Embed Size (px)
DESCRIPTION
Water Management in Process Plants. David Puckett Débora Campos de Faria Miguel J. Bagajewicz. Sources of Refinery Wastewater. Caustic Treating. NH 3 and H 2 S Water Contamination. Distillation. Water Contamination with Organics. Amine Sweetening. NH 3 and H 2 S Water Contamination. - PowerPoint PPT Presentation
Citation preview

Water Management in Process Plants
David PuckettDébora Campos de Faria
Miguel J. Bagajewicz

Sources of Refinery Wastewater
Caustic Treating
Distillation
Amine Sweetening
Merox Sweetening
Hydrotreating
Desalting
NH3 and H2S Water Contamination
Water Contamination with Organics
NH3 and H2S Water Contamination
NH3 and H2S Water Contamination
Water Contamination with NH3, H2S, and Organics
Saline Water Contamination

Water Management Methods Wastewater produced in industrial processes
can be handled in three fashions.
End-of-Pipe Cleanup
Reuse
Regeneration

Regeneration Methods API separator and activated carbon to
remove organics from distillation and hydrotreating wastewater.
Reverse osmosis to removesaline contamination from desalting wastewater.
Chevron wastewater treatment to remove acid gas contamination from caustic treating, sweetening, and hydrotreating wastewater.

Wastewater Optimization Current methods of optimizing water reuse
and regeneration rely on several assumptions.
Operating and capital costs are functions solely of treated water flow rate.
Fixed process outlet concentrations.

Wastewater Optimization
22% of the amount of contaminant removed,89% of the FCI
51% of the amount of contaminant removed,78% of the FCI
AFCI
$458000
BFCI
$408000
CFCI
$317000

Wastewater Optimization Depending on the contaminants present and
the treatment processes used, the assumption that regeneration costs are dependent solely on flow rate may not be valid.
The optimum solution for a water allocation problem must take into account factors other than flow rate.

Removal of Organics
Distillation
Hydrotreating
Wastewater Contaminated with Organics
API Separator and Activated
Carbon Adsorber
Wastewater Free of Organics

API Separator Removes multi-phase contamination through
differences in specific gravity.

API Separator Appropriate for use with any contaminant that
forms a distinct phase in the process water.
Oil and Light Organics
Organic and InorganicSediment

API Separator Simulation The basis of the separation
is Stokes’ Law.
For a given contaminant in water, rate of settling is determined solely by contaminant particle size.
Quality of separation can be improved through flocculation and coagulation.
9
2 2
fpS
grV
Buoyant Force
Gravitational Force
Drag Force

API Separator Simulation Process water contaminant concentration
does not change quality of separation. Percentage of contaminants removed on a
volume basis determined based on a normal distribution of particle radii.
dr
dr
er
erRr
Rr
r
2
2
2
2
23
0
23
min
21
34
21
34

Quality of Separation vs. Length
Volume Percent of Contaminants Removed
0
20
40
60
80
100
0 10 20 30 40 50 60
Separator Length (m)
Vol %
of C
onta
min
ants
Separator Depth = 1 mSeparator Width = 2 mEntrance to Separator at 0.5 mProcess Water Flow Rate = 1 m3 / sContaminant SG = 0.95Mean Contaminant Diameter = 0.5 mm
Quality of separation improves with increasing length, but with diminishing returns.

Quality of Separation vs. Specific Gravity
Volume Percent of Contaminants Removed
0
20
40
60
80
100
0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5
Contaminant SG
Vol %
of C
onta
min
ants
Separator Depth = 1 mSeparator Width = 2 mSeparator Length = 25 mEntrance to Separator at 0.5 mProcess Water Flow Rate = 1 m3 / sMean Contaminant Diameter = 0.5 mm
Separation quality is poor for contaminants similar in density to water.

Quality of Separation vs. Particle Diameter
Volume Percent of Contaminants Removed
0
20
40
60
80
100
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Contaminant Particle Diameter (mm)
Vol %
of C
onta
min
ants
Separator Depth = 1 mSeparator Width = 2 mSeparator Length = 25 mEntrance to Separator at 0.5 mProcess Water Flow Rate = 1 m3 / sContaminant SG = 0.95
Quality of separation improves with increasing particle diameter, but with diminishing returns.

