Embed Size (px)
DESCRIPTION
A ‘must-read’ information source with a strong new product focus, for major purchasing influences in plants, factories, sites and mines throughout the Australian and New Zealand markets for over 25 years. Covering the latest in process control and automation technology, What’s New is the only magazine in this market to offer two-country audited circulation. Regular editorial features include: Instrumentation, Industrial Ethernet, Motors & Drives, Control Systems, Pneumatics & Hydraulics, Sensors & Transducers, Gases & Fluids, Motion Control and Industrial Wireless.
Citation preview

C E O 2 0 1 3D
ec 2
012/
Jan
2013
vol
.26
no.7
PP25
5003
/001
98

1212CONTENTS
WHAT'S NEW IN PROCESS TECHNOLOGYDECEMBER 2012 / JANUARY 2013
Your copy of What's New in Process Technology is now available as an online eMag.
NOW in DIGITAL!
http://www.processonline.com.au/latest_issues
4 Sensortechnologiestodetectpneumaticcylinderposition
8 CEOInsights8 DirkKuiper,AMSInstrumentation&Calibration
10 AndrewFinch,Weidmüller
12 DavidDelany,ifmefector
14 JussiRautee,ABBAustralia
16 KeithMarriner,InvensysOperationsManagement
18 SantoGazzo,AdvantechAustralia
20 Newproducts
34 Hotproducts
Cove
r: ©
iSto
ckph
oto.
com
/Ava
tar_
023

www.ProcessOnline.com.au4WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013
SENSORTECHNOLOGIESTODETECTPNEUMATICCYLINDERPOSITIONJack Moermond, Product Line Manager, Balluff, Inc©
iSto
ckph
oto.
com
/Ava
tar_
023

www.ProcessOnline.com.au DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 5
To integrate a pneumatic cylinder into an automated system, it isnecessary to supply signals to the controller indicating the positionstatus of the cylinders. Pneumatic cylinder manufacturers, machinebuilders and end users have developed a number of ways to detectextension or retraction of a pneumatic cylinder and provide a signalto the control system.
Inthefieldofautomation,averypopularchoice for prime mover duties is thepneumaticcylinder.Pneumaticcylinderscarrymanyadvantagesintermsofrela-
tivelylowfirstcost,applicationsimplicityanddurability. To integrate a pneumatic cylinderinto an automated system, it is necessaryto supply electrical signals to the controllerindicating the position status of the cylin-ders. Toward that end, pneumatic cylindermanufacturers, machine builders and endusers have developed a number of ways todetectextensionorretractionofapneumaticcylinder and provide an electrical signal tothecontrol system.
Position sensing techniquesOne position sensing technique is to installexternalelectromechanical limit switchesorinductiveproximityswitchesthatdetectmetalflagson themovingpartsof themachine.
Thedisadvantagesofthisapproachincludethecost andcomplexityof thebrackets andassociatedhardware,thedifficultyofmakingadjustmentsandthe increasedphysicalsizeof the overall assembly. Another problem isthattheexternalhardwareispronetodamageandmisalignmentduetoeveryday incidentalcontact or impact.
Amorepopular andwidelyusedmethodistoattachmagneticallyactuatedswitchesorsensors to the sides of the cylinder, or into
aslotextrudedintothebodyofthecylinder.Throughthealuminiumwallofthepneumaticcylinder,magneticfieldsensorsdetectanin-ternalmagnetthatismountedonthemovingpiston.Inmostapplications,magneticsensorsprovide end-of-stroke detection in eitherdirection; however, installation of multiplesensorsalongthelengthofacylinderallowsdetectionofseveraldiscretepositions.Therearecommonlytwodifferenttypesofcylindermagnetsusedwithmagneticfieldsensors.Thefirstandprobablythemostwidespreadistheaxiallymagnetisedmagnet,whichisidealforactuatingmost reed switches.Whenviewedfromtheside,thismagnethasthenorthandsouth poles next to each other in the axialplaneas shown inFigure2.
Thesecondcommonlyencounteredcylindermagnet is the radially magnetised magnet,whichworkswellwiththeHalleffectsensor.Insteadofthenorthandsouthpolesnexttoeachother,oneistheinnerdiameterandtheother is the outer diameter, as shown. TheHall effectsensoronly looks foramagneticpole;itdoesnotmatterifitisnorthorsouth.
Magnetic sensor typesReed switchesThe simplest magnetic field sensor is thereed switch. This device consists of twoflattened ferromagnetic nickel and iron reedelements, enclosed in a hermetically sealed
Table: Comparison of sensor technologies.
Reed Hall AMR GMR
Sensing element size Large Small Medium Small
Construction Mechanical Solid state Solid state Solid state
Magnet strength required Medium High Low Low
Sensitivity Medium Low High High
Temperature stability Medium Low Medium High
Power consumption Zero Low High Low
Noise immunity High Low High High
Switching speed Low High High High
Mechanical robustness Low Medium High High
Electrical robustness Low Low High High
Double switch points Yes Possible No No

6WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
glasstube.Theglasstube isevacuatedtoahighvacuumtominimisecontactarcing.Asanaxiallyalignedmagnetapproaches,thereedelements attract themagnetic flux lines anddrawtogetherbymagnetic force, thuscom-pletinganelectricalcircuit.Themagnetmusthaveastrongenoughgaussrating,usuallyinexcessof50gauss, toovercomethe returnforce(springmemory)ofthereedelements.
Thebenefitsofreedswitchesarethattheyare lowcost,theyrequirenostandbypowerand theycan functionwithbothACandDCelectricalloads.However,reedswitchesarerelativelyslowtooperate;therefore,theymaynotrespondfastenoughforsomehigh-speedapplications. Since they are mechanical de-vices with moving parts, they have a finitenumberofoperatingcyclesbeforetheyeventu-allyfail.Switchinghigh-currentelectricalloadscan furthercut into their lifeexpectancy. Inaddition, low-cost reed switches can some-times deliver multiple switching points asthe twin lobes of certain magnets pass by.Lastly,reedswitchesinstalledinhighshockandvibrationapplicationsmayexhibitcontactbounceorevenbecomephysicallydamaged.In many automated factories, reed switchesare amajor sourceof unplanneddowntime.In plants with hundreds of reed switches,
failurescanoccuralmosthourlyandrepresenta continuous maintenance headache, not tomention lost productivity.Hall effect sensorsHalleffectsensorsaresolidstateelectronicdevices. They consist of a voltage ampli-fier and a comparator circuit that drives aswitching output. In a Hall effect sensor, asteady DC current passes through the thinHalleffectchip.Thedistributionofelectronsacrosstheelementisuniformandthecurrentmoves in a straight line, with no potentialdifference generated at the outputs (locatedon the sides of the chip). As a radially ori-entedmagnetapproaches,themagneticfieldis perpendicular to the current flow throughtheHalleffectelement.Thepresenceoftheperpendicular magnet pushes the electronsoutoftheirstraight-linepathandtowardsoneside of the chip. The imbalance of electronchargethuscreatesavoltageacrosstheHalleffect element. The small microvoltage thatis created is proportional to the strength ofthemagneticfield.Oncethevoltageamplitudegenerated across the chip has satisfied thethreshold level of a comparator circuit, thesensoroutput switcheson.
Since Hall effect sensors are electronicdevices, they have no moving parts. Unlike
a reed switch, their response time is notdependent on magnetic force overcomingmechanical inertia.Theyoperate fasterandare more resistant to shock andvibration.
It might seem like an easy solution tosimplyreplacereedswitcheswithHalleffectsensors. The problem is that the magneticfield orientation of a cylinder designed forreed switches may be axial, whereas theorientationforaHalleffectsensorisradial.The result? There is a chance that a Halleffectsensorwillnotoperateproperlywhenactivated by an axially oriented magnet.Anotherconcern isthatHalleffectsensorstypicallyhaveratherlowsensitivity,suchthatthe magnetic field strength must be in the30-60 gauss range. Finally, some inexpen-sive Hall effect sensors are susceptible todoubleswitching,whichoccursbecausethesensorwilldetectbothpolesofthemagnet,not simply one or the other.AMR magnetoresistive sensorsAnother type of solid state magnetic fieldsensor is called an AMR magnetoresistivesensor.TheoperatingprincipleofAMRmag-netoresistive sensors is simple: the sensorelement undergoes a change in resistancewhen a magnetic field is present, changingthe flow of a bias current running through
Sensortechnology
Figure 3: Reed switch.
Figure 2: Axial and radial magnetic field orientations.
Figure 1: Traditionally, two proximity switches detect flags for end of stroke of a pneumatic carriage.

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 7www.ProcessOnline.com.au
the sensing element. A comparator circuitdetectsthechange incurrentandswitchesthe output of the sensor. Compared to Halleffectsensingtechnology,whichgeneratesatinymicrovolt-levelsignal,themagnetoresis-tive element responds with a more robust3-4%changeinbiascurrent.Thisresultsinmorenoiseimmunityandlesssusceptibilityto false tripping.
Magnetoresistive sensors are about 200times more responsive than a typical Halleffect sensor to a given magnetic fieldstrength.Thepracticalmagneticfieldstrengthrequiredtooperateamagnetoresistivesensorcan be as low as 15 gauss. Improvementsin magnetoresistive technology now allowthese sensors to detect both axially andradially magnetised magnets.
Inadditiontotheruggednessbenefitsofsolidstateconstruction,themagnetoresis-tive sensor offers better noise immunity,smallerphysicalsizeandlowermechanicalhysteresis (the difference in switch pointwhen approaching the sensor from op-posite directions). Quality manufacturersof magnetoresistive sensors incorporateadditional output protection circuits toimprove overall electrical robustness,such as overload protection, short-circuit
protectionandreverse-connectionprotec-tion. Unlike Hall effect sensors, there areno double switching points, because thehigher sensitivity of the magnetoresistivesensorallowsittoremaininthe‘on’stateasthelow-strengthportionofthemagneticfield passes under the sensor. Hall effectsensors, being less sensitive, will oftendropoutwhen they see aweaker portionof a magnetic field located between twostrongerareas,thenswitchonagainwhenthe field strength increases.
Leading manufacturers of magnetore-sistive sensors have developed weld fieldimmune versions that can operate reliablyinACweldingfieldsasstrongas200kA/mwithno falsesignalsorelectricaldamage.Many of these welding sensors are avail-ablewithmetallichousingstofurtherguardagainst hot weld spatter that would meltinto a plastic-bodied sensor.GMR giant magnetoresistive sensorsThemostup-to-datemagneticfieldsensingtechnologyiscalledgiantmagnetoresistive(GMR).ComparedtoAMRtechnology,GMRsensorshaveanevenmorerobustreactionto the presence of a magnetic field - atleast 10%.
Due to their high sensitivity, less physi-cal chipmaterial is required to construct apracticalGMRmagneticfieldsensor,soGMRsensors can be packaged in much smallerhousings for applications such as shortstroke cylinders, very small bore cylindersorminiaturepneumaticgrippers.Betterqual-itymanufacturersofGMRsensorsalsoaddadvancedoutputprotectioncircuitssuchasoverloadprotection,short-circuitprotectionand reverse-connection protection.
SummaryOvertheyears,manyusershaveabandonedtheuseofreedswitchesduetotheirfailurerateandhaveutilisedmechanicalor induc-tive sensors to detect pneumatic cylinderposition.AMRandGMRsensorsaresmaller,faster and easy to integrate, and are muchmorereliable;however,theymustovercomethe stigma left by their predecessors. Withthe vast improvements in sensor technol-ogy,AMRandGMRsensorsshouldnowbeconsideredtheprimarysolutionfordetectingcylinder position.
Balluff-Leuze Pty Ltd
Contact info and more items like this at wf.net.au/S231
Sensortechnology
Figure 5: AMR magnetoresistive sensor wheatstone bridge. Figure 6: Basis of GMR technology.
Figure 4: Hall effect sensor and its magnetic field.

