Embed Size (px)
Citation preview

Presentedby:
Copyright©2018SteelJoistInstitute.AllRightsReserved.
J U L Y 1 8 , 2 0 1 8
DuaneMiller,Sc.D.,P.E.andJosephPote,P.E.
WeldingIn,OnandAroundSteelJoists

PollingQuestion:
• NewrequirementtoearnPDHcredits
• Twoquestionswillbeaskedduringthedurationoftoday’spresentation
• ThequestionwillappearwithinthepollingsectionofyourGoToWebinarControlPaneltorespond
2

Disclaimer:
Theinformationpresentedhereinisdesignedtobeusedbylicensedprofessionalengineersandarchitectswhoarecompetenttomakeaprofessionalassessmentofitsaccuracy,suitabilityandapplicability.TheinformationpresentedhereinhasbeendevelopedbytheSteelJoistInstituteandisproducedinaccordancewithrecognizedengineeringprinciples.TheSJIanditscommitteeshavemadeaconcertedefforttopresentaccurate,reliable,andusefulinformationonthedesignofsteeljoistsandJoistGirders.ThepresentationofthematerialcontainedhereinisnotintendedasarepresentationorwarrantyonthepartoftheSteelJoistInstitute.Anypersonmakinguseofthisinformationdoessoatone’sownriskandassumesallliabilityarisingfromsuchuse.
3

LearningObjectives:
• Understandsomeofthechallengesandproceduresrelatedtoweldinginthemanufactureofsteeljoists.
• Understandsomeofthechallengesandproceduresrelatedtoweldingintheerectionofsteeljoists.
• UnderstandtheweldingcriteriapublishedintheSteelJoistInstituteSJI-100-2015specificationandhowitrelatestoAmericanWeldingSociety(AWS)specifications.
4

Background:OpenWebSteelJoistWelding
• ManufacturedintheUnitedStatessince1923
• OriginalwasaWarrentruss
– Singlecontinuousbentroundbarweb– Straightdoubleroundbarsforbothchords– Manualshieldedmetalarcwelding(stickwelding)
5

Background:OpenWebSteelJoistWelding
• SteelJoistInstitute(SJI)establishedin1928forthepurposeofstandardizingwhathadbecomeaconfusingindustry
• FirstSJIloadtablesforSteelJoistspublishedin1929
• Variousweldingtechnologieshavebeenusedbydifferentmanufacturers,overtheyears
6

Background:OpenWebSteelJoistWelding
• ResistanceWelding–partsheatedandfusedwithouttheuseoffillermetal.
• Semi-automaticgas-shieldedweldingintroducedin1950’s.
– Continuousfeedofsmalldiameterwire
– Noslag– Improvedaccessandweldpenetrationforflare-bevel,flare-
vee,andfilletweldscommontojoistmanufacturing.
7

Background:OpenWebSteelJoistWelding
• SJImembercompaniesproduceanestimated900millionweldsperyearonsteeljoistsandJoistGirders
• Hugenumberofweldsproducedinhighspeedproductionenvironment
• Veryrepetitiveweldsofsimilarsizeandtypeforagivenproductionline
• SteelJoistshaveaproventrackrecordwithbillionsofin-servicewelds
8
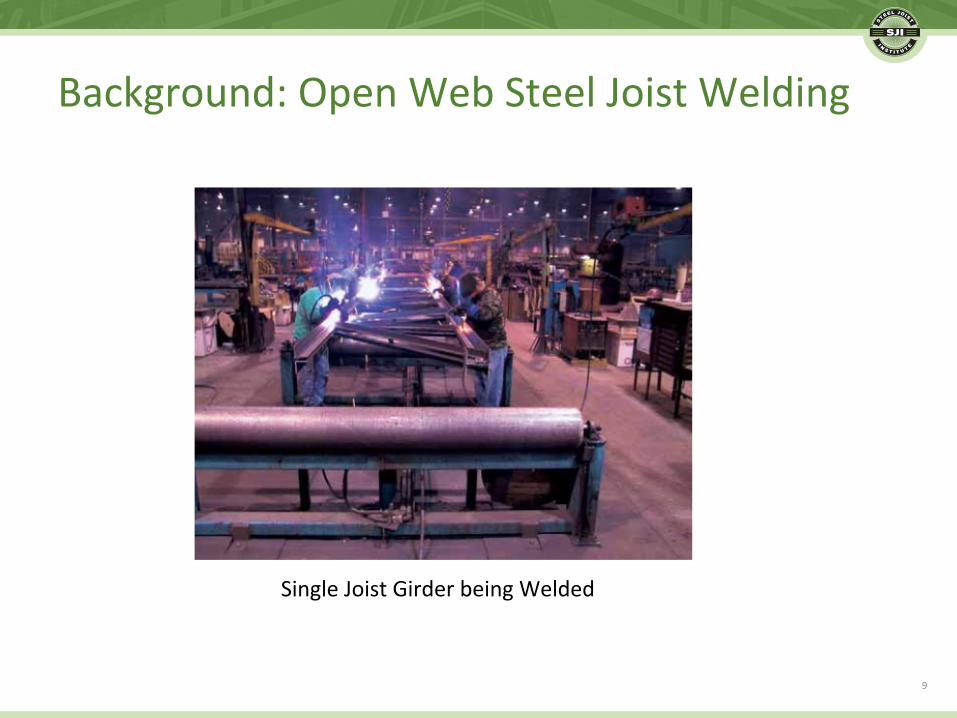
Background:OpenWebSteelJoistWelding
SingleJoistGirderbeingWelded
9

