Embed Size (px)
Citation preview

1
A- YÜKSEK FIRINLAR (GENEL)Dünya çelik üretimi her yıl 700 milyon ton civarındagerçekleşmektedir. Bu üretimin yaklaşık % 60'ý yüksek fırınlar veçelikhane vasıtası ile geriye kalan % 40'ý hurdaların eritilmesi ileelde edilmektedir. Hurda kaynağının da yüksek fırın olduğu gözönüne alınırsa çelik üretiminin % 99'u yüksek fırınlardan eldeedilmektedir.Yüksek fırınlarda sıvı pik elde etmek amacı ile demir içeriklihammaddeler (cevher, pelet, sinter gibi), curuf elde etmek veoluşacak curufun özelliklerini ayarlamak için oksit içeriklihammaddeler (flux malzemeleri; kireç taşı, çakmak taşı, dolomit,olivin gibi), ısı elde etmek amacı ile karbon içerikli hammaddeler (kok,kömür, katran, fuel oil gibi) kullanılmaktadır.1- Yüksek FırınYüksek fırın dış gövdesi bulunduğu bölgeye göre kalınlıkları değişen(30 – 50 mm) çelik saçdan imal edilmiştir. Fırın içerisindekireaksiyonlar sonucu oluşan ısının gövde sacına zarar vermemesi içingövde sacı, fırın iç kısmından çeşitli kalitelerde refrakter tuğlalar ilekorunmaktadır.Yüksek fırın şu kısımlardan oluşmaktadır :a- Bogaz - Throatb- Gövde - Stackc- Bel - Bellyd- Karın - Boshe- Hazne -HearthFırın üst bölgesinde çan sistemi veya daha modern bir sistem olançansız tepe sistemi bulunmaktadır. Hammaddeler fırın üstbölgesinden bu sistemler vasıtası ile içeriye gönderilmektedir. Bubölgeden itibaren dikey eksende aşağı doğru bir kaç metreuzunluğuda boğaz kısmı bulunur. Bogazdan itibaren fırının toplamuzunluğunun yaklaşık 3/5’lik kısmında gövde bulunmaktadır.Malzmelerin ve gazın ısınması sonucu hacimlerinin artması nedeni ilerahat bir şekilde hareket edebilmeleri için gövde çapı aşağıya doğru2
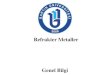
Şekil (1) : Fırın KesitiBOGAZGÖVDE

KARINHAZNEKONİgenişlemektedir. Gövdenin bittiğiyerde başlayan ve dikey eksendeçapı sabit olan bel (Belly) bölgesifırının en geniş bölgesidir.Curufun ve metalin erimesi vesonuç olarak hacimlerininazalması bu bölgede başlar.Karın (Bosh) bölgesi ters konişeklindedir. Üst kısmı bel, altkısmı hazne ile birleşmektedir.Karın bölgesinde erime işlemi veson curuf oluşma işlemitamamlanır. Eriyen metal vecuruf, karın bölgesinin altındabulunan ve dikey eksende çapısabit olan hazne bölgesindebirikir Fırın şekil ve bölümlerininölçüleri çalışma metodu, havasıcaklığı ve kullanılacak malzemecinsine göre değişmektedir.Malzemenin rahat hareketi veyukarıya çıkan gazın malzeme ilefırın çapı boyunca temasının çokiyi ve düzenli olabilmesi için buölçülerin dikkatli belirlenmesigerekmektedir.KONİBOĞAZGÖVDEBELKARINHAZNE
3
2- Yüksek Fırın yardımcı birimleri2.1- Hammadde besleme sistemi2.2- Fırın üstü şarj sistemi2.3- Kömür enjeksiyon sistemi2.4- Sobalar2.5- Dökümhane

2.6- Kontrol odası2.7- Soğutma sistemi ve refrakterler2.1- Hammadde besleme sistemiFırında kullanılacak hammaddelerin stoklandığı, hazırlandığı ve fırınagönderildiği ünitedir. Bu ünitede;a- Hammadde silolarıb- Besleyicilerc- Taşıycı bantlard- Tartı haznelerie- Malzeme kovaları bulunmaktadır.Kullanılan malzemelerin cinsine ve yüksek fırın üretim kapasitesinegöre hammadde silolarının adet ve hacimleri değişir. Her cinsmalzeme için en az 1 adet silo bulunmalıdır.Siloların alt kısmında silo içerisindeki malzemeyi taşıyıcı bantlaraaktarmak için besleyiciler bulunur. Bu besleyiciler aynı zamanda elekvazifesi de görürler. Böylece malzemeler fırına gönderilmeden önceson kez elenerek içerisindeki fırın çalışması için elverişli olmayan incetaneli kısım mümkün oldukça ayrıştırılmış olur.Besleyiciler vasıtası ile silodan alınan hammaddeler taşıyıcı bantlarile tartı haznelerine nakledilirler. Taşıyıcı bantların genişlik ve hızıtaşınacak hammaddenin cinsi ve miktarına göre değişir.Tartı haznelerinde, fırına gönderilecek (bu işleme şarj işlemi denir)malzemeler hassas bir şekilde tartılırlar. Tartı işlemi doğru yapılmazve fırına istenilen miktardan daha az veya çok hammadde şarjedilirse fırının ısı dengesi bozulur ve fırın çalışmasında sorunlar4
meydana gelir. Bu nedenle tartı haznelerinin hassasiyetleri süreklikontrol altıda tutulur.Malzeme (skip) kovaları, fırın üretim kapasitesine bağlı olarakhacimleri değişen, iç kısmında aşınmaya dayanıklı plakalar bulunanekipmanlardır. Sayıları 2 adettir. Birbirlerine paralel olarak çalışırlar.Bir kova hammadde sisteminden malzeme alırken diğer kova dahaönce aldığı malzemeyi fırın üzerindeki silolara boşaltmaktadır.2.2- Fırın üstü şarj sistemi2.2.1- Çan SistemiBüyük çan, küçük çan ve döner oluk çan sisteminin önemlibölümlerini oluşturmaktadır. Sistemin çalışma prensibi basitçe şuşekildedir: Fırına şarj edilecek malzeme taşıyıcı kovalar ile fırınüstüne getirilir ve küçük çan üzerindeki yönlendiriciye dökülür. Buyönlendiricinin altında bulunan döner oluk vasıtası ile malzeme küçükçan üzerine homojen bir şekilde yayılır. Küçük çanın açılması ile

birlikte malzemeler büyük çanın üzerine dökülür ve küçük çankapanır. İki çan arasındaki basınç fırın iç basıncına eşitlendiktensonra büyük çan açılır ve malzeme fırın içerisine dökülür. Dökmeişlemi bittikten sonra büyük çan kapanır. Küçük çanın tekraraçılabilmesi için çanlar arası basıncın tahliye edilmesi gerekmektedir.2.2.2- Çansız tepe (Paul Wurth) sistemiBu sistem dünyada kullanılmakta olan en son şarj sistemidir. Fırınüstü siloları (1-3 adet), sızdırmaz vafleri (alt-üst), eşitleme ve tahliyevalfleri, dişli kutusu, malzeme kapısı ve döner oluk bu sistemin önemlibölümlerini oluştururlar. Fırın üzerine skip kovaları ile taşınanmalzemeler uygulanacak şarj proğramına göre sıra ile silolaraboşaltılır. Hazır olan silo içerisindeki malzeme fırın içerisineboşaltılmadan önce üst sızdırmazlık valfi kapanır ve silo iç basıncıfırın iç basıncına eşitlenir. Eşitleme işlemi bittikten sonra altsızdırmazlık valfi ve malzeme kapısı sıra ile açılırlar. Silo içerisindekimalzeme döner oluk vasıtası ile fırın içerisine dökülür.5
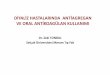
Silo içerisindeki malezme tamamen boşaldıktan sonra malzemekapısı ve alt sızdırmazlık valfi sıra ile kapanırlar. Silonun yenidenmalzeme alabilmesi için iç basıncın atmosfer basıncına eşit olmasıgerekir. Bu nedenle şarj işlemi bittikten sonra tahliye valfi açarak siloiçerisindeki basınç tahliye edilir.2.3- Kömür enjeksiyon sistemiEbadý 200 mesh'in altıda ve rutubeti % 1'den az kömürlerin yüksekfırınlara enjekte edilmesi işlemine Pulverize Kömür Enjeksiyonu(PCI), denir.Sistemde kullanılan ham kömür kömür stok sahasından PCI tesisikömür hazırlama bölümüne konveyör vasıtasııile getirilir. Kömür, hamkömür silolarına nakledildikten sonra kömür besleyicisi ile pulverizöregelir ve burada öğütülür, yüksek fırın soba bacası atık gazı ve yüksek1- Döner Oluk2- Dişli kutusu3- Kör plaka4- Alt sızdırmazlık valfi5- Malzeme kapısı6- Silolar7- Üst sızdırmazlık valfi8- Hareketli arabaMalzemenin silodan dökülüşüesnasında döner olukkendi ekseni etrafında döndüğü

