Embed Size (px)
Citation preview
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
1 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
The White Paper on the corrugation industry
This white paper is a commentary on the initiatives that can transform the corrugation industry for good
irrespective of the technology level at the disposal and the skill sets of the work force involved in the
routine operations so long as the spiritual connect to bringing in the fundamental changes is reinforced
and strengthened on a designed note.
This document is set apart in as much as the inputs come from the perspectives of mechanical and
electrical engineering besides the process aspects of paper technology and the structural changes within
the paper in the various stages of the conversion cycle.
The commentary has been differentiated into the corrugation and the printing features with segmented
approaches to the main corrugation machine and the similar engineering aspects of the printing
machinery.
A. Corrugation
1- Key determinants
1.1. Heat transfer and consistency
1.1. A – Properties of paper
a) The paper is hygroscopic and cellulosic in nature with high moisture regain properties implying that the
heat is gained and lost very effectively in shorter cycle times.
b) The granular structure of the paper varies with the source, pulp processing parameters and more
importantly the operating conditions in the paper mill. A close-knit granular structure causes closing in
the gaps and shunting out entry points for the moisture on the surface while the vice versa is true for a
loose-knit structure. Similarly for virgin paper, the properties are consistent across cross-sections and
hence the pattern of moisture regain as well as the linear expansion are predictable and do vary on a much
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
2 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
narrower bandwidth while the recycled composites are varying on the above mentioned properties on a
wider bandwidth.
c) The paper tends to expand on both the lateral as well as along the direction of the paper flow (MD-
machine direction); the extent of expansion being determined by the differential heat and the granular
structure of the paper composite; a close knit structure expanding less and vice versa.
d) The penetration of the moisture as well as the effective escape are determined by the mechanical
tensioning of the paper during the run since this tensioning is all important in creating the interstitial
spaces to allow free exchange of moisture radicals and help the board achieve the moisture equilibrium
and hence dimensional and tensile stability.
e) The pre-tensioning of the paper is achieved by the combination of the mechanical and thermal stresses
built up in the paper – both liners and right through the corrugation prior to the bonding. This is of
singular importance for enabling the migration of the glue into the paper at different stages in the line at
elevated speeds.
1.1. B – Steam quality
a) Fuel has to mix with air to get the right combustible mix that determines the rate of combustion in the
furnace of the boiler and the consequent transfer of the heat through the fire tubes to bring the water into
ignition point and eventual change in the state. The variations in the right fuel-air mixture are the bane of
inconsistent combustion and the resultant drops in effective steam pressure and heat transfer on the line.
b) Furnace oil or all fossil fuels tend to degrade with movement and generate contaminants in the flow
stream that increase the friction owing to the resultant concentration of the static charges in the fluids.
Frictional enhancements actually elevate the enthalpy in the system and increase the sensible heat;
otherwise known as the temperature of the fluid – an important condition that in turn accelerates the
chemical degradation process thereby creating a vicious cycle. All of these lower the combustibility of the
fuel and hence adversely affect the quality of steam and the heat transfer onto the paper of different
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
3 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
denominations. Variations in heat transfer influence the degrees of expansion of the paper causing
fundamental instability in dimensions and moisture equilibrium.
c) The bio mass fuels vary significantly in the structure of the briquettes and the combustibility owing to
the composition variants and the compactness that influences the air-fuel ratio in the furnace. The control
of the bio mass fuels in creating the right ignition dynamics in the fire tubes is the key determinant for
ensuring the consistency in the steam pressure in the boiler and the consequent transfer of heat.
d) The hot plates need insulation with material that is resistant to temperatures of around 200 degrees
Celsius to enable heat transfer consistency. Heat losses in the pre-heater and the corrugation zones are
critical in determining both the line speeds and the quality of the paper as it transform during the board
making process.
e) The corrosion of the steam pipes and line leakages cause pressure drops that are vital control points to
enable the process to be consistent so far as the quality of heat transfer is concerned.
1.1. C – Pre-tensioning of paper at all pre-heater zones
a) The paper wrap tensioning around the pre-heater is defined by the quantum of tensioning achieved
around the curvature; not always adequately determined by the tensioning device provided with the pre-
heater but more by the lack of suctioning on the paper prior to the wrap; an essential yet not part of the
OEM design. This lack of adequate pre-tensioning as part of the design of the machines is an important
deterrent in getting the right consistency of temperature across the segments of the width of the paper
thereby leading to a fundamental differentiation in the paper expansion properties.
b) The lateral balancing of the pre-heater roller also varies the tension on the paper around the wrap
curvature and needs control for effective tensioning of the liner as it approaches the bonding area.
c) The dynamics for the corrugation paper also remain the same to define the right pick up of the profile
around the wrap and also to facilitate the penetration of the glue in the composite formation at the right
elevated line speed. The pre-tensioning of the paper has a profound impact on the usage of the white
paper that has fundamentally different characteristics with that of the traditional brown paper. Composites
between different types of paper traditionally lead to lowering of line speeds on conventional terms.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
4 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
1.2. Drive quality
1.2. A – Effective electromotive force for the mechanical transmission
a) The PF (power factor) is the discounting factor determined by the real power and the apparent power as
defined by the cosine of the phase angle. The PF =0 implies that the apparent power is a vector that
compensates the real load completely and hence the real load is almost non-existent while the PF =1
implies that the real load predominates with very low or non-existent apparent power. Low PF has
ramifications on a declining electromotive force that results in vital transmission losses in the mechanical
realm. The major impact in the corrugation line is that on the corrugation roller itself and the drives on the
hot plate as also on the down stacker. Low PF, in a nutshell, results in rpm (revolutions per minute) losses
in the driven corrugation roller that in turn affects adversely the friction-driven roller as well.
b) The major impact of the transmission losses is on the nature of the collisions – that can fundamentally
be resolved into HILF (high impact and low frequency collisions) and LIHF (low impact and high
frequency collisions). These collisions increase in varying intensity along the trajectory of all frictional
contact coordinates causing differential levels of wear and tear and more importantly loss of contact
curvature between the paper and the corrugation roller. This is the singular factor that defines the profile
of the flute on the paper and the consistency of the curvature at elevated line speeds. The major deterrent
of line speed is the loss in curvature around the corrugation roller as explained above.
c) The collisions are known to adversely impact the drive assembly around the bearing points and the
roller neck on a mechanical realm while also increasing the heat generated on the hydraulic systems that
eventually degrade the quality of the oil and lead to variations in the pressure roller itself across the lateral
direction thereby further limiting the line speed elevation.
d) Weaker paper configurations are often observed to be crushing around the corrugation roller curvature
and are fundamentally caused by the jarring effect of the paper collisions onto the roller around the
curvature coordinates.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
5 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
e) The migration properties of a given glue chemistry are adversely affected when the substrate is in a
state of disequilibrium caused by the magnitude of these vibrations or collisions.
1.2. B – High CF and consequent damage to the cables and armature wiring
a) The lowering of PF always causes a higher current to be drawn while yet generating a significantly low
load and hence the load generation efficiency drops causing high CF (crest factor) to be developed
implying that the peak current is higher for a given magnitude of the base current. High CF is always the
major cause for generating unabated thermal stresses in the cables and the armature wiring of the motors
causing the eventual micro-rupture points that lead to current leakage way before the actual burning sets
in. Thus, in effect, a virtual cycle of low PF, high collisions intensity and high CF rolls in causing all-
round electro-mechanical damage to the drive systems that have large impact on both the in-process
quality and the line speeds in the corrugation.
b) The impact of low PF and consequent high CF on the hydraulic systems of the pressure roller and the
hot plate loading cannot be understated. All of these vicious cycles cause the hydraulic oil temperatures to
rise substantially thereby accelerating the chemical degradation process and eventual loss of transmitted
hydraulic load and subsequent damage to seals and the lowering of the flux strength of the solenoids.
c) The board making process requires uniform heat across the lateral segments of the paper and the
minimized curvature vibrations of the paper all along to ensure bond strength and expansion differential
on a narrower bandwidth and all of these can be assured through initiatives to maintain the engineering
derivatives of the machine as explained above.
1.2. C - High THD% in the non-linear profile of the drive systems
a) Harmonic distortion causes the fundamental sinusoidal curve of the AC current to be distorted thereby
increasing the energy curve area and more importantly leading to major collisions in the mechanical
drives that receive the electromotive forces to begin with through these drives.
b) Load profiles are fundamentally nonlinear in nature around the corrugation, the pressure roller, the hot
plate and more importantly at the down stacker causing the generation of high THD% all along. This
leads to all of the above mentioned symptoms of low PF, high CF and thermal stresses in the drives.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
6 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
c) The PFC bank gets stresses on the capacitive load utilization since the incoming PF requires heavy
compensation all along. This factor is often ignored blissfully without being aware of the consequences
and the serious implications on the machinery health and performance with direct impact on the quality of
the board and the line speeds.
1.2. D – Line leakage on hydraulics and pneumatics
a) The non-linearity of the load dynamics always causes stresses to alternate between peaks and
extremely low points causing the pathways to be stressed for both the hydraulic and the pneumatic lines.
b) Non-linearity of load also gives rise to differential rates of oil degradation in the hydraulic system and
pressure drops in the pneumatic lines; both causing micro-rupture coordinates to be developed along the
transmission lines. Contaminants in the oil caused by the chemical degradation and the residual micro-
dust released by the pressure drops in the pneumatic lines are the primary reasons that influence the
strength of the pathways and eventual decay in the walls causing the loop to be adversely affected.
c) The affected quality and productivity points are the pressure roller, the creasing blocks and the rubber
rollers that guide the boards after the NC cutter zone. The pneumatic and hydraulic solenoids in the
corrugation line get adversely affected owing to these issues
1.2. E – NC cutter drives
a) The mechanical quality of the knives and the fitment bolts are the key determinants in the performance
of the drives. The bolts get worn out owing to the abrasive effects on the threads and cause collisions
within the bolt- anchor systems. The quality of cutting gets affected and the system has a bumpy effect at
higher speeds causing the drives to peak and fail intermittently.
b) The quality of gear oil in the NC cutter systems also define the performance of the drives in as much as
the mechanical fluidity defines the performance characteristics of the drive.
c) The drive performance directly affects the quality of edges of the boards and the line speed capabilities
in the system but is linked primarily to the mechanical quality of the elements constituting the system.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
7 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
1.2. F – Synchronized drive systems
a) The belt synchronization is an important component of the productivity mechanism and is influenced
by the quality of suction in the blower, the friction in the pathways of the drive systems and the ratio of
drives as a function of the board density (linear) and cut outs.
b) The hydraulic systems of the down stacker define the performance of the motor on the quality of power
as well as the cabling properties that determine the transmission of the non-linearity of the load.
2. Pathway for solutions
a) The templates clarify the actions with a purpose.
b) The actions are designed to provide guaranteed solutions that are reproducible irrespective of the
technology by and large.
c) The actions are time bound and are founded on the engineering principles.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
8 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
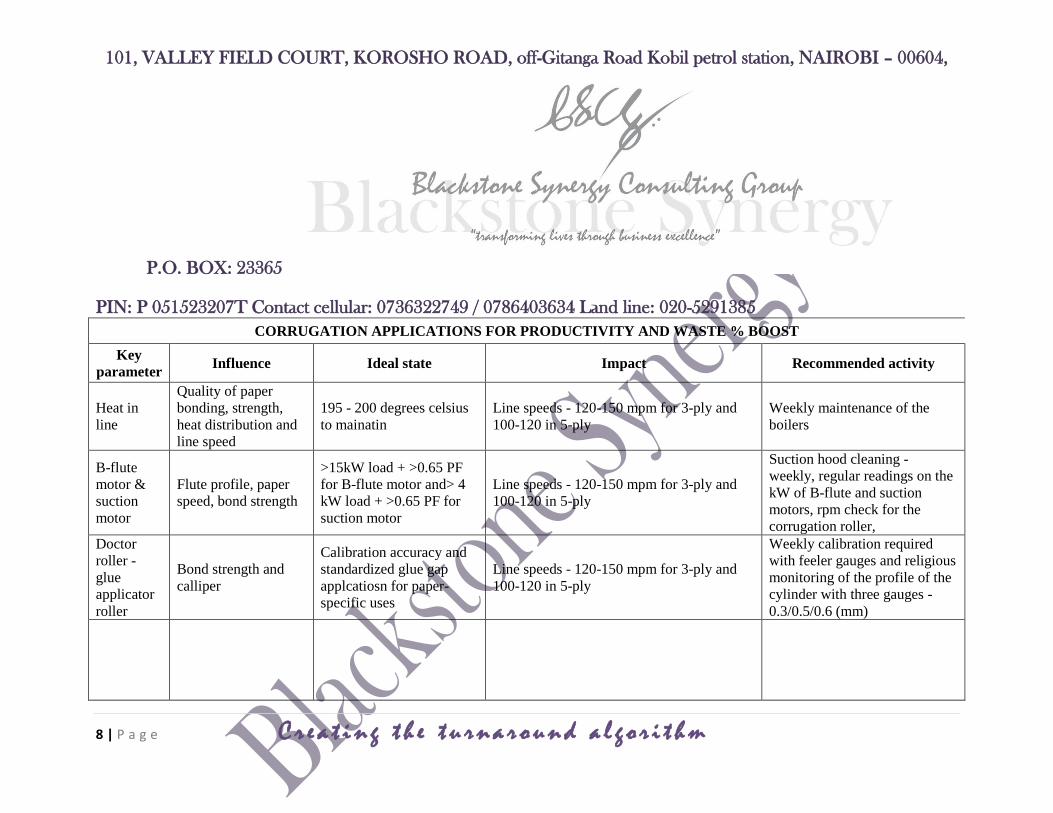
CORRUGATION APPLICATIONS FOR PRODUCTIVITY AND WASTE % BOOST
Key
parameter Influence Ideal state Impact Recommended activity
Heat in
line
Quality of paper
bonding, strength,
heat distribution and
line speed
195 - 200 degrees celsius
to mainatin
Line speeds - 120-150 mpm for 3-ply and
100-120 in 5-ply
Weekly maintenance of the
boilers
B-flute
motor &
suction
motor
Flute profile, paper
speed, bond strength
>15kW load + >0.65 PF
for B-flute motor and> 4
kW load + >0.65 PF for
suction motor
Line speeds - 120-150 mpm for 3-ply and
100-120 in 5-ply
Suction hood cleaning -
weekly, regular readings on the
kW of B-flute and suction
motors, rpm check for the
corrugation roller,
Doctor
roller -
glue
applicator
roller
Bond strength and
calliper
Calibration accuracy and
standardized glue gap
applcatiosn for paper-
specific uses
Line speeds - 120-150 mpm for 3-ply and
100-120 in 5-ply
Weekly calibration required
with feeler gauges and religious
monitoring of the profile of the
cylinder with three gauges -
0.3/0.5/0.6 (mm)
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
9 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
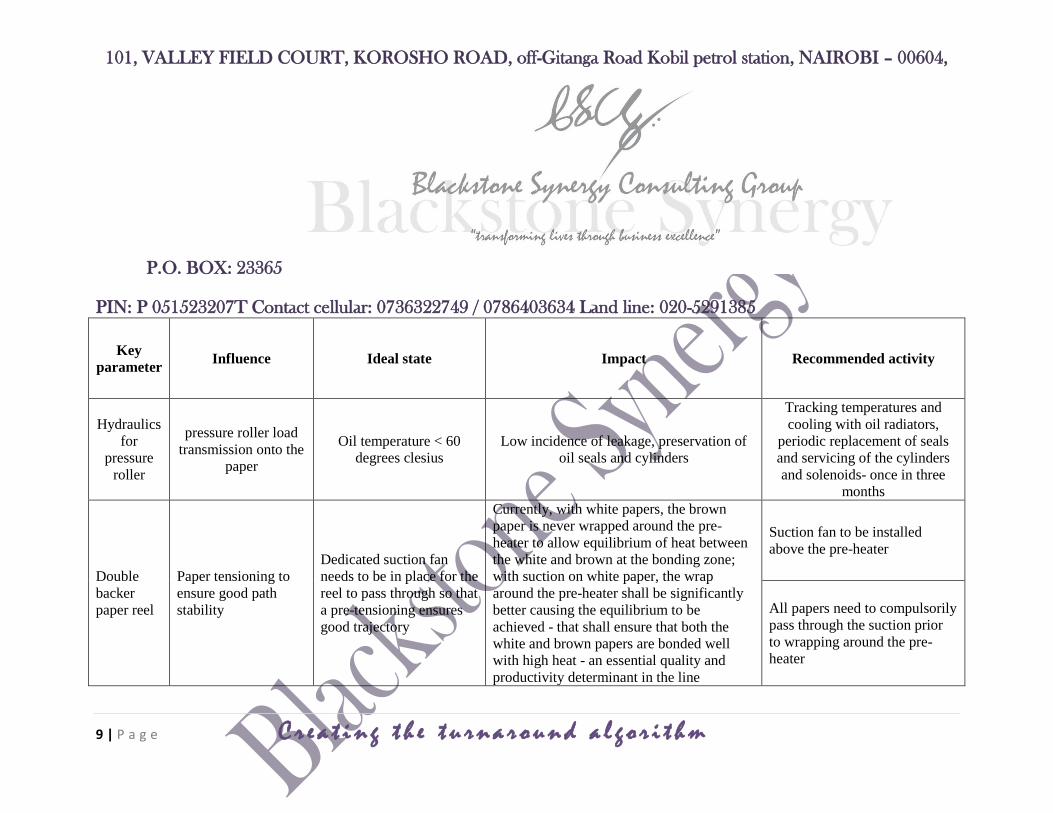
Key
parameter Influence Ideal state Impact Recommended activity
Hydraulics
for
pressure
roller
pressure roller load
transmission onto the
paper
Oil temperature < 60
degrees clesius
Low incidence of leakage, preservation of
oil seals and cylinders
Tracking temperatures and
cooling with oil radiators,
periodic replacement of seals
and servicing of the cylinders
and solenoids- once in three
months
Double
backer
paper reel
Paper tensioning to
ensure good path
stability
Dedicated suction fan
needs to be in place for the
reel to pass through so that
a pre-tensioning ensures
good trajectory
Currently, with white papers, the brown
paper is never wrapped around the pre-
heater to allow equilibrium of heat between
the white and brown at the bonding zone;
with suction on white paper, the wrap
around the pre-heater shall be significantly
better causing the equilibrium to be
achieved - that shall ensure that both the
white and brown papers are bonded well
with high heat - an essential quality and
productivity determinant in the line
Suction fan to be installed
above the pre-heater
All papers need to compulsorily
pass through the suction prior
to wrapping around the pre-
heater
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
10 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
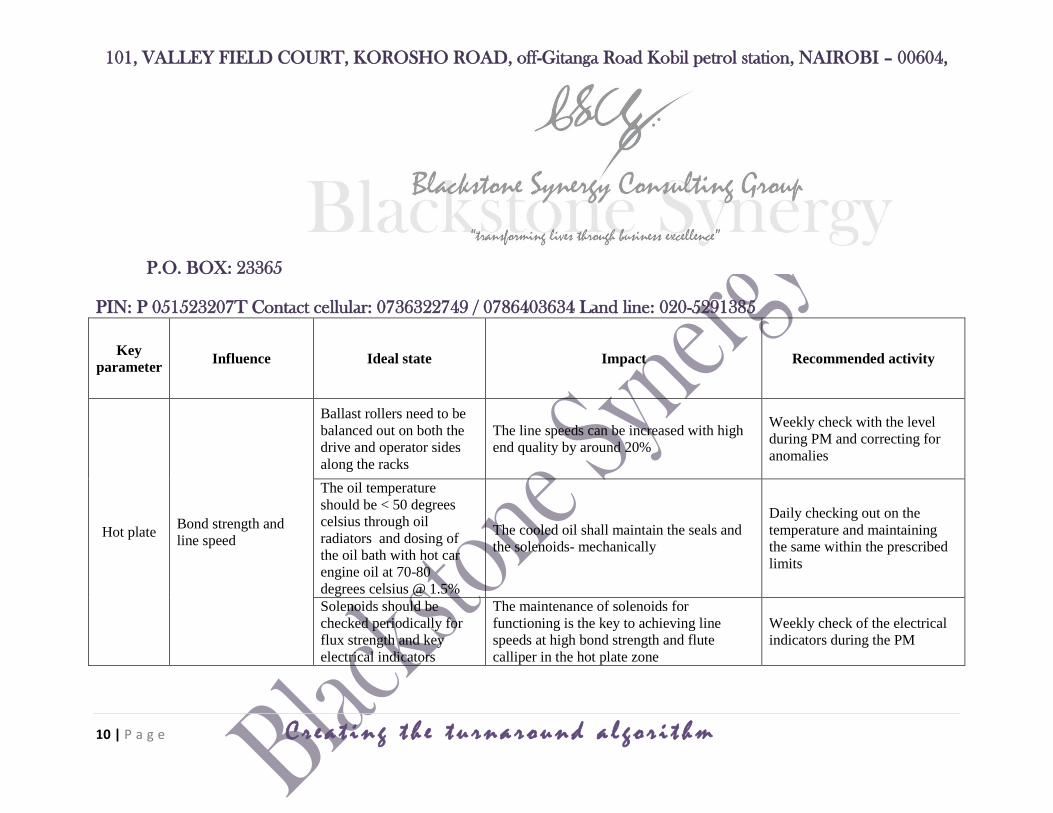
Key
parameter Influence Ideal state Impact Recommended activity
Hot plate Bond strength and
line speed
Ballast rollers need to be
balanced out on both the
drive and operator sides
along the racks
The line speeds can be increased with high
end quality by around 20%
Weekly check with the level
during PM and correcting for
anomalies
The oil temperature
should be < 50 degrees
celsius through oil
radiators and dosing of
the oil bath with hot car
engine oil at 70-80
degrees celsius @ 1.5%
The cooled oil shall maintain the seals and
the solenoids- mechanically
Daily checking out on the
temperature and maintaining
the same within the prescribed
limits
Solenoids should be
checked periodically for
flux strength and key
electrical indicators
The maintenance of solenoids for
functioning is the key to achieving line
speeds at high bond strength and flute
calliper in the hot plate zone
Weekly check of the electrical
indicators during the PM
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
11 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
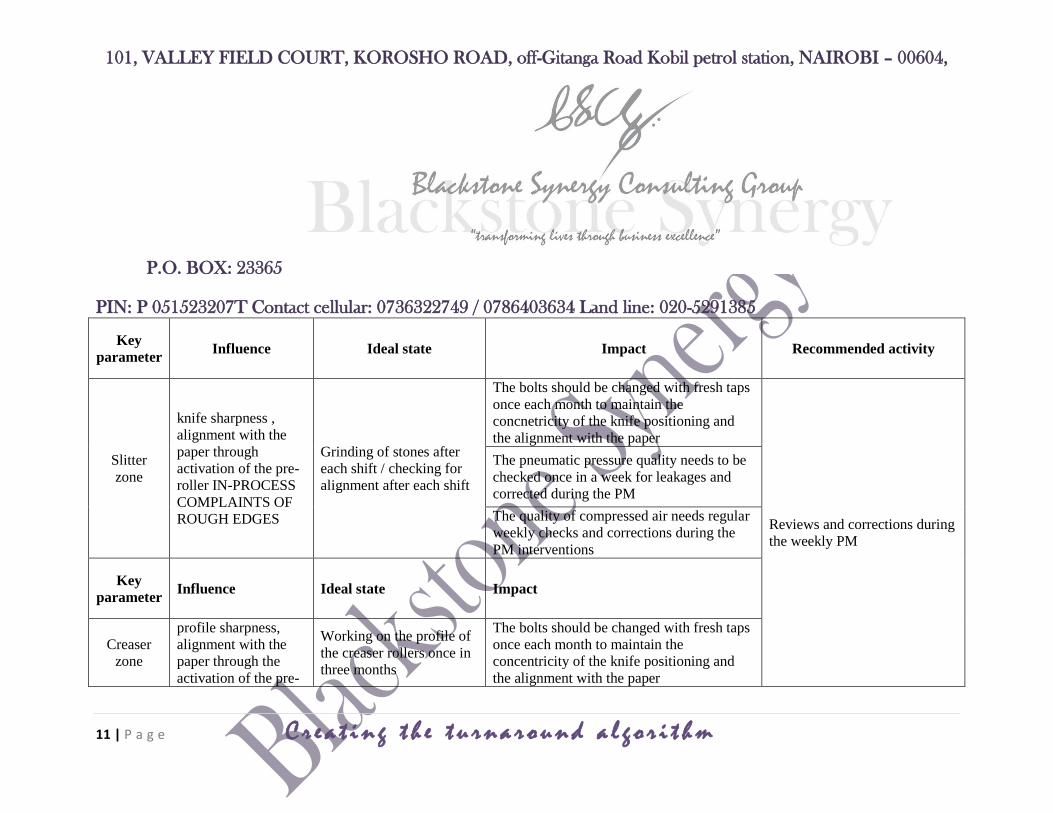
Key
parameter Influence Ideal state Impact Recommended activity
Slitter
zone
knife sharpness ,
alignment with the
paper through
activation of the pre-
roller IN-PROCESS
COMPLAINTS OF
ROUGH EDGES
Grinding of stones after
each shift / checking for
alignment after each shift
The bolts should be changed with fresh taps
once each month to maintain the
concnetricity of the knife positioning and
the alignment with the paper
Reviews and corrections during
the weekly PM
The pneumatic pressure quality needs to be
checked once in a week for leakages and
corrected during the PM
The quality of compressed air needs regular
weekly checks and corrections during the
PM interventions
Key
parameter Influence Ideal state Impact
Creaser
zone
profile sharpness,
alignment with the
paper through the
activation of the pre-
Working on the profile of
the creaser rollers once in
three months
The bolts should be changed with fresh taps
once each month to maintain the
concentricity of the knife positioning and
the alignment with the paper
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
12 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
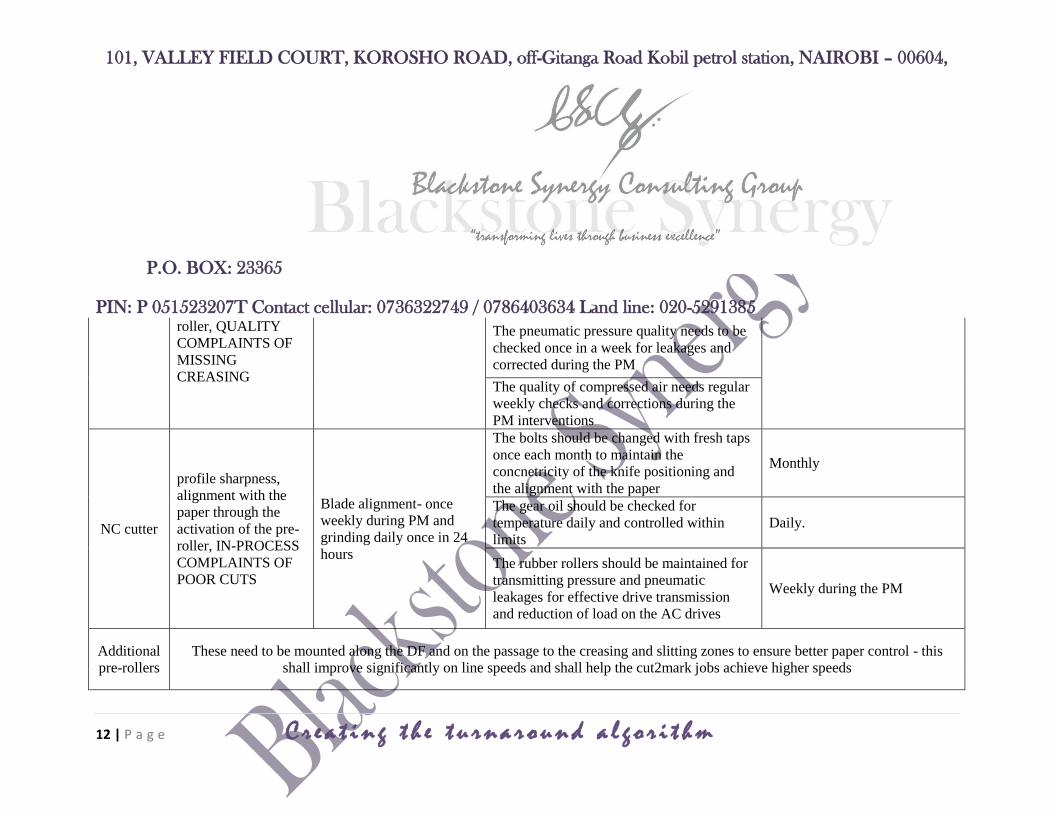
roller, QUALITY
COMPLAINTS OF
MISSING
CREASING
The pneumatic pressure quality needs to be
checked once in a week for leakages and
corrected during the PM
The quality of compressed air needs regular
weekly checks and corrections during the
PM interventions
NC cutter
profile sharpness,
alignment with the
paper through the
activation of the pre-
roller, IN-PROCESS
COMPLAINTS OF
POOR CUTS
Blade alignment- once
weekly during PM and
grinding daily once in 24
hours
The bolts should be changed with fresh taps
once each month to maintain the
concnetricity of the knife positioning and
the alignment with the paper
Monthly
The gear oil should be checked for
temperature daily and controlled within
limits
Daily.
