Embed Size (px)
Citation preview
Wear, 87 (1983) 251 - 260 251
WIDERSTAND GEGEN ABRASIVEN VERSCHLEISS UND DYNAMISCHE BRUCHZliHIGKEIT WEISSER VANADINGUSSEISEN
1. KATAVIk
Technische Fakulttit, Universitiit Rijeka, Rijeka (Jugoslawien)
H. UETZ und K. SOMMER
Staatliche Materialpriifungsanstalt, Uniuersittit Stuttgart (B. R. D.)
(Eingegangen am 10. September 1982)
Zusammenfassung
In der Arbeit wird das Verschleissverhalten bei Abrasiv-Gleitbean- spruchung, die Gefiigeausbildung und die dynamische Bruchzihigkeit von 6% V und 4% V Gusseisen vorgestellt. In dem Verschleisssystem mit hartem Abrasivkorn (Siliziumkarbid) verursacht steigender Austenitanteil im Gefiige sowohl eine Erhijhung der dynamischen Bruchzahigkeit als such des Ver- schleisswiderstandes. In den Systemen mit weniger harten Abrasivkijrnern (z.B. Flint, Granat) zeigen diese Legierungen eine Kombination von hoher Bruchzahigkeit und hohem Verschleisswiderstand. Die Vanadingusseisen mit vorwiegend austenitischer Matrix weisen im Vergleich zu einem mitgepriiften Chromgusseisen giinstigere Werte sowohl hinsichtlich der dynamischen Bruchzahigkeit als such des Verschleisswiderstandes auf.
Summary
The wear behaviour under abrasive sliding loading, the structure and dynamic fracture toughness of white cast iron containing (4 - 6)s V are considered in this paper. In wear systems containing hard abrasive particles (silicon carbide), the dynamic fracture toughness and wear resistance increase with increasing austenite content in the structure. In systems with less hard abrasive particles (e.g. flint, garnet) these alloys exhibit a combina- tion of high fracture toughness and high wear resistance. The vanadium- alloyed white cast irons with a predominantly austenitic matrix show more favourable values with respect to both dynamic fracture toughness and wear resistance in comparison with a simultaneously tested chromium white cast iron.
0043-1648/83/0000-0000/$03.00 0 Elsevier Sequoia/Printed in The Netherlands
352
1. Einleitung
Die Verminderung des Abrasivverschleisses wird in der Technik vor allem durch die Verwendung geeigneter Werkstoffe fur Werkzeuge und Konstruktionsteile erreicht. Von diesen Teilen wird verlangt, dass sie die vorgesehene Funktion miiglichst lange ausuben und gleichzeitig wirkenden statischen oder dynamischen Beanspruchungen gewachsen sind. Wirtschaft- lichkeitsbetrachtungen sind ebenfalls notwendig.
Harte Cr-Mo- und Cr-Ni-Gusseisen sind bekannt durch den Widerstand
gegen abrasiven Verschleiss. Mehrere Untersuchungen haben einen Zusammenhang einerseits zwischen Verschleissverhalten und Gefuge als such andererseits zwischen Bruchzahigkeit und Gefiige dieser Legierungen gezeigt. Versuche mit Chromgusseisen erbrachten, dass der Zusatz weiterer Legierungselemente den Versch~eisswiderstand nicht wesenthch erhijht [ 11. Jedoch weisen mit Vanadin legierte Gusseisen (12% V beziehungsweise 6% V) im Vergleich zu Chromgusseisen einen hijheren Widerstand gegen Abrasiv- gleitverschleiss auf [2, 31. Weitere Angaben hieriiber sind sparlich. Ziel dieser Arbeit war es, den Einfluss der chemischen Zusammensetzung und der Gefiigeausbildung auf den Abrasivgleitverschleiss und auf die dynamische Bruchz~higkeit von Vanadin~sseisen zu untersuchen. Einbezogen wurden Legierungen mit 6% V und 4% V, wobei das Dreistoffsystem Fe-V-C als Grundlage diente [ 41.
