Embed Size (px)
Citation preview

ARCHIWUM ODLEWNICTWA
67
WYBRANE ASPEKTY WALIDACJI WYNIKÓW SYMULACJI
KRZEPNIĘCIA ODLEWÓW
Z.IGNASZAK
1, J.CIESIÓŁKA
2
Politechnika Poznańska, Instytut Technologii Materiałów (1), ul. Piotrowo 3,
61–138 POZNAŃ Odlewnia Żeliwa ŚREM S.A., ul.Staszica 1, 63–100 ŚREM
STRESZCZENIE
Właściwa walidacja wyników symulacji jest warunkiem akceptacji modelu krzep-
nięcia, baz danych i skutecznej optymalizacji technologii odlewania. Badania nienis z-czące dają komplementarne i istotne informacje dotyczące tego ważnego etapu zwanego
virtual prototyping. Procedura ta została przedstawiona na przykładach odlewów prze-
mysłowych.
Key words: solidification simulation, model validation, NDT, ultrasonic testing.
1.WPROWADZENIE
Niekwestionowanym sposobem umożliwiającym definiowanie jakości odlewów, jej identyfikację i ostateczną ocenę, w oparciu o uogólnione lub indywidualne normy
i/lub normatywy, stanowiące odniesienie do jakości wymaganej, rozumianej jako ak-
ceptowalny stan wad w odlewie, jest platforma kontroli i badań nieniszczących [1,17]. W odlewnictwie światowym, szczególnie odlewów wielkogabarytowych
ze stopów żelaza, obserwuje się szerokie stosowanie metod ultradźwiękowych
i zdecydowane odchodzenie od metod radiograficznych. Nowoczesne rozwiązania ap a-raturowe i skuteczność metod kontroli spowodowały, że większość odlewni i ich od-
biorcy zaakceptowali warunki odbioru oparte całkowicie o metody UT. Wyjątek stan o-
wią niektóre odlewy, zwłaszcza staliwne, gdzie wady podpowierzchniowe i powierzchniowe niewidoczne gołym okiem wykrywa się metodami magnetycznymi.
Podobnie też w odniesieniu głównie do powierzchni obrobionych znaczenie metod
penetracyjnych nie podlega dyskusji.
1 dr hab. inż. prof. Politechniki Poznańskiej, mail: [email protected] 2 mg inż., mail: [email protected]
Rok 2001, Rocznik 1, Nr 1 (1/2)
Archives of Foundry
Year 2001, Volume 1, Book 1 (1/2)
PAN - Katowice PL ISSN 1642-5308

68
Metody ultradźwiękowe mają zastosowanie także do monitorowania stanu struktu-ry i poziomu naprężeń, a źródłem sygnału może być również impuls laserowy i jego
oddziaływanie na elementy struktury, o określonym stanie naprężeń. To skanowanie
(zwane tez tomografią ultradźwiękową) umożliwia pogłębianie studium nad materia-łem. Szerzej wykorzystane metody emisji akustycznej mogą dostarczać komplementar-
nych informacji o przebiegu zjawisk w procesach przetwarzania materiałów [2].
Jednocześnie, wprowadzenie do biur technologicznych odlewni systemów (kodów) symulacyjnych umożliwiło stworzenie nowego połączonego wymiaru dla zagadnień
optymalizacji technologii i nowych możliwości wykorzystania wyników kontroli jako-
ści z badań nieniszczących. Zdefiniowane przez odbiorcę kryteria jakości, w funkcji znanych wymagań eksploatacyjnych, w których zawarte są parametry określające stan
ścisłości odlewu, parametry jego struktury, parametry mechaniczne, umożliwiają sto-
sowanie rozwiązań technologicznych, optymalnych również pod względem kosztów produkcji.
Miejsce i możliwości badań nieniszczących, a szczególnie metod ultra-
dźwiękowych w zakresie identyfikacji parametrów jakości, a nie tylko obecności wad, skorelowane z prognozą „virtual prototyping” jest przedmiotem postulowanych związ-
ków jakości wirtualnej (projektowanej) i rzeczywistej, ocenianej po wykonaniu rzeczy-
wistego prototypu odlewu. W artykule wskazano na te powiązania i podano przykłady z praktyki odlewania, ilustrujące konieczność analizy i rozwijania takich procedur.
2. PROGNOZOWANIE JAKOŚCI ODLEWÓW Z ZASTOSOWANIEM SYMULACJI PROCESU ODLEWANIA (VIRTUAL PROTOTYPING)
Podczas międzynarodowej konferencji „10th
Conference and Exhibition on VIR-
TUAL PROTOTYPING by NUMERICAL SIMULATION – EUROPAM 2000, Nantes
2000 (France) w plenarnym referacie otwarcia zacytowano następujące zdanie (źródło:
OSAT Study, June 2000) :
“The explosive increase in use of CAE tools represents a revolution in the vehicle-
engineering process. Physical prototypes, one might conclude, will become dinosaurs.
We predict a 40 percent reduction in the number of prototypes needed by the year
2009...”
Inżynieria wirtualna (VE – Virtual Engineering, CAE – Computer Aided Engi-
neering) obejmująca coraz szerzej obszary koncepcji, projektowania, wytwarzania,
eksploatacji i recyklingu wyrobów w ogólnie pojętej działalności człowieka. Ma swoje
miejsce w technologiach materiałowych, także w odlewnictwie [3,4]. Istotne są powią-
zania istniejące podczas opracowywania tzw. wirtualnego prototypu (virtual prototy-
ping), który jest ważnym etapem weryfikującym jakość i skuteczność opracowania
technologii przed podjęciem wytwarzania. Zgodzić się należy, że jednym
z najbardziej obiecujących kierunków rozwoju w obszarze odlewnictwa, szczególnie
w zakresie projektowania i sterowania procesami, jest coraz pełniejsze wykorzystywa-
nie modelowania zjawisk i symulacji procesów wytwarzania wysokojakościowych
odlewów. Ta optymistyczna wizja możliwości symulacji w służbie inżyniera–

