Embed Size (px)
Citation preview

Innovation in Mill Automation at WCPM, Dandeli
S.K. Mundra GM (Instrumentation)
WEST COAST PAPER MILLS LTD.

GROWTH OF WCPMGROWTH OF WCPM
About WCPM
West Coast Paper Mills Ltd, today is the largest part of the S.K. Bangur Group from Kolkata, was established in 1955 with
an 18,000 TPA printing and writing paper production line. Since then, the number of machines has been increased to six
and the paper and board capacity to the current 3,20,000 TPA. In August 2009, the company completed an investment in
the 260,000 tpy BHKP (Bleached Hardwood Kraft Pulp) pulp mill, production line, ending up with a total paper and board
capacity of 320,000 TPA. The production includes copy papers and other uncoated printing and writing grades (3 PM),
specialty papers (1 PM) and coated duplex board (2 BM). The expansion involves an investment of 13 billion Rupees
(USD 280 million, EUR 195 million).

YearGrowth Of WCPM
1955 18,000 TPA printing and writing paper production line with Paper Machine 1 & 2.
1972 Modification of PM-1 Production 45000 TPA.
1974 Commissioning of PM-3 Production 60000 TPA.
1996 Production increased to 1,20,000 TPA – Renovation of PM 3 and installation of Duplex Board – PM 5.
2002Capacity raised to 1,58,000 TPA on rebuild of PM-2 and installing Duplex board M/c – 4 & 350 TPD METSO washing and
Screening plant commissioned.
2004 Capacity raised to 1,64,000 TPA –Rebuilding of PM 1 and PM 5.
2010Commissioning of Paper Machine 6 along with state of art Fibreline of capacity 725TPD, modern chemical recovery plant, FBC4
boiler and 34.5 MW Turbo generator set increased production up to 3,20,000 TPA.
2017 Paper Machine 3 rebuild for enhancing the quality of paper.
2018Paper Machine 6 rebuild for speed increase from 1000 MPM to 1150 MPM for marginal increase in production and quality
improvement.

Paper/ Board Machines Production Rate Per Day
Paper machine 1 120 Tons
Paper machine 2 100 Tons
Paper machine 3 130 Tons
Paper machine 4 110 Tons
Paper machine 5 60 Tons
Paper machine 6 500 Tons
Summary Of Present Plants In WCPM

Boilers Steam flow Steam pressure
FBC #1 60 Ton/ hr 40 Kg/cm2
FBC #2 65 Ton/ hr 40 Kg/cm2
FBC #3 80 Ton/ hr 65 Kg/cm2
FBC #4 120 Ton/ hr 65 Kg/cm2
Turbo Generators Output Power
TG#2 14.5 MW
TG#3 15.5 MW
TG#4 34.5 MW
Other Plants Capacity
Fibre Line 725 TPD
ClO2 Plant 1/2 4/11 TPD
Oxygen Plant 700 nm3/hr
Falling Film Evaporator 1 100 TPD
Falling Film Evaporator 2 230TPD
RLK- 1 135 TPD
RLK- 2 230 TPD
Continued.
Recovery Boilers Black liquor solid firing Capacity Steam Pressure
Enmas Recovery Boiler 1100 TPD 65 Kg/cm2
BHEL Recovery Boiler 500 TPD 42 Kg/cm2

Presentation PRESENTATION OUTLINE
➢ Installation of CD basis weight control system to improve GSM spread and 2 sigma variation
➢ Improvements in steam and condensate system for fine controls enhancing steam conservation
➢ Improvements done to reduce instrumentation breakdowns
➢ DCS/PLC system upgrades
➢ Installation of reliable UPS
➢ System improvements

