Embed Size (px)
Citation preview
Folie 1
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
10. Vorlesung
Führungen für Schlitten und Tische
Folie 2
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Inhalt der Vorlesung
Grundlagen Führungsformen Führungsarten Tribologie
• Grundlagen• Definition und Aufgaben• Führungen und Lagerungen in Werkzeugmaschinen• Bewegungsfreiheitsgrade geführter Werkzeugmaschinenelemente
• Führungsformen
• Führungsarten• Gleitführungen• Wälzführungen
• Tribologie• Reibung• Verschleiß
• Tische und Schlitten
Tische und Schlitten
Folie 3
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
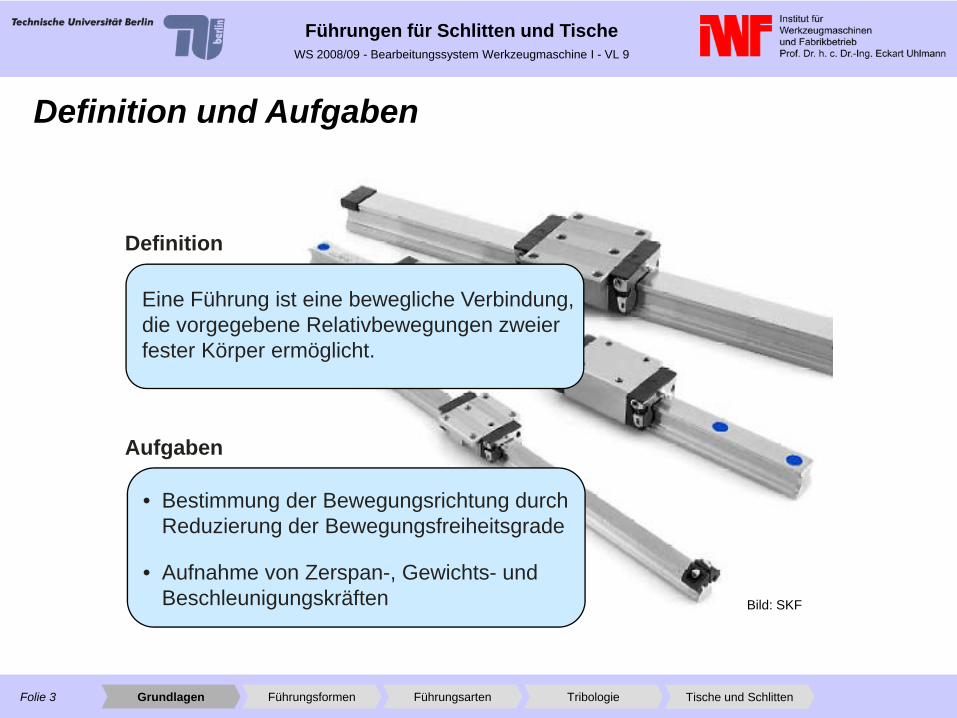
Definition und Aufgaben
Grundlagen Führungsformen Führungsarten Tribologie
Aufgaben
Definition
Eine Führung ist eine bewegliche Verbindung, die vorgegebene Relativbewegungen zweier fester Körper ermöglicht.
• Bestimmung der Bewegungsrichtung durch Reduzierung der Bewegungsfreiheitsgrade
• Aufnahme von Zerspan-, Gewichts- undBeschleunigungskräften Bild: SKF
Tische und Schlitten

Folie 4
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Führungen und Lagerungen in Werkzeugmaschinen
während desBearbeitungsprozessesbewegt oder geklemmt
während desBearbeitungsprozessesgeklemmt o. geschraubt
während desBearbeitungs-
prozesses bewegt
VerstellführungenBewegungsführungen
geradlinig
kreisförmig
Reitstockeiner Dreh-maschine
Schlitteneiner Hobel-maschine
NC-DrehtischSpindellager Schwenk-kopf einerFräs-maschine
Querbalken einer Portal-fräsmaschine
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Folie 5
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
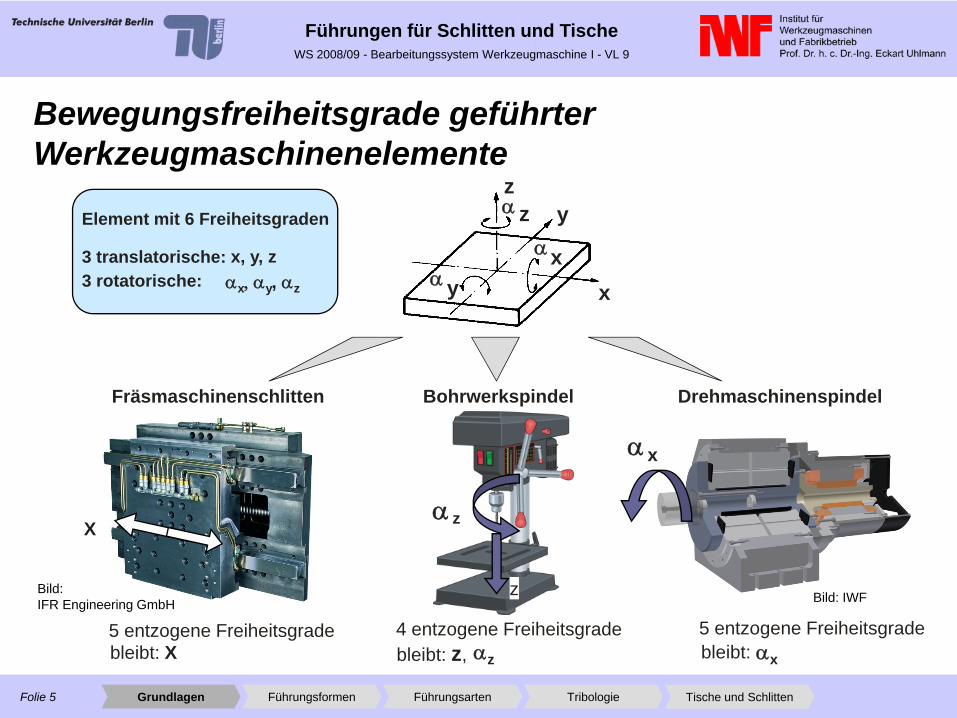
Bewegungsfreiheitsgrade geführter Werkzeugmaschinenelemente
Grundlagen Führungsformen Führungsarten Tribologie
Element mit 6 Freiheitsgraden
3 translatorische: 3 rotatorische:
5 entzogene Freiheitsgrade bleibt: X
5 entzogene Freiheitsgrade bleibt:
Fräsmaschinenschlitten Bohrwerkspindel Drehmaschinenspindel
α z
αx, αy, αz
x, y, z
4 entzogene Freiheitsgrade bleibt: z, αz αx
X
z
αx
Bild: IFR Engineering GmbH Bild: IWF
α y
αx
α z y
x
z
Tische und Schlitten
Folie 6
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