için malzeme fırıniçerisine çepe çevreyayılmaktadır. Ayrıca döneroluk dikey ile 13 çeşit açıyapabilmektedir. Böylecemalzeme fırın duvarındanfırın merkezine doğru istenilenmiktarda dağıtılabilŞekil(2) : Çansız tepe sistemi mektedir.6
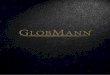
Enjeksiyon tankından çıkan kömür lanslar vasıtası ile yüksek fırınlaraenjekte edilir.Enjeksiyon sırasında enjeksiyon tankındaki PC azaldığı zamanenjeksiyona ara vermeden ara tankdan enjeksiyon tankına PCbeslemesi yapılır.2.3.1- Yüksek Fırınlarda Kömür Enjeksiyonuna geçiş sebepleri1979 yılında yaþanan 2. petrol krizinden bu yana dünya demir çelikendüstrisinde önemli yer tutan ülkelerdeki şirketler yüksek fırınlardauyguladıkları sıvı yakıt enjeksiyonuna alternatif bir sistem geliştirmekiçin çaba sarfetmiılerdir. Çünkü sıvı yakıt enjeksiyonu, yüksek maliyetinedeni ile terkedildikten sonra yüksek fırın prosesinde aşağıdakiolumsuzlukalar meydana gelmiştir.a- Alev sıcaklığında artış.b- Kenar bölgelerdeki ısı akışında artış.c- Kok oranında artış.d- Askı ve kayma sayısında artış ve fırın çalışmasını bozulması.e- Gaz geçirgenliğndeki azalmalar sonucu fırın çalışmasınınbozulması.Fırın çalıışasında meydana gelen bu düzensizlikler bir takım önlemleralınarak düzeltimeye çalışılmışsa da (örneğin, hava sıcaklığı azaltılıprutubet miktarı artırılarak alev sıcaklığının kontrolü, cevher/kokoranının azaltılarak gaz geçirgenliğinin artırılması gibi) bu önlemlerkok tüketiminin artması, yüksek fırın veriminin düşmesi ilesonuçlanmıştır.fırın gazı kullanan sıcakgaz jeneratöründen eldeedilen sýcak gaz vasıtasıile kurutulur ve sınıflandırılır.Pulverizörden torbafilitrele-re gelen pulverizekömür (PC) PC silosuna

buradan ara tank ve sonraenjeksiyon tankına gelir.Şekil (3) : Kömür enjeksiyon sistemi7
Bunun üzerine 1860 yıllarında Avrupa'da uygulanan fakat bu tarihitakip eden yıllarda petrol fiyatlarındaki düşüþ nedeni ile üzerinde fazlaarıştırma yapılmayan kömür enjeksiyon sistemi yeniden gündemegelmiştir. Böylece uzun yıllar sonra kısa aralıklarla yaşanan petrolbunalımları sonucu kömür enjeksiyon sistemi üzerinde çalışmalaryoğunlaşarak bu sistemi kullanan fırınların sayısı artmıştır.2.3.2- Niçin kömür Enjeksiyonua- Kömür enjeksiyon sisteminde enjekte edilen kömürün 1 tonununenjeksiyon maliyeti $ 80 civarındayken yeni yapılacak bir kokfabrikasından üretilen kokun 1 tonunun maliyeti $ 250 civarındadır(yatırım maliyetleri dahil). Kömür fiyatlarının ucuz olması nedeni ilesistemin geri ödeme süresi oldukça kısadır (1.5 - 2 yıl gibi).b- Sıcak hava sobalarındaki yanma havası ve yüksek fırın gazının önısıtılması için gerekli olan ısı kazanım sisteminin önemli olduğu80'li yıllarda hava sıcaklığı 1200 oC'ye kadar yükseltilebiliyordu.Sonuç olarak iyi bir fırın çalışmasını garanti etmek amacı ile alevscklığını kontrol etmenin ekonomik yolları bulunmalıydı. Bu yıllardakömür/kok/fuel-oil fiatlarııa bakılınca en ekonomiğinin kömürolduğu görülmüştür.c- Kömür enjeksiyon sistemlerinin çoğalmasının ana sebeplerindenbiride çevre etkileridir. Kok fabrikalarından çevreye yayılan atıklarıkontrol etmek zordur ve yatırım gerektirir. Kömür enjeksiyonsistemlerinde ise çevre kirliliği kok fabrikalarına kıyasla daha azdır.2.3.3- Kömür Enjeksiyonu – Kok karşılaştırılmasıTamamen kok ile çalışılıdığı durumla kıyaslanınca:a- Kok oranından % 25 tasarruf elde edilir.b- Enerji maliyeti azalır.c- Alev sıcaklığı daha iyi kontrol edilir.d- 210 kg/TSM enjeksiyon yapılabilen bir tesisde hava rutubetinde 16gr/m3 düşüş, hava sıcaklığında 200 oC artış, oksijenzenginleştirilmesinde % 3 artış elde edilir.e- Aynı yakıt oranında yüksek fırın şarj kapasitesi artırılarak üretimartışı elde edilir.f- Dünyanın bir çok yerinde mevcut olan metalurjik olmayan kömürkullanılabilir. Antrasit'den linyite kadar, kül miktarı % 3'den % 18'e8
kadar kömür çesitleri kullanılabilir. Kullanılan kömürün karbonmiktarı yüksekse enjeksiyon oranıda artar.

g- Yüksek fırın daha düzenli çalışır (sıcak maden kalitesi artar)Fuel oil ve doğal gaz enjeksiyonu ile çalışıldığı durumla kıyaslanınca:a- Dünyanın bir çok yerinde mevcut olan metalurjik olmayan kömürkullanılabilir.b- Politik bağımlılığı olmayan bir enerji kaynağıdır.c- Kömürün alev sıcaklığına etkisi fuel oil ve doğal gazdan daha azolduğu için alev sıcaklığını kontrol açısından yüksek enjeksiyonoranı elde edilebilir.d- Daha az değerli bir enerji kaynağıdır.e- Kömürdeki karbon/hidrojen oranı fuel-oil'inkinden daha büyüktür.Bu nedenle hidrokarbon yakıtlara kıyasla daha fazla kömüryakılabilir.2.3.4- Sistemde kullanılan kömürlerTane ebat dağılımı, kül miktarı, uçucu, kükürt ve alkali miktarı,kalorifik değeri, punematik taşınma davranışı, gazlaşma ve yanmakarakterleri enjekte edilen kömürün göz önünde bulundurulmasıgerereken özellikleridir. Kömürün punematik taşınma sırasındakidavranışı önemlidir. Çünkü sadece kesintisiz akış sağlayan kömürtipleri tuyerlerde eşit dağılım sağlarlar.Kömürün karbon, rutubet, ucucu, kül, azot ve oksijen miktarlarınındeğiımesi kısa süreli ısı dalgalanmalarına sebep olur. Eğer kömürbirden fazla kaynaktan elde ediliyorsa bu dalgalanmalar daha dafazlalaşır. Bu nedenle kömür karbonu diğer önemli bir faktördür.Yüksek fırınlar enjekte edilen kömür aşağıdaki özelliklerde olmalıdır.- Uçucu madde > % 20- Kül erime sıcaklığı > 1400 oC- Kül miktarı < % 15- Yüzeysel rutubet <= % 14- Bünyesel rutubet <= % 1- Kömür ebadı = -50 mm % 100 - 22 mm % 80- Hard Grove Index = 45 - 60- Yoğunluk = 0.8 t/m39
2.3.5- Kömür Enjeksiyonunun fırın çalışmasına etkisiKömür enjeksiyonu başlayınca fırın kesiti boyunca etkili gazdağılımını mümkün olduğu kadar sabit tutmak gerekir. Yüksekuçuculu kömür kullanılarak yüksek enjeksiyon uygulandığında yüksekgaz hızı ve gaz sıcaklığından dolayı raceway derinliği artar. Tuyerlerönünde kömür taneciklerinin koklara çarpması, kok üzerinde termomekanikbir stress oluþturur. Kokun parçalanması sonucu oluğan

