Embed Size (px)
Citation preview

Page 93www.asbe.org Journal of American Baking
Waste Heat Recovery
I am glad to be here with you this morning. It is true; you cannot see anything from up here looking back. But certainly I want to speak to you today about getting the most out of your bakery through the use of oxidizer oven heat recovery. (Slide 2) And I do not think that there is probably any of us here today that have not been up on a roof of a bakery, actually seen the plume of heat or whatever coming out of a stack, whether it was an oxidizer or an oven and thought to themselves, “What a waste of energy just putting out that heat.” And in the past really as far as the application of heat recovery, if you go back ten years ago when we were looking at doing that, it just did not make that much sense because, of course, we were buying energy very inexpensively. But now as energy costs start to increase, obviously the attractiveness of that increases.
You hear a lot of talk these days about sustainability, energy cost reductions, capital cost reductions and I want you to think about that waste heat that you are seeing coming out of that stack not as waste heat anymore, but as a resource that can be tapped into to actually provide a return back into your plant. With the recent stimulus monies that came out, as a matter of fact, it was right around $800 million allocated towards waste heat recovery projects. Unfortunately, those monies were pretty hard to tap on a small basis meaning even under a couple of million dollars, so not a whole lot of that was able to go out to individual bakeries. (Slide 3) When we look at natural gas costs, if we look back in ’99 we can see when we were purchasing right around for $3 a decatherm. In 2008, and this information is off of EIA, we are paying $9.58. (Slide 4) Now, of course, depending on...and this is industrial costs...depending on where you are in the country, you might be paying less, you might be paying a little bit more. This is actually the average throughout the United States.
Forecasters, they predict, of course, that natural gas costs are going to remain somewhat stable. Are they? Your guess is as good as mine. That was predicted back sometime ago. I can tell you for the past couple of years, they had been fairly stable, but we do know that obviously natural gas is not going to be replenishing itself. Of course, they are finding some new areas. As a matter of fact, in our state of Pennsylvania, to where they are getting new reserves, but certainly we know energy costs they are not saying are going to go down, they are going to remain stable or go up and obviously there is volatility with that.
By Scott Houtz
Scott Houtz , President of Air Management Technologies, has spent the last 15 years providing heating and cooling solutions for the baking industry.

Page 94Journal of American Baking www.asbe.org
Since most of you do use natural gas, of course, in the baking process it is certainly a sustainable source of energy, it is going to be something there with you as long as you are actually using ovens to be able to produce that heat with using natural gas.
If you looked at a graph over the past ten years and what you are looking at here is, of course, inflation, electricity, they ran about hand in hand. But you look at natural gas and you can see it is much more volatile and, of course, it went up 300%, as I had said, and obviously a lot of our states, electric rate caps are coming off and we are going to be seeing more increases along those lines. We have already started to see them in many areas, but you can see certainly, natural gas has not followed inflation. (Slide 5) When you are looking at an investment in heat recovery, you can look at it in a couple of different ways. One of the big ways is, of course, a financial investment. When you look at putting heat recovery into a new plant, many times your return on investment can be immediate and what I mean by immediate is if you are building a plant to where you are constructing a boiler room to more or less house a steam boiler for whatever reason, obviously that cost you money. Let us just say maybe it cost you $75 or $100 per square foot to construct that 2,000 square foot boiler room. You have the cost of your boiler; you have the cost of your steam piping. When you take all of those factors into the equation and you look at the cost of the heat recovery system, essentially many times it is about a wash. So if it is a wash obviously and if you can start to get a check for, let us just take a two-line plant, for example, maybe $80,000 a year in energy savings, then obviously it makes great sense to put in a heat recovery system at that time because really the return on investment is almost instant. When we look at retrofitting existing plants, it is not as predictable certainly. Normally we find about 48 months, 25% return on investment, and that is going in because many times you have to retrofit proofers depending on what type of humidification system they have in there. Sometimes, of course, you can actually attribute some capital and so forth as well to these projects. For example, if you have an old steam boiler that you were planning on replacing, it is on its last leg and you had $80,000 allocated towards that, you put it towards the heat recovery project, obviously it can
decrease this return on investment, but normally we find retrofit situations being about four-year return. One of the things that should not be a limiting factor to you is really the cash position and when I say that is, we have been in the energy industry for many years and we also with the baking industry, we also work with schools, municipalities, etc. and there are many third party companies out there that would love to be able to finance these energy projects for you or more or less a guaranteed return meaning instead of you paying the utility company, the gas bill every month, you pay those monies allocated towards a third party agency and they would front the money up. Obviously, they have finance fees and so forth that go along with it, so they are, of course, in business to make money as well, but we find it being very popular, of course, in the governmental and institutional section. However, do not see a whole lot in industry but there are very much willing participants if cash is an issue. And as I said, considering the energy and operational and capital cost avoidances, with the heat recovery system, typically it is a closed-loop system. You have very little maintenance with it. It is not like a steam boiler to where you need to be, of course, putting chemical treatment in it, you have your water makeup. This is a closed loop system that you are actually using. Some of the places where we apply these systems, they have boiler operators that are mandatory to be there if they would have steam boilers located indoors. Due to the fact that this system has no boiler indoors or no type of water heating indoors typically, you do not have that requirement. It can certainly increase your return. (Slide 6) Environmental factors. We all hear about carbon foot printing and certainly the heat recovery system essentially eliminates the heat and the greenhouse gases that you would be putting up the stack with your boiler systems that were actually supplying it beforehand so what you are doing is you are reducing that and normally a two-line plant, you are probably looking at several hundred tons of greenhouse gas emission reductions. When you start to talk about some of the advantages with heat recovery, I certainly believe and obviously we are going to think this way because we do it, but I think what we are seeing is actually a window into the future because it is only going to go so long until they

