Embed Size (px)
Citation preview
VI Seminário da Pós-graduação em Engenharia Mecânica
1
ANÁLISE DA TEMPERATURA EM UM PORTA-FERRAMENTA REFRIGERADO INTERNAMENTE COM FLUIDO EM MUDANÇA DE FASE
Bruno Katsuyoshi Silama Ueda Aluno do Programa de Pós-Graduação em Engenharia Mecânica – Unesp – Bauru
Prof. Dr. Luiz Eduardo Angelo Sanchez
Orientador – Depto de Engenharia Mecânica – Unesp – Bauru
Resumo
Um dos maiores problemas na usinagem é o controle da temperatura durante o processo. Para atuar no controle da distribuição de temperatura são normalmente utilizados métodos como aplicação direta de fluidos, óleos e emulsões, MQF (mínima quantidade de fluido) e a aplicação de fluidos a alta pressão. Estes métodos têm empregos específicos e suas eficiências são conhecidas, contudo, não atendem todas as necessidades da produção pois acrescentam custos consideráveis ao processo, que vão além da aquisição do fluido, incluindo também o descarte dos fluídos utilizados, além dos riscos à saúde dos trabalhadores. Existe ainda a opção da usinagem a seco, mas sua eficiência é restrita a determinadas aplicações de materiais de peças. Este trabalho propõe a introdução de um sistema de refrigeração interna de um porta-ferramenta para torneamento no qual não há aplicação externa de fluido de corte. O fluido refrigerante utilizado, que tem baixo ponto de evaporação, circula por um sistema fechado, impulsionado por uma bomba, evaporando em uma cavidade interna ao porta-ferramenta, imediatamente abaixo do inserto de usinagem, para que exista a retirada de calor da zona de corte; em seguida, atravessa um trocador de calor, condensando-se e reiniciando o ciclo. O objetivo do porta-ferramenta é refrigerar o processo de usinagem através de um sistema de baixo custo de aquisição, de fácil manutenção, pouco ou nenhum impacto ambiental e baixo nível de ruídos. Como o fluido refrigerante não entra em contato com a peça ou a ferramenta é possível a eliminação dos problemas de difusão química ou oxidação ocasionados pelos fluidos de corte convencionais. Neste trabalho é mostrado o estudo detalhado do sistema proposto no qual são apresentados alguns resultados experimentais e comparados com o estudo numérico da distribuição de calor.
Palavras chave: Torneamento, Troca de calor, Simulação numérica, Refrigeração interna.
1. INTRODUÇÃO O processo de usinagem gera uma grande quantidade de calor, que é distribuído através
da peça, da ferramenta, do cavaco e do meio ao redor. O aumento da temperatura na área em usinagem ocasiona problemas como a diminuição da resistência mecânica e acentua os mecanismos de desgaste da ferramenta. Uma ferramenta desgastada não garante as tolerâncias dimensionais, além de prejudicar o acabamento superficial da peça. Portanto, controlar a
VI Seminário da Pós-graduação em Engenharia Mecânica
2
temperatura na área em usinagem é essencial para garantir peças adequadas e diminuir as trocas da ferramenta.
Existem duas maneiras de se controlar a temperatura na zona de corte: selecionar parâmetros de usinagem adequados para o conjunto peça-ferramenta, ou utilizar fluidos de corte para lubrificação e refrigeração da região de corte. Os fluidos de corte podem ser utilizados de diferentes maneiras, sendo as mais comuns a aplicação direta, que consiste em grandes vazões de fluido a baixa pressão, jatos pressurizados, que aplicam jatos direcionados a altas pressões, e o MQF (Mínima quantidade de fluido.), que utiliza uma vazão mínima de fluido pulverizado com gases a altas pressões. Estes métodos, apesar de serem amplamente utilizados, possuem desvantagens como: os custos envolvidos com aquisição, armazenamento, bombeamento, tratamento e descarte dos fluidos, além dos possíveis problemas ambientais e riscos a saúde do ser humano. Isso leva a avaliar o custo-benefício destas operações, incentivando a busca por soluções alternativas.
A usinagem a seco tem sido uma alternativa à aplicação de fluidos de corte, contudo, sua aplicação é restrita a determinadas aplicações de materiais e peças. Fluidos criogênicos, como o nitrogênio líquido, não são poluentes, contudo o custo agregado a sua aplicação e armazenamento são altíssimos, e seu emprego também restrito.
A necessidade de controlar a temperatura da zona de corte enfrenta problemas de custos, aplicabilidade e eficiência dos procedimentos, além de trazer problemas ao meio ambiente e riscos à saúde do trabalhador.
Esta pesquisa mostra o desenvolvimento de um sistema de refrigeração interna de um porta-ferramenta para torneamento no qual não há aplicação externa de fluido de corte. O objetivo deste projeto é a refrigeração do processo de usinagem através de um sistema de baixo custo de aquisição, fácil manutenção, pouco impacto ambiental e baixo nível de ruídos. Como o fluido refrigerante não entra em contato com a peça ou a ferramenta é possível a eliminação dos problemas de difusão química ou oxidação ocasionados pelos fluidos de corte convencionais.
Este trabalho traz o detalhamento do sistema proposto, os resultados experimentais obtidos e a simulação numérica da distribuição de calor neste novo sistema de refrigeração. 2. REVISÃO BIBLIOGRÁFICA
Os primeiros registros da utilização de fluidos de corte na usinagem são de 1890,
quando F. W. Taylor utilizou água para resfriar a ferramenta, posteriormente uma solução de água e soda, para evitar a oxidação da peça (Ferraresi, 1970). A água, apesar de possuir um bom poder refrigerante, não lubrifica o conjunto corretamente, além de causar a oxidação da peça. Surgiram então os óleos e emulsões, que melhoraram principalmente a questão da lubrificação e oxidação das peças.
A evolução dos processos de usinagem exigiu a melhora nos sistemas de lubrificação e refrigeração da zona de corte. Com isso, novos fluidos de corte surgiram, como os óleos sintéticos e semissintéticos, além de novos métodos de aplicação.
2.1. Aplicação convencional de fluido de corte O método convencional de utilização de fluidos de corte consiste em aplicar uma grande
quantidade de fluido de corte a baixas pressões, diretamente na zona de corte. Este método utiliza uma grande quantidade de fluido, que gera um elevado custo de aquisição, de armazenagem, de aplicação e custo para o tratamento e descarte do fluido utilizado. Além disso,
VI Seminário da Pós-graduação em Engenharia Mecânica
3
o fluido de corte convencional esbarra nas leis ambientais, a cada dia mais rígidas no controle da aplicação destes fluidos, que são potencialmente poluidores.
Outra desvantagem deste processo é não atender a todas as necessidades da indústria. Na usinagem de cerâmicas, por exemplo, o fluido aplicado diretamente pode causar choque-térmico na região de corte, culminando na quebra da ferramenta por fadiga térmica(Vicentin et. al.).
2.2. MQF A usinagem com mínima quantidade de fluido de corte (MQF) é caracterizada pela
aplicação de pequenas vazões de fluidos de corte, através da pulverização em conjunto com ar comprimido ou gases inertes. Este processo utiliza uma quantidade consideravelmente menor de fluido de corte, e mostra o aumento da vida da ferramenta e uma melhora no acabamento superficial da peça em comparação à usinagem a seco. As desvantagens deste processo começam pelo baixo poder refrigerante, devido a baixa vazão de fluido. Além disso, a névoa formada pelo fluido misturado com o ar comprimido não pode ser reaproveitada, e é prejudicial à saúde dos operadores, exigindo um sistema fechado, com controle de exposição do trabalhador. A utilização do ar comprimido exige ainda a utilização de compressores e bocais apropriados que oneram o processo e emitem ruídos excessivos (DINIZ et. al.).