2. Versuchsdurchfiihrung
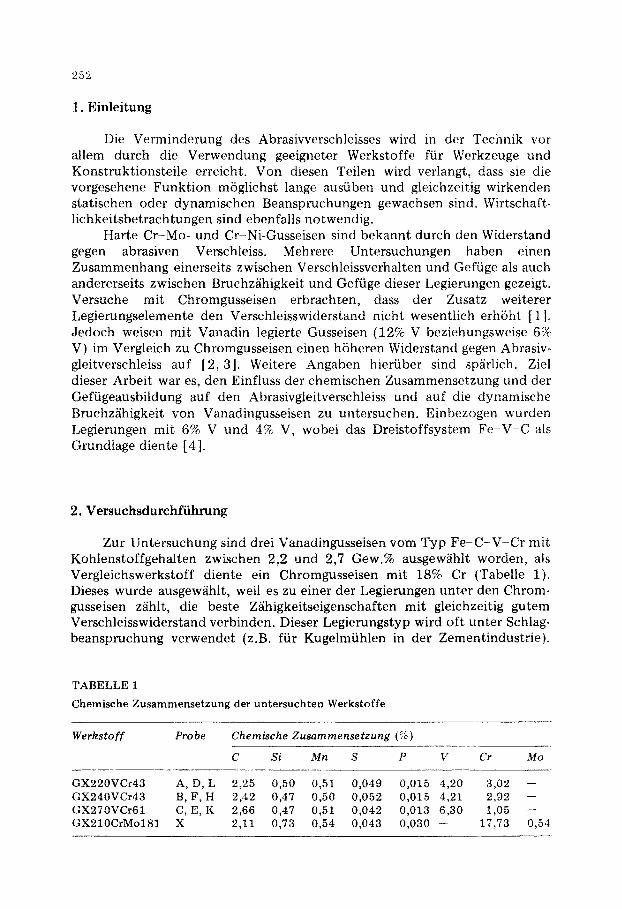
Zur Untersuchung sind drei Vanadin~sseisen vom Typ Fe-C-V-Cr mit Kohlenstoffgeh~ten zwischen 2,2 und 2,7 Gew.% ausgewahlt worden, als Vergleichswerkstoff diente em Chromgusseisen mit 18% Cr (Tabelle 1). Dieses wurde ausgewahlt, weil es zu einer der Legierungen unter den Chrom- gusseisen zlhlt, die beste Zahigkeitseigenschaften mit gleichzeitig gutem Verschleisswiderstand verbinden. Dieser Legierungstyp wird oft unter Schlag- beanspruchung verwendet (z.B. fur Kugelmiihlen in der Zementindustrie).
TABELLE 1
Chemische Zusammensetzung der untersuchten Werkstoffe
-
Werksto ff Pro be Chemische Zusammensetzung (%)
c Si Mn S P V Cr MO
GX220VCr43 A, D, L 2,25 0,50 0,51 0,049 0,015 4,20 3,02 - GX240VCr43 B, F, H 2,42 0,47 0,50 0,052 0,015 4,21 2,92 - GX270VCr61 C, E, K 2,66 0,47 0,51 0,042 0,013 6,30 1,05 - GX210CrMol81 X 2,ll 0,73 0,54 0,043 0,030 - 17,73 0,54
253
Die Gusseisen wurden in einem Induktionsofen mit saurer Zustellung ohne Schutzgasatmosphare erschmolzen und als 25 mm Y-BlBcke in Sand- formen abgegossen.
Versuchsdurchfiihrung und Auswertung der dynamischen Bruchzahig- keitsversuche erfolgte nach ASTM E 399-78. Gekerbte 10 mm X 10 mm X 55 mm Proben ohne Erm~dungsrisse wurden bei einer ~eansp~~hungsge- schwindigkeit von 5 m s-’ im instrumentierten Kerbschlagbiegeversuch gepriift. Die Proben wurden aus Y-B&ken so entnommen, dass die Kerbe parallel zur Dendritenhauptachse verlauft. Bei einer solchen Anordnung treten die niedrigsten Bruchzahigkeitswerte auf [5]. Die Proben wurden vorgekerbt und der Kerbradius funkenerosiv eingebracht, Die dynamische Bruchzahigkeit k’in wurde als Mittelwert aus jeweils zwei bis drei Einzel- messungen errechnet.
Die Priifung des Abrasiv-Gleitverschleisses ist nach dem Schleifpapier- verfahren durchgeftihrt worden [6]. Zylindrische Proben von 9,9 mm Durch- messer wurden aus den gepriiften Kerbschlagbiegeproben entnommen. Die abrasiven Minerale der verwendeten Schleifpapiere Flint 80, Granat 80 und Siliziumkarbid 80 decken einen Hlrtebereich von 930 bis 2700 HV 0,05 ab. Der Verschleiss ist durch Massenabnahme der Proben ermittelt worden. Aus dem Verhiltnis des Verschleisses von Stahl St37 und des Verschleisses der gepriiften Legierungen ergab sich der relative Vers~hleisswiderstand.