Page 95www.asbe.org Journal of American Baking
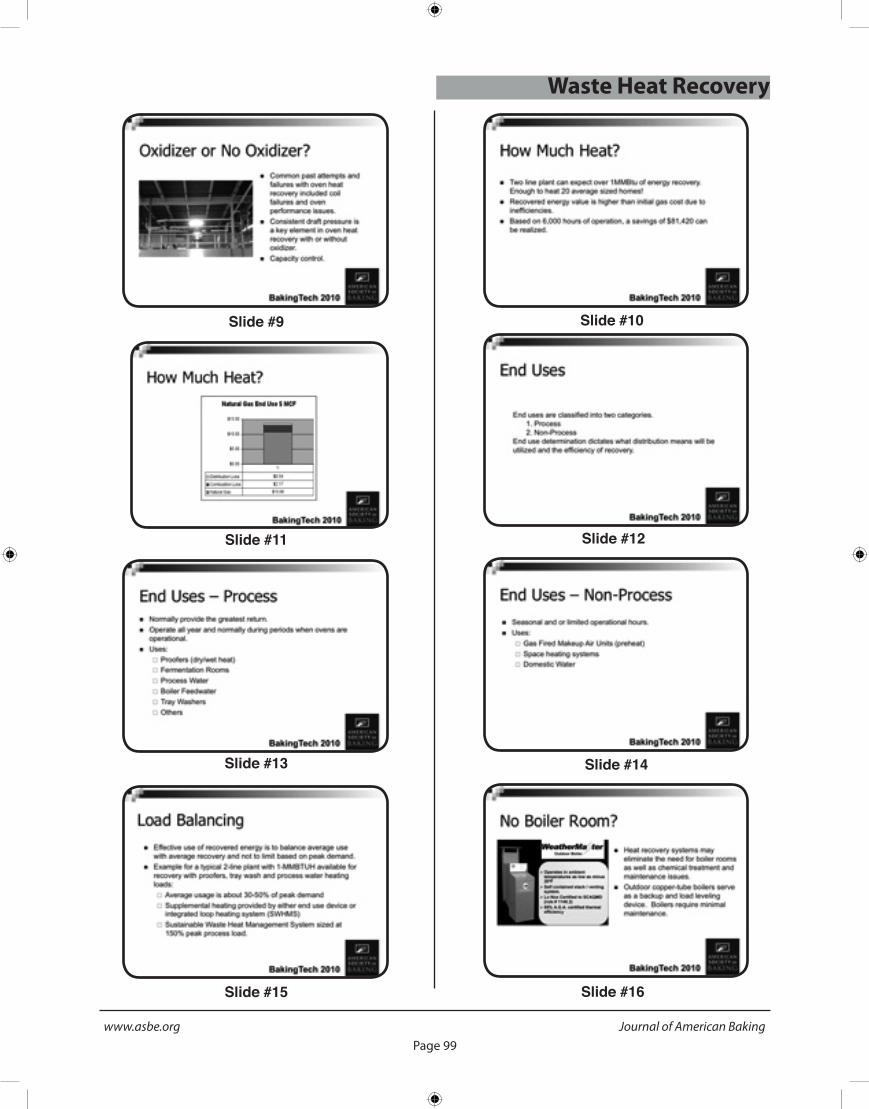
Waste Heat Recoveryare going to be saying...environmentally from an energy standpoint, it just is the right thing to do to recover that heat and not blow it up, so blow it up the stacks and out to the atmosphere, so I can really see in the future, I believe, that heat recovery is going to be much more of a standard. (Slide 7, 8) Oven exhaust recovery. We probably most of you if you have been in the bakery industry for a while you can remember heat recovery systems that were applied, that they might have put like a coil in a stack and ran some water through it and probably most of them might have even been horror stories as far as heat exchangers rotting out and all types of problems. The type of heat recovery that we do, we do not bring down to the point of condensation. Heat recovery can be very friendly meaning it is very low pressure, drops on your stack, does not interfere with your oven performance and the way that they are designed is essentially you have more backup, more redundancy the way that is applied through the method I am going to show you here and what you do even with your traditional steam boiler systems. (Slide 9) Can you use an oxidizer? Oxidizers have the potential...actually they centralize, of course, all of your stacks to a central location. They also have an advantage of providing excessive amounts of heat in comparison with straight oven recovery, but actually in both cases you can normally meet the process loads through heat recovery. The oxidizer gives you a little bit more bang to do some other loads. Heat is transferred in a couple of ways. It can be transferred into a water glycol mixture, which is typically the way that we recommend doing it. You can also do steam. You will get less heat output when you are using steam, then transfer it the other way and you can also use air. Air has very limited practicality. You see a lot of oxidizer manufacturers from time to time will actually put like an air side recovery device in their oxidizers especially if you have got some old ones and the old thought was...hey, hook up a fan to it, blow it in for makeup air. Obviously that is good and it has a better benefit the colder the climate you are in, but, of course, a warmer climate has very limited benefits so really by transferring to the other means gives you a lot more flexibility.
Cost of installations. Once again oxidizers versus non-oxidizers. You are going to have typically more cost involved in the oxidizer installation for the only reason you are going to be getting more heat and since you are getting more heat, you are going to have a larger distribution system and so forth associated and you are going to have more heat to be able to get rid of and distribute. And that is one of the things to remember is it is great to be generating tons of heat, but the importance is if you are generating that heat, you need to have a place to be able to distribute on a constant basis. Talked about this as far as maintaining the constant draft pressure with the recovery. And capacity control, how capacity control is done. Typically with an oxidizer installation you would have a face and bypass damper, if you are familiar with that. And what it does is, off of a temperature control you are going to modulate that damper more or less across the face of that coil to maintain your 200-220 degrees whatever you are trying to do. And then essentially you can get more or less almost like 99% close-off with that. When you are doing strictly ovens, due to the fact that you are dealing with pressure drop, typically your face and bypass damper is only a 50% recovery device and you end up having additional device to be able to reject some heat for capacity control. (Slide 10) How much heat? A two-line plant can actually expect to generate right around a million Btus of energy per hour and I have just seen a two-line plant that we recently looked at that has 2.3 million Btus per hour. It depends on the ovens that are used, it depends on whether it is an oxidizer or non-oxidizer system, but we all talking about a lot of heat that is being generated. If you would be looking at that million Btus over a 6,000-hour period, you can realize right around $81,000 worth of savings. And the way we always look at things is, obviously there is a cost to distribute this energy as well and to back away that cost, meaning your pump energy and so forth away from the cost of the actual recovered energy. (Slide 11) When you look at generating the heat, you can imagine if you are doing it through a boiler or traditional means, you are running probably maybe 80-some percent combustion efficiency if you are lucky on the steam boiler, so you distribute that out into the plant,