Quality of Separation vs. Wastewater Velocity
Volume Percent of Contaminants Removed
0
20
40
60
80
100
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Wastewater Velocity (m/s)
Vol %
of C
onta
min
ants
Separator Depth = 1 mSeparator Width = 2 mSeparator Length = 25 mEntrance to Separator at 0.5 mContaminant SG = 0.95Mean Contaminant Diameter = 0.5mm
Quality of separation improves with decreasing velocity. A velocity of zero would give perfect separation.

Quality of Separation vs. Settling Distance
Volume Percent of Contaminants Removed
0
20
40
60
80
100
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Height of Separator Entrance (m)
Vol %
of C
onta
min
ants
Separator Depth = 1 mSeparator Width = 2 mSeparator Length = 25 mContaminant SG = 0.95Process Water Flow Rate = 1 m3 / s
Quality of separation improves with decreasing settling distance. Separators that handle oil will have entrance as close to water surface as possible.

Equipment Cost vs. Flow rateEquipment Cost for API 40 Oil Removal
$2,000.00
$4,000.00
$6,000.00
$8,000.00
$10,000.00
$12,000.00
$14,000.00
0 0.2 0.4 0.6 0.8 1
Flow Rate (m3 / s)
Equi
pmen
t Cos
t ($
at M
&S In
dex
of 1
000)
75% Drop in Concentration85% Drop in Concentration95% Drop in Concentration98% Drop in Concentration99% Drop in Concentration99.5% Drop in Concentration
Separator Depth = 1 mSeparator Width = 2 mMean Particle Diameter = 1 mmProcess Water Flow Rate = 0.5 m3 / s
Equipment cost is sensitive to both flow rate and separation quality.

Operating Cost vs. Flow rateOperating Cost for API 40 Oil Removal
$0.00
$20,000.00
$40,000.00
$60,000.00
$80,000.00
$100,000.00
$120,000.00
0 0.2 0.4 0.6 0.8 1
Flow Rate (m3 / s)
Ope
ratin
g Co
st ($
/ yr
)
Separator Depth = 1 mSeparator Width = 2 mMean Particle Diameter = 1 mmProcess Water Flow Rate = 0.5 m3 / s
Operating cost is sensitive only to flow rate.

API Separator Performance With a normal distribution of particle
diameters, quality of separation can be solved analytically.
A bit impractical to implement.

API Separator Performance
Varying h
Varying L
Varying SG
Varying Dp Varying F/A
The approximation is quite close for all variables. The worst fit is for changes in settling height.

API Separator Equipment Cost
Equipment cost is dependent on flow rate, quality of separation, specific gravity of contaminant, contaminant particle size, settling distance, and the price of steel.
Varying F and %QS
Varying ΔSG, Dp, h

API Separator Operating Cost
Operating cost is dependent solely on flow rate.

Activated Carbon Removes soluble contaminants through
adsorption onto the activated carbon surface.

Activated Carbon Appropriate for use with liquid or gaseous
contaminants that are water soluble or form emulsions.
Dissolved Organics
Insoluble Organics of < 150 micronsDroplet Size
Dissolved Gases

Activated Carbon Simulation Separation will follow the
Langmuir isotherm.
For the Langmuir isotherm, the rate of adsorption, assuming negligible pore holdup and spherical adsorbate particles, is as follows.
CKCKNNII
IIISI 1
rr
rrdCdNt
CDC I
I
IPP
PIPI
2
2

Activated Carbon Simulation For a fixed bed adsorber,
process water should reachequilibrium with activatedcarbon prior to end of bed.
A constant length of bedis required for adsorption.

Water Treatment Rate vs. Adsorbant Surface Area
Activated Carbon Adsorption
05
10152025303540
200 700 1200 1700 2200
Adsorbant Surfac e Area (m2 / kg)
Max
Wat
er T
reat
ed (
m3
/ hr
)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Concentration = 0.25 kg / m3
Greater adsorbant surface area results in faster adsorption and a faster rate of treatment.

Time in Service vs. Adsorber Diameter
Activated Carbon Adsorption
0200400600800
1000120014001600
0 0.5 1 1.5 2
Adsorber Diameter (m)
Tim
e Be
twee
n Re
gene
rati
ons
(hrs
) Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Concentration = 0.25 kg / m3
A greater diameter has more adsorbant per unit length and thus will take longer to saturate.