Installation Of CD Basis Weight Control System To Improve GSM Spread And 2 Sigma Variation
Paper Machine 1 upgrades
o Replacement of obsolete QCS with latest version of Valmet QCS along with the Auto Slice CD Basis Weight
profile control was done in January 2017.
Advantages of CD Basis Weight Control
1. CD Basis Weight GSM Spread reduced to ± 0.6 gm from ±1.2 gm in lower GSM Paper (Up to 100 GSM).
2. Reduction of Basis Weight Profile 2 sigma value to an average of about 0.4 from 2 as shown below.
Present value of 2 sigma obtained after implementation of CD Basis weight control

Paper Machine 3 Upgrades
o New Voith DCS and dilution CD basis weight profile control system installed during rebuild in October 2017.
o Robust improvements obtained in the paper quality.
o Results can be noticed with past data followed by present data of 2 Sigma variation values.
Past data of Sigma variation
Present data of Sigma variation
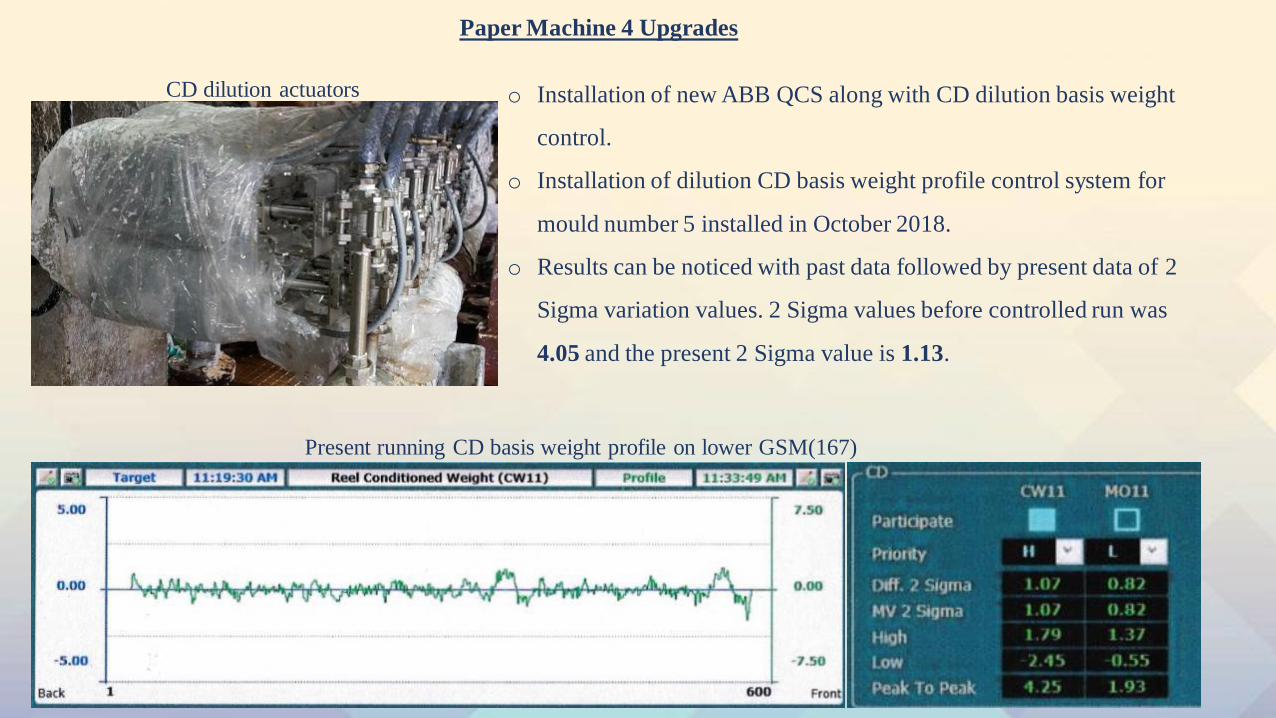
o Installation of new ABB QCS along with CD dilution basis weight
control.
o Installation of dilution CD basis weight profile control system for
mould number 5 installed in October 2018.
o Results can be noticed with past data followed by present data of 2
Sigma variation values. 2 Sigma values before controlled run was
4.05 and the present 2 Sigma value is 1.13.
Present running CD basis weight profile on lower GSM(167)
Paper Machine 4 Upgrades
CD dilution actuators

