Embed Size (px)
Citation preview

Tensile Properties and Microstructural Variations Across the Dissimilar Metal Weld Joint of Ferritic Steel and Austenitic Stainless Steel
K.Karthicka,*, S.Malarvizhia, V.Balasubramaniana, S.A.Krishnanb, G. Sasikalab, and Shaju K Albertb aCentre for Materials Joining and Research (CEMAJOR), Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar-608002b Indira Gandhi Centre for Atomic Research (IGCAR), Kalpakkam - 603102
A B S T R A C T
In liquid metal cooled fast breeder reactors, modified 9Cr-1Mo ferritic steel (also called as Grade 91 or P91) and their variants are used for steam generators because of their stress corrosion cracking resistance, high thermal conductivity and low thermal expansion coefficient. For intermediate heat exchangers, austenitic stainless steel SS 316LN and their variants are used due to their high temperature creep strength and good corrosion resistance. So the dissimilar metal weld (DMW) joints between these materials are unavoidable. Inconel 82/182 filler metal is recommended to join these materials since its thermal expansion coefficient lies between that of P91 and SS 316LN. In the present investigation, the tensile properties of each region of DMW joint have been evaluated. DMW Joint between P91 and SS 316LN were fabricated using manual metal arc welding (MMAW) process with Inconel 82/182 filler metals. Room temperature tensile properties of various regions of DMJ were evaluated at a nominal strain rate of 1×10-3 s -1. Microstructural features of various regions of DMJ were examined through optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). Of the various regions, P91 base metal exhibited highest tensile strength and the transverse tensile specimens failed at the outer edge of the HAZ of P91 steel. Development of complex microstructures revealed at the interfaces is found to be the reason for the heterogeneous tensile properties.
Keywords: Dissimilar Metal Weld Joint, Tensile Properties, Microhardness, Microstructures
* Corresponding author. Tel.: +91-9488465517 E-mail address: [email protected]

2 SOJOM 2018
1. Introduction
In sodium cooled fast breeder reactors, modified 9Cr-1Mo (also known as Grade 91 or P91) ferritic martensitic steel (FMS) is used to fabricate the steam generators. This steel is a modified version of plain 9Cr-1Mo steel with a controlled addition of Niobium (Nb) and Vanadium (V) to improve its elevated temperature properties. Nb and V form fine precipitates in the tempered martensitic matrix which resist the dislocation motion. For intermediate heat exchangers (IHX) and primary piping of sodium loops stainless steels (SS 304L and SS 316LN) are used due to its creep strengths and good corrosion resistance. So the dissimilar metal joint (DMJ) between P91 and SS 316LN is unavoidable in fast breeder reactors [1-4]. The direct bi-metallic joint between these materials will experience premature failure because of the large difference in coefficient of thermal expansion, CTE, (12.6 µm/m/K for P91 and 18.5 µm/m/K for SS 316LN) and carbon migration (from low chromium ferritic steel side to high chromium stainless steel) [5]. To overcome the above issues, tri-metallic joints (TMJ) is proposed by Bhaduri et al. [6]. In this, an intermediate piece, Alloy 800 with CTE = 15.5 µm/m/K is introduced between P91 and 316 LN to minimize the thermal stresses caused by a difference in co-efficient of thermal expansion. To join these tri-metals, various consumables are used. For P91 to Alloy 800, nickel based filler metal Inconel 82/182 is used and for Alloy 800 to SS 316LN, iron based filler metal (16-8-2) is used. Though the TMJ would have lower thermal stresses, the weight of the joint will be more, and this will reduce the overall efficiency by 0.01%. Another option is to use buttering that will reduce the weight of the joints and provide the properties similar to TMJ. Many failures have been reported [6] across the globe in the DMJ made with Inconel 82/182 filler metals. The reason for these failures is the mechanical properties variations and microstructural heterogeneity across the joints. The integrity of these DMJ is very important in consideration of service life. At present, no accurate method is available for evaluating the structural integrity of DMJ. The data available for the similar joints are used for evaluating the structural integrity of DMJ [7]. For a better integrity assessment for DMJ, the mechanical properties of individual regions need to be evaluated. Some researchers [8-13] have studied the mechanical properties variation across the DMJ between low alloy steel to stainless steel joints using miniature specimens. No literature has been found yet on evaluating the mechanical properties variation across the DMJ between P91 to SS 316LN. Hence, the present investigation is focused on evaluating the tensile properties and microstructural characteristics of the various region of DMJ between P91 to SS 316LN using miniature tensile specimens.