parçacıklar ve yanmayan kömür taneleri raceway'in arkasında kalınbir birikim oluşturur. Bu birikim gazı merkezden uzaklaştırır. Böylecegaz duvardan geçmeye başlar ve kenar ısı akımı artar. Aynı zamandagazın fırın merkezinden geçememesi sonucu fırın ısı seviyesinindüşmesi gibi problemlerle karşılaşılır. Bu tür problemleri çözmekamacı ile mevcut kullanılan tuyer çapları büyütülerek gaz hızıyavaşlatılır.2.4- SobalarSobalar, yüksek fırınlarda kokun yanmasını sağlayan sıcak havanınelde edilmesinde kullanılan bir tür ısı eşanjörleridir.2.4.1- Sobanın bölümleriKapasitelerine ve imalatçı firmalarına göre tipleri değişik olan sobalargenel olarak iki bölümden oluşurlar: Yanma hücresi, ısınma hücresi.10
- Yüksek fırın gazıKalori : 870 Kcal/m3
% CO % CO2 % H2 % CH4 % N2
22.6 20.0 4.0 1.0 52.4a- Yanma HücresiYanma hücresi; gaz ve hava girişi,seramik burner ve sıcak havaçıkışının bulunduğu boş birhücreden oluşur.Seramik burner, karışım gazı veyakma havasının ayrı ayrıgeçebileceği şekilde dizayn edilmişbir yapıya sahiptir. Burnerin üstkısmı karışım bölümüdür. Ayrıkanallardan geçerek gelen gaz veyakma havası bu bölümde karışır veyanmaya başlar.i- Karışım GazıSobalarda, yakıt olarak yüksekfırınların ve kok fabrikalarının yanürünü olan gazlar kullanılır. Bugazların özellikleri şöyledir:Şekil (4) : İçten Yanmalı Soba11
- Kok GazıKalori : 4300 Kcal/m3
% CO % CO2 % H2 % CH4 % N2 % O2 % C2H6 % CnHm
7.8 2.6 60.0 21.0 4.6 0.20 1.2 2.6

Yüksek fırın gazı kalorisinin düşük olması nedeniyle verimli bir yanmaelde etmek için istenilen hava sıcaklık değerine bağlı olarak bu gazıniçerisine maksimum % 10 mertebesinde kok gazı karıştırılır. Eldeedilen bu gaz "karışım gazı" olarak adlandırılır.ii- Yakma HavasıSobalardaki karışım gazını yakmak için kullanılan hava yakmahavası fanlarından elde edilir. Yakma havası fanı ile üretilen hava,sobaya girmeden önce maksimum 200 oC'ye kadar ısıtılırb- Isınma HücresiSobanın bu bölümü checker tuğları olarak adlandırılan gözeneklituğlalar baca çıkışları (2 adet) ve soğuk hava girişinden oluşur.Checker tuğlalarının gözenek boyutları ve kaliteleri sobanın üstündenaltına doğru değişir. Bunun sebebi ise ısınma hücresininbaşlangıcında yüksek olan gaz ısısının ısınma hücresinin alt kısmınadoğru düşmesidir.3 soba bulunan yüksek fırınlarda bir soba fırına ısıtılmış havagönderirken (soğuma periodundayken) diğer iki soba ısınmaperiodundadır. Böylece ana bacadan iki sobanın atık gazıçıkmaktadır. Çıkan bu gazın sıcaklığı 200 oC ile 270 oC arasında,kalorisi yaklaşık 120 Kcal/m3, miktarı ise sobaların çalışmakapasitesine bağlı olarak 100.000 m3/saat civarındadır.2.4.2- Sobaların ısıtılmasıYüksek fırınlara sıcak hava veren ve soğuduğu için istenilensıcaklıkta hava veremeyen bir soba ısınma devresine girer. Bu işlemiçin öncelikle bir önceki periodda ısıtılmış olan bir sobanın fırındevresine girmesi gerekir. Hazır soba fırın devresine girdikten sonra12
ısınacak olan soba fırın devresinden çıkar. İlk işlem olarak sobaiçerisindeki basınç (fırın iç basıncına eşittir) tahliye edilir. Aksi haldebasınç nedeniyle valflerin açılması imkansızlaşır. Tahliye işlemibittikten sonra sıra ile baca valfleri (2 adettir), yanma havası valfi,soba kapama valfi ,gaz valfi açar. Sobaya gaz girmeden önceeminyet açısından bir miktar yanma havası girer. Yanma havasınınıngirmesinden bir mddet sonra sobaya karışım gazı girmeye başlar veburner üzerinde yanma gerçekleşir. Yanan gaz yükselerek sobakubbesine gelir ve buradan ısınma hücresine geçer. Isınmahücresinde bulunan tuğlalar içerisinden geçen sıcak gaz ısısını butuğlalara bırakır ve bacalardan sobayı terk eder. Kubbe sıcaklığıistenilen değere ulaştığı zaman soba ısınmış ve fırına sıcak havavermeye hazır hale gelmiştir.2.4.3- Sıcak havanın elde edilmesi

Isıtılmış bir soba fırına sıcak hava vermeye başlamadan önce soba içbasıncının fırın iç basıncına eşit olması gerekir. Bu nedenle sobaöncelikle basınçlandırılır. Basınçlama işlemi bittikten sonra sıra ilesıcak hava valfi, soğuk hava valfi, mikser valfi açar.Isınma hücresinin altından sobaya giren soğuk hava bir period önceısıtılmış tuğlalar içerisinden geçerken ısınır ve sıcak hava valfindençıkarak sobayı terk eder. Sıcak hava sobayı terk ettiği zamansıcaklığı her zaman fırın çalışma şartlarına müsait olmayabilir. Bunedenle fazla sıcaklık düşürülmeli ve fırına proses için müsait olansıcaklık verilmelidir. Bu işlem sıcak hava haddına bağlı ve sıcak havaiçerisine istenilen miktarda soğuk hava veren mikser vasıtası ileyapılır. Böylece sobalardan yüksek fırına gönderilecek havanınsıcaklığı ayarlanmış olur.Mikserin tam kapalı olmasına rağmen fırına istenilen sıcaklıkta havaverilemiyorsa sobanın yeniden ısıtılması gerekmektedir. Fırına sıcakhava vermeye hazır olan soba fırın devresine girer ve soğuk olansoba fırın devresinden çıkarak ısınma devresine girer.13
2.5- DökümhaneDökmühaneler sıvı pik ve curufun fırından alındığı yerlerdir. Yüksekfırın üretim kapasitesine göre sayıları 1 ila 4 arasında değişir.2.5.1- Döküm ve curuf delikleriYüksek fırında oluşan ve haznede biriken sıvı pik ve curufun fırındantahliye edildikleri yerlerdir. Curuf yoğunluğunun pik yoğnluğundandüşük olması sonucu haznedeki curufun pikin üzerinde birikmesinedeni ile curuf delikleri yer olarak pik delklerinin daha üstünde birbölgede bulunurlar. Curuf delikleri ihtiyaç duyulduğu zaman açılırkenpik delikleri belirli periodlarda açılırarak haznedeki sıvı pik ve curufbirlikte tahliye edilirler. Bu nedenle pik delikleri Döküm Deliği olarakadlandırılır. Haznede biriken pik ve curuf tahliye edildikten sonrayeniden birikmesi amacı ile döküm deliği kapatılır. Üretim kapasitesiyüksek olan (günlük 10.000 ton gibi) fırınlarda 4 adet döküm deliğibulunur ve sürekli en az bir döküm deliği açık bulunur.2.5.2- Pik ve Curuf kanallarıa- Pik KanalıPik fırından tahliye edildikten sonra taşıyıcı araçlar olan pota veyatorpido arabalarına belirli bir kanaldan geçerek birikir. Bu kanallarsıcaklık ve aşınmaya dayanıklı refrakter malzemelerdenhazırlanmıştır. Dökmü deliğinden curuf kanalına kadar olan belirli birDökümhanelerde bulunanana sistem ve ekipmanlar