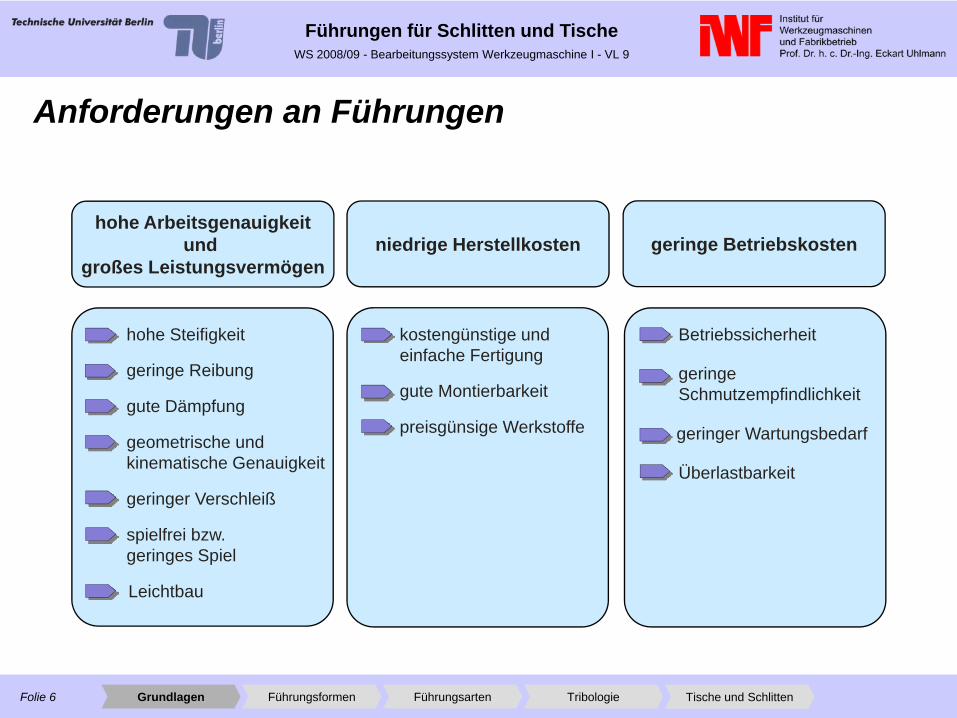
Anforderungen an Führungen
Grundlagen Führungsformen Führungsarten Tribologie
niedrige Herstellkostenhohe Arbeitsgenauigkeit
undgroßes Leistungsvermögen
hohe Steifigkeit
geringe Reibung
gute Dämpfung
geometrische und kinematische Genauigkeit
geringer Verschleiß
spielfrei bzw. geringes Spiel
kostengünstige und einfache Fertigung
gute Montierbarkeit
preisgünsige Werkstoffe
geringe Betriebskosten
Betriebssicherheit
geringe Schmutzempfindlichkeit
geringer Wartungsbedarf
Überlastbarkeit
Leichtbau
Tische und Schlitten
Folie 7
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
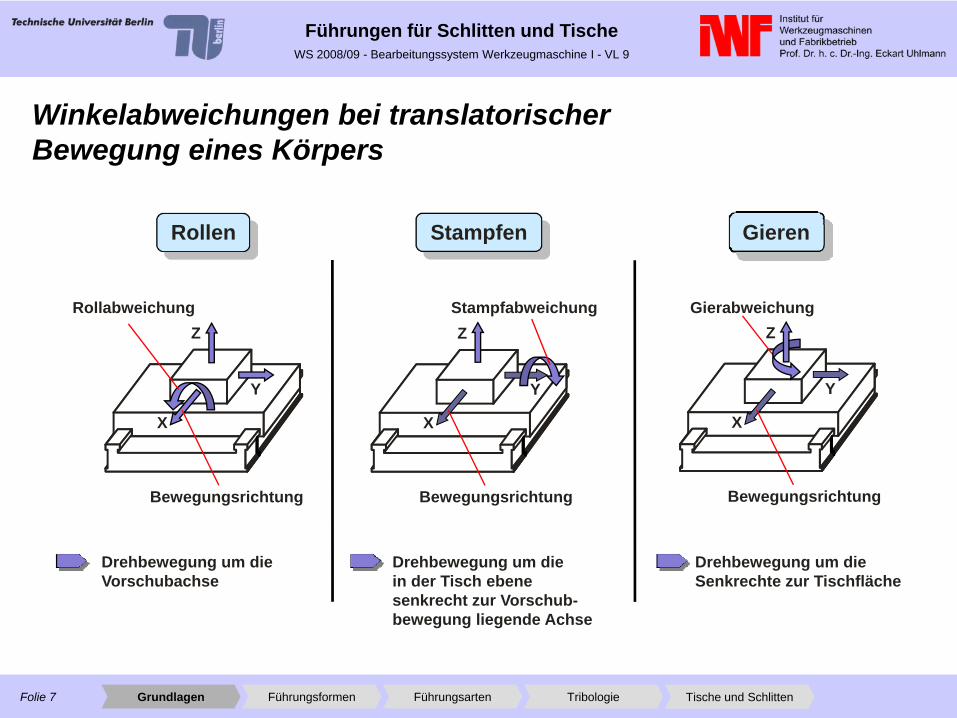
Winkelabweichungen bei translatorischer Bewegung eines Körpers
Rollen Stampfen Gieren
Drehbewegung um die Senkrechte zur Tischfläche
Drehbewegung um die Vorschubachse
Drehbewegung um die in der Tisch ebene senkrecht zur Vorschub-bewegung liegende Achse
Rollabweichung
Bewegungsrichtung
Z
Y
X
Stampfabweichung
Bewegungsrichtung
Z
Y
X
Gierabweichung
Bewegungsrichtung
Z
Y
X
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Folie 8
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
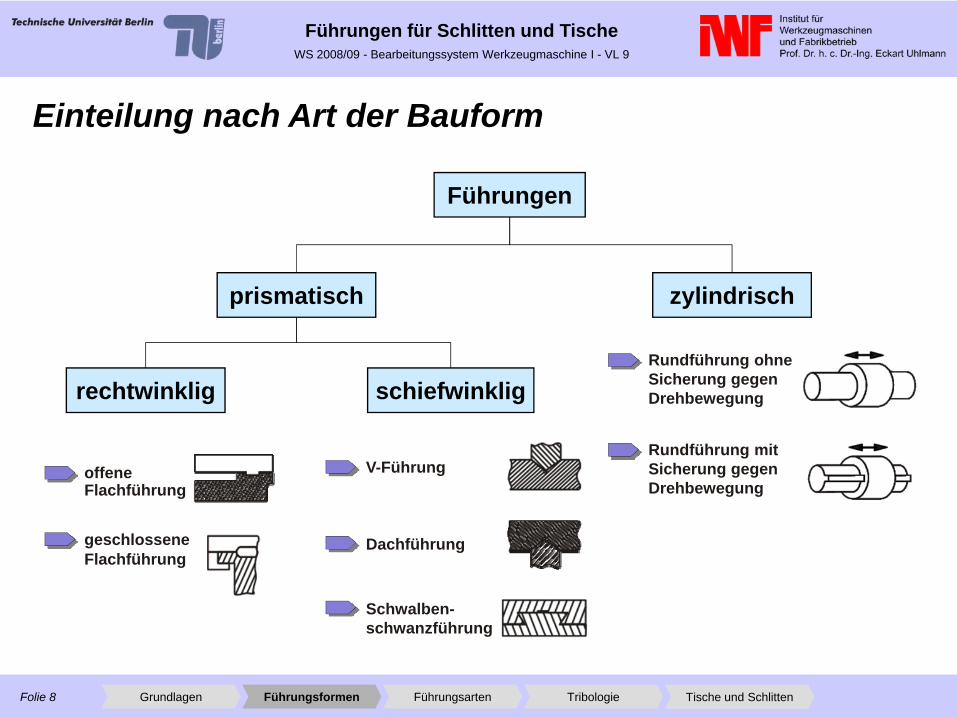
Einteilung nach Art der Bauform
Grundlagen Führungsformen Führungsarten Tribologie
Führungen
prismatisch zylindrisch
rechtwinklig schiefwinklig
Flachführunggeschlossene
offene Flachführung
Schwalben-schwanzführung
Dachführung
V-FührungRundführung mit Sicherung gegenDrehbewegung
Rundführung ohne Sicherung gegenDrehbewegung
Tische und Schlitten
Folie 9
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
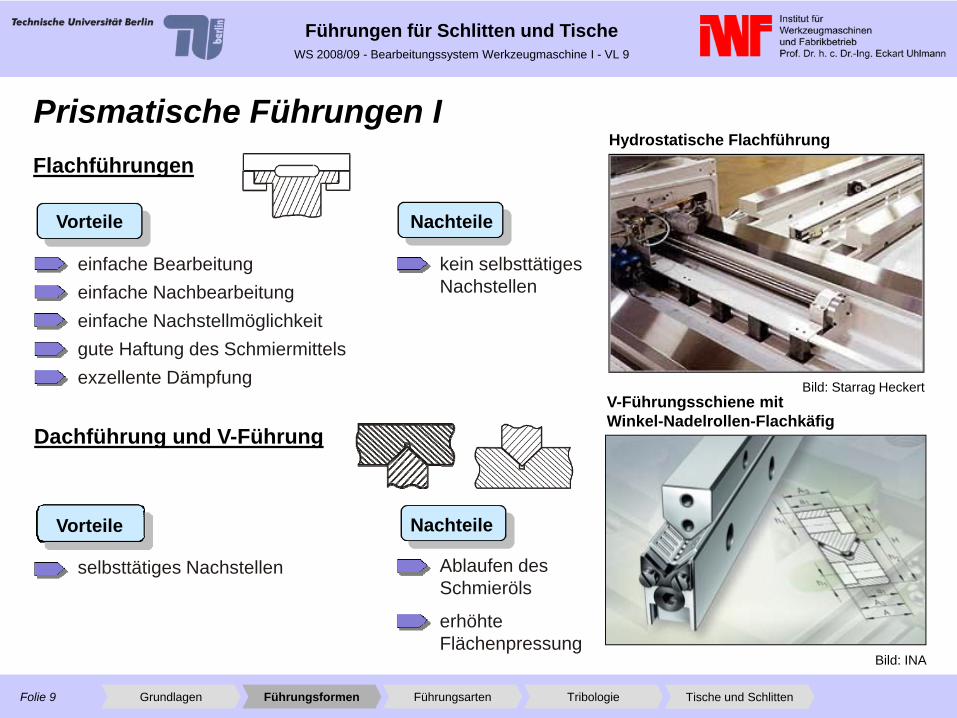
Nachteile
NachteileVorteile
Vorteile
Prismatische Führungen I
Dachführung und V-Führung
einfache Bearbeitungeinfache Nachbearbeitungeinfache Nachstellmöglichkeitgute Haftung des Schmiermittels
selbsttätiges Nachstellen Ablaufen des Schmieröls
erhöhte Flächenpressung
kein selbsttätiges Nachstellen
Flachführungen
exzellente Dämpfung
Grundlagen Führungsformen Führungsarten Tribologie
Hydrostatische Flachführung
Bild: Starrag Heckert
Bild: INA
V-Führungsschiene mit Winkel-Nadelrollen-Flachkäfig