o Installation of new Basis weight control valves and magnetic flow meters of all 7 moulds in PM 4 were replaced for
better MD control.
Basis weight control valve
Improvements In Basis Weight Control
Basis Weight MD control Trend
o Previous MD variation was up to 7 Gms.
o Present variation minimized to 2.5 Gms.

Improvements In Steam And Condensate System For Fine Controls Enhancing Steam Conservation
Upgrades in steam and condensate system of Paper Machine 1
o Steam and Condensate control loops incorporated in DCS for fine controls and ease of operation in January 2017.
o Steam consumption reduced from 2.74 T/ Ton to 2.0 T/ Ton of paper.
Control loops in Pre-dryer section Control loops in Post-dryer section

Upgrades In Steam And Condensate System Of Paper Machine 2
o PLC based steam and condensate system installed in October 2017.
o After the modification steam consumption reduced to 2 tons per ton of paper from previous value of 2.3 tons.
o Condensate recovery improved from 69% to 72%.
Control loops in Pre-dryer section Control loops in Post-dryer section

Upgrades In Steam And Condensate System Paper Machine 3
o Steam and Condensate control system modified in October 2017 and its control loops incorporated in DCS for fine
controls and ease of operation.
o Steam consumption reduced from 2.80 T/ Ton to 2.40 T/ Ton of paper.
o Condensate recovery improved from 80% to 86%.
Control loops in Pre-dryer section Control loops in Post-dryer section

Improvements Done To Reduce Instrumentation Breakdowns
o SS airlines installed in Paper Machine 1 to 5 to reduce breakdowns, particularly in wire and press section.
o Downtime of 4 hours has been reduced in a year in each paper machine after modifications.
o Obsolete Basis Weight control valves replaced in PM#1 and PM#3 resulting in improvement of stock flow control.
SS header line with SS tapping and field lines
Basis weight control valve

Improvements To Provide Clean Instrument Air
o Clean instrument air is very important for trouble free operation of pneumatic actuators,
control valves and on/off valves.
o Apart from traditional methods, we have installed 3 microns air filter at each air header.
o This implementation has reduced the malfunctions of the control on/off valves
substantially, as well as the downtime of plant.
Air header with filter

Improvements In Paper Machine 6 - Sheet Break Detectors
o There are 6 numbers of through beam type of sheet break detectors in dryer section of paper machine.
o These sheet break detectors malfunctioned frequently, no indication was conveyed during paper break.
o This issue remained unsolved despite of regular cleaning of photo cells and reflectors.
o Thereafter reflectors of high resolution (long distance) were installed and the problem got resolved.
o Hence it saved the machine downtime of about 15 hours in a year.
Reflector Sensor

Improvements In Paper Machine 6 - Replacement Of Turbine Type Flowmeter With Magnetic Flowmeter
o Earlier the press part consisted 5 number of turbine type flowmeter.
o It frequently got chocked or damaged.
o To overcome this problem turbine type flowmeter was replaced by magnetic type flowmeter and the problem was resolved.
Magnetic type Flow transmitter Magnetic type flow converter

o Primary arm of the master reel stuck up several times during change of roll.
o It was observed that the relay connected was On and signal obtained from DCS was
fine, but the solenoid valve was not getting energized.
o On further observations we found that the relay contact was eroded.
o Hence we tried replacing the relay with same contact ratings (6A,230V AC). It
worked well for about 4 months and later the same problem occurred.
o Finally, we replaced relay of higher contact rating( 10A, 230VAC). No breakdown
has occurred since 5 years.
o Down time in PM#6 reduced to 3-4 hrs in a year.
Improvements In Paper Machine 6 - Use Of Relay With Higher Contact Rating
Higher Contact rating 10A relay