şunlardır.2.5.1- Döküm ve curufdelikleri2.5.2- Pik ve curuf kanalları2.5.3- Dökümhane vinci2.5.4- Döküm açma matkabı2.5.5- Döküm kapatmaçamur topuŞekil (5) : Dökümhane kesiti14
mesafede pik ve curuf birlikte aktğı için pik kanalı döküm kanalıolarak adlandırılır. Bu kanalları hazırlamak için değişik tekniklerkullanılmaktadır. Belirli periodlarda, aşınan bölümler tamir edilir veyakanal komple yenilenir.b- Curuf KanalıCurufun yoğunluğunun pike göre daha düşük olması ve kimyasalyapısı nedeni ile curufun aşındırıcı özelliği pike göre daha azdır. Bunedenle curuf kanalları döküm kanallarına göre daha düşük kalitedeyapılabilirler.Döküm deliğinden pik ve curuf birlikte tahliye edildiği için belirli birbölgede bu iki sıvı ayrılmalıdır. Yoğunluk farkı nedeni ile biribirinekarışmayan bu iki sıvı sifon bölgesi olarak adlandırılan yerde birbirlerinden ayrılırlar. Pik, taşıyıcı araçlara dolarken curuf ise curufkanalından geçerek curuf sahası olarak adlandırılan bölgede birikir veburada soğutulur (veya granüle olarak elde edilir). Bazı fırınlardacuruf sahası fırından uzak bir bölgede olduğu için curuf da pik gibitaşıyıcı araçlara (genellikle potalara) doldurularak curuf sahasınagötürülür.2.5.3- Dökümhane vinciDökümhanede kullanılan mazemelerin dökümhane içerisindenakledilmesinde kullanılan önemli bir ekipmandır.2.5.4- Döküm açma matkabıHaznede biriken pik ve curufun tahliye edilmesinden sonra dökümdeliği kapatılarak sıvıların tekrar birikmesi için belirli bir süre beklenir.Bu süre dolduğu zaman döküm deliğinin tekrar açılması gerekir. Buişlemi döküm açma matkapı yapar.15
Elektrik ve havalı çalışma sistemine sahip olan bu ekipmana çapı 32– 40 mm arasında olan ucu sivri çelik çubuklar takılır (rod olarak2.5.4- Döküm kapatma çamur topubir refrakter vasıtası ile kapatılır. Bu refrakter malzeme çamur topuhaznesine doldurulur. Çamur topu döküm deliğine yanaştırılır ve

topun haznesi içerisindeki piston refrakter malzemeyi deliğe enjekteeder. Enjekte edilecek miktar malzemenin kalitesi ve döküm deliğininyapısına göre değişir. İstenilen miktarda malzeme enjekte edildiktensonra bu malzemenin kuruması için çamur topu döküm deliğinde biradlandırılan bu çubuklarınucuna gerektiği zaman elmasuçlu matkap da takılabilir).Takılan bu rod, matkabındönerli ve darbeli etkisi sonucudöküm deliğini deler. Delmeişlemi bittikten sonra matkapgeri çekilerek park pozisyonunagelir. Böylece fırından pikve curufun tahliye işlemiŞekil (6) : Döküm açma matgabı başlamış olur.Haznede biriken pik ve curuftahliye edildikten sonra fırıniç basıncı etkisi ile dökümdeliğinden sıvı pik ve curufpüskürmeye başlar ve birmüddet sonra püskürmeşiddetlenir. Bu, haznedekisıvıların tahliye işlemininbittiğine işarettir ve dökümdeliğinin kapatılmasıgerektiğinin göstergesidir.Döküm deliği, plastikyapıdaki sıcaklıkla sertleşmeözelliğine sahip reçine bazlıŞekil (7) : Döküm kapatma çamur topu16
müddet bekletilir (bu süre refrakter malzeme kalitesine bağlı olarak 2-10 dk arasında değişir.) Böylece döküm deliği kapatılmış olur.2.6- Kontrol OdasıYüksek fırın otomasyon sitemlerinin bulunduğu bölümdür. Buradayüksek fırının belirli bölümlerine kumanda eden PLC – DCS gibibilgisayar sistemleri mevcuttur. Sobalar, hammadde sistemi, şarjsistemi gibi yüksek fırınının önemli bölümleri bilgisayarlar ile kontroledilir ve çalıştırılır. Ayrıca, bilgisayarla konrol edilen tüm sistemlerinarıza veya bakım gibi otomatik çalıştırma yapılamayan durumlarındamüdahale edilebilmek için operatör tarafından el ile kumandaedilmesine imkan veren operatör masaları mevcuttur.

Gösteren mimik paneller, çeşitli verileri sürekli veya vardiya bazındalisteleyen printerler bulunur.2.7- Soğutma sistemi ve refrakterlerYüksek fırındaki reaksiyonlar sonucu açığa çıkan ısı tuyer önünde(yanma bölgesinde) yaklaşık 2200 oC fırın üstünde (hammaddeninfırına ilk girdiği yerde) yaklaşık 150 oC civarındadır. Sıcak havasobalarında sıcaklık ise 1250 oC civarındadır. Bu nedenle fırında vesobalarda sıcaklığa maruz kalan kritik bölgeler soğutulmalıdır.Kontrol odalarında fırınınçeşitli yerlerini gözlemekamacı ile yerleştirilenkameralara ait monitörler,sistemin önemli bölgelerindekiarızaları bildiren seslive/veya ışıklı - yazılı alarmlarınbulunduğu paneller,sobalar, hammadde sis-temi,şarj sistemi gibi yüksekfırınının önemli bölümlerininŞekil (8) : Kontrol odası çalışma durumlarını17
2.7.1- Fırın gövde soğutmasıFırın içerisindeki oluşan sıcaklığın gövde sacına zarar vermemesi içingövde sacının iç kısmına çeşitli kalitelerde refrakter tuğlalarörülmektedir. Bu tuğlaların ömrünü artırmak ve soğutmak, plakasoğutucular ve/veya panel soğutucular ile gerçekleştirilir. Busoğutuculardan plaka soğutucular bakırdan imal edilirken panelsoğutucular genellikle pikden imal edilirler.Aşağıdaki resimde bakırdan imal edilmiş bir panel soğutucugörülmektedir. Panel soğutucuların bir avantajıda ön kısımlarındakiince bir refrakter malzemenin yerterli olmasıdır. Yüksek fırınınrefrakter tamirinden sonra panel soğutucu önündeki bu refrakteraşındığı zaman soğutucunun yüzeyi direk malzeme ile temashalindedir. Plaka soğutucularda ise soğutucu montajı yatay olarakyapıldığı için refrakter kalınlığı daha da fazladır.Plaka soğutucular refrakteriçerisine yatay olarakmonte edilirken panelsoğutucular gövde sacı ilerefrakter arasına dikeyolarak monte edilirler.