ARCHIWUM ODLEWNICTWA
69
technologa nie oznacza braku problemów warunkujących ich szerokie stosowanie.
Ograniczenia natury ogólnej to:
bardzo wysoki koszt systemów (kodów) symulacyjnych i odpowiedniego sprzętu
komputerowego,
uzależnienie klasy i rozmiaru symulowanych zadań od mocy sprzętu komputero-
wego (ciągły postęp mikroelektroniki, szybkie starzenie się sprzętu i ciągle nieza-
spokojone oczekiwania użytkownika),
wysoki koszt kreowania nowych procedur symulacyjno–optymalizacyjnych i koszt
eksperymentalnych badań walidacyjnych (uwiarygodniających).
Ograniczenia związane z podstawami teoretycznymi oraz uwarunkowania aplika-
cyjnymi są dwojakiego rodzaju [4,5]:
1. Problemy związane ze zmianą skali w modelowaniu mechaniki wytężenia ma-
teriału odlewu, z możliwie pełnym uwzględnieniem składowych elementów
struktury (ziaren) i możliwie pełnym opisem elementarnych mechanizmów ich
niszczenia.
2. Niedostateczna znajomość wielkości fizycznych niezbędnych do wprowadza-
nia do modeli i realizowanych na ich podstawie symulacji komputerowych.
Dotyczy to wszystkich domen modelowania i wymaga wysiłku eksperymenta-
torów. Istnieje zatem konieczność permanentnego uzupełniania, doskonalenia
i dopasowywania banków danych do postępu w obszarze formułowania modeli
fizycznych [6].
Mimo wskazanych problemów wymagających stopniowego rozwiązywania, w skali
światowego odlewnictwa symulacja komputerowa jest postrzegana, jako jedyne tak
skuteczne narzędzie optymalizowania technologii odlewania. Narzędzie to kosztowne
i wymagające. Operatorem takiego systemu może być osoba przyuczona, przyjmijmy,
że nawet znakomita pod względem formalnego opanowania obsługi sprzętu komput e-
rowego, umiejętnie wykorzystująca wiedzę instrumentalną. Prawdziwy jednak sukces
można osiągnąć dopiero, kiedy wspomaganiem CAD zajmie się specjalista posiadający
wiedzę o modelowaniu procesów i podstawach fizycznych zachodzących procesów,
potrafiący ją powiązać z wiedzą operatora systemu. To jest warunkiem pełnego powo-
dzenia i najczęściej szybko przynosi wymierne korzyści w postaci dotrzymania terminu
i korzyści finansowe. Podobnie przyuczony, nawet z dużym stażem, operator wykonujący kontrolę stosując
konkretną metodą nieniszczącą, nie osiągnie klasy kontrolera posiadającego przynajm-
niej pods tawową wiedzę o procesie, o jego potencjalnych anomaliach, powodujących zagrożenia wystąpieniem konkretnych wad. Taki specjalista kontrolując stan jakości,
przewiduje lokalizację wad i szuka potwierdzenia lub zaprzeczenia ich obecności
w skali całego odlewu.

