Embed Size (px)
Citation preview
Detección automática de defectos en componentes de Inconel 718 soldados por haz de electrones utilizando termografía inductiva
por Eider Gorostegui-Colinas*, Ander Muniategui*, Pablo López de Uralde*, Alberto Etxeberria*
* IK4-LORTEK, Departamento de Control y Evaluación, Arranomendia Kalea 4A, 20240, Ordizia, Gipuzkoa, España, [email protected]
Resumen
En este artículo, se aplica la termografía inductiva para inspeccionar componentes de Inconel 718, soldados por haz de electrones y soldados por gas inerte de tungsteno, que presentan grietas que pueden ser de hasta 180 µm. Se han obtenido resultados experimentales satisfactorios a pesar de las propiedades de conducción eléctrica y térmica desfavorables. También se ha desarrollado un algoritmo para la detección de las grietas que utiliza como información imágenes de fase obtenidas a partir de la transformación FFT. Aprovecha la simetría rotacional de los ‘patrones similares a la mariposa’ para convertirlos, utilizando una Transformada Discreta de Fourier polar, en distribuciones gaussianas 2D que permiten identificar grietas.
1. Introducción
Los métodos de inspección mediante END suelen basarse en técnicas manuales, como los ensayos por partículas magnéticas o los ensayos por líquidos penetrantes, que requieren mucho tiempo y dependen del usuario. La termografía activa pretende sustituir a estos métodos tradicionales, no solo para reducir los tiempos de inspección, sino también para realizar inspecciones limpias y sin contacto, algo que muchos sectores consideran muy valioso. Otra ventaja importante de la termografía es que esta técnica es lo suficientemente sólida como para proporcionar repetibilidad en las mediciones y en la posterior detección de defectos, algo de lo que siempre carecerán las técnicas de inspección tradicionales [1] [2] [3].
En este artículo, se aplica la termografía inductiva para inspeccionar componentes de Inconel 718 soldados por haz de electrones (SHE) y soldados por gas inerte de tungsteno (GIT). El objetivo es detectar automáticamente las pequeñas grietas que pueden aparecer debido al proceso de soldadura, utilizando termografía inductiva. Este es un verdadero reto porque las grietas de SHE pueden ser de hasta 180 µm, cifra que actualmente está en el límite de la resolución del equipamiento termográfico empleado. Y, lo que es más, las propiedades de conducción eléctrica y térmica del Inconel 718 no son, en principio, las más adecuadas para conseguir buenas mediciones.
Como se ha mencionado anteriormente, además del trabajo experimental realizado, esta investigación va un paso más allá y describe el algoritmo desarrollado para automatizar la detección de grietas. A tal efecto, es fundamental señalar que las grietas de pequeño tamaño que están presentes en estos componentes, muestran un patrón específico en la fase extraída de su Transformada de Fourier, conocido comúnmente como Patrón de Mariposa. Una de las principales características de este patrón es su simetría rotacional. La
1
Transformada Discreta de Fourier polar (pDFT) [4] [5] puede servir para identificar este tipo de simetría.
2. Termografía inductiva
Se utilizan varias técnicas de termografía activa para la detección no destructiva de grietas [6]. Todas se basan en los mismos principios básicos: una muestra es sometida a una estimulación externa y se capta la propagación del calor con una cámara termográfica. La propagación depende de las propiedades térmicas del material y también de las anomalías subsuperficiales, que provocan diferencias de temperatura en la superficie del elemento destinatario en cuestión. Sin embargo, estas técnicas difieren en cuanto a cómo se estimula térmicamente la muestra que va a inspeccionarse. Esta excitación puede ser óptica (con láser o lámparas flash/halógenas), con ondas ultrasónicas o por corriente eléctrica. La elección del tipo de fuente de excitación depende del material de la muestra que va a inspeccionarse y de su defectología.
Las estimulaciones ópticas tienen la ventaja de ser sin contacto pero, dependiendo del estado de la superficie de la muestra, la emisividad y el coeficiente de absorción, el calor puede ser limitado y los gradientes térmicos inducidos pueden ser demasiado pequeños como para ser detectados por la cámara. La ventaja de la excitación inductiva es que el calor se genera directamente en la superficie de la muestra, desapareciendo así cualquier problema de absorción de calor. En este caso, una grieta superficial altera la formación de las corrientes inducidas, desviando la corriente dentro del material y, por consiguiente, provocando un calentamiento no homogéneo de la superficie.
En cuanto a la estimulación, puede realizarse armónicamente o utilizando un pulso corto. En este trabajo, se han tenido en cuenta los pulsos cortos y, posteriormente, se ha evaluado la respuesta térmica utilizando la transformada de Fourier, tal y como se explica en el siguiente apartado. La principal ventaja de este método es que, aunque la grieta sea pequeña (incluso al límite del equipamiento utilizado), siempre puede verse el patrón que aparece en el espectro de frecuencia (la típica imagen con forma de mariposa). Otra ventaja es que las imágenes de fase de Fourier son menos sensibles al calentamiento no homogéneo de la superficie o a los cambios en la emisividad, por lo que son más fiables. Por último, la evaluación del registro térmico en el dominio de la frecuencia permite calcular la profundidad de los defectos presentes en la muestra, porque esta magnitud está directamente relacionada con las frecuencias a las cuales los defectos se hacen visibles [7].
Una de las magnitudes más importantes de la termografía inductiva es la profundidad de penetración. Depende de las propiedades del material (por ejemplo, de la permeabilidad relativa) y también de la frecuencia de inducción empleada. En los materiales magnéticos, permanece muy cerca de la superficie, siendo su profundidad mucho más pequeña que la profundidad de la grieta en cuestión. Esto puede acentuarse utilizando frecuencias de inducción altas. Esta situación provoca un calentamiento directo de los bordes de la grieta y del interior de la muestra que es calentada, principalmente debido a la difusión térmica. Se ha demostrado [8] que cuanto más profunda es la grieta superficial, mayor es el aumento de temperatura en los bordes de la grieta. Por otro lado, en el caso de los materiales no magnéticos, como ocurre con el Inconel 718, la profundidad de penetración es similar a la profundidad de las grietas presentes en la muestra. La corriente inducida es transmitida desde los bordes de la grieta hacia el interior del material. Esto provoca una menor densidad de corriente en los bordes de las grietas y, transcurrido
2
un breve periodo de tiempo, que las puntas de la grieta estén más calientes que los bordes [9].