Das Schleifpapierverfahren, bei dem ausgesprochene “Gegenkijrper- furchung” stattfindet, hat beziiglich der ubertragbarkeit der Ergebnisse auf Bauteile Grenzen [ 7, 81. Es wird hier als vergleichende Priifung eingesetzt.
3. WSirmebehandiung und Gefiige der Gusseisen
Tabelle 2 gibt die zur Beeinflussung des Grundgefiiges der an den Guss- eisen durchgefiihrten W%-mebehandlungen wieder, Aufgrund von Vorver- suchen wurde Abschrecken in & und Anlassen auf 180 “C fur Vanadinguss- eisen als optimal festgestellt. Abbildungen l(a) - l(d) zeigen typische Gefiige der untersuchten Gusseisen. Im Gusszustand hatten die Vanadingusseisen perlitische Matrix. Naeh der Wlrmebehandlung besteht das Grundgefiige aus Martensit und Austenit. Der Anteil der Karbide wurde durch das com- pute~nterst~tzte Schnittlinienverfahren ermittelt und reichte (iiber alle
TABELLE 2
WCrmebehandlung der untersuchten Werkstoffe
Probe Wiirmebehandfung
A, B, C D, F, E
1080 “C, 40 min,_& + 180 “C!, 4 h, Ofen 960 “C, 40 min, 01 + 180 “C, 4 Ofen h,
L, H, K 870 “C, 40 min, 61 + 180 “C, 4 Ofen h, X 1010 “C, 2 h, Luft + “C, 210 4 h, Ofen
(a)
(cl (d)
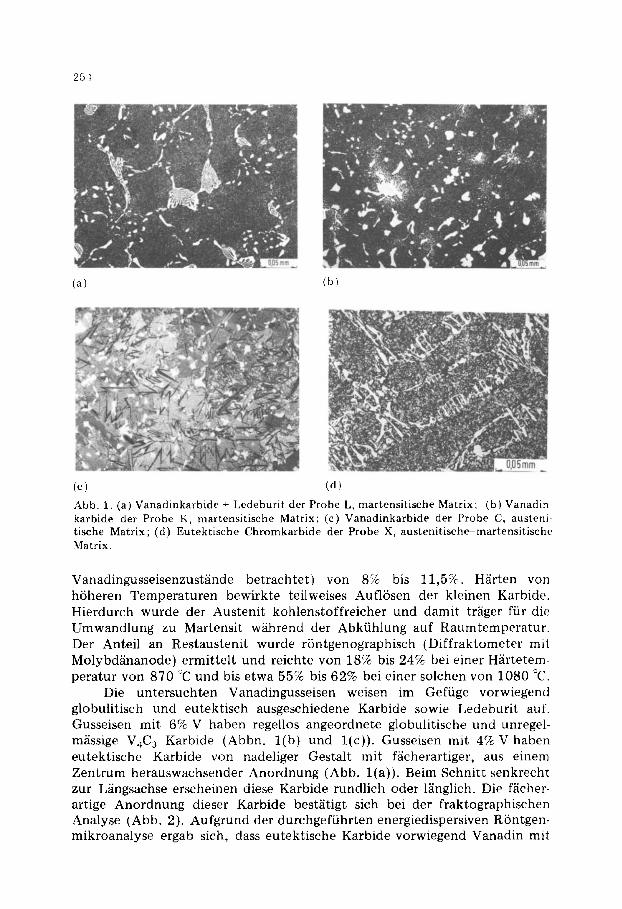
Abb. 1. (a) Vanadinkarbide + Ledeburit der Probe L, martensitische Matrix; (b) Vanadin-
karbide der Probe K, martensitische Matrix; (c) Vanadinkarbide der Probe C, austeni- tische Matrix; (d) Eutektische Chromkarbide der Probe X, austenitische-martensitische
Matrix.