Background:OpenWebSteelJoistWelding
MultipleK-SeriesJoistbeingWelded
10
Background:OpenWebSteelJoistWelding
• QualityControlforweldsmayinclude:
– VisualInspection– Prooftestingbynon-destructivepryloading– Prooftestingbyloadingofacompletejoist
– Testcompletejoisttodestruction
– Destructivetestofsampleweldedjoints
– Cross-sectionandetchofsampleweldedjoints
11

CommonWeldedJointsinSteelJoists:
• ChordSplices:
• Usuallyanglesectionscutand/orbuttsplicedtoobtainappropriatelength
• Continuousfeedforefficientmaterialuseresultsinspliceseveninchordsoflengthlessthanstandardinventorylength
• Anglesizesrangefrom1”x1”x7/64”to6”x6”x¾”andhigher.
• Somemanufacturersusecold-formedanglechordswhicharefedoffacoilandsplicedwhileflat,priortocold-forming.
12

CommonWeldedJointsinSteelJoists:
TypicalChordAngleButtSplice
13

CommonWeldedJointsinSteelJoists:
TypicalReinforcedChordAngleButtSplice
14

CommonWeldedJointsinSteelJoists:
• TemporaryWelds:
• Joistsmustbeheldtogetheratthe‘riggingtable’(jig)priortobeingmovedtotheweldingarea.
• Clampsaresometimesusedwherefeasible.
• Whereclampsarenotfeasible,tackweldsareusedtoholdthejoisttogetheruntilfullywelded.
• Tackweldsmay(ormaynot)belaterincorporatedintothefinaldesignweld.
• Ifincorporatedintodesignweldmustmeetalldesignweldrequirements.
15

CommonWeldedJointsinSteelJoists:
• Finish/JointWelds:
• WebtoChordJointwelds
• Minimumsizeandlengthofweldisdictatedbyacombinationofmanufacturerstandardsanddesignrequirementsspecifiedonthemanufacturingshoporder.
• Threeprimarytypesofwebmembers:
– RoundBar
– SingleMember
– DoubleMember
16

CommonWeldedJointsinSteelJoists:
• ThreePrimaryTypesofWebMembers:
• RoundBars:– BentRodinContinuousVorWPattern
– Typicallyusedonsmallerdepthjoists
– Notefficientmaterialusagefordeeperjoists
– Weldedononesideofbartoeachchordangle
– Flare-bevel-grooveweld
17

CommonWeldedJointsinSteelJoists:
• ThreePrimaryTypesofWebMembers:
• SingleMember(insidethechordgap):
– Anglescrimpedatends(forconstantchordgap)
– Singlerotatedun-crimpedangle(1”angle/1”gap)
– AnglesformedalongfulllengthtocreateaUorCshape
– Cold-FormedUorCchannelsection
– Typicallyusecombinationoffilletandflare-bevel-groovewelds
– Usuallyconservativelydesignasfilletweldsforsimplicity
– Usuallyweldedalongoneside(toeachchordangle)withreturnweldacrosstheend.
18

CommonWeldedJointsinSteelJoists:
WeldPlacementonSingleAngles
19
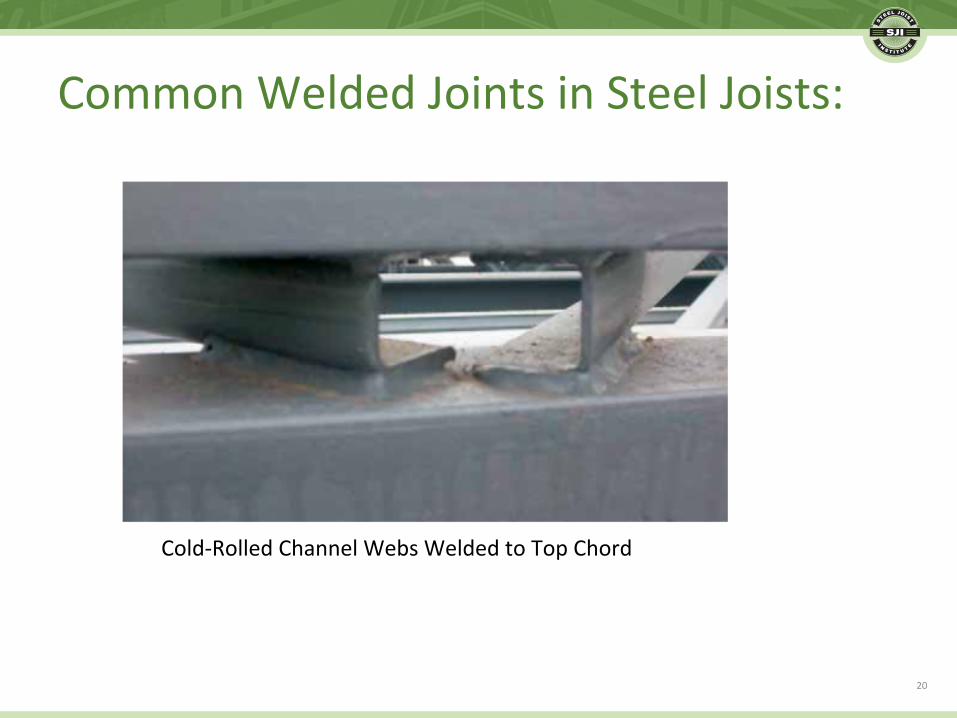
CommonWeldedJointsinSteelJoists:
Cold-RolledChannelWebsWeldedtoTopChord
20