A utilização do MQF ainda é restrita visto que o custo é expressivo em relação aos benefícios obtidos, mas é uma tecnologia relativamente nova que atrai a atenção dos pesquisadores e possui muito potencial de desenvolvimento.
2.3. Jato de fluido de corte a alta pressão Outro método de controle da temperatura na zona de corte consiste na aplicação de um
ou mais jatos de fluido de corte pressurizados diretamente na região de trabalho. A alta pressão dos jatos permite uma melhor penetração do fluido nas áreas críticas, e a alta vazão possibilita uma troca de calor mais efetiva. Além disso, em determinadas direções de aplicação, o fluido pode atuar como quebra-cavaco, diminuindo a região de contato cavaco-peça, diminuindo a geração de calor e o desgaste da ferramenta.
A desvantagem deste processo é também a alta vazão de fluido durante o corte, o que exige uma quantidade grande fluido, induzindo custos com aquisição, armazenagem, tratamento, descarte do fluido e demais problemas semelhantes à aplicação convencional de fluido de corte. Ainda, a aplicação exige um sistema de bombeamento efetivo de fluido, que onera ainda mais o processo.
2.4. Usinagem a seco Hoje é possível realizar determinados processos de usinagem sem a utilização de fluidos
de corte. A usinagem a seco é possível devido ao desenvolvimento de ferramentas que mantém a resistência a altas temperaturas e ao desenvolvimento de máquinas que possuem potência, rigidez e precisão suficientes para este processo. Contudo, o processo não atende a todas as necessidades, tornando sua aplicação muito limitada. O desgaste das ferramentas aumenta e o acabamento da peça é ruim, o que pode tornar o custo do processo maior, mesmo excluindo o uso do fluido de corte.
VI Seminário da Pós-graduação em Engenharia Mecânica
4
3. MATERIAIS E MÉTODOS
Este estudo visou à criação e análise do comportamento de um sistema de refrigeração da ferramenta de corte no torneamento através da circulação de um fluído refrigerante no interior do porta-ferramenta. Foi confeccionado um porta-ferramentas com uma câmara de evaporação para o fluído abaixo da ferramenta de corte, de maneira que o calor fosse transferido da ferramenta ao fluído por uma interface de cobre. Com o objetivo de compreender as mudanças no perfil térmico da ferramenta geradas pelo uso deste novo sistema de refrigeração, foram coletadas as variações das temperaturas da ferramenta de corte durante os ensaios e uma simulação térmica foi desenvolvida.
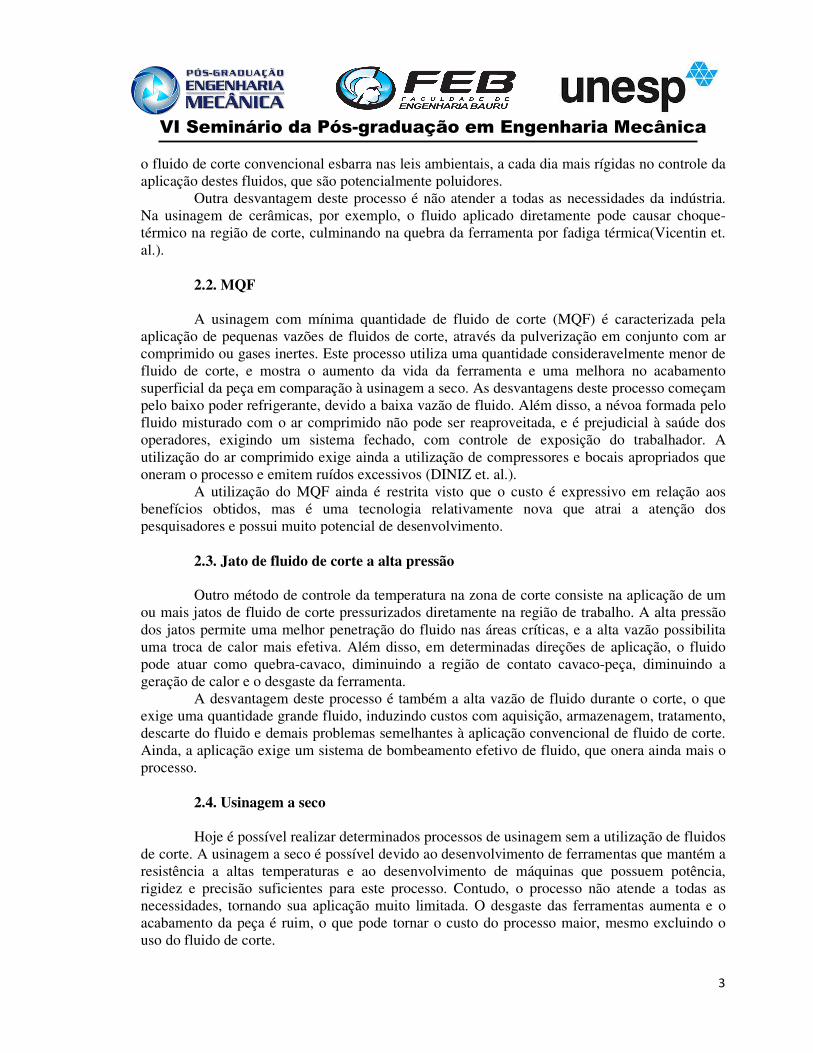
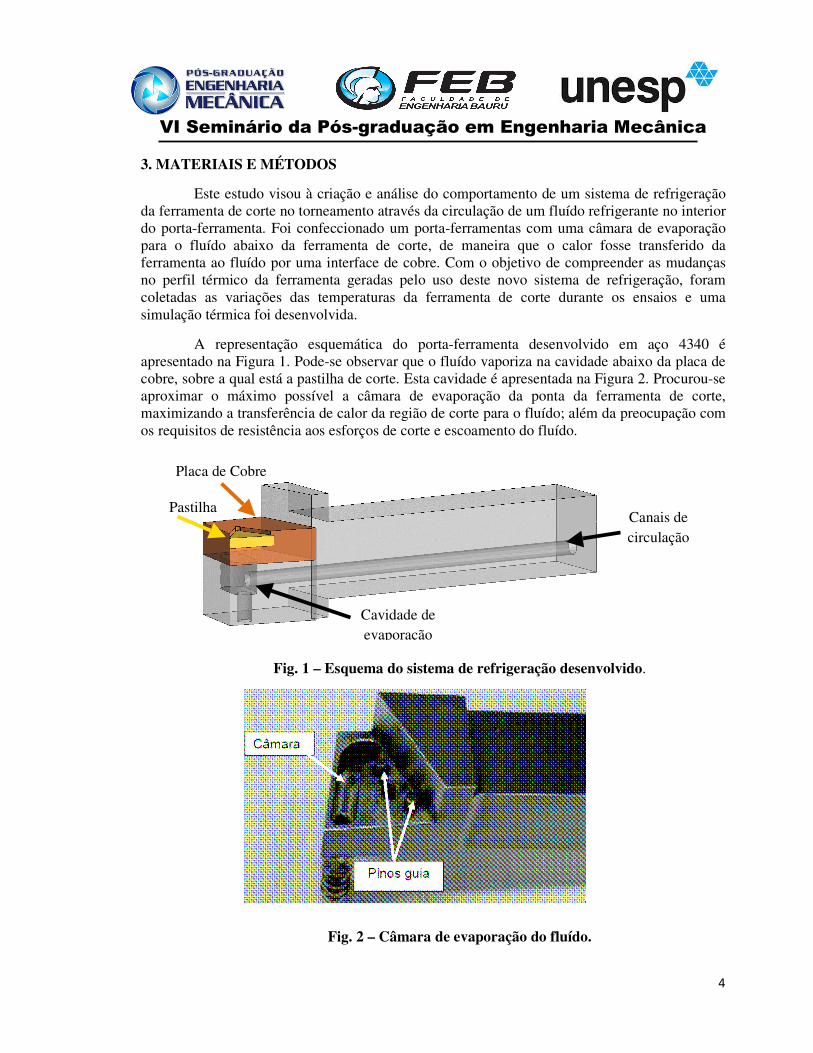
A representação esquemática do porta-ferramenta desenvolvido em aço 4340 é apresentado na Figura 1. Pode-se observar que o fluído vaporiza na cavidade abaixo da placa de cobre, sobre a qual está a pastilha de corte. Esta cavidade é apresentada na Figura 2. Procurou-se aproximar o máximo possível a câmara de evaporação da ponta da ferramenta de corte, maximizando a transferência de calor da região de corte para o fluído; além da preocupação com os requisitos de resistência aos esforços de corte e escoamento do fluído.