Tische und Schlitten
Folie 10
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Grundlagen Führungsformen Führungsarten Tribologie
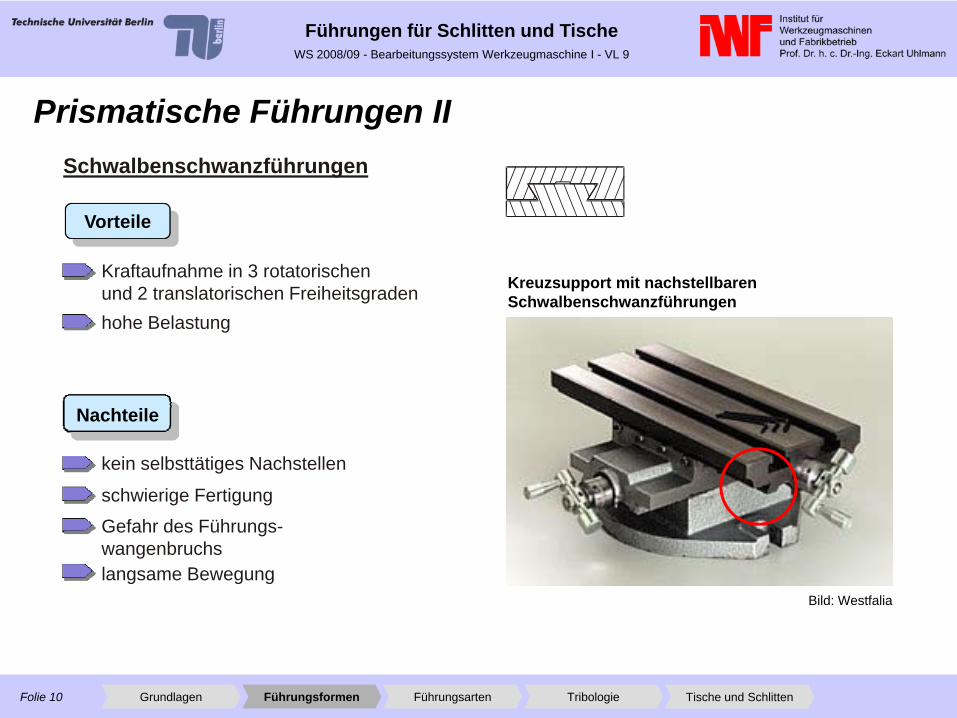
Prismatische Führungen II
Nachteile
Vorteile
Gefahr des Führungs-wangenbruchs
schwierige Fertigung
Kraftaufnahme in 3 rotatorischen und 2 translatorischen Freiheitsgraden
Schwalbenschwanzführungen
kein selbsttätiges Nachstellen
Bild: Westfalia
Kreuzsupport mit nachstellbaren Schwalbenschwanzführungen
hohe Belastung
langsame Bewegung
Tische und Schlitten

Folie 11
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Zylindrische Führungen
einfache Bearbeitunghohe Formsteifigkeit
kein selbsttätiges Nachstellen
hohe Genauigkeit der Fertigung
Kraftaufnahme in 2 (3) rotatorischen und 2 translatorischen Freiheitsgraden
Rundführungen
NachteileVorteile
Bild: Igus Bild: FIBRO
Gleitbuchse
Kugelumlauf-buchse
Bild: INA
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten

Folie 12
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Beispiele für Führungsformen
Flachführung mit Umgriffleiste und nachstellbarer Keilleiste
Schwalbenschwanzführung mit Keilleiste
Flachführung mit Schwalbenschwanz-Gegenführung
Prismenführung (Dachform) mit nachstellbarer Umgriffleiste und flacher Gegenführung
hydrostatische Rundführung
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Keilleiste
Keilleiste
Stellleiste
A
B
C
D
E
Folie 13
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
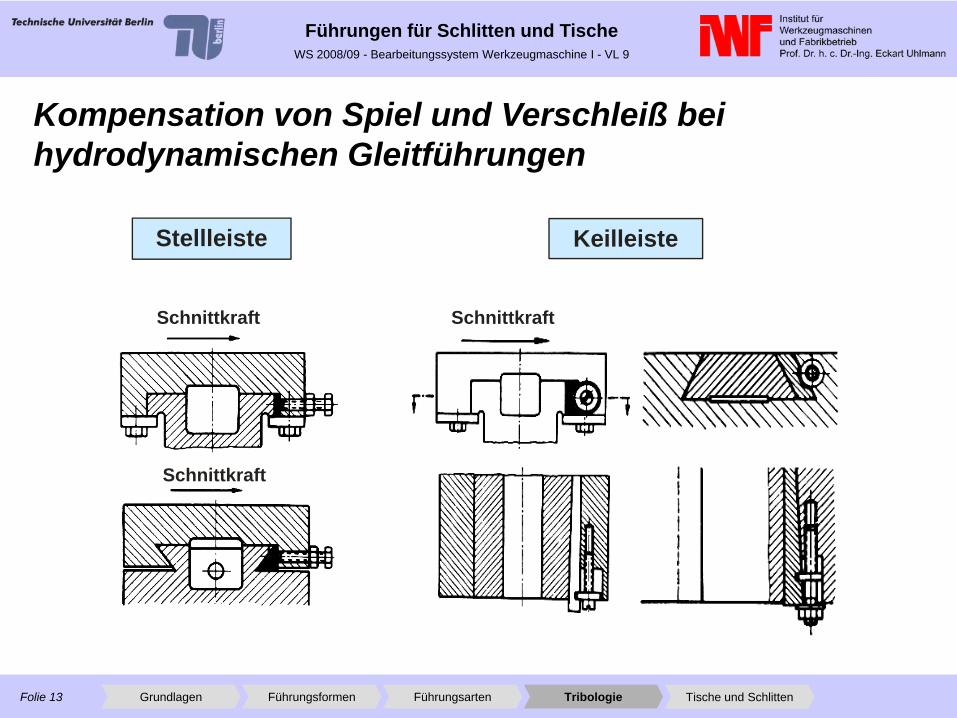
Kompensation von Spiel und Verschleiß bei hydrodynamischen Gleitführungen
Grundlagen Führungsformen Führungsarten Tribologie
KeilleisteStellleiste
Schnittkraft
Schnittkraft
Schnittkraft
Tische und Schlitten

Folie 14
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Senkrechtbohrmaschine
Grundlagen Führungsformen Führungsarten Tribologie
Quelle: DIN 8626
Längsschlitten mitAufspannplatte
Querschlitten
Konsole
nachstellbareFlachführungen
Schwalben-schwanzführung
Flachführungen
Quelle: WEMO
Z
Tische und Schlitten
Folie 15
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
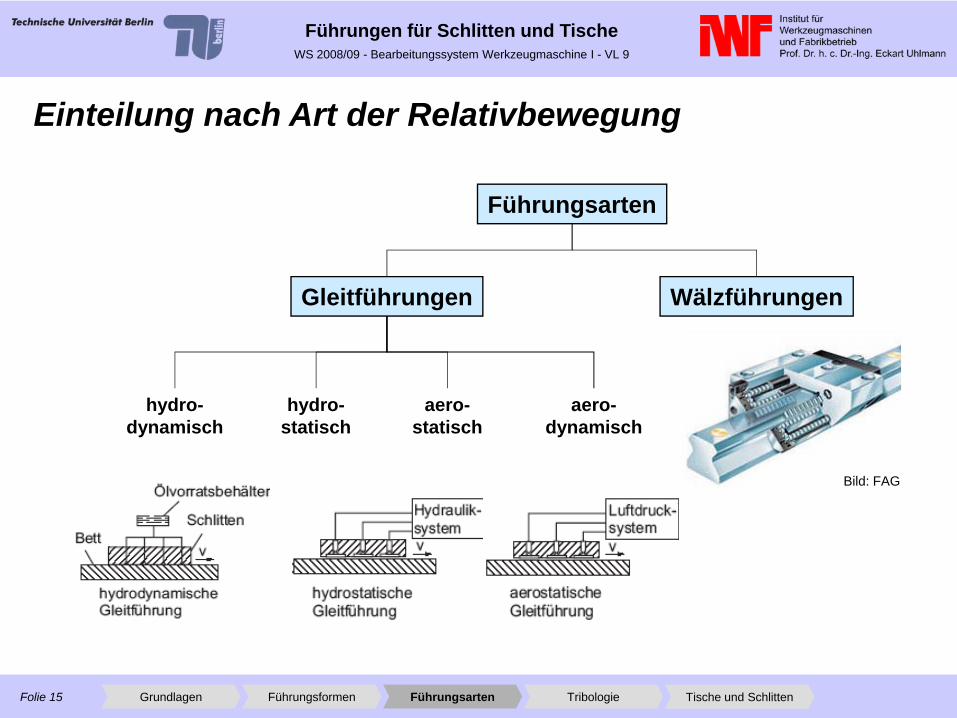
Einteilung nach Art der Relativbewegung
