Embed Size (px)
Citation preview

Hangs, Henning et al. Thermoplastic crush tubes – Part A
© Carl Hanser Verlag Zeitschrift Kunststofftechnik / Journal of Plastics Technology 8 (2012) 2
nt
handed in/eingereicht: 26.07.2011
accepted/angenommen: 24.01.2012
Dipl.-Ing. Benjamin Hangs, Prof. Dr.-Ing. Frank Henning Fraunhofer Institute for Chemical Technology (ICT), Polymer Engineering Pfinztal (Germany)
M.Sc. Andrew Burkhart*, B.Eng. David R. Cramer, *with Fiberforge until May 2010 Fiberforge Corporation, Glenwood Springs (Colorado, USA)
Ph.D. Simon Tage Jespersen Fiberforge GmbH, Baar (Switzerland)
Unidirectional continuous-fiber-reinforced thermoplastic crush tubes – Part A: Specimen production based on a novel rapid tape-placement process This paper presents the tape-laying production process of continuous-fiber-reinforced tube specimens designed for investigating the relation between fiber angle relative to the impact direction and absorbed crash energy. This article introduces the high-speed automated preforming of tube precursor laminates from unidirectional E-glass/PA6 and E-Glass/PET-PU prepreg tape and the crush specimen production.
Rohrförmige Crashkörper aus UD-end-losfaserverstärkten Thermoplasten – Teil A: Prüfkörpererstellung basierend auf neuartigem Tapelegeverfahren An endlosfaserverstärkten im Tapelegeverfahren gefertigten Rohren wird deren Energieaufnahme-fähigkeit in Abhängigkeit von der Faserorientierung im Laminataufbau untersucht. Für die Verarbeitung kostengünstiger E-Glas/PA6- und E-Glas/ PET-PU Prepregs kommt ein schneller und automatisierter Prozess zum Einsatz. Der Artikel beschreibt das Tapelegeverfahren, die Gestaltung der Crashkörper, die Versuchsmatrix sowie die einzelnen Herstellungsschritte.
Zeitschrift Kunststofftechnik Journal of Plastics Technology archival, peer-reviewed online Journal of the Scientific Alliance of Polymer Technology archivierte, peer-rezensierte Internetzeitschrift des Wissenschaftlichen Arbeitskreises Kunststofftechnik (WAK)
www.plasticseng.com, www.kunststofftech.com
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 207
Unidirectional continuous-fiber-reinforced thermoplastic crush tubes – Part A: Specimen production based on a novel rapid tape-placement process
B. Hangs, A. Burkhart, D. R. Cramer, S. T. Jespersen, F. Henning
1 INTRODUCTION
Highly loaded structural components in high-volume applications are even today dominated by the use of high-performance steel and aluminum alloys. However, increasing consumer interest in improving vehicle/transportation energy efficiency as well as increasing vehicle mass caused by battery systems requires weight-optimized designs. In this context, optimized designs of single parts not only help to reduce energy consumption by itself, but also reduce system weight through secondary effects on related components. This effect is known as mass decompounding. Beginning in the aerospace industry, thermoset matrix composites began to replace metals in structural applications and demonstrated weight reduction of up to 60 % compared to steel [1]. Nevertheless, thermoset advanced composites have never been widely used in structural, high-volume automotive applications due to excessive process cycle time and high material cost compared with metals. Significant research is currently furthermore aiming on developing thermoplastic matrix composite structures for automotive applications in order to reduce labor and cycle time for fabricating advanced composite parts (e.g. [2, 3, 4, 5]).
Addressing the above described challenge, the present article focuses in particular on weight reduction of automotive crash structures by using thermoplastic advanced composites. In literature, such composite crush specimens are frequently made from high-performance material systems such as carbon fibers (CF) with epoxy resin [6, 7, 8, 9, 32] or high-performance thermoplastics such as polyetheretherketone (PEEK) [10, 11, 12, 13]. Glass fiber-reinforced thermoplastics and thermosets have, nevertheless, also been investigated extensively as more economical alternatives to carbon fibers [14, 15, 16, 31, 32, 33, 34]. Steel and aluminum on the other hand are still today’s state-of-the-art solutions for high-volume crash structures. Research in this field deals with, among others, the optimization of crash performance by investigating tubular and rectangular/square structures e.g. with or without aluminum foam cores [17 to 25].