Fig. 1 – Esquema do sistema de refrigeração desenvolvido.
Fig. 2 – Câmara de evaporação do fluído.
Pastilha Canais de circulação
Placa de Cobre
Cavidade de evaporação
VI Seminário da Pós-graduação em Engenharia Mecânica
5
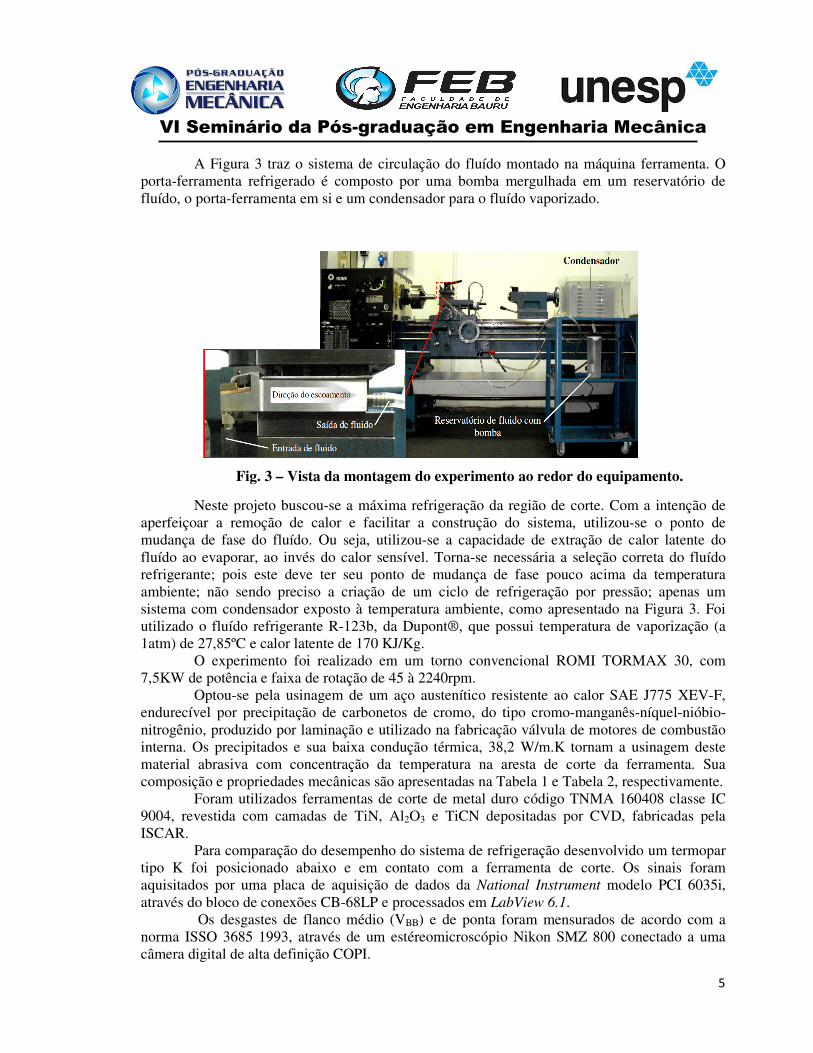
A Figura 3 traz o sistema de circulação do fluído montado na máquina ferramenta. O porta-ferramenta refrigerado é composto por uma bomba mergulhada em um reservatório de fluído, o porta-ferramenta em si e um condensador para o fluído vaporizado.
Fig. 3 – Vista da montagem do experimento ao redor do equipamento.
Neste projeto buscou-se a máxima refrigeração da região de corte. Com a intenção de aperfeiçoar a remoção de calor e facilitar a construção do sistema, utilizou-se o ponto de mudança de fase do fluído. Ou seja, utilizou-se a capacidade de extração de calor latente do fluído ao evaporar, ao invés do calor sensível. Torna-se necessária a seleção correta do fluído refrigerante; pois este deve ter seu ponto de mudança de fase pouco acima da temperatura ambiente; não sendo preciso a criação de um ciclo de refrigeração por pressão; apenas um sistema com condensador exposto à temperatura ambiente, como apresentado na Figura 3. Foi utilizado o fluído refrigerante R-123b, da Dupont®, que possui temperatura de vaporização (a 1atm) de 27,85ºC e calor latente de 170 KJ/Kg.
O experimento foi realizado em um torno convencional ROMI TORMAX 30, com 7,5KW de potência e faixa de rotação de 45 à 2240rpm.
Optou-se pela usinagem de um aço austenítico resistente ao calor SAE J775 XEV-F, endurecível por precipitação de carbonetos de cromo, do tipo cromo-manganês-níquel-nióbio-nitrogênio, produzido por laminação e utilizado na fabricação válvula de motores de combustão interna. Os precipitados e sua baixa condução térmica, 38,2 W/m.K tornam a usinagem deste material abrasiva com concentração da temperatura na aresta de corte da ferramenta. Sua composição e propriedades mecânicas são apresentadas na Tabela 1 e Tabela 2, respectivamente.
Foram utilizados ferramentas de corte de metal duro código TNMA 160408 classe IC 9004, revestida com camadas de TiN, Al2O3 e TiCN depositadas por CVD, fabricadas pela ISCAR.
Para comparação do desempenho do sistema de refrigeração desenvolvido um termopar tipo K foi posicionado abaixo e em contato com a ferramenta de corte. Os sinais foram aquisitados por uma placa de aquisição de dados da National Instrument modelo PCI 6035i, através do bloco de conexões CB-68LP e processados em LabView 6.1.
Os desgastes de flanco médio (VBB) e de ponta foram mensurados de acordo com a norma ISSO 3685 1993, através de um estéreomicroscópio Nikon SMZ 800 conectado a uma câmera digital de alta definição COPI.
VI Seminário da Pós-graduação em Engenharia Mecânica
6
Um rugosímetro portátil Taylor Hobson Surftronic 3+ foi utilizado para mensurar a rugosidade produzida na peça em cada ensaio.
Foram realizados ensaios de corte utilizado o sistema de refrigeração interna, corte a seco e corte utilizando a aplicação convencional, abundante, de emulsão de 5% de óleo semi-sintético. Ao final dos ensaios o desgaste da ferramenta de corte e a rugosidade prdozida na peça foram mensuradas.