2. Experimental Work
The rolled plates of P91 FMS and SS 316LN were used in this investigation. The P91 plates of 25 mm thick were supplied in normalized (1080 °C for 30 min) and tempered (760°C for 1 h) condition. The SS 316LN of 30 mm thick plates were supplied in solution annealed (1050 °C for 1 h) condition. The SS 316LN plates were machined to a thickness of 25 mm in order to maintain same thickness before welding. For welding of these materials, Inconel 182 filler metals were used. used. The tensile properties of various regions (such as base metals, weld metal, buttering, HAZs) were carried out using miniature tensile specimens. Transverse tensile test was done in
order to know the weakest region in the DMJ. All tensile tests were carried out at room temperature (27 °C) and a strain rate of 1×10-3 s-1. Microhardness across the DMJ were recorded. Microstructural features of various regions were analyzed by optical microscopy (OM). Energy dispersive X-ray spectrometry (EDS) line scan was performed across the interfaces to understand the migration of elements such as Fe, Cr, Ni and Mn. The morphology of secondary phase particles and the density of dislocations were analyzed by using transmission electron microscopy (TEM). For TEM analysis, the specimens were extracted from different locations such as BMs, HAZs and WM etc. Thin foils of 100 µm thickness were prepared by mechanical polishing. Twin-jet electro polishing machine was used for further thinning, with the specimens immersed in the electrolyte (85% methanol and 15% perchloric acid) held at temperature of - 40° C.
3. Results and Discussion
3.1 Microstructures
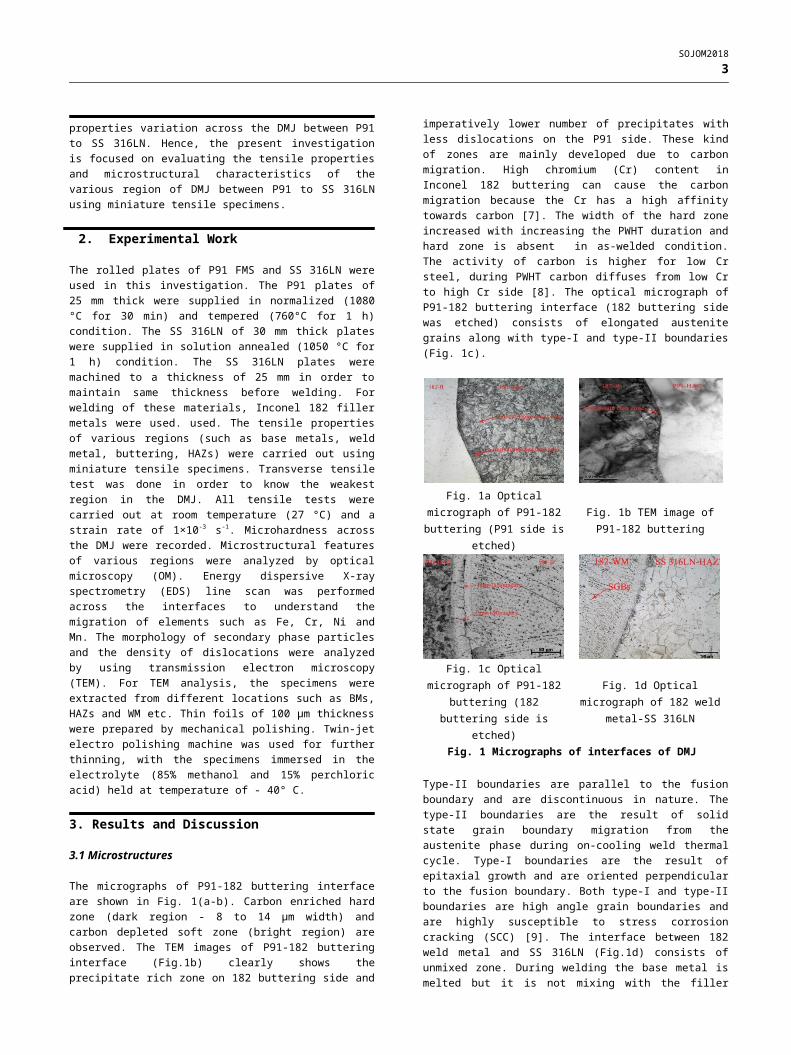
The micrographs of P91-182 buttering interface are shown in Fig. 1(a-b). Carbon enriched hard zone (dark region - 8 to 14 µm width) and carbon depleted soft zone (bright region) are observed. The TEM images of P91-182 buttering interface (Fig.1b) clearly shows the precipitate rich zone on 182 buttering side and imperatively lower number of precipitates with less dislocations on the P91 side. These kind of zones are mainly developed due to carbon migration. High chromium (Cr) content in Inconel 182 buttering can cause the carbon migration because the Cr has a high affinity towards carbon [7]. The width of the hard zone increased with increasing the PWHT duration and hard zone is absent in as-welded condition. The activity of carbon is higher for low Cr steel, during PWHT carbon diffuses from low Cr to high Cr side [8]. The optical micrograph of P91-182 buttering interface (182 buttering side was etched) consists of elongated austenite grains along with type-I and type-II boundaries (Fig. 1c).