Page 96Journal of American Baking www.asbe.org
now you are down to maybe 75% efficiency. When you recover heat, remember that really your distribution losses are going to probably be less than 1%, so it is 99% efficient, so what we are saying is that for the million Btus of input that you would go ahead and put into a boiler or whatever, we are going to actually be with recovery getting about 25% more so when you do the comparisons you have to factor that in, the recovered energy, and a million Btus of recovered energy is equivalent to probably like 1.25 million input. (Slide 12) End uses. Always process and non-process and that determines, of course, the distribution means that you would utilize. (Slide 13) Always process has the greatest rate of return. You are running your processes consistently. Obviously, your proofers are going, your fermentation rooms, you are drawing process water. If you do need boilers for steam, for ovens, whatever the case may be, your feed water systems, those are constant loads, tray washers, so return it into the process whenever you can. You will get the biggest bang for your buck. (Slide 14) If you have other energy available, obviously you can use it for non-process loads. Gas-fired makeup air units are in your facility through like preheat coils and also for space heating systems, domestic water, and you can also even use this technology to produce chilled water, through an absorption technology. So if you have a plant that might be located out in California to where you are like...I need no make-up air capabilities, but I do have some chilling requirements, you can apply absorption technology with this especially if you have excess heat. (Slide 15) Load balancing. Load balancing is important to realize. Normally, your proofers and your other end uses, although they might be rated for let us just say a million Btus an hour, they are normally only running about 30-50% of that total load. So what you want to do with the recovery, the ideal system is, to actually bring the recovered energy to meet what your average load is and then apply peaking devices to go ahead and take care of whatever additional loads are required like a cold startup or during peak times. That way you are maximizing that return on investment. And normally when we size these peaking devices, they are sized about 150 percent of what the peak process load would be, so you have backup.
(Slide 16) There is no boiler room requirement. Now, on this slide you see...operates in temperatures as low as -20. We actually have installed in temperatures as low as -50 degrees to where what they are, they are copper tube boilers. They are glycol heaters that can be located outside, they can be located at ground level, they can be located on the roof. As a matter of fact, where we had the -50 degree one, they are actually located on the roof. And what they do is they serve as the backup when the recovery is not up to 100 percent. (Slide 17) We had talked about the labor and industry requirements. For those of you that have boiler rooms, you all know about the combustion air dampers, the emergency cutoffs and all the safeties that go about when you put the units outside, there is very little that needs to be done. Obviously you do not have all the same requirements that you have to go through with the boiler room codes. This shows schematic here of actually the heat recovery system, a general schematic, and I am not quite sure how I can do this to actually point around with the way we are set up here. But if you looked down in the bottom, what you have is distribution pumps down there at the bottom. Right down here, you probably cannot see it. But anyhow, what you are doing is you are distributing up on like the right-hand side of the drawing that you are looking at the various loads and those loads could be anything: proofers, domestic water, whatever the case may be. It goes through those loads. Essentially there are control valves there that are controlled by the process control system and then obviously when it returns back the square device that you see in the middle is actually an oxidizer, a heat recovery device. It will flow through that device, through that face and bypass damper, it will be set to maintain 200 degrees or whatever the set point is. If it maintains that temperature, obviously it just continues to pass through the loop and on the top you are seeing copper tube boilers, and of course, then there is never no flow that needs to go into the boilers. Let us just say that you just started up your line and, of course, you need energy in your proofer. You need to have your proofer heated up. The oven is not even up to speed at that time. At that particular time what would happen, it would sense that is below the desired set point, divert down into the copper tube water heaters, they would heat it up and essentially keep your loop going. Once again, it is an automatic