3. Descripción de las mediciones experimentales
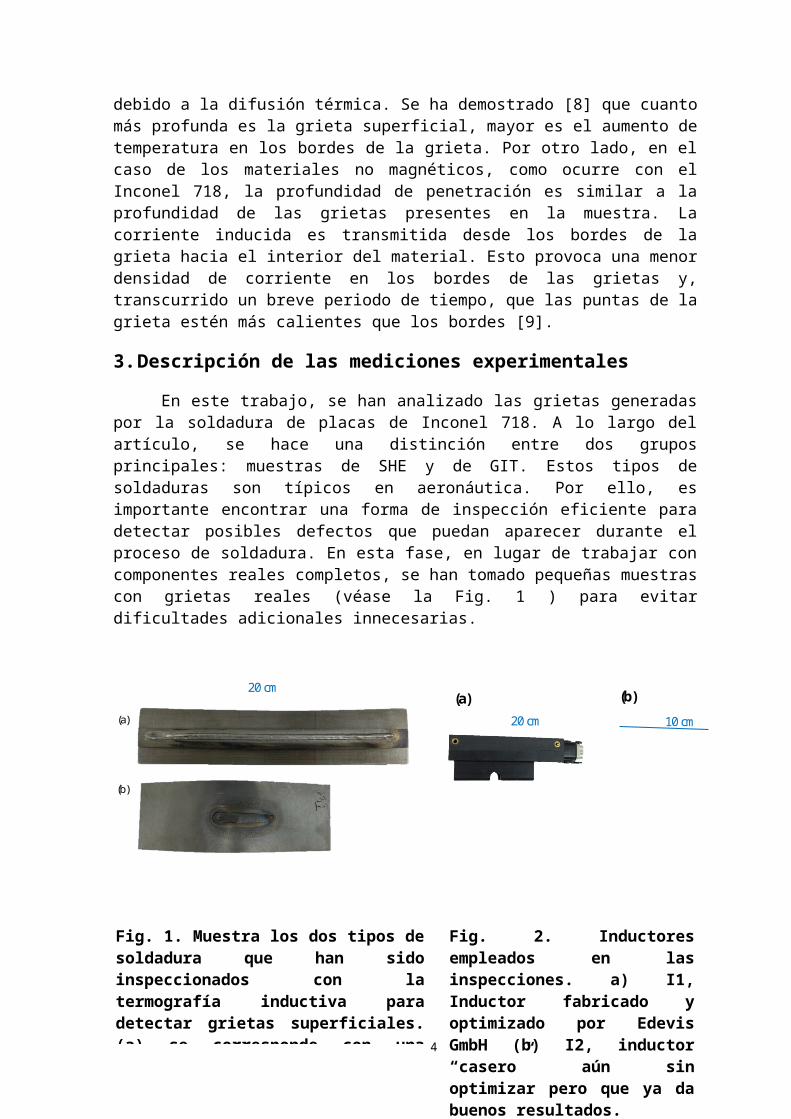
En este trabajo, se han analizado las grietas generadas por la soldadura de placas de Inconel 718. A lo largo del artículo, se hace una distinción entre dos grupos principales: muestras de SHE y de GIT. Estos tipos de soldaduras son típicos en aeronáutica. Por ello, es importante encontrar una forma de inspección eficiente para detectar posibles defectos que puedan aparecer durante el proceso de soldadura. En esta fase, en lugar de trabajar con componentes reales completos, se han tomado pequeñas muestras con grietas reales (véase la Fig. 1 ) para evitar dificultades adicionales innecesarias.
El generador de inducción empleado es un generador de 3kW de potencia y frecuencia media. En cuanto a los inductores, se han utilizado dos modelos dependiendo de la muestra. Las muestras de SHE han sido excitadas con un inductor desarrollado por Edevis GmbH [10] (en lo sucesivo, I1), porque tiene una geometría adecuada para estas. En el caso de las muestras de soldadura por GIT, su curvatura dificulta la colocación correcta del inductor I1 para producir el calentamiento correcto. Por ello, se ha fabricado un segundo inductor en el propio centro de investigación, el Inductor I2, que, a pesar de no estar optimizado, ha dado buenos resultados experimentales. Ambos inductores pueden verse en la Fig. 2.
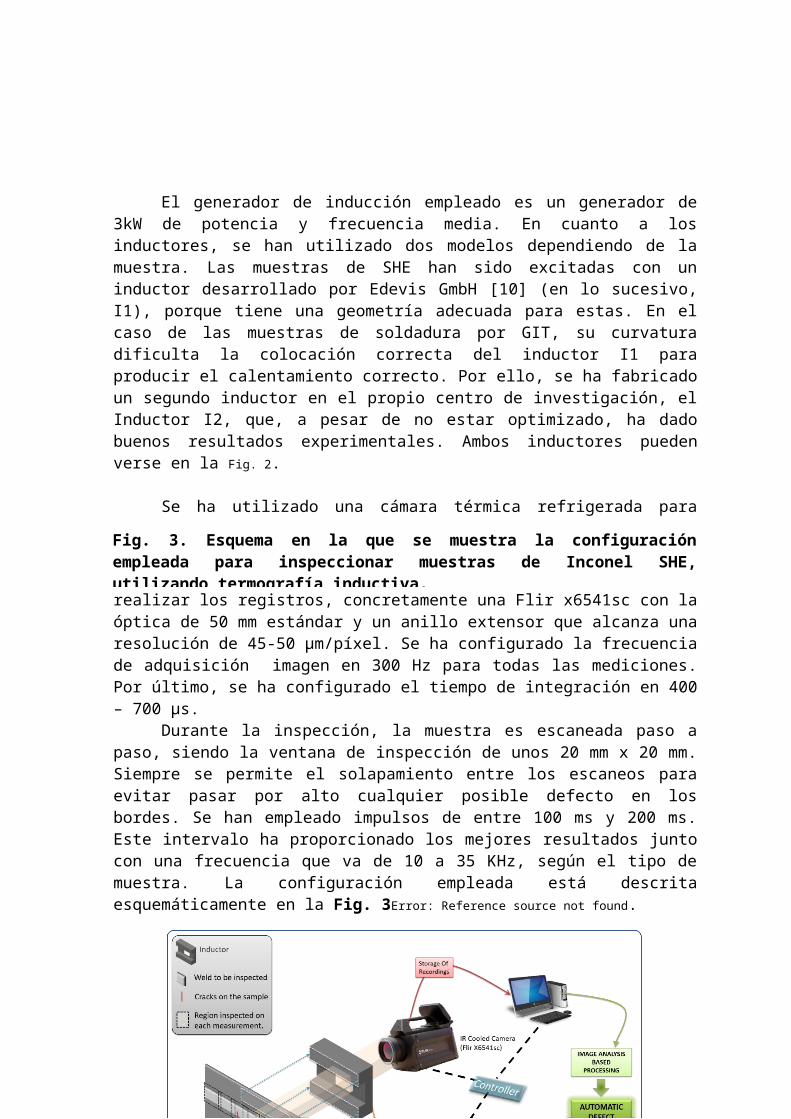
Se ha utilizado una cámara térmica refrigerada para realizar los registros, concretamente una Flir x6541sc con la óptica de 50 mm estándar y un anillo extensor que alcanza una resolución de 45-50 µm/píxel. Se ha configurado la frecuencia de adquisición imagen en 300 Hz para todas las mediciones. Por último, se ha configurado el tiempo de integración en 400 – 700 µs.