Grundlagen Führungsformen Führungsarten Tribologie
Führungsarten
aero-dynamisch
hydro-dynamisch
hydro-statisch
aero-statisch
WälzführungenGleitführungen
Bild: FAG
Tische und Schlitten
Folie 16
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
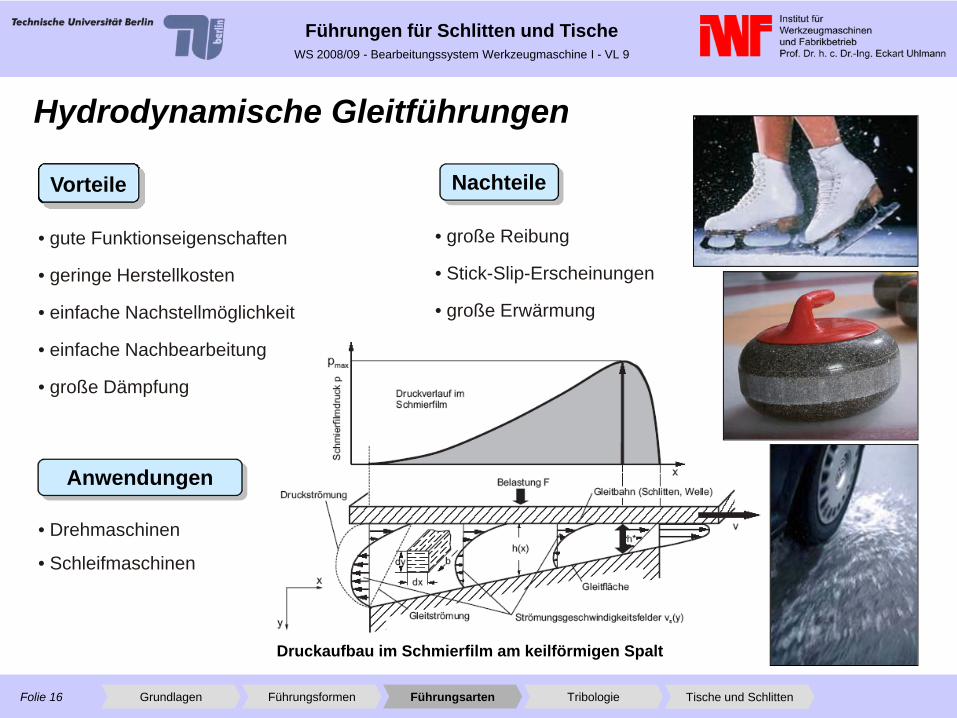
Hydrodynamische Gleitführungen
Grundlagen Führungsformen Führungsarten Tribologie
Vorteile Nachteile
Anwendungen
• gute Funktionseigenschaften
• geringe Herstellkosten
• einfache Nachstellmöglichkeit
• einfache Nachbearbeitung
• große Dämpfung
• Drehmaschinen
• Schleifmaschinen
• große Reibung
• Stick-Slip-Erscheinungen
• große Erwärmung
Druckaufbau im Schmierfilm am keilförmigen Spalt
Tische und Schlitten
Folie 17
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
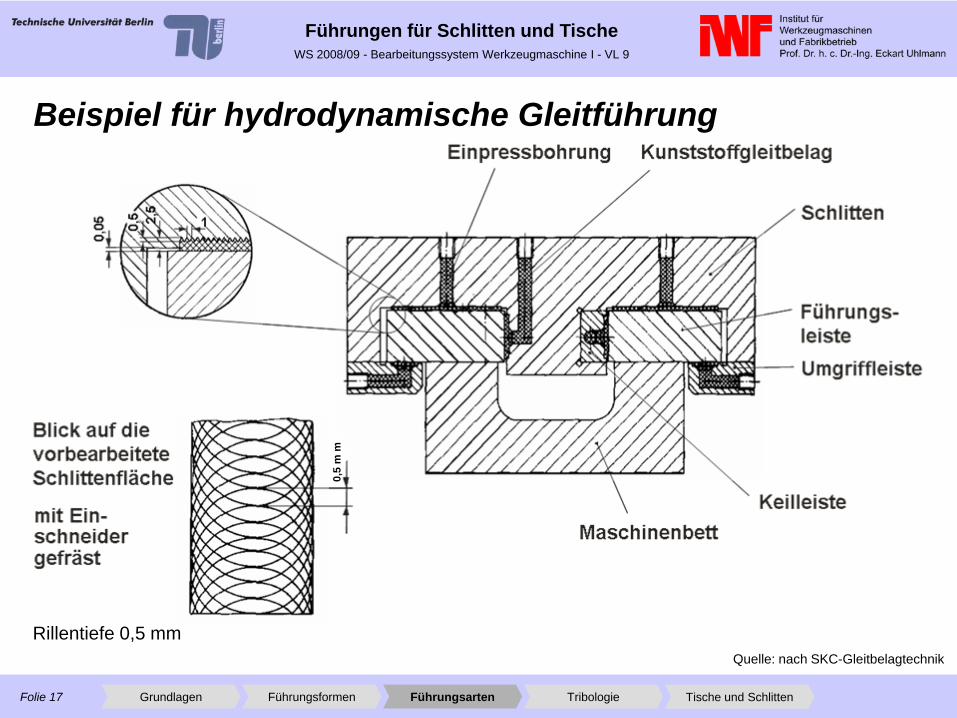
Beispiel für hydrodynamische Gleitführung
Quelle: nach SKC-Gleitbelagtechnik
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Rillentiefe 0,5 mm
0,5
m m
Folie 18
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
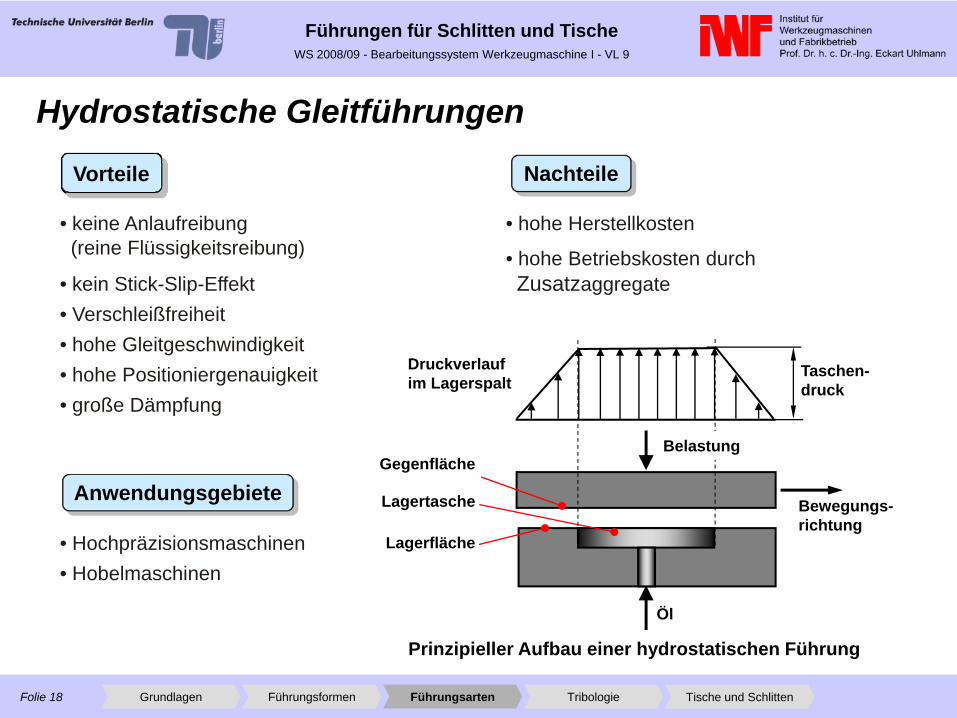
Hydrostatische Gleitführungen
Grundlagen Führungsformen Führungsarten Tribologie
Vorteile Nachteile
Anwendungsgebiete
• keine Anlaufreibung(reine Flüssigkeitsreibung)
• kein Stick-Slip-Effekt• Verschleißfreiheit• hohe Gleitgeschwindigkeit• hohe Positioniergenauigkeit• große Dämpfung
• Hochpräzisionsmaschinen• Hobelmaschinen
• hohe Herstellkosten
• hohe Betriebskosten durchZusatzaggregate
Prinzipieller Aufbau einer hydrostatischen Führung
Öl
Gegenfläche
Taschen-druck
Lagerfläche
Lagertasche
Druckverlauf im Lagerspalt
Bewegungs-richtung
Belastung
Tische und Schlitten
Folie 19
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
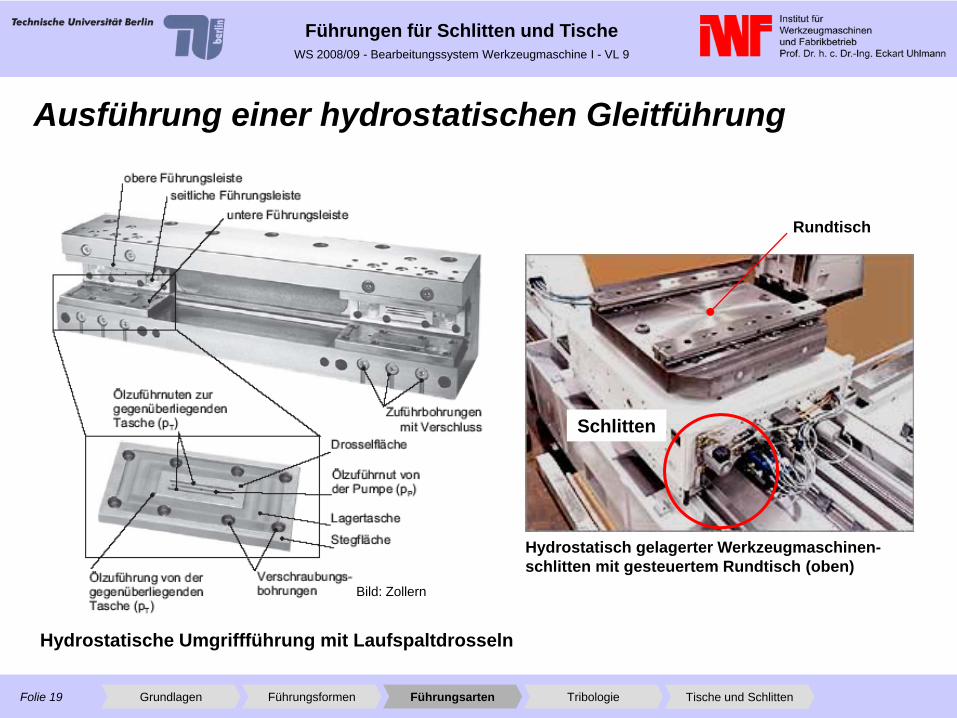
Ausführung einer hydrostatischen Gleitführung
Grundlagen Führungsformen Führungsarten Tribologie
Hydrostatische Umgriffführung mit Laufspaltdrosseln
Bild: Zollern
Hydrostatisch gelagerter Werkzeugmaschinen-schlitten mit gesteuertem Rundtisch (oben)
Rundtisch
Schlitten
Tische und Schlitten
Folie 20
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
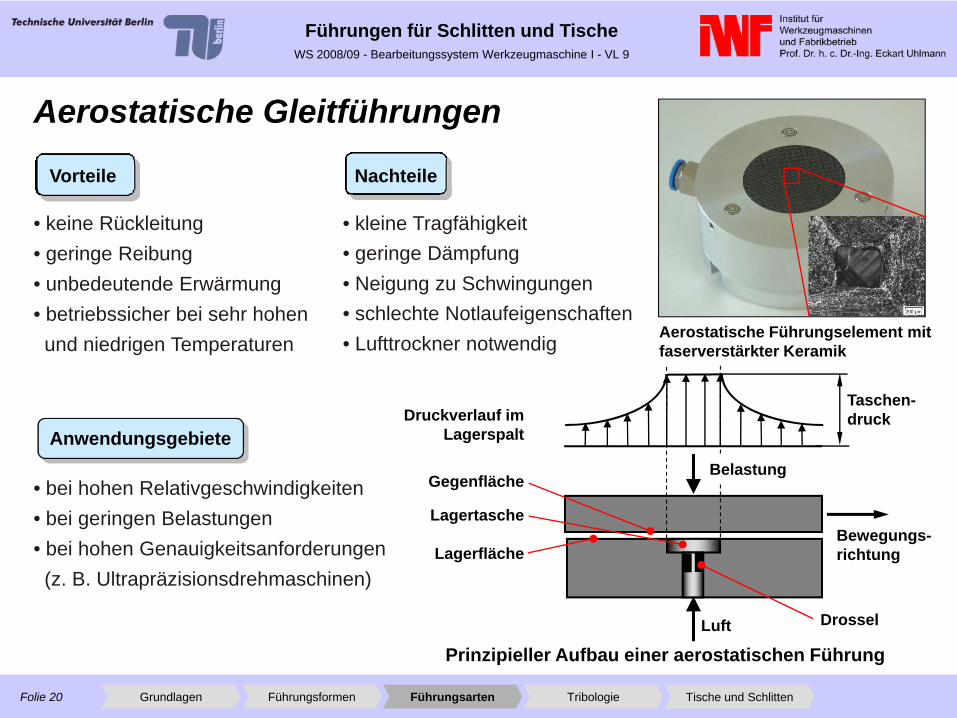
Aerostatische Gleitführungen
• schlechte Notlaufeigenschaften
