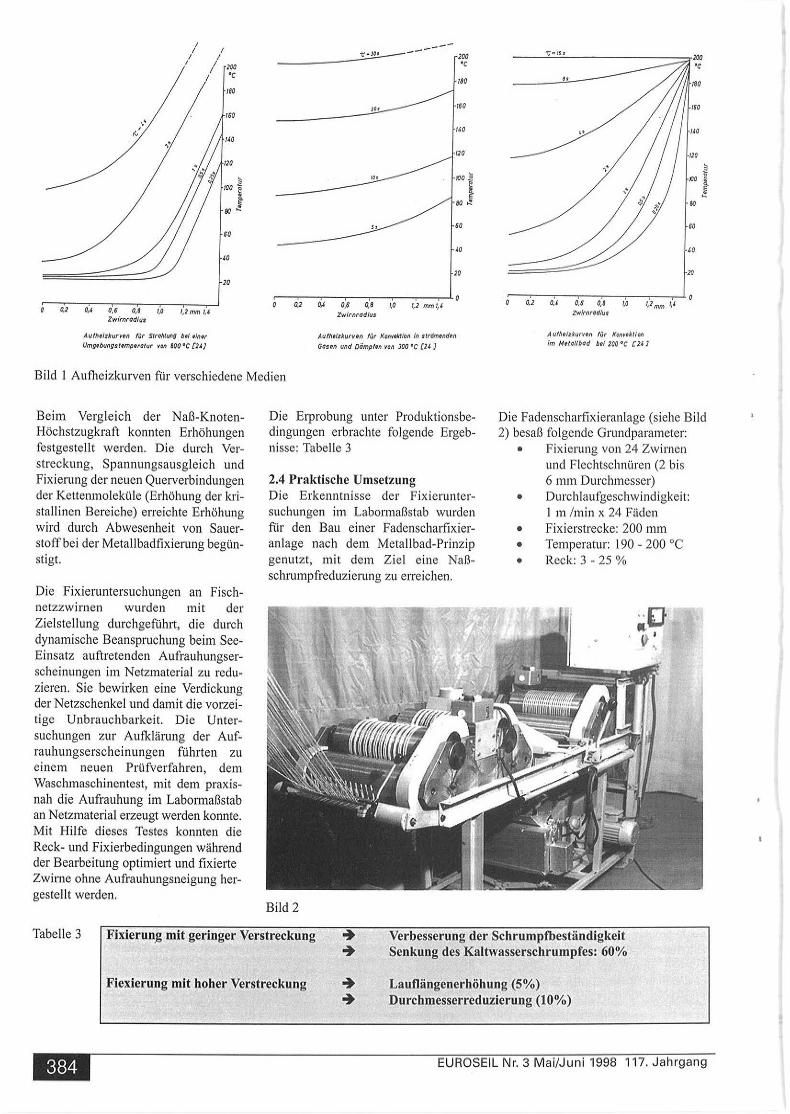
2.4 P"aktlscheUmsetzung Die Erkenntnisse der Fixicruntcrsuchul'Igen im Labormaßstab wtll'den für den Bau einer Fadenscharfixieranlage nach dem Metallbad-Pl'inzip genu tzt, mit dem Ziel eine Naßschl'llmpfrcduzicrung 7.:U erreichen,
Bild 2
Die Fadenscharflxieranlage (siehe Bild 2) besaß folgendc Grundparameter:
• Fixierung von 24 Zwi1'l1cn und Flechtschnüren (2 bis 6 nUll Durchmesser)
• Durchlaufgeschwindigkeit : I 111 Imin x 24 Füdcll
• Fixierstrecke: 200 mm • Temperatur: 190 - 200 oe • Reck: 3 - 25 %
Tabelle 3 Fixierung mit geringer Verstreckung + +
Verbesserung der Schrumpfbeständigkeit Senkung des Kaltwasserschrumpfes: 60%
Flcxlcrung mit hoher VerstreCkung + +
Lauflängenerhöhung (5%) Durchmesserreduzierung (10%)
117. Jahrgang
3. Zusammenfassung In den Ausführungen werden Beispiele aus verschiedenen Forschungsaufgaben und kleintechn ischen Untersuchungen vorgestellI. Es wurden rur die Fixiennedien Dampf, Heißluft und Metallbad Versuchsstände mit kleineren Abmessungen gebaut und e!probl. Der Vergleich der verschiedenen Teclmologien wird an Kabelschlagszwirnen für die Hochseefischerei demonstrie11 und mit dem Ziel durchgeführt, eine optimale Fixie11echnologie unter möglichst hohen Reckbedingungen für Schnüre von ca. 3 mm
Aus der Normarbeit
DlN 83 334 Polypropylen-Faserseile aus hoch festen Multiflament liegt als Entwurf vor. Festgelegt wurden nur die Formen A und L. Die Seil-Formen E und H wurden in DIN 83 307 aufgenommen. Die Sei lkennzeichnung wurde geändert. Bei deI' Form L wurde die Nenn-grössen bezeichnung geändert. Die Benennung erfolgt mit dem Begriff "Faserseil", Die Norm wurde normungstechnisch und redaktionell überarbeitet. Einsprüche bis 31.08. 1998
Zur Vorabstimmung ist der NOll1lentwurf an die Mitglieder verteilt worden:
prEN 12927-8 Sicherheitsanforderungen für Seilbahnen und Schleppaufzüge des Personenverkehrs - Seile - Teil 8: Zerstörungsfreie Prüfung.
