-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
1/42
1
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
2/42
OMIFCO PROJECT SPONSORS
OOC - Oman Oil Company S.A.O.C, Oman
(50 % shareholder)
KRIBHCO - Krishak Bharati Cooperative Limited, India
(25 % shareholder)
IFFCO - Indian Farmers Fertiliser Cooperative Limited, India
(25 % shareholder)
2
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
3/42
PROCESS UNITS
(i) Total installed capacity
Ammonia : 11,90,000 MT/year
Urea : 16,52,000 MT/year
(ii) Plant Capacity Licensor
Ammonia* 2 x 1750 MTPD M/s Haldor Topsoe
Urea** 2 x 2530 MTPD M/s Snamprogetti
* For CO2 removal system, the process licensor : M/s Giammarco
Vetrocoke
** For Urea granulation, the process licensor : M/s Hydro
Fertiliser Technology
3
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
4/42
FAILURE ANALYSIS OF
COMMON SUCTION LINE WELD JOINT
OF HP AMMONIA PUMPS OPERATING AT 23 BAR
IN
UREA PLANT.
4
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
5/42
5
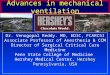
Site Photograph that indicates weld joint atthe pipe has broken
and snapped off from itslocation during operation
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
6/42
Investigation byTCR Advanced Engineering Services Pvt. Ltd.,
Vadodara, INDIA
Visual Examination
Low Magnification Examination
Wet Fluorescent Magnetic Particle Inspection ( WFMPI ) Chemical
Analysis
Scanning Electron Microscopy ( SEM ) Analysis
Energy Dispersive Spectrum ( EDS ) analysis
Microstructure Examination ( Metallography )
Tensile Test
Impact Test
Hardness Test
Micro - Hardness Test
Micro Hardness Profile Measurement
6
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
7/42
Visual Examination
7
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
8/42
OMIFCO - Oman8
Rust marks in the areaadjacent to the weld ofpainted
pipeline.
ID surface of the pipe looksblackish brown indicatinggeneral
form of corrosion.
Fracture surface is flat andin transverse direction. Atone
location weld material hadpeeled off.
The counterparts of the
failed joint displaced off-centre.
Weld joint failed from theHAZ region as well as
from the weld region.
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
9/42
OMIFCO - Oman
view near fast fracture surface.
The weld bead had come out on either side of the pipe,
Somepitting/dent marks are seen on ID.
Rust marks are noticed on the fracture surface. No thinning or
deformations observed at the failed location.
At all region fracture surface displayed flat surface with
coarsestriations.
9
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
10/42
LOW MAGNIFICATION EXAMINATION
10
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
11/42
low magnification view at the
fracture surface.
Multiple origins are observedfrom OD as well as ID Surface.
11
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
12/42
Indicates that the fracture has
taken place precisely at the
fusion zone and perhaps
moved into the weld.
ID surface shows general form
of corrosion having blackish
grey color.
12
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
13/42
Photographs at low magnification( 33 X ) shows multiple
originsin form of ratchet marks.
Presence of corrosion products observed at the
crackedsurface.
13
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
14/42
The fracture surface is fully covered with adherent
corrosiondeposits.
Photographs indicates that initial crack movement is in
fatiguemode.
14
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
15/42
NON - DESTRUCTIVE TEST
15
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
16/42
Photograph indicates theID surface Weld HAZview in WFMPI
(WetFluorescent Magnetic
Particle Inspection) testedcondition.
Secondary Transverse
Hairline Cracks wereobserved at HAZ.
No other defectsobserved either at OD
or at ID.
16
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
17/42
CHEMICAL ANALYSIS
pipe specimen and weld zone.
It conforms to the material specification
A 333 Gr. 6
17
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
18/42
SCANNING ELECTRON MICROSCOPY ( SEM )
18
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
19/42
SEM reveals crack
initiation in fatiguemode and movement inperipheral direction
inhigh cycle fatigue
mode. corrosion marks on the
fracture surface.
crack propagated under
combined influence ofcorrosion and fatigue.
19
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
20/42
ENERGY DISPERSIVE SPECTRUM ( EDS ) ANALYSIS
20
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
21/42
Result of EDS Analysis.