Vanadingusseisenzustgnde betrachtet) von 8% bis 11,5R, Hirten von hijheren Temperaturen bewirkte teilweises Auf&en der kleinen Karbide. Hierdurch wurde der Austenit kohlenstoffreicher und damit trager fiir die
Umwandlung zu Martensit wtihrend der Abkiihlung auf Raumtemperatur. Der Anteil an Restaustenit wurde rijntgenographisch (Diffraktometer mit
Molybdtinanode) ermittelt und reichte von 18% bis 24% bei einer Hgrtetem-
peratur von 870 “C und bis etwa 55 3% bis 62% bei einer solchen von 1080 “C. Die untersuchten Vanadingusseisen weisen im Gefiige vorwiegend
globulitisch und eutektisch ausgeschiedene Karbide sowie Ledeburit auf. Gusseisen mit 6% V haben regellos angeordnete globulitische und unregel- m&sige V& Karbide (Abbn. l(b) und l(c)). Gusseisen mit 4% V haben
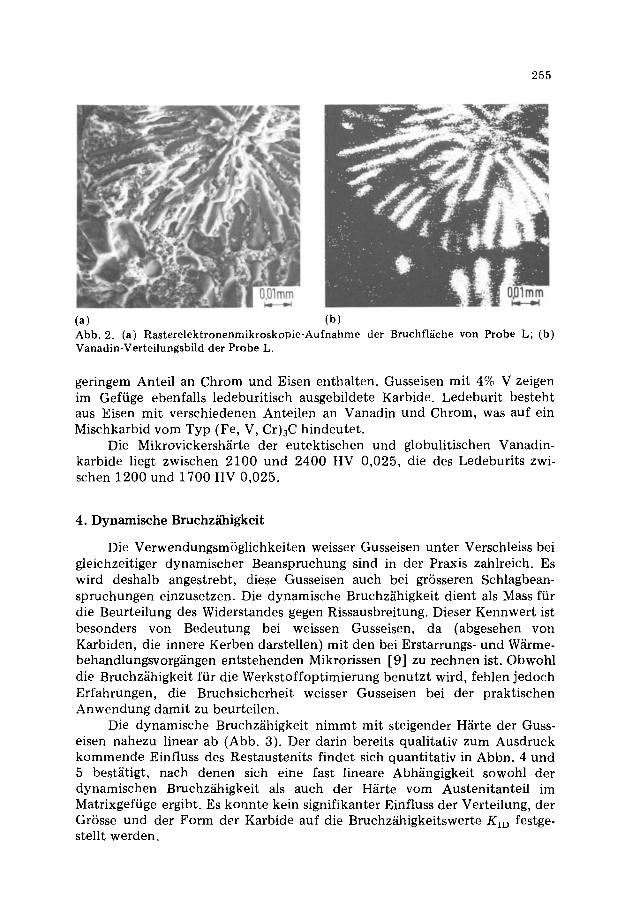
eutektische Karbide von nadeliger Gestalt mit facherartiger, aus einem Zentrum herauswachsender Anordnung (Abb. l(a)). Beim Schnitt senkrecht zur Ltingsachse erscheinen diese Karbide rundlich oder Einglich. Die fgcher- artige Anordnung dieser Karbide besttitigt sich bei der fraktographischen Analyse (Abb. 2). Aufgrund der durchgeftihrten energiedispersiven Rijntgen- mikroanalyse ergab sich, dass eutektische Karbide vorwiegend Vanadin mit
255
(a) (b) Abb. 2. (a) Rasterelektronenmikroskopie-Aufnahme der Bruchflgche von Probe L; (b) Vanadin-Verteilungsbild der Probe L.
geringem Anteil an Chrom und Eisen enthalten. Gusseisen mit 4% V zeigen im Gefiige ebenfalls ledeburitisch ausgebildete Karbide. Ledeburit besteht aus Eisen mit verschiedenen Anteilen an Vanadin und Chrom, was auf ein Mischkarbid vom Typ (Fe, V, Cr)sC hindeutet.
Die Mikrovickersharte der eutektischen und globulitischen Vanadin- karbide liegt zwischen 2100 und 2400 HV 0,025, die des Ledeburits zwi- schen 1200 und 1700 HV 0,025.
4. Dynamische Bruchzaigkeit
Die Verwendungsmijglichkeiten weisser Gusseisen unter Verschleiss bei gleichzeitiger dynamischer Beanspruchung sind in der Praxis zahlreich. Es wird deshalb angestrebt, diese Gusseisen such bei grosseren Schlagbean- spruchungen einzusetzen. Die dynamische Bruchzahigkeit dient als Mass fur die Beurteilung des Widerstandes gegen Rissausbreitung. Dieser Kennwert ist besonders von Bedeutung bei weissen Gusseisen, da (abgesehen von Karbiden, die innere Kerben darstellen) mit den bei Erstarrungs- und Warme- behandlungsvorglngen entstehenden Mikrorissen [ 91 zu rechnen ist. Obwohl die Bruchzahigkeit fur die Werkstoffoptimierung benutzt wird, fehlen jedoch Erfahrungen, die Bruchsicherheit weisser Gusseisen bei der praktischen Anwendung damit zu beurteilen.