Time in Service vs. Adsorber Height
Activated Carbon Adsorption
0
50
100
150
200
250
300
0 5 10 15 20 25
Adsorber Height (m)
Tim
e Be
twee
n Re
gene
rati
ons
(hrs
)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Concentration = 0.25 kg / m3
The saturation wave travels through the adsorber at a constant speed.

Outlet Concentration vs. Inlet Concentration
Activated Carbon Adsorption
0
0.01
0.02
0.03
0.04
0.05
0.06
0 0.2 0.4 0.6 0.8 1
Inlet Conc entration (kg / m3)
Out
let
Conc
entr
ation
(kg
/
m3)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbant
Outlet concentration from adsorber is dictated by adsorption thermodynamics.

Equipment Cost vs. Flow Rate
Activated Carbon Adsorption
$0.00
$2,000.00
$4,000.00
$6,000.00
$8,000.00
$10,000.00
$12,000.00
0 5 10 15 20 25
Flow Rate (m3 / hr)
Equi
pmen
t Co
sts
($)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Concentration = 0.25 kg / m3
Wastewater pump and column diameter must scale for flowrate.

Operating Costs vs. Flowrate
Activated Carbon Adsorption
$0.00
$50,000.00
$100,000.00
$150,000.00
$200,000.00
$250,000.00
0 5 10 15 20 25
Flow Rate (m3 / hr)
Ope
rati
ng C
osts
($
/ yr
)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Concentration = 0.25 kg / m3
A greater flow rate means more regenerations per year in addition to increased pumping work.

Equipment Cost vs. Inlet Concentration
Activated Carbon Adsorption
$0.00
$2,000.00
$4,000.00
$6,000.00
$8,000.00
$10,000.00
0 0.2 0.4 0.6 0.8 1
Inlet Conc entration (kg / m3)
Equi
pmen
t Co
sts
($)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Flow Rate = 7.035 m3 / hr
No changes in the adsorber need to be made to accommodate a greater inlet concentration.

Activated Carbon Aerogel
Activated Carbon Adsorption
$0.00
$50,000.00
$100,000.00
$150,000.00
$200,000.00
$250,000.00
0 0.2 0.4 0.6 0.8 1
Inlet Conc entration (kg / m3)
Ope
rati
ng C
osts
($
/ yr
)
Contaminant Diffusivity = 5 * 10 ^ -11 m2 / sLangmuir Coefficient = 0.06 m3 / kgSaturation Adsorption = 0.4 kg / kg adsorbantInlet Contaminant Flow Rate = 7.035 m3 / hr
A greater inlet concentration has the same effect as a greater flow rate. More contaminant must be adsorbed necessitating more regenerations.

Activated Carbon Performance Outlet concentration can be calculated
analytically.

Activated Carbon Equipment Cost
Equipment cost is dependent on flow rate, inlet concentration, column measurements, and the prices of steel and activated carbon.
Varying F and CIN
Varying D Varying H

Activated Carbon Operating Cost
Operating cost is dependent only on flow rate and concentration.
Varying F
Varying CIN

Removal of Salts
DesaltingWastewater
Contaminated with Salts
Reverse Osmosis
Separation
Wastewater Free of Salts

Reverse Osmosis Removes salts from process water by forcing
water against the salt concentration gradient.

Reverse Osmosis Suitable for the removal of any soluble
contamination.
Soluble Salts
Soluble Organics
Microorganisms

Reverse Osmosis Simulation Separation proceeds based
on Fick’s First Law.
For reasonably dilute solutions, the van’t Hoff approximation of osmotic pressure can be used.
Quality of separation is fixed by type of membrane used.
Pz
N PWI
iMRT

Flow Rate vs. Membrane Area
Purified Water Flow Rate
0
0.0005
0.001
0.0015
0.002
0.0025
0.003
0.0035
0 50 100 150 200 250 300 350 400 450 500
Membrane Area (m2)
Wat
er F
low
Rat
e (m
3/s)
Membrane Thickness = 0.002 mMembrane Permeability = 1.92 * 10-9 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBrine Ion Concentration = 100 mol / m3
Ion Rejection Percentage = 0.99
Flow rate and membrane area are linearly related, as would be expected from Fick’s Law.