70
3. JAKOŚĆ ODLEWÓW W UJĘCIU KRYTERIÓW PROGNOZOWANIA W SYSTEMACH SYMULACYJNYCH
W oparciu o uzyskane na drodze obliczeń symulacyjnych mapy temperatury dla wybranych chwil czasu, na podstawie numerycznego rozwiązania równań Fouriera–
Kirchhoffa, stworzono szereg kryteriów prognozujących stan jakości odlewu. Analiza
parametrów kryterialnych pozwala zrozumieć przebieg procesu krzepnięcia i zidentyfi-kować obszary wad w odlewach, dla przyjętych warunków symulacji, adekwatnie do
studiowanego przypadku technologii. Wizualizacja wyników symulacji w połączeniu
z tymi kryteriami, daje podstawy do prognozowania obszarów zagrożonych wadami. Większość z nich dotyczy problemów zasilania odlewu podczas krzepnięcia i uwzględ-
nia procesy skurczowe, podstawową przyczynę wad wewnętrznych, z zasady niemożli-
wych do naprawy. Najczęściej wnioskuje się na podstawie wyników przedstawianych w objętości odlewu podzielonej na elementy (objętości) skończone (w tym opcja tzw.
X–ray) lub/i na jego przekrojach na przykład jako [7,8,9] :
izolinie (powierzchnie) temperatur, np. izolikwidusy, izosolidusy, izolinie(powierzchnie) tzw. ułamków fazy stałej, w tym ułamków krytycznych,
izolinie(powierzchnie) całkowitych czasów krzepnięcia tzw. izochrony,
izolinie (powierzchnie) szybkości stygnięcia i szybkości ruchu izotermy solidusu. Można także skorzystać, jeżeli użytkownik oczekuje szybkiej odpowiedzi lub jeżeli nie
czuje się na siłach, aby dokładnie analizować proces, z podpowiedzi zawartej w goto-
wym kryterium jakości będącym wprost wskaźnikiem porowatości skurczowej (poros i-ty, shirnkage defects) lub współczynnikiem skuteczności zasilania (feeding, shrinkage),
w zależności od rodzaju kodu symulacyjnego. W tym przypadku użytkownik nie zna
algorytmu, którego autorami są twórcy oprogramowania, a więc zdany jest na założenie słuszności przyjętych tam szczegółowych rozwiązań. Ponadto twórcy kodów zmieniają
w kolejnych wersjach algorytm tej interpretacji wad, co może prowadzić do nieporozu-
mień i wymaga śledzenia i porównywania ze skatalogowanymi wynikami obliczeń zrealizowanych w przeszłości dla innych naszych odlewów.
Oczekuje się, aby ten rodzaj bezpośredniego wskazania miejsca wystąpienia wady typu
skurczowego i wskazanie jej intensywności znalazł potwierdzenie w badaniach ultra-dźwiękowych. Obie metody: prognozująca i kontrolna charakteryzują się pewnym mar-
ginesem niepewności. Biorąc pod uwagę metody prognozowania, pogłębienie analizy wyników symulacji prowadzi do pełniejszego zrozumienia zjawisk i uściślenia prognozy wad. Tych możli-
wości upatruje się w gradiencie temperatury, w tzw. gradiencie czasowym, w kryterium
Niyamy (gradient zmodyfikowany) i w gradiencie podwójnie zmodyfikowanym [7,10,11]. Nowe ujęcie interpretacyjne i nowe podejście do granicznych wartości gra-
dientu zmodyfikowanego, rozwinięto w pracy [12].
W trakcie symulacji procesu, źródłem niejednoznaczności w prognozowaniu po-rowatości odlewów są założenia związane ze sposobem dyskretyzacji przestrzeni odle-
wu. Omówiono to w pracy [13], przedstawiając przyczyny otrzymywania zróżnicowa-
nych wartości gradientowych parametrów kryterialnych. Na podstawie tychże samych spreparowanych temperaturowych wyników symula-
cji procedury systemów symulacyjnych pomagają przewidywać lokalnie strukturę (nie-