• keine Rückleitung• geringe Reibung• unbedeutende Erwärmung• betriebssicher bei sehr hohenund niedrigen Temperaturen
• bei hohen Relativgeschwindigkeiten• bei geringen Belastungen• bei hohen Genauigkeitsanforderungen(z. B. Ultrapräzisionsdrehmaschinen)
• kleine Tragfähigkeit• geringe Dämpfung• Neigung zu Schwingungen
• Lufttrockner notwendig
Vorteile Nachteile
Anwendungsgebiete
Grundlagen Führungsformen Führungsarten Tribologie
Prinzipieller Aufbau einer aerostatischen Führung
Aerostatische Führungselement mit faserverstärkter Keramik
Taschen-druck
Luft
Lagerfläche
Gegenfläche
Lagertasche
Druckverlauf im Lagerspalt
Bewegungs-richtung
Drossel
Belastung
Tische und Schlitten
Folie 21
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
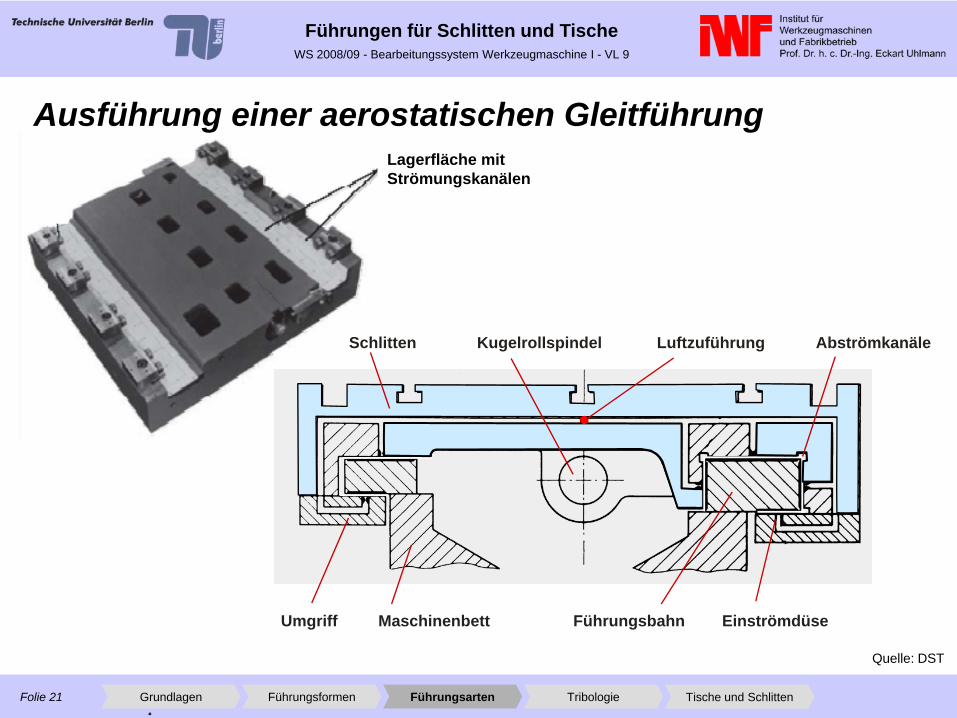
Quelle: DST
Grundlagen Führungsformen Führungsarten Tribologie
Lagerfläche mit Strömungskanälen
Kugelrollspindel Luftzuführung AbströmkanäleSchlitten
Umgriff Maschinenbett Führungsbahn Einströmdüse
Ausführung einer aerostatischen Gleitführung
Tische und Schlitten
Folie 22
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
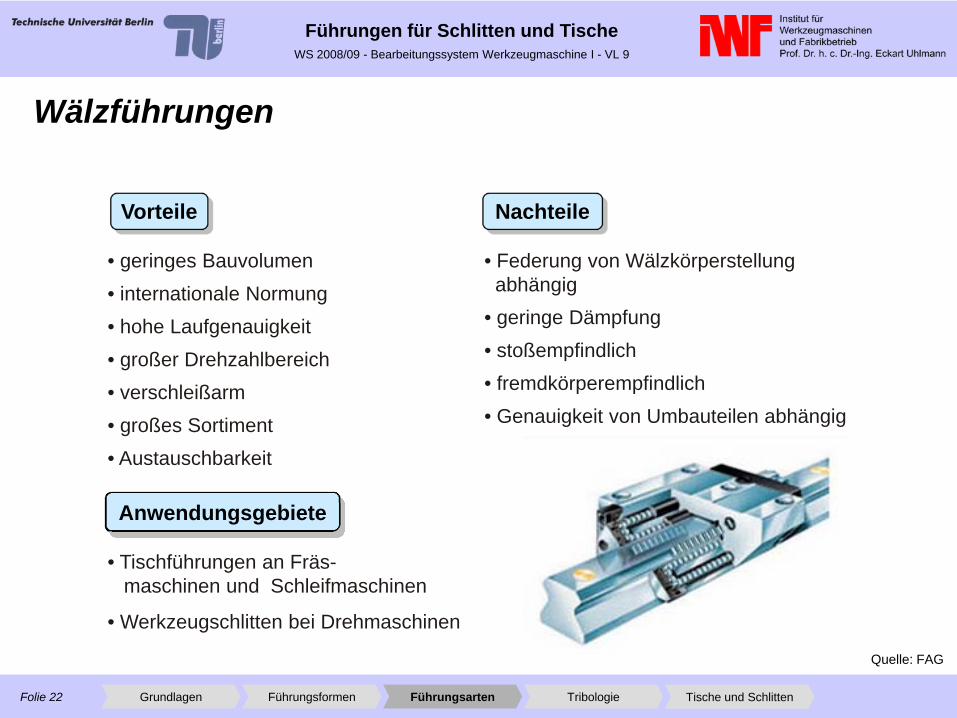
Wälzführungen
Grundlagen Führungsformen Führungsarten Tribologie
• Federung von Wälzkörperstellung abhängig
• geringes Bauvolumen• internationale Normung• hohe Laufgenauigkeit• großer Drehzahlbereich• verschleißarm
• Austauschbarkeit
• Tischführungen an Fräs-maschinen und Schleifmaschinen
• Werkzeugschlitten bei Drehmaschinen
• geringe Dämpfung• stoßempfindlich• fremdkörperempfindlich• Genauigkeit von Umbauteilen abhängig
Anwendungsgebiete
Vorteile Nachteile
Quelle: FAG
• großes Sortiment
Tische und Schlitten
Folie 23
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
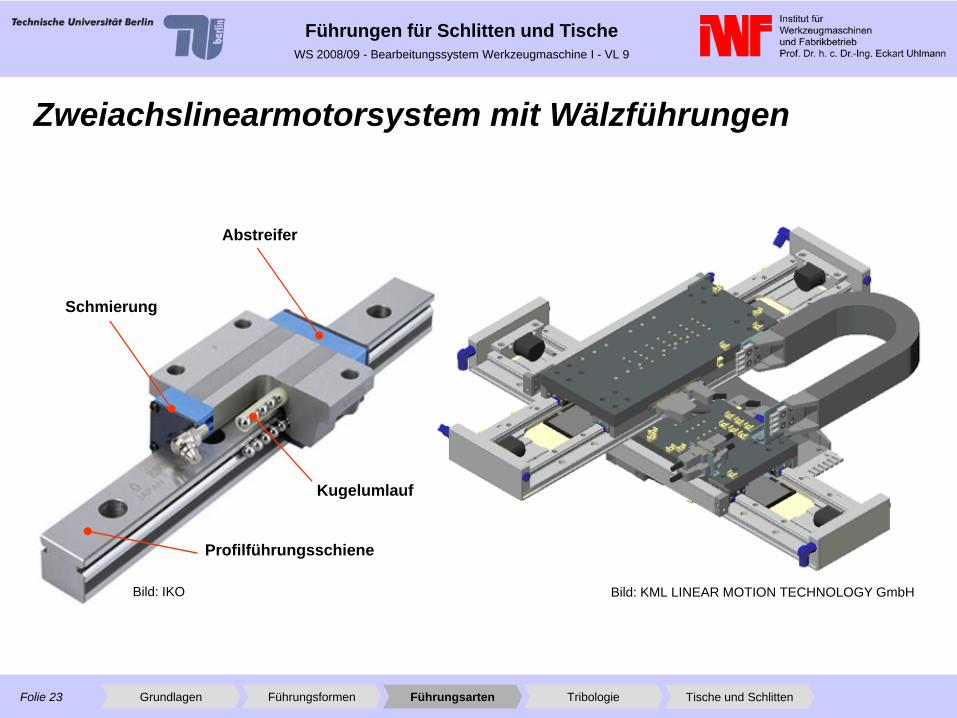
Zweiachslinearmotorsystem mit Wälzführungen
Grundlagen Führungsformen Führungsarten Tribologie
Bild: IKO Bild: KML LINEAR MOTION TECHNOLOGY GmbH
Kugelumlauf
Schmierung
Abstreifer
Profilführungsschiene
Tische und Schlitten
Folie 24
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
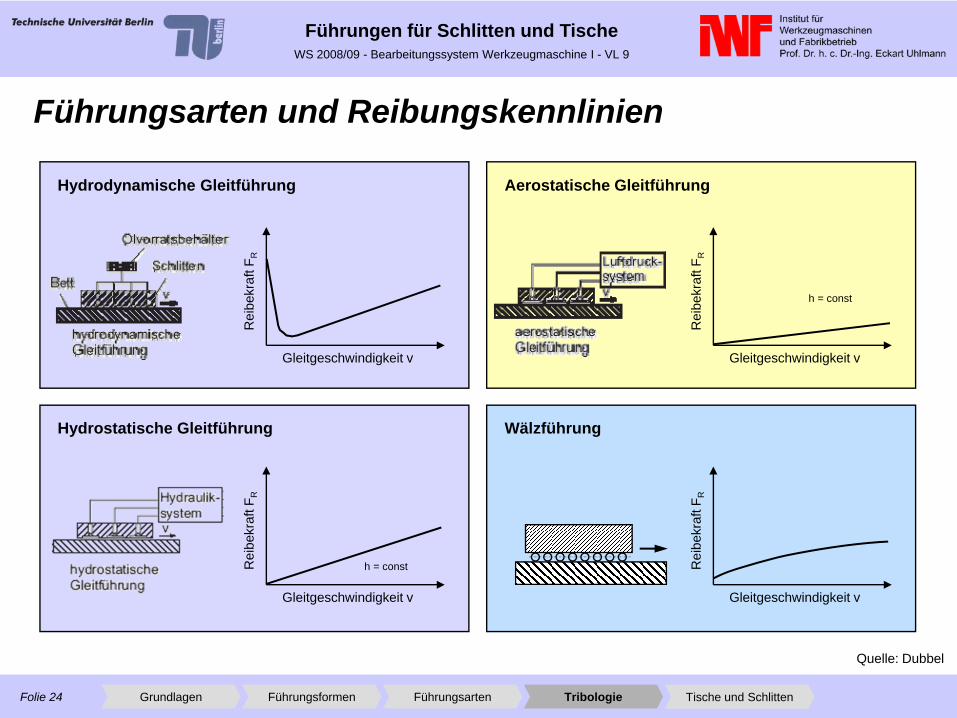
Führungsarten und Reibungskennlinien
Quelle: Dubbel
