Embed Size (px)
Citation preview

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 1
Qualification Strategies in the Age of Zero Defect
AEC Reliability Workshop 09.-11.05.2006
Werner KanertAIM QM WTPInfineon

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 2
Outline
Stress-Test-Driven QualificationStress-Test-Driven Qualification
Ways to ProcedeWays to Procede
Failure-Mechanism-Driven QualificationFailure-Mechanism-Driven Qualification
PreludePreludeIntroductionIntroduction
Stress-Test-Driven QualificationStress-Test-Driven Qualification
SummarySummary
Knowledge-Based QualificationKnowledge-Based Qualification

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 3
Outline
Stress-Test-Driven QualificationStress-Test-Driven Qualification
Ways to ProcedeWays to Procede
Failure-Mechanism-Driven QualificationFailure-Mechanism-Driven Qualification
PreludePreludeIntroductionIntroduction
Stress-Test-Driven QualificationStress-Test-Driven Qualification
SummarySummary
Knowledge-Based QualificationKnowledge-Based Qualification
W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 4
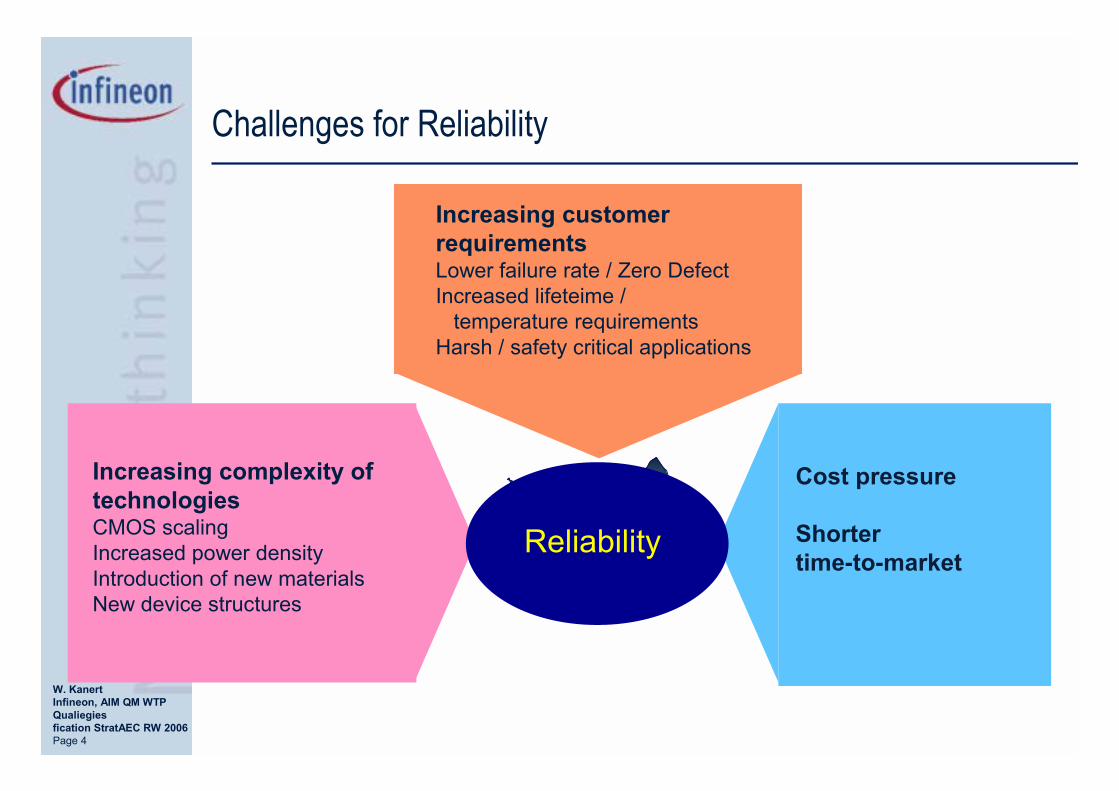
Challenges for Reliability
Cost pressure
Shortertime-to-market
Increasing complexity of technologiesCMOS scalingIncreased power densityIntroduction of new materialsNew device structures
Reliability
Increasing customer requirementsLower failure rate / Zero DefectIncreased lifeteime /
temperature requirementsHarsh / safety critical applications

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 5
Reliability Qualification of Semiconductor ComponentsStatus
! De facto standards for qualification of semiconductorcomponents for automotive applications today
AEC Q100 for ICsAEC Q101 for Discretes
! Customer specific requirements for qualificationIn some cases extended tests
! De facto standards for qualification of semiconductorcomponents for automotive applications today
AEC Q100 for ICsAEC Q101 for Discretes
! Customer specific requirements for qualificationIn some cases extended tests
The qualification procedure has essentially remained unchangedover the years.
� AEC founded 1994
� JESD47 released 1995
The qualification procedure has essentially remained unchangedover the years.
� AEC founded 1994
� JESD47 released 1995
source ITRS 2006

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 6
Reliability Qualification of Semiconductor ComponentsNeed for Change
! Technology changes
! Increased requirements
! New applications
! Customers (tier1s) and OEMs
� express doubt about the established qualification procedure
� push for improved procedures.
Adaptation of the qualification process to today�s needs.
What is the way to assure reliability in the age of Zero Defect?