Fig. 1a Optical micrograph of P91-182 buttering (P91 side is
etched)
Fig. 1b TEM image of P91-182 buttering
Fig. 1c Optical micrograph of P91-182 buttering (182 buttering
side is etched)
Fig. 1d Optical micrograph of 182 weld metal-SS 316LN
Fig. 1 Micrographs of interfaces of DMJ
SOJOM2018 3
Type-II boundaries are parallel to the fusion boundary and are discontinuous in nature. The type-II boundaries are the result of solid state grain boundary migration from the austenite phase during on-cooling weld thermal cycle. Type-I boundaries are the result of epitaxial growth and are oriented perpendicular to the fusion boundary. Both type-I and type-II boundaries are high angle grain boundaries and are highly susceptible to stress corrosion cracking (SCC) [9]. The interface between 182 weld metal and SS 316LN (Fig.1d) consists of unmixed zone. During welding the base metal is melted but it is not mixing with the filler metal properly [10], and the width of this zone is not uniform (9-13 µm) throughout the thickness.
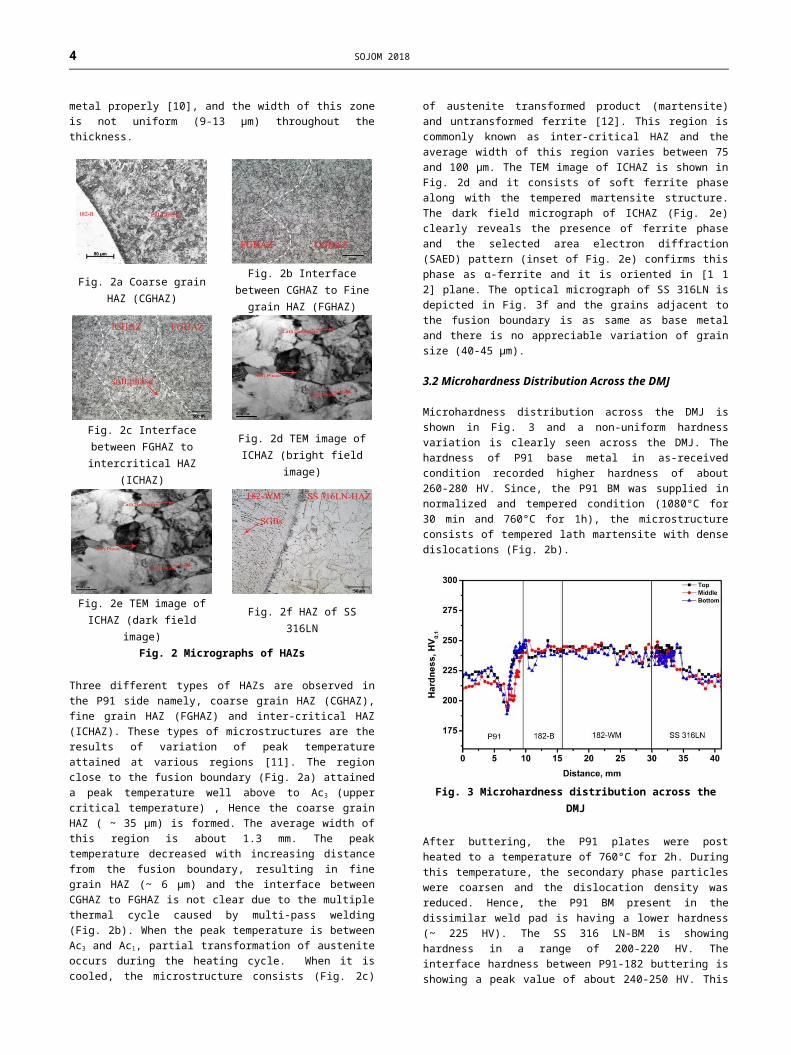
Fig. 2a Coarse grain HAZ (CGHAZ)
Fig. 2b Interface between CGHAZ to Fine grain HAZ
(FGHAZ)
Fig. 2c Interface between FGHAZ to intercritical HAZ
(ICHAZ)
Fig. 2d TEM image of ICHAZ (bright field image)
Fig. 2e TEM image of ICHAZ (dark field image)
Fig. 2f HAZ of SS 316LN
Fig. 2 Micrographs of HAZs
Three different types of HAZs are observed in the P91 side namely, coarse grain HAZ (CGHAZ), fine grain HAZ (FGHAZ) and inter-critical HAZ (ICHAZ). These types of microstructures are the results of variation of peak temperature attained at various regions [11]. The region close to the fusion boundary (Fig. 2a) attained a peak temperature well above to Ac3 (upper critical temperature) , Hence the coarse grain HAZ ( ~ 35 µm) is formed. The average width of this region is about 1.3 mm. The peak temperature decreased with increasing distance from the fusion boundary, resulting in fine grain HAZ (~ 6 µm) and the interface between CGHAZ to FGHAZ is not clear due to the multiple thermal cycle caused by multi-pass welding (Fig. 2b). When the peak temperature is between Ac3 and Ac1, partial transformation of austenite occurs during the heating cycle. When it is cooled, the microstructure consists (Fig. 2c) of austenite transformed product (martensite) and untransformed ferrite [12]. This region is commonly known as inter-critical HAZ and the average width of this