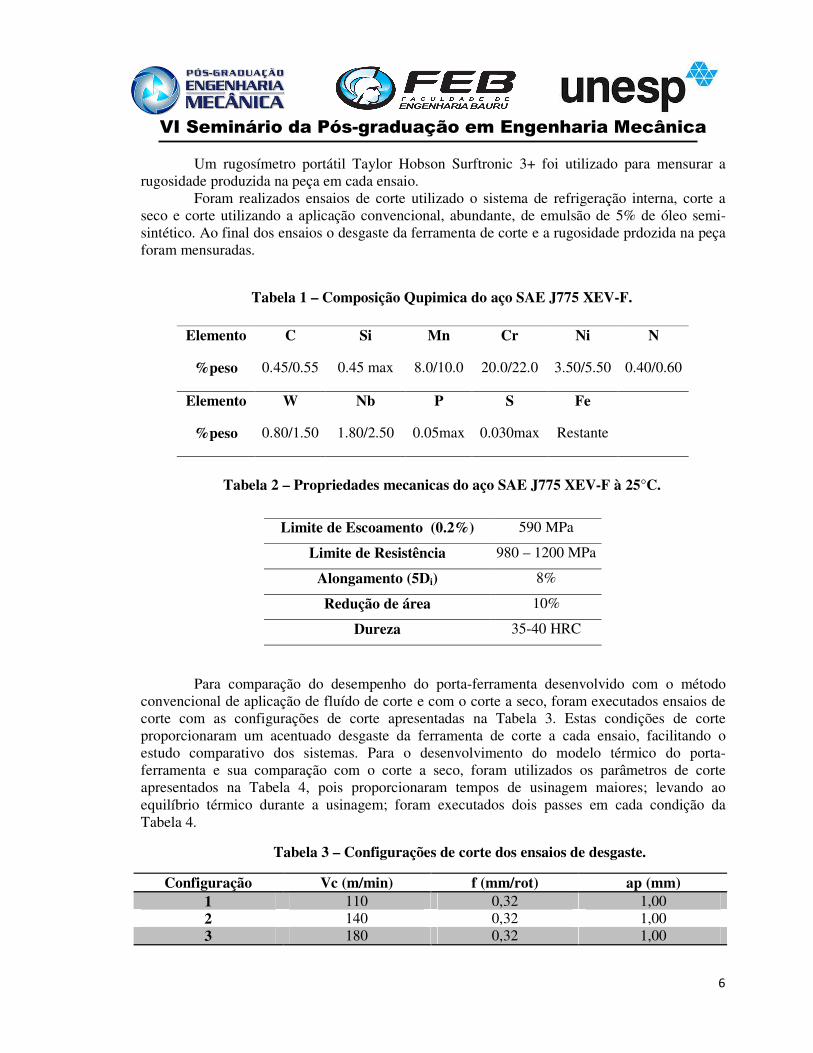
Tabela 1 – Composição Qupimica do aço SAE J775 XEV-F.
Tabela 2 – Propriedades mecanicas do aço SAE J775 XEV-F à 25°C.
Limite de Escoamento (0.2%) 590 MPa
Limite de Resistência 980 – 1200 MPa
Alongamento (5Di) 8%
Redução de área 10%
Dureza 35-40 HRC
Para comparação do desempenho do porta-ferramenta desenvolvido com o método convencional de aplicação de fluído de corte e com o corte a seco, foram executados ensaios de corte com as configurações de corte apresentadas na Tabela 3. Estas condições de corte proporcionaram um acentuado desgaste da ferramenta de corte a cada ensaio, facilitando o estudo comparativo dos sistemas. Para o desenvolvimento do modelo térmico do porta-ferramenta e sua comparação com o corte a seco, foram utilizados os parâmetros de corte apresentados na Tabela 4, pois proporcionaram tempos de usinagem maiores; levando ao equilíbrio térmico durante a usinagem; foram executados dois passes em cada condição da Tabela 4.
Tabela 3 – Configurações de corte dos ensaios de desgaste.
Configuração Vc (m/min) f (mm/rot) ap (mm) 1 110 0,32 1,00 2 140 0,32 1,00 3 180 0,32 1,00
Elemento C Si Mn Cr Ni N
%peso 0.45/0.55 0.45 max 8.0/10.0 20.0/22.0 3.50/5.50 0.40/0.60
Elemento W Nb P S Fe
%peso 0.80/1.50 1.80/2.50 0.05max 0.030max Restante
VI Seminário da Pós-graduação em Engenharia Mecânica
7
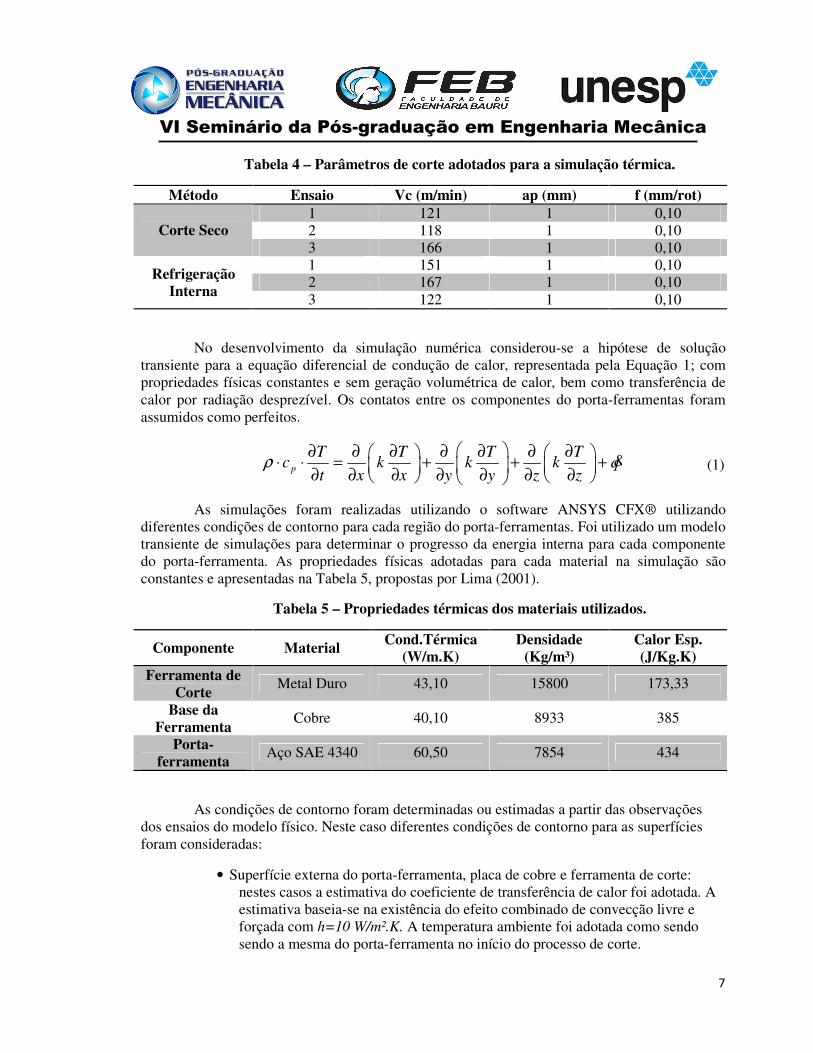
Tabela 4 – Parâmetros de corte adotados para a simulação térmica.
Método Ensaio Vc (m/min) ap (mm) f (mm/rot) 1 121 1 0,10 2 118 1 0,10 Corte Seco 3 166 1 0,10 1 151 1 0,10 2 167 1 0,10 Refrigeração
Interna 3 122 1 0,10
No desenvolvimento da simulação numérica considerou-se a hipótese de solução transiente para a equação diferencial de condução de calor, representada pela Equação 1; com propriedades físicas constantes e sem geração volumétrica de calor, bem como transferência de calor por radiação desprezível. Os contatos entre os componentes do porta-ferramentas foram assumidos como perfeitos.
p
T T T Tc k k k q
t x x y y z zρ
∂ ∂ ∂ ∂ ∂ ∂ ∂ ⋅ ⋅ = + + +
∂ ∂ ∂ ∂ ∂ ∂ ∂ & (1)
As simulações foram realizadas utilizando o software ANSYS CFX® utilizando diferentes condições de contorno para cada região do porta-ferramentas. Foi utilizado um modelo transiente de simulações para determinar o progresso da energia interna para cada componente do porta-ferramenta. As propriedades físicas adotadas para cada material na simulação são constantes e apresentadas na Tabela 5, propostas por Lima (2001).