Flow Rate vs. Membrane Thickness
Purified Water Flow Rate
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0 0.0005 0.001 0.0015 0.002
Membrane Thickness (m)
Wat
er F
low
Rat
e (m
3/s)
Membrane Area = 100 m2
Membrane Permeability = 1.92 * 10-9 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBrine Ion Concentration = 100 mol / m3
Ion Rejection Percentage = 0.99
Flow rate and membrane thickness are inversely related, as would be expected from Fick’s Law.

Flow Rate vs. Brine Pressure
Purified Water Flow Rate
-0.0004-0.0002
00.00020.00040.00060.00080.001
0.00120.0014
1 3 5 7 9 11 13 15
Brine Pressure (atm)
Wat
er F
low
Rat
e (m
3/s)
Membrane Area = 100 m2
Membrane Thickness = 0.002 mMembrane Permeability = 1.92 * 10-9 ((m3 m) / (m2 sec atm))Brine Ion Concentration = 100 mol / m3
Ion Rejection Percentage = 0.99
Flow rate is zero when the pressure gradient is equal and opposite to the osmotic pressure gradient.

Flow Rate vs. Rejection Percentage
Purified Water Flow Rate
00.00010.00020.00030.00040.00050.00060.00070.00080.0009
0.25 0.35 0.45 0.55 0.65 0.75 0.85 0.95
Rejection Percentage
Wat
er F
low
Rat
e (m
3/s)
Membrane Area = 100 m2
Membrane Thickness = 0.002 mMembrane Permeability = 1.92 * 10-9 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBrine Ion Concentration = 100 mol / m3
A higher rejection percentage results in a larger osmotic pressure gradient.

Flow Rate vs. Brine Concentration
Purified Water Flow Rate
-0.0004
-0.0002
0
0.0002
0.0004
0.0006
0.0008
0.001
0 50 100 150 200 250 300 350 400 450 500
Brine Concentration (mol/m3)
Wat
er F
low
Rat
e (m
3/s)
Membrane Area = 100 m2
Membrane Thickness = 0.002 mMembrane Permeability = 1.92 * 10-9 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmIon Rejection Percentage = 0.99
Again, flow rate is zero when the pressure gradient is equal and opposite to the osmotic pressure gradient.

Flow Rate vs. Temperature
Purified Water Flow Rate
0.000610.0006150.00062
0.0006250.00063
0.0006350.00064
0.0006450.00065
0.000655
273 278 283 288 293 298 303 308 313 318 323
Temperature (K)
Wat
er F
low
Rat
e (m
3/s)
Membrane Area = 100 m2
Membrane Thickness = 0.002 mMembrane Permeability = 1.92 * 10-9 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBrine Concentration = 100 mol/m3
Ion Rejection Percentage = 0.99
The van’t Hoff approximation introduces a dependence of osmotic pressure on temperature.

Equipment Cost vs. Flow Rate at 1463 ppm Inlet
TDS = 50 mol / m3 Equipment Cost
$0.00
$500,000.00
$1,000,000.00
$1,500,000.00
$2,000,000.00
$2,500,000.00
$3,000,000.00
$3,500,000.00
$4,000,000.00
0 5 10 15 20 25 30 35
Flow Rate (m3 / hr)
Equi
pmen
t Cos
t ($
at M
&S In
dex
of 1
000)
80% Rejection
96% Rejection
99.2% Rejection
99.84% Rejection
Inlet = 1463 ppm80% = 293 ppm96% = 59 ppm99.2% = 12 ppm99.84% = 2 ppm
Membrane Thickness = 0.0001 mMembrane Permeability = 9.17 * 10-10 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBase Ion Rejection Percentage = 0.8
Equipment cost increases exponentially with process water purity as membrane rejection is fixed so membranes must be worked in series to achieve higher purity.

Equipment Cost vs. Flow Rate at 59 ppm Inlet
TDS = 2 mol / m3 Equipment Cost
$0.00
$500,000.00
$1,000,000.00
$1,500,000.00
$2,000,000.00
$2,500,000.00
$3,000,000.00
$3,500,000.00
$4,000,000.00
0 5 10 15 20 25 30 35
Flow Rate (m3 / hr)
Equi
pmen
t Cos
t ($
at M
&S In
dex
of 1
000)
80% Rejection
96% Rejection
99.2% Rejection
99.84% Rejection
Inlet = 59 ppm80% = 12 ppm96% = 2 ppm99.2% = 0.5 ppm99.84% = 0.09 ppm
Membrane Thickness = 0.0001 mMembrane Permeability = 9.17 * 10-10 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBase Ion Rejection Percentage = 0.8
Equipment costs are dependent on the relative inlet/outlet concentrations, not the absolute concentrations.