Literature shows that processes such as braiding/knitting/stitching [26, 27, 28, 29, 30], wrapping and winding [12, 31, 32, 36], or pultrusion [31, 33, 34] have been commonly used to fabricate polymer crush specimens. In contrast, a novel
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 208
automated, rapid thermoplastic tape-laying process is used for the presented investigation. Focus is set on the technical and high-volume production feasibility of thermoplastic crush structures. Tube production is therefore presented in detail.
2 EXPERIMENTAL
2.1 Rapid tape-placement process
A RELAY® 1000 tape-placement machine (Fiberforge Corporation, Glenwood Springs, CO; USA) is used for fully automated manufacturing of tape layups used in crush tube test specimens. This novel technology automates high-speed production of tailored, thermoplastic, unidirectional (UD) composite laminates enabling high-volume production of advanced composite parts.
For layup production UD tape rolls are loaded on to the machine and the tape is guided through a width-adjustable track. The material is fed at the desired feedrate, cut at a defined length forming a course, which is then placed by a layup head on a three-axis motion table (in plane motion and rotation). The first layer (ply) is held in place by vacuum. Each additional ply, composed of numerous tape strips (courses) is tacked to the ply underneath by a series of in-line ultrasonic welders. This process is repeated until a multi-ply blank is finished, which is 2-dimensional, tailored and near net-shape with fiber orientations according to load case.
The Relay process is the first of several steps in the manufacturing cycle for composite parts. Fabricated tailored blanks are preconsolidated (meaning that plies are molten and merged creating a solid plate) to increase efficiency in the infrared (IR) heating process and finally stamp formed to create 3-dimensional part shapes, Figure 1. The parts are then trimmed and ready for use or additional processing, such as overmolding. Section 3 describes the complete process of fabricating the crush-tubes from UD tape.
Figure 1: Summary of a part production cycle
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 209
2.2 Materials
The presented research focuses on UD prepreg tape materials with costs making such advanced materials interesting even for high-volume applications. As an indication, Table 1 shows a cost comparison (normalized with materials’ tensile strength) for various UD tape materials and aluminium EN AW-6012 T6, a standard automotive alloy.
EN AW-6012 T6 GF/PET-PU GF/PA6 CF/PA6 CF/PPS CF/PEEK
12 9 13 28 34 60
Table 1: Cost to tensile strength ratio [€ / GPa] of UD tape material [37] and aluminum listed for 1 kg of material GF: E-glass fiber-reinforced, CF: Carbon fiber-reinforced
The following two materials were chosen for the crush specimens, for which standard material properties are listed in Table 2.
An E-glass reinforced blend of polyethylene terephthalate and thermo-plastic polyurethane (PET-PU) was chosen for 85 % of the samples (marked M1).
E-glass reinforced polyamide 6 (PA6) is tested from two different material suppliers (M2 and M3) representing 15 % of the total amount of crush tubes. This is done to compare performance to M1 and to determine variance of a material type from different suppliers.
GF/PET-PU (M1) GF/PA6 (M2) GF/PA6 (M3)
Density [g/cm³] 1.89 1.70 1.70
Fiber content [weight-%] 60 60 60
Tape thickness 0.22 0.24 0.24
Axial tensile modulus (ply) [GPa] 32 30 31.5
Compressive strength [MPa] 229 253 -
Izod impact [kJ/m²] 358 365.5 -
Recommended processing [°C] 265 260 260
Table 2: Material properties of processed UD tape
2.3 Tube design
As described in Section 2.1, the first step in tube manufacturing is to fabricate flat, tailored UD tape layups, which are stamped to form 3-dimensional parts.
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 210
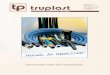
This required that multiple parts would need to be joined together to create a closed tubular specimen. Half-section profiles were selected to minimize the number of parts, and a circular shape with horizontal flanges was designed, as shown in Figure 2. Compared to other design options, this design exhibits benefits such as a symmetric cross-section (only one set of tooling), a simple profile shape (excellent formability) and relatively simple joining. Possible influence of an aspect ratio other than unity, such as for elliptical or rectangular cross-sections, is avoided. Related to this possible effect, [6, 14, 15, 35, 36] investigated effects of geometrical changes on crush performance of composite crush specimens.