CommonWeldedJointsinSteelJoists:
Cold-RolledChannelWebsWeldedtoBottomChord
21

CommonWeldedJointsinSteelJoists:
• ThreePrimaryTypesofWebMembers:
• DoubleMember(placedoutsidethechordangleverticallegs)
– Typicallyweldedacrossbothtoeandheelattheends– SJIStandardSpecificationdoesnotrequirebalancedwelds– Mayusefull-thicknessfilletweldsonmaterialsgreaterthan
¼”thickness
– Oftenconnectedatcenterwithatie-clip(batten)
22

CommonWeldedJointsinSteelJoists:
FilletWeldedDouble-AngleWebMemberstoTopChord
23

CommonWeldedJointsinSteelJoists:
LappedSeatAngletoTopChordFilletWelds
24
ModernJoistManufacturingWeldingProcesses
• 2006SJIMemberCompanySurvey:
• ShieldedMetalArcWelding(SMAW)
– “Stick”welding
– Solid-corewireelectrodes
– 1/8inchto¼inchdiameter
– Surroundedby“flux”shieldingmaterial
– Commonlyusedfortemporary“tack”weldsduringassembly
25

ModernJoistManufacturingWeldingProcesses
• 2006SJIMemberCompanySurvey:
• FluxCoredArcWelding(FCAW)
– Flux-coredtubularelectrode
– Flux(shielding)materiallocatedinsidethetubularmetalcore
– 0.030inchto1/8inchdiameter
– Spooledintodifferentpackagingneeds
26
ModernJoistManufacturingWeldingProcesses
• 2006SJIMemberCompanySurvey:
• GasMetalArcWelding(GMAW)
– “MIG”(MetalInertGas)welding
– Shieldinggassurroundstheweldpool
– Solidelectrodesuseno“flux”material,resultingina“slagfree”weldpool
– 0.035inchto0.052inchdiameter
– Mostcommonlyusedinjoistmanufacturing
27

ModernJoistManufacturingWeldingProcesses
• 2006SJIMemberCompanySurvey:
• ResistanceWelding
– Jointfusedthroughcombinedpressureandlocalizedheat
– Heatgeneratedbypassingcurrentthroughtheworkpiecesmeltscontactsurface
– Noelectrodesareconsumed
28

ModernJoistManufacturingWeldingProcesses• 3ResistanceWeldingProcessusedinJoistIndustry
– ResistanceSpotWelding(RSW)
• Smalllocalizedweld
• Electrodedeterminesweldsizeandshape
– FlashWelding(FW)
• Electricarcbetweenjoiningpiecesmeltssteel
• Thenpressedtogethertoformweld
• Commonlyusedformaterialbuttsplices
– UpsetWelding(UW)
• SimilartoFlashWeldingexceptpiecesarepressedtogetherpriortoapplyingelectriccurrent
29

FieldWeldingonSteelJoists:
• Theperformanceofopenwebsteeljoistsandthesafetyofthesteelerectionworkersaregreatlyinfluencedbytheweldingexecutedinthefield.
• Properweldingtechniquesandinspectionareessentialtothesatisfactoryperformanceofthejoistsduringtheconstructionphaseandthelifeofagivenstructure.
30

FieldWeldingonSteelJoists:• Fieldweldingshallbeinaccordancewith:
– AWSD1.1StructuralWeldingCode–Steeland
– AWSD1.3StructuralWeldingCode–SheetSteel
• Theweldingmustbeperformedwithelectrodesconformingto:
– AWSA5.1SpecificationforCarbonSteelElectrodesforShieldedMetalArcWeldingor
– AWS5.20SpecificationforCarbonSteelElectrodesforFluxCoredArcWelding.
• Electrodesmustbeproperlystoredtomaintainfluxquality.
• Inspectionshallbelimitedtotheweldingexecutedinthefieldandshallbeperformedbyqualifiedpersonnel.
31

FieldWeldingonSteelJoists:
• ThreePrimaryAreasofJoistFieldWelding
– JoistEndAnchorage– JoistBridging– MetalDecking
32

FieldWelding–JoistEndAnchorage:
• JoistEndAnchorage– Inmostinstancestheminimumendanchorageweldsspecifiedby
SJIareadequateforJoistGirders,K-,LH-,orDLH-Seriesjoists.
– However,specialattentionfromtheSpecifyingProfessionalisrequiredwhenjoistsaresubjectedto:
• upliftforces
• axialforcestransferredtosupportingstructure
• joistsutilizedinrigidframes
• largerand/orlongerweldsmayberequiredtotransferthesereaction
forcestothesupportingstructure.
33