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 9www.ProcessOnline.com.au
Dirk Kuiper is General Manager of AMS Instrumentation & Cali-bration Pty Ltd. His professional experience is wide and varied from engineering functions such as service, commissioning and project management, to sales functions, having been a sales engineer, national sales manager and business owner. Dirk has been managing AMS Instrumen-tation & Calibration for the last 14 years and last year branched out into manufacturing with Trimec Flow Products, manufacturer of MultiPulse flowmeters.
DIRKKUIPER
GENERALMANAGER,
AMSINSTRUMENTATION&CALIBRATIONPTYLTD
There has been much discussion in the general media of a weakening manufacturing sector in Australia, but there have also been opposing views. How do you see the future for the Australian manufacturing sector?There is currently a general weakening of the manufacturingsector with one of the reasons being the high Australian dol-lar making exports more expensive. Wages are also putting aconstraint on themanufacturing industrywithmanycompaniestryingtocompeteagainstthoseincountrieswithlowerworkingconditions.Weonly need towatch thenewsor read thenews-paperstoseethat jobsareonthedecline inthemanufacturingsector. Having said that, specialised manufacturing industries,such as medical equipment, are doing better because they aremore insulated from the impact of developing economies andthe import barriers are higher. Innovation and smarter manu-facturing techniques can overcome some of these hurdles too.
What do you feel are the three most important things your customers are looking for in a supplier?Therearemanyfactorsthatcanaffecttherelationshipbetweena customer and supplier, and in general customer service israted as one of the top factors. The customer wants to knowthattheycanrelyontheirsuppliertodeliverwhatwasorderedwhen they said it would be. It is an expectation in modernbusiness that suppliers can provide timely, accurate advice ondemand. Another factor that is important is the reputation ofthecompany, suchashow longthecompanyhasbeen inbusi-ness and whether there have been issues in the past, and alsoin part the uniqueness and quality of the product lines. Priceis alwaysa factor aswell, butvalueoffered is the key.Clientswill pay more when they can justify it.
What do you see as the single biggest challenge facing your customers in the year ahead?The biggest challenge for the coming year will be to maintainthe momentum gained in 2012. The mining boom appears tobe slowing and hence manufacturing and suppliers may sufferaccordingly,butwiththisslowingotheropportunitieswillarisein other industries. It is therefore important to ensure that aclose watch is kept on other markets. The introduction of thecarbon tax may prove one of these opportunities with morestringent requirements put on various industries. Many statethat the Australian dollar is overvalued; if the dollar woulddrop against other currencies this might open up opportunitiesin the export market.
What are your customers demanding of you more today than five years ago, and how will you meet these requirements in 2013?Incomparisonwithfiveyearsago,thedemandfromourcustom-ers has been the requirement for faster response, due to thecommunication‘revolution’.Withtheinterneteverexpandingandnew technologies arriving virtually every day, many customersinourindustrywantthesetechnologiesimplementedwhetheritis forcommunication,controlorotherpurposes.Thepaperlesssociety is becoming more and more of a reality, not only ineverydaysituations,butalsointheinstrumentation,controlandautomation industries. It is important to keep abreast of theseinnovations and implement these where necessary.
What do you see as the two or three biggest growth opportunities for your customers in 2013?This is an interesting question, as it is a bit like looking into acrystalballanditisdependentonthedifferentindustries.Growthopportunities always exist, but it is important to find the focusand then go for it. I see three customer growth strategies for2013 as very important. First it is important to grow the corebusiness and maintain your focus on this, and second to lookat investigating where most of the business comes from andconcentrateonthetop rangeofcustomers.Thethirdstep is tostart looking at alternative or adjacent strategies. Managementshould begin this process by considering the growth potentialwithinthepresentcorebusinessortheopportunitiesandgrowthpotentialassociatedwithcreating innovativevaluepropositionsfor underserved customer groups.

10WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 11www.ProcessOnline.com.au
Andrew Finch started his career in the electrical industry as an electrical fitter apprentice in 1972 with Warburton Franki, primarily working on ships, ferries and various marine in-stallations. Over his career he has held various technical and sales positions within Anitech and later Weidmüller, becoming Australian managing director in 2001. Andrew is now Managing Director, South East Asia & Pa-cific Operations for Weidmüller, and holds a Diploma in Electrical Engineering.
ANDREWFINCH
MANAGINGDIRECTOR,
SOUTHEASTASIA&PACIFICOPERATIONS,WEIDMÜLLER
What do you see as the single biggest challenge facing your customers in the year ahead?I believe that our customers will face increasing economicpressure over the next year and beyond. The world is clearlygettingsmallerand intenseglobaleconomicpressurewilldrivecompanies in other countries to look for business elsewhere,and in particular, in Australia and the Asia-Pacific region.
Many of the hurdles that were once barriers to entry tonew markets have been eliminated. Bottlenecks caused bycommunication, transport, culture and government regulationshave been removed, paving the way for internationalisation ofbusiness.Thiswillcreatefiercecompetitionandexertpressureon prices and commercial conditions. While international com-petition is inevitable, both customer and suppliers will need toprovide innovativesolutionsandworkclosertogethertocreatea point of difference.
What do you feel are the three most important things your customers are looking for in a supplier?Withoutadoubt,itisservice,serviceandmoreservice.Ibelievethattherearethreecriticalaspectsofservicethatourcustom-ers require. The first of these is the fast-track availability andon-timedeliveryofcomponentsandproducts.Thesecondistheability to deliver exceptional and knowledgeable support at alltimes, and via different means of communication - be it email,mobile or social media. And the third crucial aspect of serviceis innovation. For customers to remain competitive, suppliersmustcontinuetodeliver innovativesolutionsthatnotonlymeetthe expectations of customers but exceed them.
What emerging trends or developing technologies may influence or change the way your customers will do business in 2013?Clearly,thegreenthemeisakeytrendthatwillhavesignificantramificationsforbusinessesuniversally.Thegrowingdemandforenvironmentallyfriendlysolutionswillhavebothcommercialandtechnologicalimplications.Fromacommercialperspectivetherewillbeincreasingdemandtocomplywithenvironmentalstandards.This will include using environmentally friendly manufacturingprocesses, recycled materials and green packaging, as well ascontrollingandmanagingwastedisposal.Onthetechnologyfront,there is a clear trend towards theuseof alternative renewableenergy. This not only incorporates the development of cleaner,greenerenergyplantssuchasphotovoltaic,windorgeothermal,
butalsotheexpectationthatcustomersandsupplierswilladoptthese technologies in their businesses and products.
What are your customers demanding of you more today than five years ago, and how will you meet these requirements in 2013?Ourcustomersarerequiringnewsolutions forvariousapplica-tions faster. Increasingly, they are demanding smaller, smarterand environmentally friendly products. To meet these needswe are working closer with customers and forming mutuallyrewardingpartnerships.Byleveragingthesepartnershipsweareable to design and develop products that meet their industrialneedstodayandthoseofthefuture.Ibelievethesepartnershipsarepivotal inmeeting futurechallengesandsatisfyingdemand.
What new and innovative technologies do you see emerging in your field of business in 2013, and how will they help your customers?Itisunlikelythatanysingle,innovativetechnologywilldominateour field in the future. Rather, new technologies will probablybe fused to develop greater and possibly new capability. Forinstance, technical know-how in LED lighting together withphotovoltaic energy can be used to deliver cost-effective andlong-term solutions in energy management while reducing thecarbonfootprint.Electronicsafetyandidentificationdeviceswillmerge to become an integral part of the industrial plant andfactoryautomationscene,makingtheworkplacesafer.Exploringandcombiningthesenewtechnologieswillbeintegraltoproductand industrial development in 2013 and beyond.