Figure 2: Final tube dimensions
Joining of the two half-section profiles is a critical design criterion. Different welding technologies for thermoplastics as well as adhesive bonding were considered as basic methods for joining. Although not necessarily superior compared to welding, adhesive bonding was chosen based on the following: Adhesive bonding avoids risk of thermally induced specimen shape distortion and stresses, allows a straightforward and fast application as well as batch processing of multiple tubes and the same joining proceeding is applicable for different materials. This is of relevance because focus of this research is on the influence of tailored fiber orientations on absorbed crush energy. An extensive comparison of joining technologies and optimization of related processing parameters for different materials is not part of the current paper.
Overall specimen dimensions were defined referring to proportions of a notional crash-box in an actual automotive application. Initial crush-tests were then performed to verify a design that would show stable and progressive crushing without buckling. This requirement is fulfilled by tubes with 135 mm length and an outer tube diameter of 55 mm made from eleven-ply laminates. Accounting the nominal tape thickness listed in Table 2 results in tube wall thicknesses of 2.42 mm (M1) and 2.64 mm (M2 and M3) respectively. The given maximum panel length (equipment size envelope) results in four tube halves from each panel.
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 211
Figure 3: Progressive crushing, induced by a 45° chamfer
An effective flange width of 12.5 mm was experimentally determined to be sufficient to withstand high loads during dynamic crushing without the risk of buckling or catastrophic tube failure.
Another design detail for final tube design is a feature to initiate proper crush behaviour. Smooth crush-load development is essential to ensure that the tubes crush, rather than buckle or exhibit bond failure. One proven solution for this issue is the creation of a 45° chamfer on one end of the crush tubes [38]. This chamfer functions as a “trigger” that creates local stress concentration at the chamfer tip, causing material failure to evolve from this position. When the chamfer is crushed, a debris wedge of crushed material is formed and pressed between two laminate plies, which causes failure through delamination and crack propagation. Progressive crushing is induced, leading to more desirable energy absorption development. Figure 3 shows a sequence of this early stage in the crushing event.
To ensure that crushing is well-developed in the main tube section, and not affected by the flanges, the flanges are in this paper trimmed 10 mm below the tubular section and then chamfered, as shown in Figure 2. This avoids loading of bond lines in initial contact between the impactor and crush tube specimen.
A summary of tube dimensions is shown in Figure 2.
2.4 Experimental matrix design
The purpose of this research is to investigate energy absorption in UD composite crush tubes and how design would have to be for optimum performance. Table 3 lists a basic overview of parameters that affect crush tube performance and the parameters that are varied during the investigation.
The primary parameter studied is fiber orientation in the crush tubes to exploit the ability of the Relay tape-placement machine to fabricate panels with plies of any orientation. Thus, a single factorial Design of Experiments (DOE) investigation is performed. Experiments of this kind are usually realized as a Completely Randomized Design (CRD), for which randomization is related to the order of conducted tests [39].
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 212
Parameter
Crushing speed Constant → 4 m/s
Fiber content Constant → 60 weight-%
Fiber orientation Varied → see Table 4
Geometry Constant → see Figure 2
Joining technology Constant → Adhesive bonding
Material of UD-tape Varied → see Table 2
Stacking order of plies Constant → Table 4
Testing temperature Constant → Room temperature
Wall thickness Constant → 11 plies
Table 3: Parameters for crush tube testing The nine layups examined are listed in Table 4, with fiber directions according to Figure 2. Starting with ±10°, fiber angle is increased to study changes in crushing behavior related to fiber orientations. Additionally, a 0°/90° layup is chosen as benchmark layup type, in which ply ratio is chosen to be 90° : 0° = 55 : 45 %. Moreover, two variations, called ±30°/0° A and ±30°/0° B, are designed and tested, both containing a number of 0° plies. This is assumed to contribute significantly to crush energy absorption due to the alignment with the impact direction.