The rubber rollers should be maintained for
transmitting pressure and pneumatic
leakages for effective drive transmission
and reduction of load on the AC drives
Weekly during the PM
Additional
pre-rollers
These need to be mounted along the DF and on the passage to the creasing and slitting zones to ensure better paper control - this
shall improve significantly on line speeds and shall help the cut2mark jobs achieve higher speeds
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
13 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
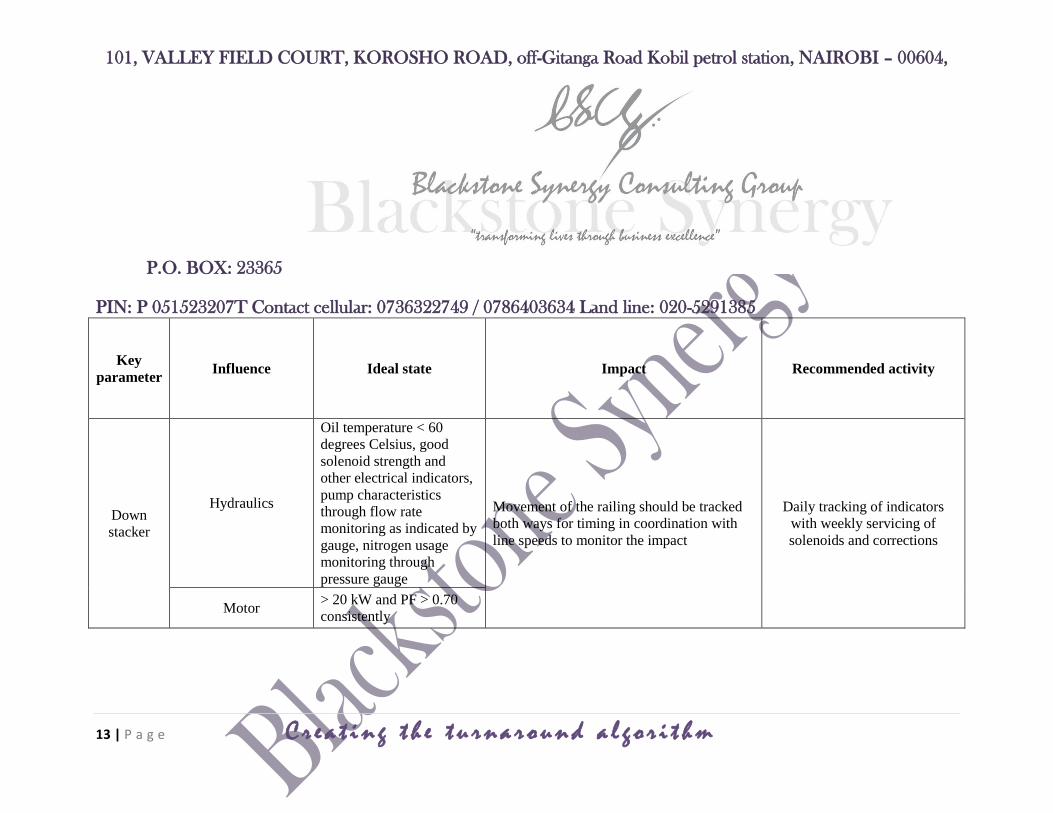
Key
parameter Influence Ideal state Impact Recommended activity
Down
stacker
Hydraulics
Oil temperature < 60
degrees Celsius, good
solenoid strength and
other electrical indicators,
pump characteristics
through flow rate
monitoring as indicated by
gauge, nitrogen usage
monitoring through
pressure gauge
Movement of the railing should be tracked
both ways for timing in coordination with
line speeds to monitor the impact
Daily tracking of indicators
with weekly servicing of
solenoids and corrections
Motor > 20 kW and PF > 0.70
consistently
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
14 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
2.1. B – Incentive scheme with fundamental integration of the work force
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
15 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
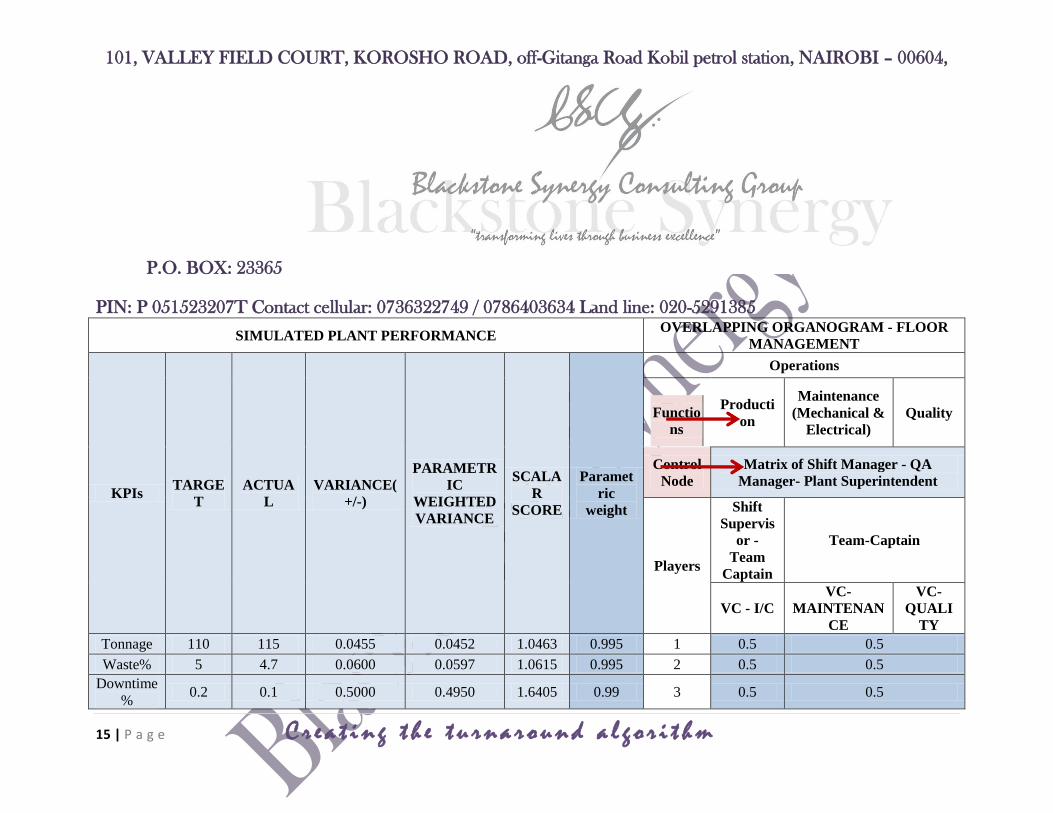
SIMULATED PLANT PERFORMANCE OVERLAPPING ORGANOGRAM - FLOOR
MANAGEMENT
KPIs TARGE
T
ACTUA
L
VARIANCE(
+/-)
PARAMETR
IC
WEIGHTED
VARIANCE
SCALA
R
SCORE
Paramet
ric
weight
Operations
Functio
ns
Producti
on
Maintenance
(Mechanical &
Electrical)
Quality
Control
Node
Matrix of Shift Manager - QA
Manager- Plant Superintendent
Players
Shift
Supervis
or -
Team
Captain
Team-Captain
VC - I/C
VC-
MAINTENAN
CE
VC-
QUALI
TY
Tonnage 110 115 0.0455 0.0452 1.0463 0.995 1 0.5 0.5
Waste% 5 4.7 0.0600 0.0597 1.0615 0.995 2 0.5 0.5
Downtime
% 0.2 0.1 0.5000 0.4950 1.6405 0.99 3 0.5 0.5
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
16 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
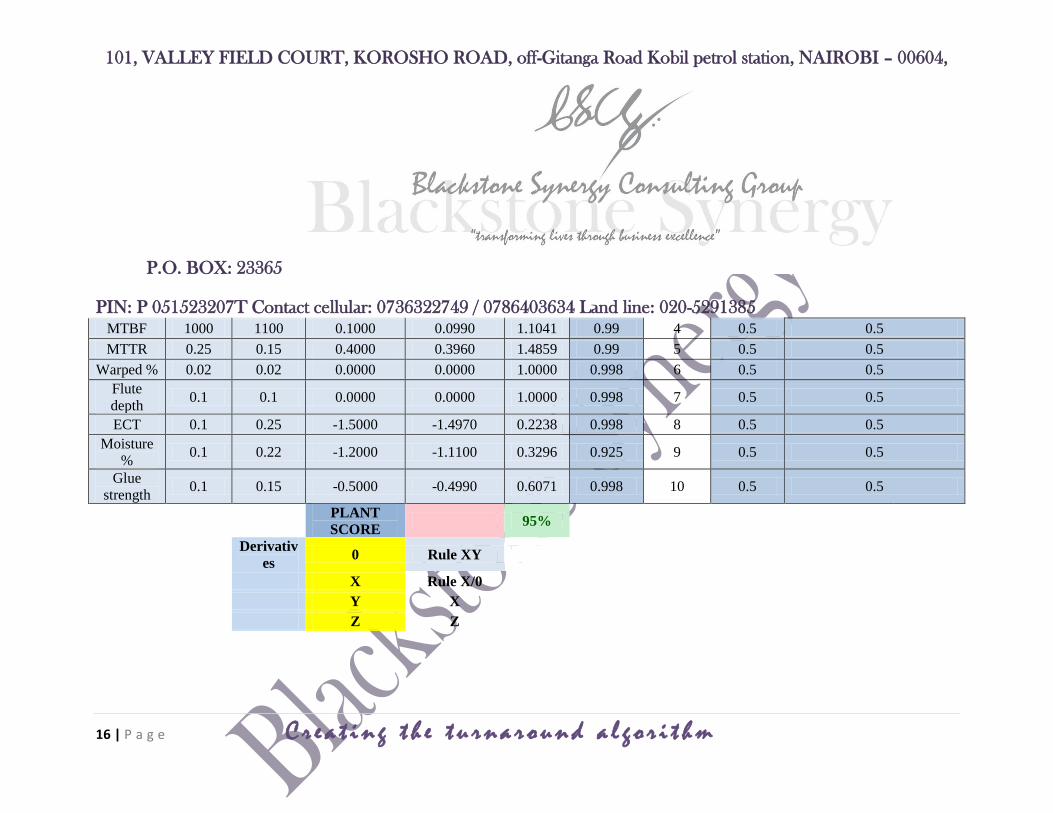
MTBF 1000 1100 0.1000 0.0990 1.1041 0.99 4 0.5 0.5
MTTR 0.25 0.15 0.4000 0.3960 1.4859 0.99 5 0.5 0.5
Warped % 0.02 0.02 0.0000 0.0000 1.0000 0.998 6 0.5 0.5
Flute
depth 0.1 0.1 0.0000 0.0000 1.0000 0.998 7 0.5 0.5
ECT 0.1 0.25 -1.5000 -1.4970 0.2238 0.998 8 0.5 0.5
Moisture
% 0.1 0.22 -1.2000 -1.1100 0.3296 0.925 9 0.5 0.5
Glue
strength 0.1 0.15 -0.5000 -0.4990 0.6071 0.998 10 0.5 0.5
PLANT
SCORE 95%
Derivativ
es 0 Rule XY
X Rule X/0
Y X
Z Z
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
17 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
2.1. C – Printing solutions
a) These are real time solutions with performance guarantees.
b) The principles of mechanical and electrical engineering are brought into focus to get the real time
results.