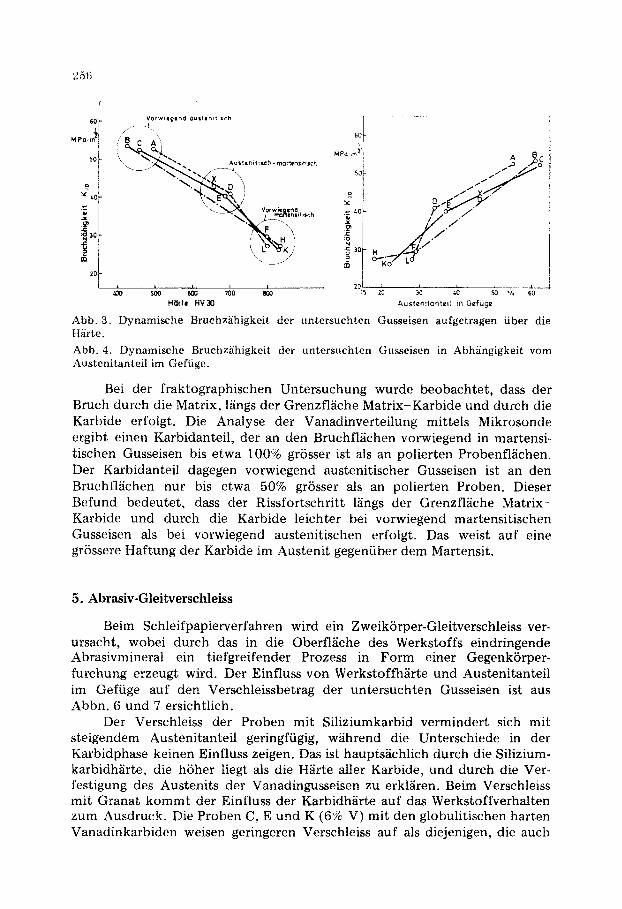
Die dynamische Bruchzahigkeit nimmt mit steigender Harte der Guss- eisen nahezu linear ab (Abb. 3). Der darin bereits qualitativ zum Ausdruck kommende Einfluss des Restaustenits findet sich quantitativ in Abbn. 4 und 5 bestatigt, nach denen sich eine fast lineare Abhangigkeit sowohl der dynamischen Bruchzahigkeit als such der Harte vom Austenitanteil im Matrixgefiige ergibt. Es konnte kein signifikanter Einfluss der Verteilung, der Grosse und der Form der Karbide auf die Bruchzahigkeitswerte Km festge- stellt werden.
/ 100 5#0 640 700 em %-se--- ‘0 30 50 .I* 60
wirtr HVXI A”stenltanteli in Gefuge
Abb. 3. Dynamische BruchzChigkeit der untersuchten Gusseisen aufgetragen iiber die Htirte.
Abb. 4. Dynamische BruchzChigkeit der untersuchten Gusseisen in Abhangigkeit vom Austenitanteil im Gefiige.
Bei der fraktographischen Untersuchung wurde beobachtet, dass der Bruch durch die Matrix, Rings der Grenzfhiche Matrix-Karbide und durch die Karbide erfolgt. Die Analyse der Vanadinvertei~ung mittels ~ikrosonde ergibt einen Karbidanteil, der an den Bruchflachen vorwiegend in martensi- tischen Gusseisen bis etwa 100% grosser ist als an polierten Probenflachen. Der Karbidanteil dagegen vorwiegend austenitischer Gusseisen ist an den Bruchflachen nur bis etwa 50% grtisser als an polierten Proben. Dieser Befund bedeutet, dass der Rissfortschritt llngs der Grenzfltiche Matrix- Karbide und durch die Karbide leichter bei vorwiegend martensitischen Gusseisen als bei vorwiegend austenitischen erfolgt. Das weist auf eine grijssere Haftung der Karbide im Austenit gegeniiber dem Martensit.