Page 97www.asbe.org Journal of American Baking
Waste Heat Recoverycontrol so you do not have any type of problems as far as standby. If you have a one unit fail, even if one copper tube boiler would fail, you would still have close to 80% capacity. (Slide 19) Performance verification. These systems are very easy to verify performance because they follow basic engineering scientific laws. Essentially you can measure the flow rate, you have temperature sensors, inlet and outlet on the various process streams, and temperature difference times the flow rate equals Btus and you can actually convert that rating into greenhouse gas savings if you wanted to. We normally monitor these systems through like a web-based interface which allows us to look at our systems that we put in minute by minute and actually be able to record how they are operating or where the different process uses are. That also helps you when you are doing that to determine the available capacity for loop expansion. If you are not using up all of the energy, obviously you can see you are not using it up and you might want to tie it onto some maybes, some nonprocess loads. By doing that, obviously you can actually have a guaranteed savings project to where actually you can guarantee the amount of savings that they are going to be delivering. And a service contract to keep it operating at peak efficiency is about the same as what you would have with like a closed loop boiler system. (Slide 20) Getting started. What you can do is a couple of things. Investment grade audit and analysis is more or less to have us or anybody look at your current situation, what you are running at far as your ovens go and you can look at that and determine as far as what the potential savings would be and that can be verified. We also do pre-retrofit testing of all processes. If you are going to be retrofitting proofers or whatever, go ahead and do pre-retrofit testing and make sure that we do not change anything from what it was operating at before. (Slide 21) Some other measures that you can look at, of course, which most of you are familiar with is the mixer, refrigeration systems, cooling, heating systems, industrial ventilation. But certainly in closing I think that heat recovery gives you the availability to really from a green perspective, because we know a lot of people are talking about sustainable energy and that is to actually look at a unique opportunity that as bakers you have
to go ahead and save some energy and actually be green.
Thank you for your time.

Page 98Journal of American Baking www.asbe.org
Slide #1 Slide #2
Slide #3 Slide #4
Slide #5 Slide #6
Slide #7 Slide #8
Page 99www.asbe.org Journal of American Baking
Waste Heat Recovery
Slide #9 Slide #10
Slide #11 Slide #12
Slide #13 Slide #14
Slide #15 Slide #16

Page 100Journal of American Baking www.asbe.org
Slide #17 Slide #18
Slide #19 Slide #20
Slide #21 Slide #22













![Waste Heat Recovery[1]](https://img.pdfslide.net/doc/110x75/577d28de1a28ab4e1ea56f01/waste-heat-recovery1.jpg)