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 13www.ProcessOnline.com.au
David Delany helped start the New Zealand subsidiary of ifm efector in 1998 and relocated to Australia as a member of the Board of Directors for ifm efector in 2000. David has an NZCE in electrical engineering and an MBA from Auckland Uni-versity. He began his career as an industrial electrician and has over 20 years of experience in instrumentation and automation. In 2010 David became Manag-ing Director of ifm efector Pty Ltd, overseeing Australia and New Zealand.
DAVIDDELANY
MANAGINGDIRECTOR,
IFMEFECTOR
What do you see as the single biggest challenge facing your customers in the year ahead?Ibelievethatthecontinuedsofteningoftheglobaleconomyisthebiggest challenge facing customers in the year ahead. This canalready be seen in the latter half of 2012 in the mining industrywith China’s demand slowing. I believe this will be more of ashort-term setback than a long-term one; however, we will allneed to make it through this rough patch extending into the firstthree to six months of 2013.
The high cost of the dollar and high labour costs are alsocontinuing challenges for our customers. The combined force ofthese challenges is leading customers to be very innovative inreducingoverheads and looking for newmarkets.Challenges cansometimes bring positive outcomes.
Will the resources boom continue to be a primary focus for automation, control and instrumentation vendors?Ithinkresourceswillcontinuetobeaprimaryfocusforsuppliersof automation, control and instrumentation because although theworldeconomyishavingadownwardeffectonminingatpresent,the boom is far from over. There will be an ongoing demand forAustralian resources for at least the next 10 years. In addition todemand forautomationtechnology inexpanding factoriesorminesites, it is a very arduous environment that has potential risk foremployee safety. Therefore, I am seeing automation companiesdevelopinginnovativewaystouserobotsandautomationtoprovidea safer and more productive working environment.
What do you feel are the three most important things your customers are looking for in a supplier?Customers are looking for product reliability, fast response timesand strong partnerships.
Intermsofreliability,thereisalotofawarenessofthesignifi-cant costs involved in plant downtime. The days of large plannedmaintenance shutdowns are becoming less and less. Therefore,componentwearandtearmustbediscoveredbeforefailureoccursand fixed during normal production.
Asaresultofthisattitude,supplierresponsetimesanddeliveryare important to customers. Customers do not hold a great dealof spare parts and therefore rely on the supplier to be able todeliverproductontime.Reliabilityalsocomesfromqualityproduct.
Theneedforastrongpartnershipisinpartrelatedtoashortageofqualifiedengineersingeneralandthereforetheheavyworkloadof our customers’ employees as a result.
What emerging trends or developing technologies may influence or change the way your customers will do business in 2013?Oneemergingtrendanddevelopingtechnology istheabilitytobeabletocontrolamachineorprocessremotely.Forexample,min-ingvehiclesbeingdrivenandcontrolled fromPerthandoperatingthousands of kilometres away on sites in the Pilbara area. Thiswill greatly influence the way customers do business. Instead ofhaving people in regional centres they can have more employeesworking out of major cities or a centralised location. I think thishasbeendrivenby the fact that there is a significant shortageofqualified engineers and mining companies are seeking to reducecosts. Advantages of this include reduced need for workers tofly in and fly out of isolated regional areas, increased safety andemployee retention through better work/life balance.
What are your customers demanding of you more today than five years ago, and how will you meet these requirements in 2013?I thinkcustomersaredemandingapartnership-basedrelationshiprather than a purely supplier-customer relationship.
How ifmefectorcanmeetthisdemand istoworkcloselywithour customers to truly understand their business. In turn we areable tomore effectivelymeet their needs andhelp them increaseefficiencyandproductivity.Wehavetoreallyshowthatourproductsareaddingvalueandsavingthemmoneyinrunningtheirbusiness.
As a result, we have had to become more of a solution pro-vider than a component provider and our salespeople all need tobe technically competent engineers. Further, the type of productcustomersaredemanding isdifferentcomparedtofiveyearsago,andasaresultwehavehadtokeepdevelopinginnovativeproductsto meet their requests.

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 15www.ProcessOnline.com.au
Jussi Rautee is head of ABB’s Discrete Automation and Motion Division in Australia. The division employs around 30,000 people globally with an annual turnover of approximately US$10 billion. The Discrete Automation and Mo-tion Division provides products, solutions and related services that increase industrial pro-ductivity and energy efficiency. Its motors, generators, drives, programmable logic controllers (PLCs), power electronics and robotics provide power, motion and control for a wide range of automation applications.
JUSSIRAUTEE
HEAD–DISCRETEAUTOMATIONANDMOTIONDIVISION,
ABBAUSTRALIA
What do you see as the single biggest challenge facing your customers in the year ahead?The biggest challenge we hear from many customers will bebalancing productivity and cost pressures. In a cyclical businessenvironment itcantakecourageforcustomersto lookbeyondthemarket peaks and troughs and make business decisions on whatwill ‘future-proof’ their organisations.
Thebenefitsoftakingalonger-termviewgravitatearoundstaffresources.Whenmarketsregainstrength,thosethathavehadtheforesightandcapacitytoretaintheiroperativecapabilitieswillbebetter placed than their competitors to seize these opportunitiesearlier.
This isacomplexchallenge insofteningmarkets. Italsohasaknock-on effect to local communities which can take even longerto re-establish, particularly in remote areas.
Will the resources boom continue to be a primary focus for automation, control and instrumentation vendors?Yes it will. We believe China’s demand for raw materials willcontinue,mostlikelynotatthesamegrowthrateswehaveseenin previous years, but it will continue nonetheless.
Evenwithareductioninexportdemand,Chinahasanenormousdomestic market fuelled by an increasingly affluent workforce.DemandforrawmaterialfrombothexportanddomesticdemandinChinawillcontinuetodriveitsneedforrawmaterials,whichis good news for Australian mining.
Process automation will continue to play a key factor in theresource area. We see an ongoing trend in both mining andmanufacturingtodriveproductivitygainsthroughagreateruseofautomationandcontrol.Automationisincreasinglyseenasavitalelementoftheproductivitypuzzle,empoweringfewerstaffwith more real-time data, to better monitor and control plants.
What do you feel are the three most important things your customers are looking for in a supplier?We find customers are seeking innovative product solutions toimprove their productivity and energy efficiency, essentially do-ingmorewhileloweringcostsandemissions.Ourcustomerstellus that some of our newer and more innovative products makeprogramming set-up easier, which means they can customisethem to their applications quicker and don’t need specialist re-sources to do so.
End users also expect today’s suppliers to provide supportbeyond their product warranty. With stretched resources, manycustomerstellustheyneedsupplierswhocanassistthemachievethemaximumlifeandavailabilityofthoseproductsintheirplant.For many process industries, the availability of their plant canrepresent the fine line between success and failure.
What environmentally sustainable initiatives have been undertaken that will position your company differently before customers and prospects in the year ahead?Helping our customers use electrical power more efficiently toincreaseindustrialproductivityandtoreduceenvironmentalimpactinasustainableway isan importantpartofABB’sfocus,andourdedicated energy appraisal team is one of our environmentallysustainable initiatives. This specially trained team works withclients to determine energy-saving opportunities centred aroundpump and fan applications.
Another of our environmentally sustainable initiatives was ournewsulfurhexafluoride(SF6)gasrecyclingtechnologydevelopedinAustralia.ThepurityofrecycledSF6gasusingthenewlydevelopedtechnology is about 99.99% and is in accordance with technicalgrade IEC 60376 (the standard for new gas), which enables SF6to be re-used again and again in electrical equipment.
What new and innovative technologies do you see emerging in your field of business in 2013, and how will they help your customers?ThemaininnovationsinABB’sareaofbusinessaremoreefficientmotors and drives and better safety technology.
For example, synchronous reluctance motor technology of-fers both a high output range compared to the same IEC framesize traditional motor and makes it possible to achieve IE4 superpremium efficiency down to the 11 kW power level. And variablespeed drives with in-built energy calculations, including energyused, saved kWh, CO2 reduction and money saved, help the userfinetune processes to ensure optimal energy use.
Thelatestsafetyinnovationsarealsonowfoundindriveswithan in-built safe torque off function that removes all torque fromthe motor shaft and prevents unexpected start-up.

16WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 17www.ProcessOnline.com.au
Keith Marriner is the Managing Director of Invensys Operations Management, Australia and New Zealand, responsible for all sales, engineering and product delivery, marketing and communications.Keith joined Invensys in 1997 as a technical manager for the Triconex safety systems opera-tions in the Middle East. Since then, he has held a number of senior roles in Invensys. Keith Marriner has an electrical/elec-tronics engineering background and holds an MBA from Heriot Watt University, UK.
KEITHMARRINER
MANAGINGDIRECTOR,
INVENSYSOPERATIONSMANAGEMENT,AUSTRALIAANDNEWZEALAND
What do you see as the single biggest challenge facing your customers in the year ahead?Weexpectourcustomerstoexperienceincreasedfinancialpres-sure on their bottom line. Factors contributing to this pressurearefinancialuncertaintydrivenbyaslowingofgrowthinChina,theuncertainty in theglobalmarketcentredonEuropeandthestrongAustraliandollarthatisaffectingthecompetitivepositionof goods produced in Australia.
Human resource factors, with a transition in the workforcefrombabyboomertogenY,willalsohaveaneffect,suchastheability to retain this new workforce in order to gain return oninvestmentinstaff.Peoplewilltendtobeinrolesandlocationsforashortertime,so learning,collaborationandteamworkwillbe key to overcoming these issues - as well as the capturingand embedding of best operational practices.
What emerging trends or developing technologies may influence or change the way your customers will do business in 2013?We think customers will begin realising the value of integratingsystems across multiple facilities and the manufacturing valuechain to improveoperationaleffectiveness.This involveschangestooperationalpracticesandtheintroductionofenablingtechnology.
Themovetooperationalintegrationenablesincreasedcollabora-tionacrossthefullmanufacturingvaluechain.Thiswillalsomeanembracingthetrendtowardsleveragingsocialmedia,andcollabora-tionwill benatural for interactionandthesharingof information.
The operational experience will go from simply monitoring tobeing automatically aware, and this situational awareness will benatural,enablingfastercollaborativedecision-making.Suchaflexibleoperational team requires that a team of users of different rolescollaborate while using different user interfaces that all see thesame data in the same time in the form they require.
What are your customers demanding of you more today than five years ago, and how will you meet these requirements in 2013?Currently we are seeing an increasing focus away from newsystems for plants to trying to extract more value from existingsystems. There is alsomore of an emphasis on standardisation,in that standards and templates are being developed, rolled outand maintained over the operation.
Thereisalsoashiftawayfromreplacingpeoplewithautoma-tion systems (remember ‘lights out manufacturing’?) to the useof automation systems to empower workers to be able to haveincreasedresponsibility,makedecisionsfasterandactinamoreconsistent and sustainable way.
There isalsoagrowingrequirement forsystemstoprovideasituationalawarenesscapabilitysothatworkerscanmoreeffec-tivelydealwiththevastamountsofdatageneratedacrossaplant.
What new and innovative technologies do you see emerging in your field of business in 2013, and how will they help your customers?We think there will be an increased role for business processworkflows as a standard operational practice - not just forthe business systems but now including and integrated withinautomation and operations systems. There will also be a driveto exception-based systems that are ‘self-aware’ and notifybased on context.
Increased connectivity solutions will also help to enable themovetomobileandmultiroleworkers,withknowledgesystemscapturingexperienceandsharingitacrosssystemsseamlessly.The shift from ‘click’ to multitouch functionality as we see inconsumer devices will also become more prevalent, and cloudcomputingwillbegintobecomeanaturalpartoftheautomationandoperationalarchitectureforsharing,collaboration,andsoon.
Do you see organisations in the mining, processing and manufacturing sectors taking up cloud computing in the near future?Weseetier1organisationsactivelyevaluatingthereachofcloudcomputingintotheautomationspace,withthekeyconsiderationsoffunctionality,securityandavailabilitybeingassessed.Alreadyweseeassetmanagementsystemsmovingtothecloud,andweexpectsite-basedhistorianandinformationsystems,aswellasSOP repositories, to quickly go in this direction.
Knowledgeandsharingsystemsarealsoanatural fit forthecloud,aswellassimulationandofflinepatternmodellingsystems.
As the cloud can be both ‘public’ and ‘private’, the largerorganisationswill start tousethecloud inaprivateconfigura-tion for cross-site data sharing and collaboration.