Grundlagen Führungsformen Führungsarten Tribologie
Gleitgeschwindigkeit v
Rei
bekr
aft F
R
Gleitgeschwindigkeit v
Rei
bekr
aft F
R
h = const
Gleitgeschwindigkeit v
Rei
bekr
aft F
R
h = const
Gleitgeschwindigkeit v
Rei
bekr
aft F
R
Hydrodynamische Gleitführung Aerostatische Gleitführung
WälzführungHydrostatische Gleitführung
Tische und Schlitten
Folie 25
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
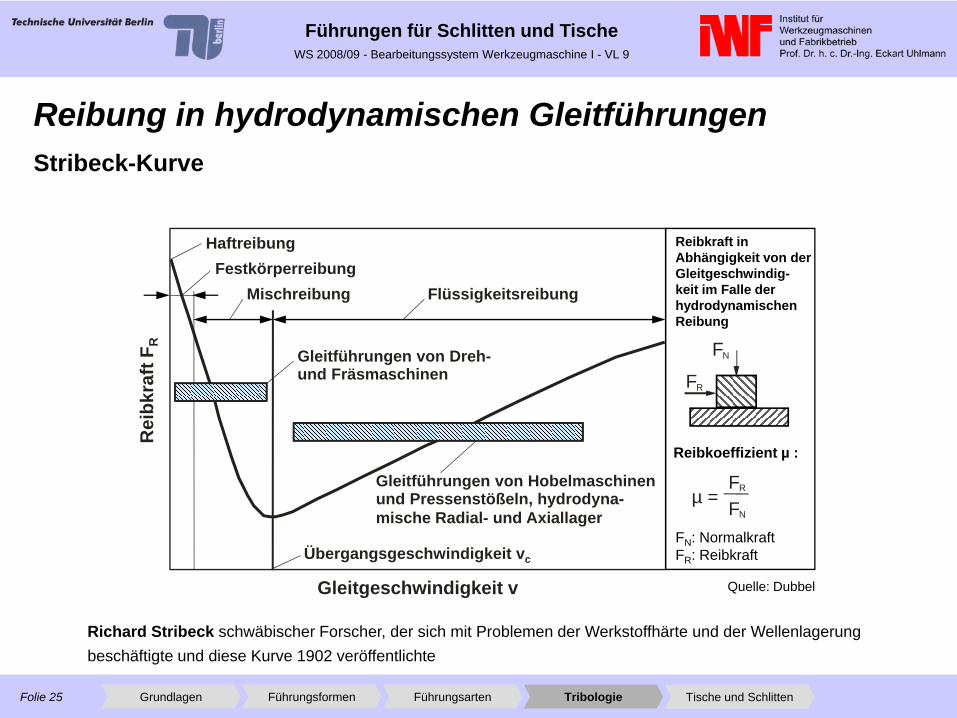
Reibung in hydrodynamischen GleitführungenStribeck-Kurve
Richard Stribeck schwäbischer Forscher, der sich mit Problemen der Werkstoffhärte und der Wellenlagerung beschäftigte und diese Kurve 1902 veröffentlichte
Grundlagen Führungsformen Führungsarten Tribologie
Quelle: Dubbel
µ = FF
R
N
FN
FR
Mischreibung
Gleitführungen von Hobelmaschinen und Pressenstößeln, hydrodyna-mische Radial- und Axiallager
Festkörperreibung
Gleitgeschwindigkeit v
Flüssigkeitsreibung
Gleitführungen von Dreh-und Fräsmaschinen
Übergangsgeschwindigkeit vc
Haftreibung
FN: NormalkraftFR: Reibkraft
Reibkoeffizient µ :
Rei
bkra
ft F R
Reibkraft in Abhängigkeit von der Gleitgeschwindig-keit im Falle der hydrodynamischen Reibung
Tische und Schlitten
Folie 26
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
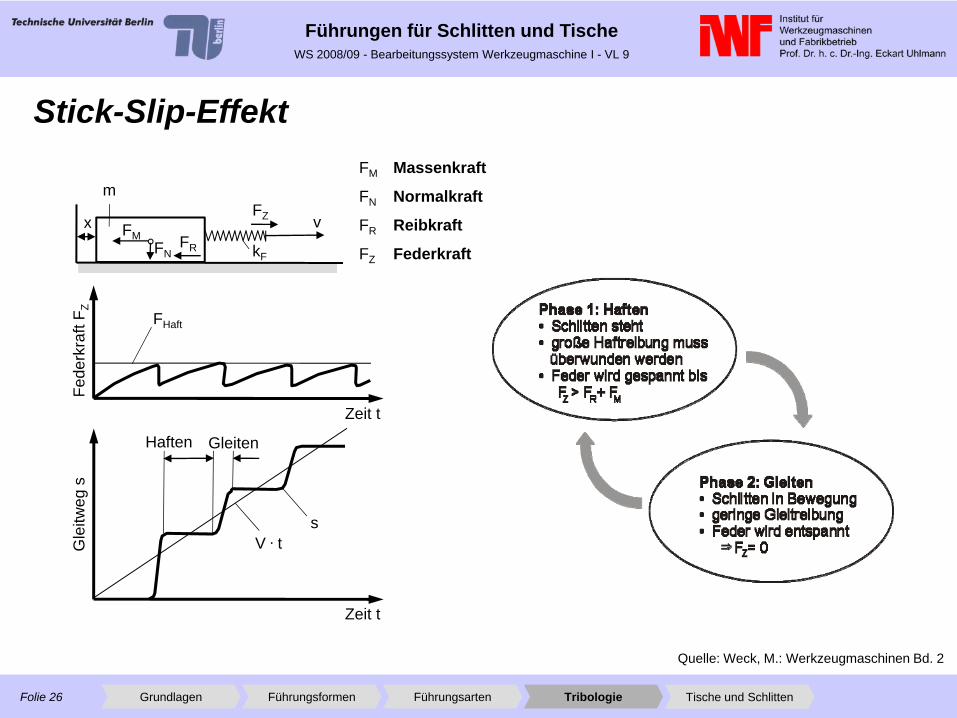
Stick-Slip-Effekt
Quelle: Weck, M.: Werkzeugmaschinen Bd. 2
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
m
x FMFN
FR
FZ
kF
v
FHaft
Zeit t
Zeit t
GleitenHaften
Gle
itweg
sFe
derk
raft
F Z
sV . t
FM
FN
FR
FZ
Massenkraft
Normalkraft
Reibkraft
Federkraft
Folie 27
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
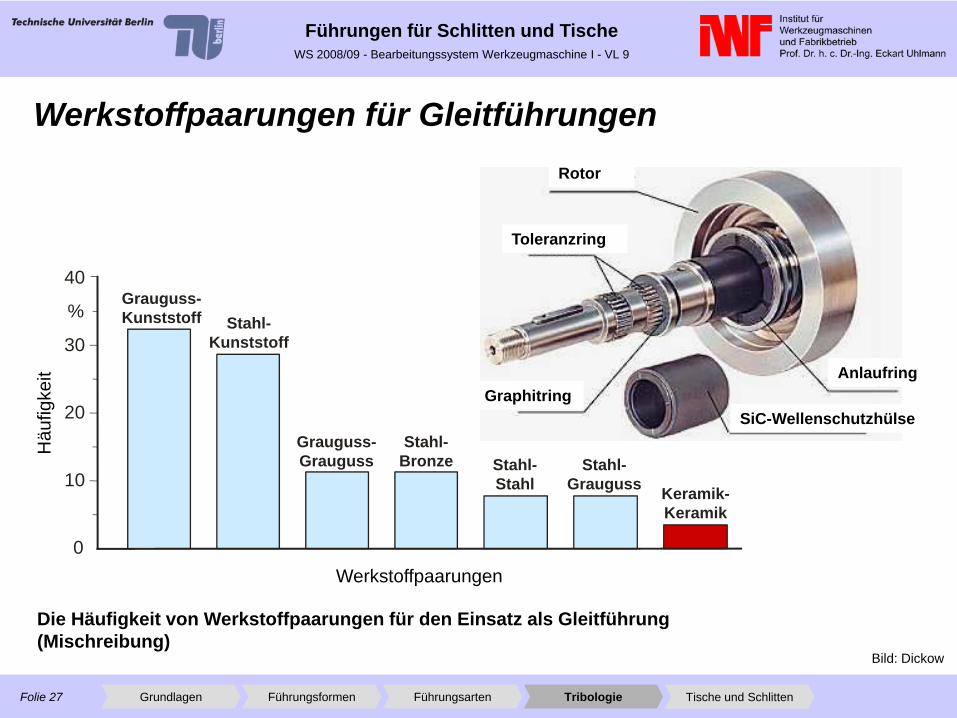
Bild: Dickow
Grundlagen Führungsformen Führungsarten Tribologie
10
20
30
40
%
Häu
figke
it
0
Grauguss-Grauguss
Grauguss-Kunststoff
Stahl-Grauguss Keramik-
Keramik
Stahl-Kunststoff
Stahl-Bronze Stahl-
Stahl
Werkstoffpaarungen
Die Häufigkeit von Werkstoffpaarungen für den Einsatz als Gleitführung (Mischreibung)
SiC-Wellenschutzhülse
Rotor
Anlaufring
Toleranzring
Graphitring
Tische und Schlitten
Werkstoffpaarungen für Gleitführungen
Folie 28
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
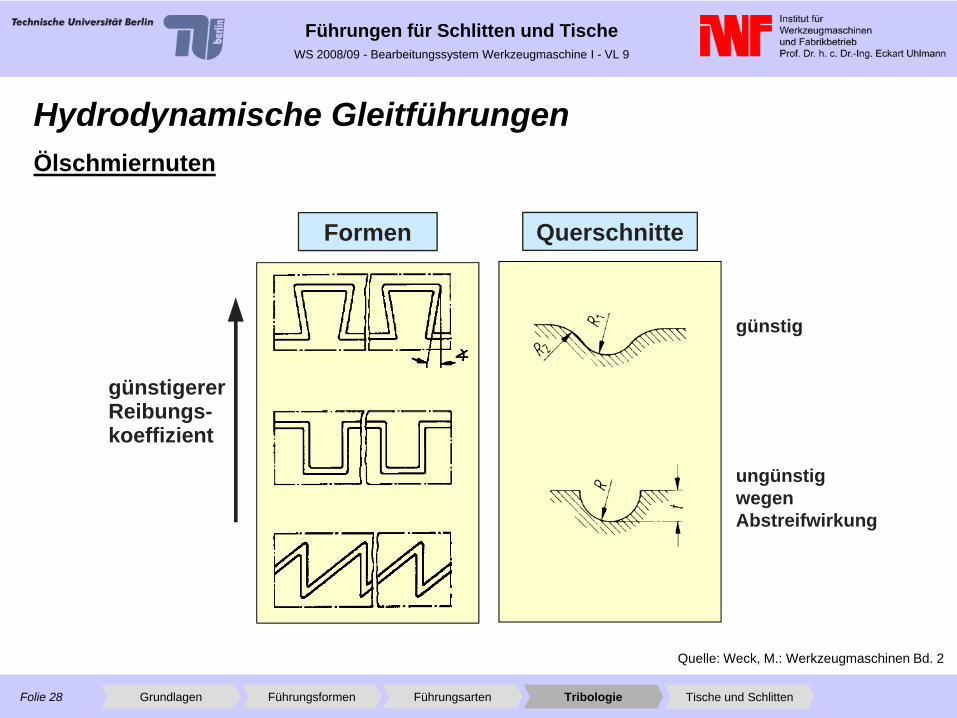