3
Fig. 1. Muestra los dos tipos de soldadura que han sido inspeccionados con la termografía inductiva para detectar grietas superficiales. (a) se corresponde con una muestra de SHE y (b) con una muestra de GIT.
Fig. 2. Inductores empleados en las inspecciones. a) I1, Inductor fabricado y optimizado por Edevis GmbH (b) I2, inductor “casero” aún sin optimizar pero que ya da buenos resultados.
20 cm
(a)
(b)
(a) (b)
20 cm 10 cm
Durante la inspección, la muestra es escaneada paso a paso, siendo la ventana de inspección de unos 20 mm x 20 mm. Siempre se permite el solapamiento entre los escaneos para evitar pasar por alto cualquier posible defecto en los bordes. Se han empleado impulsos de entre 100 ms y 200 ms. Este intervalo ha proporcionado los mejores resultados junto con una frecuencia que va de 10 a 35 KHz, según el tipo de muestra. La configuración empleada está descrita esquemáticamente en la Fig. 3Error: Reference source notfound.
4. Desarrollo del algoritmo de detección automática de defectos
En este apartado, se describe la metodología establecida para aplicar la detección automática de grietas. Consta de dos fases principales: un primer procesamiento del registro basado en la termografía de fase pulsada y la posterior detección.
4.1. Primer procesamiento: FFT y la obtención de la forma de mariposa
Tal y como se ha mencionado brevemente más arriba, en este trabajo primeramente se procesa un registro termográfico utilizando la transformada rápida de Fourier. Dicha transformación convierte la información del dominio del tiempo al dominio de la frecuencia. El contenido temporal del rastro temperatura-tiempo asociado a cada píxel se convierte en un espectro de frecuencia. Posteriormente, los componentes de frecuencia pueden ser utilizados para caracterizar los defectos, con la ventaja de que los resultados de la fase son independientes de las variaciones en la emisividad de la superficie de la muestra en cuestión.
Además, cuando la fuente de excitación empleada es la inducción, resulta muy útil aplicar la FFT porque las imágenes de fase contienen la conocida ‘forma de mariposa’ en toda la superficie en la que aparece una grieta. Esta forma de mariposa es el patrón que el algoritmo de detección posterior encontrará y localizará. Por ello, es importante obtener las
4
Fig. 3. Esquema en la que se muestra la configuración empleada para inspeccionar muestras de Inconel SHE, utilizando termografía inductiva.
mejores imágenes de fase posibles en esta fase, lo cual hace que la aplicación del algoritmo de detección posterior resulte más fácil y fiable.
A este respecto, hay varios factores que afectan a la calidad de las imágenes de fase de Fourier. Por un lado, los parámetros de inspección empleados son críticos. Estos parámetros son la frecuencia de adquisición de imagen, la resolución, la frecuencia de inducción y la duración del pulso. Por otro lado, es esencial elegir el intervalo de registro pertinente para aplicar la transformación. En el Inconel, la información del patrón de mariposa se encuentra principalmente en el calentamiento. Sin embargo, es necesario coger parte del enfriamiento para obtener imágenes más nítidas. Y, lo que es más, cuando se aplican impulsos largos, no hace falta coger todo el calentamiento.
El otro factor que afecta a la calidad de las imágenes de fase o, más concretamente, a la forma de la mariposa generada, es la orientación del inductor [7] [11] [12]. La forma de mariposa simétrica solo se obtiene si el inductor induce corrientes perpendiculares a la grieta. Esto implica que el inductor debe generar un campo magnético paralelo a la grieta en cuestión. Si hay una rotación entre la grieta y el inductor, el patrón seguirá apareciendo pero se puede perder la simetría, provocando una mala detección de defectos posterior, cuando se aplique el algoritmo.
4.2. Detección automática de defectos
En este apartado, se describe el algoritmo desarrollado para automatizar la detección de los defectos. A tal efecto, es fundamental señalar que las grietas de pequeño tamaño que están presentes en estos componentes de SHE se caracterizan por mostrar un patrón específico en la fase extraída de su Transformada de Fourier, conocido comúnmente como Patrón de Mariposa. Una de las principales características de este patrón es su simetría rotacional. La Transformada Discreta de Fourier polar (pDFT) [4] [5] puede servir para identificar este tipo de simetría.
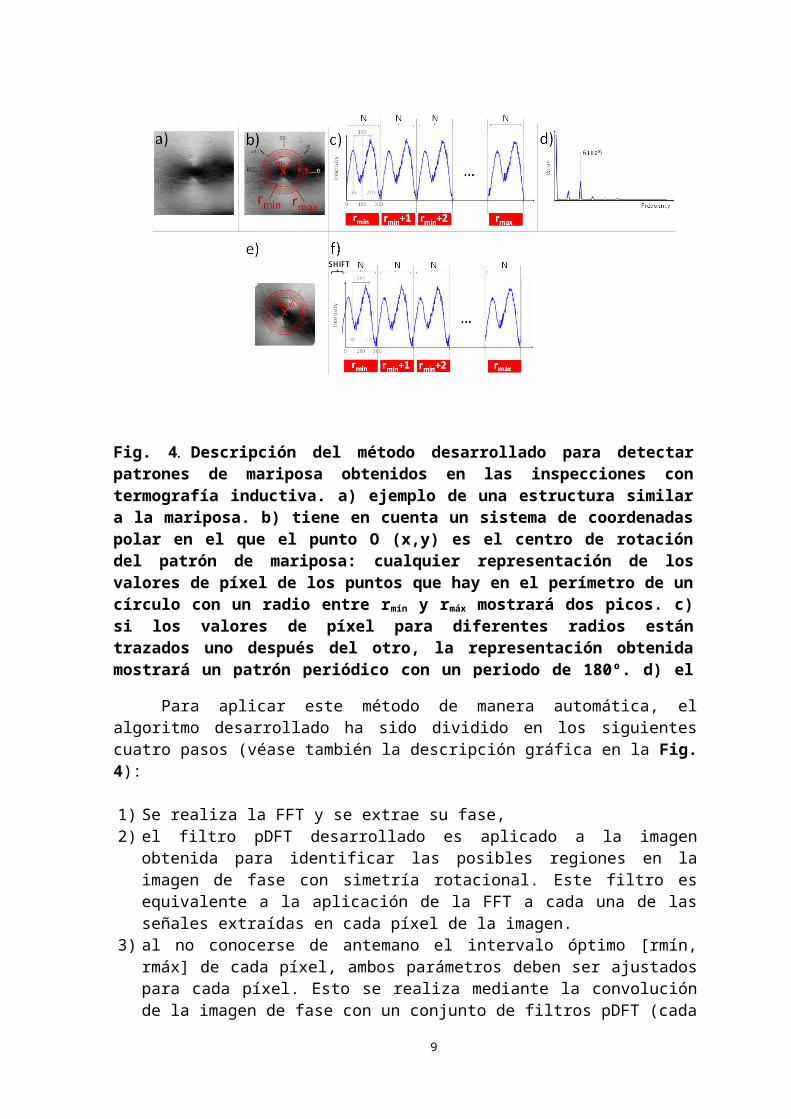
La aplicación de la pDFT para detectar el patrón de mariposa está descrita esquemáticamente en la Fig. 4. Tomemos la imagen de mariposa de la Fig. 4.a, supongamos que el píxel (x,y) es su centro de simetría y consideremos un círculo de radio rmín con centro (x,y). A continuación, extraigamos los valores de los píxeles que hay en el perímetro de este círculo y repitamos esta operación con los círculos de radio cada vez mayor, de rmín a rmáx (véase la Fig. 4.b). Y, por último, agreguemos todos estos vectores de valores de píxel obtenidos para cada radio uno detrás de otro (véase la Fig. 4.c). La señal ampliada obtenida será periódica, con un periodo de 180º, y, por lo tanto, su FFT debe mostrar un pico intenso en su frecuencia equivalente correspondiente (véase la Fig. 4.d).