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 7
Outline
Stress-Test-Driven QualificationStress-Test-Driven Qualification
Ways to ProcedeWays to Procede
Failure-Mechanism-Driven QualificationFailure-Mechanism-Driven Qualification
PreludePreludeIntroductionIntroduction
Stress-Test-Driven QualificationStress-Test-Driven Qualification
SummarySummary
Knowledge-Based QualificationKnowledge-Based Qualification

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 8
Qualification Procedure Today:Stress-Test-Driven Qualification
! Standard procedure for qualifying semiconductor products today.
! Examples for standards:JEDEC JESD47AEC Q100 / Q101
! Uses a standardised set of stress tests to test the reliability of the products.
! Sample size is 77 or 45 (Q100) per lot.
! Acceptance criterion is zero fails.
! �These sets of tests should not be used indiscriminately.�(JESD47) " However: often used as a cookbook approach.

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 9
Getting Lifetimes from Standard Tests
! Taking one step further:Take a standard acceleration modelChoose some parameter values for the acceleration modelCalculate a lifetimebut:acceleration models are not determined and parameters are not measured
! Most simple approach:Assume that 1000h of test cover the lifetime of the device in the field.
How to assess the reliability of the component in the fieldbased on the qualification data ?

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 10
Arguments in Favour ofStress-Test-Driven Qualification
! Tests the actual product
! Ease of use
! Historically grown abundance of experience with stress-based testing
! �We�ve always done it that way.�
! Comparability of results
! Liability issues

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 11
Stress-Test-Driven QualificationDeficiencies
Stress-test-driven qualification does not give information on
# when the device will fail
# how the test conditions and results are related to useconditions
# what the weaknesses of the technology are
# if one technology is better or worse than another one

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 12
Outline
Stress-Test-Driven QualificationStress-Test-Driven Qualification
Ways to ProcedeWays to Procede
Failure-Mechanism-Driven QualificationFailure-Mechanism-Driven Qualification
PreludePreludeIntroductionIntroduction
Stress-Test-Driven QualificationStress-Test-Driven Qualification
SummarySummary
Knowledge-Based QualificationKnowledge-Based Qualification

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 13
Knowledge-Based Qualification �Basic Requirements and Application
! Requirements of the application(s), use conditions
! Potential failure mechanisms
! Acceleration models for the considered failure mechanism
$ Failure-Mechanism-Driven Qualification
! Has been applied to silicon wafer technology reliability since thebeginning(The predecessor of the IRPS was named �Physics of Failure�, startingin 1962)
� Examples: Electromigration, hot carrier injection, gate oxide integrity

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 14
Failure-Mechanism-Driven QualificationApplication to Packaging
! Rarely used today. Reasons include� Incomplete understanding of failure mechanisms
� Large variety of package configurations and materials
� Many different kinds of interfaces
� Many different and interacting parameters
! Need for� Better material characterization
� Finite Element Analysis (FEA) to gain understanding of stresses

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 15
Failure-Mechanism-Driven Qualification -Performing Stress Tests! Test parameters (stress conditions) have to be optimized with respect
to the failure mechanism to be addressed.Example: Whisker test
! Test structures have to be designed to address effectively the failure mechanism under consideration. They also have to be relevant to product design and operation. In some cases this test structure may be the product itself.
! Test duration should be long enough to allow a significant fraction of the samples to fail.
! Confirmation of the fails in the tests is necessary, i.e. the observed fails should be related to the failure mechanisms to be addressed. Different failures that may occur but are not correlated to the addressed failure mechanism have to be treated separately in thelifetime/risk assessment.

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 16
Failure-Mechanism-Driven QualificationDeficiencies
! Possibilities of acceleration may be limited. This can be due to e.g.
- physical factors- competing failure mechanisms- intrinsic robustness of the system- design.
$ An insufficient number of fails may occur during aneconomically acceptable test duration.
! Acceleration models and/or parameters may not be available.
► Estimation of the risk necessary, e.g. by using worst case assumptions
W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 17
Knowledge-Based QualificationApplication
! Needs knowledge and expertise
! Needs cooperation between supplier and user
! Should be applied to new technologies and lead products
! Should concentrate on early development stages
� to investigate failure mechanisms
� to build up understanding of the process and product
! Allows effort for follower products to be reduced
! Can be combined with stress-test-driven qualification for followerproducts or uncritical applications

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 18
Knowledge-Based QualificationAdvantages
! Gives information on the failure mechanisms
! Allows better assessment of lifetimes and safety margins(robustness of the technology)
! Helps build up an understanding of the technology / product and thereby can lead to improvement

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 19
Outline
Stress-Test-Driven QualificationStress-Test-Driven Qualification
Ways to ProcedeWays to Procede
Failure-Mechanism-Driven QualificationFailure-Mechanism-Driven Qualification
PreludePreludeIntroductionIntroduction
Stress-Test-Driven QualificationStress-Test-Driven Qualification
SummarySummary
Knowledge-Based QualificationKnowledge-Based Qualification

W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 20
Summary
! Today�s qualification standards need augmentation.
! The changes we perceive drive a corresponding change in theway to qualify semiconductor components.
! Knowledge-based qualification provides a way to
� improve the reliability assessment
� reduce cost and time-to-market.
! Broad-band stress-based testing will continue to have its rangeof applicability.
W. KanertInfineon, AIM QM WTPQualiegiesfication StratAEC RW 2006Page 21





