QuerschnitteFormen
Hydrodynamische GleitführungenÖlschmiernuten
günstig
günstigererReibungs-koeffizient
ungünstig wegen Abstreifwirkung
Quelle: Weck, M.: Werkzeugmaschinen Bd. 2
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Folie 29
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
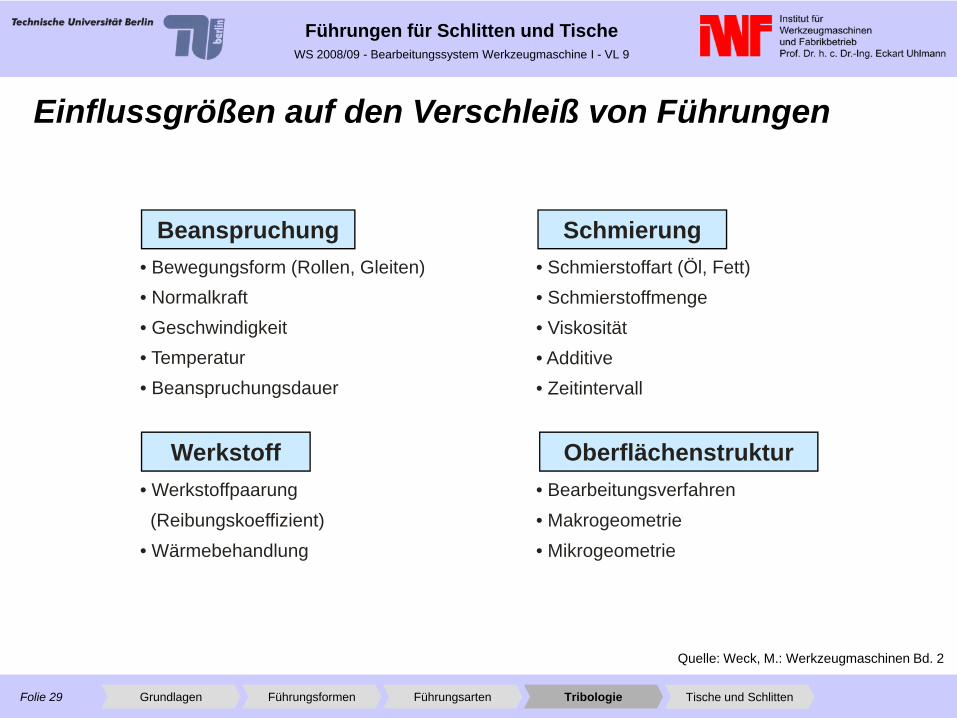
Einflussgrößen auf den Verschleiß von Führungen
Quelle: Weck, M.: Werkzeugmaschinen Bd. 2
Grundlagen Führungsformen Führungsarten Tribologie
Beanspruchung
OberflächenstrukturWerkstoff• Werkstoffpaarung (Reibungskoeffizient)
• Wärmebehandlung
• Bearbeitungsverfahren• Makrogeometrie• Mikrogeometrie
• Schmierstoffart (Öl, Fett)• Schmierstoffmenge• Viskosität• Additive• Zeitintervall
• Bewegungsform (Rollen, Gleiten)• Normalkraft• Geschwindigkeit• Temperatur• Beanspruchungsdauer
Schmierung
Tische und Schlitten
Folie 30
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
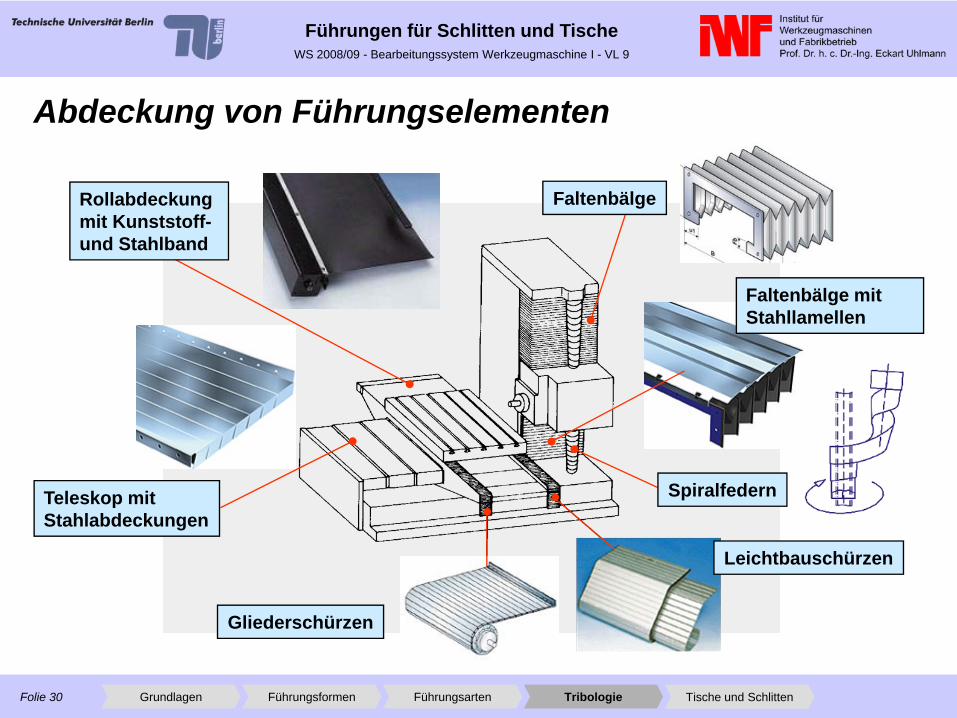
Abdeckung von Führungselementen
Grundlagen Führungsformen Führungsarten Tribologie
Faltenbälge
Gliederschürzen
Teleskop mit Stahlabdeckungen
Leichtbauschürzen
Rollabdeckung mit Kunststoff-und Stahlband
Faltenbälge mit Stahllamellen
Spiralfedern
Tische und Schlitten
Folie 31
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Tischfeststehendes oder translatorisch bzw. rotatorisch bewegbares, zwangsgeführtes Maschinenelement
dient als Basis zum Aufspannen von Werkstück oder Werkzeug
ermöglicht in bewegbarer Ausführung Relativbewegung zwischen Werkstück und Werkzeug
Beispiele: Drehtisch, Schwenktisch, Längstisch, Kreuztisch, Palette
translatorisch bewegbares, zwangsgeführtes Maschinenelement
ermöglicht Relativbewegung zwischen Werkstück und Werkzeug
Beispiele: Werkzeugschlitten, Werkstückschlitten, Spindelstockschlitten
Schlitten
Merkmale und Beispiele für Tische und Schlitten
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Folie 32
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Anforderungen an Tische und Schlitten
Zerspan-, Gewichts- und Beschleunigungskräfte auf möglichst kurzem Weg auf das Gestell übertragen
große statische, dynamische und thermische Steifigkeit