Las principales diferencias entre las grietas serán su tamaño y orientación y se prevé apreciar dichas diferencias en los tamaños y orientación de sus respectivos patrones de mariposa. Sus tamaños pueden determinarse de manera aproximada ajustando los valores de rmín., rmáx. Y su orientación puede calcularse a partir del giro de la señal debido a su inclinación (véanse las Fig. 4.e y Fig. 4.f), es decir, la señal ampliada girará si se compara con un patrón de mariposa vertical y dicho giro puede determinarse a partir de las piezas reales e imaginarias de la FFT.
5
Para aplicar este método de manera automática, el algoritmo desarrollado ha sido dividido en los siguientes cuatro pasos (véase también la descripción gráfica en la Fig. 4):
1) Se realiza la FFT y se extrae su fase,2) el filtro pDFT desarrollado es aplicado a la imagen obtenida para identificar las
posibles regiones en la imagen de fase con simetría rotacional. Este filtro es equivalente a la aplicación de la FFT a cada una de las señales extraídas en cada píxel de la imagen.
3) al no conocerse de antemano el intervalo óptimo [rmín, rmáx] de cada píxel, ambos parámetros deben ser ajustados para cada píxel. Esto se realiza mediante la convolución de la imagen de fase con un conjunto de filtros pDFT (cada uno para diferentes valores rmín. y rmáx.) y la identificación del mejor resultado para cada píxel entre los resultados convolucionados.
4) el filtro pDFT extrae dos resultados, uno para la parte real y el otro para la parte imaginaria. En la FFT, las partes real e imaginaria pueden emplearse para determinar el cambio temporal de la señal de entrada con un valor de frecuencia específico. De modo similar, las partes real e imaginaria de la pDFT pueden servir para obtener la orientación de los patrones de mariposa detectados, es decir, en cada píxel. En este caso, el cambio temporal se corresponde con una rotación de la señal extraída para cada radio.
6
Fig. 4. Descripción del método desarrollado para detectar patrones de mariposa obtenidos en las inspecciones con termografía inductiva. a) ejemplo de una estructura similar a la mariposa. b) tiene en cuenta un sistema de coordenadas polar en el que el punto O (x,y) es el centro de rotación del patrón de mariposa: cualquier representación de los valores de píxel de los puntos que hay en el perímetro de un círculo con un radio entre rmín y rmáx mostrará dos picos. c) si los valores de píxel para diferentes radios están trazados uno después del otro, la representación obtenida mostrará un patrón periódico con un periodo de 180º. d) el espectro de amplitud de la FFT de la señal obtenida mostrará un pico en 180º. e) el mismo patrón de mariposa pero con orientación diferente. f) la señal obtenida será la misma que la de c) pero desplazada debido a que su orientación es diferente (las líneas verdes indican la orientación del patrón).
Este método puede servir para obtener el cálculo aproximado del radio y el ángulo de los defectos detectados que se muestran en el apartado de los resultados.
5. Resultados
En este apartado, se analiza todo el trabajo experimental realizado y el procesamiento posterior aplicado para la detección automática de defectos. En primer lugar, se ofrece una breve explicación de los parámetros empleados. Posteriormente, se subraya la importancia de la configuración del inductor y cómo su orientación afecta al calentamiento y, por tanto, a los termogramas obtenidos. Por último, todas las mediciones termográficas realizadas son mostradas junto con la correspondiente imagen macro del área inspeccionada y los resultados de la detección automática de defectos.
5.1. Optimización de la configuración de la excitación inductiva
Para establecer los parámetros óptimos de las mediciones termográficas, se han llevado a cabo varios experimentos tanto en las muestras SHE como en las muestras GIT.
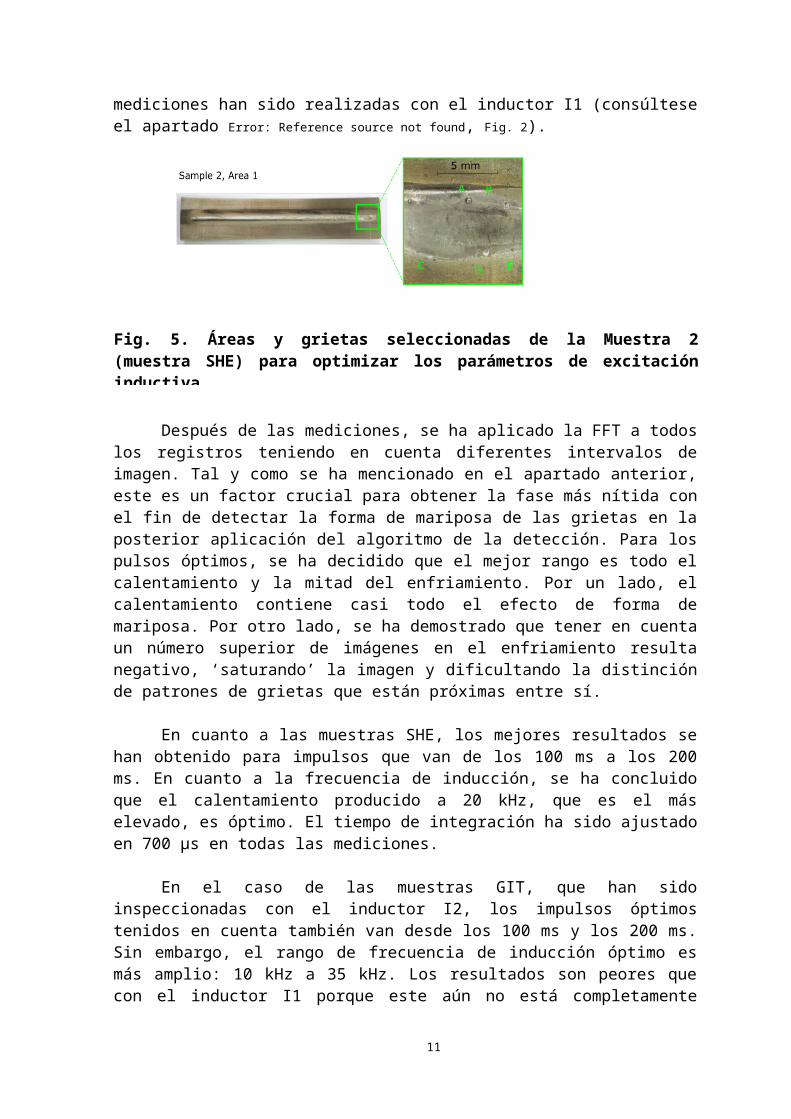
En el caso de las muestras SHE, para esta tarea se ha elegido el Área 1 de la Muestra 2 (véase la Fig. 5). Los valores tenidos en cuenta inicialmente para la frecuencia de inducción están en el rango 20 – 40 kHz, y entre los 50 y 500 ms, por lo que respecta a la duración del pulso. Todas las mediciones han sido realizadas con el inductor I1 (consúltese el apartado Error: Reference source not found, Fig. 2).