Abbreviation Layup configuration
±10° +10°, -10°, +10°, -10°, +10°, 90°, +10°, -10°, +10°, -10°, +10°
±15° +15°, -15°, +15°, -15°, +15°, 90°, +15°, -15°, +15°, -15°, +15°
±30° +30°, -30°, +30°, -30°, +30°, 90°, +30°, -30°, +30°, -30°, +30°
±45° +45°, -45°, +45°, -45°, +45°, 90°, +45°, -45°, +45°, -45°, +45°
±60° +60°, -60°, +60°, -60°, +60°, 90°, +60°, -60°, +60°, -60°, +60°
±75° +75°, -75°, +75°, -75°, +75°, 90°, +75°, -75°, +75°, -75°, +75°
0°/90° 90°, 0°, 90°, 0°, 90°, 0°, 90°, 0°, 90°, 0°, 90°
±30°/0° A +30°, -30°, 0°, +30°, 0°, 90°, 0°, +30°, 0°, -30°, +30°
±30°/0° B +30°, 0°, 0°, -30°, 0°, 90°, 0°, -30°, 0°, 0°, +30°
Table 4: Layup configurations manufactured / examined in this work (fiber orientations are defined according to Figure 2)
Symmetry is generally desired for composite laminates to minimize stresses within adjacent plies and warpage after processing [40]. Thus, the tailored fiber orientation in the center-ply is substituted by a 90° oriented ply to overcome the following:
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 213
1. For the desired thickness, and thus ply count, an odd number of plies is required, which necessitated a 0° or 90° center-ply to maintain equal numbers of “+” and “-“ orientations.
2. Preliminary trials revealed that ±10° and ±15° layups cannot not withstand the preheating and forming process without being damaged due to tension applied to the panels. As shown in Figure 4, this is caused by a lack of fibers connecting the left and right panel side. By adding a 90° ply at the midplane, fibers span the blank and impart enough strength to allow heating and forming under blank tension.
Figure 4: Clamping method left: Forming with (right) and without 90° center-ply (left) right: Clamping setup for a panel that is fixed to the shuttle system
Six tubes are tested for each layup-material combination to provide statistically significant data, despite deviation in absorbed energy caused by variations within the manufacturing process. To analyze this relation in more detail, 18 test repetitions of the 0°/90° M1 configuration are performed.
Table 5 summarizes the experimental matrix.
±10° ±15° ±30° ±45° ±60° ±75° 0/90° ±30°/0° A ±30°/0° B
GF/PET-PU (M1)
6 6 6 6 6 6 18 6 6
GF/PA6 (M2) - - - - - - 6 - -
GF/PA6 (M3) - - - - - - 6 - -
Table 5: Final experimental matrix showing number of specimens
2.5 Lap shear testing for adhesive comparison
Lap shear specimens are produced with the processing parameters described in Section 3.1 and tested according to ASTM D 5868 [41]. An Instron 4400R test frame with 150 kN load cell is used to perform the tests at a crosshead rate of 1.27 mm/min.
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 214
Urethane adhesive (Pliogrip 7779/220)
Prepolymer density [g/cm³] / viscosity [Pa s] 1.29 / 14.5
Curative density [g/cm³] / viscosity [Pa s] 1.23 / 20.5
Tensile strength [MPa] 29
Young's modulus [GPa] 1.18
Elongation [%] 63
Table 6: Material properties of the chosen urethane adhesive (@ 23 °C)
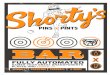
Epoxy (two-component), urethane and methacrylate (two-component) adhesives were tested [42, 43]. First, Material M2 was tested with five samples of each adhesive. The urethane adhesive delivers best results with an average lap shear strength of 17.49 MPa, which is 49.5 % higher than with the epoxy and 35.6 % higher than with the methacrylate adhesive. Further, qualitative inspection of the test samples reveal that the urethane adhesive specimens exhibits “tougher” failure behaviour, which is desired for crush testing. Due to superior performance of the urethane adhesive in lap shear testing and the fact that it is desired to use the same adhesive for all specimens, M1 testing was initially only performed with five urethane adhesive samples showing 15.30 MPa average lap shear strength. This result is significantly higher compared to the epoxy (30.8 %) and methacrylate (18.6 %) adhesives tested with M2, which is why further lap shear testing of M1 was renounced.