FieldWelding–JoistEndAnchorage-Uplift:
• Typically,joistsandJoistGirderswithboltedendanchoragealsorequireafinalconnectionbyweldinginordertoprovidelateralstabilitytothesupportingmember.However,onlytheboltsarereliedontoprovideupliftanchorage.Thebolttypeanddiameterdesignedbythespecifyingprofessionalshallprovidesufficienttensilestrengthtoresisttheupliftendreactionresultingfromthespecifieduplift.BoltsofhigherstrengththantheminimumrequiredbytheSteelJoistInstituteStandardSpecificationsmayberequired.(SJI-COSP-2015)
34
FieldWelding–JoistEndAnchorage-Uplift:
• Whenthebearingseatsaredetailedforaboltedconnection,boltsshallbeinstalled.Iftheboltsarenotinstalled,anequivalentweldedconnectionmaybepermittedbythespecifyingprofessional,providedtheweldisdepositedintheslotonthesidefarthestfromtheedgeoftheseat.AdditionalweldrequiredtomeetthatspecifiedfortheweldedconnectionshallbeplacedatalocationontheseatawayfromtheouteredgeoftheslotasshowninFigure2.10-1.(SJI-COSP-2015)
35

FieldWelding–JoistEndAnchorage-Uplift:
36

FieldWelding–JoistBridging:• Joistbridgingstabilizesjoistsduringtheconstructionphase
• Essentialtothesafetyofthefieldworkers
• Alsoessentialtotheperformanceofthejoistsparticularly:
– whenupliftforcesencountered,or
– whenjoisttopchordsarenotlaterallysupportedbydecking(standingseamroof)
• Attachmentofthebridgingtothejoistschordmembersmust:
– resistanticipatedbracingforces
– beinconformancewiththeStandardSpecificationsoftherelevantjoistseries
– befilletwelds
– fourpointspot/tackweldsarenotacceptable
37

FieldWelding–JoistBridging:
AcceptableWeldofBridgingAngletoBottomChord
38

FieldWelding–JoistBridging:
UnacceptableWeldofBridgingAngletoBottomChord
39
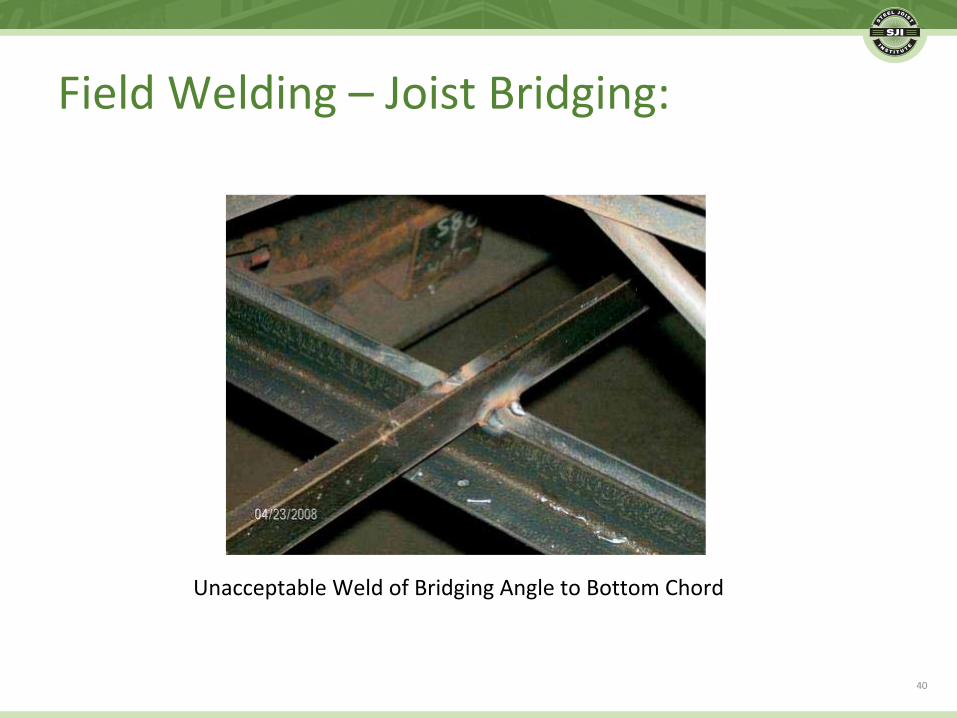
FieldWelding–JoistBridging:
UnacceptableWeldofBridgingAngletoBottomChord
40

FieldWelding–MetalDecking:
• Weldingofmetaldeckingshallbeinaccordancewith:– AWSD1.3,StructuralWeldingCode-SheetSteeland
– theSteelDeckInstituterequirements
• Weldingwashersshallbeusedonalldeckunitswithmetalthicknesslessthan0.028”
• Whereweldingwashersarenotused,aminimumvisible5/8”diameterarcpuddleweldshallbeused.
• Weldmetalshallpenetratealllayersofdeckmaterialatendlapsandshallhavegoodfusiontothesupportingmembers.
• Whenused,filletweldsshallbeatleast1½inch(38mm)long.
• SpecialcarerequiredweldingdecktoK-Seriesjoists:– Topchordsarerelativelythin(1/8”thick)
– Potentialformeltthroughisthereforeincreasedand,
– Ifmeltthroughoccurs,itmustbereportedtothejoistmanufacturerforevaluationandrecommendation.
41