Tabela 5 – Propriedades térmicas dos materiais utilizados.
Componente Material Cond.Térmica (W/m.K)
Densidade (Kg/m³)
Calor Esp. (J/Kg.K)
Ferramenta de Corte
Metal Duro 43,10 15800 173,33
Base da Ferramenta
Cobre 40,10 8933 385
Porta-ferramenta
Aço SAE 4340 60,50 7854 434
As condições de contorno foram determinadas ou estimadas a partir das observações dos ensaios do modelo físico. Neste caso diferentes condições de contorno para as superfícies foram consideradas:
• Superfície externa do porta-ferramenta, placa de cobre e ferramenta de corte: nestes casos a estimativa do coeficiente de transferência de calor foi adotada. A estimativa baseia-se na existência do efeito combinado de convecção livre e forçada com h=10 W/m².K. A temperatura ambiente foi adotada como sendo sendo a mesma do porta-ferramenta no início do processo de corte.
VI Seminário da Pós-graduação em Engenharia Mecânica
8
• Câmara de vaporização: as condições de contorno dependem dos resultados da simulação. Para o porta-ferramenta sem a circulação de fluído assumiu-se que a superfície encontrava-se isolada. Para o caso com a refrigeração interna foi adotado que o fluxo de calor gerado é transferido para o fluído por convecção. O coeficiente de transferência de calor neste caso foi adotado como o mais semelhante aos resultados experimentais obtidos.
• Zona de aquecimento: que é representada por duas superfícies diferentes, a zona de aderência (ZAD) e zona de escorregamento (ZES). Para a zona de aderência foi assumida uma área com o mesmo tamanho do cavaco não deformado, ou seja, a área teórica de corte. A zona de escorregamento foi considerada como proporcional ao desgaste da ferramenta. Nesta região um fluxo de calor específico foi adotado. O fluxo de calor total nesta região foi determinado de maneira iterativa baseada nos resultados experimentais.
4. RESULTADOS
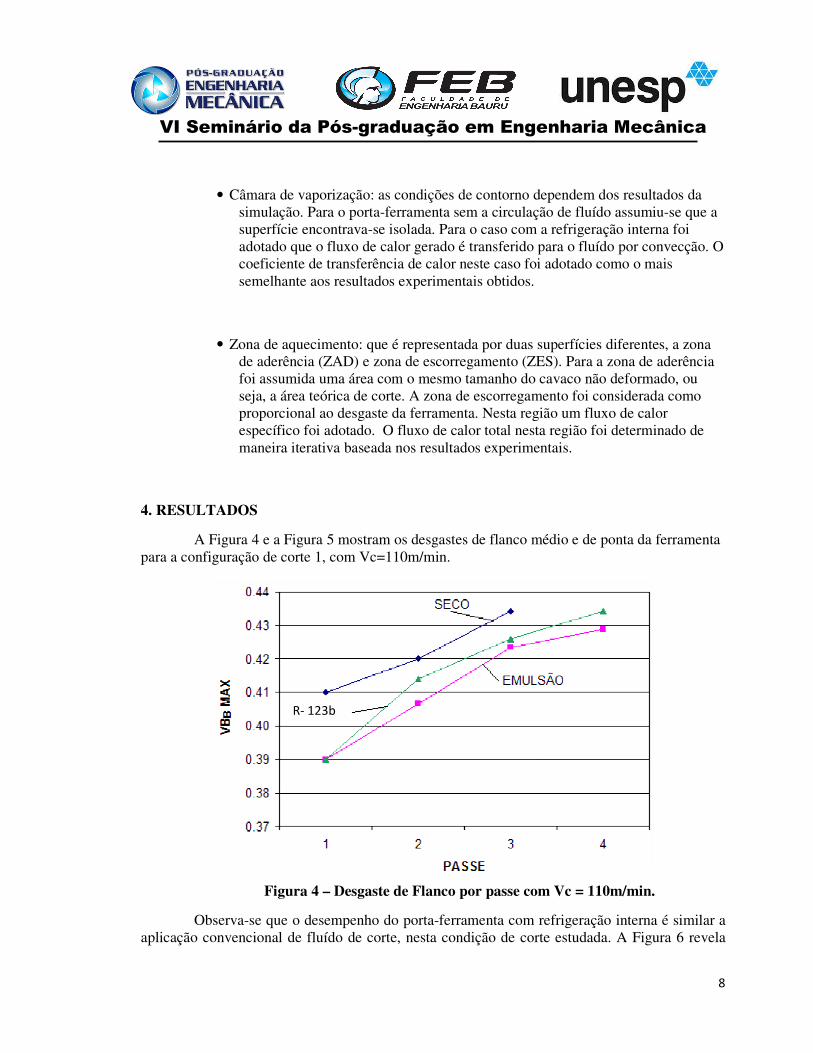
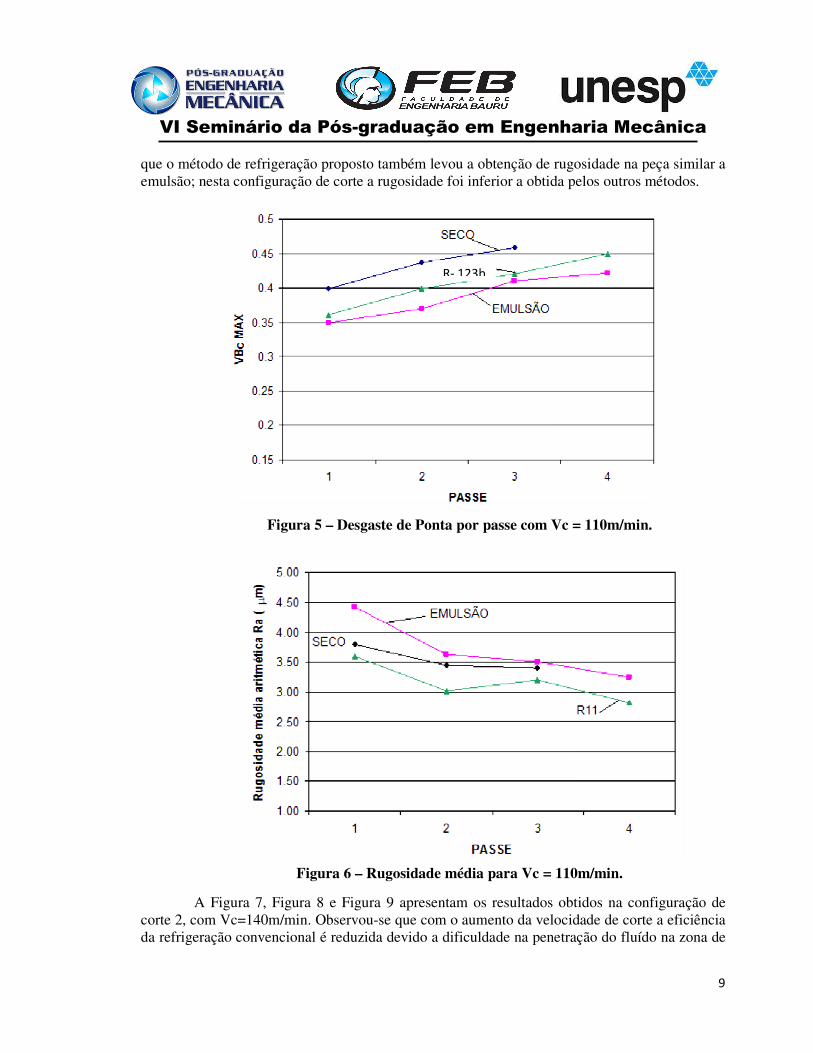
A Figura 4 e a Figura 5 mostram os desgastes de flanco médio e de ponta da ferramenta para a configuração de corte 1, com Vc=110m/min.