Operating Cost vs. Flow Rate at 1463 ppm Inlet
TDS = 50 mol / m3 Operating Cost
$0.00
$200,000.00
$400,000.00
$600,000.00
$800,000.00
$1,000,000.00
$1,200,000.00
$1,400,000.00
$1,600,000.00
0 5 10 15 20 25 30 35
Flow Rate (m3 / hr)
Ope
ratin
g Co
st ($
at M
&S In
dex
of 1
000)
80% Rejection
96% Rejection
99.2% Rejection
99.84% Rejection
Inlet = 1463 ppm80% = 293 ppm96% = 59 ppm99.2% = 12 ppm99.84% = 2 ppm
Membrane Thickness = 0.0001 mMembrane Permeability = 9.17 * 10-10 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBase Ion Rejection Percentage = 0.8
The same trends as observed in equipment costs are observed in operating costs.

Operating Cost vs. Flow Rate at 59 ppm Inlet
TDS = 2 mol / m3 Operating Cost
$0.00
$200,000.00
$400,000.00
$600,000.00
$800,000.00
$1,000,000.00
$1,200,000.00
$1,400,000.00
$1,600,000.00
0 5 10 15 20 25 30 35
Flow Rate (m3 / hr)
Ope
ratin
g Co
st ($
at M
&S In
dex
of 1
000)
80% Rejection
96% Rejection
99.2% Rejection
99.84% Rejection
Inlet = 59 ppm80% = 12 ppm96% = 2 ppm99.2% = 0.5 ppm99.84% = 0.09 ppm
Membrane Thickness = 0.0001 mMembrane Permeability = 9.17 * 10-10 ((m3 m) / (m2 sec atm))Brine Pressure = 10 atmBase Ion Rejection Percentage = 0.8
The same trends as observed in equipment costs are observed in operating costs.

Reverse Osmosis Performance Outlet concentration defined by membrane
properties.

Reverse Osmosis Flow Rate

Reverse Osmosis Equipment Cost
Varying F and CIN
Equipment costs are dependent on flow rate, brine concentration, and membrane cost for single membrane. Cost scales based on bypass ratio and number of membranes in series for a series of membranes.

Reverse Osmosis Operating Cost
Varying F
Operating costs are dependent solely on flow rate. Cost scales based on bypass ratio and number of membranes in series for a series of membranes.

Removal of H2S and NH3
Wastewater Contaminated with H2S and
NH3
Chevron Wastewater Treatment
Wastewater Free of H2S and NH3
Caustic Treating
Amine Sweetening
Merox Sweetening
Hydrotreating

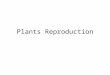
Chevron Wastewater Treatment Removes dissolved gases from wastewater
through stripping and absorption.
Chevron Waste Water Treatment PFD
Ammonia Stripper
Partial Condenser
Ammonia Stream
Water feed
Hydrogen Sulfide Stripper
Hydrogen Sulfide Stream
Partial Reboiler Partial Reboiler
Stripped water

Chevron Wastewater Treatment Suitable for the removal of any suitably
volatile contaminant.
Hydrogen Sulfide
Ammonia

Chevron Wastewater Treatment Simulation
Hydrogen Sulfide - Water Stripping
0
0.2
0.4
0.6
0.8
1
0 0.01 0.02 0.03 0.04 0.05 0.06
Liquid Mole Fraction Hydrogen Sulfide
Vapo
r Mol
e Fr
actio
n Hy
drog
en S
ulfid
e
m=L/Gb=Yo-XI(L/G)
Equilibrium Line
McCabe-Thiele Method can be used.

Quality of Stripping vs. Reboil Ratio
H2S Stripping
0.0070.00720.00740.00760.0078
0.0080.00820.00840.00860.0088
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Reboil Rati o
Proc
esse
d W
ater
H2S
%
Inlet H2S Concentration = 1000 mol/m3Tray # = 6Outlet Gas = 50% H2S
Superior quality of separation achieved with less of the wastewater boiled.