JoistWeldingStandardHistory
• EarlySteelJoistInstitutemembercompaniesusedawiderangeofweldingprocesses.Someofthoseprocesseswerefairlynewandlackedwell-definedparameters.
• Asaresult,SJIadoptedanearlypolicyofaPerformance-BasedWeldingSpecification,basedonmanufacturerweldingstandardscombinedwithweldstrengthtesting.
42

JoistWeldingStandardHistory
• AsJoistManufacturersembracednewweldingtechnologies,theywereabletoachievebetterweldaccessandbetterweldpenetrationwithsmallerdiameterweldwiresthanwaspossiblewitholderSMAW“stick”welding.
• Asaresult,theflare-bevel-grooveweldsonrod-webjoistshadbetterthroatdimensionsandhigherstrengththanthatpredictedbyAWSandAISCdesignequationsatthattime.
43

JoistWeldingStandardHistory
• Inthe1970’sSJIsponsoredresearchatWashingtonUniversity,conductedbyDr.TheodoreGalambos,exploringthroatdimensionsandweldstrengthsofanarrayofvariousjoistsizesproducedbyvariousjoistmanufacturers.
• Theresultsofthosetestwerepublishedin1983,inthefirsteditionofSJITechnicalDigest8,“WeldingofOpen-WebSteelJoistsandJoistGirders.”
44

JoistWeldingStandardHistory
• Basedonthatresearch,thetechnicaldigestpresentedanewequationforflare-bevel-grooveweldthroatcalculation,thatisusedtothisday:
45

JoistWeldingStandardHistory
• In1983,thisnewweldthroatequationwassubstantiallylessconservativethanthe5/16RthatusedbyAWSandAISC,atthattime.
• However,around2005,AWSandAISCadopted5/8Rfortheflare-bevel-grooveweldthroatwhenGMAWweldingprocessisused.Inmostcases,thisresultsinanAWScalculateddesignweldthroatthatisactuallyslightlyhigherthantheSJIdesignweldthroat.
46

JoistWeldingStandardHistory
• WiththeadditionofthenewweldthroatequationbasedontestingandtheemerginguseofGMAWasthepredominateweldingprocessusedforweb-to-chordconnectionsinthejoistindustry,SJIbegantoworktowardstandardizingbothwelddesignproceduresandminimumweldqualityrequirements.
• However,thiswasdoneinsuchamannerastoretainthefundamentalconceptofaPerformance-BasedWeldingSpecification.
47

JoistWeldingStandardHistory
• TheresultingSJIweldspecificationleftmuchtobedesired.
• Thereweremanyareasitdidnotaddresssimplybecausetheydidnotusuallyapplytojoistmanufacturing,orbecausethemembercompaniescouldnotagreeonasinglestandard.
• ItalsoresultedinfrequentclasheswithjobsiteinspectorswhodidnotunderstandthedifferencesbetweenSJIweldingcriteriaandAWSweldingcriteria.
48

JoistWeldingStandardHistory
• Moreover,theirwerediscrepanciesinapproachtowelddesigncriteriabetweenK-Series,LH-SeriesandJoistGirderdesignspecifications.
• SpecifyingProfessionalswereoftensuspiciousoftheSJIweldingcriteriaandsometimescalledforAWSweldingstandardsonSJIstandardproducts,furthercloudingissues.
49

ANewApproach–BestofAWSandSJI
• Intheir2015specification,SJItookaboldnewapproach.
• K-Series,LH-Series,DLH-SeriesandJoistGirdershaveallbeencombinedintoasinglespecification.
• RetainsallthepriorSJIinspectionandtestingcriteria…AND…
• TheweldingcriteriahasbeencompletelyrewrittentoexplicitlyrequireAWSweldingstandardswithclearlydefinedexceptionsapplicabletothejoistindustry,aspermittedbyAWSD1.1:2015,Section6.8.
50

AssessmentQuestion
• WhatweldingprocessisusedbyJoistManufacturers,today?
• a)ShieldedMetalArcWelding(SMAW)“Stick”weldingb)FluxCoredArcWelding(FCAW)weldingc)GasMetalArcWelding(GMAW)“MIG”(MetalInertGas)weldingd)ResistanceWelding
e)Alltheabove
51

Steel Joist Institute
Standard Specifications
44th Edition
52

Steel Joist Institute Standard Specifications 44th Edition
4.5 CONNECTIONS
4.5.1 Methods
Member connections and splices shall be made by
attaching the members to one another by arc or
resistance welding or other accredited methods in
accordance with the following:
53

Steel Joist Institute Standard Specifications 44th Edition
a) Steel joist and Joist Girder arc welded joints
shall be in accordance with the American
Welding Society, “Structural Welding Code—
Steel”, D1.1, and/or the “Structural Welding Code
Sheet Steel”, D1.3 with the following seven
modified acceptance criteria as permitted by
AWS D1.1 Clause 6.8:
54