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 19www.ProcessOnline.com.au
What do you feel are the three most important things your customers are looking for in a supplier?Innovativeproductsthatkeepthemonestepaheadoftheircompeti-tors are just the beginning. Customers need to be confident thatthese products will be available long term so that the solutionsthey roll out will be supported for a long time.
Customersalsoarekeentousematuresoftwareandprogramming,as opposed to proprietary systems. This reduces the overall costof ownership and allows companies to commit to larger projects.
On-demand delivery - products need to be in stock ready foron-demanddeliverywheneverandwherever.Thistimelinessneedsto be extended to the supply and support of legacy products forthe maintenance of customers’ existing projects.
What environmentally sustainable initiatives have been undertaken that will position your company differently before customers and prospects in the year ahead?Advantech has an environmental program for reducing, re-usingandrecyclingmaterialsandhasbecomeamemberofanApprovedCo-RegulatoryArrangementundertheNationalTelevisionandCom-puter Recycling Scheme. The scheme involves a combination ofgovernmentregulationandindustryactiontoreducetheamountoftelevisionandcomputerwastegoingtolandfillandtoincreasetherecoveryofresources.Theschemeaimstoboosttherecyclingrateoftheseproductsfrom17%in2010to80%by2021-22.Advantechhas officially joined DHL Supply Chain’s Product Stewardship Ar-rangement to fulfil its obligations under the government’s Product Stewardship Act 2011.DHLSupplyChainwasthefirstorganisationapproved to be able deliver services under the scheme.
Advantechhasinvestedagreatdealintolowpowerconsumptionsystems and platforms which today provide the same capabilitiescompared to half a decade ago, while using much less power.Advantech is also fully compliant with RoHS and none of ourproducts use any heavy metals.
What emerging trends or developing technologies may influence or change the way your customers will do business in 2013?Connectivity,communicationandthecloudaredrivingtechnologiesthat enable real-time data access from anywhere in the world.This is leading to operational efficiency gains and increased fac-toryautomation.Projectsarenowbecoming farmoredistributed.Previously a system would be limited by the communicationscapability of a network, whereas now we are offering a range ofproducts which will allow customers to effectively communicateover far greater distances using various technologies to cover agreater range of needs.
Customerswill continuetodemand remoteaccessto real-timedata via the internet and wireless connectivity for deeper, fasterinsight into their processes.
What are your customers demanding of you more today than five years ago, and how will you meet these requirements in 2013?Ascustomerapplicationsbecomeeverdeeperandmorecomplex,Advantechhasneeded to becomemore diverse and flexible - andwe have. Our customers expect prompt delivery, support, longerwarranties and continued backing for legacy items. On-time de-livery is now more essential than ever. Advantech’s online store,buy.advantech.net.au, operates 24/7. In this environment custom-ers can configure a system, and get a quote instantly emailed tothem - 24 hours a day.
This is just one of the ways our customers can engage withus and explore our expanding range of products - from basicsystems to bespoke requirements, all ofwhichcanbemaintainedwithinourrangeofhardware.Advantech’s logisticsdepartment ismeetingthese increasingclientdemands fordeliveryandsupport.
What new and innovative technologies do you see emerging in your field of business in 2013, and how will they help your customers?Low-cost distributed I/O with localised program application capa-bilities will help provide more flexibility in how a remote I/O canbe used. The advent of multitouch screen technology will allowsoftware developers to create more applications that simplify in-teractive touch-screen applications.
With flexibility being a driving force, wireless communicationwill also be a major factor in the market. Advantech is currentlyworking to provide a new set of capabilities to meet the growingneeds of end users.
Santo Gazzo has been General Manager of Advantech Australia since 2003. A former employee of Priority Electronics, which was acquired by Advantech, he has considerable experience in the industrial automation and computer systems fields. Coming from both electrical and electron-ics disciplines with experience in project implementation, techni-cal support, sales and business management, he has a deep ap-preciation and understanding of the needs of Advantech’s many clients in Australia.
SANTOGAZZO
GENERALMANAGER,
ADVANTECHAUSTRALIA

20WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
NEWPRODUCTS
WEIGHING MODULESiemens Industry Automation Division has launched
a weighing module for the Simatic S7-1200. Siwarex
WP231 is a weighing module suitable for monitoring
filling levels in silos and bins and for use with goods
being weighed on platform scales. The WP231 is
intended for industries requiring a high level of meas-
urement accuracy, such as the food and beverage,
pharmaceutical and chemical industries. It is also
suitable for use in explosive atmospheres.
The Siwarex WP231 weighing module can be fully
integrated into the Simatic S7-1200 control, and its
parameters can be quickly and easily set via the TIA
Portal engineering platform. The module has four
digital inputs and outputs and one analog output. The
Siwarex WP231 can be connected to various systems
and operator panels via an ethernet or RS485 inter-
face with Modbus protocol and can be operated in
standalone mode, independent of the Simatic S7-1200.
Users can define specific limit values and different
parameters for the various individual outputs. Addi-
tional diagnostic functions, such as the documenting
of weight and various process parameter readings
(trace), make for greater transparency and facilitate
the commissioning and maintenance of the module.
Due to its high resolution - one million parts - and
a measurement cycle of 10 ms, the Siwarex WP231
is able to measure with a high degree of accuracy.
Clear menus mean that the weighing module is easy
to operate, whether in conjunction with the Simatic
S7-1200 or via a directly connected HMI panel.
Siemens Ltd
Contact info and more items like this at wf.net.au/S146
WIRELESS PULSE COUNTERZigSense has extended its Australian-made wireless sen-
sor node product line to include two new pulse count-
ing nodes. Models ZS24-REU-001 (2.4 GHz) and
ZS09-REU-010 (900 MHz) are designed for ultralow-power
pulse counting metering applications.
The user can select between ‘AA’ or ‘D’
Li battery sources or use an external DC
supply of up to 24 VDC to power the node.
Low current consumption combined with an
optimised sleep cycle may enable the node
to be powered by a single ‘D’ Li battery for
close to eight years.
Up to four contact closure pulse inputs are
continuously monitored in the background
while the node is in sleep mode. Default pulse
frequency is 5 Hz with 50 Hz as an option.
Totalised pulse counting data is transferred from remote wireless
nodes to a ZigSense gateway where it is made available as Modbus
holding registers. ZigSense pulse counting nodes are built into an IP67
enclosure and can be optionally supplied as OEM boards.
Conlab Pty Ltd
Contact info and more items like this at wf.net.au/R704

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 21www.ProcessOnline.com.au
NEWPRODUCTS
TEMPERATURE CONTROLLERSWIKA has now completed its portfolio of temperature controllers with two digital
instruments for simple thermostat applications. The model SC58 and model SC64
close the gaps in this segment between mechanical products and complex PID
instruments.
The SC58 and SC64 digital controllers are designed for a measuring range of -80
to +400°C, and can therefore be used universally. The switch hysteresis can be set via the menu,
which assists with flexibility. Both two-point controllers offer a high switching accuracy and contact
rating (16 A). They are easy to use and have a highly visible display (13 mm high characters).
The SC58 and SC64 have the same design as the corresponding mechanical and mechatronic
controllers. Users can therefore change to the digital instrument without any additional expense.
WIKA Australia
Contact info and more items like this at wf.net.au/R848
OPC SERVER FOR ALLEN-BRADLEYMatrikonOPC has expanded the
functionality of its OPC Server
for Allen-Bradley by adding the
support for Rockwell’s EN2T
communication card, bit writes
and revamped graphical user
interface. With the added fea-
tures, the MatrikonOPC Server
for Allen-Bradley provides users
with a comprehensive connectiv-
ity package for all Allen-Bradley
PLCs in one OPC Server and an
optimised workflow, all of which
makes configuration and mainte-
nance faster and more intuitive.
Enabling bit writes through OPC
items provides granular control
over data access, which allows
engineers to perform intricate
operations down to the lowest
levels. Also, this OPC Server
comes with built-in, role-based
security down to the per-tag level.
Based on each user’s login, this
OPC Server selectively grants or
denies access to specific tags,
providing only the authorised
users with secure access to the
right process data. This means the
Allen-Bradley OPC Server actively
protects the integrity of the overall
automation system data.
Key features include com-
prehensive connectivity support
for PLC5s, SLC500s, Micrologix
(1100 A, 1400, 1200 etc), and
ControlLogix platforms; automatic
discovery of Allen Bradley PLCs;
and high performance suited to
sequential, process, drive and
motion control.
MatrikonOPC
Contact info and more items like this at wf.net.au/R686

22WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
NEWPRODUCTS
CONTROLLER FOR LEGACY SYSTEM MODERNISATIONHoneywell has released the next generation of its widely used
industrial process controller, the High-Performance Process
Manager (HPM). The Enhanced High-Performance Process
Manager (EHPM) allows 25 years of distributed control system
installed base to seamlessly migrate to the Experion Process
Knowledge System. Cost of migration is significantly reduced
by preserving control strategies and wiring.
Honeywell’s EHPM solution streamlines plant modernisation
by significantly reducing risks associated with a legacy system
upgrade and reducing plant downtime. This is designed to
allow plants to take what was once a legacy system and
gradually, in a step-by-step fashion, move it forward such
that it becomes part of a modern system while at the same
time protecting the plant’s intellectual property.
EHPM maintains a safe and reliable system while mod-
ernising and evolving with the most advanced technolo-
gies, keeping established, reliable systems running longer,
extending uptime and preserving investment in wiring, control
algorithms and displays.
Honeywell’s modernisation roadmap incorporates full
flexibility in life cycle planning, including long-term support
of existing equipment for life expectancy extensions and
upgrades for plant performance improvements.
Honeywell Limited
Contact info and more items like this at wf.net.au/S201
WIRELESS RTUS FOR HAZARDOUS AREASThe CSE-Semaphore TBox Wireless
Monitor has passed all third-party
testing criteria for operation in Class
I, division 2 hazardous areas. This
approval applies to configurations
with integral displays; other wireless
monitor configurations have previ-
ously been approved for operation in
Class I, division 1 hazardous areas.
The ultralow-power, battery-op-
erated TBox wireless monitor (WM)
is suitable for installation in remote
areas in which it supervises assets in
the chemical, environmental, oil and
gas, transportation, utility and water/
wastewater industries. The approvals
significantly expand the applica-
tions for the compact, IP68-rated,
TBox WM integrated package.
Class I, division 1 and division 2
approvals allow TBox WM to operate
in hazardous atmospheres such as
those in natural gas installations as
well as at digesters or sewer lines
in the wastewater treatment industry.
TBox employs a decentralised
architecture that enables the integra-
tion of programmable automation,
alarm management, data logging
and IP telemetry in a single, rug-
ged package. Simple yet powerful
platforms leverage web technologies
and push messaging via email, SMS
text and FTP. TBox systems are easy
to configure and offer dramatically
reduced costs versus traditional PLC
and SCADA architectures.
CSE-Semaphore Pty Ltd
Contact info and more items like this at wf.net.au/R688
WIRELESS CONDITION MONITORINGNational Instruments has announced two
products to help engineers monitor machines,
heavy equipment and ageing infrastructure.
Engineers can integrate the wireless sensor
network (WSN) strain node and C Series
module with NI CompactRIO for predictive
maintenance to predict faults, analyse fatigue,
lower operating costs and decrease downtime.
The WSN-3214 strain/bridge completion
node features hardware-timed waveform ac-
quisition and is suitable for wireless structural
health monitoring of bridges, buildings and
equipment. It has four analog input channels
that support quarter-, half- and full-bridge
completion, and also two digital I/O channels for event detection and programmatic con-
trol. It has the ability to perform onboard data processing, save data locally or predict fault
conditions with the NI LabVIEW WSN Module.
With expanded voltage range, faster sampling rates and higher integrated electronic
piezoelectric (IEPE) excitation, the NI 9232 C Series module is a data acquisition card
optimised for industrial accelerometers, tachometers and proximity probes in condition
monitoring applications. It has a ±30 V input range, 4 mA IEPE current excitation and
41 kHz bandwidth. Screw terminals and open/short sensor detection are provided for use
in permanent industrial monitoring applications.
National Instruments Australia
Contact info and more items like this at wf.net.au/R868