c) The reproducibility of the results is across technologies and is fundamentally universal in application.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
18 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
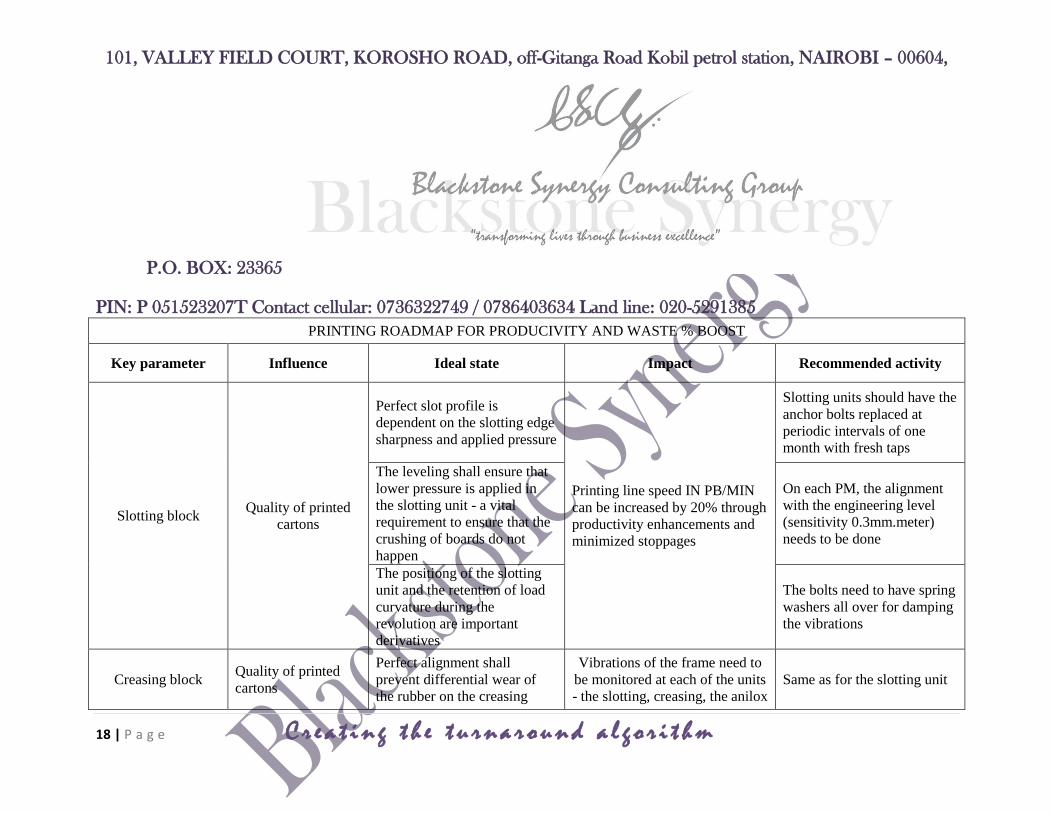
PRINTING ROADMAP FOR PRODUCIVITY AND WASTE % BOOST
Key parameter Influence Ideal state Impact Recommended activity
Slotting block Quality of printed
cartons
Perfect slot profile is
dependent on the slotting edge
sharpness and applied pressure
Printing line speed IN PB/MIN
can be increased by 20% through
productivity enhancements and
minimized stoppages
Slotting units should have the
anchor bolts replaced at
periodic intervals of one
month with fresh taps
The leveling shall ensure that
lower pressure is applied in
the slotting unit - a vital
requirement to ensure that the
crushing of boards do not
happen
On each PM, the alignment
with the engineering level
(sensitivity 0.3mm.meter)
needs to be done
The positiong of the slotting
unit and the retention of load
curvature during the
revolution are important
derivatives
The bolts need to have spring
washers all over for damping
the vibrations
Creasing block Quality of printed
cartons
Perfect alignment shall
prevent differential wear of
the rubber on the creasing
Vibrations of the frame need to
be monitored at each of the units
- the slotting, creasing, the anilox
Same as for the slotting unit
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
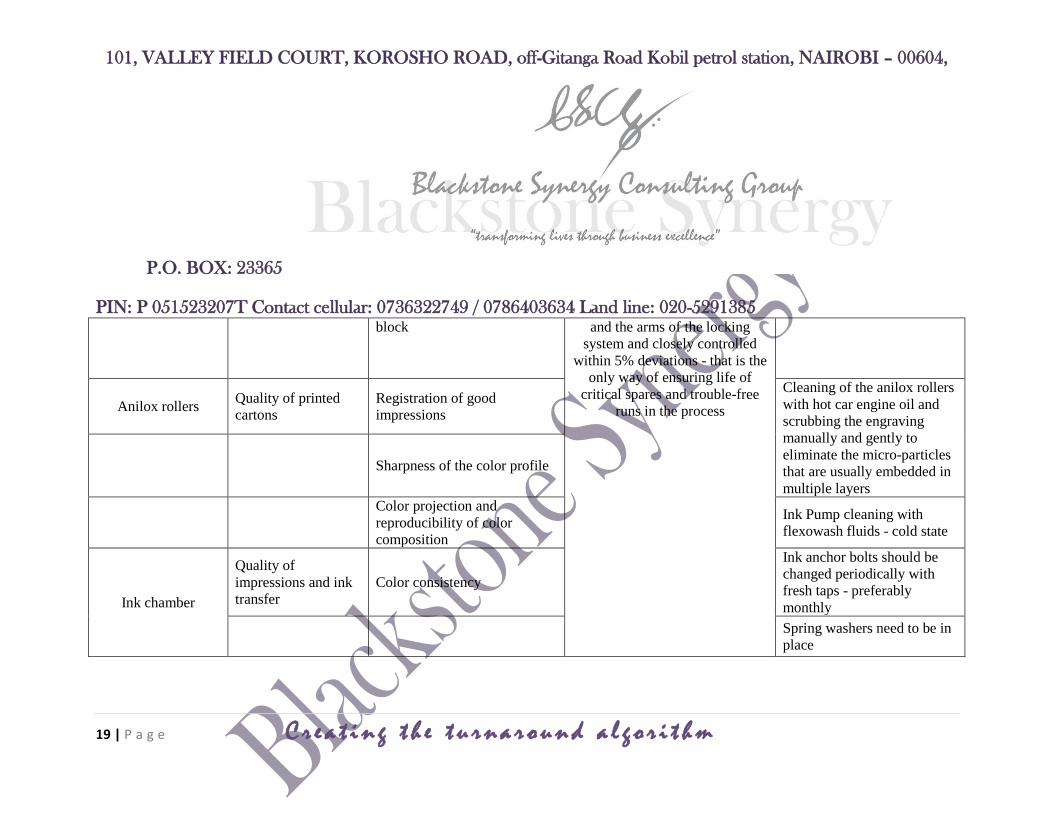
19 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
block and the arms of the locking
system and closely controlled
within 5% deviations - that is the
only way of ensuring life of
critical spares and trouble-free
runs in the process Anilox rollers Quality of printed
cartons
Registration of good
impressions
Cleaning of the anilox rollers
with hot car engine oil and
scrubbing the engraving
manually and gently to
eliminate the micro-particles
that are usually embedded in
multiple layers
Sharpness of the color profile
Color projection and
reproducibility of color
composition
Ink Pump cleaning with
flexowash fluids - cold state
Ink chamber
Quality of
impressions and ink
transfer
Color consistency
Ink anchor bolts should be
changed periodically with
fresh taps - preferably
monthly
Spring washers need to be in
place
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
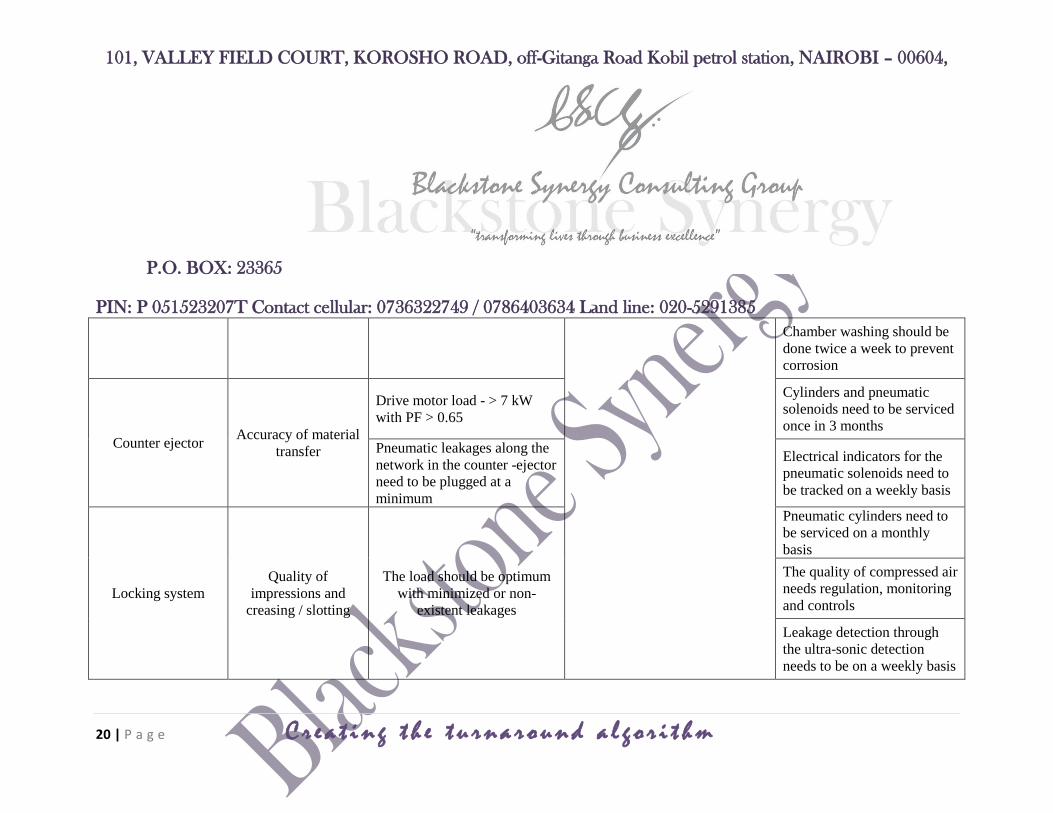
20 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Chamber washing should be
done twice a week to prevent
corrosion
Counter ejector Accuracy of material
transfer
Drive motor load - > 7 kW
with PF > 0.65
Cylinders and pneumatic
solenoids need to be serviced
once in 3 months
Pneumatic leakages along the
network in the counter -ejector
need to be plugged at a
minimum
Electrical indicators for the
pneumatic solenoids need to
be tracked on a weekly basis
Locking system
Quality of
impressions and
creasing / slotting
The load should be optimum
with minimized or non-
existent leakages
Pneumatic cylinders need to
be serviced on a monthly
basis
The quality of compressed air
needs regulation, monitoring
and controls
Leakage detection through
the ultra-sonic detection
needs to be on a weekly basis
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
21 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
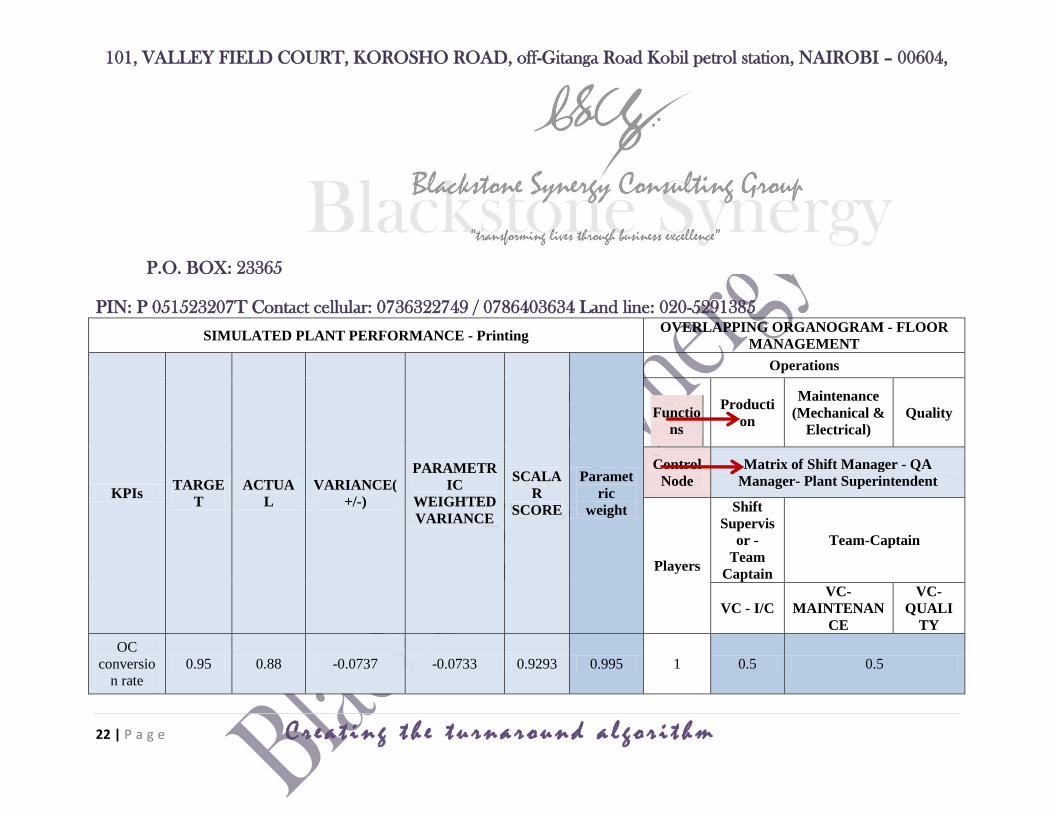
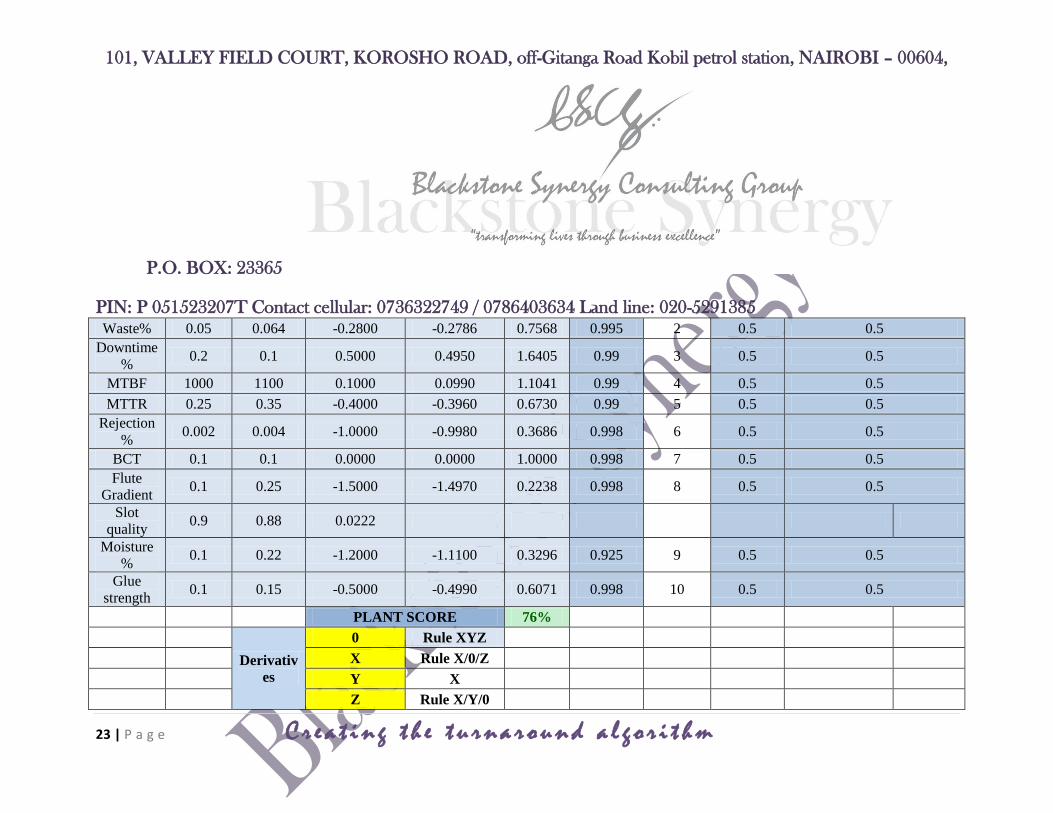
2.1. D – Printing and finishing incentive scheme – the simulation
a) The cross-functional teams are forged to create better work systems and work flows for improved
accountability.
b) The accountability indices are crystal clear and easily understandable so that the stake holders can put
in their best efforts to make things work.
c) The operational indices are linked up to the financial performance data to ensure that the loop is
complete and the plant is integrated in the approaches to success.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
22 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
SIMULATED PLANT PERFORMANCE - Printing OVERLAPPING ORGANOGRAM - FLOOR
MANAGEMENT
KPIs TARGE
T
ACTUA
L
VARIANCE(
+/-)
PARAMETR
IC
WEIGHTED
VARIANCE
SCALA
R
SCORE
Paramet
ric
weight
Operations
Functio
ns
Producti
on
Maintenance
(Mechanical &
Electrical)
Quality
Control
Node
Matrix of Shift Manager - QA
Manager- Plant Superintendent
Players
Shift
Supervis
or -
Team
Captain
Team-Captain
VC - I/C
VC-
MAINTENAN
CE
VC-
QUALI
TY
OC
conversio
n rate
0.95 0.88 -0.0737 -0.0733 0.9293 0.995 1 0.5 0.5
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
23 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Waste% 0.05 0.064 -0.2800 -0.2786 0.7568 0.995 2 0.5 0.5
Downtime
% 0.2 0.1 0.5000 0.4950 1.6405 0.99 3 0.5 0.5
MTBF 1000 1100 0.1000 0.0990 1.1041 0.99 4 0.5 0.5
MTTR 0.25 0.35 -0.4000 -0.3960 0.6730 0.99 5 0.5 0.5
Rejection
% 0.002 0.004 -1.0000 -0.9980 0.3686 0.998 6 0.5 0.5
BCT 0.1 0.1 0.0000 0.0000 1.0000 0.998 7 0.5 0.5
Flute
Gradient 0.1 0.25 -1.5000 -1.4970 0.2238 0.998 8 0.5 0.5
Slot
quality 0.9 0.88 0.0222
Moisture
% 0.1 0.22 -1.2000 -1.1100 0.3296 0.925 9 0.5 0.5
Glue
strength 0.1 0.15 -0.5000 -0.4990 0.6071 0.998 10 0.5 0.5
PLANT SCORE 76%
Derivativ
es
0 Rule XYZ
X Rule X/0/Z
Y X
Z Rule X/Y/0
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
24 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
2.1. E – Electrical maintenance
a) The fundamentals of maintenance are related to condition based maintenance and not breakdown
trouble shooting. The core issues boil down to generating the check sheets to work on with decisions
founded on sound data interpretation of scientific approaches of statistical analyses.
b) The presence of cross-functional work groups is vital to enabling the teams to achieve more in real
terms.
c) Cross-functional data linked with the quality derivatives always help us migrate to higher levels of
performance with the given technology.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
25 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
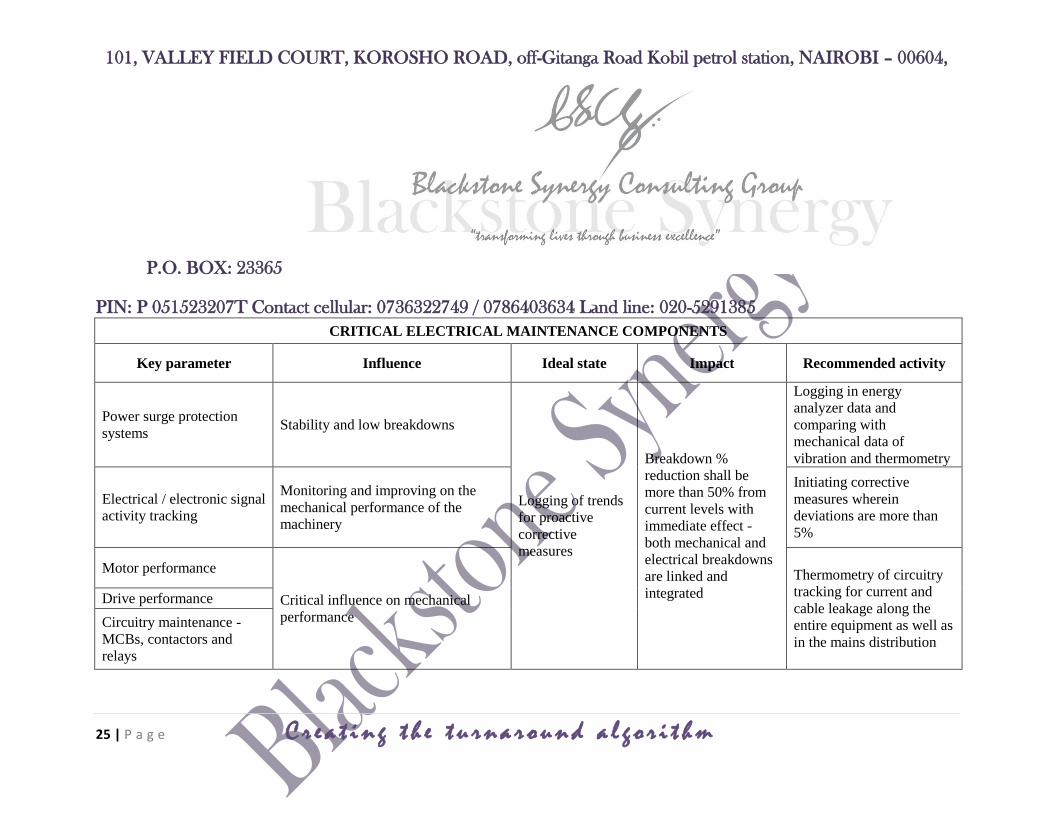
CRITICAL ELECTRICAL MAINTENANCE COMPONENTS
Key parameter Influence Ideal state Impact Recommended activity
Power surge protection
systems Stability and low breakdowns
Logging of trends
for proactive
corrective
measures
Breakdown %
reduction shall be
more than 50% from
current levels with
immediate effect -
both mechanical and
electrical breakdowns
are linked and
integrated
Logging in energy
analyzer data and
comparing with
mechanical data of
vibration and thermometry
Electrical / electronic signal
activity tracking
Monitoring and improving on the
mechanical performance of the
machinery
Initiating corrective
measures wherein
deviations are more than
5%
Motor performance
Critical influence on mechanical
performance
Thermometry of circuitry
tracking for current and
cable leakage along the
entire equipment as well as
in the mains distribution
Drive performance
Circuitry maintenance -
MCBs, contactors and
relays
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
26 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
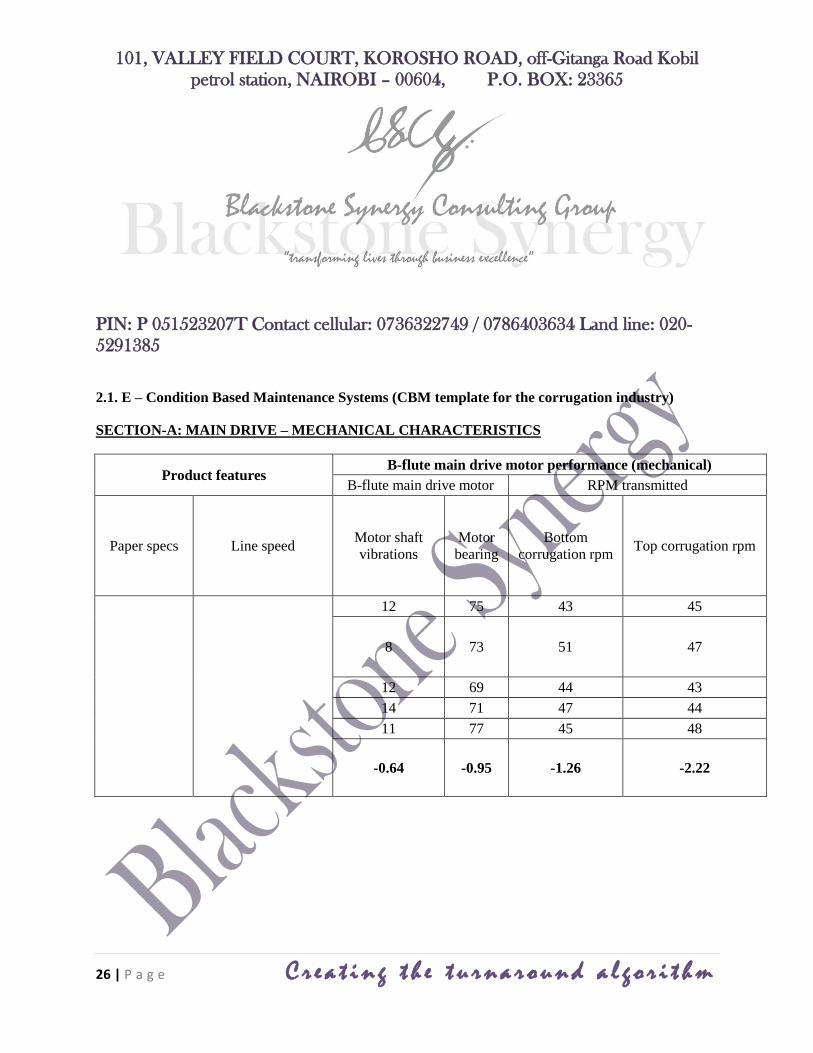
2.1. E – Condition Based Maintenance Systems (CBM template for the corrugation industry)
SECTION-A: MAIN DRIVE – MECHANICAL CHARACTERISTICS
Product features B-flute main drive motor performance (mechanical)
B-flute main drive motor RPM transmitted
Paper specs Line speed Motor shaft
vibrations
Motor
bearing
Bottom
corrugation rpm Top corrugation rpm
12 75 43 45
8 73 51 47
12 69 44 43
14 71 47 44
11 77 45 48
-0.64 -0.95 -1.26 -2.22
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
27 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
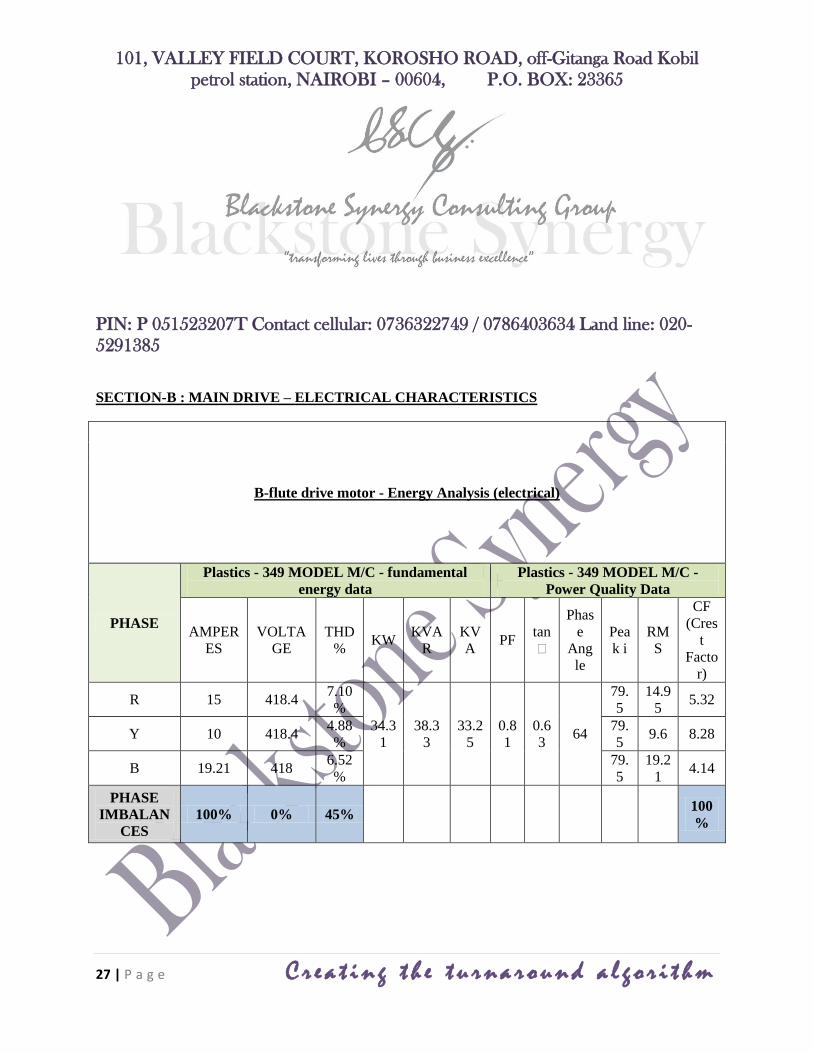
SECTION-B : MAIN DRIVE – ELECTRICAL CHARACTERISTICS
B-flute drive motor - Energy Analysis (electrical)
PHASE
Plastics - 349 MODEL M/C - fundamental
energy data
Plastics - 349 MODEL M/C -
Power Quality Data
AMPER
ES
VOLTA
GE
THD
% KW
KVA
R
KV
A PF
tan
Phas
e
Ang
le
Pea
k i
RM
S
CF
(Cres
t
Facto
r)
R 15 418.4 7.10
%
34.3
1
38.3
3
33.2
5
0.8
1
0.6
3 64
79.