Figura 4 – Desgaste de Flanco por passe com Vc = 110m/min.
Observa-se que o desempenho do porta-ferramenta com refrigeração interna é similar a aplicação convencional de fluído de corte, nesta condição de corte estudada. A Figura 6 revela
R- 123b
VI Seminário da Pós-graduação em Engenharia Mecânica
9
que o método de refrigeração proposto também levou a obtenção de rugosidade na peça similar a emulsão; nesta configuração de corte a rugosidade foi inferior a obtida pelos outros métodos.
Figura 5 – Desgaste de Ponta por passe com Vc = 110m/min.
Figura 6 – Rugosidade média para Vc = 110m/min.
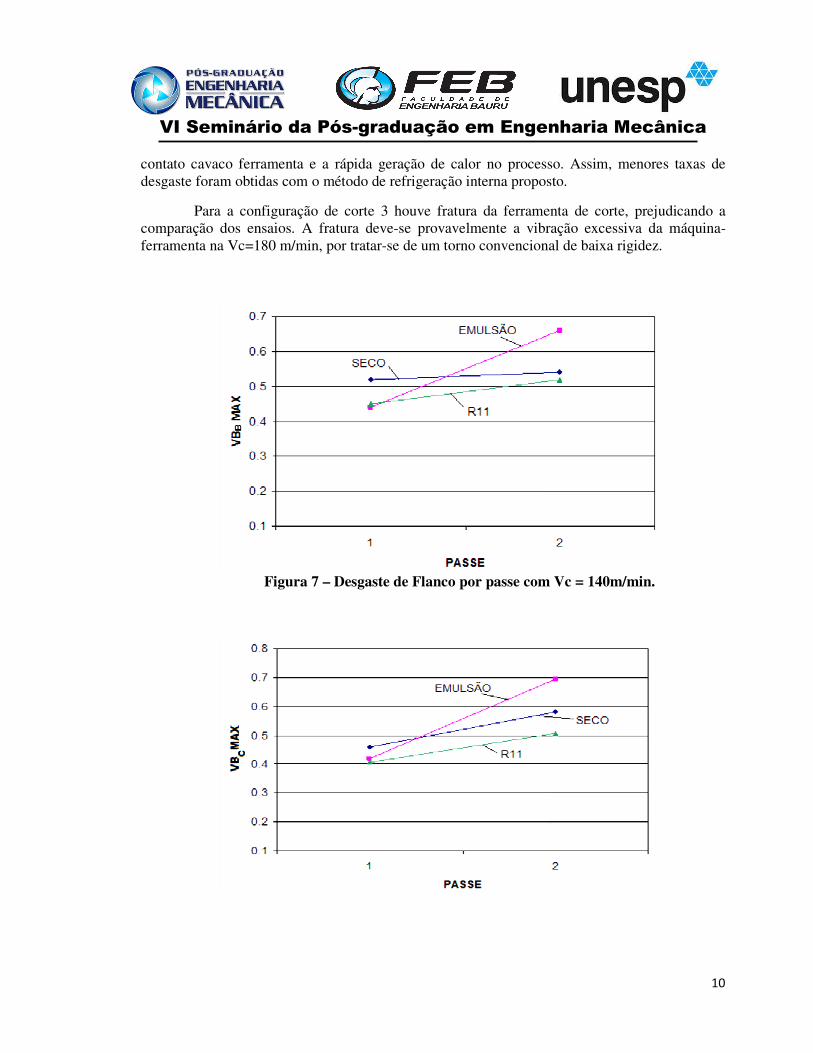
A Figura 7, Figura 8 e Figura 9 apresentam os resultados obtidos na configuração de corte 2, com Vc=140m/min. Observou-se que com o aumento da velocidade de corte a eficiência da refrigeração convencional é reduzida devido a dificuldade na penetração do fluído na zona de
R- 123b
R- 123b
VI Seminário da Pós-graduação em Engenharia Mecânica
10
contato cavaco ferramenta e a rápida geração de calor no processo. Assim, menores taxas de desgaste foram obtidas com o método de refrigeração interna proposto.
Para a configuração de corte 3 houve fratura da ferramenta de corte, prejudicando a comparação dos ensaios. A fratura deve-se provavelmente a vibração excessiva da máquina-ferramenta na Vc=180 m/min, por tratar-se de um torno convencional de baixa rigidez.
Figura 7 – Desgaste de Flanco por passe com Vc = 140m/min.
VI Seminário da Pós-graduação em Engenharia Mecânica
11
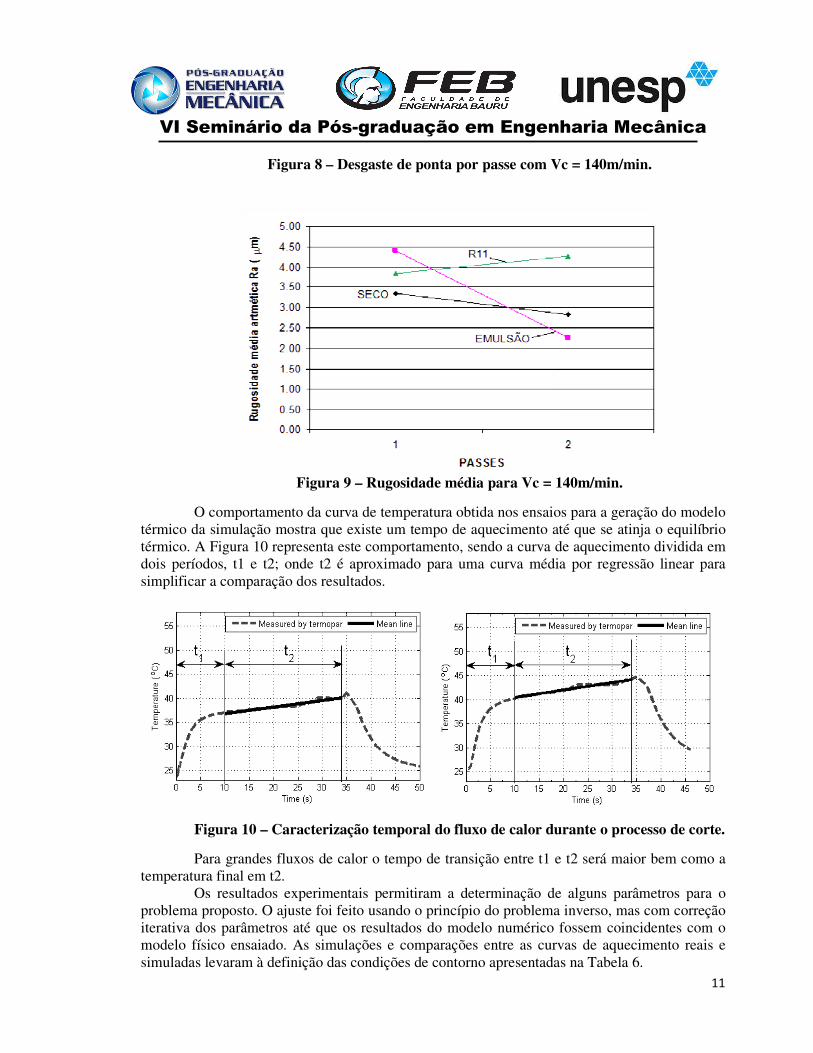
Figura 8 – Desgaste de ponta por passe com Vc = 140m/min.
Figura 9 – Rugosidade média para Vc = 140m/min.