region varies between 75 and 100 µm. The TEM image of ICHAZ is shown in Fig. 2d and it consists of soft ferrite phase along with the tempered martensite structure. The dark field micrograph of ICHAZ (Fig. 2e) clearly reveals the presence of ferrite phase and the selected area electron diffraction (SAED) pattern (inset of Fig. 2e) confirms this phase as α-ferrite and it is oriented in [1 1 2] plane. The optical micrograph of SS 316LN is depicted in Fig. 3f and the grains adjacent to the fusion boundary is as same as base metal and there is no appreciable variation of grain size (40-45 µm).
3.2 Microhardness Distribution Across the DMJ
Microhardness distribution across the DMJ is shown in Fig. 3 and a non-uniform hardness variation is clearly seen across the DMJ. The hardness of P91 base metal in as-received condition recorded higher hardness of about 260-280 HV. Since, the P91 BM was supplied in normalized and tempered condition (1080°C for 30 min and 760°C for 1h), the microstructure consists of tempered lath martensite with dense dislocations (Fig. 2b).
Fig. 3 Microhardness distribution across the DMJ
After buttering, the P91 plates were post heated to a temperature of 760°C for 2h. During this temperature, the secondary phase particles were coarsen and the dislocation density was reduced. Hence, the P91 BM present in the dissimilar weld pad is having a lower hardness (~ 225 HV). The SS 316 LN-BM is showing hardness in a range of 200-220 HV. The interface hardness between P91-182 buttering is showing a peak value of about 240-250 HV. This peak hardness at the interface is a result of chemical composition mismatch, elements migration and dilution from the base metal. A soft zone is formed at a distance of 3-4 mm from the fusion boundary. The hardness is decreased suddenly in this region (from 230 HV to 187 HV) due to the presence of α-ferrite along with the over tempered martensite. There is no appreciable variation in the hardness values (230-240 HV) is observed between 182 buttering and 182 weld metal, since the chemical compositions of two filler metals are same. The HAZ of SS 316LN is showing a higher hardness than base metal. The increased hardness in the HAZ can be attributed to the repeated thermal cycle caused by multi-pass welding.