5. Abrasiv-Gleitverschleiss
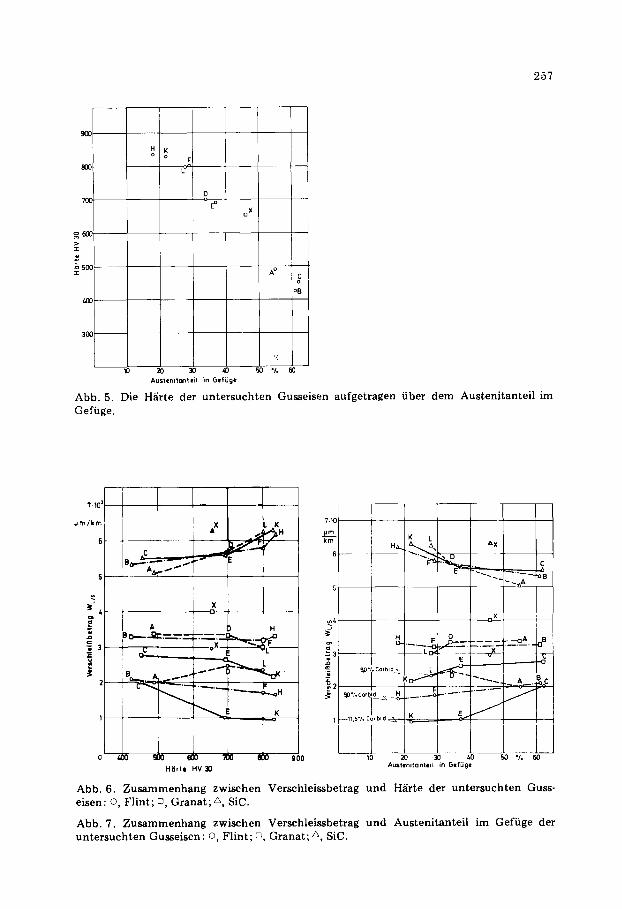
Beim Schleifpapierverfahren wird ein Zweikiirper-Gleitverschleiss ver- ursacht, wobei durch das in die Oberfltiche des Werkstoffs eindringende Abrasivmineral ein tiefgreifender Prozess in Form einer Gegenkorper- furchung erzeugt wird. Der Einfluss von Werkstof~~rte und Austenitanteil im Gefiige auf den Verschleissbetrag der untersuchten Gusseisen ist aus Abbn. 6 und 7 ersichtlich.
Der Verschleiss der Proben mit Siliziumkarbid vermindert sich mit steigendem Austenitanteil geringfiigig, wtihrend die Unterschiede in der Karbidphase keinen Einfluss zeigen. Das ist hauptslchlich durch die Silizium- karbidharte, die htiher liegt als die Harte aller Karbide, und durch die Ver- festigung des Austenits der Vanadin~~eisen zu erkllren. Beim Verschleiss mit Granat kommt der Einfluss der Karbidharte auf das ~Verkstoffverh~ten zum Ausdruck. Die Proben C, E und K (6% V) mit den globulitischen harten Vanadinkarbiden weisen geringeren Verschleiss auf als diejenigen, die such
257
Abb. 5. Die HZrte der untersuchten Gusseisen aufgetragen iiber dem Austenitanteil im Gefiige.
1 (0’
vmlkm
6
I / I I
0 iDI 5no 600 xl3 600 900
IfbrIe HV a
Abb. 6. Zusammenhang zwischen Verschleissbetrag eisen: 0, Flint; 0, Granat; a, SIC.
Abb. 7. Zusammenhang zwischen Verschleissbetrag untersuchten Gusseisen: 0, Flint; 0, Granat;A, Sic.
und HPrte der untersuchten Guss-
und Austenitanteil im Gefiige der
ledehuritisch ausgebildete Karbide enthalten (Abb. 8). Das ist verstandlich, da die Harte der Granatktirner im Bereich dcxr lcdeburitischcn Karbide liegt. Dariiberhinaus zeigt sich die Tendenz, dass martensitische Gusseisen weniger als austenitischc verschleissen. Bei Flint, dessen H&e niedriger als die der
ledeburitischen Karbide ist, differenzieren sich die Werkstoffe ausgepragt
nach Karbidhtirte und drr Karbidmenge im vorwiegend martensitischen Gefiige. Den niedrigsten Verschleiss erbringen die Proben K und E mit den harten Vanadinkarbiden. Ein derartiger Einfluss der Karbidphase auf den
Verschleiss ist bei den hochaustenitischen Gusseisen nicht vorhanden. Aus
diesen Betrachtungen geht hervor, dass eine Optimierung des Verschleiss- widerstandes der untersuchten Vanadingusseisen haupt&hlich fiir folgende
Falle moglich ist
(1) unter der Wirkung der Abrasivteilchen, deren Hgrte niedriger oder im Bereich der ledeburitischen Karbide liegt, durch hijheren Kohlenstoff-
und Vanadingehalt und durch den steigenden Marttnsitanteil im Gefiige und
(2) unter der Wirkung der harten Abrasivteilchen, deren Htirte im Bereich der Vanadinkarbiden und hijher liegt, durch den steigenden
Austenitanteil im Gefiige. Das vergleichsweise untersuchte Chromgusseisen weist unter allen unter-
suchten Bedingungen haheren Verschleiss auf.