ARCHIWUM ODLEWNICTWA
71
które systemy stosują tzw. mikromodelowanie [11] czyli modelowanie zarodkowania i wzrostu kryształów) i właściwości mechaniczne (twardość, wytrzymałość, wydłuże-
nie). W systemach symulacyjnych, które zawierają moduły termomechaniczne możliwe
jest prognozowanie stanu naprężeń i odkształceń. Jak wiadomo i te informacje o strukturze, jej elementach składowych, o właściwo-
ściach mechanicznych, o naprężeniach mogą pochodzić z właściwej interpretacji sygn a-
łu ultradźwiękowego, będącego swoistą odpowiedzią materiału i jego stanu.
4. BADANIA NIENIS ZCZĄCE W WALIDACJI MODELU SYMULACJI
Szczególne miejsce badania nieniszczących w powiązaniu z potrzebami ilościo-
wego szacowania jakości produkcji jest powszechnie uznane. Trudno sobie wyobrazić
odbiór odlewów bez zdefiniowanych progów wad dopuszczalnych dla poszczególnych stref (por. przykład warunków odbioru w rozdz.6).
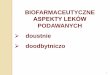
Korelacja informacji o lokalizacji i natężeniu wad z prognozami systemu symula-
cyjnego powinna być przedmiotem szczególnej troski. Powiązania te przedstawiono na rys.1. Niektórzy te informacje (źródło II grupy) uważają jako podstawowe, służące
walidacji modelu symulacji. Problem ten rozwinięto w [5].
Brak ciągłości materiału w rozumieniu jego obniżonej ścisłości [15] wskazywany w prognozach symulacyjnych, jest relatywnie łatwy do potwierdzenia metodami UT
podczas kontroli rzeczywistego odlewu. Nie zawsze jednak należy oczekiwać ewiden t-
nej korelacji między prognozą wad skurczowych a tymi nieciągłościami wykrytymi przez UT. Zgodności można oczekiwać jedynie dla wad pochodzenia skurczowego,
związanych bezpośrednio (wady skupione lub rozproszone porowatości skurczowe) lub
pośrednio (rozerwania – pęknięcia międzydendrytyczne) z istnieniem skurczu zasilania czyli skurczu przegrzania i krzepnięcia. Inne wady typu „brak ciągłości” np. pochodze-
nia „gazowego” nie są przedmiotem modelowania i nie mogą być prognozowane. Nie
oznacza to, że analizując pola temperatur, pola ciśnień, pola prędkości należy à priori odstąpić od wiązania ich ze stanem wykrytych wad. Należy wykazać tutaj jednak dużą
ostrożność.
Biorąc pod uwagę inne informacje pochodzące z badań ultradźwiękowych (szybkość fali, tłumienie sygnału echa dna, porównanie informacji pochodzących z różnych gło-
wic) można odnosić te parametry do prognozowanych i/lub rzeczywistych struktur
i cech materiałowych. Może to oczywiście także być elementem walidacji procedur prognozujących systemów symulacyjnych. Zagadnienia te nie są omawiane w tym art y-
kule.

72
ź r ó d ł a II grupy
ź r ó d ł a I grupy
PRE-
PROCESSING
ODLEWANIE
(w ypełnianie formy)
KRZEPNIĘCIE
I STYGNIĘCIE
SUROWY
ODLEW
OBROBIONY
ODLEW
Model
procesu
Analiza (1) termo–
mechaniczna ukł. O-F
Analiza (2) termo–
mechaniczna ukł. O-F
Kontrola Nieniszcz,
Kontrola Niszcząca
Kontrola Nieniszcz,
Kontrola Niszcząca
bazy danych
materiałowych
czasy zalewania (cał-
kowity, cząstkowe)
krzywe stygnięcia
odlewu i nagrzewania formy
wady zewnętrzne inne wady odkryte
podczas skrawania wady wewnętrzne :
geometria dynamika wypełniania pola temperatury ukła-
du
- zidentyfikowane struktura
podział (mesh)
wybrane temperatury emisja akustyczna - niezidentyfikowa-ne
twardość
anomalie procesu naprężenia struktura naprężenia
ciśnienia metalu i ga-
zów
zmiany dylatacyjne
zmiany dylatacyjne
układu
twardość
naprężenia
właściwości me-
chaniczne
(w czasie rzeczywi-stym)
(w czasie rzeczywi-stym)
(w czasie poza procesem)
(w czasie poza procesem)
Rys. 1 Miejsce kontroli jakości odlewów na schemacie walidacji modelu procesu odlewania. Źródła i przepływ
informacji o procesie odlewania.