5
14.9
5 5.32
Y 10 418.4 4.88
%
79.
5 9.6 8.28
B 19.21 418 6.52
%
79.
5
19.2
1 4.14
PHASE
IMBALAN
CES
100% 0% 45%
100
%
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
28 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
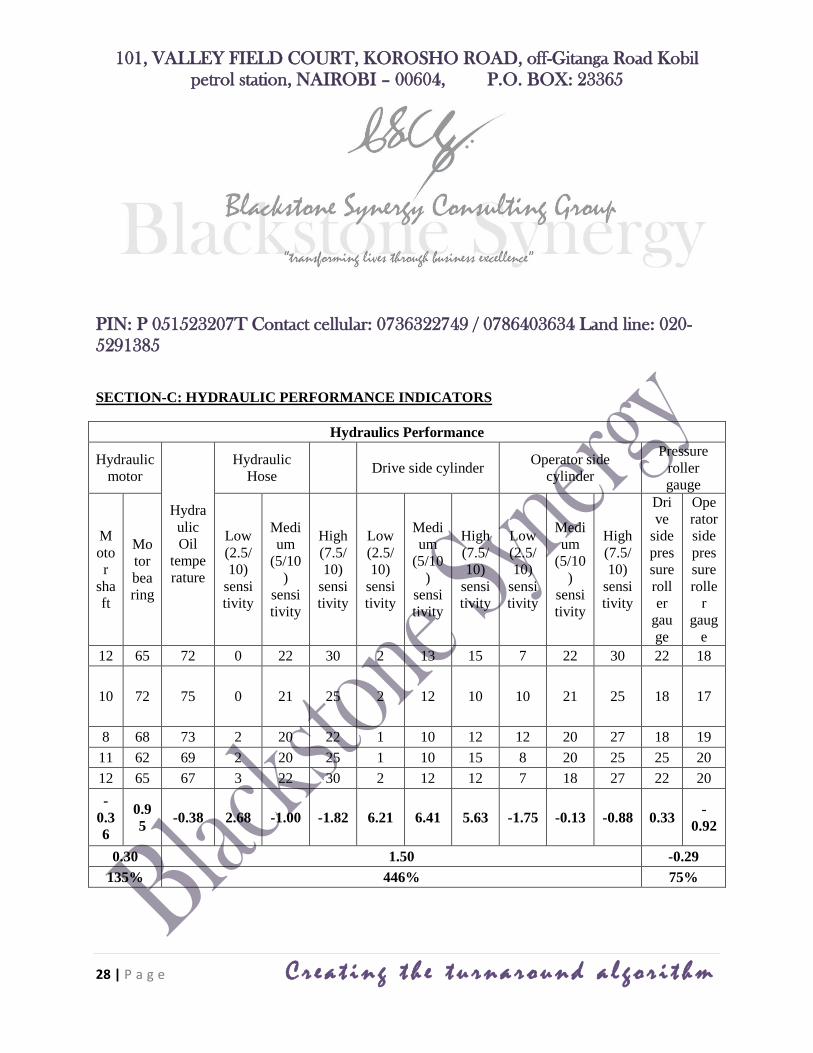
SECTION-C: HYDRAULIC PERFORMANCE INDICATORS
Hydraulics Performance
Hydraulic
motor
Hydra
ulic
Oil
tempe
rature
Hydraulic
Hose Drive side cylinder
Operator side
cylinder
Pressure
roller
gauge
M
oto
r
sha
ft
Mo
tor
bea
ring
Low
(2.5/
10)
sensi
tivity
Medi
um
(5/10
)
sensi
tivity
High
(7.5/
10)
sensi
tivity
Low
(2.5/
10)
sensi
tivity
Medi
um
(5/10
)
sensi
tivity
High
(7.5/
10)
sensi
tivity
Low
(2.5/
10)
sensi
tivity
Medi
um
(5/10
)
sensi
tivity
High
(7.5/
10)
sensi
tivity
Dri
ve
side
pres
sure
roll
er
gau
ge
Ope
rator
side
pres
sure
rolle
r
gaug
e
12 65 72 0 22 30 2 13 15 7 22 30 22 18
10 72 75 0 21 25 2 12 10 10 21 25 18 17
8 68 73 2 20 22 1 10 12 12 20 27 18 19
11 62 69 2 20 25 1 10 15 8 20 25 25 20
12 65 67 3 22 30 2 12 12 7 18 27 22 20
-
0.3
6
0.9
5 -0.38 2.68 -1.00 -1.82 6.21 6.41 5.63 -1.75 -0.13 -0.88 0.33
-
0.92
0.30 1.50 -0.29
135% 446% 75%
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
29 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
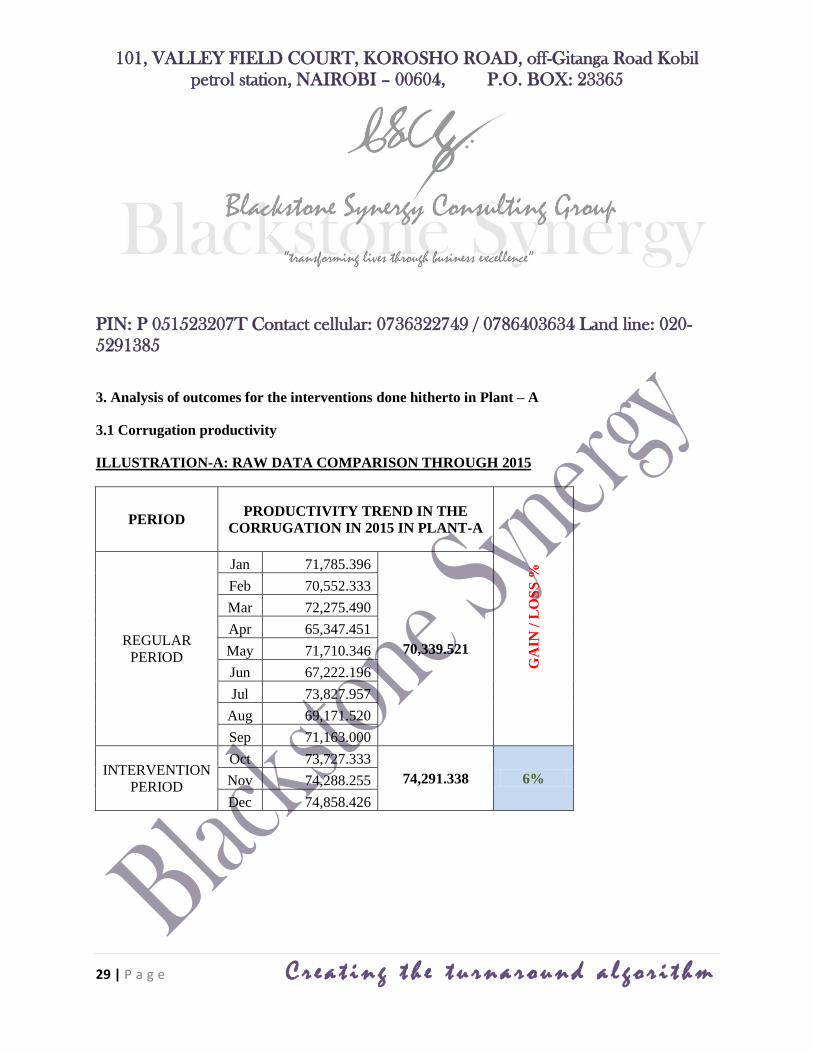
3. Analysis of outcomes for the interventions done hitherto in Plant – A
3.1 Corrugation productivity
ILLUSTRATION-A: RAW DATA COMPARISON THROUGH 2015
PERIOD PRODUCTIVITY TREND IN THE
CORRUGATION IN 2015 IN PLANT-A G
AIN
/ L
OS
S %
REGULAR
PERIOD
Jan 71,785.396
70,339.521
Feb 70,552.333
Mar 72,275.490
Apr 65,347.451
May 71,710.346
Jun 67,222.196
Jul 73,827.957
Aug 69,171.520
Sep 71,163.000
INTERVENTION
PERIOD
Oct 73,727.333
74,291.338 6% Nov 74,288.255
Dec 74,858.426
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
30 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
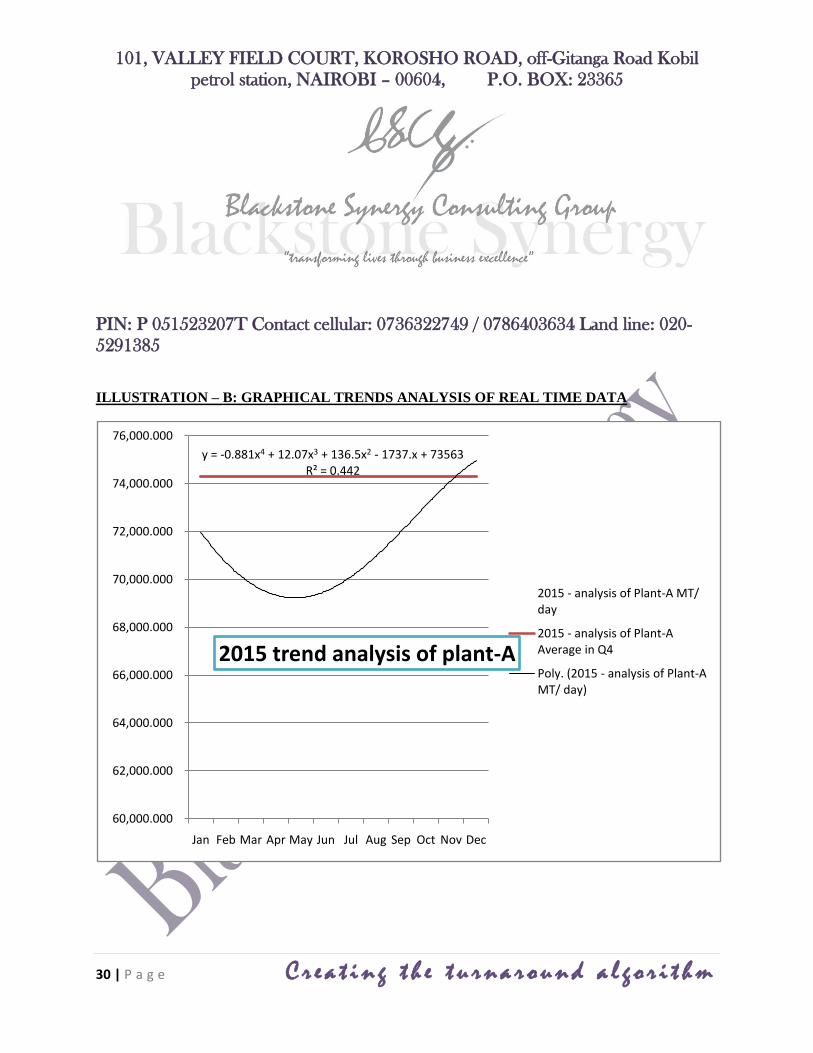
ILLUSTRATION – B: GRAPHICAL TRENDS ANALYSIS OF REAL TIME DATA
y = -0.881x4 + 12.07x3 + 136.5x2 - 1737.x + 73563R² = 0.442
60,000.000
62,000.000
64,000.000
66,000.000
68,000.000
70,000.000
72,000.000
74,000.000
76,000.000
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
2015 trend analysis of plant-A
2015 - analysis of Plant-A MT/ day
2015 - analysis of Plant-A Average in Q4
Poly. (2015 - analysis of Plant-A MT/ day)
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
31 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
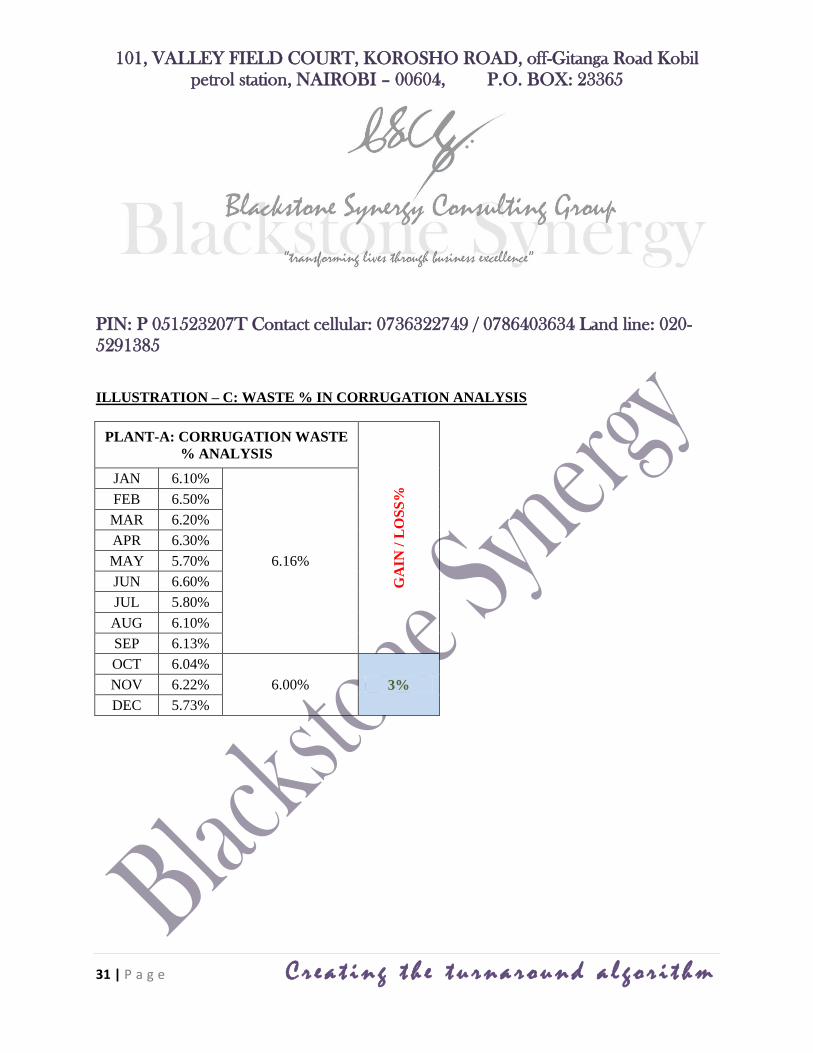
ILLUSTRATION – C: WASTE % IN CORRUGATION ANALYSIS
PLANT-A: CORRUGATION WASTE
% ANALYSIS
GA
IN /
LO
SS
% JAN 6.10%
6.16%
FEB 6.50%
MAR 6.20%
APR 6.30%
MAY 5.70%
JUN 6.60%
JUL 5.80%
AUG 6.10%
SEP 6.13%
OCT 6.04%
6.00% 3% NOV 6.22%
DEC 5.73%
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
32 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
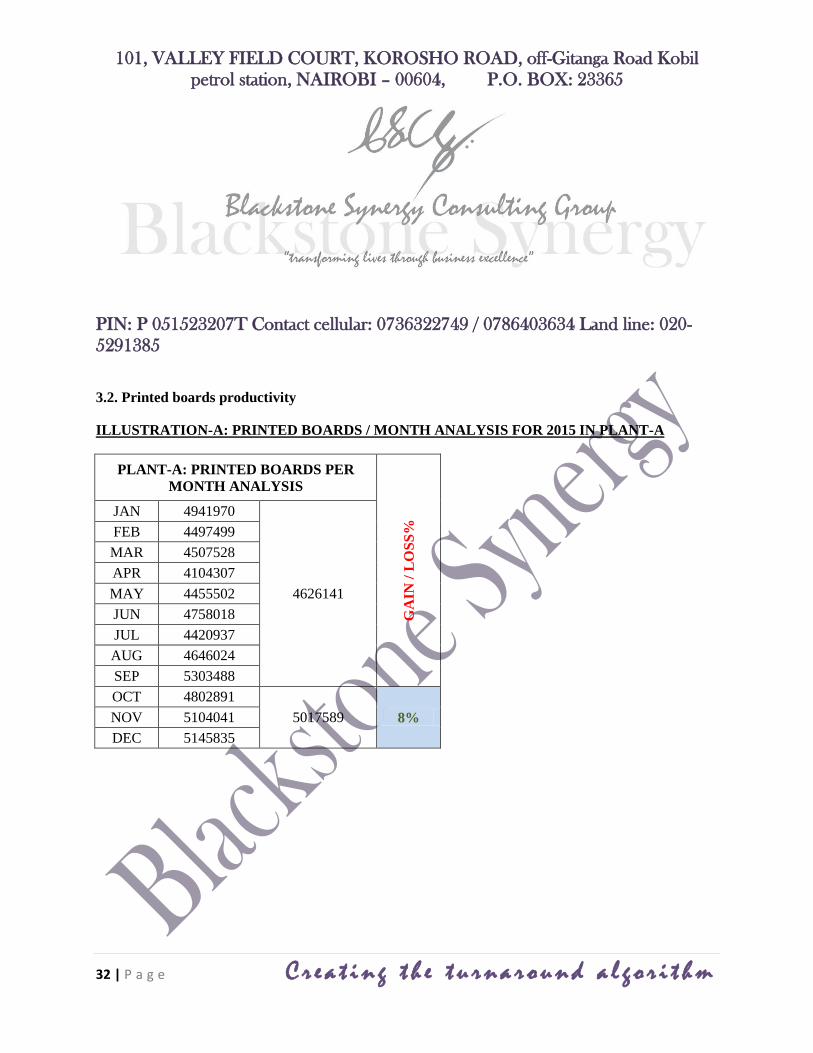
3.2. Printed boards productivity
ILLUSTRATION-A: PRINTED BOARDS / MONTH ANALYSIS FOR 2015 IN PLANT-A
PLANT-A: PRINTED BOARDS PER
MONTH ANALYSIS
GA
IN /
LO
SS
% JAN 4941970
4626141
FEB 4497499
MAR 4507528
APR 4104307
MAY 4455502
JUN 4758018
JUL 4420937
AUG 4646024
SEP 5303488
OCT 4802891
5017589 8% NOV 5104041
DEC 5145835
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
33 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
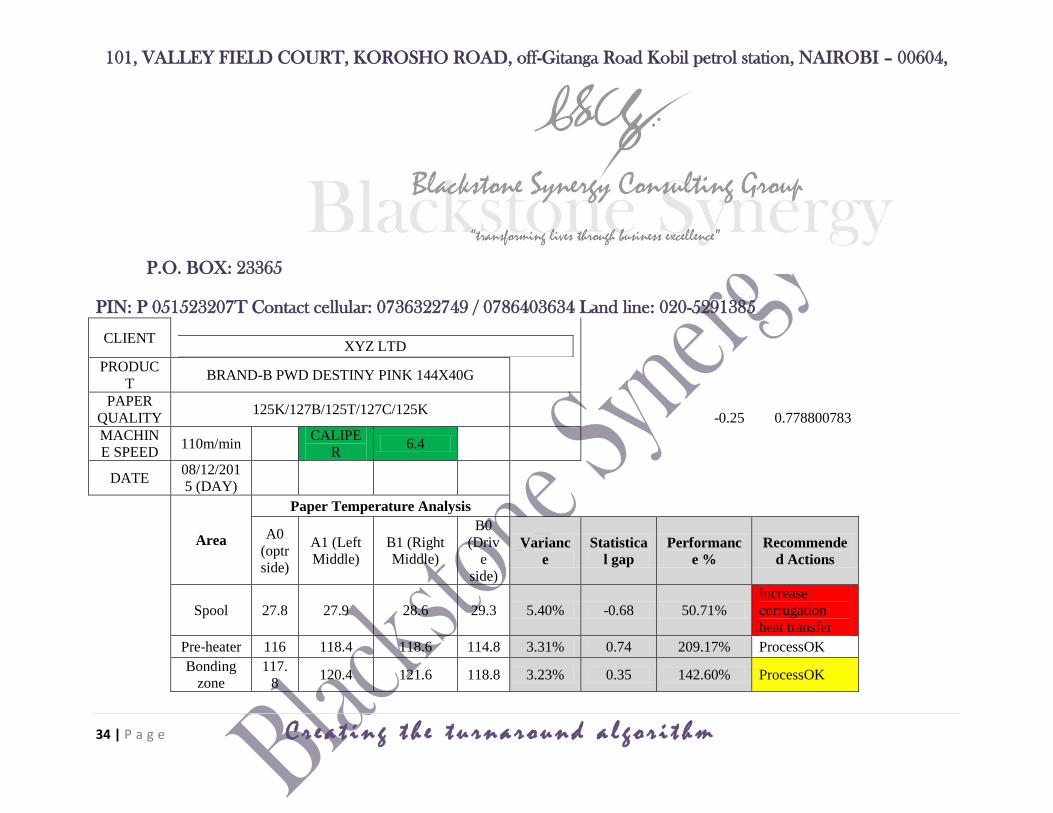
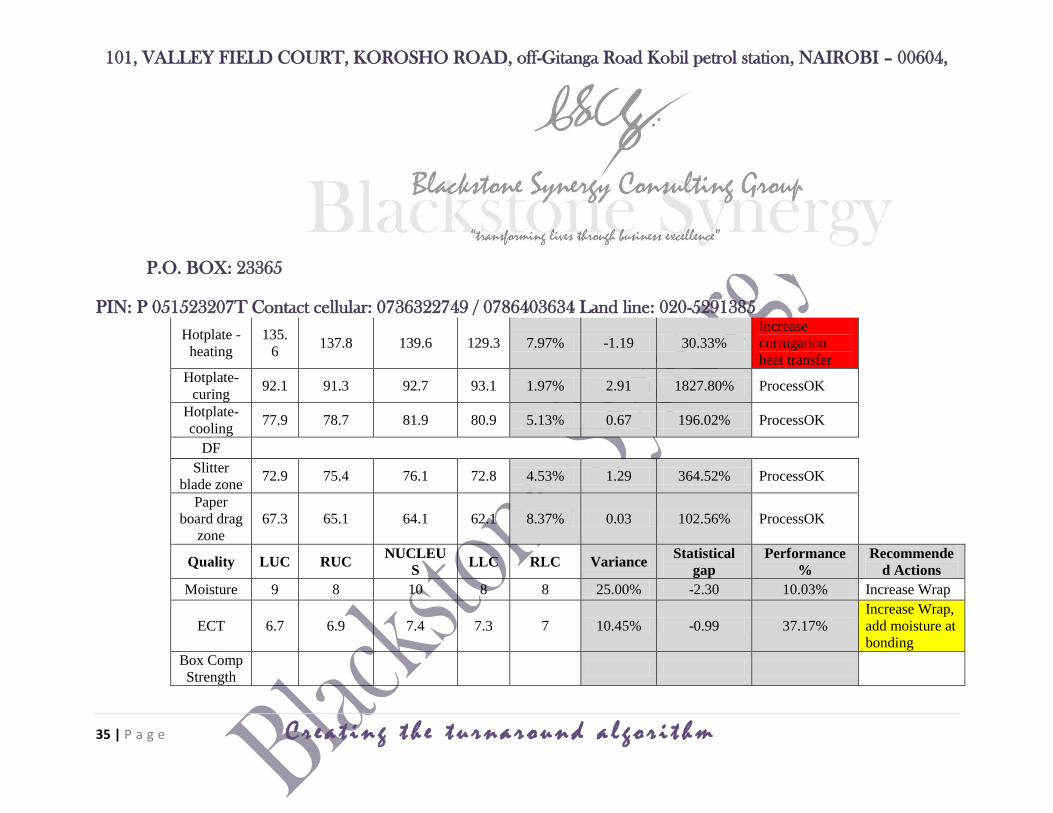
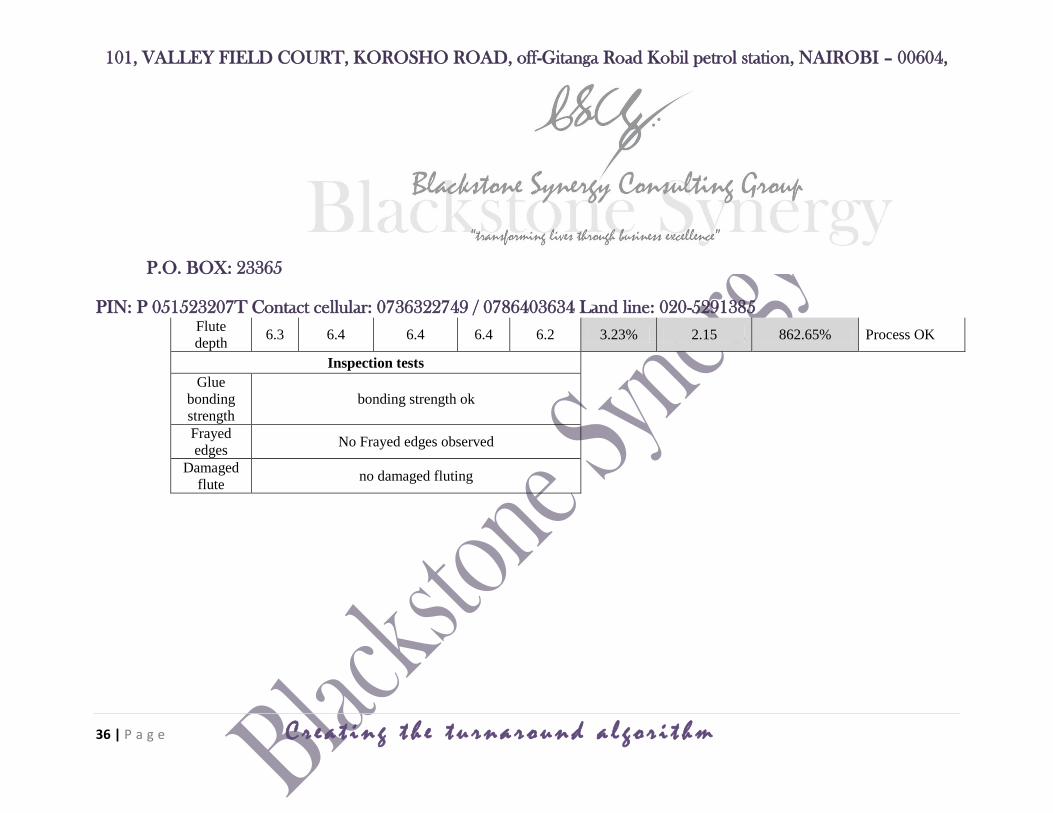
3.3. Quality systems – formation and establishment
3.3. A – Corrugation line
a) Focus is on the tracking of the paper temperature all along as also on the hot plate temperatures at
different zones.