3.3 Tensile Properties Variations across the DMJ
The tensile properties of individual region (viz. P91-as received, P91-tempered, P91-HAZ, 182 buttering, 182 weld metal, 316-HAZ, 316-BM and transverse tensile specimen) were evaluated using miniature
4 SOJOM 2018
tensile specimens. In each condition, two specimens were tested and the average results with standard deviation are shown in Table 1 The transverse tensile specimens were failed at the outer edge of the HAZ of P91 side (around 4-5 mm from the fusion boundary). The transverse tensile results are consistent with microstructure and hardness (Fig. 3c and Fig. 5) of the particular region.
Table 1 Tensile Properties of Various Regions of DMJ
Region0.2 % Yield
Strength (MPa)
Ultimate Tensile
Strength (MPa)
Elongation in 16 mm GL (%)
P91-AR 590 (12.5) 722 (15.0) 20 (1.22)
P91-T 548 (12.7) 619 (13.3) 20 (1.03)
P91-HAZ 433 (11.3) 498 (14.2) 24 (0.77)
182- B 428 (20.2) 590 (24.2) 27 (1.44)
182-WM 363 (24.5) 514 (20.1) 29 (1.37)
316-HAZ 318 (10.4) 563 (8.02) 32 (0.92)
316-BM 221 (9.03) 520 (11.1) 47 (0.99)
Transverse 480 (11.4) 554 (13.2) 21 (1.06)
Note: The values given in the brackets are standard deviations
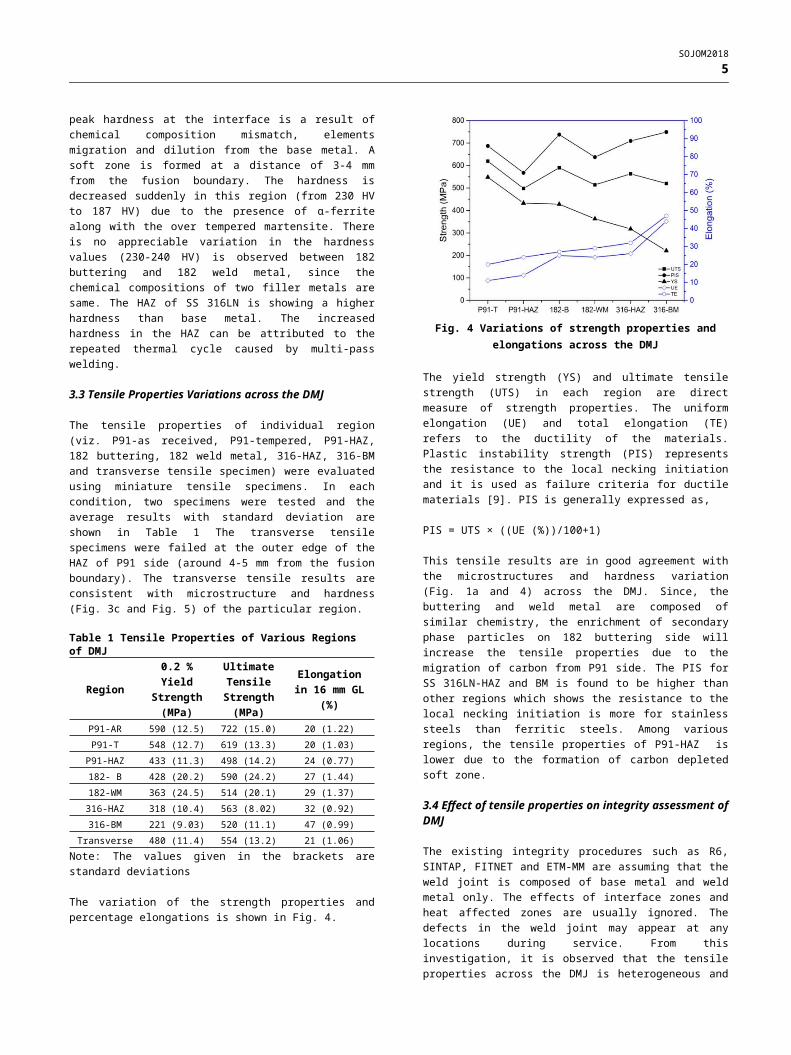
The variation of the strength properties and percentage elongations is shown in Fig. 4.