AWS D1.1:2015 Structural Welding Code--Steel
6.8 Engineer’s Approval for Alternate Acceptance Criteria The fundamental premise of the code is to provide
general stipulations applicable to most situations.
55

AWS D1.1:2015 Structural Welding Code--Steel
6.8 Engineer’s Approval for Alternate Acceptance Criteria (cont’d)
Acceptance criteria for production welds different
from those described in the code may be used for a
particular application, provided they are suitably
documented by the proposer and approved by the
Engineer.
56

AWS D1.1:2015 Structural Welding Code--Steel
6.8 Engineer’s Approval for Alternate Acceptance Criteria (cont’d)
These alternate acceptance criteria may be based
upon evaluation of suitability for service using past
experience, experimental evidence or engineering
analysis considering material type, service load
effects, and environmental factors.
57

AWS D1.1:2015 Structural Welding Code--Steel
C-6.8 Engineer’s Approval for Alternate Acceptance Criteria The criteria provided in Clause 5 Fabrication are
based upon knowledgeable judgment of what is
achievable by a qualified welder.
AWS D1.1 is primarily a workmanship-based code.
58

AWS D1.1:2015 Structural Welding Code--Steel
C-6.8 Engineer’s Approval for Alternate Acceptance Criteria (cont’d) The criteria in Clause 5 should not be considered as
a boundary of suitability for service.
AWS D1.1 is not a fitness-for-service code.
59

C-6.8 Engineer’s Approval for Alternate Acceptance Criteria (cont’d) Suitability for service analysis would lead to widely
varying workmanship criteria unsuitable for a
standard code.
AWS D1.1:2015 Structural Welding Code--Steel
It is hard to manage projects with multiple workmanship standards.
60

C-6.8 Engineer’s Approval for Alternate Acceptance Criteria (cont’d) Furthermore, in some cases, the criteria would be
more liberal than what is desirable and producible by
a qualified welder.
AWS D1.1:2015 Structural Welding Code--Steel
61
Steel Joist Institute Standard Specifications 44th Edition
a) Steel joist and Joist Girder arc welded joints
shall be in accordance with the American
Welding Society, “Structural Welding Code—
Steel”, D1.1, and/or the “Structural Welding Code
Sheet Steel”, D1.3 with the following seven
modified acceptance criteria as permitted by
AWS D1.1 Clause 6.8:
62

The Meeting
The Survey
The Arm Wresting
63

AWS D1.1:2015 Structural Welding Code--Steel
6.8 Engineer’s Approval for Alternate Acceptance Criteria (cont’d)
These alternate acceptance criteria may be based
upon evaluation of suitability for service using past
experience, experimental evidence or engineering
analysis considering material type, service load
effects, and environmental factors.
64

The Meeting
The Survey
The Arm Wresting
The Analysis
The Results
65

Steel Joist Institute Standard Specifications 44th Edition
a) Steel joist and Joist Girder arc welded joints
shall be in accordance with the American
Welding Society, “Structural Welding Code—
Steel”, D1.1, and/or the “Structural Welding Code
Sheet Steel”, D1.3 with the following seven
modified acceptance criteria as permitted by
AWS D1.1 Clause 6.8:
66

Steel Joist Institute Standard Specifications 44th Edition
1) Undercut shall not exceed 1/16 inch (2 mm) for
welds oriented parallel to the principle stress.
User Note: The typical diagonal web member connection to one leg of a cord angles is considered to be parallel to the principal stress.
67

AWS D1.1:2015 Structural Welding Code--Steel
68

AWS D1.1:2015 Structural Welding Code--Steel
69
AWS D1.1:2015 Structural Welding Code--Steel
70