b) The automated responses are generated for the operator and the line supervisor to act on and maintain
consistency.
c) The line speeds are a function of the quality being derived and the challenges therein.
d) A detailed glue chemistry analysis in the line is of primary importance in determining the quality
derivatives.
e) These are real time illustrations and can be customized and improved on further with additional inputs
drawn in from the relevant resources.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
34 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
CLIENT
XYZ LTD
PRODUC
T BRAND-B PWD DESTINY PINK 144X40G
PAPER
QUALITY 125K/127B/125T/127C/125K
-0.25 0.778800783
MACHIN
E SPEED 110m/min
CALIPE
R 6.4
DATE
08/12/201
5 (DAY)
Area
Paper Temperature Analysis
A0
(optr
side)
A1 (Left
Middle)
B1 (Right
Middle)
B0
(Driv
e
side)
Varianc
e
Statistica
l gap
Performanc
e %
Recommende
d Actions
Spool 27.8 27.9 28.6 29.3 5.40% -0.68 50.71%
Increase
corrugation
heat transfer
Pre-heater 116 118.4 118.6 114.8 3.31% 0.74 209.17% ProcessOK
Bonding
zone
117.
8 120.4 121.6 118.8 3.23% 0.35 142.60% ProcessOK
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
35 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Hotplate -
heating
135.
6 137.8 139.6 129.3 7.97% -1.19 30.33%
Increase
corrugation
heat transfer
Hotplate-
curing 92.1 91.3 92.7 93.1 1.97% 2.91 1827.80% ProcessOK
Hotplate-
cooling 77.9 78.7 81.9 80.9 5.13% 0.67 196.02% ProcessOK
DF
Slitter
blade zone 72.9 75.4 76.1 72.8 4.53% 1.29 364.52% ProcessOK
Paper
board drag
zone
67.3 65.1 64.1 62.1 8.37% 0.03 102.56% ProcessOK
Quality LUC RUC
NUCLEU
S LLC RLC Variance
Statistical
gap
Performance
%
Recommende
d Actions
Moisture 9 8 10 8 8 25.00% -2.30 10.03% Increase Wrap
ECT 6.7 6.9 7.4 7.3 7 10.45% -0.99 37.17%
Increase Wrap,
add moisture at
bonding
Box Comp
Strength
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
36 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Flute
depth 6.3 6.4 6.4 6.4 6.2 3.23% 2.15 862.65% Process OK
Inspection tests
Glue
bonding
strength
bonding strength ok
Frayed
edges No Frayed edges observed
Damaged
flute no damaged fluting
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
37 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
3.3 B – Glue chemistry
GLUE QUALITY TEST RESULTS – PLANT A
(08/12/2015) Day shift
FORMULATION TANK
STORAGE TANK
1. The properties in the storage tank are vital and often ignored in the industry. A regular check
out with varying levels of depletion shall reveal the real properties that can influence performance
at elevated speeds.
2. The dynamic states at the pick-up trough for the glue would give the right insights of the paper-
temperature interface and the corresponding changes in the properties of the glue that are required
to be registered for bringing in productivity compatibility.
Solid Content Gelling Point ( 0c) Viscosity (Sec) Temperature (
0c)
25 60 38 37 (formulation tank)
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
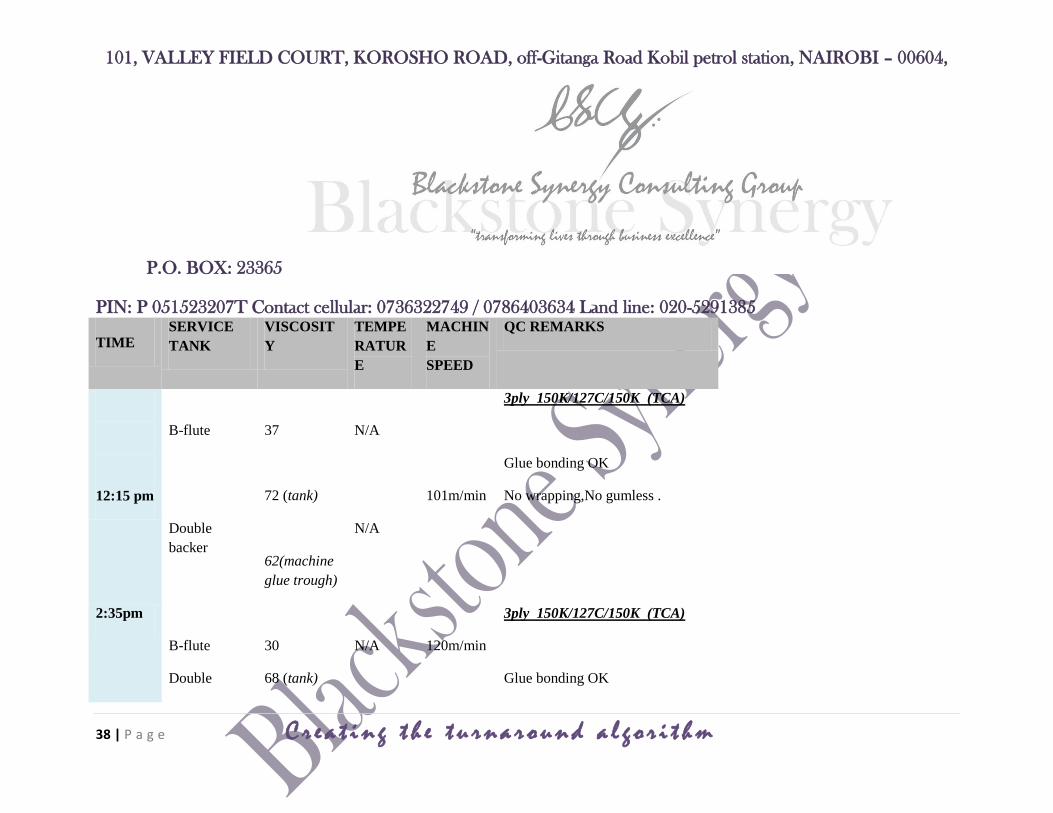
38 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
TIME SERVICE
TANK
VISCOSIT
Y
TEMPE
RATUR
E
MACHIN
E
SPEED
QC REMARKS
12:15 pm
B-flute
37
N/A
101m/min
3ply 150K/127C/150K (TCA)
Glue bonding OK
No wrapping,No gumless .
Double
backer
72 (tank)
62(machine
glue trough)
N/A
2:35pm
B-flute
30
N/A
120m/min
3ply 150K/127C/150K (TCA)
Glue bonding OK Double 68 (tank)
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
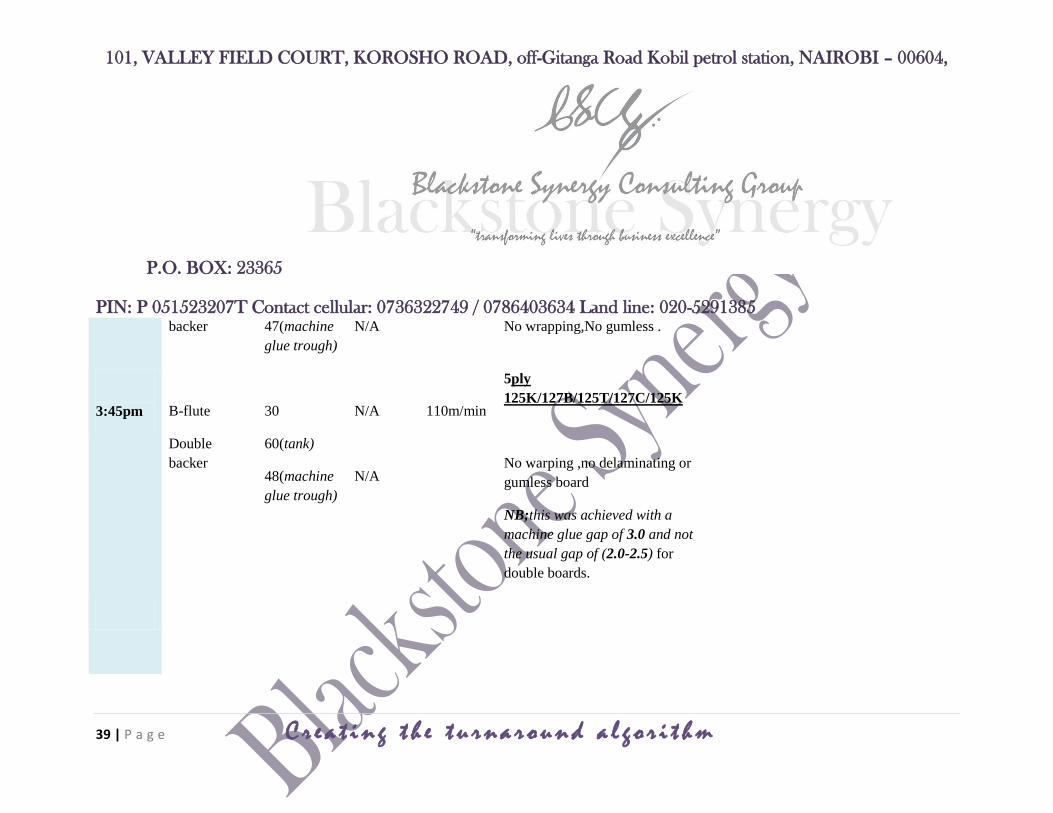
39 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
backer 47(machine
glue trough)
N/A No wrapping,No gumless .
3:45pm
B-flute
30
N/A
110m/min
5ply
125K/127B/125T/127C/125K
No warping ,no delaminating or
gumless board
NB;this was achieved with a
machine glue gap of 3.0 and not
the usual gap of (2.0-2.5) for
double boards.
Double
backer
60(tank)
48(machine
glue trough)
N/A
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
40 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
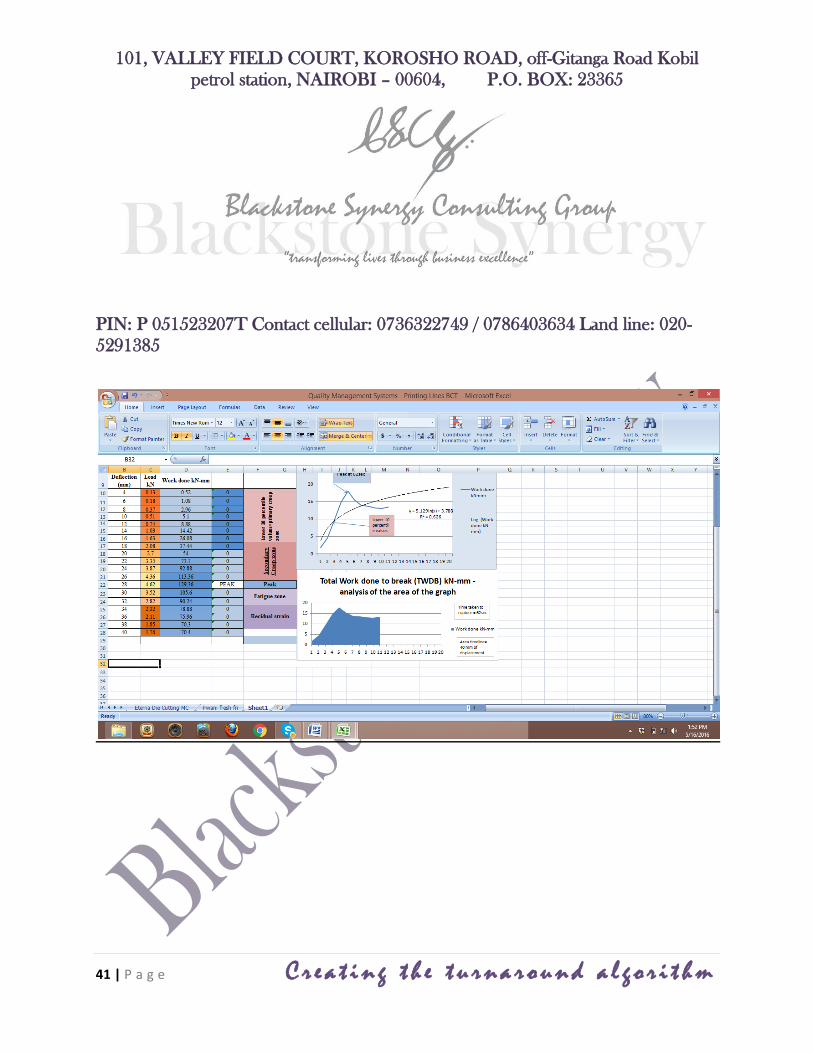
3.3 – C: Printing quality systems
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
41 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
42 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
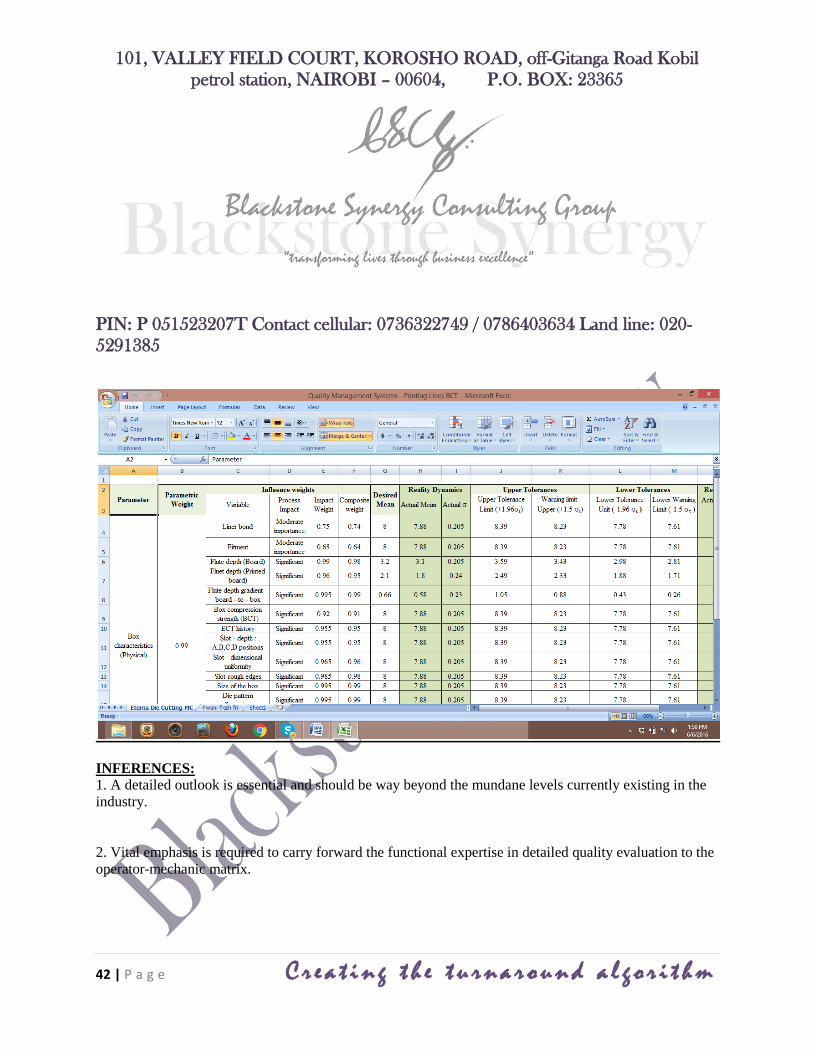
INFERENCES:
1. A detailed outlook is essential and should be way beyond the mundane levels currently existing in the
industry.
2. Vital emphasis is required to carry forward the functional expertise in detailed quality evaluation to the
operator-mechanic matrix.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
43 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
4. Real time case studies (realm of energy management) at Plant-A:
1. The motor PF of the down stacker was improved from 0.2 to 0.66 through enhanced cable
design and solved the electro mechanical drives that were causing the receipt of the boards
on to the down stacker not to be synchronized with the drives.
A. Process Description Statement:
a) The down stacker is the area wherein corrugated boards stack up before being offloaded into
the transfer bay.
b) The stacker reciprocates on a vertical trajectory and is driven by the hydraulic motor. The
transmitting forces are hydraulic in nature with the motor providing the desired electromotive
force.
c) The stacker is synchronized with the incoming speed of the corrugated boards to enable a
perfect pick-up, stacking and offload.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
44 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
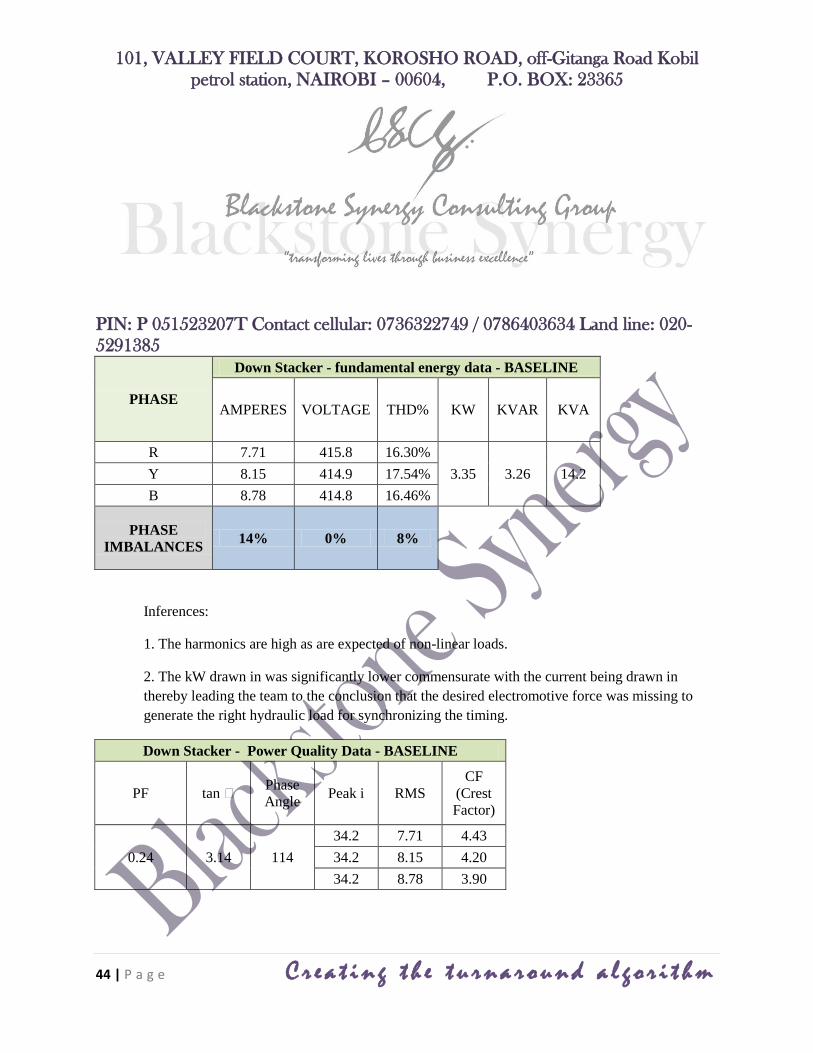
PHASE
Down Stacker - fundamental energy data - BASELINE
AMPERES VOLTAGE THD% KW KVAR KVA
R 7.71 415.8 16.30%
3.35 3.26 14.2 Y 8.15 414.9 17.54%
B 8.78 414.8 16.46%
PHASE
IMBALANCES 14% 0% 8%
Inferences:
1. The harmonics are high as are expected of non-linear loads.
2. The kW drawn in was significantly lower commensurate with the current being drawn in
thereby leading the team to the conclusion that the desired electromotive force was missing to
generate the right hydraulic load for synchronizing the timing.
Down Stacker - Power Quality Data - BASELINE
PF tan Phase
Angle Peak i RMS
CF
(Crest
Factor)
0.24 3.14 114
34.2 7.71 4.43
34.2 8.15 4.20
34.2 8.78 3.90
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
45 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
14%
Inferences:
1. The PF was abysmally low.
2. The phase angle is very high clearly indicating the onset of the impedance factors in the motor.
B. Problem Statement:
a) The synchronization was missing causing the corrugated boards to fall off.