Quality of Stripping vs. Number of Trays
H2S Stripping
0
0.005
0.01
0.015
0.02
1 3 5 7 9 11
Tray Number
Proc
esse
d W
ater
H2S
%
Inlet H2S Concentration = 1000 mol/m3Outlet Gas = 50% H2SReboil Ratio = 0.6
Superior separation achieved at greater number of trays, though diminishing returns are noted.

Quality of Stripping vs. Inlet Concentration
H2S Stripping
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.01 0.02 0.03 0.04 0.05 0.06 0.07
Inlet Water H2S %
Proc
esse
d W
ater
H2S
%
Inlet H2S Concentration = 1000 mol/m3Outlet Gas = 50% H2SReboil Ratio = 0.6Tray # = 6
An increase in inlet concentration will always increase the outlet concentration if all other factors remain constant.

Equipment Cost vs. Flow Rate
H2S Stripping
$0.00
$5,000.00
$10,000.00
$15,000.00
$20,000.00
$25,000.00
$30,000.00
0 10 20 30 40
Flow Rate (m3 / hr)
Equi
pmen
t Co
st (
$)
Inlet Concentration = 0.0146
Inlet Concentration = 0.0259
Inlet Concentration = 0.0373
Inlet Concentration = 0.0471
Inlet Concentration = 0.0611
Outlet Gas = 50% H2SReboil Ratio = 0.6Tray # = 6
Equipment costs increase in stepped fashion based on need for additional tray to maintain specified outlet concentrations.

Operating Cost vs. Flow Rate
H2S Stripping
$0.00$1,000,000.00$2,000,000.00$3,000,000.00$4,000,000.00$5,000,000.00$6,000,000.00$7,000,000.00$8,000,000.00$9,000,000.00
0 10 20 30 40
Flow Rate (m3 / hr)
Ope
rati
ng C
ost
($)
Inlet Concentration = 0.0146
Inlet Concentration = 0.0259
Inlet Concentration = 0.0373
Inlet Concentration = 0.0471
Inlet Concentration = 0.0611
Outlet Gas = 50% H2SReboil Ratio = 0.6Tray # = 6
Operating costs insensitive to inlet concentration as primary operating costs is heating of large amounts of water.

Equipment Cost vs. Flow Rate
H2S Stripping
$0.00
$5,000.00
$10,000.00
$15,000.00
$20,000.00
$25,000.00
$30,000.00
$35,000.00
0 10 20 30 40
Flow Rate (m3 / hr )
Equi
pmen
t Co
st (
$)
Outlet Concentration = 0.012
Outlet Concentration = 0.01
Outlet Concentration = 0.009
Outlet Concentration = 0.008
Outlet Concentration = 0.007
Inlet H2S Concentration = 1000 mol/m3Outlet Gas = 50% H2SReboil Ratio = 0.6
Same trends as observed with varied inlet concentrations.

Operating Cost vs. Flow Rate
H2S Stripping
$0.00$1,000,000.00$2,000,000.00$3,000,000.00$4,000,000.00$5,000,000.00$6,000,000.00$7,000,000.00$8,000,000.00$9,000,000.00
0 10 20 30 40
Flow Rate (m3 / hr)
Ope
rati
ng C
ost
($ /
yr)
Outlet Concentration = 0.012
Outlet Concentration = 0.01
Outlet Concentration = 0.009
Outlet Concentration = 0.008
Outlet Concentration = 0.007
Inlet H2S Concentration = 1000 mol/m3Outlet Gas = 50% H2SReboil Ratio = 0.6
Same trends as observed with varied inlet concentrations.

Chevron Wastewater Treatment Simulation
Ammonia - Water Distillation
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Liquid Mole Fraction Ammonia
Vapo
r Mol
e Fr
actio
n Am
mon
ia
m=Reflux Ratio
(YI,YI)
McCabe-Thiele Method can be used.

Distillation Quality vs. Number of Trays
NH3 Distillation
0
0.005
0.01
0.015
0.02
1 3 5 7 9 11
Tray Number
Proc
esse
d W
ater
NH
3 % Inlet NH3 Concentration = 1000 mol/m3
Outlet Gas = 98% NH3Reboil Ratio = 0.6Reflux Ratio = 0.6
Same trends as observed with stripping column.