ARCHIWUM ODLEWNICTWA
73
5. PRAKTYCZNE ASPEKTY METOD UT W BADANIACH ODLEWÓW ŻE-LIWNYCH.
W praktyce badań ultradźwiękowych wyróżnia się zasadniczo dwie metody oceny wad. Jeżeli średnica wiązki ultradźwiękowej jest mniejs za od najmniejszego wymiaru
wady to wykonuje się „punktowania” obrysu wady i określa jej powierzchnię stosując
umowne kryteria dotyczące wysokości sygnału na granicy wady. Jeżeli średnica wiązki ultradźwiękowej jest większa niż największy wymiar wady to
porównuje się największą amplitudę echa odbitego od wady z amplitudą echa odbitego
od sztucznej wady porównawczej położonej na tej samej głębokości. Należy pamiętać przy tym, że echo odbite od małej wady rzeczywistej jest najczęściej mniejsze niż echo
odbite od wady sztucznej o tej samej wielkości. Spowodowane to jest np. stanem ro z-
winięcia powierzchni wady rzeczywistej lub/i nie prostopadłym padaniem wiązki ultra-dźwiękowej na jej powierzchnię.
Ponadto jak wiadomo, fala ultradźwiękowa podlega tłumieniu w każdym materiale
zależnie od jego natury, gęstości i stanu struktury oraz postaci jej faz składowych. W przypadku odlewu, nawet jeżeli jego materiał nie wykazuje wad skupionych,
co oznacza jego ścisłość w skali makroskopowej [14], w zależności od lokalnych wa-
runków krzepnięcia można zidentyfikować znaczące różnice tłumienia fali. Znane i powszechnie stosowane jest na przykład odnoszenie prędkości fali dla konkretnego
odlewu do jego strefy brzegowej czyli krzepnącej z większą szybkością w stosunku do
reszty odlewu jako „najzdrowszej”. Jeżeli fala ultradźwiękowa dodatkowo przechodzi przez większe grubości odlewu
to występujący duży stopień tłumienia powoduje wystąpienie niebezpieczeństwa osła-
bienia echa odbić od naturalnych wad. Szczególnym przypadkiem silnego tłumienia jest żeliwo szare (z grafitem płatkowym).
Nowoczesny aparat ultradźwiękowy USN 52 (f–my Krautkrämer) dzięki swoim
funkcjom i parametrom, znacznie ułatwia badanie żeliwa. W oparciu o doświadczenia odlewni zachodnich opracowano instrukcje kontroli ultradźwiękowej i wdrożono ich
stosowanie w odlewni. Najczęściej do badań żeliwa sferoidalnego stosowane są metody
OWR (AVG) odległość - wzmocnienie -rozmiar i metody DAC (CAD) odległość – amplituda – krzywa.
6. ANALIZA PROGNOZ JAKOŚCI I WYNIKÓW KONTROLI ULTRADŹWIĘKOWEJ. PRZYKŁADY.
6.1. Przykład odlewu korpusu z żeliwa sferoidalnego
Na rysunkach 2 do 5 przedstawiono sekwencję ilustrującą przykład ciężkiego
odlewu korpusu z żeliwa sferoidalnego (40015). Ten odpowiedzialny odlew wymagał
szczególnie pieczołowitego opracowania technologii, z uwzględnieniem sterowania
krzepnięciem z zastosowaniem ochładzalników zewnętrznych, w formach piaskowych
o odpowiedniej sztywności. Na rys.2 przedstawiono fragment wyników symulacji,
z których widać, iż na obszary wystąpienia wad wynikające z nieskutecznego zasilania.
Rys.3 wskazuje precyzyjniej wady tego samego pochodzenia w dolnej części korpusu.

74
Rys. 2. Fragmenty odlewu korpusu z żeliwa sferoidalnego (ciężar około 12 ton) a – wygląd
odlewu po dyskretyzacji metodą objętości skończonych; b – umiejscowienie wad wg prognozy nieskutecznego zasilania „feeding” (F) na tle zarysu siatki dyskretyzacji (z rys.
a) (obliczenia wykonano przy pomocy systemu Magma, we współpracy z firmą
KomOdlew Kraków)
Rys. 3. Umiejscowienie wad wg prognozy skuteczności zasilania „feeding” na tle zarysu
siatki dyskretyzacji przestrzennej w dolnej części odlewu korpusu (różne przekroje)
Prognoza
„feeding”
a. b.
F

ARCHIWUM ODLEWNICTWA
75
Rys. 4. Prognoza skuteczności zasilania fragmentu odlewu korpusu w części odpowiadającej
wykrytej wadzie typu „dross” (w środku wady skuteczność zasilenia około 90% –kolor
niebieski, dół skali, część odpowiednio zasilona – kolor biały) (obliczenia wykonano przy pomocy systemu Magma, we współpracy z firmą KomOdlew Kraków)
Rys. 5. Szkic roboczy pozycji głowic 2MHz i 1MHz podczas badań strefy „dross”.
A – pozycja głowicy w strefie z wyraźnym echem dna, B – w strefie z wadą.