C. Analysis:
a) The down stacker’s synchronization was affected owing to the low electromotive force
generated by the motor PF of 0.24.
b) The main reasons for the low PF were analyzed as below:
i) Impedance factors determine the concentration of the magnetic field that is essentially
redundant in nature and minimizes the incoming vector.
ii) The CF – crest factor implied by a higher ratio of the peak-baseline current multiple is the key
determinant for higher thermal stresses in the wiring as also the cable network.
iii) The copper impurities eventually give in to micro ruptures when the wiring is subjected to
sustained levels of high thermal stresses. This leads to systemic current leakage and disruption in
the electromotive ecosystem.
D. Solutions:
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
46 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
a) The impedance factors yield permanent magnetic fields that are redundant in nature and hence
need to be overcome to solve the problem on a sustainable mode through changes in cable
network and wiring.
b) The cables in the distribution board that connected to the down stacker hydraulic mode were
changed – original 8 mm 4 core flexible cable – 30 meters in length were changed to 16 mm.
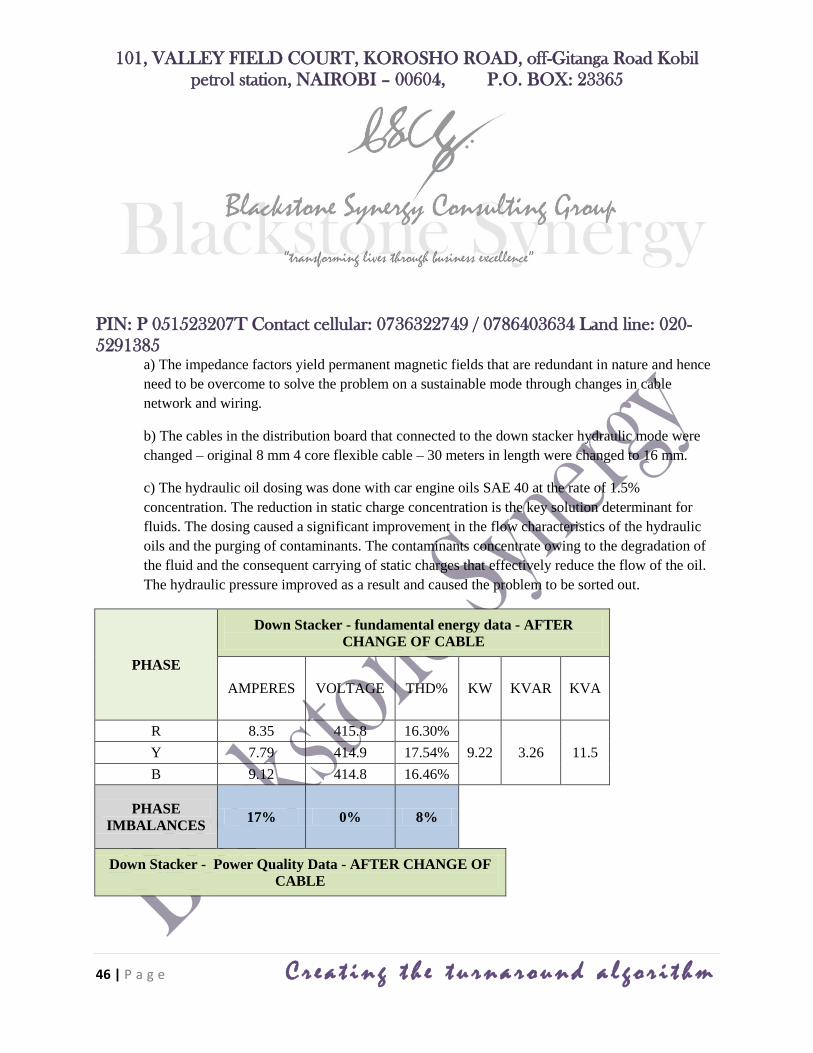
c) The hydraulic oil dosing was done with car engine oils SAE 40 at the rate of 1.5%
concentration. The reduction in static charge concentration is the key solution determinant for
fluids. The dosing caused a significant improvement in the flow characteristics of the hydraulic
oils and the purging of contaminants. The contaminants concentrate owing to the degradation of
the fluid and the consequent carrying of static charges that effectively reduce the flow of the oil.
The hydraulic pressure improved as a result and caused the problem to be sorted out.
PHASE
Down Stacker - fundamental energy data - AFTER
CHANGE OF CABLE
AMPERES VOLTAGE THD% KW KVAR KVA
R 8.35 415.8 16.30%
9.22 3.26 11.5 Y 7.79 414.9 17.54%
B 9.12 414.8 16.46%
PHASE
IMBALANCES 17% 0% 8%
Down Stacker - Power Quality Data - AFTER CHANGE OF
CABLE
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
47 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
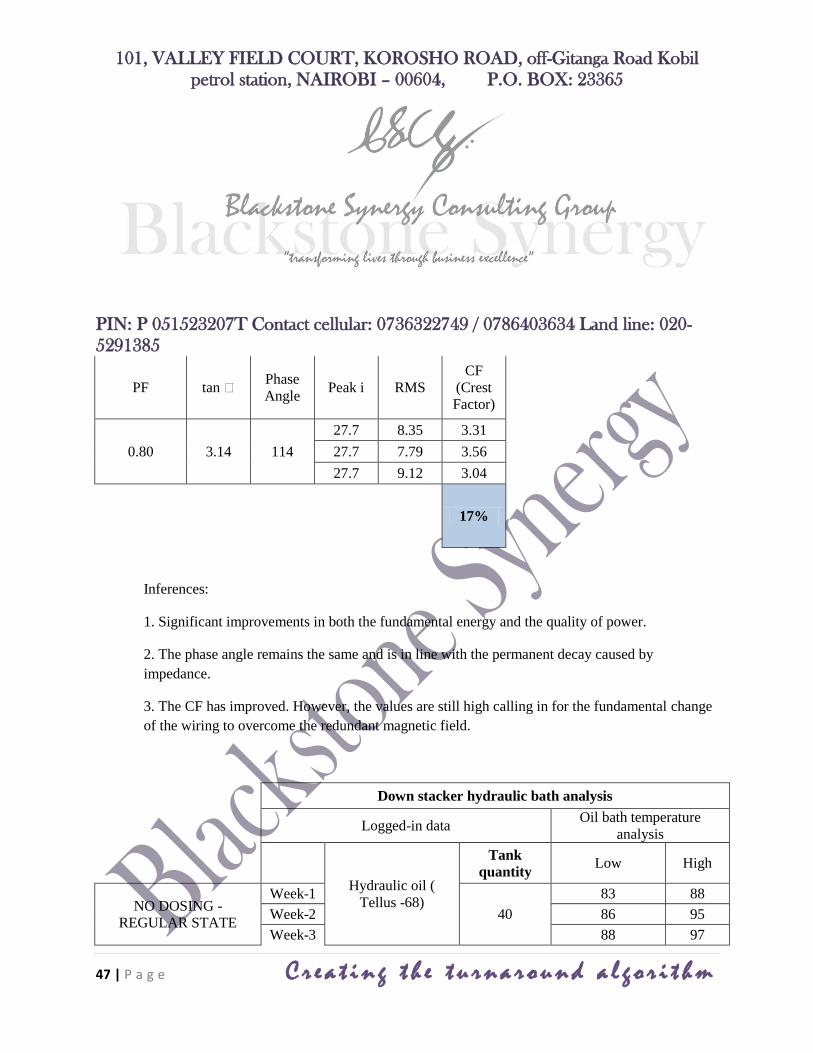
PF tan Phase
Angle Peak i RMS
CF
(Crest
Factor)
0.80 3.14 114
27.7 8.35 3.31
27.7 7.79 3.56
27.7 9.12 3.04
17%
Inferences:
1. Significant improvements in both the fundamental energy and the quality of power.
2. The phase angle remains the same and is in line with the permanent decay caused by
impedance.
3. The CF has improved. However, the values are still high calling in for the fundamental change
of the wiring to overcome the redundant magnetic field.
Down stacker hydraulic bath analysis
Logged-in data
Oil bath temperature
analysis
Hydraulic oil (
Tellus -68)
Tank
quantity Low High
NO DOSING -
REGULAR STATE
Week-1
40
83 88
Week-2 86 95
Week-3 88 97
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
48 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
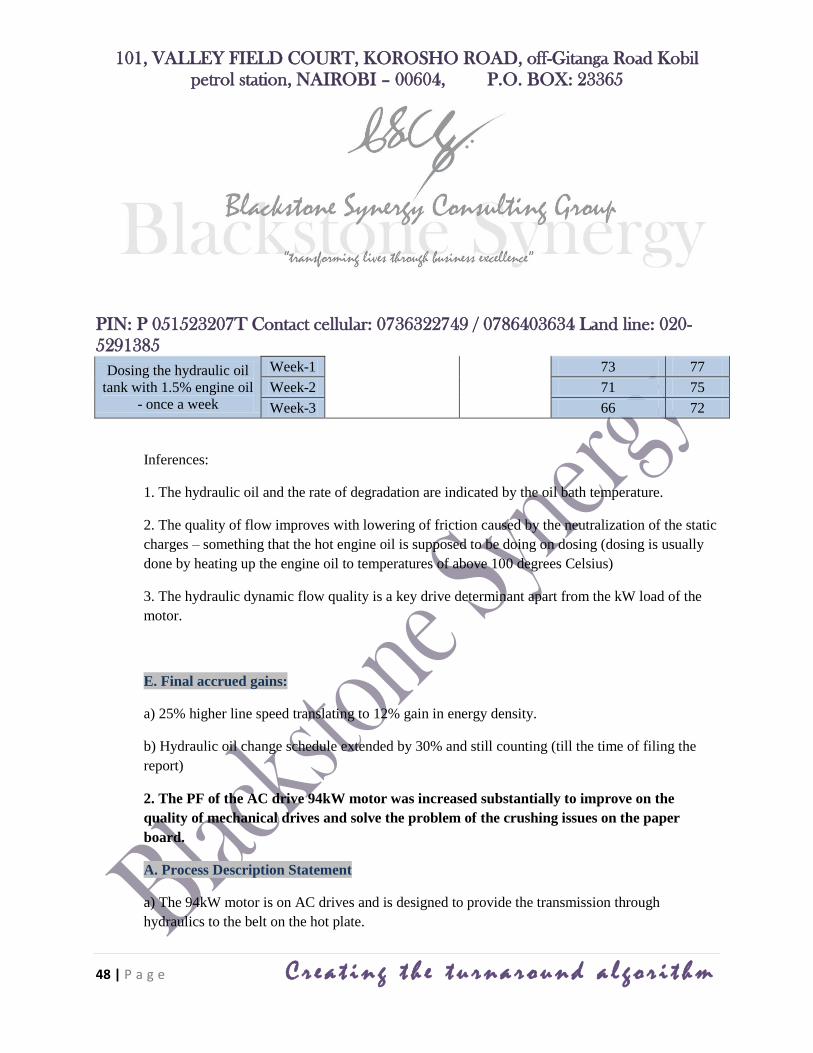
Dosing the hydraulic oil
tank with 1.5% engine oil
- once a week
Week-1 73 77
Week-2 71 75
Week-3 66 72
Inferences:
1. The hydraulic oil and the rate of degradation are indicated by the oil bath temperature.
2. The quality of flow improves with lowering of friction caused by the neutralization of the static
charges – something that the hot engine oil is supposed to be doing on dosing (dosing is usually
done by heating up the engine oil to temperatures of above 100 degrees Celsius)
3. The hydraulic dynamic flow quality is a key drive determinant apart from the kW load of the
motor.
E. Final accrued gains:
a) 25% higher line speed translating to 12% gain in energy density.
b) Hydraulic oil change schedule extended by 30% and still counting (till the time of filing the
report)
2. The PF of the AC drive 94kW motor was increased substantially to improve on the
quality of mechanical drives and solve the problem of the crushing issues on the paper
board.
A. Process Description Statement
a) The 94kW motor is on AC drives and is designed to provide the transmission through
hydraulics to the belt on the hot plate.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
49 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
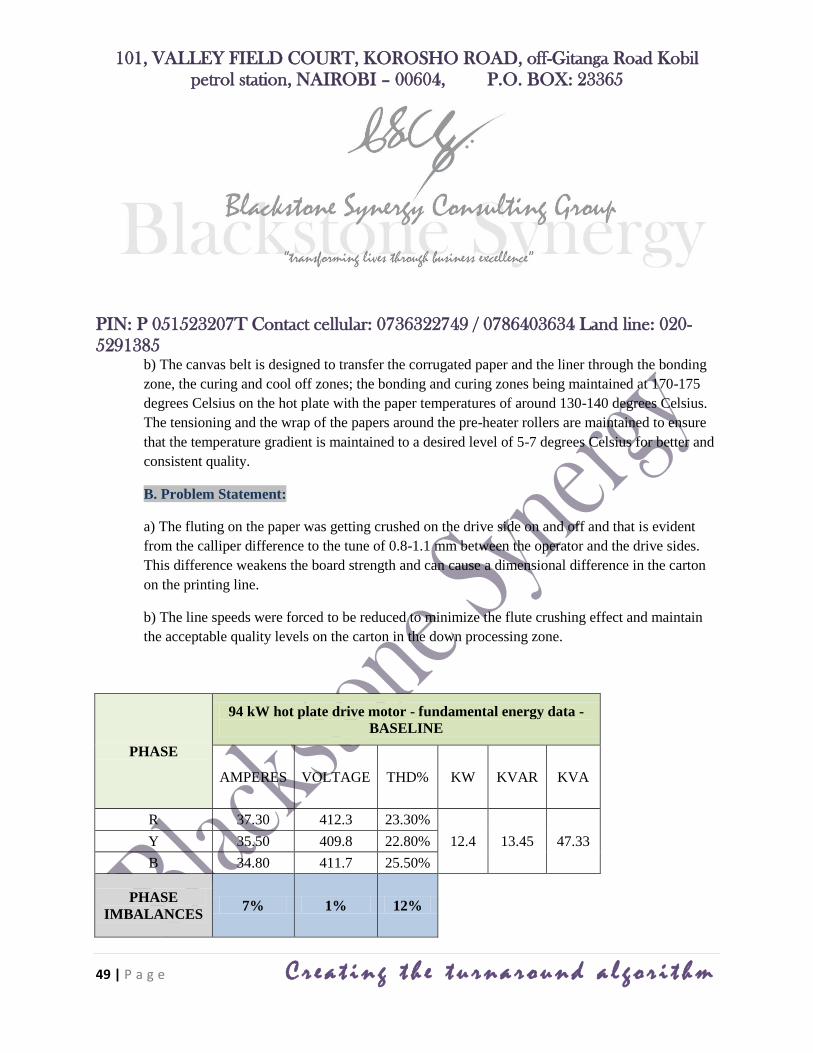
b) The canvas belt is designed to transfer the corrugated paper and the liner through the bonding
zone, the curing and cool off zones; the bonding and curing zones being maintained at 170-175
degrees Celsius on the hot plate with the paper temperatures of around 130-140 degrees Celsius.
The tensioning and the wrap of the papers around the pre-heater rollers are maintained to ensure
that the temperature gradient is maintained to a desired level of 5-7 degrees Celsius for better and
consistent quality.
B. Problem Statement:
a) The fluting on the paper was getting crushed on the drive side on and off and that is evident
from the calliper difference to the tune of 0.8-1.1 mm between the operator and the drive sides.
This difference weakens the board strength and can cause a dimensional difference in the carton
on the printing line.
b) The line speeds were forced to be reduced to minimize the flute crushing effect and maintain
the acceptable quality levels on the carton in the down processing zone.
PHASE
94 kW hot plate drive motor - fundamental energy data -
BASELINE
AMPERES VOLTAGE THD% KW KVAR KVA
R 37.30 412.3 23.30%
12.4 13.45 47.33 Y 35.50 409.8 22.80%
B 34.80 411.7 25.50%
PHASE
IMBALANCES 7% 1% 12%
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
50 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
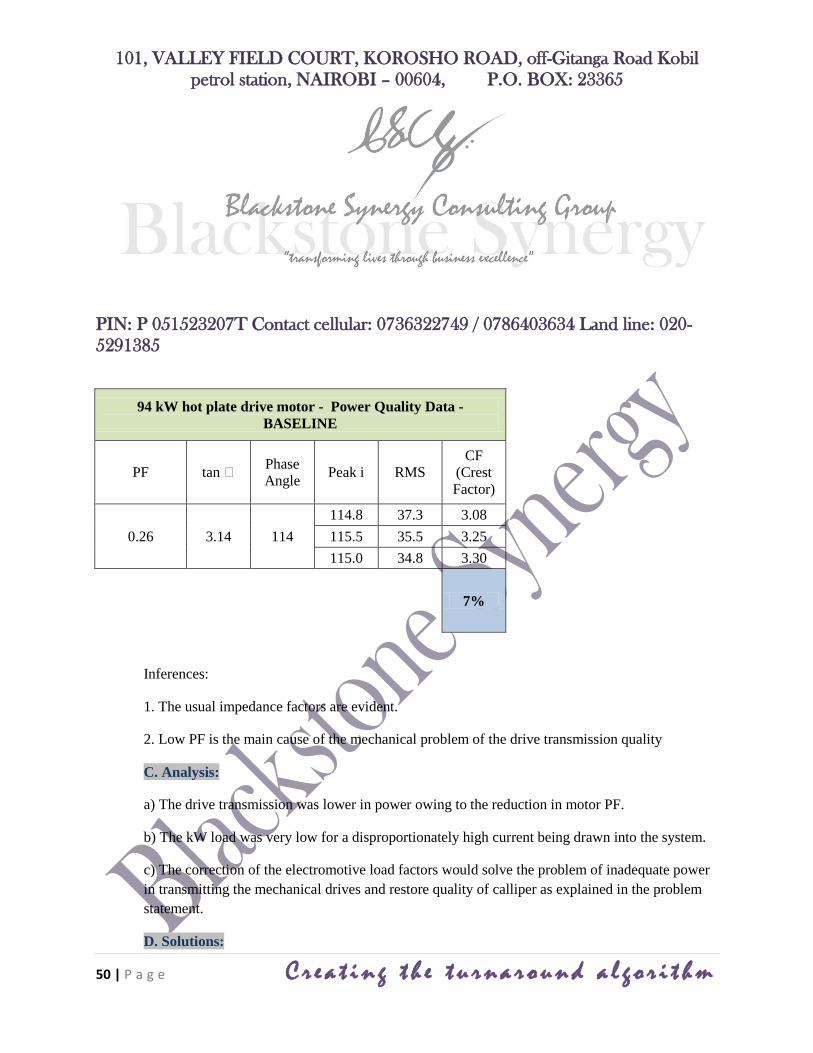
94 kW hot plate drive motor - Power Quality Data -
BASELINE
PF tan Phase
Angle Peak i RMS
CF
(Crest
Factor)
0.26 3.14 114
114.8 37.3 3.08
115.5 35.5 3.25
115.0 34.8 3.30
7%
Inferences:
1. The usual impedance factors are evident.
2. Low PF is the main cause of the mechanical problem of the drive transmission quality
C. Analysis:
a) The drive transmission was lower in power owing to the reduction in motor PF.
b) The kW load was very low for a disproportionately high current being drawn into the system.
c) The correction of the electromotive load factors would solve the problem of inadequate power
in transmitting the mechanical drives and restore quality of calliper as explained in the problem
statement.
D. Solutions:
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
51 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
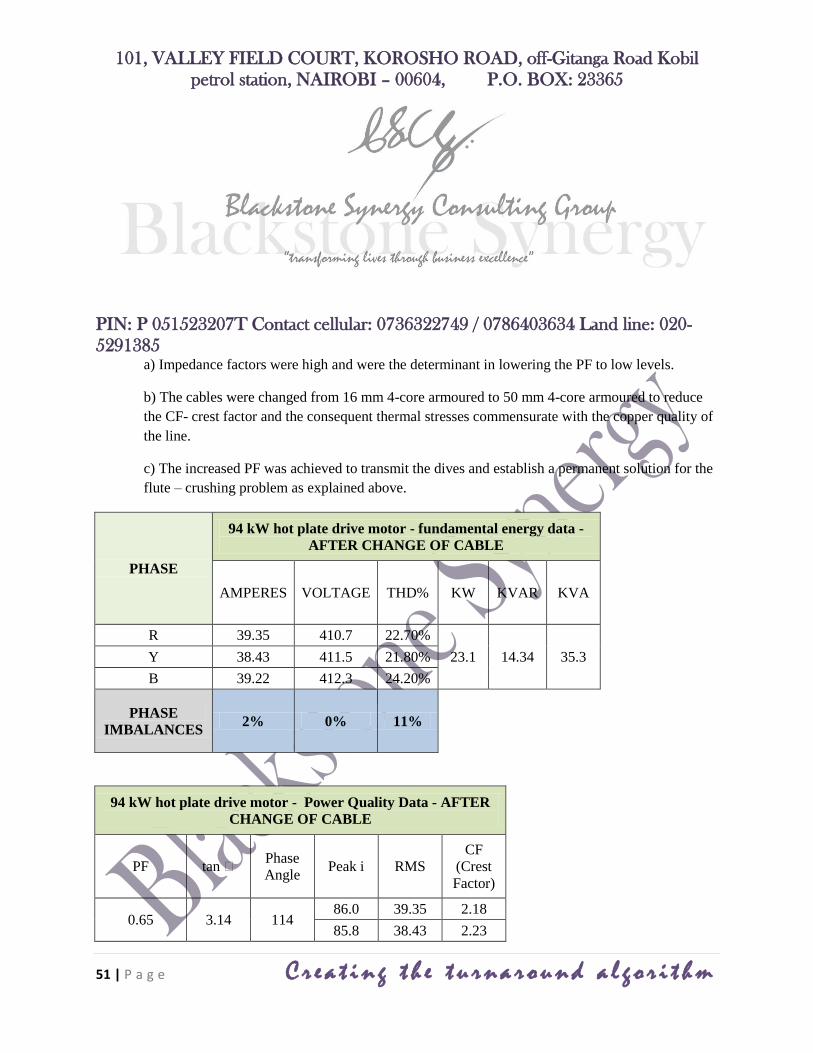
a) Impedance factors were high and were the determinant in lowering the PF to low levels.
b) The cables were changed from 16 mm 4-core armoured to 50 mm 4-core armoured to reduce
the CF- crest factor and the consequent thermal stresses commensurate with the copper quality of
the line.
c) The increased PF was achieved to transmit the dives and establish a permanent solution for the
flute – crushing problem as explained above.
