Embed Size (px)
Citation preview

ADHÄSION 11.04 > THEMA DES MONATS20
Auch der Preis einer Leimbildkontrolle imVerpackungsbereich spielt eine nicht un-wesentliche Rolle. Bedingt durch den Systemansatz stellt der relative hohe Preisherkömmlicher Inline-Systeme mitunter eine zu große Investitionshürde dar. DieWirtschaftlichkeit der Kontroll-Systeme ist abhängig von deren Amortisation. Ver-packungen aus Faltkarton sind in der RegelProdukte aus dem Niedrigpreissektor. DerAnlagenpreis muss in angemessener Re-lation zum tatsächlichen Einsparungs-potenzial stehen.
3D Vision Sensor KonzeptHersteller von Kartonagen können jetzt aufein autark arbeitendes und adaptives Leim-bildkontrollsystem auf Sensorbasis zurück-greifen, das allen diesen Umständen Rech-nung trägt. Eine übergeordnete Steuer- undAuswerte-Einheit ist nicht erforderlich, dadie komplette Datenverarbeitung und Aus-wertung lokal im Sensor erfolgt. Der Sensorarbeitet nach dem Prinzip des Lichtschnitt-verfahrens (siehe Kasten „Laser-Lichtschnitt-Verfahren“). Mittels eines Linienlasers wirddie Höhenkontur der Leimraupe vermessen.Aneinander gereiht bilden diese Höhen-profile ein dreidimensionales Abbild derLeimraupe: Lage, Form und Volumen wer-den in Echtzeit erfasst (Bild 1).
Der große Vorteil des hier verwendeten 3D-Messverfahrens ist die Tatsache, dass un-abhängig vom Kontrast des Leimauftragszum Untergrund die Raupe immer sichererkannt und vermessen wird. Weißer Leimauf weißem Untergrund stellt somit imGegensatz zu den auf Kontrast basierendenAnsätzen kein Hindernis dar. Ein weitererVorteil gegenüber herkömmlichen Verfah-ren ist die Tatsache, dass über die dreidi-mensionale Form- und Volumenmessungeine deutlich höhere Detektionssicherheiterreicht wird, da neben Lage, Länge undBreite der Raupe auch deren Höhe und da-mit die Menge des Klebstoffauftrags über-wacht wird.Das optische Konzept mit seiner hohen Tie-fenschärfe und einem Erfassungsbereichvon ± 10 mm in der Vertikalen sowie20 mm in der Horizontalen macht dasSensorsystem unempfindlich gegenüberLage- und Höhenvariationen der durch-laufenden Kartonagen.Die Messgeschwindigkeit des Sensors istden Erfordernissen einer automatisiertenund schnellen Fließband-Produktion angepasst. Die relevanten Daten werdenmit einer Profil-Scan-Frequenz von bis zu3,5 kHz erfasst. Dies garantiert auch inHighspeed-Anlagen, die mit einer Ge-schwindigkeit von bis zu 600 m/min fah-
Nicht rechtzeitig erkannter, fehler-hafter Klebstoffauftrag in derHerstellung von Kartonagen führt
zu erheblichem Ausschuss und verur-sacht vermeidbare Kosten. Kritisch wirddie mangelnde Qualitätssicherung spä-testens dann, wenn der Kunde oder Ver-braucher die Ware reklamiert. Die Konse-quenz sind unweigerlich Rücklieferungenim großen Stil. Das schadet dem Image,verursacht unnötige Kosten und sollte des-halb unter allen Umständen vermiedenwerden. Um Fehler bei der Produktion von Ver-packungen zu eliminieren, muss der Klebprozess daher während der Produk-tion lückenlos überwacht werden. Es gibt diesbezüglich bereits verschiedene An-sätze, die jedoch vielfach an der Zuverläs-sigkeit der Detektion scheitern. Typische Ursachen dafür sind geringe Farbunter-schiede bei kontrastbasierten optischen Ver-fahren oder die Variation des Ortes (typi-sches Flattern der Kartonagen durch dieVorwärtsbewegung) bei punktuellen odereindimensionalen optischen bzw. kapazi-tiven Verfahren. Solche Effekte führen zuPseudofehlern mit einer inakzeptablenAusschussquote.
Die Verpackungsindustrie hat sich in den vergangenen Jahrzehnten kontinuierlich weiterentwickelt und ist stetig gewachsen. Für die großeAnzahl unterschiedlichster Produkte wird eine ebensolche Menge an Verpackungen benötigt. Zunehmender Kostendruck sowie ein steigendesQualitätsbewusstsein erfordern ein hohes Maß an Automatisierung. Entscheidender wirtschaftlicher Faktor ist dabei auch eine zuverlässigeQualitätskontrolle der laufenden Produktion. Nur dadurch kann Ausschussminimiert und der Herstellungsprozess optimiert werden. Ein neuartigerVision Sensor gewährleistet, dass Probleme bei der Verklebung rechtzeitigerkannt und somit Kosten reduziert werden können. Dabei besticht derSensor nicht nur durch seinen messtechnischen Lösungsansatz, sondernvor allem auch durch das sehr attraktive Preis/Leistungsverhältnis.