AWS D1.1:2015 Structural Welding Code--Steel
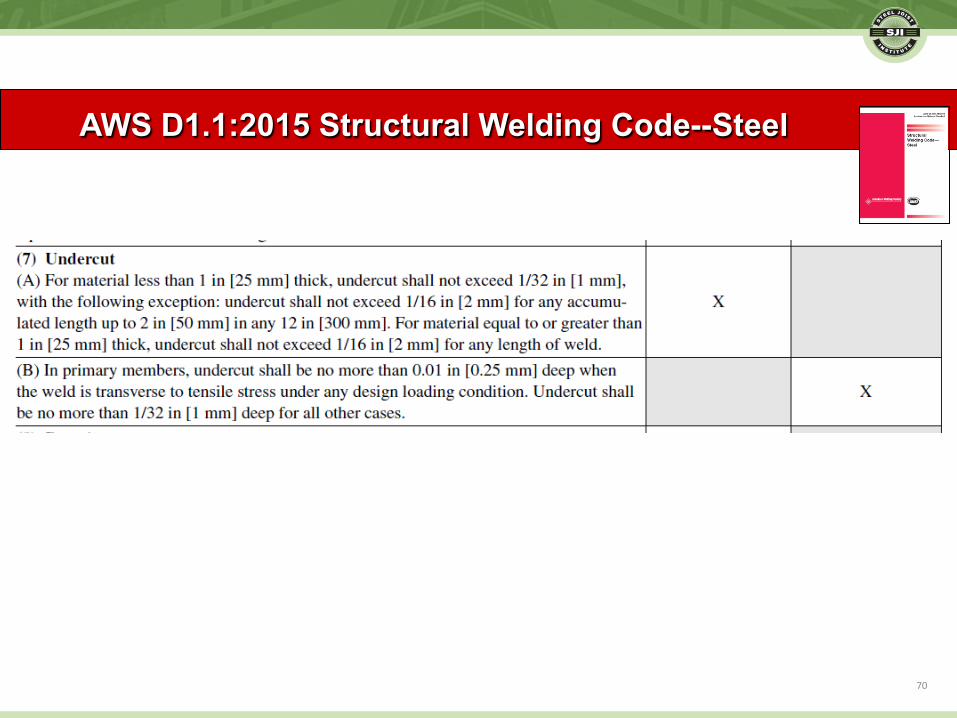
(7) Undercut
(A) For material less than 1 in [25 mm] thick,
undercut shall not exceed 1/32 in [1 mm], with the
following exception: undercut shall not exceed 1/16
in [2 mm] for any accumulated length up to 2 in [50
mm] in any 12 in [300 mm]. For material equal to or
greater than 1 in [25 mm] thick, undercut shall not
exceed 1/16 in [2 mm] for any length of weld.
71

Steel Joist Institute Standard Specifications 44th Edition
2) Discontinuities outside the weld design length
shall be permitted providing no crack exists and
undercut does not exceed the limits of item 1). User Note: The weld design length is the minimum weld length needed for the connection force and weld thickness. Portions of the actual weld length with imperfections or discontinuities such as porosity or lack of a full profiles are not included when comparing the actual weld length to the weld design length.
72

Steel Joist Institute Standard Specifications 44th Edition
User Note: Minor arc strikes do not reduced the strength of AWS Group II materials (refer to Van Malssen, 1984).
3) One unrepaired arc strike shall be permitted
per joint provided it does not result in other
unacceptable defects.
73

AWS D1.1:2015 Structural Welding Code--Steel
5.28 Arc Strikes
Arc strikes outside the area of permanent welds
should be avoided on any base metal. Cracks or
blemishes caused by arc strikes shall be ground to a
smooth contour and checked to ensure soundness.
74

Steel Joist Institute Standard Specifications 44th Edition
4) The effective throat for flare bevel groove
weld shall be calculated in accordance with
equation 4.2-18.
User Note: The effective weld throat used by the SJI with round bars is based on SJI research and is more conservative than AWS D1.1 for GMAW for round bars in excess of 9/16” (14 mm). See Steel Joist Institute Technical Digest 8, “Welding of Open Web Steel Joists and Joist Girders.”
75
Steel Joist Institute Standard Specifications 44th Edition
For flare bevel groove welds, the effective weld
area is based on a weld throat width, T, where:
T (inches) = 0.12 D + 0.11
Where D = web diameter, inches
or,
T (mm) = 0.12 D +2.8
Where D + web diameter, mm
76

AWS D1.1:2015 Structural Welding Code--Steel
77

AWS D1.1:2015 Structural Welding Code--Steel
78

AWS D1.1:2015 Structural Welding Code--Steel
For GMAW:
E = (5/8)R
79

Diameter AWS D1.1 SJI %
1/2 0.156 0.170 - 9
5/8 0.195 0.185 5
3/4 0.234 0.200 15
7/8 0.273 0.215 21
1 0.312 0.230 26
80

81

Steel Joist Institute Standard Specifications 44th Edition
5) Tack welds that are discontinuous from other
welds shall meet the criteria for undercut, but
shall be exempt from all other acceptance criteria.
User Note: Joist manufacturers use tack welds in the assemble process, and so long as they do not diminish the strength of the base metal and are not incorporated in the final weld for strength, they are not required to meet other inspection criteria.
82

AWS D1.1:2015 Structural Welding Code--Steel
5.17.1 General Requirements
(1) Tack welds and construction aid welds shall be
made with a qualified or prequalified WPS and by
qualified personnel.
(2) Tack welds that are not incorporated in final
welds, and construction aid welds that are not
removed, shall meet visual inspection requirements
before a member is accepted.
83

Steel Joist Institute Standard Specifications 44th Edition
6) The weld size shall be considered acceptable
provided neither the leg nor the weld throat is
undersized less than the AWS D1.1 limits within the
weld design length.
84

Steel Joist Institute Standard Specifications 44th Edition
7) For material thicknesses less than 1/8”,
AWS D1.1 or D1.3 shall be considered appropriate.
User Note: AWS D1.1 does not address thicknesses less than 1/8” for hot rolled material and AWS D1.3 does not address hot rolled material, thus SJI has extended the ranges to include these materials and thicknesses.
85

Steel Joist Institute Standard Specifications 44th Edition
b) Steel joist and Joist Girder resistance welded
joints shall follow a preproduction validation
procedure and a production checking procedure and
shall meet the strength requirements of this
Specification.
User Note: Spot, flash or upset resistance welds should have a written welding procedure qualification record and a systematic quality plan. For further information, see Steel Joist Institute Technical Digest 8, “Welding of Open Web Steel Joists and Joist Girders”.
86