Fig. 4 Variations of strength properties and elongations across the DMJ
The yield strength (YS) and ultimate tensile strength (UTS) in each region are direct measure of strength properties. The uniform elongation (UE) and total elongation (TE) refers to the ductility of the materials. Plastic instability strength (PIS) represents the resistance to the local necking initiation and it is used as failure criteria for ductile materials [9]. PIS is generally expressed as,
PIS = UTS × ((UE (%))/100+1)
This tensile results are in good agreement with the microstructures and hardness variation (Fig. 1a and 4) across the DMJ. Since, the buttering and weld metal are composed of similar chemistry, the enrichment of secondary phase particles on 182 buttering side will increase the tensile properties due to the migration of carbon from P91 side. The PIS for SS 316LN-HAZ and BM is found to be higher than other regions which shows the resistance to the local necking initiation is more for stainless steels than ferritic steels. Among various regions, the tensile
properties of P91-HAZ is lower due to the formation of carbon depleted soft zone.
3.4 Effect of tensile properties on integrity assessment of DMJ
The existing integrity procedures such as R6, SINTAP, FITNET and ETM-MM are assuming that the weld joint is composed of base metal and weld metal only. The effects of interface zones and heat affected zones are usually ignored. The defects in the weld joint may appear at any locations during service. From this investigation, it is observed that the tensile properties across the DMJ is heterogeneous and this may affect the fracture and deformation behavior of various regions. If the crack is located on soft side, the strength ahead of the crack tip is lower than the adjacent regions and the under-matching is taken place. At this situation, the deformation at the crack tip is constrained, and this will increase the stress triaxiality and crack opening stress which results in local damage or even brittle fracture. This unstable fracture cannot be predicted using the available fracture mechanics parameters due to the variation in tensile properties across the joint .On the other hand, if the crack is at harder side, the strength ahead of the crack tip is higher and over-matching will occur. The crack tip stress and the stress triaxiality is lowered and the local damage is prevented and cause local high fracture toughness The development of structural integrity assessment without considering the mismatch effects will always provide non-conservative results. In order to find the mismatch effects, the tensile properties of various regions are to be evaluated. The evaluation of tensile properties using miniature tensile specimens are in good agreement with standard specimens with marginal variation in ductility. Hence, the local tensile properties and its mismatch effects are to be considered for the accurate structural integrity assessment of DMJ.
4. Conclusions
In this investigation, microstructural and tensile properties variations across the DMJ between ferritic steel and austenitic stainless steel was carried out. The important conclusions obtained from the results are as follows:
1. Formation of carbon enriched hard zone and carbon depleted soft zone at the interface between P91 and 182 buttering have significant effect on tensile properties. Unmixed zone was observed at the interface between 182 weld metal and SS 316LN. The formation of HAZ in P91 is highly inhomogeneous due to the temperature gradients caused by weld thermal cycles.
2. A soft zone was identified at 4 mm from the interface between P91 and 182 buttering. This zone consists of untransformed ferrite along with over tempered martensite.
3. The tensile properties (YS, UTS, PIS, UE and TE) across the DMJ are heterogeneous and the transverse tensile specimens were failed at the outer edge of the HAZ of P91 side. The heterogeneous tensile properties are mainly related to the local microstructure of a particular region. Among various regions, the 182 buttering region is exhibited higher tensile strength than other regions and this is due to the carbon migration from the low Cr P91 steel.