Improvements In Paper Machine 6 - Use Of Cables With High Bending Radius
o Master reel cables of the encoder were cut frequently close to the connection point, due to the movement of
secondary arm in each roll change.
o It was causing break down of 18-20 hours in a year.
o Hence replaced the existing with cables of high bending radius. There is no break down from the past 18 months.
Encoder cables with high bending radius

Improvements In Paper Machine 6 - Replacement Of Auto Guide Palm In Dryer Section.
o Existing SS palms in dryer's Auto guide caused breakdown (due to abrasion) within 3-4 months of operation.
o So these SS palms were replaced by Ceramic coated palms. These palms did not get any cut, but the screen
edge worn out due to abrasion.
o Hence replaced with palms consisting of Teflon strip.
o Downtime of 12 hours per year is avoided by the modification implemented.
Palms in Dryer section

o Since the boiler started normal profibus cable were laid between DCS panels at
different locations.
o Several times profibus communication between different nodes were broken.
o We have redundant communication channels so if one channel breaks, others take care.
hence the boiler tripping is avoided.
o However if both communication channels fail, boiler tripped affecting the mills
production for at least 6 hours. It has happened 2-3 times in a year.
o We replaced profibus cable with fibre optic cables in between DCS panels and the
problem was resolved.
Optical Fibre Communication
Improvements In Enmas Recovery Boiler- Installation Of Fibre Optic Cables

o Electronic drum level indicator was installed to facilitate immediate attention of
operators.
o 12 level sensors are present in level gauge.
o 2 indicators are provided in the field and other one in the control room.
o UPS power supply is provided for seamless operation.
Improvements In Enmas Recovery Boiler - Installation Of Electronic Drum Level Indicator
Drum Level Indicators

Improvements In Falling Film Evaporator(FFE-1)
o Earlier PLC based control system was in operation since 15 years.
o New DCS was installed as the PLC based system was obsolete.
o This action saved downtime of the plant. (Approx. 24 hours in a year).
Emerson DCS Panel
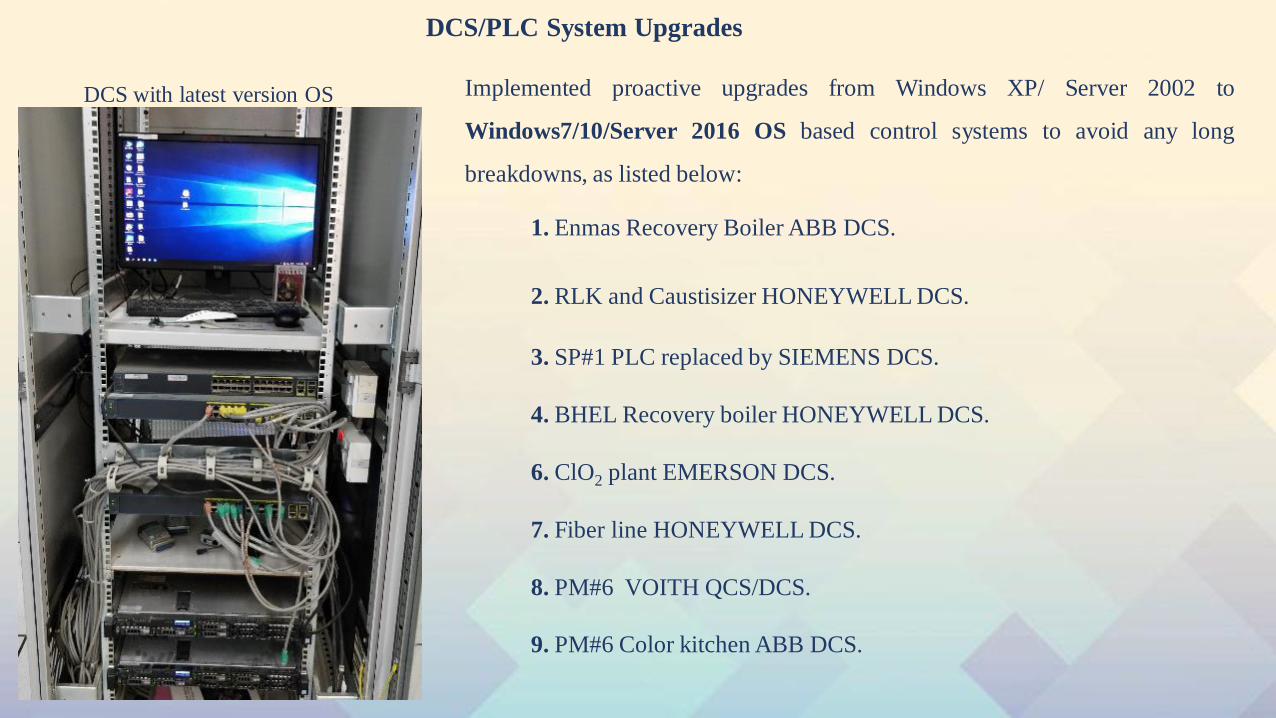
DCS/PLC System Upgrades
Implemented proactive upgrades from Windows XP/ Server 2002 to
Windows7/10/Server 2016 OS based control systems to avoid any long
breakdowns, as listed below:
1. Enmas Recovery Boiler ABB DCS.
2. RLK and Caustisizer HONEYWELL DCS.
3. SP#1 PLC replaced by SIEMENS DCS.
4. BHEL Recovery boiler HONEYWELL DCS.
6. ClO2 plant EMERSON DCS.
7. Fiber line HONEYWELL DCS.
8. PM#6 VOITH QCS/DCS.
9. PM#6 Color kitchen ABB DCS.
DCS with latest version OS