O comportamento da curva de temperatura obtida nos ensaios para a geração do modelo térmico da simulação mostra que existe um tempo de aquecimento até que se atinja o equilíbrio térmico. A Figura 10 representa este comportamento, sendo a curva de aquecimento dividida em dois períodos, t1 e t2; onde t2 é aproximado para uma curva média por regressão linear para simplificar a comparação dos resultados.
Figura 10 – Caracterização temporal do fluxo de calor durante o processo de corte.
Para grandes fluxos de calor o tempo de transição entre t1 e t2 será maior bem como a temperatura final em t2.
Os resultados experimentais permitiram a determinação de alguns parâmetros para o problema proposto. O ajuste foi feito usando o princípio do problema inverso, mas com correção iterativa dos parâmetros até que os resultados do modelo numérico fossem coincidentes com o modelo físico ensaiado. As simulações e comparações entre as curvas de aquecimento reais e simuladas levaram à definição das condições de contorno apresentadas na Tabela 6.
VI Seminário da Pós-graduação em Engenharia Mecânica
12
Tabela 6 – Parâmetros numéricos estimados através dos testes experimentais.
Simulação Passe h (W/K.m²)
Coef. de Transf. Interno
(W/Km²)
Fluxo de Calor em
ZAD (W/m²)
Fluxo de Calor em
ZES (W/m²)
1 10 Adiabático 108 5.107 Corte Seco
2 10 Adiabático 8,15.107 4,08.107
1 10 2000 8.107 4.107 Ref. Interna
2 10 1700 9,1.107 4,55.107 Baseado nos parâmetros determinados a partir dos testes experimentais foi possível
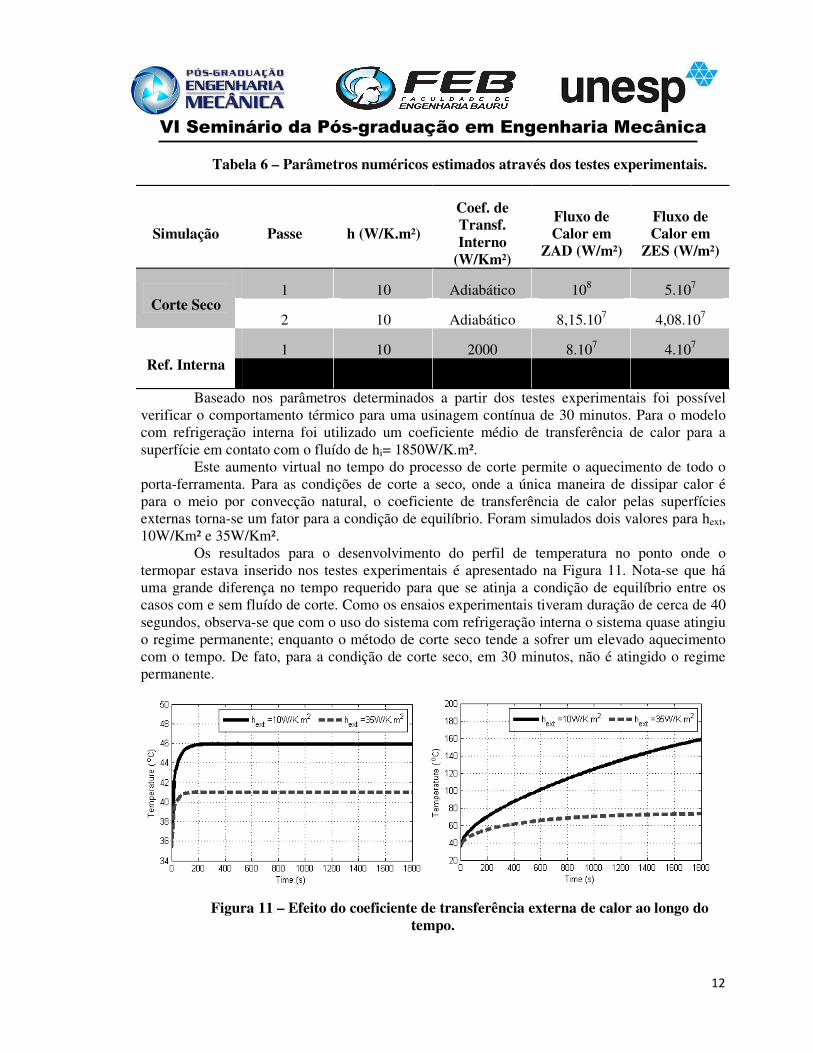
verificar o comportamento térmico para uma usinagem contínua de 30 minutos. Para o modelo com refrigeração interna foi utilizado um coeficiente médio de transferência de calor para a superfície em contato com o fluído de hi= 1850W/K.m².
Este aumento virtual no tempo do processo de corte permite o aquecimento de todo o porta-ferramenta. Para as condições de corte a seco, onde a única maneira de dissipar calor é para o meio por convecção natural, o coeficiente de transferência de calor pelas superfícies externas torna-se um fator para a condição de equilíbrio. Foram simulados dois valores para hext, 10W/Km² e 35W/Km².
Os resultados para o desenvolvimento do perfil de temperatura no ponto onde o termopar estava inserido nos testes experimentais é apresentado na Figura 11. Nota-se que há uma grande diferença no tempo requerido para que se atinja a condição de equilíbrio entre os casos com e sem fluído de corte. Como os ensaios experimentais tiveram duração de cerca de 40 segundos, observa-se que com o uso do sistema com refrigeração interna o sistema quase atingiu o regime permanente; enquanto o método de corte seco tende a sofrer um elevado aquecimento com o tempo. De fato, para a condição de corte seco, em 30 minutos, não é atingido o regime permanente.
Figura 11 – Efeito do coeficiente de transferência externa de calor ao longo do tempo.
VI Seminário da Pós-graduação em Engenharia Mecânica
13
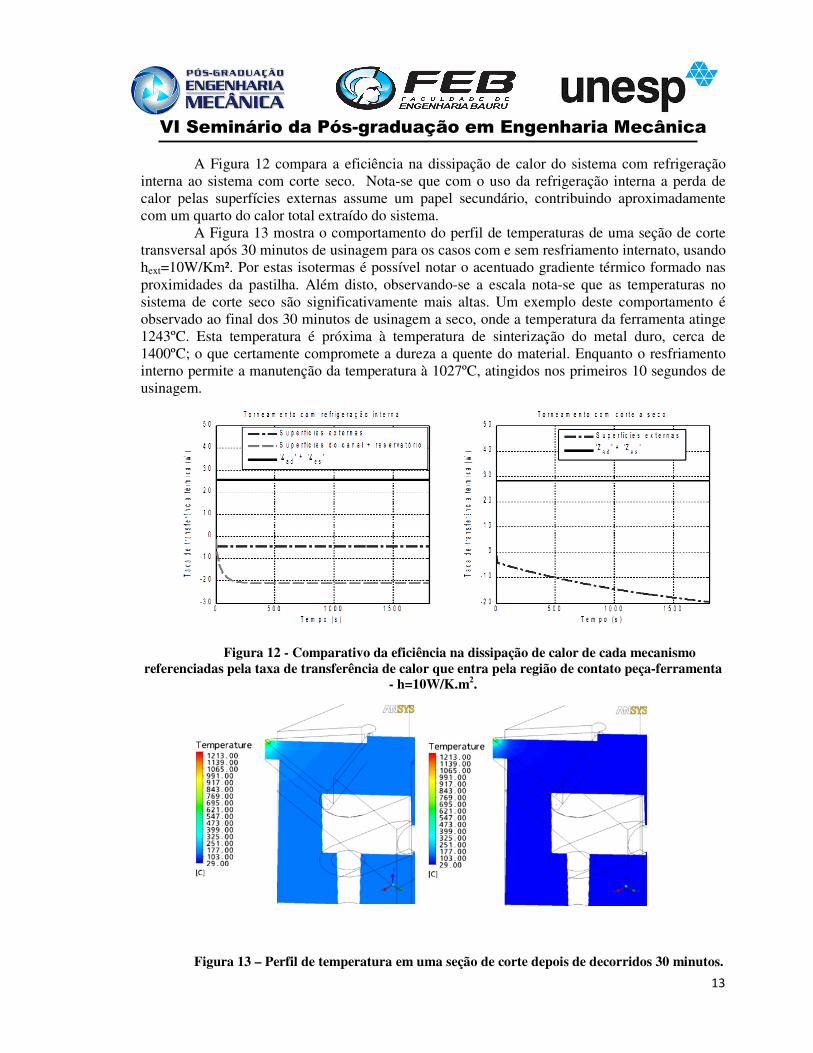
A Figura 12 compara a eficiência na dissipação de calor do sistema com refrigeração interna ao sistema com corte seco. Nota-se que com o uso da refrigeração interna a perda de calor pelas superfícies externas assume um papel secundário, contribuindo aproximadamente com um quarto do calor total extraído do sistema.