Soğutucularda soğutmaamacı ile sukullanılmaktadır. Soğutmasuyu soğutucunun birbölgesinden girer, soğutucuiçerisindeki kanallardandolaşır ve soğutucuyu terkeder. Böylece soğutucubelirli bir bölgeyi soğutmuşolur. Yüksek fırınındizaynına göre soğutucutipi ve adedi değişmektedir.Şekil (9) : Plaka tipi soğutucu ve kesiti18
2.7.2- Tuyerler ve curuf deliğiTuyerler fırın gövdesindeki sıcak hava girişleridir. Sayıları fırın hazneçapına göre değişmektedir.Tuyerlerden fırına giren sıcak havanın karbon ile reaksiyonu sonucuaçığa çıkan ısı oldukça yüksektir. Bu nedenle tuyerler ısıdanetkilenmemesi için iletkenliği yüksek bir malzeme olan bakırdan imaledilirler ve su ile soğuturlar. Tuyerler plaka veya panel soğutuculargibi herhangi bir refratker içerisinde olmadıkları ve yüksek fırının ensıcak bölgesinde ısıya direk maruz kaldıkları için kalitelerinin çokyüksek olması gerekir.Su giriş ve çıkış borularıSoğutucu kesiti ve su kanallarıKoruyucu refrakterŞekil (10) : Panel tipi soğutucu19Şekil (11) : Tuyer ve kesitiTuyerler herhangi bir şekildedelinir ve fırın içerisine sukaçarsa fırın çalışması ve üretilensıcak maden kalitesi bozulur.Böyle bir durumda fırında üretimdurdurularak hasarlanan tuyerdeğiştirilir.Acil durumlarda fırındaki curufudaha erken almak ve riski ortadankaldırmak için curuf deliğibulunur. Curuf deliğinin süreklikullanılmaması ve curufun

aşındırma özelliğinin pikden farklıolması nedeni ile bu deliğinkapatılma prensibi dökümdeliğinden farklıdır ve delikbakırdan ve pikden imal edilmiştuyerlere benzeyen ekipmalardan oluşmaktadır. Sıvı curuf sıcaklığı1450 – 1500 oC civarında olduğu için bu bölgedeki bakır ve piksoğutucular da içlerinden su geçirilerek soğutulurlar.2.7.3- Soba valfleriSobanın sıcak bölgelerinde bulunan sıcak hava valfleri ve bazısobalardaki baca valfleri soba içerisindeki ısıdan etkilenmemeleri içinsu ile soğutulurlar. Özellikle sıcak hava valfiinin soğutulması çokönemlidir. Çünkü bu valf 1250 oC civarındaki bir sıcaklığa maruzkalmaktadır. Herhangi bir şekilde valfde delinme meydana gelir veiçerisindeki soğutma suyu sıcak havaya karışır ise fırın çalışması vesıcak maden kalitesi bozulur.2.7.4- Gaz soğutma sistemiYüksek fırın içerisindeki reaksiyonlar sonucu oluşan gaz yüksek fırınıterk ederken sıcaklığı yaklaşık 150 oC civarındadır. Kalorisi 750 – 850kcal/m3 olan bu gaz fabrikanın çeşitli yerlerinde yakıt olarak kullanılır.Yüksek fırını terk eden gaz beraberinde fırına şarj edilen hammaddeiçerisindeki ince yapılı malzemeleride taşır. Fabrikanın çeşitli20
yerlerinde kullanılacak olan bu gaz kullanımdan önce temizlenmeli vesoğutulmalıdır. Bu işlemler gazın fırını terk etmesinden sonragerçekleşir. Gaz beraberinde taşıdığı tozların iri tanelilerini toz tutucusilosunda bıraktıktan sonra gaz yıkama ve soğutma sistemine girer.Burada su ile soğutulan ve yıkanan gaz çeşitli ünitelerde kullanılmakamacı ile servise verilir.2.7.5- RefrakterlerRefrakterler yüksek fırınların en önemli malzemelerinden biridir. Fırıngövde sacını içerideki ısıdan korumak refrakterlerin görevidir.Refrakterler yüksek fırınlarda 10 - 20 senede bir yapılan genelbakımlar sırasında yenilenir.Fırın içerisindeki aşınma mekanizmalarına göre çeşitli kalitelerderefrakterler kullanılır. Kullanılan bu refrakterler belirli bölgelere tekbaşına bulunduğu gibi bir kaç çeşit refrakterin birleşiminden (sandaviçtipi) meydana gelebilirler. (Şekil 1) Yüksek fırınlarda çoğunluklakullanılan refrakterler şunlardır;a- Karbon refrakterlerb- SiC (silisyun karbür) refrakterler

c- Grafit refrakterelerd- Alümina refrakterlerFırın hazne bölgesinde sıcak metal ve curuf bulunduğu için bubölgedeki refrakterlerin ısıya dayanıklılığı ve ısıl iletkenliği çokönemlidir. Bu nedenle hazne bölgesinde genellikle karbon, mikro yapıkarbon, grafit gibi refrakterler kullanılır. Bu refrakterlerin ısıliletkenlikleri yüksek olduğu için iyi bir soğutma sistemi ile bulunduklarıbölgeyi çok uzun süre (20 yıl gibi) koruyabilirler. Refrakterlerinaşınması sonucu hazne bölgesindeki sac delinirse içerideki sıvı metalve curuf dışarı akacağı için çok ciddi problemler meydana gelebilir.Bosh bölgesi erime işlemi başlangıç ve bitiş bölgesi olduğu için bubölgede de sıcağa ve aşınmaya dayanıklı, ısıl ilerlkenliği yükseksilisyum karbür, karbon veya graift türü refrakterler kullanılır.Stack bölgesinde daha çok mekanik aşınmaya daynıklı alümünarefrakterler kullanılır. Kullanılan refrakter içerisindeki alümüna miktarı21
stack bölgesindeki aşınma derecesine göre değişir. Mesela üst stackbölgesinde çok fazla mekanik aşınma varken (bu nedenle düşükalümünalı refrakter kullanılır) alt stack bölgesinde mekanik aşınmaaz, ısıl şok daha fazla olduğu için yüksek alümünalı refrakterkullanılır.3. PİK VE CURUF ELDE EDİLMESİ3.1- HammaddelerSıcak maden üretimi diğer üretim prosesleri içinde en başta gelenidir.Bunun sebebi yalnızca çok yüksek üretim değil aynı zamanda yüksekfırınlardan yüksek ısı verimliliği elde edilmesidir. Modern ve büyükkapasiteli yüksek fırınlar günde 12.000 ton sıcak madenüretebilmektedir.Yüksek fırınlarda sıcak maden elde etmek için cevher, pelet ve sintergibi demirli hammaddeler tek başlarına veya üçünün karışımı olarakkullanılmaktadır. Karışım oranları hammaddenin teminine göredeğişmektedir. (% 85 sinter + % 15 cevher veya % 40 sinter + % 40pelet + % 20 cevher veya % 100 sinter veya % 100 pelet gibi) Isı eldeetmek için sadece kok veya kok ile birlikte enjeksiyon yakıtı (kömür,fuel oil, katran gibi) kullanılmaktadır.Bu hammaddelere ait kısa bilgiler aşağıda verilmiştir.3.1.1- KokYüksek fırınlarda hammaddenin eritilmesinde kulanılan ısının anakaynağı metalurjik kokdur. Kok içerisindeki karbonun sıcak havaiçerisindeki oksijen ile tuyer önünde reaksiyona girmesi sonucu COgazı ile birlikte ısı açığa çıkar.22