76
Rys.5 uściśla obraz wady w rejonie środkowym, potwierdzając jej charakter skurczowy.
Badania ultradźwiękowe w rejonie środkowym (rys. 5) pozwoliły na
zidentyfikowanie położenia wady poza obszarem osi cieplnej ściany, w jej części
górnej. Mimo dużej zgodności lokalizacji powierzchni wad z wynikami symulacji dla
tej części odlewu, ze szczegółowego porównania położenia wady na przekroju ścianki
nie wynika, aby była ona spowodowana bezpośrednio zjawiskami skurczowymi. Nasze
doświadczenie z odlewami o średnich i dużych grubościach ścianek wskazuje raczej na
typową wadę zwaną „dross” (ang.) lub „crasses” (franc.), spowodowana opóźnioną
dekantacją produktów po reakcji sferoidyzacji żeliwa magnezem (głównie kompleksy
krzemianów i siarczków magnezu oraz tlenków żelaza). Według tychże doświadczeń
łączenie tych wad z problemami zasilania nie znajduje uzasadnienia.
Z kolei wady wskazywane przez prognozy dla części dolnej korpusu (rys.3)
relatywnie dobrze zgadzają się z wynikami badań ultradźwiękowych. W warunkach
odbioru odlewu dopuszczano wady o max. średnicy równoważnej 3 mm. Jednocześnie
wykluczono ich „odkrycie” w miejscach wierceń (przyszłe badania penetracyjne).
Na rys.9 pokazano przykład dokładnej analizy położenia wad zidentyfikowanych
ultradźwiękowo, w stosunku do położenia wierconych otworów.
W tej strefie (dolnej), w której uzyskano dobrą zgodność prognozy symulacyjnej
i kontroli UT, ilościowo wyrażona prognozowana skuteczność zasilania (rys. 4) zmienia
się od 90 do 100%. Potwierdzona lokalizacja wad jest pierwszym warunkiem kolejnego
wnioskowania o zgodności ilościowej i próby prognozowania w kategoriach wymiaru
wady równoważnej.
Jest to ważne zwłaszcza w kolejnych próbach optymalizacji technologii dla tego
samego odlewu i porównywania wad wirtualnych i rzeczywistych.
Uogólnienia tego rodzaju procedury porównawczej na inne odlewy musi być
poparte bądź dużym zasobem informacji ze skatalogowanych uruchomień podobnych
przypadków (symulacja i udokumentowana kontrola jakości odlewu) lub badaniami
odlewów próbnych.
6.2. Przykład odlewów wieńców zębatych z żeliwa sferoidalnego
Ten rodzaj odlewów często jest przedmiotem badań symulacyjnych w celu pro-
gnozowania obecności ewentualnych wad i optymalizacji opracowań technologicznych
z udziałem ochładzalników. Na rys. 7 przedstawiono wybrane wyniki symulacji.
`Procedury kontroli.
Kontrola wizualna, kontrola ultradźwiękową i magnetyczna mogą być wykonywa-
ne zarówno przed jak i po obróbce skrawaniem. Odbiorca może żądać, aby dodatkowo
końcowa kontrola była prowadzona także metodą penetracyjną.
Strefy 1, 2 i 3 (rys. 6) są badana metodą magnetyczną (dopuszczalne wady liniowe
max. 3 mm). Kontrola ultradźwiękowa obejmuje strefy 1 i 2. Tej procedurze poświęc i-
my więcej miejsca.

ARCHIWUM ODLEWNICTWA
77
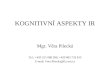
Rys. 6. Schemat stref jakości na przekroju wielkogabarytowego wieńca zębatego z żeliwa
sferoidalnego (zakres średnic – od kilku do kilkunastu m).
Rys. 7. Prognoza wad skurczowych dla odlewu 1/4 wieńca zębatego (technologia z zastosowa-
niem ochładzalników zewnętrznych). Klamrami oznaczono nadlewy.WS – prognozowane
wady skurczowe w strefie 2 (poza uzębieniem). Wykorzystano kod symulacyjny NovaSo-
lid (f–ma NovaCast).Wynik symulacji wskazuje, że wady powinny być zlokalizowane
poza strefą 1, gdzie będzie nacinane uzębienie (z uwzględnieniem ochronnej grubości ma-teriału).

78
Zawiera ona następujące istotne punkty :
Wyposażenie – aparatura ultradźwiękowa np. f–my Krautkrämer (USN 50,
US D10, USN 52) f–my Sofranel (Epoch 2002),
Głowice o średnicy 24 mm, częstotliwości 0,5 do 2 MHz,
Kalibracja na wzorcu schodkowym odlanym z żeliwa sferoidalnego (gene-
rowanie krzywej DAC, otwory płaskodenne o średnicy 6 mm, wg ASTM
A609), przeniesienie między wzorcem a odlewem – 80% wysokości ekra-
nu w obu przypadkach,
Realizacja – przy pomocy głowicy 2MHz, z rejestracją następujących
przypadków
– echo wady ponad krzywą DAC
– tłumienie sygnału większe niż 90% (dla staliwa 75%)
Kryteria akceptacji –
– Strefa 1 : klasa 1 wg ASTM A609
– Strefa 2 : klasa 3 wg ASTM A609
lub inne uzgodnione wg specyfikacji odbiorcy.
6.3. Przykład testu odlewu wirnika z żeliwa sferoidalnego
Poniższy przykład dotyczy etapu produkcji po wykonaniu pierwszego odlewu,
którego technologię optymalizowano przy pomocy systemu symulacyjnego Magma [16].
Rys.8. Odlew wirnika z żeliwa sferoidalnego.
Badanie przy pomocy USN 52.Strefy A i B oznaczają wykryte miejsca wad
wewnętrznych, przypuszczalnie pochodzenia skurczowego.
Strefa B
Strefa A