Después de las mediciones, se ha aplicado la FFT a todos los registros teniendo en cuenta diferentes intervalos de imagen. Tal y como se ha mencionado en el apartado anterior, este es un factor crucial para obtener la fase más nítida con el fin de detectar la forma de mariposa de las grietas en la posterior aplicación del algoritmo de la detección. Para los pulsos óptimos, se ha decidido que el mejor rango es todo el calentamiento y la mitad del enfriamiento. Por un lado, el calentamiento contiene casi todo el efecto de forma de mariposa. Por otro lado, se ha demostrado que tener en cuenta un número superior de imágenes en el enfriamiento resulta negativo, ‘saturando’ la imagen y dificultando la distinción de patrones de grietas que están próximas entre sí.
En cuanto a las muestras SHE, los mejores resultados se han obtenido para impulsos que van de los 100 ms a los 200 ms. En cuanto a la frecuencia de inducción, se ha concluido que el calentamiento producido a 20 kHz, que es el más elevado, es óptimo. El tiempo de integración ha sido ajustado en 700 µs en todas las mediciones.
7
Fig. 5. Áreas y grietas seleccionadas de la Muestra 2 (muestra SHE) para optimizar los parámetros de excitación inductiva.
En el caso de las muestras GIT, que han sido inspeccionadas con el inductor I2, los impulsos óptimos tenidos en cuenta también van desde los 100 ms y los 200 ms. Sin embargo, el rango de frecuencia de inducción óptimo es más amplio: 10 kHz a 35 kHz. Los resultados son peores que con el inductor I1 porque este aún no está completamente optimizado y el contacto con la superficie de la muestra se ve dificultado por su curvatura.
5.2. Importancia de la orientación del inductor en la forma de mariposa del defecto
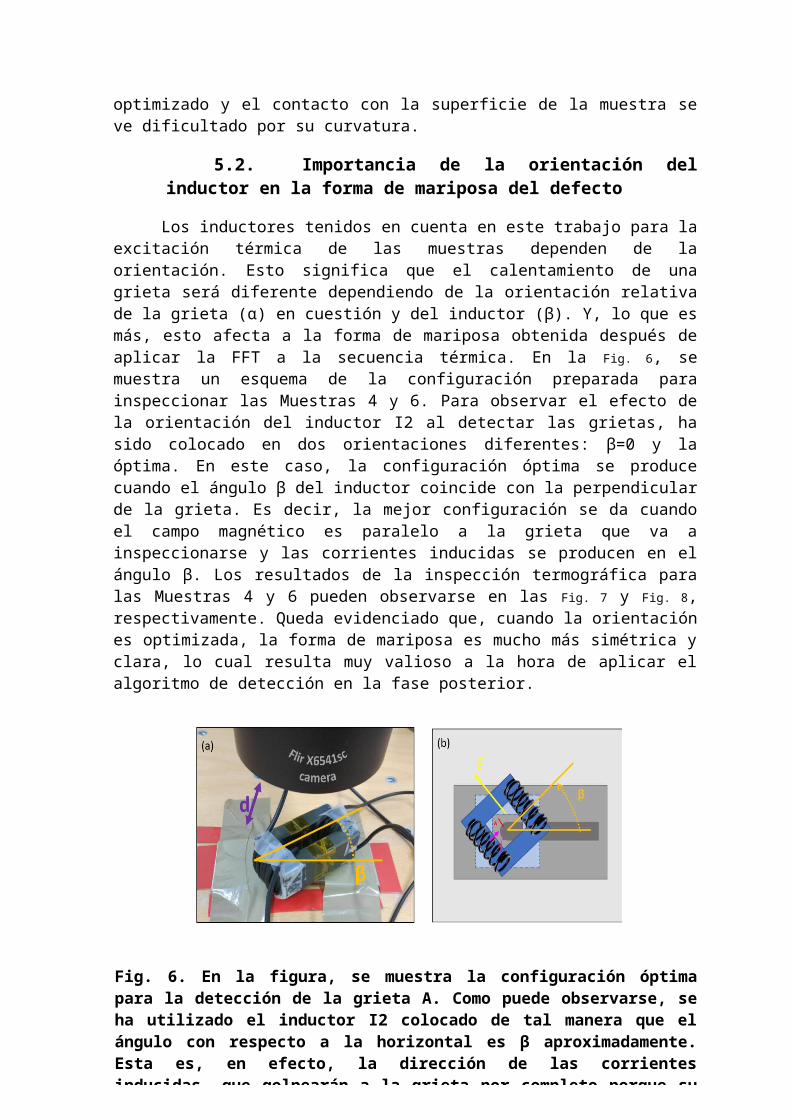
Los inductores tenidos en cuenta en este trabajo para la excitación térmica de las muestras dependen de la orientación. Esto significa que el calentamiento de una grieta será diferente dependiendo de la orientación relativa de la grieta (α) en cuestión y del inductor (β). Y, lo que es más, esto afecta a la forma de mariposa obtenida después de aplicar la FFT a la secuencia térmica. En la Fig. 6, se muestra un esquema de la configuración preparada para inspeccionar las Muestras 4 y 6. Para observar el efecto de la orientación del inductor I2 al detectar las grietas, ha sido colocado en dos orientaciones diferentes: β=0 y la óptima. En este caso, la configuración óptima se produce cuando el ángulo β del inductor coincide con la perpendicular de la grieta. Es decir, la mejor configuración se da cuando el campo magnético es paralelo a la grieta que va a inspeccionarse y las corrientes inducidas se producen en el ángulo β. Los resultados de la inspección termográfica para las Muestras 4 y 6 pueden observarse en las Fig. 7 y Fig. 8, respectivamente. Queda evidenciado que, cuando la orientación es optimizada, la forma de mariposa es mucho más simétrica y clara, lo cual resulta muy valioso a la hora de aplicar el algoritmo de detección en la fase posterior.