Kokun kimyasal kompozisyonu, genellikle, uçucu madde, kül, kükürt,alkali ve fosfor miktarları vasıtasıyla ölçülür. İyi olarak kabuledilebilecek bir kokta şu özellikler bulunmalıdır.Uçucu madde : % 1.2 maxRutubet : % 5 maxToplam alkali : % 2.4 maxKül : % 10 maxKükürt : % 0.6 maxSabit karbon : % 88 minStabilite : % 58 min+ 75 mm : % 15 max- 25 mm : % 5 maxKok mukavemeti, parçalanmanın sebep olduğu bozunma miktarıtesbit edilerek ya da tambur testi ile ölçülür. Tambur testinden eldeedilen kok mukavemet indeksleri stabilite ve sertlik faktörleri olaraktanımlanırlar. Stabilite A.B.D. de en çok kullanılan mukavemetölçüsüdür ve kokun taşınması asnasındaki çarpmalara karşıbozunma eğilimini gösterir. Sertlik faktörü ise. kokun taşınmasıesnasındaki aşınma eğilimini belirtir. Genel olarak, kok stabilitesininartması yüksek fırın performansını arttırır.Kok reaktivitesi, belli bir gaz akışı ve sıcaklık şartları altında CO2 gazıile reaksiyona giren kok karbonunun, karbon monoksite dönüşmeoranını belirtir.Kokun yüksek fırınlara ısısağlama özeliğinin yanısırafırın geçirgenliğin de katkısıönemlidir. Bu nedenleyüksek fırının düzenliçalışması kullanılacak kokkalitesine çok bağlıdır.Yüksek fırının performansınıetkileyen önemli koközellikleri; kimyasal analiz,kompozisyon, tane ebadı,Şekil (12) : Kok dayanıklılık ve reaktivitedir.23
Yüksek kalitede kok üretmek için gerekli bütün özelliklere sahip olankömür rezezvleri az olduğundan, çok sayıda kömür istenilen koközellikleri sağlayacak şekilde karıştırılırlar.3.1.2- CevherDemir cevheri genel olarak hematit (Fe2O3) ve magnetit (Fe2O4) gibi

oksitler ile küçük oranda hidroksitler ve karbonatlardan oluşur. Tümdemirli mineraller içinde hematit en büyük oranı kapsar.Cevherin madenden çıkartıldıktan sonra belirli işlemlere tabitutulması gerekir. Bu işlemlerden sonra yüksek fırınlarda kullanılmayaelverişli olan cevherde şu özellikler bulunmalıdır.a- Kimyalsa AnalizFe(min)SiO2
(max)Al2O3
(max)CaO(max)MgO(max)Na2O(max)K2O(max )Mn(max)S(max )% 64 % 5 % 1 % 0.5 % 0.5 % 0.05 % 0.05 % 1.5 % 0.02b- Elek Analizi+25.4 mm max % 10-25.4 mm +9.52 mm max % 80-9.52 mm max % 10Kimyasal olarak saf olduğundahematit %70, magnetit ise %72.4 demir içerir. Fakatekseriyetle cevherdeki Feiçeriği % 30 ila %65 arasındadeğişir. Cevherin Fe haricindekalan kısımı (gangue) ise çokaz miktarda nem ile genelliklesilika ve alüminadan oluşur.Şekil (12) : Cevher24
c- Tambur Testi+6.35 mm max % 80-0.6 mm max % 10d- Düşük Sıcaklıklta kırılma özelliği+6.35 mm min % 67-0.5 mm max % 7e- İndirgenme sırasında parçalanma özelliği

+6.35 mm min % 70-6.35 mm +3.15 mm % 10-3.15 mm +0.5 mm % 5-0.5 mm % 10f- Yük altında indirgenme özelliğiR40 : 0.80ΔP : 10ΔH : 103.1.3- Pelet ve SinterYukarıda, yüksek fırında verimli bir şekilde kullanılabilecek cevherinelek analizleri verilmişitir. Eğer cevher ebadı istenilen ölçülerin altındaolur ise fırında geçirgenlik sorunları başlar ve düzgün bir çalışma eldeedilemez.Cevherlerin madenden çıkarılışı ve sınıflandırılışı sırasında oluşanince yapılı kısım (belirli miktar Fe içermesi nedeni ile)değerlendirilerek tekrar yüksek fırınlarda kullanılır. Budeğerlendirmeler sonucu oluşan hammaddeler pelet ve sinter olarakadlandırılırlar.Sinterleme küçük boyutlu cevherlerin (toz cevherlerin)aglomerasyonu (yüzeylerinin erimesi sonucu birbirlerine yapışması)ile magnezyum oksit ve kalsiyum oksit kullanılarak boyutlanın25
büyütülmesi işlemidir. Sinter yapmaya müsait olmayan inceliktekicevherler ise pelet yapımında kullanılır.Bu işlemler sırasında cevher tozu içerisindeki kükürdün bir kısmıyandığı için istenmeyen bir element olan kükürt gideriminin birbölümü yüksek fırın dışında yapılmış olur. Ayrıca CaCO3 gibi yüksekfırın içerisinde parçalama reaksiyonuna uğradığı zaman fazlaca ısınalan oksitlerin parçalanma işlemeleri sinter ve pelet yapımı sırasındagerçekleşir. Böylece yüksek fırın ısı verimliliği artar.3.1.3.a SinterSinterleme işlemi ile yapılan topaklama sonucunda büyük sertgözenekli parçalar elde edilir. Sinterleme ;i- Kısmi ergime metodu ile ufak parçaların temas yüzeylerindenbirbirine yapışmaları,ii- Yeniden kristalleşme ile difüzyon bağlarının oluşması ve parçalarınerimeden birbirine yapışmalarını sağlayan hematit ve maganetitkristalinin büyümesi işlemidir.Bütün bu işlemler toz cevherlerle karıştırılmış olan kok tozununyanması sırasında meydana gelir. Karbonun tamamıyla yanmasındandolayı 1300 –1400 oC sıcaklık kolaylıkla elde edilir. Bu proses sabit

yada hareketli sinter makinalarında uygulanabilir. Bu tip makinalarda40 - 50 cm kalınlığında sinter karışımı kullanılabilir. Karışımı şarjetmeden önce ızgaraların üzerine 5 cm kalınlığında –10/+8 mmboyutlarında sinter serilir. Bunun amacı sinter karışımının ızgaraaçıklıklarından dökülmesinin önlenmesidir. Kok tozunun yanması,karışımın üst yüzeyinde başlar. 800 -1000 mm su sütunu bir emme ilesinter karışımının geçirgenliğine de bağlı olarak, karışımın altkısımlarına kadar sinterleşme gerçekleşir. Sinter karışımı yüksek fırınbaca tozu, elekatlı malzemeler, kireçtaşı, dolomit gibi malzemeleri deihtiva eder.Ortalama bir geçirgenlik saglayabilmek için sinter kanşımının ihtivaettigi su miktarının % 5 - 20 arasında olması gerekmektedir. Çokyüksek su miktarı, yeniden çökelme sonucu topaklanmayı artırarakboşlukların dolmasıyla geçirgenligin düşmesine sebep olur.26
Uygun geçirgenlik ve ısı transferini sağlayabilmek için cevherboyutunun 5 - 6 mm, kok ve kireçtaşı boyutunun 3 mm'yi geçmemesigerekir. Sabit yakıt oranında eğer kok boyutu çok büyükse bölgeselaşırı ısmma nedeniyle çok fazla sıvı oluşumundan dolayı yüksekfırında çok zor indirgenebilen fayalit oluşur. Aynı zamanda diğerbölgelerde uygun olmayan ısınmadan dolayı sinter bağ mukavemetiolumsuz yönde etkilenir, kireçtaşının kalsinasyonu tamamlanmaz, buda sinter mukavemetini ters yönde etkiler. Sinter kimyasal ve fızikselözelliklerinin ve kalitesinin düzgün olması açısından şarjı yapılmadanönce kireçtaşı ve kok cevher ile düzgün olarak karıştırılmalıdır. Eldeedilen sinterin % 65 – 70’i 12 mm’lik boyutun üzerinde olabilmesi içinortalama kok oranı % 4 ile 8 arasında değişmelidir. Eğer curufunakışkanlığı ve erime sıcaklığı yüksekse yakıt ihtiyacı artar. Eklenenkireçtaşı miktarı istenen baziteye göre değişir. Kireçtaşının sinterlemesırasındaki kalsinasyonu Y.Fırındaki kalsinasyonuna göre daha azenrji sarfına neden olur. Kireç sinterin indirgenebilirliğini de büyükmiktarda artırır.Yüksek fırınlarda kullanılmaya elverişli bir sinter şu özelliklerdeolmalıdır;a- Kimyasal kompozisyonFe(min)SiO2
(max)Al2O3
(max)CaO(max)MgO