Presence of Oxygen, Sodium, Magnesium, Chlorine, and
Calciumconfirm that the corrosion is induced by the salty
marineatmosphere.
21
Energy Dispersive Spectrum ( E D S )
57.74Iron
0.87Calcium
1.07Chlorine
0.93Silicon
0.87Magnesium
1.31Sodium
37.22Oxygen
% ageElements
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
22/42
MICROSTRUCTURE EXAMINATION
METALLOGRAPHY )
22
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
23/42
corrosion fatigue crackinghaving trans-granular nature
of propagation. It is having mild branching
nature.
Matrix is banded ferriteand pearlite.
crack observed adjacent tofracture surface on pipeindicating
another origin of
fatigue crack.
23
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
24/42
corrosion damage entering the metal surface from the pittinglike
surface damage at weld location.
Matrix is ferrite dendrites with carbides.
It also indicates corrosion fatigue crack moving preciselyalong
the fusion zone of the weld.
The nature of crack is trans-granular.
24
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
25/42
EDS ANALYSIS AFTER METALLOGRAPHY
EDS Analysis carried out after metallography inside the
crack.
The presence of Oxygen, Sulphur and Chlorine on OD crackconfirm
that it is a corrosion product induced by marine
atmosphere.
Presence of Oxygen, Sodium, Sulphur and Calcium at ID
crackindicates that there is a water based corrosion product.
25
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
26/42
TENSILE TEST
Tensile Test results meet the requirements of ASTM A 333 Gr.6for
tensile properties.
V NOTCH CHARPY IMPACT TEST
V notch charpy test was carried out on the sample drawn at ()56
C.
Impact Test results meet the requirement of ASTM A 333Gr.6.
26
HARDNESS TEST
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
27/42
HARDNESS TEST
General hardness was measured at different locations.
Hardness results meets with the requirements of ASTM A 333
Gr.6.
27
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
28/42
MICRO - HARDNESS TEST Micro-hardness test conducted at different
locations. indicating a
normal trend. Values at OD and ID are little on higher side as
slight cold deformationis given during pipe making.
The lower values at crack tip and fracture surface indicate that
the
welded joint had slight inherent stresses which were relieved
after thefracture.
28
207 , 215 , 213I D
170 , 168 , 172Core
207 , 209 , 208OD
191 , 186 , 209At Fracture Surface
194 , 198 , 207At Crack Tip
196 , 212 , 213Origin of Crack
Micro - Hardness in VPN @ 100 gm
Load
Location I D
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
29/42
MICRO - HARDNESS PROFILE
The result of micro-hardness profiled is shown in table.
The profile does not indicate any severe abnormality. Values at
weld
and HAZ are on slightly higher side.
29
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
30/42
SUMMARY
30
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
31/42
The butt weld joint failed circumferentially during the
serviceafter 39 months of operation in February 2008.
The pipe material is ASTM A 333 Gr. 6. The pipe dimensions were8
X Sch. 20.
A Leak was observed from the same weld joint during first week
ofSept., 2007 and again in the first week of Jan., 2008 and the
same
was arrested by injecting sealing compound using clamp. Visual
Examination indicates complete snapping of the pipe at the
failure location from the weld joint.
Circumferential corrosion damage is seen near to the failure
location where the paint has peeled off precisely at the region
ofclamp.
Fracture has occurred perpendicular to longitudinal directionand
in a single plane from the weld / HAZ region.
Fracture surface comprises of both fatigue and brittle nature.
Low Magnification View confirms cracking both from OD and ID
and in the weld zone near Weld HAZ.
31
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
32/42
SEM Analysis confirms that the cracking is a typical fatigue
damage starting both from ID and OD and Assisted by
mildcorrosive atmosphere.
Crack movement is in combined influence of high cycle fatigueand
corrosion mode.
Secondary cracks were also noticed on the fracture surfaceswhich
were also having corrosion fatigue nature along withcorrosion
products.
EDS Analysis confirms that the corrosion damage on
fracturesurface is due to salt containing Moisture from
marineatmosphere.
Overall microstructure of weld metal, HAZ and parent metal
is
normal and acceptable for the service. Pitting like corrosion
damage at OD surface.