Why OS Upgrade Is Essential?
o Compatible hardware for Windows XP based system is currently unavailable in the market.
o Nowadays DCS/PLC suppliers have upgraded their systems based on windows 7/ 10. So the software support for
windows XP based system will not be available in the near future.
o Security updates no longer available for Windows XP; this can make our systems more vulnerable to attacks.

WCPM emphasized on reliable UPS in DCS/PLC systems all over the plant.
Parallel redundant UPS of reputed make along with SCVS and double battery
banks were provided at following locations.
1. Enmas Recovery Boiler.
2. BHEL Recovery Boiler.
3. RLK, Caustisizer.
4. PM#3.
5. FBC 4.
6. FBC 2.
7. FBC 3.
8. TG 4.
9. PM#6.
10. Fiber line.
11. PM#6 converting section – Installation of UPS reduced the breakdowns.
Reliable UPS with double battery banks
Installation Of Reliable UPS

Advantages Of Reliable UPS
o When DCS/PLC system is powered by reliable UPS, plant can be restarted within a short period, if the main
power supply fails.
o Failure of any electronic card/ power supply in the system is avoided by this implementation.
o The operation of UPS is more reliable due to the presence of redundant UPS and double battery banks.
o Double battery bank ensures power supply with increased backup time.

System Improvements To Save Water
o Installation of reservoir pool level transmitters and level indicators were done in filter house reservoir to prevent
overflows.
Level indicatorsLevel transmitter

o Condensate return line of NFL, FFE-1 and FFE-2 diverted to new tank for double checking of conductivity to avoid
any mixing of foul condensate due to malfunction and slow response of conductivity control loop.
Condensate monitoring system
Prevention Of Foul Condensate Mixing

WCPM – Progress Towards Industrial Revolution 4.0
o Provision of Remote support System in DCS/QCS of Paper Machine 6.
o Installation of Online Cameras In Paper machine 6.
o OPC System installation in RLK-2 is under finalization.

THANK YOU