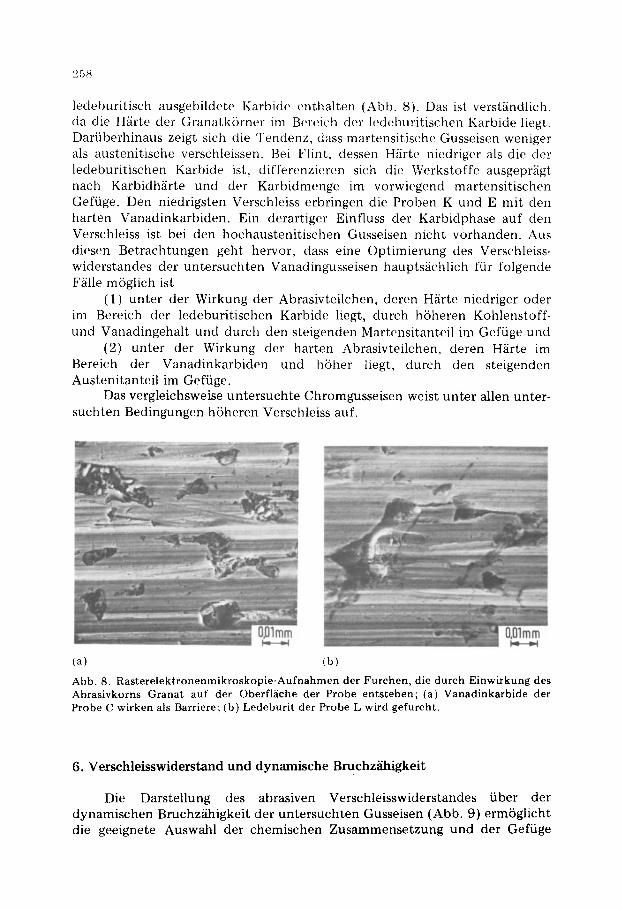
(a) (b)
Abb. 8. Rasterelektronenmikroskopie-Aufnahmen der Furchen, die durch Einwirkung des Abrasivkorns Granat auf der Oberflgche der Probe entstehen; (a) Vanadinkarbide der Probe C wirken als Barriere; (b) Ledeburit der Probe L wird gefurcht.
6. Verschleisswiderstand und dynamische Bruchzaigkeit
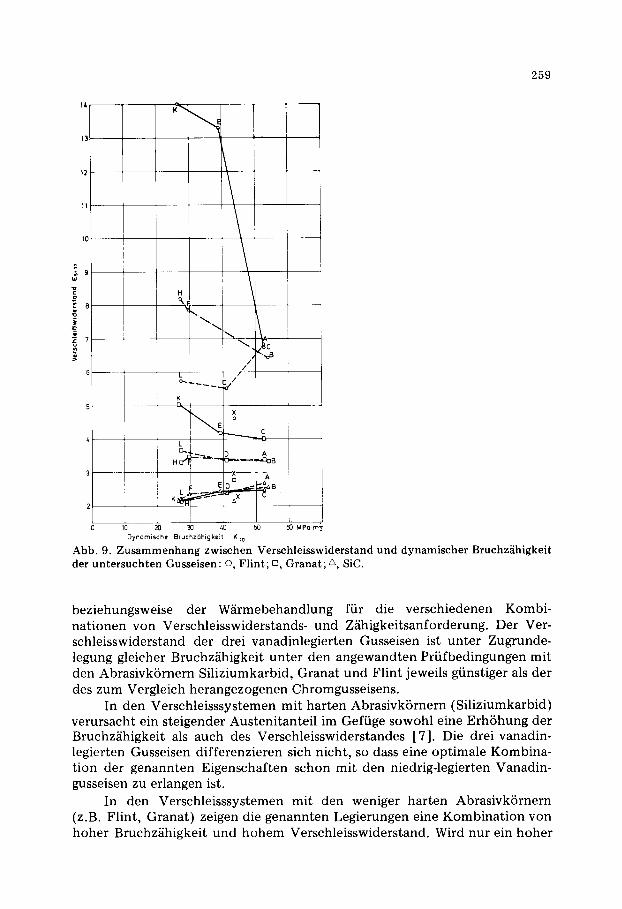
Die Darstellung des abrasiven Verschleisswiderstandes iiber der
dynamischen Bruchztiigkeit der untersuchten Gusseisen (Abb. 9) ermijglicht die geeignete Auswahl der chemischen Zusammensetzung und der Gefiige
259
r’T+fTflJ 0 10 zo 33 LO 50 80 MPo mf
Dynom~sche Bruchrah~ghl K,D Abb. 9. Zusammenhang zwischen Verschleisswiderstand und dynamischer Bruchzlhigkeit der untersuchten Gusseisen: 0, Flint; 0, Granat; A, Sic.
beziehungsweise der Warmebehandlung fur die verschiedenen Kombi-
nationen von Verschleisswiderstands- und Zlhigkeitsanforderung. Der Ver- schleisswiderstand der drei vanadinlegierten Gusseisen ist unter Zugrunde- legung gleicher Bruchzahigkeit unter den angewandten Priifbedingungen mit den Abrasivkijrnern Siliziumkarbid, Granat und Flint jeweils giinstiger als der
des zum Vergleich herangezogenen Chromgusseisens.