Steel Joist Institute Standard Specifications 44th Edition
User Note: Spot, flash or upset resistance welds should have a written welding procedure qualification record and a systematic quality plan. For further information, see Steel Joist Institute Technical Digest 8, “Welding of Open Web Steel Joists and Joist Girders”.
87

Steel Joist Institute Standard Specifications 44th Edition
c) Welded Connections for Crimped-End Angle
Web Members
1) The connection of each end of a crimped
angle web member to each side of the chord
shall consist of a weld group made of more than
a single line of weld. The design weld length shall
include an end return of no less than two times
the nominal weld size.
88

Steel Joist Institute Standard Specifications 44th Edition
d) Welding Program
1) The manufacturer’s welders shall be
qualified in accordance with either AWS D1.1 or
AWS D1.3 for the applicable weld type, position,
and material.
89

Steel Joist Institute Standard Specifications 44th Edition
d) Welding Program (cont’d)
2) Manufacturers shall have a program for
establishing weld procedures and operator
qualification, and for weld sampling and testing.
Each manufacturing facility shall have trained
inspectors, and an engineer responsible for all
welding procedures.
90

Steel Joist Institute Standard Specifications 44th Edition
e) Weld Inspection by Outside Agencies (See
Section 5.14)
1) The agency shall arrange for visual inspection
to determine that welds meet the acceptance
standards of Section 4.5.1.
User Note: Ultrasonic, X-ray, and magnetic particle testing are inappropriate for joists due to the configurations of the components and welds.
91

Steel Joist Institute Standard Specifications 44th Edition
5.14 INSPECTION
Joists shall be inspected by the manufacturer
before shipment to verify compliance of materials
and workmanship with the requirements of this
Specification.
User Note: If the purchaser requires an inspection of the steel joists or Joist Girders by someone other than the manufacturer's own inspectors, they shall be permitted to reserve the right to do so in their "Invitation to Bid" or the accompanying "Job Specifications". Arrangements shall be made with the manufacturer for such inspection of the joists or Joist Girders at the manufacturing shop by the purchaser's inspectors at purchaser's expense.
92

User Note: If the purchaser requires an inspection of the steel joists or Joist Girders by someone other than the manufacturer's own inspectors, they shall be permitted to reserve the right to do so in their "Invitation to Bid" or the accompanying "Job Specifications". Arrangements shall be made with the manufacturer for such inspection of the joists or Joist Girders at the manufacturing shop by the purchaser's inspectors at purchaser's expense.
Steel Joist Institute Standard Specifications 44th Edition
93
Steel Joist Institute Standard Specifications 44th Edition
a) Steel joist and Joist Girder arc welded joints
shall be in accordance with the American
Welding Society, “Structural Welding Code—
Steel”, D1.1, and/or the “Structural Welding Code
Sheet Steel”, D1.3 with the following seven
modified acceptance criteria as permitted by
AWS D1.1 Clause 6.8:
94

AWS D1.1:2015 Structural Welding Code--Steel
• All of Clause 2 Design applies
• All of Clause 3 Prequalified WPSs applies - Prequalified Steels - Prequalified Filler Metals - Prequalified Joint Details, including tolerances - Prequalified Preheat Requirements
Except for seven items,
95

AWS D1.1:2015 Structural Welding Code--Steel
• All of Clause 4 Qualification applies - Qualification of WPSs - Qualification of Welding Personnel
Except for seven items,
• All of Clause 5 Fabrication applies - All Pre-Welding Conditions - All During Welding Conditions - All After Welding Conditions
• All of Clause 6 Inspection applies
96

Special thanks to: Mr. Paul O’Connor, President, Gooder-Henrichsen Dr. James “Jim” Fisher, Consultant, CSD Mr. J. Kenneth “Ken” Charles III, Managing Director, SJI
97

Steel Joist Institute
Standard Specifications
44th Edition
98

AssessmentQuestion
• WhatchangesarepermittedtobemadetoAWSD1.1bythelatitudeofferedbyclause6.8?
• a)AlternateacceptancecriteriathatislessrigorousthanstandardD1.1criteria.b)AlternateacceptancecriteriathatismorerigorousthanstandardD1.1criteria.c)Alternateacceptancecriteriathatarebasedonresearch.d)Alloftheabove
99

AssessmentQuestion
• WhatweldingprocessisusedbyJoistManufacturers,today?
– E)alloftheabove
• WhatchangesarepermittedtobemadetoAWSD1.1bythelatitudeofferedbyclause6.8?
– d)Alloftheabove
100

Presentedby:
Copyright©2018SteelJoistInstitute.AllRightsReserved.
THANKYOU
101
![Arc Welding Light Gage Steel - STRUCTURE mag covered by AWS D1.3 Structural Welding Code—Sheet Steel. D1.1 is “…not intended to be used for …steels less than c inch [3 mm]](https://img.pdfslide.net/doc/110x75/5aa1ddd67f8b9a1f6d8c7853/arc-welding-light-gage-steel-structure-covered-by-aws-d13-structural-welding.jpg)




