Wirtschaftliche Leimbildkontrolle in der Papier-und Verpackungsindustrie
Mathias Reiter, Alexander Simon
ren, eine Auflösung in Vorschubrichtungvon bis zu 3 mm.
Einfache Integration durchintegriertes Prozess-Interface
Trotz seiner Komplexität ist das Leimbild-kontrollsystem so einfach zu handhabenwie eine Reflexlichtschranke. Bereits Formund Abmessungen des Geräts erinnern angängige Optosensoren (Bild 2). Der Sensor enthält ein komplettes Prozess-Interface aus galvanisch getrennten 24-Volt-Signalen. Zum Betrieb ist dabei lediglichder Vorschubtakt der Anlage (üblicherweiseMillimetertakt) sowie ein Signal zum Ler-nen notwendig. Das Detektionsergebnissteht als 24V Signal unmittelbar nach Ab-schluss der Messung zur Verfügung. DerSensor kann Aktoren wie Markierer oderAusschleuser direkt ansteuern. Das Ergeb-nissignal wird intern entsprechend örtlichum eine feste Anzahl von Vorschubtaktenverschleppt und dann ortsrichtig ausgege-ben. Totzeiten der Aktoren können eben-falls ausgeglichen werden (ton/toff). Bei sys-tematischen Fehlern ist ein weiteres Signalals Alarm bzw. zum Stoppen der Anlagemöglich.
Selbstadaptierend und lernfähig
Der Sensor ist lernfähig und kann sich un-mittelbar an unterschiedliche Leimmusteranpassen. Im Lernmodus wird das Leim-muster nach Lage, Form und Volumen er-fasst. Die aus dem Referenzmuster abge-leiteten Werte werden gespeichert und mitallen nachfolgenden Leimungen verglichen.Weicht ein Leimmuster von der Referenzab, so wird die Leimung als schlecht be-
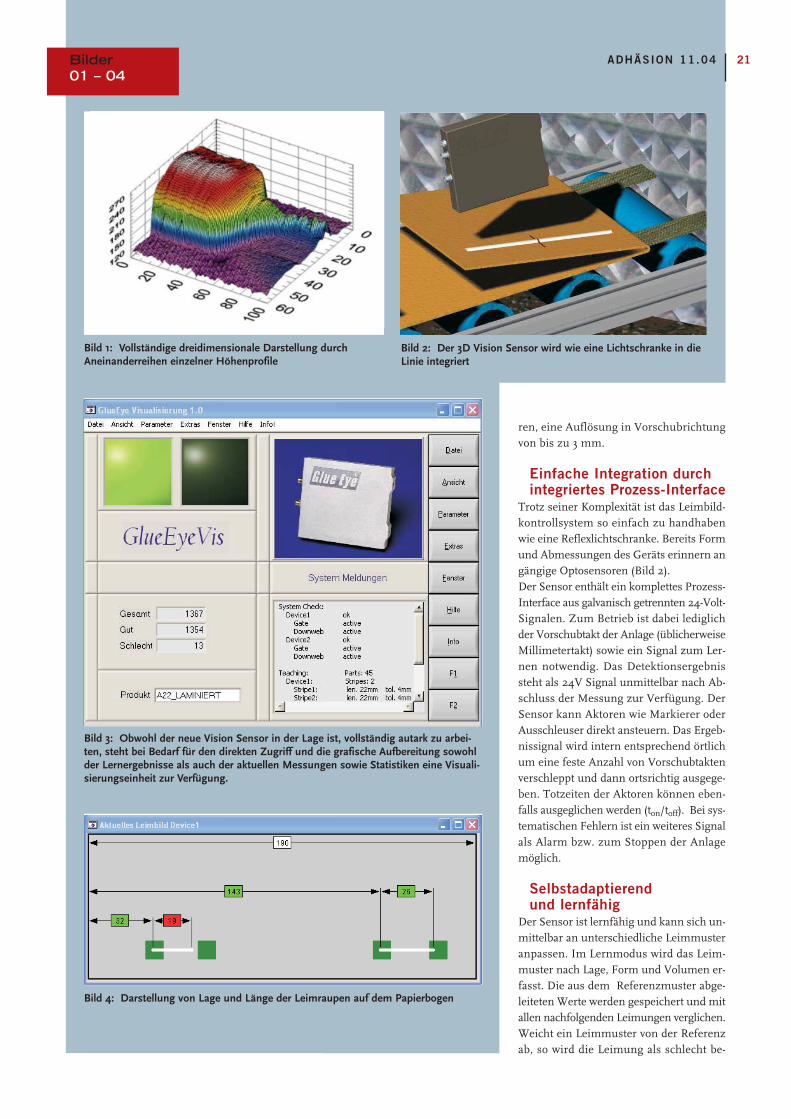
Bild 3: Obwohl der neue Vision Sensor in der Lage ist, vollständig autark zu arbei-ten, steht bei Bedarf für den direkten Zugriff und die grafische Aufbereitung sowohlder Lernergebnisse als auch der aktuellen Messungen sowie Statistiken eine Visuali-sierungseinheit zur Verfügung.