SOJOM2018 5
4. The variation in the tensile properties and the mismatch ratios will have the significant influence on crack tip plastic stress, deformation and fracture behavior. The deformation data at different regions will useful input for numerical and experimental analysis of fracture behaviour of DMWJ
5. Acknowledgements
The authors are grateful to UGC-DAE CSR (Kalpakkam node) for providing financial assistance (Project No. CSR-KN/CRS-56/2013-14/655) to carry out this investigation. Authors wish to record their sincere thanks to M/s. Mailam India Pvt. Limited, Pondicherry for the consumables supply
REFERENCES
[1] A.K. Bhaduri, K. Laha, V. Ganesan, T. Sakthivel, M. Nandagopal, G.V.P. Reddy, J.G. Kumar, V.D. Vijayanand, S.P. Selvi, G. Srinivasan, C.R. Das, A. Nagesha, S. Ravi, P. Parameswaran, R. Sandhya, and S.K. Albert (2016); Advanced Materials for Structural Components of Indian Sodium-Cooled Fast Reactors, Int. J. Press. Vessel. Pip., Elsevier Ltd, 2016, 139–140, p 1–14.
[2] P. Kumar and A. Pai (2014); An Overview of Welding Aspects and Challenges during Manufacture of Intermediate Heat Exchangers for 500MWe Prototype Fast Breeder Reactor, Procedia Eng., 86(Ic), p 173–183.
[3] P. Puthiyavinayagam, P. Selvaraj, V. Balasubramaniyan, S. Raghupathy, K. Velusamy, K. Devan, B.K. Nashine, G. Padma Kumar, K.V. Suresh kumar, S. Varatharajan, P. Mohanakrishnan, G. Srinivasan, and A.K. Bhaduri (2017), Development of Fast Breeder Reactor Technology in India, Prog. Nucl. Energy, p 1–24.
[4] R.L. Klueh and A.T. Nelson (2007); Ferritic / Martensitic Steels for next-Generation Reactors, 2008, 371, p 37–52.
[5] C.D. Lundin (1982), Dissimilar Metal Welds — Transition Joints Literature Review, Weld. J., p 58s–63s.
[6] A.K. Bhaduri, S. Venkadesan, P. Rodriguez, and P.G. Mukunda (1994); Transition Metal Joints for Steam Generators-An Overview, Int. J. Press. Vessel. Pip., 58(3), p 251–265.
[7] R.L.K.J.F. Klueh (1982); Austenitic Stainless Steel-Ferritic Steel Weld Joint Failures, Weld. J., p 302–311.
[8] D.W. Rathod, S. Pandey, P.K. Singh, and R. Prasad (2015); Mechanical Properties Variations and Comparative Analysis of Dissimilar Metal Pipe Welds in Pressure Vessel System of Nuclear Plants, J. Press. Vessel Technol., 138(1), p 11403.
[9] J.W. Kim, K. Lee, J.S. Kim, and T.S. Byun (2009); Local Mechanical Properties of Alloy 82/182 Dissimilar Weld Joint between SA508 Gr.1a and F316 SS at RT and 320 °C, J. Nucl. Mater., 384(3), p 212–221.
[10] H. Ming, R. Zhu, Z. Zhang, J. Wang, E.H. Han, W. Ke, and M. Su (2016); Microstructure, Local Mechanical Properties and Stress Corrosion Cracking Susceptibility of an SA508-52M-316LN Safe-End Dissimilar Metal Weld Joint by GTAW, Mater. Sci. Eng. A, 669, p 279–290.
[11] H.T. Wang, G.Z. Wang, F.Z. Xuan, C.J. Liu, and S.T. Tu (2012); Local Mechanical Properties and Microstructures of Alloy52M Dissimilar Metal Welded Joint between A508 Ferritic Steel and 316L Stainless Steel, Adv. Mater. Res., 509, p 103–110.
[12] H.T. Wang, G.Z. Wang, F.Z. Xuan, C.J. Liu, and S.T. Tu (2013); Local Mechanical Properties of a Dissimilar Metal Welded Joint in Nuclear Powersystems, Mater. Sci. Eng. A, 568, p 108–117.
[13] K. Fan, G.Z. Wang, F.Z. Xuan, and S.T. Tu (2015); Local Fracture Resistance Behavior of Interface Regions in a Dissimilar Metal Welded Joint, Eng. Fract. Mech.,136, p 279–291.




























![Economic Contribution [P91-95]](https://img.pdfslide.net/doc/110x75/585400ab1a28abfa398fb675/economic-contribution-p91-95.jpg)