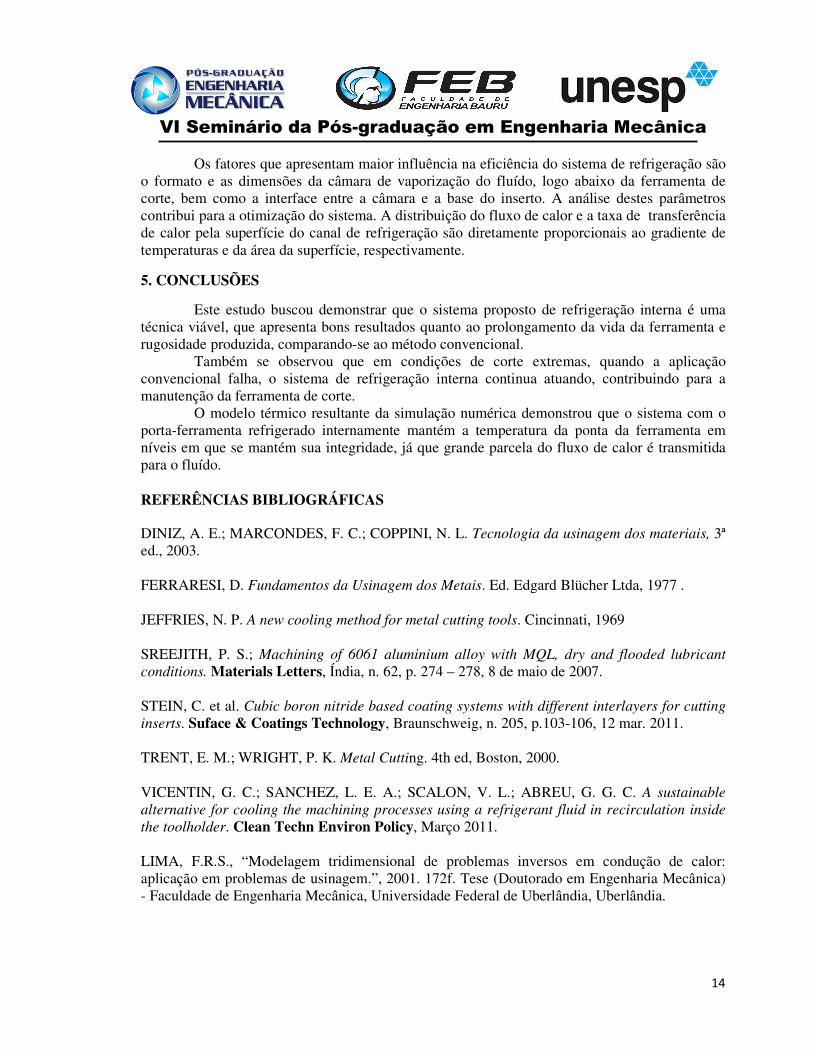
A Figura 13 mostra o comportamento do perfil de temperaturas de uma seção de corte transversal após 30 minutos de usinagem para os casos com e sem resfriamento internato, usando hext=10W/Km². Por estas isotermas é possível notar o acentuado gradiente térmico formado nas proximidades da pastilha. Além disto, observando-se a escala nota-se que as temperaturas no sistema de corte seco são significativamente mais altas. Um exemplo deste comportamento é observado ao final dos 30 minutos de usinagem a seco, onde a temperatura da ferramenta atinge 1243ºC. Esta temperatura é próxima à temperatura de sinterização do metal duro, cerca de 1400ºC; o que certamente compromete a dureza a quente do material. Enquanto o resfriamento interno permite a manutenção da temperatura à 1027ºC, atingidos nos primeiros 10 segundos de usinagem.
Figura 12 - Comparativo da eficiência na dissipação de calor de cada mecanismo
referenciadas pela taxa de transferência de calor que entra pela região de contato peça-ferramenta - h=10W/K.m2.
Figura 13 – Perfil de temperatura em uma seção de corte depois de decorridos 30 minutos.
VI Seminário da Pós-graduação em Engenharia Mecânica
14
Os fatores que apresentam maior influência na eficiência do sistema de refrigeração são o formato e as dimensões da câmara de vaporização do fluído, logo abaixo da ferramenta de corte, bem como a interface entre a câmara e a base do inserto. A análise destes parâmetros contribui para a otimização do sistema. A distribuição do fluxo de calor e a taxa de transferência de calor pela superfície do canal de refrigeração são diretamente proporcionais ao gradiente de temperaturas e da área da superfície, respectivamente.
5. CONCLUSÕES
Este estudo buscou demonstrar que o sistema proposto de refrigeração interna é uma técnica viável, que apresenta bons resultados quanto ao prolongamento da vida da ferramenta e rugosidade produzida, comparando-se ao método convencional.
Também se observou que em condições de corte extremas, quando a aplicação convencional falha, o sistema de refrigeração interna continua atuando, contribuindo para a manutenção da ferramenta de corte.
O modelo térmico resultante da simulação numérica demonstrou que o sistema com o porta-ferramenta refrigerado internamente mantém a temperatura da ponta da ferramenta em níveis em que se mantém sua integridade, já que grande parcela do fluxo de calor é transmitida para o fluído. REFERÊNCIAS BIBLIOGRÁFICAS
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem dos materiais, 3ª ed., 2003.
FERRARESI, D. Fundamentos da Usinagem dos Metais. Ed. Edgard Blücher Ltda, 1977 .
JEFFRIES, N. P. A new cooling method for metal cutting tools. Cincinnati, 1969
SREEJITH, P. S.; Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant
conditions. Materials Letters, Índia, n. 62, p. 274 – 278, 8 de maio de 2007.
STEIN, C. et al. Cubic boron nitride based coating systems with different interlayers for cutting
inserts. Suface & Coatings Technology, Braunschweig, n. 205, p.103-106, 12 mar. 2011.
TRENT, E. M.; WRIGHT, P. K. Metal Cutting. 4th ed, Boston, 2000.
VICENTIN, G. C.; SANCHEZ, L. E. A.; SCALON, V. L.; ABREU, G. G. C. A sustainable
alternative for cooling the machining processes using a refrigerant fluid in recirculation inside
the toolholder. Clean Techn Environ Policy, Março 2011.
LIMA, F.R.S., “Modelagem tridimensional de problemas inversos em condução de calor: aplicação em problemas de usinagem.”, 2001. 172f. Tese (Doutorado em Engenharia Mecânica) - Faculdade de Engenharia Mecânica, Universidade Federal de Uberlândia, Uberlândia.





