Durchmesser zu erarbeiten, um ellle Durchmesservcrringerung lind Lauflängenerhöhung untcr Beibehallung der Höchstzugkräfte zu erreichen. Die Ergebni sse der Laboruntersuchungen wurden für den Bau einer Fadenscharfixieranlage für 24 Fäden benUlZI. Diese Anlage konnte unter Prod\lktions~bcdingungel1 zur Verbesserung der Produkteigenschaften beitragen. Aus den Ergebnissen lassen sich Verallgemeinerungen für eine breite Produktpallene ableiten.
Carl Stahl DIREKT Die Ausgabe NI'. 12 von Carl Stahl DlREKTt ist vor kurzem e!'sehienen . Die Auflage beträgt 145 000 Exempla!'e. In diesem bekannten Katalog sind wieder viele Anregungen aus dem Kundenkreis verwirklicht worden. Insgesamt sind ca 10000 Produkte aus den zusammenhängenden Bereichen Hebetechnik, Seiltechnik, Sicherheitstechnik enthalten.
100 Jahre Seilerei Sommers in Bocholt In Nr. 4/97 der Zeitschrift" Unser Bochol! " ist ein reich bebilderter Bericht anlüsslich des 100 jährigen Bestehens der Seilerei Anton SOIruncrs erschienen. Frau Ute Sommers ist nicht in der Seilerei tätig. Sie woll tc aber mehr über die Arbeit ihrer Eltern erfahl'en und hat sich anlfiss lich des Jubiläums intensiv mit der Materie beschäftigt. Entstanden ist ein reich bebildeter
Ein neuer Serviece wird den Kunden geboten : Mieten statt kaufen. Damit können Kunden die nur einen kurzfistiR gen, vOlilbergehenden Bedarf haben, ihr Aufgaben auf kostengünstige Art und Weise. Interssierte Leser können den Katalog kosten los anfordern. Tel: 071 62/4007-0, FAX 07 1 62/ 4007 37
Über die Europäi-· sehen Normvorhaben (09900002) und (099000 I) Seilenverbindungen Tei I 3: Verpresse Seil-schlau fen und Teil 5: Drahtsei lkielrunen fur Seilschlaufen wird in der kommenden ' Nunune!' berichtet.
onderposten Garne .aus Synthetik Endlos ,Baumwolle Wolle + Mischgarne f.d. Seil - Segel - Net zherstellung
Bemusterte Angebote bitte an -fordern bei Fe.Cord Barkhausen ,Wilhelmstr.16 D ~7 3230 Kirchheim/T~ck
Telefon 07021-452B2 Fax 070 21- 48 04 26
Seilerwarenfabrik
LUDWIG EHLERS BadBevenSen
• Polypropylen (30 Farben)
• Polyester • Polya mid
Flech tleinen und Tauwerk fü r a lle Verwendungsgebiete
• Polyacryl • Hanf • Viskose • Flachs • Aramid • Sisal • Dyneema • Baumwolle
• Jute • Manila • 1I ,v.a,
• Feingeflechte • Kern-Mantel-Geflechte • Gummiseile • Seilereierzeugnissc aus
Maschcnware
Sonderanfertigungen nach Ihren Anforderungen • Abläng-und Spulautomation • Konfektionsware
Brückenstrasse 3 D-29549 Bad Bevensen Telefon +49 (0582 1 )22 88 Fax +49 (0582 1) 4 17 94
UROSEIL Nr.


















![pgreıd] (englisch upgrade = Aufrüstung, Verbesserung) wird](https://img.pdfslide.net/doc/110x75/6183447bc7acf5011c74394d/pgred-englisch-upgrade-aufrstung-verbesserung-wird-.jpg)