Bild 2: Der 3D Vision Sensor wird wie eine Lichtschranke in dieLinie integriert
Bilder01 – 04
Bild 1: Vollständige dreidimensionale Darstellung durch Aneinanderreihen einzelner Höhenprofile
Bild 4: Darstellung von Lage und Länge der Leimraupen auf dem Papierbogen
ADHÄSION 11.04 21

wertet. Um eine zuverlässige Erfassung desSollwertes zu gewährleisten, ist eine statis-tische Erfassung der Referenzdaten sowiederen Grenzen möglich. Dazu muss imLernmodus eine repräsentative Anzahl vonGut-Proben vermessen werden. Die Statistikliefert Mittelwert und Standardabweichung,aus denen sich die Sollwerte und die zuge-hörigen Grenzen ableiten lassen.
Industrietauglich und modular
Industrielle Mess-Systeme in Produktions-anlagen sind erheblichen Belastungen hin-sichtlich Staub und Wasser ausgesetzt. Ausdiesem Grund ist der Sensor in einem Ge-häuse der Schutzklasse IP65 untergebracht.Das Gehäuse ist mit einer Tiefe von 21 mmäußerst schmal, so dass jedem Leimventilein Sensor zugeordnet werden kann, selbstwenn diese direkt aneinandergereiht sind.Die Zusammenfassung von Ventil undSensor zu einer mechanischen Einheit istebenfalls möglich.Obwohl dieser neue Vision Sensor in derLage ist, vollständig autark zu arbeiten, kön-nen die Sensoren mit einer optional ver-
fügbaren Visualisierungseinheit betriebenwerden (Bild 3). Dies ermöglicht dem Anwender den direk-ten Zugriff und die grafische Aufbereitungsowohl der Lernergebnisse als auch der ak-tuellen Messungen und Statistiken. Die Protokollfunktion bietet zudem dieMöglichkeit, alle Messergebnisse zu archi-vieren und damit nachträglich überprüfbarzu machen. Dies ist heutzutage absolut unerlässlich für das Qualitätsmanagementeines modernen Unternehmens, erlaubt esdoch im Reklamationsfall die Rückverfolg-barkeit und den lückenlosen Nachweis derProduktqualität. Da der Vision Sensor zudem netzwerkfähigist, muss die Visualisierungseinheit nichtin unmittelbarer Nähe der Sensoren plat-ziert werden. Die Visualisierung läuft aufStandard PC-Architekturen unter Windows(2000, XP). Für die Integration der Sensoren in die eigene Softwareumgebung steht dem An-wender eine entsprechende Software-schnittstelle (API) für die Kommunikationund den Datenaustausch mit dem Sensorzur Verfügung.
FazitMit einem innovativen 3D Vision Sensorwerden in der Inline Leimbildkontrollekomplett neue Wege beschritten. Modernstelasergestützte dreidimensionale Mess-technik zusammen mit dem zur Integrationin die Produktionsanlage erforderlichenProzess-Interface findet sich im Sensor-gewand wieder. Damit steht dem Anwenderein hochwertiges Werkzeug zur Verfügung,das sowohl technisch als auch wirtschaftlichüberzeugt. π
ADHÄSION 11.04 > THEMA DES MONATS22
Autoren
Dipl.-Ing. Mathias Reiter
(Tel: 0 89/74 57 65 30, [email protected])
ist Inhaber des Unternehmens
Reiter Vision Systems in München.
Dipl.-Ing. Alexander Simon
(Tel.: 0 81 71/2 02 78 [email protected])
ist Inhaber der Firma Lexim Works.
Das Laser-Lichtschnitt-VerfahrenBeim Laser-Lichtschnitt-Verfahren wird mittels eines
linienförmigen Laserstrahls das Höhenprofil eines
Objektes ermittelt. Der Laserstrahl wird dazu senkrecht
auf das Objekt projiziert. Das Objekt wird dabei ledig-
lich von der Lichtebene die durch den Linienlaser
aufgespannt wird beleuchtet oder eben geschnitten
(daher „Lichtschnitt“). Betrachtet man das Objekt nun
aus einem von der Vertikalen abweichenden Winkel,
so lässt sich ein Versatz der Lage dieser projizierten
Linie in Abhängigkeit zur jeweiligen Objekthöhe
beobachten. Wird die Szene mit einer Kamera erfasst,
so kann aus diesem Bild die jeweilige Objekthöhe an
den einzelnen Punkten errechnet und damit ein kom-
plettes Höhenprofil erzeugt werden. Durch Anei-
nanderreihen vieler dieser Profile erhält man ein drei-
dimensionales Abbild der kompletten Kontur des
Objektes (siehe Bild 1). Das Verfahren ist sehr schnell
und damit optimal geeignet zur Erfassung dynami-
scher Vorgänge.





