ARCHIWUM ODLEWNICTWA
79
Rys. 9. Prognoza wad skurczowych (skuteczność zasilania „feeding”) odlewu wir-
nika [16].
Przedstawiony na rys.9 widok miejsc, gdzie przewidywane były problemy w zas i-
laniu, wskazuje na równomierne obwodowe rozłożenie wad. Maksymalna porowatość
zgodnie z tą prognozą nie powinna przekroczyć 6%. Oczekiwano zatem, że wady przy
takim rozłożeniu nie przekroczą średnicy równoważnej 6 mm (wymóg odbiorcy).
Strefy A i B, wyróżnione na rys.8, nie potwierdzają równomiernego rozłożenia
wad na obwodzie. Ponadto w tych strefach stwierdzono, że wielkość wad równoważ-
nych przekracza znacznie wartość dopuszczalną. Fakt lokalności wad potwierdzono
prześwietlając odlew przy pomocy betatronu.
Prototyp ten został poddany więc badaniom niszczącym. Chodziło głównie o po-
równanie wady odkrytej przez frezowanie z wynikiem badań ultradźwiękowych – śred-
nicą wady równoważnej [18].
Odkryto rzeczywiście, że lokalne wady (A i B) mają zdecydowanie charakter wad sku r-
czowych (ewidentna obecność dendrytów we wnętrzu wad). Ich wymiar równoważny
odpowiednio : 9 i 17 mm stanowi podstawę do odniesienia : średnica równoważna –
faktyczny obraz wady.
Potwierdzono w ten sposób prawidłowość decyzji o niespełnieniu przez odlew wyma-
gań jakościowych na podstawie wskazań USN 52.
Przypadek powyższy należy wyjaśnić dodatkowo. Prognoza z symulacji (virtual
prototyping) nie wskazywała na tendencję do wystąpienia wady o takim natężeniu
i skupieniu. Podczas wypełniania formy musiało nastąpić silne przegrzanie tej części
odlewu (strefa A i B znajdują się po tej samej stronie). Takie silne przegrzanie nie wy-
stąpiło, gdy oceniano wyniki mapy temperatury po symulacji wypełnienia wnęki formy.
Mimo to uznano, że opracowanie technologiczne należy optymalizować,

80
aby wykluczyć możliwość niekontrolowanego zaistnienia warunków prowadzących
do lokalnego przegrzania fragmentu formy. Zwiększono ilość ochładzalników,
uwzględniając między innymi wytyczne zawarte w [19]. 7. PODSUMOWANIE
Obie przedstawione metody oceny jakości odlewu : prognozowanie przez „wyko-
nanie” wirtualnego prototypu oraz kontrola stanu jakości prototypu rzeczywistego me-
todami ultradźwiękowymi, są szeroko stosowane w światowym przemyśle odlewn i-
czym. W obszarze interpretacyjnym, prognozy dokonywane na bazie każdej z tych
dwóch metod należy łączyć ze zdefiniowaniem marginesu niepewności.
Dokładność metod symulacyjnych zależy od czynników obiektywnych i subiek-
tywnych (najważniejsze z nich wskazano w treści artykułu). Metody ultradźwiękowej
kontroli jakości (powtarzalności i jednoznaczności interpretacyjnej sygnału) są wrażli-
we na błędy metodyczne operatora, rodzaj i klasę sprzętu. Obie metody wymagają d u-
żego operacyjnego doświadczenia użytkowników i wiedzy o procesie technologicznym.
Opisane metody stały się standardem, każda w swoim zakresie stosowania.
Ich komplementarność nie podlega dyskusji. Niepodważalną role pełnią one także (nie-
które ośrodki uważają, że głównie [19]) w zakresie edukacji technologicznej specjali-
stów technologów i kontrolerów.
Ustawiczne katalogowanie wyników prognoz symu lacyjnych zestawionych z wy-
nikami kontroli ultradźwiękowej odlewów umożliwi pogłębienie analizy i uogólnienie
wyników porównań w celu ułatwienia prognozowania „virtual prototyping” bezpośred-
nio w kategoriach spodziewanych wskazań z metody UT.
LITERATURA
[1] Julian DEPUTAT – Nowe osiągnięcia ultradźwiękowych badań materiałów. Bada-
nia Nieniszczące, nr 3–4, 1995.
[2] Zenon IGNASZAK, Maria GOLEC, Zdzisław GOLEC – The comparison of meth-
ods of non–ferrous alloys solidification testing by means of thermal analysis and
acoustic emission. Archives of Metallurgy, vol.43, 1998, no4, pp.329–340.
[3] Giles POMMIER, Andre PINEAU, Gerard LESOULT: Matériaux métalliques.
[w:] Instantanés Techniques ; Revue trimestrielle de „Techniques de l’ingénieur”,
juin 1996.
[4] Zenon IGNASZAK – Tendencje rozwojowe w odlewnictwie u progu XXI wieku .
Przegląd Odlewnictwa nr 9, 2000 (numer z okazji Polskiego Kongresu Odlewnic-
twa),
[5] Zenon IGNASZAK –Aplikacyjne uwarunkowania rozwoju modelowania i symula-
cji procesów odlewania. Proceedings Konferencji sprawozdawczej Komitetu Hut-
nictwa PAN, Krynica, 23–24.09.1998.