After analysing the results of over 1000 READER SURVEYS completed earlier this year, we are excited to announce a major transformation for longstanding brands Voice+Data and Electrical Solutions.
The new titles (and their respective websites) reflect the changes in technology markets in recent times and will better service YOUR business information needs.
A big THANKS to all our valued readers!You have helped create TWO fantastic new magazines
NOTE: Current subscriptions will continue, but if you want to update your magazine and/or online preferences, simply go to www.ECDsolutions.com.au or www.TechnologyDecisions.com.au
Voice+Data morphs into Technology Decisions
• ContentshiftstopureIT• Cloud; security; big data; storage; compliance; mobility; virtualisation & more• Moreopinion,analysts,peertalk,casestudies&articles• Newfocusonsoftware,bothinmagazineandonline
Electrical Solutions expands with more comms+data content and becomes ECD Solutions (Electrical+Comms+Data)
• 30%increaseincirculation • Comms+Data; Efficiency+Renewables; Automation+Security and Electrical Distribution• Newperfectboundformatwithheavycoverandsectiondividers• Moreproducts,casestudiesandarticles• Regularcontentonregulations,compliance,trainingandbusinesstips
Website launch: November

24WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
CLAMP-ON PROCESS METERYokogawa’s CL420 clamp-on process meter is designed to make
checks on DC mA lines without breaking the circuit. This com-
pact instrument is an effective troubleshooting tool for 4-20 mA
current loops on equipment such as flowmeters, field instrument
transmitters, signal conditioners, distributors, valve positioners
and meters, saving users valuable time on site.
The CL420’s clamp has a relatively large hole that allows
proper clamping around conductors up to 6 mm in diameter
and ensures stable readings with an accuracy of 0.2% up to
20 mA. The backlit dual display provides both current value and
percentage of range information along with battery condition.
Convenient in low light situations, the CL420 incorporates a LED
torchlight and illuminated panel keys. The unit has two input
ranges, 0-20 mA and 0-100 mA, plus an analog DC mV output
for use with a DMM, recorder or data logger. Other functionality
includes an auto-power-off feature and data-hold.
The CL420 comes with a soft carrying case plus batteries and
optionally available are output cables with either banana plug or
screw terminals.
Yokogawa Australia Pty Ltd
Contact info and more items like this at wf.net.au/R548
NEWPRODUCTS
DEVICENET TEES AND SPLITTERSTurck has introduced 7/8-16UN minifast tees, splitters and inline diagnos-
tic devices, designed for use in DeviceNet applications, including CAN
networks and mobile equipment. Models are available in a standard
option for classic DeviceNet use and a voltage monitoring version that
contains an integrated circuit board to serve as a diagnostic tool. Voltage
monitoring tees and splitters help troubleshoot and prevent downtime
with LEDs that report normal, overvoltage and undervoltage conditions.
The splitters provide parallel wiring, which simplifies installations. The
‘h’ configuration contains a tee connected to the main trunk line with one
premoulded cable drop, providing a quick, convenient and space-saving
way to add additional cabling within the cable tray. The splitters may be
specified with any gender, negating the traditional male to female connection
requirement. Additionally, the inline diagnostic devices may be used as
gender changers to connect a male to male or female to female cordset.
Designed to accommodate diverse conditions, the minifast splitters and
tees can handle up to 30 V in temperatures ranging from -40 to 105°C.
The splitters and tees also feature an IP67 protection rating, providing a
suitable solution for voltage trouble spots in harsh conditions.
Turck Australia Pty Ltd
Contact info and more items like this at wf.net.au/R553
THERMAL IMAGING CAMERAThe Dwyer Series TIC thermal imaging camera allows users to see heat contrasts to
prevent plant equipment failures, detect air leaks in buildings, and many more applica-
tions. Infrared radiation given off by objects is translated by the camera into meas-
ured levels in visual light on the bright 2.5″ 160 x 120 resolution LCD. For increased
differentiation among temperatures, the camera can automatically adjust the colour
band for a narrower range of temperatures throughout the -20 to 250°C temperature
range of the camera. Besides taking spot measurements, the camera can also be set
for isothermal, area or profile analysis.
All cameras include a Li-Ion battery, battery charger, docking station, SD memory card, SD memory card
reader, sun shield, lens cap, video cable, standard reporting software and a calibration report. A Bluetooth
earphone and USB cable are also included in TIC-30 units for making voice annotations and real-time re-
cording. Up to nine movable temperature spots can be selected to get specific temperature measurements of
objects on the display. On the TIC-20 and TIC-30, there is a flash, a visual light camera and a laser pointer to help identify
the objects in the picture. The visual image can be blended with the thermal image for better illustration of where the hot
or cold spots are in the image.
Dwyer Instruments (Aust) Pty Ltd
Contact info and more items like this at wf.net.au/R682

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 25www.ProcessOnline.com.au
Powder-handlingtaskstypically imposerigorousdemandsupontheactuatorsandisolatorsusedintheirmaterialshandlingsystems.
Not onlymust they be able to cope with dust, abrasion and fineparticlesthatcandamagetherodsandsealsofconventionalcylinders-riskingproductionstoppages-butalsotheymustbeabletocyclerapidlyinactuationrolesandtocontrolhighlevelsofnoise,vibrationandharshness(NVH)inisolationroles.
“Because fewer moving parts and reduced complexity usuallyequatetolesswearandmorereliability,weareencouragingpowderprocessors to consider air spring actuators and isolators in newapplications.Firestoneairsprings-calledAirstrokesandAirmounts- are particularly appropriate in situations requiring rapid cycling,highreliabilityandminimalsusceptibilitytowearingrimyindustrialsituations,”saysJamesMaslin,NationalSalesandMarketingManagerforAirSpringsSupplyPtyLtd.
Air Springs Supply and Firestone engineers internationally aredevelopingexpandingusesfortheflexible-wall,bellows-typeAirstrokeandAirmountaircylinders.Theseairspringsare,inessence,tough,fabricreinforcedrubberballoonsofdifferentshapestoperformdifferenttasks.Operatingwithoutrodsorseals,theycanbesmallenoughtofitinthepalmofahand,ormorethanametreacrossandcapableofproducing40,000kgofforce.
Onepowder-handlingprojectinwhichtheywereemployedinvolvedSemi-BulkSystemsInc,aUScompanythatmanufacturesstate-of-the-artequipmentandcontainersforunloading,batchingandprocessingbulkquantitiesoffinedrypowders, includingproductsof industriessuchasfoodandbeverage,dairyandindustrialandchemicalproducts,includingpaintandpapercomponents.
Semi-BulkSystems’process forunloadingvinylbagsofpowderof400-3800kghadpreviouslybeensimplytodischargetheproductthroughaholeinthebottomofthebag.Theproblemwiththatwasthattheproductcameoutinbigslugs,ratherthanevenlyandsmoothly.
Semi-Bulk’ssolutiontothisissuewastoblowairthroughthepowdertobreakitupandmakeitfluffy,soitcoulddischargethrougha100mmholeatthebottomofthecontainer.Thecontainerallowedforcontrolledflowofmaterialthroughitsuseofasupportstandwithahingeddeck,beneathwhichanAirmountisolatorwasinflatedatabout1bar.Thestandsupportedthecontaineratitscornerswithhooks,allowinggravitytodispensethepowderthroughtheholeinthecontainerfloor.
Air springs overcome demands of fine minerals and powders handling
“Semi-Bulk’s system put thecontaineronthedeckandletitbegintoemptythroughgravity.Whenthepowdergotdowntoabout25%leftin the container, the pressure intheAirmountwasgreaterthantheweightofthecontainer,causingthehingeddecktorise.Thistiltedthecontainersotheremainingpowderflowedevenlytowardthedischargeport,”saysMaslin.
Semi-Bu lk used doub le-convoluted Airmounts for smallerbags and the triple-convolutedModel 38s for larger bags. TheseAirmounts (which already havebeen in use in Australia for years in heavy industrial plant) have amaximum diameter of approximately 950 mm and load capacity of40,000kgat5.5barandmaximumstrokeof350mm.Semi-Bulk’sprocessalsoincludedasmallerModel16Airmountthatinflatedwhenthehingeddecktilts,activatinganairpistonvibratorthatvibratedagainstthecontainerbaseandhelpeddispensethepowderfurther.
The Airmounts replaced air cylinders used previously. KeyadvantagesofthechangewerethatSemi-BulkSystemscoulduseoneAirmounttoreplacetwoconventionalcylinders.Also,conventionalaircylindersalwaysrequiredsomelubricationormaintenance,whichtheAirmountsdidnot.AndtheAirmountswerehiddenunderthedeck,sotherewasnothingexposedtoclean.
MaslinsaysamajoradvantageoftheAirstrokesandAirmountsisthattheydon’tusetheguidesandsealsfoundintraditionalpneumaticcylinders.Thisdifferenceisthekeytomanyoftheirbenefitsinrigorousproductionenvironments,rangingfrommetalstamping,vibratingscreenandconveyorapplicationsthroughtolabelling,sealingandpackagingtasks.AirmountsareusedinAustraliatoisolateequipmentasdiverseas compressors, computers, generators and refrigeration and air-conditioningequipment.
Air Springs Supply Pty Ltd
Contact info and more items like this at wf.net.au/R806
RUGGED TABLET PCSNorco has introduced a range of rugged tablet PCs that can be used for factory main-
tenance or general outdoor work environments. They have been tested for ruggedness
to MIL-STD-810G and are IP64 rated and have an 8.4″ touch-screen 800x600 LCD.
The standard unit has a 1.5 Ghz CPU with 2 GB ram, Wi-Fi, Bluetooth, 16 GB flash
storage, speakers, a camera front and back, USB, headphone and microphone ports
and a 2.9 Ah lithium battery.
The total unit weighs 1.3 kg and is suitable for those users requiring greater mobility.
Base and wall mounting cradles are also available.
Other options include G3/G4 cellular capability, GPS capability, a barcode reader
and a credit card reader.
PLC Hardware
Contact info and more items like this at wf.net.au/S083

26WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
NEWPRODUCTS
SOLID STATE FLASH STORAGEAdvantech has introduced the SQFlash range of industrial-grade
SATAIII solid state storage products.
Working closely with its long-term strategic partners, Advantech
now offers a storage solution which strengthens the security function
and durability of the latest high-security SQFlash series product.
Storage is one of the crucial parts of an integrated system
and directly relates to overall stability and performance. Specifi-
cally, many industrial solutions are made for working in rugged
environments. The whole system should be able to work under
high temperature, high humidity, and even unstable power condi-
tions. The storage needs to be strong enough to work stably in
such environments. Advantech has partnered with Phison and a
first-tier flash IC designer to deliver reliable flash modules with
advanced security features.
The SQFlash 820 series is available in both SLC and MLC
versions with extended temperature support and powered by the
latest Phison SATA III controller. The series incorporate secure
management functions by default through Advantech’s SQFlash
Utility so customers can build-in a high level of security with
little extra effort. The series features advanced algorithms such
as fragment writing technology to prolong overall durability, and
GuaranteedFlush technology to avoid unexpected data loss in
power outages. Both technologies are specifically designed for
industrial applications.
Advantech Australia Pty Ltd
Contact info and more items like this at wf.net.au/R583
WORKPLACE PERSONAL NOISE MONITORThe Quietdose personal dosimeter from
Howard Leight by Honeywell is designed
to assist in workplace hearing conserva-
tion programs.
According to SafeWork Australia, an
estimated 1 million Australians are exposed
to hazardous levels of noise at work at
a cost of at least $30 million annually in
compensation payouts alone. Studies show
that noise exposure is the most common
cause of occupational hearing loss and
that most hearing loss occurs in the first
5-10 years of exposure. The Quietdose is
designed to deal with this problem before
it occurs.
The Quietdose is an ‘in-ear’ dosimetry device that measures the
noise that workers hear accurately and in real time. By avoiding costly
engineering changes and accurately measuring noise exposure at its
source, employers can make significant savings and take steps to
adjust workers’ hearing protection.
Traditional dosimetry devices measure the ambient noise around the
worker and then make assumptions or estimates about the sounds that
impact the wearer’s ear. Quietdose measures the actual noise hitting
the wearer’s eardrum. It is essentially a hearing protector that measures
itself, taking the guesswork out of traditional dosimetry by providing truly
accurate data that can be used to adjust hearing protection immediately.
The data allows supervisors to respond when an alarm is activated
if the worker is getting close to the safe noise limit. The Quietdose
measures the ‘dose’ of noise a worker is hearing over the course of
the day and can be programmed to send an SMS or email alerting the
supervisor if workers are being overexposed to noise.
Honeywell Safety Products Australia Pty Ltd
Contact info and more items like this at wf.net.au/R692
RELUCTANCE MOTOR PACKAGESABB has announced a range of synchronous reluctance motor packages. These
combined equipment solutions are designed to address reliability, footprint size
and energy efficiency and consist of a low-voltage, super-premium synchronous
motor matched with the appropriate ABB drive.
Synchronous reluctance motors provide improved efficiency when compared
to standard induction motors and have the ability to go to higher power density
and have greater reliability, which provides for longer service intervals. It is the
fundamental technology that makes it possible to reach these benefits.
ABB’s high-efficiency solutions are based on the concept of magnetic resist-
ance or reluctance, where the rotor is designed to produce the smallest possible reluctance in one
direction and the highest reluctance in the perpendicular direction.
ABB Australia Pty Ltd
Contact info and more items like this at wf.net.au/R955

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 27www.ProcessOnline.com.au
“ EFIC dId morE than provIdE FInanCIal support. thEy hElpEd EstablIsh a landmark projECt.”mark scherrer, md, Ferra Engineering
read our story at efic.gov.au/pt
overcoming financial barriers for exporters
EFIC12-Ferra-PT-201212.indd 1 16/11/2012 3:29:49 PM
NEWPRODUCTS
ETHERNET GATEWAYTurck has announced the BL67 ethernet gateway for Ethernet/IP
and Modbus TCP/IP. Designed to provide a reliable communica-
tion solution for on-machine, modular I/O applications, the BL67
is suitable for use in environments where conditions may not
be conducive to traditional I/O. The BL67 satisfies applications
requiring digital or analog inputs and outputs, specialty I/O such
as SSI and RFID and serial inputs to industrial ethernet networks.
Featuring Turck’s multiprotocol technology, the BL67 gateway
combines multiple ethernet protocols in a single device, yet only
allows one ethernet master to control the outputs while the input
and diagnostic data is available to the other protocols. The BL67
offers isolated power for 16 inputs and 16 outputs, in addition
to 16 I/O configurations for flexible application requirements.
An integrated ethernet switch allows a line topology between
multiple gateways without using an external switch, eliminating
the need for additional cable runs to the PLC. BL67 models are
also available in an IP67-rated housing.
Turck Australia Pty Ltd
Contact info and more items like this at wf.net.au/R507
REFINERY OPTIMISATION SOFTWAREInvensys Operations Management has introduced refinery-wide
optimisation solutions that complement its existing portfolio of
SimSci-Esscor hydrocarbon processing industry (HPI) offerings.
The company is now offering a yield accounting solution and an
off-sites solution integrated with planning and scheduling systems.
The company’s recent acquisition of Spiral Software also
means that Invensys Operations Management’s SimSci-Esscor
solutions will now fully support and optimise the entire refining
value chain, from crude trading to supply-chain distribution,
including life-cycle modeling from design to start-up to perfor-
mance optimisation. With this acquisition, Invensys is now able
to offer a full-span optimisation solution.
The Invensys Yield Accounting solution is designed to stream-
line data transfer between off-site software and yield accounting
software to ensure that the correct information is being used.
It then converts that process data into reliable operating informa-
tion by using built-in data reconciliation algorithms. Using the
software is said to increase accuracy and reliability for receipt,
shipment and process data; identify gross errors; correct inac-
curacies; and reduce or eliminate losses.
The company has also released an off-sites solution that
integrates planning, scheduling and off-sites systems to its
SimSci-Esscor ROMeo optimisation software. This allows refineries
that already have blend operations and optimisation practices
in place to leverage these two sources of information, ultimately
improving efficiency and profitability.
The newly acquired Spiral knowledge-management software
will provide accurate and timely crude oil information across
an enterprise, from ranking crude oils in trading to optimising
refinery processes and maximising reliability.
Invensys Process Systems (Australia) Pty Ltd
Contact info and more items like this at wf.net.au/R926

28WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
NEWPRODUCTS
ANGLED RJ45 CONNECTORSHarting has released a range of high-speed and space-
saving angled RJ45 industrial ethernet connectors.
The 45° cable outlet can be mounted in four different
directions. This gives users the option to achieve the right
cable outlet direction with the same item number every
time. The connector offers maximum flexibility for a wide
range of conductor and cable diameters when paired with
insulation displacement connection technology.
The insulation displacement terminations are fitted for
flexible and rigid wires with profiles ranging from AWG 27/7
to AWG 22/1. Cables with a diameter of between 4.5 and
8 mm can be connected. Easy assembly without tools,
secure and rapid connection and data transfer rates up
to 1/10 Gb ethernet make the connector twice as fast as
previous versions. The robust and industry-compliant IP20
version also has a compact design, making it multiport
capable. In addition to the IP20 versions, all common
IP65/67 types from PushPull to Han 3A are available with
the RJ45 insert.
Soanar Limited
Contact info and more items like this at wf.net.au/S045
LINEAR ACTUATORSExlar has expanded its K Series line of linear actuators with the K90 mod-
els. Designed for flexibility, this compact, 90 mm frame size actuator offers
three distinct performance levels and allows the use of third-party motors.
Featuring dimensions and form-factor consistent with ISO metric pneumatic
cylinder specifications, K90 actuators can directly replace pneumatic and
hydraulic actuators.
Designed to provide a universal solution for linear motion rod-style actua-
tor applications, K90 actuators are available in three models that offer two
grades of roller screws and one Acme screw for an actuator solution that
satisfies diverse performance and cost requirements.
KX90 actuators incorporate a high-performance planetary roller screw to
deliver performance capabilities for demanding applications in industrial
automation, mobile equipment, process control and other applications re-
quiring millions of centimetres of travel under load. KM90 actuators employ
a lower cost planetary roller screw for applications lacking the same longevity requirements offered in the
KX Series, while the KA90 actuators utilise an Acme screw, making them suitable for slow-speed, low-duty
cycle applications where the load must occasionally be repositioned during operation.
The K Series actuators allow flexibility in the type and style of motor selected to drive the actuator, includ-
ing DC motors, stepper and servo motors. Actuators can also be ordered with or without a preconfigured
motor mount, allowing the customer to manufacture their own mount. They are also available in a variety
of special materials and coating options for applications that require a higher level of corrosion resistance.
Applied Automation
Contact info and more items like this at wf.net.au/R929
ETHERNET-TO-FIBRE CONVERTERSThe Moxa PTC-101-M12
series EN 50121-4 compli-
ant ethernet-to-fibre media
converters are designed to
eliminate the need for ad-
ditional wiring.
They support IEEE 802.3
and IEEE 802.3u/x protocols with 10/100 Mbps, full/
half-duplex and MDI/MDI-X auto-sensing.
The series meets critical EMC, shock, vibration and
environmental requirements in compliance with the
EN 50121-4 standard, which makes them suitable for
high-vibration applications.
The models are available with SC/ST connectors
in fibre and M12 connector in ethernet.
Madison Technologies
Contact info and more items like this at wf.net.au/R996