(max)Na2O(max)K2O(max )Mn(max)S(max )% 58 % 5 % 1.6 % 10 % 1.2 % 0.03 % 0.12 %1.0 % 0.02b- Elek analizi+50 mm max % 0-50 mm +9.52 mm max % 70-9.52 mm +6.35 mm max % 20-6.35 mm max % 1027
c- Tambur testi+6.35 mm : max % 75.d- Düşük Sıcaklıklta kırılma özelliği+6.35 mm % 10 – 15-6.35 mm +3.15 mm % 30-3.15 mm +0.5 mm % 35-40-0.5 mm % 14e- İndirgenme sırasında parçalanma özelliği+6.35 mm % 20 – 25-6.35 mm +3.15 mm % 40-3.15 mm +0.5 mm % 30 – 35-0.5 mm % 5f- Yük altında indirgenme özelliğiR40 : 1.8ΔP : 1ΔH : 8 -103.1.3.b PeletCevherlerin madenden çıkarılışı ve cevher hazırlama operasyonusırasında büyük miktarda 0.05 mm’nin altıda toz oluşur. Bu ebaddakitoz cevher sinter yatağının geçirgenliğini çok düşüreceği içinsinterleme prosesine uygun değildir.28
Topaklama, pelet üretim prosesinin en önemli aşamasıdır ve buaşamada pelete mukavemet, boyut, çarpma mukavemeti ve diğerözellikleri kazandırılır. Peletleme işlemi; tambur, koni, disk gibi dönerekipmanlar kullanılarak yapılır.Peletlerin topaklanıp bilya şeklini alması, suyun yüzey gerilim kuvveti

ve karışımdaki tozların birbirine çarpması sonucu oluşur. Başlangıçtasu eklenerek ufak bir pelet çekirdeği oluşturulur. Bu çekirdek büyür,bilya şeklini alarak pelet olarak adlandırılan hammaddeye dönüşür.Ortalama rutubet (su) miktarını belirlemek çok önemlidir. Çünkü azmiktardaki su karışım taneleri arasındaki boşluklara hava girmesine,çok miktardaki su da birleştirici özelliğin bozulmasına sebep olur.Ortalama rutubet miktarı % 5 -10 arasındadır. Tane ebadının azlmasıile rutubet ihtiyacı artar.Yüksek fırınlarda kullanılmaya elverişli bir pelet şu özelliklerdeolmalıdır;a- Kimyasal kompozisyonFe(min)SiO2
(max)Al2O3
(max)CaO(max)MgO(max)Na2O(max)K2O(max )Mn(max)S(max )% 66 % 5 % 1 % 2.5 % 1.5 % 0.05 % 0.05 %1.0 % 0.02Toz cevher içersine bentonit,kireç taşı gibi bir takımilaveler katarak topaklamaişleri yapılır. Sonuçta çapı 8 –20 mm arasında, yumuşak(yaş) yapıda hammaddelerelde edilir. Yeşil pelet olarakadlandırılan bu hammaddeler1200 – 1350 oC arasındaŞekil (13) : Pelet pişirilerek sertleştirilir.29
b- Elek analizi+16 mm max % 5-16 mm +9.52 mm min % 85-9.52 mm +6.35 mm max % 7-6.35 mm max % 3c- Tambur testi

+6.35 mm Min % 95-0.6 mm Max % 5d- Düşük Sıcaklıklta kırılma özelliği+6.35 mm min % 84-0.5 mm max % 3e- İndirgenme sırasında parçalanma özelliği+6.35 mm min % 90-6.35 mm +3.15 mm % 2-3-3.15 mm +0.5 mm % 1-2-0.5 mm % 3-5f- Yük altında indirgenme özelliğiR40 : 1ΔP : 2 - 4ΔH : 1030
B- REAKSİYONLARDemir oksitler 3 çeşittir. Hematit (Fe2O3) Magnetit (Fe3O4) ve Wüstit(FeO). Bu oksitler fırın içerisinde kısımlar halide indirgenirler. Buoksitlerin CO ile reaksiyonları, CO/CO2 denge oranları ve 900 oC’dekiCO verimlilik faktörü (ηCO) aşağıda gösterilmiştir:% ηCO =(%CO2)/ (%CO + %CO2) (1.1)REAKSİYONLAR 900 oC'deki DengeCO/CO2 % ηCO
3Fe2O3 + CO = 2 Fe3O4 + CO2 0 100 (1.2)Fe3O4 + CO = 3FeO + CO2 0.25 80 (1.3)FeO + CO = Fe + CO2 2.3 30 (1.4)Yüksek fırın ters akımlı bir proses olduğundan yüksek CO içerentüyer gazı, demire indirgenebilmesi için yüksek indirgeme potansiyeligereken FeO ile tepkimeye girer. Sonuçta açığa çıkan düşükpotansiyelli gaz malzeme içerisinde yükselirken indirgenmeleri içindaha az CO/CO2 oranı gereken magnetit ve hematit ile karşılaşır. Bunedenle wüstitin indirgenmesi demir oksit indirgenme reaksiyonlarıarasında en önemli sırayı alır. Çünkü yaklaşık %70 hematit oksijeniFeO halinde bulunur.(1.2), (1.3), (1.4) reaksiyonları dolaylı (indirek) reaksiyonlar diyeadlandınlırlar ve bu reaksiyonlar sonucunda CO2 açığa çıkar.Sıcaklığın 1000 oC'yi aştığı herhangi bir bölgede redüklenmemiş FeOmevcut ise reaksiyon (1.4) sonucu açığa çıkan CO2 aşağıdakiraeksiyon sonucu süratle karbon tarafından indirgenir.CO2 + C= 2CO - 41.210 Kal (1.5)(1.4) ve (1.5) deklemleri birleştirilirse;

FeO + C = Fe + CO - 37.220 Kal (1.6)Reaksiyon (1.5) Boudouard reaksiyonu veya karbon gazlaşmareaksiyonu olarak bilinen yüksek derecede endotermik aynızamanda da CO kullanımını bozan bir reaksiyondur. Reaksiyon (1.6)31
ise direk indirgeme reaksiyonu olarak adlandırılır ve dolaylı(endirek) indirgemeye kıyasla endotermiktir (ısı alan). Ama ayrılanher mol oksijen başına daha az karbon tüketir. Çünkü oluşan CO birsonraki dolaylı indirgeme reaksiyonunda tekrar reaksiyona girecektir.2000 – 2200 oC'lik bir alev sıcaklığına sahip tüyer gazı, yükselerekfırını terk ettiği noktada 150 - 200 oC'ye düşerken, şarj malzemeleriise aşağıya doğru olan hareketlerinde 1400 – 1450 oC'ye ulaşırlar.1- Alt bölge reaksiyonlarıAlt bölge ve ergime bölgesi tüyer seviyesinden 3.5 metre yukarıyadoğru uzanır. Bu bölgede erimiş malzemenin sıcaklığı 1400 - 1450oC'ye ulaşır ve gaz sıcaklığı 800 -1000 oC'ye kadar düşer.Kokun tüyerler önünde yanması sonucu, haznenin çevresinde (tuyerönlerinde) sürekli olarak hava boşlukları (Receway) oluşur. Böyleceyanan kokun boşalttığı hacim nedeni ile şarj malzemenleri aşağıdoğru hareket eder.Yanma bölgesinin şekli ve boyutu düzgün gaz dağılımı ve şarjmalzemelerinin inişi için önemlidir. Sıcak havanın kinetik enerjisineŞekil 14’de gösterildiği gibifırında üç ayrı sıcaklıkbölgesi vardır. Alt ve üstsıcaklık bölgelerindekitoplam ısı ihtyacı yükselengazlardan sağlanır. Ortasıcaklık bölgesinde (800 –1000 oC) çok az bir ısıtransferi gerçekleşir ve bubölgede sıcaklık yaklaşıksabittir. Bu bölgelerdekireksiyonlar aşağıda belirtilmiştir.SICAKLIK oF
FIRIN YÜKSEKLİĞİTUYER SEVİYESİ ŞARJ SEVİYESİ
Şekil 14 : Fırın sıcaklık bölgeleri32
bağlı olarak yanma bölgesi derinliği 1-2 metre civarındadır. Böylecegerçek aktif alan haznenin etrafında 1-2 metre derinliğinde bir ringoluşturur ve raceway olarak adlandırılır. Raceway'in önünde Dead-Man bölgesi olarak adlandırılan sıkı dolgulu kok sütunu vardır. Bu kok