32
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
33/42
Tensile Test results and Charpy V Notch Impact Test at (-)56C
results were satisfactory.
Micro Hardness Values indicated normal trend in theirvariation.
Slightly higher hardness observed at HAZ but whichis normal.
Micro Hardness profile was also normal.
33
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
34/42
CONCLUSIONS
34
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
35/42
Visual Examination clearly indicates that the fracture has taken
place intransverse direction perpendicular to the pipe axis.
The failure has taken place both from weld and HAZ.
From Visual and Low Magnification Examination multiple origin of
thecracks all over the circumference starting from both OD as well
as ID.
The pipe is exposed to the sea water atmosphere and the paint
hadpeeled off at some places near welding and corrosion has taken
place.
Optical metallography indicates pitting like damage on OD
surface of thepipe.
Both SEM Analysis and Optical Metallography confirm that the
failure is onaccount of high cycle fatigue assisted by
corrosion.
The cracking has taken place in the weld and HAZ zone as seen in
WFMPI
and Optical Metallography. All the cracks are filled with
corrosionproducts. Even the secondary cracks seen on the fracture
surface werehaving corrosion fatigue nature.
35
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
36/42
HAZ microstructure shows slight inclination towards having some
internalstresses which is reflected from micro-hardness values.
Pipe has been supported especially at elbow joint where the
change in
the direction of the Liquid Ammonia takes place. Pipe line
connectingthe pump, hence some vibrations induced on it. In this
case the vibrationstresses induced appear more severe in
nature.
The surface corrosion in form of tiny pits has provided
favorable sites for
stress concentration to take place both from OD and ID. The
humid salty marine atmosphere provided the climate for corrosion
to
take place.
The prevailing vibrations on the pipe line induced the
fluctuating
stresses. Thus, naturally the most vulnerable site for corrosion
fatigue damage to
take place is weld and HAZ
36
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
37/42
CAUSE OF FAILURE
The failure has taken place on account of fatigue
crackingassisted by corrosion initiated at weld and HAZ both from
OD andID.
The prevailing marine atmosphere, the vibration stresses
duringservice and the surface corrosion that acted as
stressconcentration site resulted as corrosion fatigue.
37
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
38/42
RECOMMEDATIONS BY M/s TCR Advanced Engg.Services Pvt., Ltd.,
Vadodara, INDIA
Stress Analysis of pipe line both from fluid dynamics as well
as
transmitted vibrations from pump.
Quality of the painting on the pipe surface especially near
weldedjoint has to be improved to avoid peeling and subsequent
underneath corrosion damage.
All other vulnerable weld joints may be evaluated with WFMPI,
andIn-Situ Metallography for preventive measure.
38
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
39/42
ACTIONS TAKEN BY OMIFCO
Engaged M/s Project & Development India Limited to carry
outthe
Flexibility Analysis of the Line from the Ammonia Receiver ( V
105 ) to the Ammonia Booster Pump ( P 105 A/B ) and from
thedischarge of Ammonia Booster Pump ( P 105 A/B ) to the suctionof
HP Ammonia Pump ( P 101 ).
The report indicate that there is no over stressing at any point
inthe pipe line and no alarming forces and moments at the
restrainpoints.
Also engaged M/s ELECTROWATT ENGINEERING , Muscat to carryout
similar stress Analysis.
The report also indicate that stresses are within the
allowablelimits and hence, failure of welding in the piping is not
due to
overstressing of piping.39
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
40/42
MOST PROBABLE CAUSE
Finally, it is concluded that this failure might bedue to
corrosion , material defect and internal
stresses owing to welding joint.The stresses may have developed
on welding due to
injection of sealing compound & clamping.
40
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
41/42
FUTURE COURSE OF ACTIONS BY OMIFCO
To carry out WFMPI or Fluorescent Dye Penetrant Testing and in
Situ Metallography of other vulnerable weld joints for
preventive
measure on available opportunity.
Quality of painting on the pipe surface especially near welded
jointshall be shall be improved to avoid peeling and subsequent
underneath corrosion damage.
41
-
7/24/2019 WULC_14_1100-C v Venugopal OMIFCO Failure Analysis of
HP Ammonia Pumps Suction Line Weld Joint
42/42
42