Results of the lap shear testing are shown in Figure 5 and Table 7.
Figure 5: Results of lap shear tests related to adhesive choice
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 215
Average Strength [MPa]
Min./Max. value [MPa]
Standard deviation
Failure mode
M2 + urethane adhesive 17.49 15.95 / 18.94 7,3 % Tough
M2 + epoxy adhesive 11.70 11.10 / 13.68 9,6 % Brittle
M2 + methacrylate adhesive 12.90 12.35 / 13.85 4,3 % Brittle
M1 + urethane adhesive 15.30 14.88 / 15.94 2,9 % Tough
Table 7: Summary of lap shear tests related to adhesive choice
2.6 Sample conditioning
As a result of drying cycles in the used production process (see Section 3.1), water content in the material was below saturated state. Material properties of many plastics, and in particular PA6, have a strong mechanical performance dependency of water content. Especially toughness of the crush tubes is considered to be reduced after the materials are dried. To have predictable material properties, literature recommends bringing water content in the PA6 polymer to equilibrium after processing using a subsequent conditioning step [42, 44].
Nevertheless, water content within the material can also influence bond line strength. Consequently, additional lap shear tests were conducted using material with an artificially increased amount of absorbed water. Two types of conditioning were performed on separate test specimens. The first method involved conditioning the tube halves prior to bonding. The other method was bonding the tube halves in a dried state and conditioning them after the completion of the bonding process. In both cases, raw material for lap shear coupons was completely covered with 70 °C warm water for 66 hours (starting from preconsolidated, dry state). This proceeding is e.g. described in [44]. Weight was measured beforehand and afterwards with a 0.1 mg precision scale to determine water absorption. Following the conditioning step, GF/PET-PU (M1) exhibits a 0.56% increase of mass while GF/PA6 (M2) shows a mass increase of 2.6 %.
Lap shear tests were conducted with five coupons for each test series. Preconditioned M2 specimens show average lap shear strength of 9.98 MPa, while the samples that were conditioned after bonding have lap shear strength of 12.87 MPa. Referring to M2, the testing shows that unconditioned samples have up to 75.3 % higher average bond line strength (17.49 MPa) compared to conditioned samples (9.98 MPa).
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 216
Average
Strength [MPa] Min./Max. value
[MPa] Percentage of
standard deviation
M1 - Not conditioned 15.30 14.88 / 15.94 2.9 %
M1 - Conditioned prior 15.37 14.66 / 17.14 6.8 %
M1 - Conditioned afterwards 18.24 16.70 / 20.43 8.9 %
M2 - Not conditioned 17.49 15.95 / 18.94 7.3 %
M2 - Conditioned prior 9.98 9.28 / 10.75 6.7 %
M2 - Conditioned afterwards 12.87 10.80 / 15.73 17.6 %
Table 8: Summary of lap shear tests related to conditioning tests. All specimens showed tough adhesive failure.
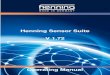
For M1, on the other hand, conditioning influences lap shear strength differently. As shown in Figure 6, coupons conditioned prior have about the same bond line strength compared to unconditioned ones (15.3 MPa). Samples that are conditioned after the bonding process have a 19.2 % increase in average lap shear strength (18.24 MPa). However, deviation of results for these coupons is six percentage points higher than without conditioning. Similar results are gathered for coupons that are conditioned prior to bonding. Those still have a 3.9 percentage points higher deviation than coupons produced with the procedure presented in Section 3.1.
The gathered results for conditioning led to the decision that crush tube specimens are not conditioned before final testing. First reason for this is to ensure results that are comparable between different materials by using consistent manufacturing succession. Secondly, by renouncing conditioning lower deviation in bond line performance can be expected for final crush specimens. This relation between bond line and crush performance will be discussed in detail in part B of this article.
Figure 6: Results of lap shear tests related to the influence of conditioning on bond line strength
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 217
3 PRODUCTION PROCESS FOR CRUSH-TUBES
The production process is subdivided into seven steps: Tape layup production, drying of material, blank preconsolidation, forming of half section profiles, trimming, adhesive bonding and final machining and measurements. These steps are individually described within the following paragraphs.