PHASE
94 kW hot plate drive motor - fundamental energy data -
AFTER CHANGE OF CABLE
AMPERES VOLTAGE THD% KW KVAR KVA
R 39.35 410.7 22.70%
23.1 14.34 35.3 Y 38.43 411.5 21.80%
B 39.22 412.3 24.20%
PHASE
IMBALANCES 2% 0% 11%
94 kW hot plate drive motor - Power Quality Data - AFTER
CHANGE OF CABLE
PF tan Phase
Angle Peak i RMS
CF
(Crest
Factor)
0.65 3.14 114 86.0 39.35 2.18
85.8 38.43 2.23
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
52 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
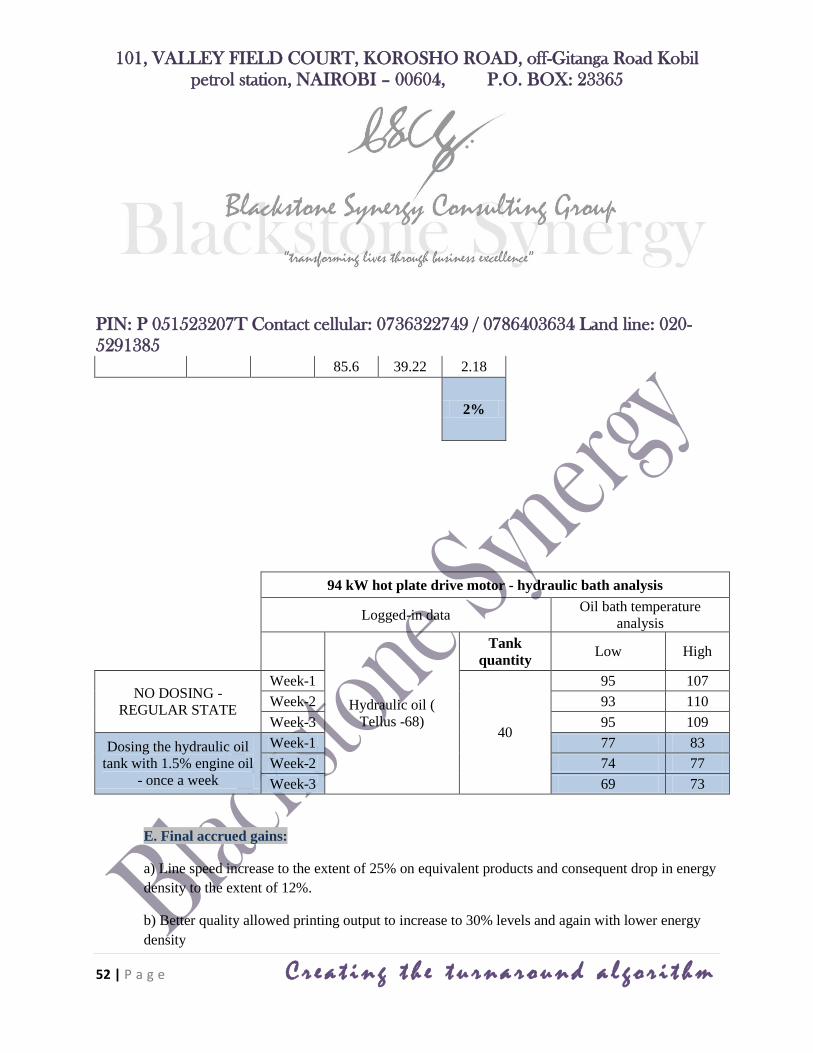
85.6 39.22 2.18
2%
94 kW hot plate drive motor - hydraulic bath analysis
Logged-in data
Oil bath temperature
analysis
Hydraulic oil (
Tellus -68)
Tank
quantity Low High
NO DOSING -
REGULAR STATE
Week-1
40
95 107
Week-2 93 110
Week-3 95 109
Dosing the hydraulic oil
tank with 1.5% engine oil
- once a week
Week-1 77 83
Week-2 74 77
Week-3 69 73
E. Final accrued gains:
a) Line speed increase to the extent of 25% on equivalent products and consequent drop in energy
density to the extent of 12%.
b) Better quality allowed printing output to increase to 30% levels and again with lower energy
density
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
53 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
3. The aerodynamic balancing of the narrow width paper was done through mechanical
controls on the TCY corrugation to improve on the line speed. The design is patentable and
serves to improve on resource utilization management – a key component of the energy
conservation measures (ECM).
A. Problem Description Statement:
a) The narrow-width papers were poorly controlled in the machine owing to the lack of
aerodynamic controls on wider machine cross-section.
b) The suction caused by the vacuum forces was inadequate in controlling the paper
curvature around the corrugation roller thereby forcing the operator to reduce the line speeds
substantially. This was a product-specific issue resulting in a disproportionately high energy density.
B. Analysis:
a) The vacuum forces were weakening owing to the turbulence in the air that was
uncovered by the paper.
b) The turbulence caused an uneven curvature of the paper around the corrugation roller.
c) The uncovered sections needed to be controlled for better aerodynamic controls on the
paper selvedge and improve on the line speed.
C. Solutions:
a) The flaps were fabricated for improved aerodynamic controls and reduce the air
turbulence.
b) The controls ensured that the line speed increased by 50% for the given narrow-width product
and establish a reduction of 22% in the product-specific energy density.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
54 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
4. The 45 kW B-flute drive motor triggered process improvements
A. Process Description Statement
a) The B-flute is the fluting imparted onto the paper in the corrugation process and is of vital
importance from the quality perspective as also from the run speed in the line.
b) The paper curves around the fluted roller that is driven by the motor and the pressure roller
applies the pressure onto the paper to enable the glue application. The pressure is hydraulic in nature.
c) The drive to the corrugation roller determines the speed of revolution and hence the contact
angle between the paper and the corrugation roller (fluted roller) – the all- important determinant
for flute profile and depth.
B. Problem Statement:
a) The drives were not consistent with respect to the rpm and hence caused slippage of the
paper around the corrugation roller.
b) The paper used to be crushed with increasing line speed.
c) The profile of the flutes was not strong on account of erratic pressure and inconsistent
curvature on the paper.
C. Analysis:
a) The transmitted revolutions per minute of the corrugation roller was of primary
importance in defining the quality of the flute profile on the paper and consequently the line
speed.
b) The only tangible way of improving the above was to enhance the load transmitted for
achieving the desired rpm.
D. Solutions:
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
55 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
a) The drive quality was improved through the improvement on PF.
b) Wiring of AWG rating 14 was used instead of AWG 18 for the 45 kW motor
c) The cable of 50 mm 4-core was used instead of 16 mm 4-core
d) The hydraulic oil bath for transmitting the pressure onto the paper was injected with 1.5%
care engine oil - SAE 40 regularly.
E. Accrued Gains
a) The energy density improvement to the tune of 12%.
b) The quality leadership in the market place.
c) Productivity improvement in the printing area resulting in the significant improvements
in the overall energy density – please check out the real time chart showcasing the gains.
5. Life span of the canvas corrugation belt
a) The critical component life is an important ingredient for asset management and herein
is the crux of the initiative.
b) The global lifecycle of the canvas on the corrugation is around six months but we
extended the life by 30% with the introduction of steam wash mechanism that eliminates
grime, dirt and wax.
c) The steam wash system on the corrugation belt is designed to improve on the resultant
tensioning of the belt and the consequent performance on the corrugation sheet – this again is a
patentable design that can be retrofitted on any machine.
6. Implementation of the best practices at the boiler have improved the performances
substantially – to levels of one of the best in the bio mass industry and is subject to external
validation and implementation county wide as a preferred practice.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
56 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
A. Process Description Statement
a) The bio mass has typically lower calorific value.
b) The ignition point for the water to be raised to the change over phase state
consumes the bulk of the energy.
c) The air-fuel ratio is adverse for effective combustion causing significant delay in firing
up the boiler.
d) The ash residue is high and causes an adverse effect on the combustion process.
e) The variables in the bio mass fuel are high causing disruption in the combustion cycles
of the induced draft-forced draft sequences.
B. Problem statement:
a) Varying steam-biomass fuel consumption trends – the boiler combustion efficiency
dips sharply.
b) The quality of steam in the form of i) achieved pressure, ii) steam leaks and iii)
moisture carry over in the distribution networks are areas of major concern.
C. Analysis:
a) The ash residue causes a dip in the combustible power of the fuel.
b) The clinkers are caused by incomplete combustion and adversely affect the fuel-air ratios
causing soot and deterioration in the quality of steam.
c) The steam pressure is directly related to the combustion and hence influenced the quality
parameters of the generated steam.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
57 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
D. Best practices:
a) The fire tubes and the economizer tubes are cleaned with soap water and then with car
engine oil to eliminate the static charges – the primary cause of accumulation and consequent
resistance to combustion.
b) The cleaning is a weekly routine. Empirical evidence suggests that a gap of more than 10
working days immediately causes a sharp dip in steam-fuel ratio - a key indicator of the boiler
efficiency.
c) The primary data of the boiler needs to be tracked on a statistical mode and with normalized
data – an illustration of Plant-A practices are enclosed for a reference. Also, the dip in efficiency
is highlighted owing to a delay in the boiler maintenance program as described above.
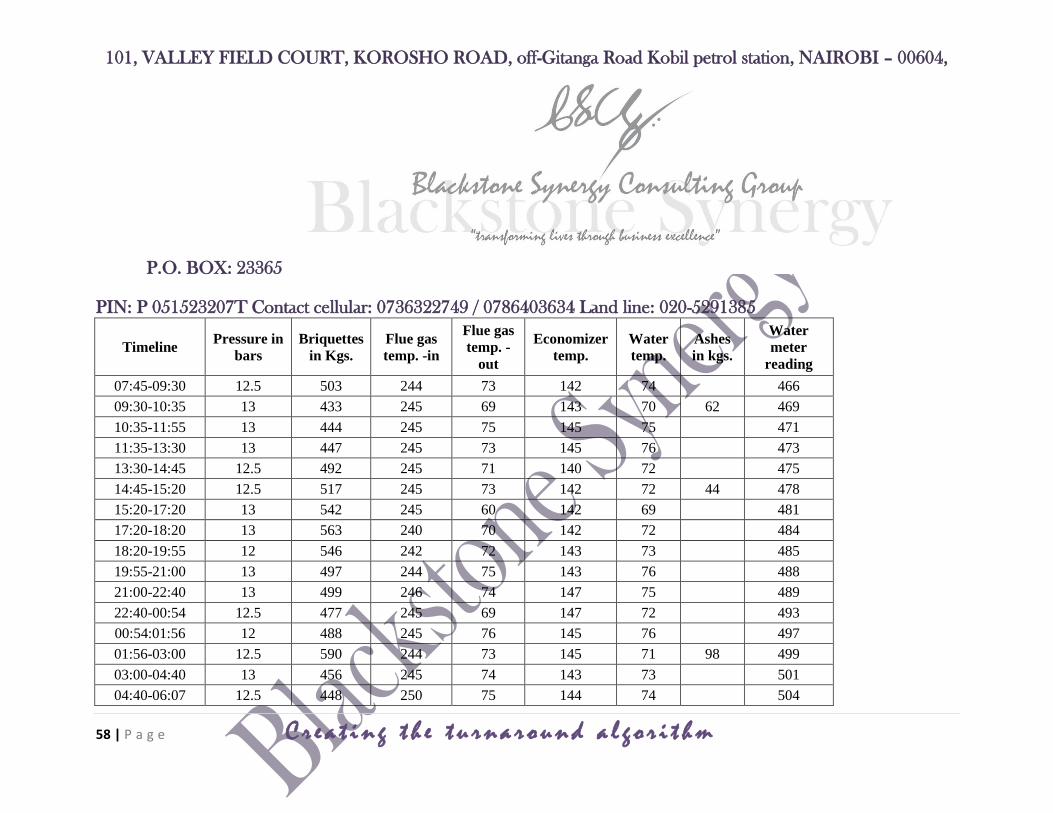
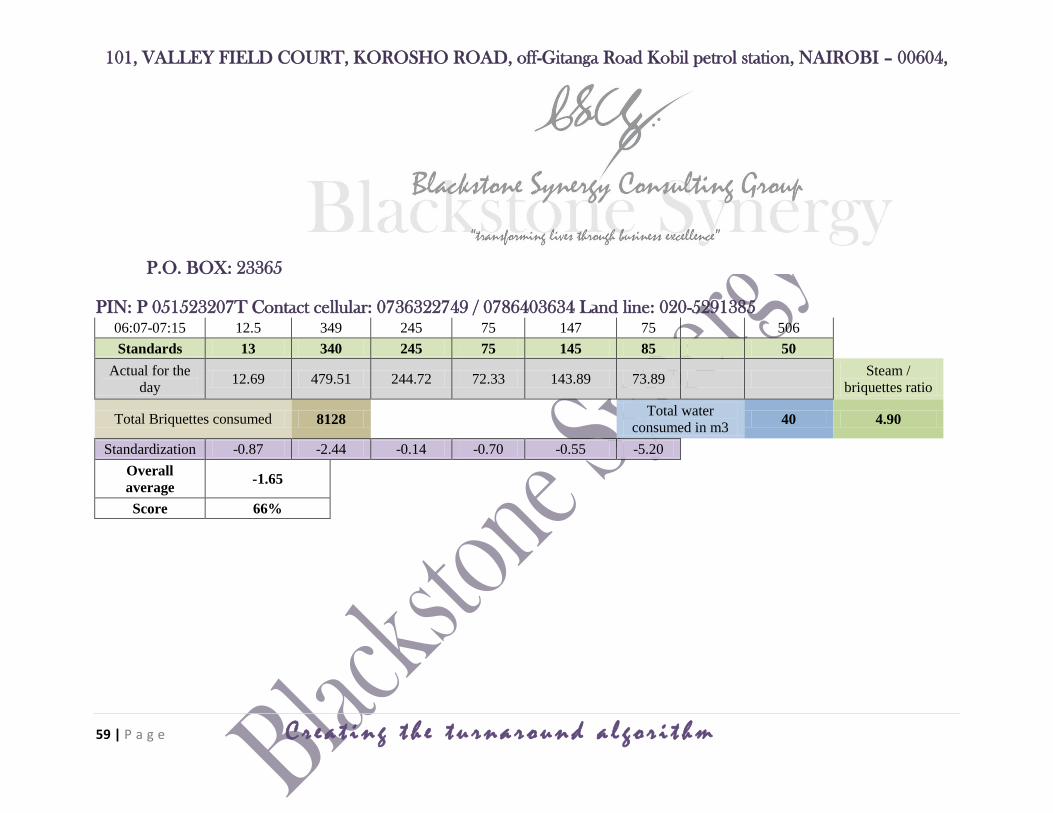
d) An extract of the daily process control on the boiler is illustrated hereunder.
e) Normalization of data is done for the standardization process to establish the impact
of each of the parameters.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
58 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Timeline Pressure in
bars
Briquettes
in Kgs.
Flue gas
temp. -in
Flue gas
temp. -
out
Economizer
temp.
Water
temp.
Ashes
in kgs.
Water
meter
reading
07:45-09:30 12.5 503 244 73 142 74 466
09:30-10:35 13 433 245 69 143 70 62 469
10:35-11:55 13 444 245 75 145 75 471
11:35-13:30 13 447 245 73 145 76 473
13:30-14:45 12.5 492 245 71 140 72 475
14:45-15:20 12.5 517 245 73 142 72 44 478
15:20-17:20 13 542 245 60 142 69 481
17:20-18:20 13 563 240 70 142 72 484
18:20-19:55 12 546 242 72 143 73 485
19:55-21:00 13 497 244 75 143 76 488
21:00-22:40 13 499 246 74 147 75 489
22:40-00:54 12.5 477 245 69 147 72 493
00:54:01:56 12 488 245 76 145 76 497
01:56-03:00 12.5 590 244 73 145 71 98 499
03:00-04:40 13 456 245 74 143 73 501
04:40-06:07 12.5 448 250 75 144 74 504
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
59 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
06:07-07:15 12.5 349 245 75 147 75 506
Standards 13 340 245 75 145 85 50
Actual for the
day 12.69 479.51 244.72 72.33 143.89 73.89
Steam /
briquettes ratio
Total Briquettes consumed 8128
Total water
consumed in m3 40 4.90
Standardization -0.87 -2.44 -0.14 -0.70 -0.55 -5.20
Overall
average -1.65
Score 66%
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
60 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
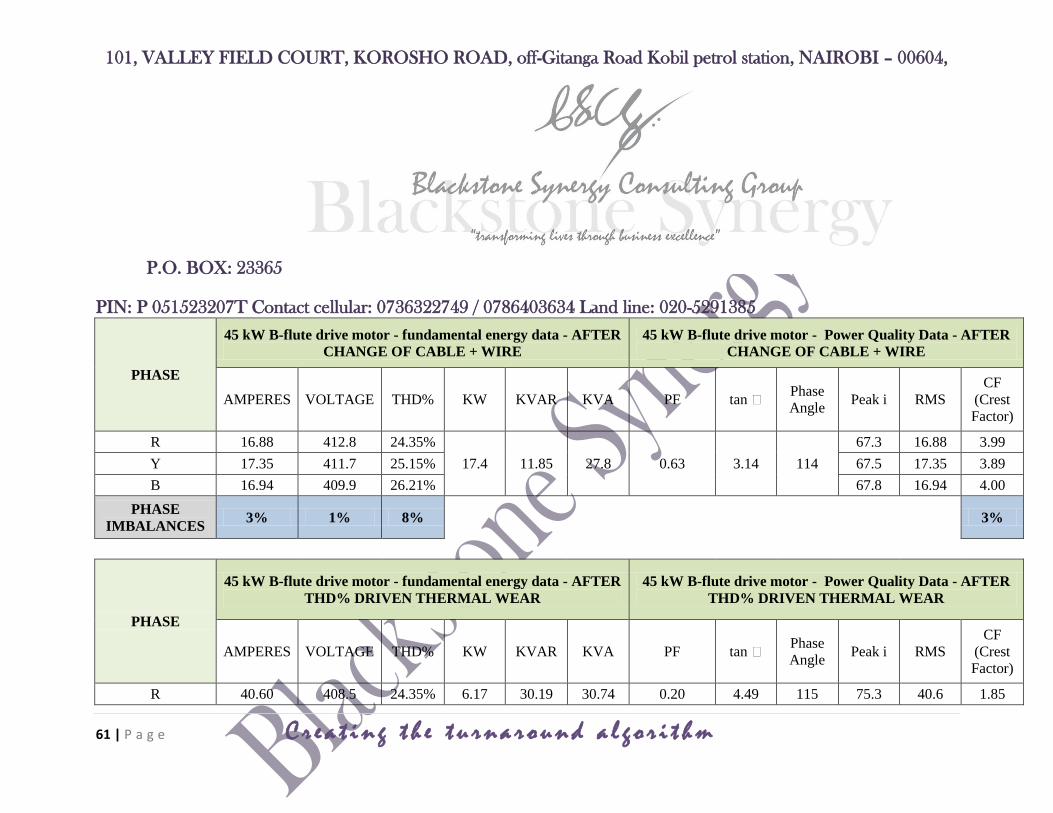
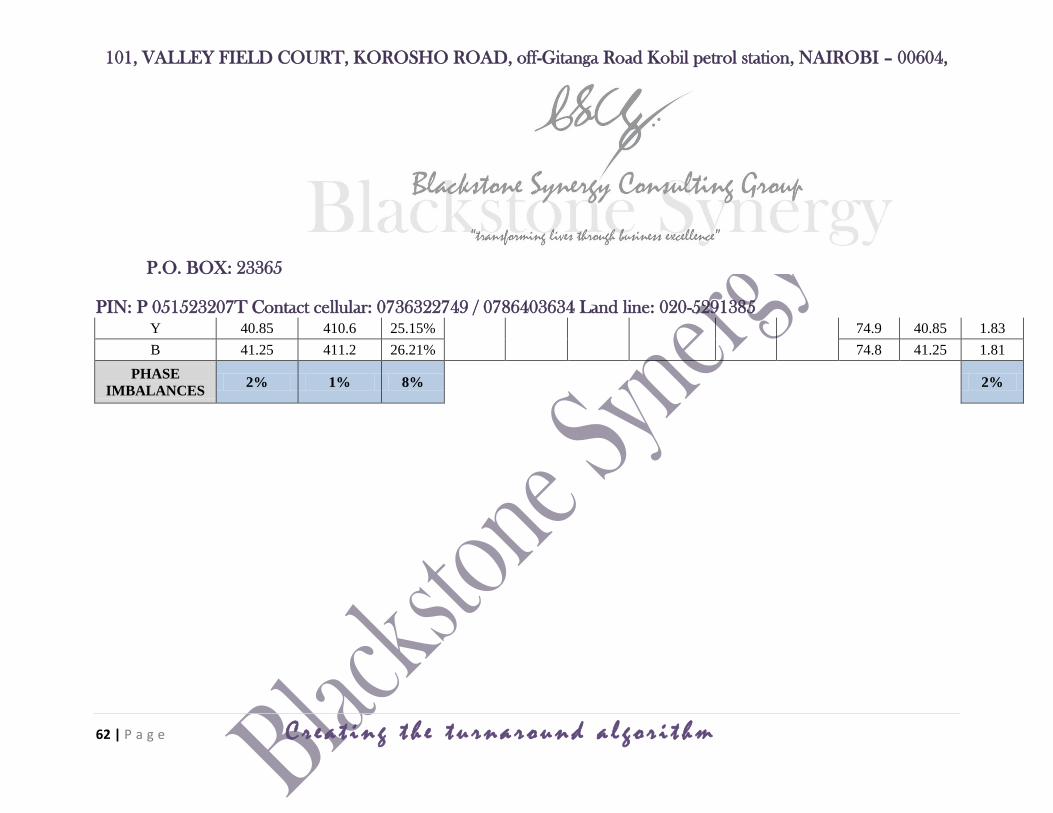
7. Best practices for non-linear loads:
a) The THD% is extremely high in all the non-linear loads like the AC drives.
b) The element of wear is evident from the following table THAT SHOWCASES THE 45
kW B-flute drive motor:
Inferences from the case study:
a) Harmonic distortion is a drain on the energy waste and the proportion can be explosive at a time when
the mechanical loads are high.
b) Thermal wear and onset of impedance are the main factors that define the deterioration in the quality of
the load transmitted.
c) Unchecked proliferation can be disastrous from an energy conservation perspective as also in the
context of drive quality and process controls.