ARCHIWUM ODLEWNICTWA
81
[6] Zenon IGNASZAK – Simulation model sensivity to quality of material properties.
Solidification of Metals and Alloys, 1999, vol.1, Book no 40,
[7] Zenon IGNASZAK, Adam Baranowski - Studium porównawcze kryteriów zasila-
nia odlewów. Krzepnięcie Metali i Stopów, nr 18, wyd.PAN, Oddz.Katowice,
1993.
[8] Zenon IGNASZAK - Symulacja krzepnięcia i zasilania. Stosowanie programów
symulacyjnych we francuskich centrach badawczych i odlewniach . Krzepniecie
Metali i Stopów, nr 18, wyd.PAN, Oddz.Katowice, 1993.
[9] Zenon IGNASZAK, Piotr Wołujewicz - Analiza możliwosci identyfikacji porowa-
tości skurczowych w odlewach ze stopów aluminium. Archiwum Technologii Ma-
szyn i Automatyzacji, Oddz. PAN w Poznaniu, z.13, Poznań 1994.
[10] Jean–Baptiste PRUNIER, Zenon IGNASZAK – Simulation de remplissage et de
solidification. Optimisation d’une traverse de bien d’équipement en EN–GJS–500–
7, en collaboration avec le client, par simulation de remplissage et de solidifica-
tion. Hommes et Fonderie, no 296, septembre 1999.
[11] Zenon IGNASZAK, Nicolas HUEBER Simulation codes – industrial application
problems. Referat i publikacja CD na Vth
International Symposium MODELING
OF CASTING AND FOUNDRY PROCESSES. 26–27.10.2000 Ostrowieczno–
Śrem–Poznań.
[12] Zenon IGNASZAK i inni - Niekonwencjonalna metoda doskonalenia ścisłości
odlewów z identyfikacją i weryfikacją procesów zasilania i krzepnięcia na drodze
symulacyjno-eksperymentalnej. Proj.bad KBN 7 T08B 024 09. Archiwum prac Za-
kładu Odlewnictwa PP, Poznań 1997.
[13] Zenon IGNASZAK, Piotr MIKOŁAJCZAK – Chosen aspects of gradient criteria
correlation with shrinkage defects in post-processing procedure of simulation code.
10th
Conference and Exhibition on VIRTUAL PROTOTYPING by NUMERICAL
SIMULATION – EUROPAM 2000, Nantes 2000.
[14] Zenon IGNASZAK, Mieczysław HAJKOWSKI - Ścisłość i struktura krzepnięcia
odlewów ze staliwa niskostopowego . [w] Krzepnięcie metali i stopów, nr 33, wyd.
PAN Katowice 1997.
[15] Zenon IGNASZAK – Identyfikacja oddziaływania ochładzalników na krzepnięcie
odlewów staliwnych. Solidification of Metals and Alloys, 2000, vol.2, Book no 41
[16] Bogusław MAREK, Bogdan BESZTERDA – Solidification simulation of rotor
housing casting. Attempt of technology optimisation . Referat i publikacja CD Vth
International Symposium MODELING OF CASTING AND FOUNDRY PRO-
CESSES. 26–27.10.2000 Ostrowieczno–Śrem–Poznań.
[17] Joanna CIESIÓŁKA, Zenon IGNASZAK – Ultrasonic tests – control in aspect to
prevision of casting quality. Referat i publikacja CD Vth
International Symposium
MODELING OF CASTING AND FOUNDRY PROCESSES. 26–27.10.2000
Ostrowieczno–Śrem–Poznań.
[18] Zenon IGNASZAK – Krzepnięcie i zasilanie odlewów z żeliwa sferoidalnego .
Przegląd Odlewnictwa, nr 9, 1996.

82
[19] Philippe THEVOZ – Informacja prywatna dot. kodu PROCast. CALCOM. Lau-
sanne 2000.
CHOSEN ASPECTS OF VALIDATION
OF SOLIDIFICATION SIMULATION RESULTS
SUMMARY
The adequate validation of the simulation results is the acceptance condition of solidifi-
cation model, material data base and effective technology optimisation. Non destructive tests give the complementary and the essential information concerning this important
stage called virtual prototyping. This procedure is presented by the examples of indu s-
trial castings.
Recenzował prof. dr hab. inż. Stanisław Pietrowski