sütunu ya haznedeki sıvı pikin üstünde yüzer yada ulaşabildiği kadarıile haznenin tabanına ulaşır. Bir miktar cüruf ve demir, kok yığınındakiboşluklara girerler ve döküm açıldığı zaman buradan fırını terkederler.Flaks ile karışmış demir harici oksit malzemeler fırının bel (belly)bölgesinde kısmen erimeye başlarlar. Burada 1200 oC'de birbirinekarışmayan iki faz oluşmaya başlar. Daha sonra bu iki sıvı fazbirbirlerinden ayrılırlar.Başlangıçta, CaO içeren birincil curuf (bosh curufu) tuyer önündekikokun yanması sonucu oluşan kok külü ile karışarak hazne curufunuoluştururlar. Bu curufun fırın dışına alınabilmesi için akışkan olmasıgerekmektedir. Uygun bir kompozisyonundaki curuf 1400 –1450 oCarasında sıvı fazdadır ve 1500 oC'deki akışkanlığı 10 poise olmalıdır.Bunun sonucunda curufun baziklik oranı(%CaO + %MgO)/(%SiO2 + %Al2O3) = 0.9 - 1.2 dirCurufun fırından rahatça tahliye edilebilmesi için için gerekli olan endüşük hazne sıcaklığı “Kritik hazne sıcaklığı” olarak adlandırılır ve1500 –1550 oC arasındadır.Alt bölgedeki diğer reaksiyonlar şunlardır;a- Kireçtaşının endotermik kalsinasyonu CaCO3 = CaO+CO2
b- FeO'nun direk endotermik indirgenmesi FeO+C = Fe+COc- SiO2'nin direk endotermik indirgenmesi SiO2+2C = Si+2COd- MnO'nun direk endotermik indirgenmesi Mn2O+C = Mn+COe- P2O5'in direk endotermik indirgenmesi P2O5+5C = 2P+5COf- Kükürdün endotermik ayrışması FeS+CaO+C=CaS+Fe+COg- Karbonun exotermik yanması C+O2 (hava) = CO2+N2
h- CO2'nin endotermik indirgenmesi CO2+C = 2CO (>1000oC)i- Sıcak havadaki nemin endotermikindirgenmesiC+H2O=CO+H2 (>1000 oC)33
2- Orta bölge reaksiyonlarıGaz ve katı sıcaklıklarının hemen hemen eşit olduğu (800 - 1000oC)orta bölgeye izotermal veya termal rezerv bölgesi denir. Çoğudolaylı (indirek) reaksiyonlar bu bölgede olduğundan bu bölgeyeindirek indirgeme bölgesi de denir. İyi çalışan bir fırında bu alanfırın hacminin %50 - 60'ını kapsar. Reaksiyon 1.2 - 1.4 de gösterildiğigibi demir oksitlerin indirgenmesi bu bölgede olur. Bu bölgeningenişliği çok önemlidir. Çünkü FeO (wüstit) mümkün olduğu kadarfazla indirek reaksiyon ile elde edilmelidir. Bu bölgenin başlangıcı,fırın içerisinde yüksek miktarda endotermik reaksiyonların başladığı

yerlere, ısı transfer verimliliğine ve fırının farklı kesitlerindeki homojengaz dağılımına bağlıdır.Bu bölgede gaz kompozisyonu çok az değişmekte ve hammadde ilegaz arasında çok az oksijen değişimi olmaktadır ve CO/CO2 oranı2.3'tür. Bu nedenle bu bölgedeki kok sarfiyatı oldukça azdır.Bu bölgede meyadana gelen diğer bir önemli reaksiyon su-gazıdeğişim reaksiyonudur;CO + H2O = CO2 + H2
Bu reaksiyon sonucu CO'dan daha aktif bir indirgeyici gaz olanhidrojen üretilir. Reaksiyona giren rutubet (H2O); demir oksitlerinhidrojen ile indirgenmesi sonucu olaşabileceği gibi, sıcak hava,buhar ve/veya hidrokarbon enjeksiyonu ile birlikte de fırına girer.3- Üst bölge reaksiyonlarıFırın üst bölgesinde, diğer bir deyişle ön ısıtma veya hazırlamabölgesinde orta bölgeden yükselen gazın sıcaklığı süratli bir şekilde800 – 1000 oC'den 150 – 250 oC ye düşer. Şarj malzemelerininsıcaklığı ise ortam sıcaklığından 800 oC ye kadar yükselir.Bu bölgede meydana gelen önemli reaksiyonlar şunlardır;a- Karbonatlann (Kalsiyum hariç) parçalanmaları,b- Şarj malzemelerinin nem ve hidratının buharlaştırılması.c- Karbon birikmesi, 2CO = CO2 + C34
d- Hematit ve magnetitin kısmi yada bütünüyle oksidlerineindirgenmesi.Şarj malzemelerinin fırın tepesinden tüyer seviyesine inmesi 6 - 8saat sürer. Her üç bölgede şarjların ne kadar süre kaldıkları tamolarak hesaplanamaz. Oluşan gaz ise fırında 10 saniye gibi bir sürekalır.35
KONU SAYFAB- YÜKSEK FIRINLAR (GENEL) 11- Yüksek Fırın 12- Yüksek Fırın yardımcı birimleri 32.1- Hammadde besleme sistemi 32.2- Fırın üstü şarj sistemi 42.2.1Çan Sistemi 42.2.2- Çansız tepe (Paul Wurth)sistemi42.3- Kömür enjeksiyon sistemi 52.3.1- Yüksek Fırınlarda KömürEnjeksiyonuna geçiş sebepleri

62.3.2- Niçin kömür Enjeksiyonu 72.3.3- Kömür Enjeksiyonu – Kokkarşılaştırılması72.3.4- Sistemde kullanılan kömürler 82.3.5- Kömür Enjeksiyonunun fırınçalışmasına etkisi92.4- Sobalar 92.4.1- Sobanın bölümleri 92.4.2- Sobaların ısıtılması 112.4.3- Sıcak havanın elde edilmesi 122.5- Dökümhane 132.5.1- Döküm ve curuf delikleri 132.5.2- Pik ve Curuf kanalları 132.5.3- Dökümhane vinci 142.5.4- Döküm açma matkabı 142.6- Kontrol Odası 162.7- Soğutma sistemi verefrakterler162.7.1- Fırın gövde soğutması 172.7.2- Tuyerler ve curuf deliği 182.7.3- Soba valfleri 192.7.5- Gaz soğutma sistemi 192.7.5- Refrakterler 203. PİK VE CURUF ELDE EDİLMESİ 213.1- Hammaddeler 213.1.1- Kok 2136
KONU SAYFA3.1.2- Cevher 233.1.3- Pelet ve Sinter 243.1.3.a Sinter 253.1.3.b Pelet 27B- REAKSİYONLAR 301- Alt bölge reaksiyonları 312- Orta bölge reaksiyonları 333- Üst bölge reaksiyonları 33