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
61 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
PHASE
45 kW B-flute drive motor - fundamental energy data - AFTER
CHANGE OF CABLE + WIRE
45 kW B-flute drive motor - Power Quality Data - AFTER
CHANGE OF CABLE + WIRE
AMPERES VOLTAGE THD% KW KVAR KVA PF tan Phase
Angle Peak i RMS
CF
(Crest
Factor)
R 16.88 412.8 24.35%
17.4 11.85 27.8 0.63 3.14 114
67.3 16.88 3.99
Y 17.35 411.7 25.15% 67.5 17.35 3.89
B 16.94 409.9 26.21% 67.8 16.94 4.00
PHASE
IMBALANCES 3% 1% 8%
3%
PHASE
45 kW B-flute drive motor - fundamental energy data - AFTER
THD% DRIVEN THERMAL WEAR
45 kW B-flute drive motor - Power Quality Data - AFTER
THD% DRIVEN THERMAL WEAR
AMPERES VOLTAGE THD% KW KVAR KVA PF tan Phase
Angle Peak i RMS
CF
(Crest
Factor)
R 40.60 408.5 24.35% 6.17 30.19 30.74 0.20 4.49 115 75.3 40.6 1.85
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
62 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Y 40.85 410.6 25.15% 74.9 40.85 1.83
B 41.25 411.2 26.21% 74.8 41.25 1.81
PHASE
IMBALANCES 2% 1% 8%
2%
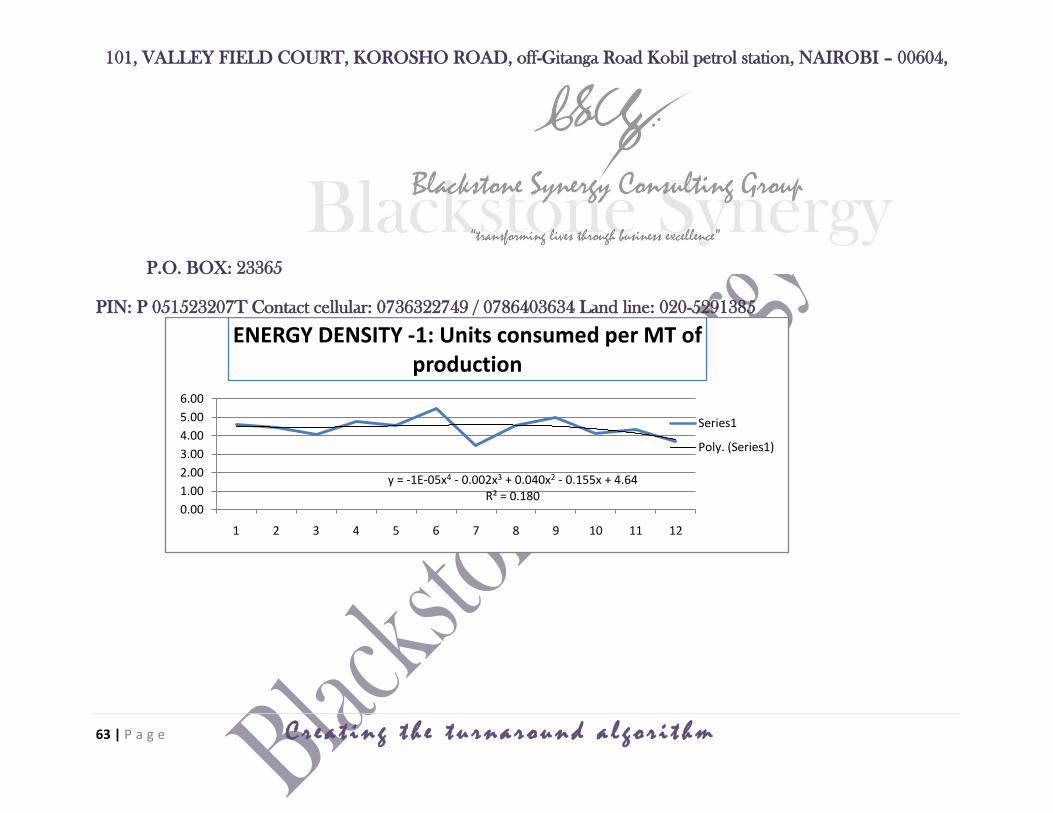
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
63 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
y = -1E-05x4 - 0.002x3 + 0.040x2 - 0.155x + 4.64R² = 0.180
0.00
1.00
2.00
3.00
4.00
5.00
6.00
1 2 3 4 5 6 7 8 9 10 11 12
ENERGY DENSITY -1: Units consumed per MT of production
Series1
Poly. (Series1)
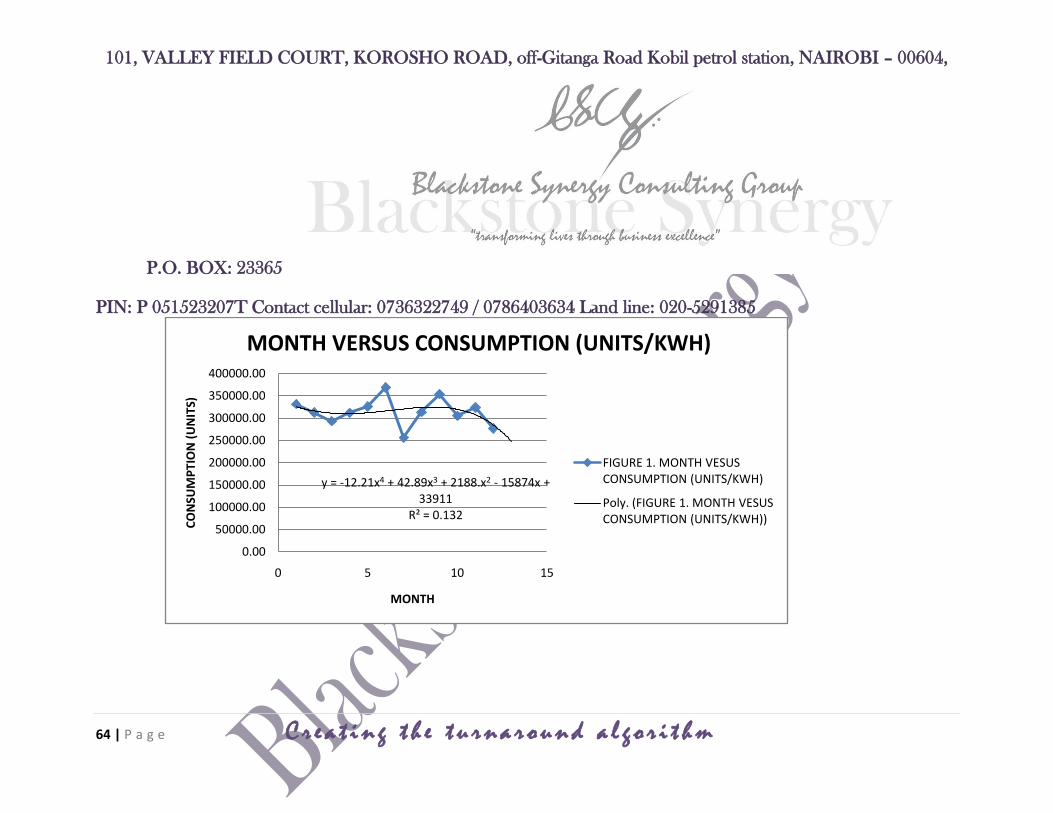
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil petrol station, NAIROBI – 00604,
P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-5291385
64 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
y = -12.21x4 + 42.89x3 + 2188.x2 - 15874x + 33911
R² = 0.132
0.00
50000.00
100000.00
150000.00
200000.00
250000.00
300000.00
350000.00
400000.00
0 5 10 15
CO
NSU
MP
TIO
N (
UN
ITS)
MONTH
MONTH VERSUS CONSUMPTION (UNITS/KWH)
FIGURE 1. MONTH VESUS CONSUMPTION (UNITS/KWH)
Poly. (FIGURE 1. MONTH VESUS CONSUMPTION (UNITS/KWH))
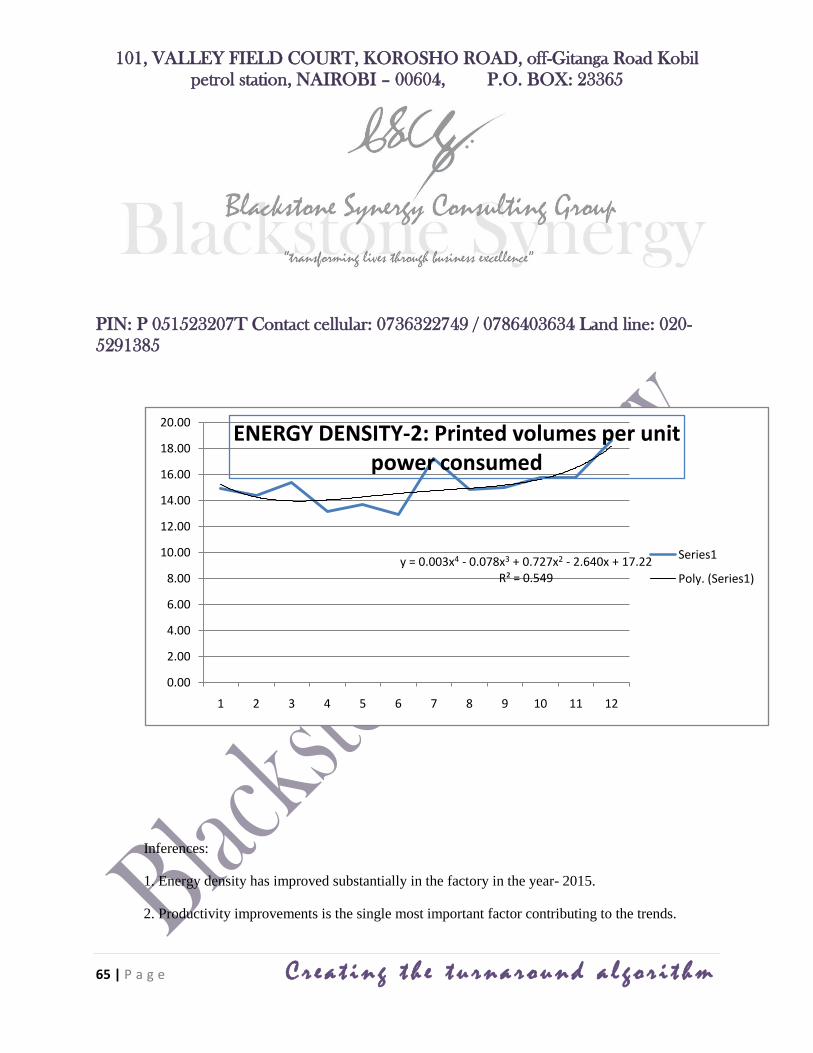
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
65 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Inferences:
1. Energy density has improved substantially in the factory in the year- 2015.
2. Productivity improvements is the single most important factor contributing to the trends.
y = 0.003x4 - 0.078x3 + 0.727x2 - 2.640x + 17.22R² = 0.549
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
18.00
20.00
1 2 3 4 5 6 7 8 9 10 11 12
ENERGY DENSITY-2: Printed volumes per unit power consumed
Series1
Poly. (Series1)
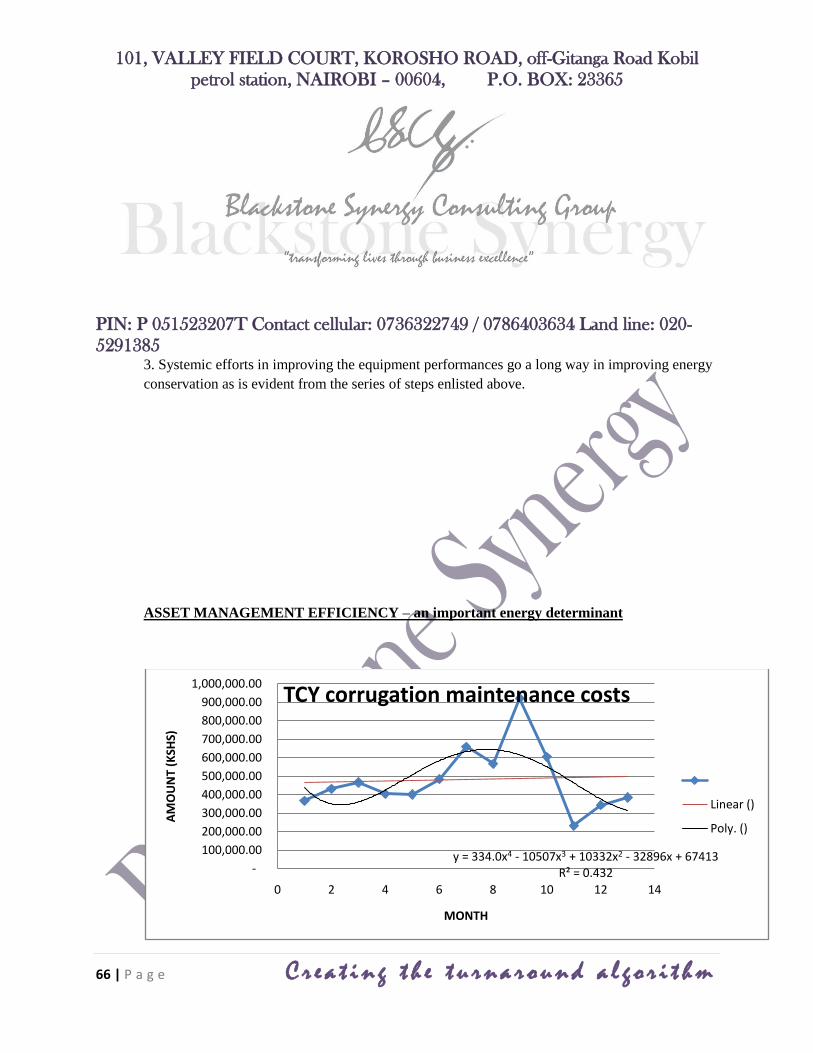
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
66 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
3. Systemic efforts in improving the equipment performances go a long way in improving energy
conservation as is evident from the series of steps enlisted above.
ASSET MANAGEMENT EFFICIENCY – an important energy determinant
y = 334.0x4 - 10507x3 + 10332x2 - 32896x + 67413R² = 0.432-
100,000.00
200,000.00
300,000.00
400,000.00
500,000.00
600,000.00
700,000.00
800,000.00
900,000.00
1,000,000.00
0 2 4 6 8 10 12 14
AM
OU
NT
(KSH
S)
MONTH
TCY corrugation maintenance costs
Linear ()
Poly. ()
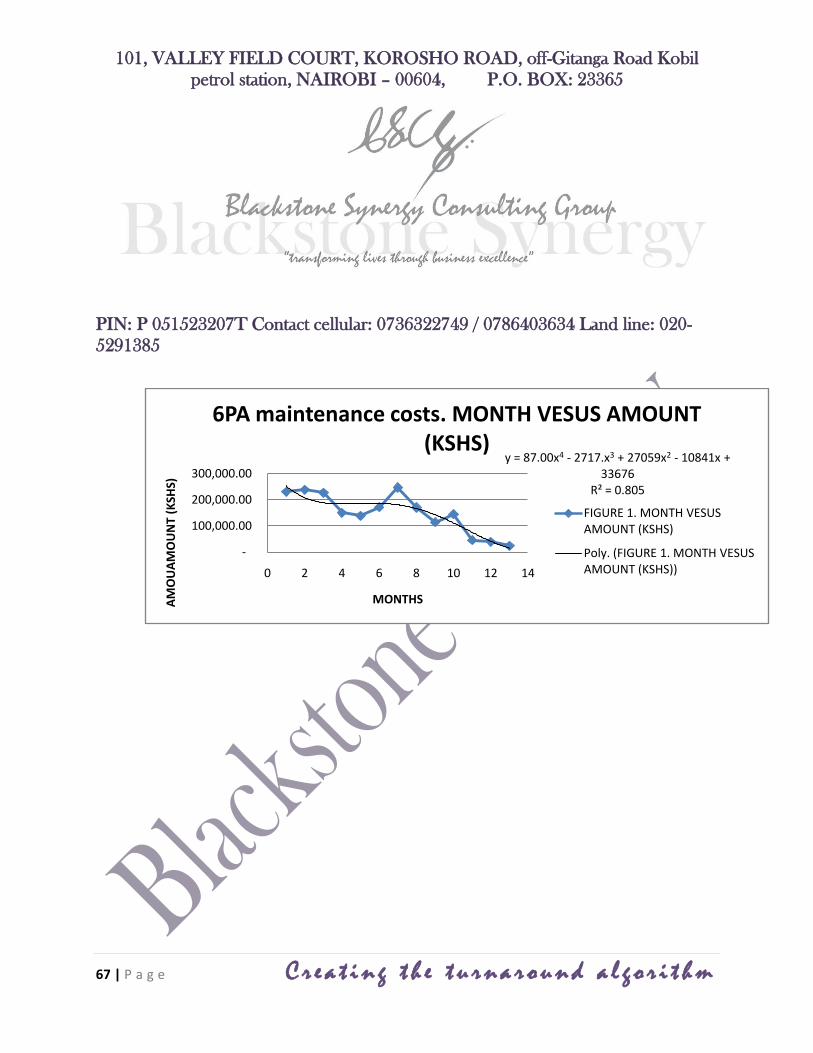
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
67 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
y = 87.00x4 - 2717.x3 + 27059x2 - 10841x + 33676
R² = 0.805
-
100,000.00
200,000.00
300,000.00
0 2 4 6 8 10 12 14
AM
OU
AM
OU
NT
(KSH
S)
MONTHS
6PA maintenance costs. MONTH VESUS AMOUNT (KSHS)
FIGURE 1. MONTH VESUS AMOUNT (KSHS)
Poly. (FIGURE 1. MONTH VESUS AMOUNT (KSHS))
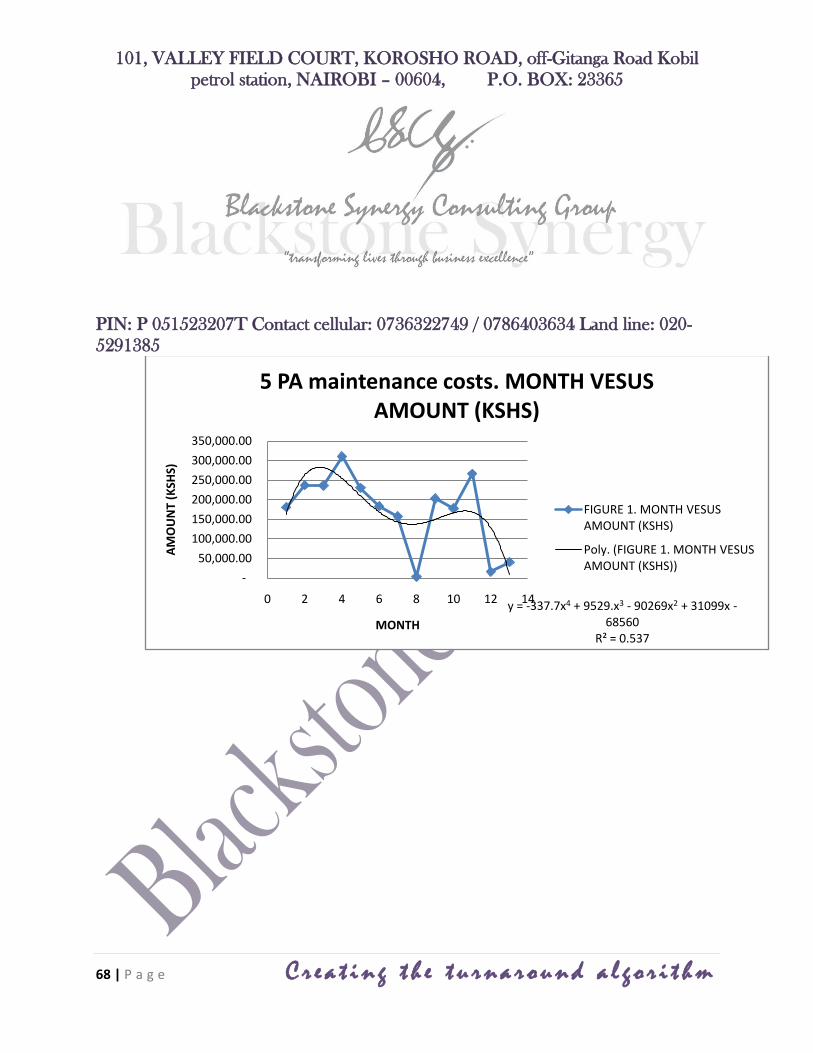
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
68 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
y = -337.7x4 + 9529.x3 - 90269x2 + 31099x -68560
R² = 0.537
-
50,000.00
100,000.00
150,000.00
200,000.00
250,000.00
300,000.00
350,000.00
0 2 4 6 8 10 12 14
AM
OU
NT
(KSH
S)
MONTH
5 PA maintenance costs. MONTH VESUS AMOUNT (KSHS)
FIGURE 1. MONTH VESUS AMOUNT (KSHS)
Poly. (FIGURE 1. MONTH VESUS AMOUNT (KSHS))
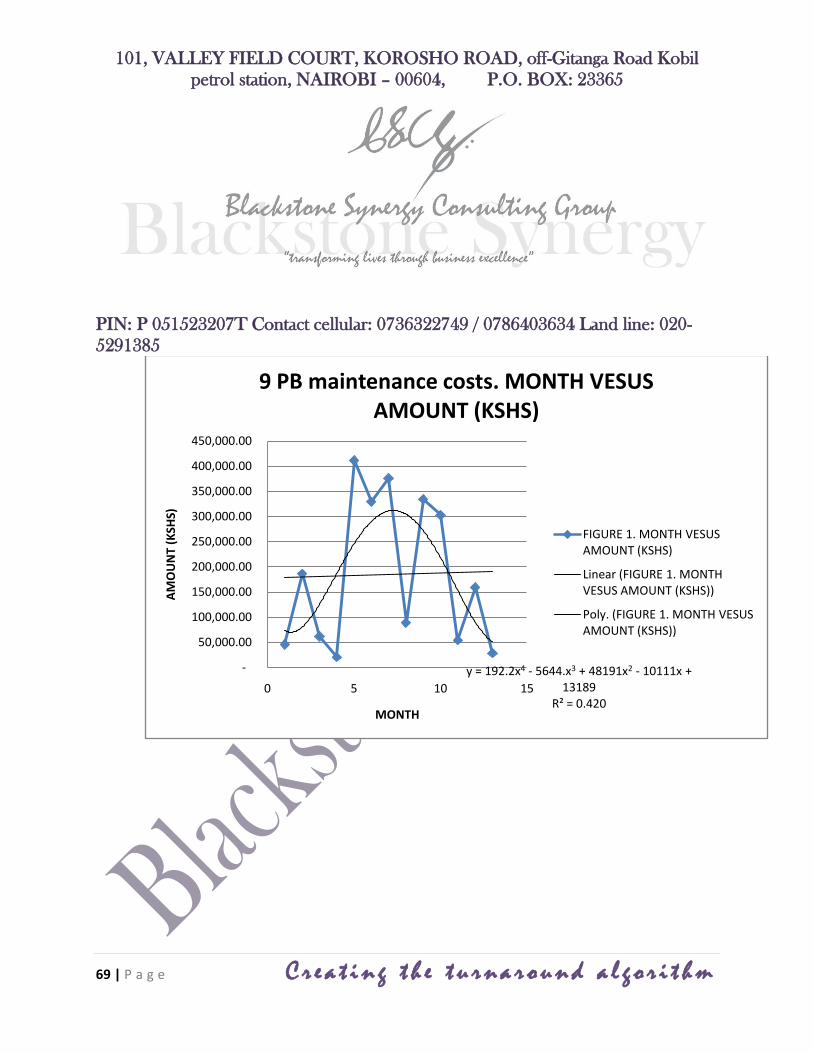
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
69 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
y = 192.2x4 - 5644.x3 + 48191x2 - 10111x + 13189
R² = 0.420
-
50,000.00
100,000.00
150,000.00
200,000.00
250,000.00
300,000.00
350,000.00
400,000.00
450,000.00
0 5 10 15
AM
OU
NT
(KSH
S)
MONTH
9 PB maintenance costs. MONTH VESUS AMOUNT (KSHS)
FIGURE 1. MONTH VESUS AMOUNT (KSHS)
Linear (FIGURE 1. MONTH VESUS AMOUNT (KSHS))
Poly. (FIGURE 1. MONTH VESUS AMOUNT (KSHS))
101, VALLEY FIELD COURT, KOROSHO ROAD, off-Gitanga Road Kobil
petrol station, NAIROBI – 00604, P.O. BOX: 23365
PIN: P 051523207T Contact cellular: 0736322749 / 0786403634 Land line: 020-
5291385
70 | P a g e C r e a t i n g t h e t u r n a r o u n d a l g o r i t h m
Conclusions:
1. Any corrugation plant can improve substantially through a host of measures designed
scientifically.
2. Engineering principles and mathematics are the key functional areas of intervention to achieve
lasting success.
3. The connect to spirituality is the nucleus of all initiatives in the material plane.
Warm regards
Debashish Banerjee
CEO –Blackstone Synergy Consulting group Limited,
Nairobi- 00604, Kenya
Contact cell: 0786 403 634 / 0736 322 749
Dated ; 16th
of May, 2016.





