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 29www.ProcessOnline.com.au
NEWPRODUCTS
UPDATED HYGIENIC VALVE RANGEBurkert has expanded its line of Element series valves to include new drive sizes.
The modular range combines controllers, valves and sensors in a high-quality
stainless steel housing with an intelligent and flexible system architecture. By
expanding the valve line to include drive sizes up to 130 mm, globe valves, angle
seat and diaphragm valves of the series can now be used to achieve fittings up
to orifice diameter DN 50.
The company has increased the maximum available drive size of the seat
valve type 2100 (angle seat on/off), 2101 (globe valve on/off), diaphragm valve
family 2103 (2-way on/off and control valve) and the control seat valve type 2300
(angle seat) and 2301 (globe) from 90 to 130 mm.
The expanded area of application now makes it possible to equip many
systems entirely with fittings from the series. The valves and sensors reliably
control fluids, steam, caustic solutions and chemicals, as well as abrasive or
high-purity substances in many applications and process environments. The
stainless steel valves are very rugged, hygienic and easy to use. The special drive design facilitates
integration of automation units at all levels of the modular valve system, from the position transmitter
to the electro-pneumatic positioner or process controller. This concept allows complete decentralised
automation of even complex systems with minimal expense for cables and hoses.
Burkert Fluid Control Systems
Contact info and more items like this at wf.net.au/R846

30WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
NEWPRODUCTS
PROCESS AUTOMATION SYSTEMEmerson Process Management has announced the release
of its DeltaV digital process automation system Version 12.
Key features in the Version 12 release include the expansion
of Emerson’s electronic marshalling, combining the DeltaV
Safety Instrumented System (SIS) with the installation flexibility
and space savings of its Electronic Marshalling technology.
This new SIS offering greatly simplifies design, installation,
wiring and commissioning of SIS projects, while at the same
time increasing capacity and reducing footprint. Based on
what Emerson calls “human-centred design” (HCD) principles,
the logic solver architecture uses Electronic Marshalling and
characterisation module (CHARM) technology to eliminate
the need for conventional marshalling, which simplifies both
installation and commissioning processes.
The v12 release also includes integrated virtualisation technology,
which enables users to consolidate computer resources and reduce
implementation and maintenance costs. DeltaV Virtual Studio makes
it easy to create virtual DeltaV systems from pre-built templates and
preconfigured virtual networks.
The Emerson Smart Firewall included in v12 is claimed to allow
users to easily set up a safe and secure network for the automation
system, locking down the control system network against unauthorised
downloads and hacking without costly consulting from security experts.
For process industry users who produce in batches, the v12 release
includes an easy-to-use analytics application that provides real-time
quality predictions while the batch is in process. Using sophisticated
models, it can trace the causes of manufacturing variations that can
render a product below specifications or unmarketable. The applica-
tion can help users correct manufacturing problems before the batch
becomes irreparably compromised.
Emerson Process Management
Contact info and more items like this at wf.net.au/R858
TERMINATION CARRIERSThe latest termination carriers from Phoenix Contact are
universal solutions for fast, error-free connections between
standard interfaces and a process control system. The
signal connection is made using standardised system
cables via plug-and-play.
Using standard interfaces that are also used in indi-
vidual applications simplifies documentation, commis-
sioning and engineering. The stable, vibration-resistant
aluminium profile features a DIN rail contour that ac-
commodates device families ranging from the compact
Mini analog isolation amplifiers, through Macx analog
isolation amplifiers for SIL applications and Ex i-power
circuits, to functionally safe PSR coupling relays for
process automation.
Its compact design, space-saving connection arrange-
ment and integrated end mounts mean the carrier is up
to 30% smaller than previous solutions. The modular
supply concept ensures high system availability. The DIN
rail devices are connected via support rail connectors
with separate supply and error reporting modules. In
addition to a redundant supply and monitoring feature,
this also offers the advantage that the termination PCB
is not just mechanical but also electronically decoupled
and has no moving components.
The product range includes universal termination
carriers for up to 16 interface modules with 1:1 signal
allocation with or without the extraction of HART data.
Other versions can be optimised for controller-specific
I/O modules using various system cables and grid-free
lengths.
Phoenix Contact Pty Ltd
Contact info and more items like this at wf.net.au/R990

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 31www.ProcessOnline.com.au
The exponential growth of the world’spopulation and our growing relianceon electricity has led to a dramaticallyincreasing energy demand worldwide.According to IEC, International EnergyAgency,overthelastdecadetheaverageenergyconsumptionperpersonroseby10% while the world’s population roseby 27%. In order to meet this growingdemand, energy supplies need to beadjusted in away that is safe, reliable,cost-effective and, most importantly,environmentallysustainable.Takingthesefactorsintoconsideration,itisnowonderthatwindenergyproductionhassorapidlygainedinpopularity.
The global growth of installed windpower has forced transmission systemoperatorstotightentheirgridconnectionrules in order to maintain the securityand quality of the power system. Gridcodes have been introduced, definingthe technical parameters electricitygeneratingplantshavetofulfiltoensureproper functioning of the network. Asa consequence, some commonly usedturbinedesignshavedifficultyachievinggridcodecompliance.
One such example is Europe’slargest wind park, Whitelee Windfarm,developedbyScottishPowerRenewables.A recent extension project launchedthere,involving75newturbines,willaddanother217MWofcapacitytotheexisting322MW.
Oneofthebiggestchallengesfacedbythisimpressiveinvestmentwasthatstrictnationalgridcoderequirementsmadeitnecessaryfor the turbines to compensate for the specified reactive power.Because the wind turbines in general have more inductive thancapacitiveoutputcapability,thereactivepowercontributionofthewindfarmwasnotsufficient,thuscallingforadditionalcompensationequipment.
Inresponsetothisproblem,ABBofferedaholisticsolutionbasedon PCS 6000 Statcom. As a robust and reliable reactive powercompensationproduct,theStatcomwastheidealoption.Thisuniqueline-upofstate-of-the-arttechnologyaddsthemissingfunctionalitytothewindfarm,makingitcompliantwiththenationalgridcode.
As a pure static device with no switched passive elements,PCS6000providesoutstandingperformanceforbothsteady-stateanddynamicoperation.Inaddition,thefastdynamicvoltagecontrolwhichoperatesduringbalancedaswellasunbalancedgridfaults(fault ride-through) allows the system to meet the demandingrequirementsspecifiedbythetransmissionoperator.
ABBsuppliedthreeliquid-cooledPCS6000unitsof±15MVAreachat33kV, installedwithinshippingcontainers.Thescopeofdeliveryalsoincludedtransformersaswellasanexternalwater/
Environmentally sustainable and grid compliant
airheatexchanger. Inaddition,ABBwasresponsible forprojectmanagementandcommissioning.
ThemainfeaturesofthePCS6000systemisitsefficiency(from97 to 98.5%) and high reliability. Modular construction utilisingleading-edgetechnologymakesStatcom’sdesignhighlyconfigurableandversatile,therebyenablingbothindoorandoutdoorplacement.Thesolutionisparticularlycompetitiveintermsofinstallationtimeand space requirements. Furthermore, high efficiency and lowmaintenance(MTTR<30min)leadtolowoperationalcosts.Owingtomaximumflexibility,thesolutionmaybeappliedtoawiderangeofapplications.Theseincludewindfarms,utilitieswithweakgridsorfluctuatingreactiveloads,aswellasindustrialapplications.
ThesuccessfulcommissioningofABB’sStatcomunitstookplaceinSeptember2012.WiththeapplicationofABB’ssolution,WhiteleeWindfarmisnowinthefinalphaseofitsambitiousplan.Gainingadditionalcapacity,Whiteleewillbeabletogenerate539MWofelectricity-enoughtopowertheequivalentofover304,000homes.
ABB Australia Pty Ltd
Contact info and more items like this at wf.net.au/S087

32WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
NEWPRODUCTS
GALVANOMETER AND CONTROLLER FOR LASER MACHININGNmark AGV galvanometers and
Nmark CLS galvo controllers from
Aerotech are claimed to provide in-
creased throughput with industry-leading
resolution for laser micromachining applications.
Using advanced interpolation electronics, the Nmark
controller provides greater than 24 bits of effective resolution with 2D positioning
accuracy of 10 microns or better.
An Infinite Field of View feature seamlessly synchronises servo and scanner mo-
tion to allow fast positioning over the entire servo travel, eliminating galvanometer
field-of-view constraints.
The position-synchronised output feature of the controller ties laser pulses directly to
galvo position, allowing accurate triggering of the laser without delays to compensate
for the response time of the scanner mirror motion. This improves part quality and
reduces programming complexity.
Applications that can benefit from these capabilities include placing a series of
parallel lines that require consistent line to line spacing and accommodating pat-
terns with small radii that must be traversed at high speeds while maintaining tight
dimensional tolerances.
The AGV Galvo Scanners are available with 10, 14 and 20 mm apertures and
F-Theta lens interface for maximum flexibility. Many choices of mirror surface treat-
ments accommodate a variety of laser wavelengths.
Lastek Pty Ltd
Contact info and more items like this at wf.net.au/R986
SERVO COUPLINGSZero-Max ServoClass couplings now feature improved
clamp-style hub design for handling larger shafts and
higher torque.
The couplings are designed for high-speed revers-
ing loads and precise positioning requirements in
demanding servomotor applications at speeds up to
10,000 rpm. The clamp-style hubs provide superior
shaft engagement for these high-speed applications.
The increased clamping strength eliminates the need
for keyways while providing a clean, balanced design.
Available in 12 sizes in single and double-disc
models, the couplings handle torque ratings ranging
from 0.5 to 250 Nm. Manufactured of RoHS-compliant
materials, the couplings with improved clamp style
hubs are designed with 304 stainless steel disc mem-
bers. To ensure precise alignment of the assembled
components, ISO 4762 CL 12.9 corrosion-resistant
socket head cap screws are used with a carefully
controlled assembly process.
The couplings are suitable for precision positioning
requirements and the high reverse load characteristics
of AC and DC servo motor systems using ball screws.
Applications include automation of all types, packag-
ing, semiconductor assembly, laboratory automation
and medical equipment.
Naismith Engineering & Manufacturing Co Pty Ltd
Contact info and more items like this at wf.net.au/R995
LASER SAFETY SCANNERSThe S300 Mini safety laser scanner has construction height of only 116 mm, al-
lowing installation with a minimum of space required. It fulfils the technical safety
requirements of performance level d in accordance with EN ISO 13849 as well as
SIL2 in accordance with IEC 61508, and also the demands on optoelectronic safety
equipment in accordance with Type 3 of IEC 61496.
The S300 Mini Standard has an angular range of the 270° and a protective field
of 2 m, within which a triple field set with one protective and two warning zones
can be configured. The device features one pair of OSSDs (output signal switching
devices) serving as a direct switching output.
The S300 Mini Remote safety laser scanner allows up to 16 triple field sets - which
makes it suitable for AGV applications and also for automated forklift trucks or
rail-mounted transverse distribution cars. It is possible to combine up to four elec-
trosensitive protective devices, such as two Sick S3000 Experts and two S300 Mini
Remotes, into a network. By doing so, complex protective tasks can be implemented.
Sick Pty Ltd
Contact info and more items like this at wf.net.au/R430