In den Verschleisssystemen mit harten Abrasivkiirnern (Siliziumkarbid) verursacht ein steigender Austenitanteil im Gefiige sowohl eine Erhijhung der Bruchzahigkeit als such des Verschleisswiderstandes [ 71. Die drei vanadin- legierten Gusseisen differenzieren sich nicht, so dass eine optimale Kombina- tion der genannten Eigenschaften schon mit den niedrig-legierten Vanadin- gusseisen zu erlangen ist.
In den Verschleisssystemen mit den weniger harten Abrasivkornern (z.B. Flint, Granat) zeigen die genannten Legierungen eine Kombination von hoher Bruchzahigkeit und hohem Verschleisswiderstand. Wird nur ein hoher
260
Verschleisswiderstand gefordert, dann bieten sich Gefiige mit iiberwiegend martensitischer Matrix an. In diesem Fall hebt sich die Legierung mit 6’:; V mit dem hochsten Verschleisswiderstand deutlich ab.
7. Folgerung
Aufgrund von Untersuchungen an drei Vanadingusseisen iiber den Zusammenhang zwischen Verschleissverhalten bei Abrasivgleitbeanspruch- ung, Gefiigeausbildung und dynamischer Bruchzahigkeit wurde ein Schaubild zur Optimierung dieser Werkstoffe vorgestellt. Die Vanadingusseisen mit vorwiegend austenitischer Matrix zeigen im Vergleich zum mitgepriiften Chromgusseisen giinstigere Werte sowohl hinsichtlich des Verschleisswider- standes bei harten Abrasivkijrnern als such hinsichtlich der dynamischen Bruchzahigkeit. Mit iiberwiegend martensitischer Matrix hebt sich die Legierung mit 6% V bei den weniger harten Abrasivkijrnern als besonders widerstandsfahig heraus. Diese verschiedenen Eigenschaftskombinationen macht die Anwendung dieser Legierungen trotz der hohen Kosten von Vanadin in der Praxis interessant.
Dank
Die Autoren danken dem Deutschen Akademischen Austauschdienst und der Selbstverwaltungsgemeinschaft fiir Wissenschaft der Sozialistischen Republik Kroatiens fiir die Forderung dieser Arbeit.
Literatur
1 P. Fremunt, B. Pacal und Z. Rusnak, Vysokolegovana vanadova litina, Sleuarenstvi, 19 (9) (1971) 384 - 387.
2 P. Fremunt, B. Pacal und J. VarhaniEek, 40. Int. Giessereikongr. Moskau, 1973, Vortrag 16.
3 I. Kataviti, Untersuchungen iiber die Beeinflussung des Gefiiges karbidischer Gusseisen
bei abrasiver Verschleissbeanspruchung, Wear, 48 (1978) 35 - 53. 4 E. Houdremont, Handbuch der Sonderstahlkunde, Berlin, 1956.
5 D. E. Diesburg und K. Rohrig, Uber die Risszlhigkeit von Chromgusseisen, Giesserei,
63 (2) (1976) 25 - 31. 6 K. Wellinger und H. Uetz, Gleitverschleiss, Spiilverschleiss, Strahlverschleiss unter der
Wirkung von kijrnigen Stoffen, VDI-Forschungsh., (449) (1955) 11 - 14. 7 H. Uetz, K. Sommer, H.-J. Becker, H.-Westerdorf, A. Majdic und 0. Grewen, Ver-
schleissverhalten von Werkstoffen fur Pressmatrizen bei der Herstellung feuerfester
Steine, Sprechsaal, 111 (2) (1978) 65 - 74. 8 H. Uetz, K. Sommer und M. Khosrawi, Correlation between model and workshop
tests using abrasive wear operation procedures, Wear, 69 (1981) 25 _ 41.
9 K. H. Zum Gahr, Widerstand weisser Chrom--MolybdPn-Gusseisen gegen Rissaus- breitung und Abrasivverschleiss, Giessereiforschung, 32 (2) (1980) 37 - 42.