große Auflageflächen für hohe Variabilität und kleine Flächenpressung
ausreichend lange Führungen
niedriges Eigengewicht
Kraftangriff des Antriebs im Schwerpunkt
keine Kippmomente
kollisionsfreie und wirtschaftliche Bewegungsaufteilung bei Anordnung mehrerer Schlitten und Tische
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten
Folie 33
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
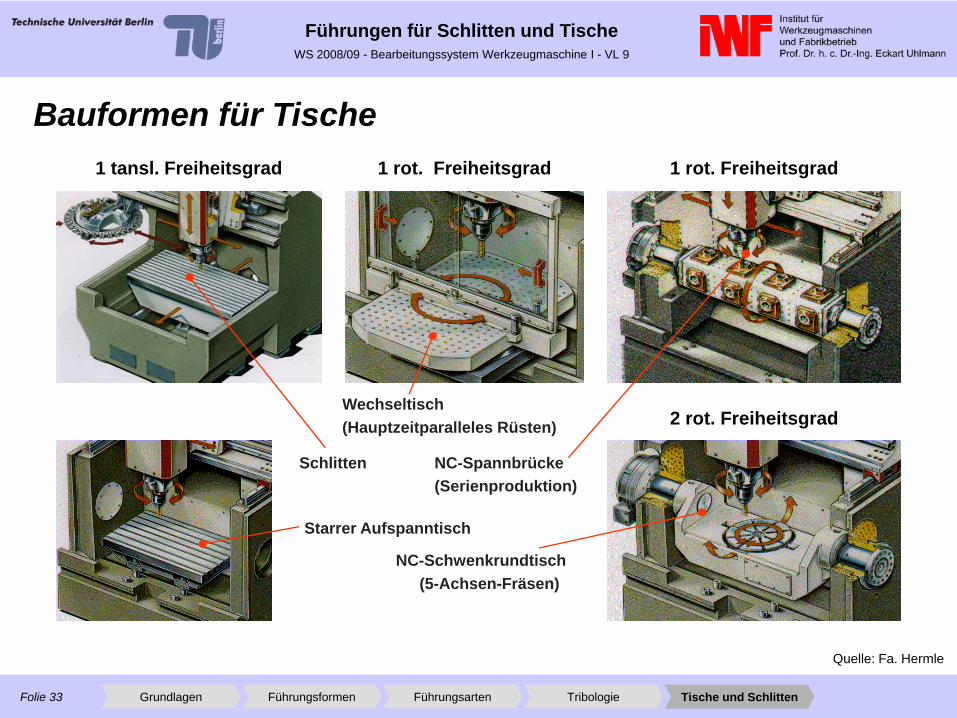
Bauformen für Tische
Quelle: Fa. Hermle
1 tansl. Freiheitsgrad 1 rot. Freiheitsgrad 1 rot. Freiheitsgrad
Starrer Aufspanntisch
Wechseltisch(Hauptzeitparalleles Rüsten)
NC-Spannbrücke(Serienproduktion)
NC-Schwenkrundtisch(5-Achsen-Fräsen)
Schlitten
2 rot. Freiheitsgrad
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten

Folie 34
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Rundtisch und Palettenwechsler
Automatischer Drehpalettenwechslerfür die Bearbeitung von Klein-, Mittel- und Großserien
Quelle: DMG
CNC-Drehrundtisch hohem Drehmoment und Drehzahlen bis 500 U/min für Fräs- und Drehbearbeitungen in einer Aufspannung
Quelle: DMG
Quelle: Niles
Rundtischfür die Schleifbearbeitung von Zahnrädern
Grundlagen Führungsformen Führungsarten Tribologie Tische und Schlitten

Folie 35
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
Hydraulische Klemmeinrichtungen an Führungs-elementen für schwere Lasten
Grundlagen Führungsformen Führungsarten Tribologie
Quelle: Zimmer GmbHQuelle: Dörries Scharmann Technologie
gelöst geklemmt
Bett
SchlittenKlemmstück
Tellerfedern
Sicherung gegen Verdrehendes Kolbens
Öldruck
p = 0
Hydrauliköl
p > 0
Membran
Klemmstück
Führungsschiene
Tische und Schlitten
Folie 36
Führungen für Schlitten und TischeWS 2008/09 - Bearbeitungssystem Werkzeugmaschine I - VL 9
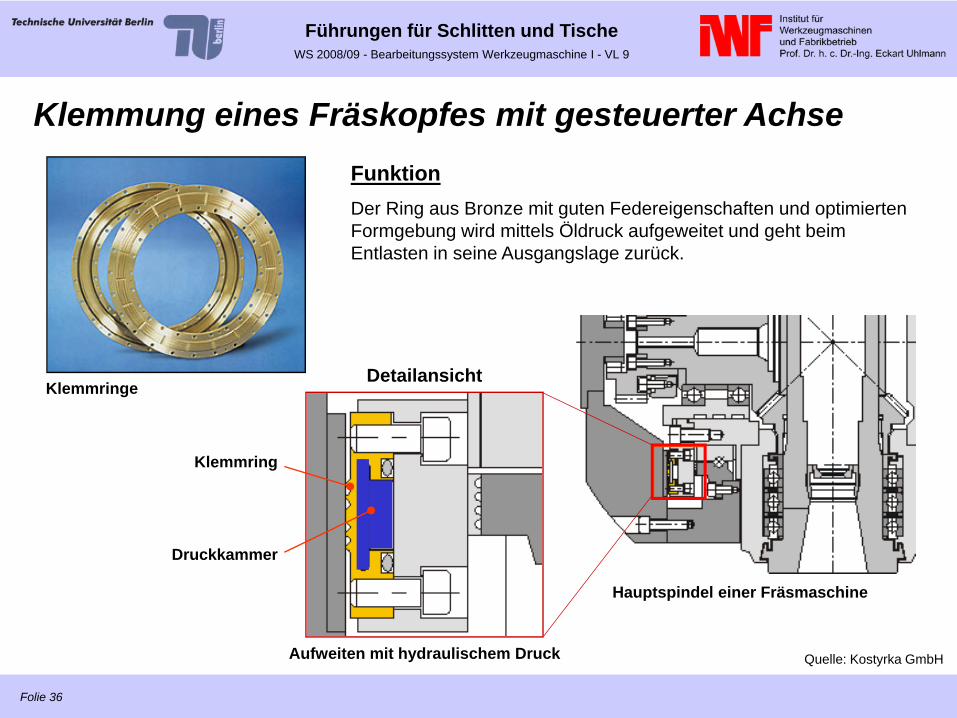
FunktionDer Ring aus Bronze mit guten Federeigenschaften und optimierten Formgebung wird mittels Öldruck aufgeweitet und geht beim Entlasten in seine Ausgangslage zurück.
Klemmung eines Fräskopfes mit gesteuerter Achse
Quelle: Kostyrka GmbHAufweiten mit hydraulischem Druck
Klemmringe
Hauptspindel einer Fräsmaschine
Detailansicht
Klemmring
Druckkammer





