8
Fig. 6. En la figura, se muestra la configuración óptima para la detección de la grieta A. Como puede observarse, se ha utilizado el inductor I2 colocado de tal manera que el ángulo con respecto a la horizontal es β aproximadamente. Esta es, en efecto, la dirección de las corrientes inducidas, que golpearán a la grieta por completo porque su ángulo está a α=β+90, maximizando la excitación térmica y proporcionando una forma de mariposa simétrica después de aplicar la FFT al registro térmico.
El efecto de la orientación ya ha sido resuelto en algunos casos para la inspección de componentes pequeños [11], fabricándose inductores de tal manera que la excitación sea independiente de la orientación relativa con las grietas de la muestra que va a inspeccionarse. De todos modos, en el próximo apartado se observará que, incluso cuando la orientación no es óptima, el algoritmo de detección también funciona.
5.3. Resultados del algoritmo de detección automática de defectos
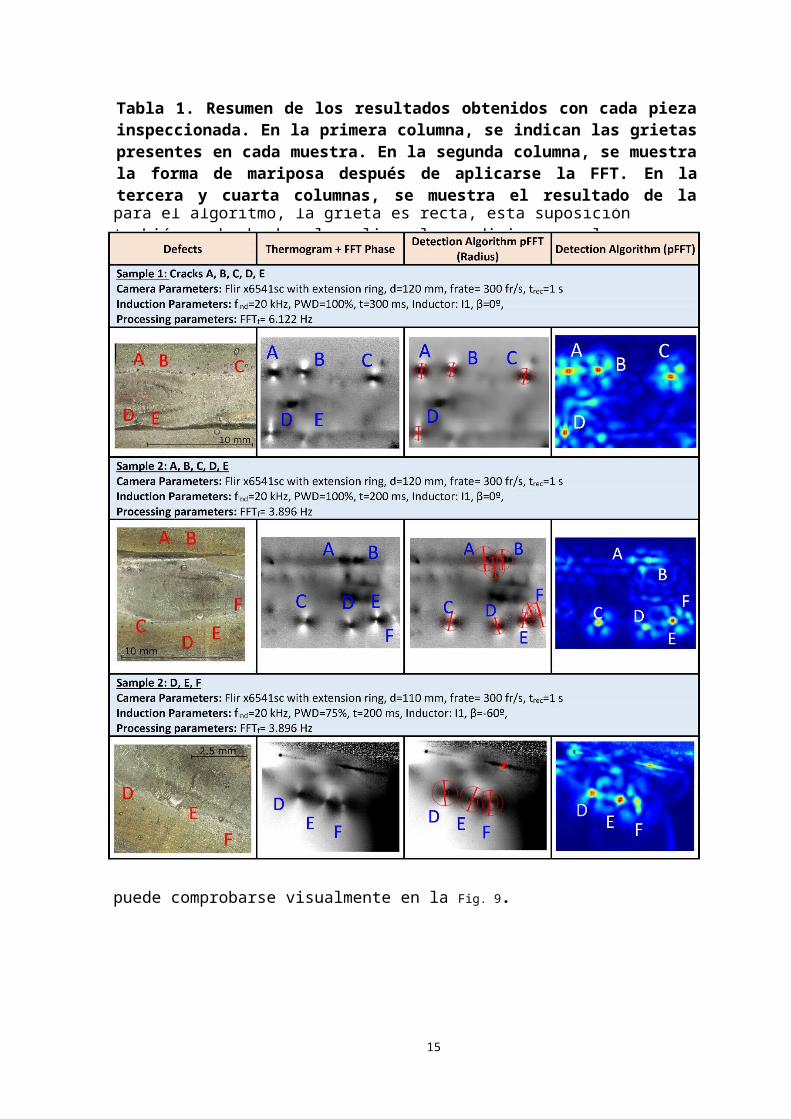
En este apartado, se muestran los resultados de la aplicación del algoritmo de detección a todas las muestras inspeccionadas. En la Tabla 1. Resumen de los resultadosobtenidos con cada pieza inspeccionada. En la primera columna, se indican las grietas presentes en cadamuestra. En la segunda columna, se muestra la forma de mariposa después de aplicarse la FFT. En latercera y cuarta columnas, se muestra el resultado de la aplicación del algoritmo de detección: en la tercera,se ofrece un cálculo del tamaño de los defectos y su radio. En la cuarta, se muestra la detección misma delos defectos. y en la Tabla 2. Continuación de la Tabla 1. En la primera columna, se indican las grietaspresentes en cada muestra. En la segunda columna, se muestra la forma de mariposa después de aplicarsela FFT. En la tercera y cuarta columnas, se muestra el resultado de la aplicación del algoritmo de detección:en la tercera, se ofrece un cálculo del tamaño de los defectos y su radio. En la cuarta, se muestra ladetección misma de los defectos., se recoge todo el trabajo realizado en esta investigación. Cada columna de las tablas representa una fase diferente del proceso de inspección. En la primera columna, se ofrece información detallada sobre las grietas presentes en cada muestra. La segunda columna se corresponde con la aplicación de la FFT al registro termográfico. En la tercera columna, se muestran los primeros resultados del algoritmo de detección. Concretamente, en esta columna, el algoritmo ya marca los defectos que ha encontrado y hace un cálculo del radio del defecto y su orientación. Por último, la cuarta y última columna se corresponde con la detección completa obtenida.
Los resultados reflejan que hay que ajustar aún más el algoritmo de detección porque sigue fallando a la hora de detectar algunos defectos. Por ejemplo, en la Muestra 1, no se detecta la grieta E. Además, en algunos casos sigue dando falsos positivos, como ocurre con la Muestra 2, en la que encuentra dos grietas de más.