DEC 2012/JAN 2013-WHAT'SNEWINPROCESSTECHNOLOGY 33www.ProcessOnline.com.au
NEWPRODUCTS
POSITION CONTROL MODULESOmron Electronics has released the CJ1W-NC4
series of position control modules for its CJ1 and
CJ2 PLC platforms. The CJ1W-NC4 series are fourth
generation and can produce output pulses at up to
4 Mbps, for high-speed, high-resolution position
control.
Each CJ1W NC4 card can control two or four
axes, using either line driver or open collector output.
The axes can be coordinated, for a linear or circular
interpolated output. They are capable of driving not
only stepper motors and rotary servos but also linear
drives and direct drive motors.
The CJ1W-NC4 cards include advanced features
such as full closed loop control, where absolute and
incremental encoder signals are fed back directly
into the controller card. This allows actual positions
to be confirmed.
Omron’s CX-One package incorporates all the set-up
functions within the main PLC programming package.
It also provides more than 30 PLCOpen-compliant
function blocks, for easy programming.
Ready-made cables to Omron servo drives simplify
wiring significantly. They also remove the possibility
of incorrect wiring. Start-up times have also been
reduced to 0.1 ms, for quicker operation.
Omron Electronics Pty Ltd
Contact info and more items like this at wf.net.au/R605
PNEUMATIC LINEAR DRIVEFesto has released a variant of
its ADN compact drive with PPS
pneumatic end-position cushioning.
The design minimises end-position
impact while at the same time improv-
ing reliability.
The self-adjusting, end-position cushioning
reduces vibration and therefore enables high speed and
shorter machine cycles. The ADN with PPS reduces costs and
errors. The self-adjusting pneumatic cushioning of the ADN-PPS never needs to be
adjusted, which means that sources of error such as incorrect adjustment or accidental
re-adjustment are no longer an issue. The PPS cushioning efficiently converts energy
and effectively brakes loads, and it can adjust to changing load and speed.
Typically users have to manually adjust the integrated pneumatic end-position cushioning
in the cylinder - at the expense of cycle times and noise generation. Manual cushioning
adjustment is also time-consuming, prolonging the commissioning of systems when
there are many drives to be cushioned. PPS self-adjusting cushioning ensures optimum
cushioning performance at all times without the need for any manual intervention.
Festo Pty Ltd
Contact info and more items like this at wf.net.au/R703
WIRELESS MESH ACCESS POINTSAdvantech has introduced two new industrial wireless mesh access points
- EKI-6340 series outdoor Mesh AP and EKI-6351 series indoor mesh
AP/station. They feature Intelligent Mesh (iMesh) technology with self-forming
and self-healing scalable flexible wireless network deployment.
When one of the wireless mesh APs shuts down and the surrounding com-
munication network fails, the iMesh technology will automatically switch to a
new route to ensure continuous communication. With its multiple-hop function,
the wireless mesh network maintains a high throughput rate of over 100 Mbps
even after 10 hops for video transmission. Ultrafast roaming, with a handover
switching time of less than 20 ms, provides seamless mobile connectivity.
For example, with an EKI-6351 installed in a moving train and an EKI-6340
along the rails, mobile connectivity with fast wireless roaming is guaranteed.
The EKI-6340-1 is a fast roaming access point designed to work along the
side of the road where fibre optic cables are installed; the EKI-6340-2 is a
wireless multihop AP for use alongside rivers, railways, highways and inside
tunnels where running fibre would be difficult or unnecessary; the third is the
EKI-6340-3 is a combined mesh node and multinode AP which is used in
complex expansive areas such as university campuses or factories or along
a road where fibre isn’t installed.
Advantech Australia Pty Ltd
Contact info and more items like this at wf.net.au/R609

34WHAT'SNEWINPROCESSTECHNOLOGY-DEC 2012/JAN 2013 www.ProcessOnline.com.au
HOT PRODUCTSON WWW.PROCESSONLINE.COM.AU THIS MONTH
>
RH AND TEMPERATURE TRANSMITTERS
The DT722 series RH and temperature transmit-
ters are designed for use in harsh or corrosive
environments.
AMS Instrumentation & Calibration Pty Ltd
WF.NET.AU/S447
FLAMEPROOF TEMPERATURE TRANSMITTERS
Moore Industries’ temperature transmitter
assemblies are certified ANZEX Ex d IIC
T6 for use in flameproof (explosion-proof)
applications.
Moore Industries Pacific Inc
WF.NET.AU/R985
SUBMERSIBLE PRESSURE TRANSMITTER
The LH-20 submersible pressure transmitter
for level measurement has a diameter of only
22 mm and an accuracy of up to 0.1%.
WIKA Australia
WF.NET.AU/S405
SAFETY CONTROLLER
The PNOZ m B0 is an updated base unit for the PNOZmulti
configurable control system that can be expanded with
I/O modules.
Pilz Australia Industrial Automation LP
WF.NET.AU/S408
AC DRIVES
The architecture of the ACS880 drives
range offers advanced safety options,
universal connectivity, compact design,
and a drive and PLC engineering tool.
ABB Australia Pty Ltd
WF.NET.AU/S034
>
>
>
>

List (A) Job Function
1 Management - Corporate/General2 Management - Manufacturing/ Engineering/Specialist3 Engineer - Electrical4 Engineer - Electronics5 Engineer - Process6 Engineer - Project7 Purchasing/Procurement8 Technician - Maintenance/Service9 Technician - IT10 Technical Officer11 Scientific Officer - R&D12 Scientific Officer - QA13 Consultant14 Contractor/Tradesperson15 OHS/EHS16 Education/Training17 Student-Undergraduate/Apprentice18 Analyst19 Sales/Marketing
List (B) Industry
1 Agriculture/Rural 2 Building/Construction 3 Chemicals/Allied Products 4 Communications Systems 5 Defence/Military 6 Education 7 Emergency Services/Law Enforcement/Security 8 Engineering Services 9 Environmental Services 10 Finance/Banking/Insurance/Legal 11 Food Industry - Bakery12 Food Industry - Beverages13 Food Industry - Confectionery14 Food Industry - Dairy15 Food Industry - Fruit & Vegetables16 Food Industry - Meat 17 Government - Federal18 Government - State19 Government - Local20 Health/Hospital 21 Instrumentalities (eg CSIRO) 22 IT - Networking23 IT - Security24 IT - Storage25 IT - Wireless26 Laboratory - Analytical27 Laboratory - Clinical/Medical28 Laboratory - Life Sciences29 Logistics/Transport/Warehouse 30 Manufacturing 31 Mining32 Oil/Gas/Coal33 Packaging34 Processing35 Retail/Wholesale/Hire36 Service/Maintenance37 Telecommunication38 Testing/Certification (eg NATA)39 Utilities







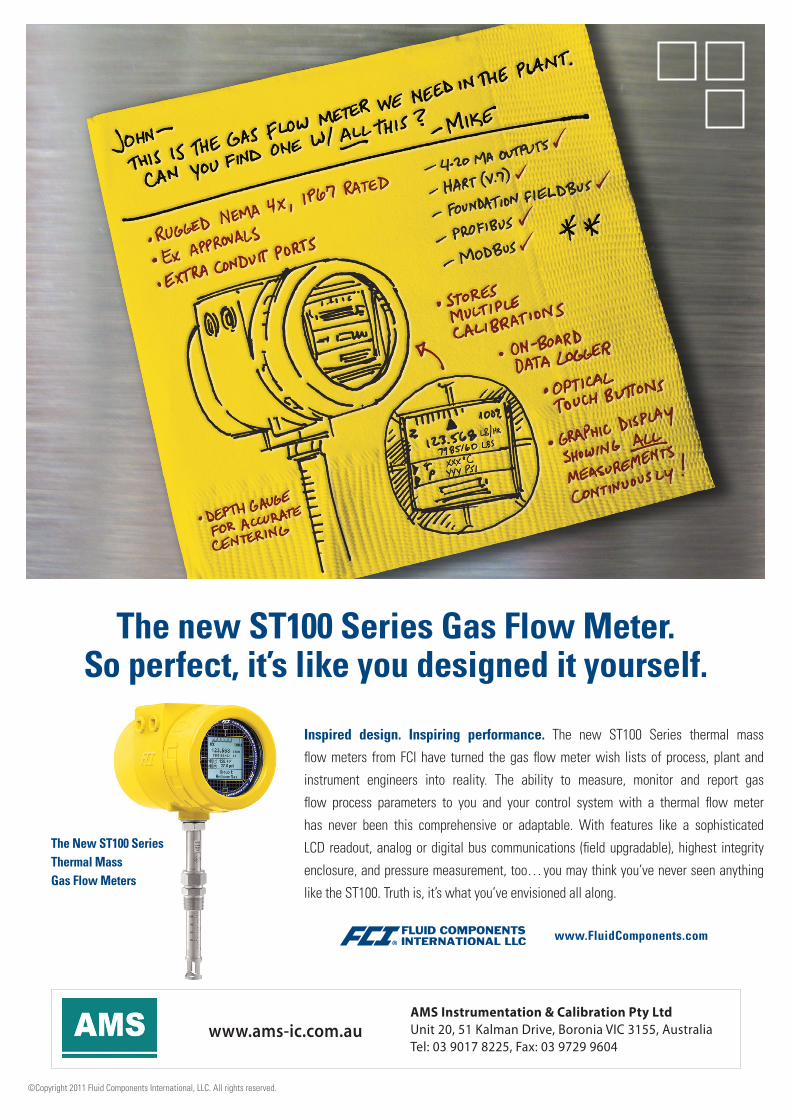











![[OFF] dec-jan](https://img.pdfslide.net/doc/110x75/568caabc1a28ab186da2c0f7/off-dec-jan.jpg)