Distillation Quality vs. Reboil Ratio
NH3 Distillation
0
0.001
0.002
0.003
0.004
0.005
0.006
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Reboil Ratio
Proc
esse
d W
ater
NH
3 %
Inlet NH3 Concentration = 1000 mol/m3Outlet Gas = 98% NH3Reflux Ratio = 0.6Stripping Tray # = 6
Same trends as observed with stripping column.

Distillation Quality vs. Reflux Ratio
NH3 Distillation
0
0.005
0.01
0.015
0.02
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Refl ux Ratio
Proc
esse
d W
ater
NH
3 %
Inlet NH3 Concentration = 1000 mol/m3Outlet Gas = 98% NH3Reboil Ratio = 0.6Stripping Tray # = 6
Increasing reflux ratio will improve the quality of the separation. Note the break in the graph at the minimum reflux ratio.

Equipment Cost vs. Flow Rate
NH3 Distillation
$0.00
$5,000.00
$10,000.00
$15,000.00
$20,000.00
$25,000.00
$30,000.00
0 10 20 30 40
Flow Rate (m3 / hr)
Equi
pmen
t Co
st (
$)
Inlet Concentration = 0.0146
Inlet Concentration = 0.0259
Inlet Concentration = 0.0373
Inlet Concentration = 0.0471
Inlet Concentration = 0.0611
Outlet Gas = 98% NH3Reboil Ratio = 0.6Reflux Ratio = 0.6Stripping Tray # = 6
Same trends as observed with stripping column.

Operating Cost vs. Flow Rate
NH3 Distillation
$0.00$1,000,000.00$2,000,000.00$3,000,000.00$4,000,000.00$5,000,000.00$6,000,000.00$7,000,000.00$8,000,000.00$9,000,000.00
0 10 20 30 40
Flow Rate (m3 / hr )
Ope
rati
ng C
ost
($)
Inlet Concentration = 0.0146
Inlet Concentration = 0.0259
Inlet Concentration = 0.0373
Inlet Concentration = 0.0471
Inlet Concentration = 0.0611
Outlet Gas = 98% NH3Reboil Ratio = 0.6Reflux Ratio = 0.6Stripping Tray # = 6
Same trends as observed with stripping column.

Equipment Cost vs. Flow Rate
NH3 Distillation
$0.00$5,000.00
$10,000.00$15,000.00$20,000.00$25,000.00$30,000.00$35,000.00$40,000.00
0 10 20 30 40
Flow Rate (m3 / hr )
Equi
pmen
t Co
st (
$)
Outlet Concentration =0.00982
Outlet Concentration =0.00685
Outlet Concentration =0.00582
Outlet Concentration =0.00534
Outlet Concentration =0.00528
Inlet NH3 Concentration = 1000 mol / m3Outlet Gas = 98% NH3Reboil Ratio = 0.6Reflux Ratio = 0.6
Same trends as observed with stripping column.

Operating Cost vs. Flow Rate
NH3 Distillation
$0.00
$2,000,000.00
$4,000,000.00
$6,000,000.00
$8,000,000.00
$10,000,000.00
0 10 20 30 40
Flow Rate (m3 / hr)
Ope
rati
ng C
ost
($ /
yr)
Outlet Concentration =0.00982
Outlet Concentration =0.00685
Outlet Concentration =0.00582
Outlet Concentration =0.00534
Outlet Concentration =0.00528
Inlet NH3 Concentration = 1000 mol / m3Outlet Gas = 98% NH3Reboil Ratio = 0.6Reflux Ratio = 0.6
Same trends as observed with stripping column.

Performance of Chevron Wastewater Treatment H2S Removal
NH3 Removal

Chevron Wastewater Treatment Equipment Costs
Varying F
Varying Tray Number
Varying D
Equipment costs strongly dependent on number of trays, column diameter, and the price of stainless steel.

Chevron Wastewater Treatment Operating Costs For both the stripping and the distillation
columns, operating costs follow the below relation.

Conclusions Capital costs for API separators are heavily
dependent on inlet/outlet concentration ratio. Operating costs for API separators are independent of concentration.
Capital costs for activated carbon adsorption are independent of concentration. Operating costs for activated carbon adsorption are heavily dependent on concentration.

Conclusions Both capital costs and operating costs for
reverse osmosis are heavily dependent on inlet/outlet concentration ratio.
Capital costs for Chevron Wastewater Treatment are dependent on concentration. Operating costs for Chevron Wastewater Treatment are nearly independent of concentration.

Water Management Questions?