3.1 Production of tape layups
For the first step in tube manufacturing, tape layups are produced with the Relay machine, as discussed in Section 2.1. Although the Relay is an automated system, the production of the tape layups is observed to verify the quality of each blank. Order of layup production is randomized and each panel is produced using no more than one roll of material per panel. This prevents potential change in tape quality within a single panel.
3.2 Drying of material Prior to the preconsolidation step, panels are dried in a convection oven to minimize water content in the resin. High temperatures during preconsolidation could otherwise evaporate water within the material, producing steam that could cause voids and poor surface quality. Due to higher moisture sensitivity of PA6, panels from M2 and M3 are also dried prior to forming.
3. 3 Preconsolidation
Next step in production is preconsolidation that is performed on a 400 metric ton hydraulic press (West Coast Accudyne, CA; USA). This step results in panels with lower void content, better surface quality and easier panel handling. In addition, preliminary tests showed significant problems with unconsolidated panels in preheating for forming. Without preconsolidation, panels require excessively long heating times due to the insulating effect of air between plies, which also results in degradation of outer tape plies. For high volume production, however, it would be interesting to examine new preheating systems such as microwave heating to avoid the preconsolidation step.
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 218
Figure 7: Step press schematic
For preconsolidation, the "step press" method is used, see Figure 8, in which a tape layup is heated between two steel plates to a temperature above the melting point under low pressure for a specific time. Then it is transferred to a cold zone that cools the blank quickly and under high pressure. The two zones are separated from each other and from the press bolsters by insulation to avoid heat transfer and hence undesired temperature change in both areas
Process parameters for preconsolidation are listed in Table 9.
GF/PET-PU (M1) GF/PA6 (M2, M3)
HOT SIDE Blank temperature 235 °C 235 °C
COLD SIDE Blank temperature 60 °C 80 °C
Table 9: Preconsolidation production parameter values
Following preconsolidation, each panel thickness is measured. Nominal panel thicknesses were expected to be 2.42 mm for M1 and 2.64 mm for M2 and M3 (See Section 2.3). For the produced panels an average thickness of 2.40 mm for M1 and 2.67 mm for M2 and M3 was measured of which all individual measurements are within ±3σ of the expected thicknesses (for more information about the 3σ approach see [39]). Determined panel thicknesses are listed in Table 10.
GF/PET-PU (M1) GF/PA6 (M2, M3)
Average Thickness 2.40 mm 2.67 mm
Standard Deviation σ incl. percentage 0.05 mm (2.01 %) 0.04 mm (1.5 %)
Min / Max Values 2.25 / 2.51 mm 2.58 / 2.78 mm
Min / Max Values, according to ±3σ 2.25 / 2.55 mm 2.55 / 2.79 mm
Table 10: Panel thickness measurements after preconsolidation
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 219
3. 4 Forming
An aluminum tool was designed and fabricated to form the tube halves while being mounted to the press introduced in Section 3.3.
Figure 8: Schematic of forming facilities
A preconsolidated panel is placed in a blankholder attached to a shuttle system, as shown in Figure 4 and 8. Then, the panel is transferred into the IR oven and after reaching a temperature of 265 °C to the press. Press closing is initialized concurrently. Pressure is applied at a speed of 13 mm/s, which allowes a high pressure to be achieved quickly as soon as the mold halves contact the molten panel. To cool the molten panels to solid state, pressure is applied for 80 s with tool temperatures of 30 °C for M1 and 80 °C for M2 and M3 respectively. Forming parameters are listed in Table 11. A discussion of achieved void content and microstructure within the tube specimens, using the parameters mentioned in Section 3.3 and 3.4, will be discussed in part B of this research.
Thickness measurements were taken after forming at nine locations on each tube half, Figure 9 right. According to preconsolidation, the 3σ approach is used to determine scrap parts. Table 12 summarizes the recorded formed panel thicknesses.