9
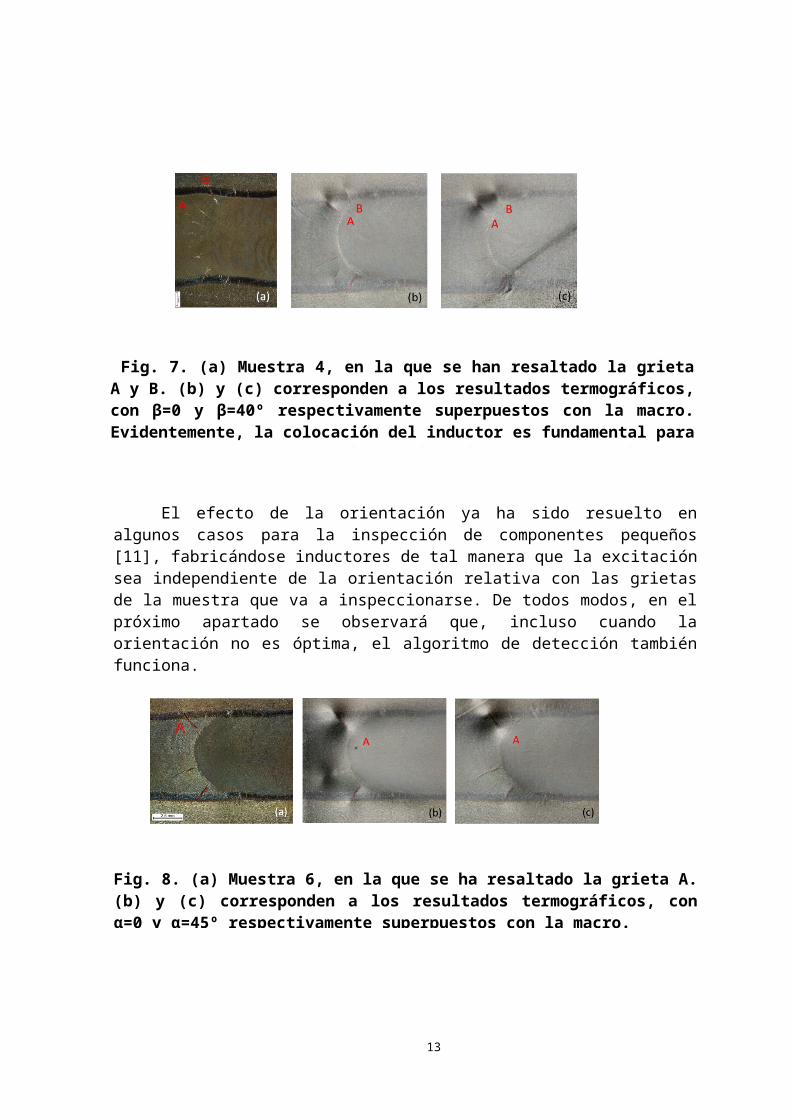
Fig. 7. (a) Muestra 4, en la que se han resaltado la grieta A y B. (b) y (c) corresponden a los resultados termográficos, con β=0 y β=40º respectivamente superpuestos con la macro. Evidentemente, la colocación del inductor es fundamental para obtener una forma de mariposa simétrica, con los máximos en los dos bordes de la grieta.
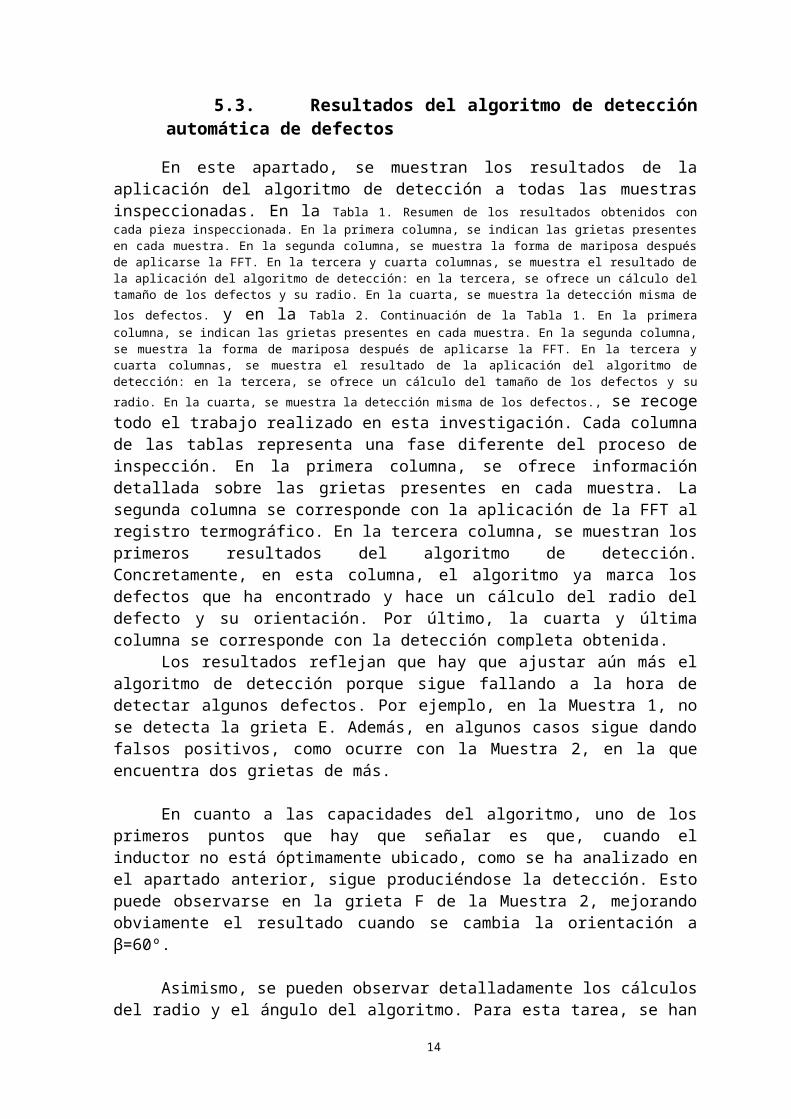
Fig. 8. (a) Muestra 6, en la que se ha resaltado la grieta A. (b) y (c) corresponden a los resultados termográficos, con α=0 y α=45º respectivamente superpuestos con la macro.
En cuanto a las capacidades del algoritmo, uno de los primeros puntos que hay que señalar es que, cuando el inductor no está óptimamente ubicado, como se ha analizado en el apartado anterior, sigue produciéndose la detección. Esto puede observarse en la grieta F de la Muestra 2, mejorando obviamente el resultado cuando se cambia la orientación a β=60º.
Asimismo, se pueden observar detalladamente los cálculos del radio y el ángulo del algoritmo. Para esta tarea, se han medido la longitud y el ángulo de la grieta a partir de las macros capturados, recogiéndose toda la información en la Tabla 3. Hay que señalar que el cálculo de la longitud de la grieta no es directo ni sencillo porque, en la macro, a veces no se puede distinguir una grieta de una raya. Además, como, para el algoritmo, la grieta es recta, esta suposición también se ha hecho al realizar las mediciones en los macros. De la misma manera, se ha tenido en cuenta el ángulo medio de la grieta al medir su inclinación con respecto a la horizontal (α). La correlación entre el radio experimental y los valores calculados sigue sin estar clara. Sin embargo, es preciso indicar que la correlación del ángulo es buena. Esto puede comprobarse visualmente en la Fig. 9.