GF/PET-PU (M1)
GF/PA6 (M2, M3)
TOOL TEMPERATURES
Upper/Lower tool surface temp. 30 °C 80 °C
OVEN SETTINGS Panel temperature in the IR oven 265 °C 265 °C
PRESS SETTINGS
Dwell time 80 s 80 s
Table 11: Forming production parameter values
GF/PET-PU (M1) GF/PA6 (M2, M3)
Average Thickness 2.34 mm 2.67 mm
Standard Deviation σ incl. percentage 0.07 mm (3.07 %) 0.04 mm (1.65 %)
Min / Max Values 2.14 / 2.52 mm 2.54 / 2.77 mm
Min / Max Values, according to ±3σ 2.13 / 2.52 mm 2.54 / 2.78 mm
Table 12: Summary of thickness measurements after forming
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 220
3. 5 Trimming for further processing
Each formed panel is cut into four pieces, Figure 9 left, which results in two tubes per formed panel after the bonding procedure.
Figure 9: Measuring and marking of formed panels
left: Formed and marked GF/PET-TPU (M1) panel right: Measuring points for formed panels
3. 6 Adhesive bonding of tube halves
Tube bonding is performed as follows. In a first step, bonding surfaces are grit blasted with 120 grit sand at 4 bar pressure to roughen the surface. Following grit blasting, the specimens are cleaned with 90 % isopropyl to remove particles and grease that would otherwise reduce bond line strength. Once cleaned, adhesive is applied on the bonding surfaces of one tube half spread uniformly over the surfaces. The next step is to join the parts around a centering pin and to put pressure on each flange using three spring clamps. Metal pieces are put in between clamp jaws and tube flanges to create more uniform pressure throughout the bond line. Figure 10 illustrates this setup. In the end, the adhesive is heat cured for 1.5 hours at 63 °C.
Figure 10: Setup for bond line clamping
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 221
3. 7 Machining tubes to final dimensions and taking final measurements
After the adhesive is fully cured, the tubes are trimmed to proper length and width. As described in Section 2.3, the flanges are cut down 10 mm to avoid bond line loading in the initial impact.
Figure 11: Final tube specimen
Chamfers are machined into the circular section and the flanges using a lathe and an angle grinder. The lathe rotated the tubes at 170 rpm. For the flange chamfers instead, samples are fixed in a bench vise. Figure 11 shows a final tube specimen.
3.8 Results for accuracy of final tube dimensions
As described in Section 3, a significant amount of manual work is required to fabricate the crush tube test specimens, and as such, the process is less repeatable than a fully automated tube production process. To investigate and account for this variation, tube mass, length, diameter and flange width were measured for each crush tube, with tube mass being presented in detail together with test results in part B.
Due to limited accuracy regarding circularity, the halved diameter difference oftentimes differs from thickness measurements of formed panels, which is why these values should only be seen as a guideline.
Table 14 summarizes the analysis of tube dimensions and shows standard deviations for each dimension category of less than 1.0 %.
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 222
Table 13: Analysis of final tube dimensions
4 CONCLUSION
Crush tubes made from thermoplastic, unidirectional prepreg tape were designed and manufactured with a novel, rapid and automated tape-placement process. The focus of the presented investigation is thereby set on design-related lap shear testing, describing the tube fabrication process including processing parameters, and evaluating the achieved repeatability of tube dimensions.
Lap shear testing was initially performed to select an appropriate adhesive for tube assembly resulting in the choice of a two component urethane adhesive (Pliogrip 7779/220). In addition, the influence of water content on bond line strength was investigated by lap shear testing of specimens that had been conditioned before and after bonding. Results show that GF/PA6 has the highest lap shear strength without conditioning, while the highest lap shear strength for GF/PET-PU occurs when specimens are conditioned after the bonding procedure. Conditioning was nevertheless not used on either specimen group because the same procedure is desired for both materials to guarantee comparable results. Moreover, standard deviation for bond line strength is significantly higher for any conditioned specimens. Measurements of fabricated
GF/PET-PU (M1) GF/PA6 (M2, M3)
TUBE MASS Average 130.34 g 135.33 g
LENGTH
Average 134.92 mm 134.93 mm
Standard deviation σ 0.62 mm (0.46 %) 0.90 mm (0.67 %)
Min/Max Values 132.58 / 136.40 mm 133.13 / 136.35 mm
INNER / OUTER DIAMETER
Average 49.93 / 54.59 mm 50.32 / 55.66 mm
Standard deviation σ 0.27 / 0.31 mm 0.1 / 0.12 mm
Percentage of σ 0.53 / 0.56 % 0.2 / 0.22 %
INNER Min/Max Values 49.20 / 51.25 mm 50.12 / 50.57 mm
OUTER Min/Max Values 53.71 / 56.68 mm 55.39 / 55.92 mm
FLANGE WIDTH
Average 87.57 mm 88.32 mm
Standard deviation σ 0.71 mm (0.81 %) 0.87 mm (0.99 %)
Min/Max Values 84.83 / 89.75 mm 86.31 / 90.40 mm
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 223
final crush tubes show less than 1 % deviation for the tube dimensions when compared to theoretically defined values.