10
11
Tabla 1. Resumen de los resultados obtenidos con cada pieza inspeccionada. En la primera columna, se indican las grietas presentes en cada muestra. En la segunda columna, se muestra la forma de mariposa después de aplicarse la FFT. En la tercera y cuarta columnas, se muestra el resultado de la aplicación del algoritmo de detección: en la tercera, se ofrece un cálculo del tamaño de los defectos y su radio. En la cuarta, se muestra la detección misma de los defectos.
12
Tabla 2. Continuación de la Tabla 1. En la primera columna, se indican las grietas presentes en cada muestra. En la segunda columna, se muestra la forma de mariposa después de aplicarse la FFT. En la tercera y cuarta columnas, se muestra el resultado de la aplicación del algoritmo de detección: en la tercera, se ofrece un cálculo del tamaño de los defectos y su radio. En la cuarta, se muestra la detección misma de los defectos.
6. Conclusiones y trabajo futuro
En este artículo, se ha aplicado la termografía inductiva pulsada a muestras SHE y GIT de Inconel 718 con el fin de detectar grietas superficiales. Los parámetros de inducción han sido optimizados para que su procesamiento posterior sea más fácil. Por lo que respecta al procesamiento, en una primera fase, se ha aplicado la FFT, conservando solo la información del calentamiento y solo parte de la curva de enfriamiento con el fin de visualizar mejor la forma de mariposa que aparece en las grietas. Esta conclusión es aún preliminar y debe comprobarse si puede generalizarse con todas las grietas que aparecen en el Inconel 718.
La principal aportación del artículo reside en la aplicación del Algoritmo de Detección de Grietas desarrollado a las imágenes de FFT obtenidas. Encuentra la simetría
13
Fig. 9. Correlación entre el ángulo de la grieta medido experimentalmente y el ángulo calculado con el algoritmo de detección de grietas desarrollado.
Tabla 3. Tabla en la que se resumen los resultados experimentales y del algoritmo de detección correspondientes a la longitud de las grietas inspeccionadas y su ángulo, con relación a varias muestras.
SampleWelding
TypeCrack
Experimental Crack
Size (mm)
Calculated mean Crack Size (pixels)
TH=0.95
Calculated mean Crack Size (mm)
TH=0.95
Angle (º)(Experimental Measurement)
Angle (º) (Algorithm Result)
A 1.90 11.5 0.55 94.9 86.7B 1.36 8.5 0.41 89.3 71.0C 1.07 12.5 0.60 77.6 76.9D 1.60 9.5 0.46 86.4 86.8A 0.72 20.5 0.98 94.2 94.4B 0.66 16.5 0.79 83.8 92.5C 0.90 13.5 0.65 77.5 76.8D 0.93 12.5 0.60 105.0 108.0E 0.94 11.0 0.53 78.4 76.2F 1.57 19.5 0.94 127.3 105.9
3 TIG B 1.07 20.0 0.96 83.2 89.6A 1.43 26.5 1.27 118.1 120.8B 2.13 14.5 0.70 140.2 146.3
2 EBW
1 EBW
4 TIG
rotacional de los ‘patrones similares a la mariposa’ para convertirlos, utilizando una Transformada Discreta de Fourier polar, en distribuciones gaussianas 2D que permiten identificar grietas.
El algoritmo funciona bastante bien aunque sigue fallando a veces debido a las posibles formas de mariposa tenues que pueden pasarse por alto. A veces, detecta también cierta periodicidad en la muestra que no está necesariamente asociada a una forma de mariposa.
Al margen de estos puntos que aún están mejorándose, el algoritmo ofrece la suficiente solidez para captar incluso los defectos cuando el inductor no está óptimamente situado con respecto a la grieta, es decir, cuando la forma de mariposa está deformada. Además, el algoritmo puede calcular tanto la longitud como la orientación de la grieta, aunque esto aún está siendo objeto de investigación.
Actualmente, el trabajo se está centrando en la optimización del algoritmo para evitar los falsos positivos mencionados. En este sentido, también se está realizando un trabajo experimental: por un lado, para mejorar las mediciones y, por otro lado, para mejorar los inductores. Si se dispusiera de inductores independientes de la orientación de la grieta, la detección resultaría más fácil porque las imágenes de FFT serían más limpias. Aunque ya existe este tipo de inductores [11], que están diseñados para inspeccionar pequeñas muestras, no sirven para inspeccionar los componentes reales finales de Inconel 718 de gran tamaño que se analizan aquí.
REFERENCIAS
[1] Christian Srajbr, Alexander Dillenz y Klaus Bräutigam. Crack detection at aluminum fuselages by induction excited thermography. En 4th International Symposium on NDT in Aerospace 2012 - Th.3.A.3, 2012.
[2] Christian Srajbr. Induction excited thermography in industrial applications. 19th World Conference on Non-Destructive Testing 2016, 2016.
[3] Udo Netzelmann, Günter Walle, Sergey Lugin, Andreas Ehlen, Steffen Bessert y Bernd Valeske. Induction thermography: principle, applications and first steps towards standardisation. Quantitative InfraRed Thermography Journal, 13(2):170–181, 2016.
[4] A. Averbuch, R.R. Coifman, D.L. Donoho, M. Elad y M. Israeli. Fast and accurate polar fourier transform. Applied and Computational Harmonic Analysis, 21(2):145 – 167, 2006.
[5] Markus Fenn, Stefan Kunis y Daniel Potts. On the computation of the polar fft. Applied and Computational Harmonic Analysis, 22(2):257 – 263, 2007.
[6] Rubén Usamentiaga, Pablo Venegas, Jon Guerediaga, Laura Vega, Julio Molleda, y Francisco G. Bulnes. Infrared thermography for temperature measurement and non-destructive testing. Sensors, 14(7):12305–12348, 2014.
[7] Beate Oswald-Tranta y Mario Sorger. Localizing surface cracks with inductive thermographical inspection: from measurement to image processing. Quantitative InfraRed Thermography Journal, 8(2):149–164, 2011.
[8] Beata Oswald-Tranta. Thermoinductive investigations of magnetic materials for surface cracks. Quantitative InfraRed Thermography Journal, 1(1):33–46, 2004.
[9] Oswald-Tranta B. y G. Wally. Thermo-inductive surface crack detection in metallic parts. 2006.
[10] Edevis Gmbh - https://www.edevis.com.
14
[11] Oswald-Tranta. Investigations for determining surface crack depth with inductive thermography. En 19th World Conference on Non-Destructive Testing 2016, 2016.
[12] Benjamin David Weekes. Investigation of Infrared Thermography NDE Techniques for Use in Power Station Enviroments. Tesis de doctorado, Imperial College London, 2011.
15