Based on the presented results, part B of this article will focus on the actual testing and data analysis of crushed tubular specimens. To reflect conditions close to automotive applications, the crush tubes are tested dynamically at 4 m/s with Oak Ridge National Laboratory's "Test Machine for Automotive Crashworthiness" (TMAC). This fully instrumented, hydraulic-driven system is very well-suited for accurate and repeatable dynamic crush testing. A detailed discussion of effects seen in testing and their relation to the fabrication process will be presented. In addition, nine different layups, introduced in Section 2.4, are defined to investigate the influence of fiber orientation relative to impact direction on the absorbed crush energy.
5 Acknowledgement
Gratitude goes to the Free State of Bavaria as well as the City of Augsburg for their financial support in establishing the Fraunhofer Project Group Functional Lightweight Design.
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 224
6 REFERENCES [1] Carpenter Jr.,
J.A. Challenges and opportunities for automotive composites
SPE Automotive Composites Conference and Exhibition (ACCE); 2008
[2] Jespersen, S.T.
Methodology for evaluating new high-volume composite manufacturing technologies
Doctoral thesis No 4191, École Polytechnique Fédérale de Lausanne (EPFL); 2008
[3] Krause W. Verfahrensentwicklung für Strukturen aus langfaserverstärktem Thermoplast mit lokalen Endlosfaserverstärkungen
Doctoral thesis, Fraunhofer Institute for Chemical Technology; 2004; Pfinztal, Germany
[4] Müller, T. Methodik zur Entwicklung von Hybridstrukturen auf Basis faserverstärkter Thermoplaste
Doctoral thesis; Institute of Polymer Technology (LKT); Erlangen, Germany; 2011
[5] Al-Sheyyab A.
Light-Weight Hybrid Structures - Process Integration and Optimized Performance
Doctoral thesis; Institute of Polymer Technology (LKT); Erlangen, Germany; 2008
[6] Feraboli P. et al.
Crush energy absorption of composite channel section specimens
Composites: Part A; 2009; p. 1248
[7] Kim J.-S., Yoon H.-J., Shin K.-B.
A study on crushing behaviors of composite circular tubes with different reinforcing fibers
International Journal of Impact Engineering; 2011; Vol. 38; p. 198
[8] Schmuesser, D.W. Wickliffe, L.E.
Impact energy absorption of continuous fiber composite tubes
Journal of Engineering Materials and Technology 1987; Vol. 109; p. 72
[9] Hull, D. A unified approach to progressive crushing of fiber reinforced composite tubes
Composites Science and Technology; 1991; Vol. 40; p. 377
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 225
[10] Satoh, H. et al.
Comparison of energy absorption among carbon/thermoplastic tubes
38th International SAMPE Symposium, Science of Advanced Materials and Process Engineering Series; 1993; Vol.38; p. 952
[11] Hamada, H. et al.
Comparison of energy absorption of carbon/E and Carbon/PEEK composite tubes
Composites; 1992; Vol. 23; Issue 4; p. 245
[12] Ramakrishna, S. et al.
Energy absorption behavior of carbon fiber reinforced thermoplastic composite tubes
Journal of Thermoplastic Composite Materials; 1995; Vol. 8; Issue 3; p. 323
[13] Ramakrishna, S. Hamada, H.
Energy absorption characteristics or crash worthy structural composite materials
Key Engineering Materials; 1998; Vol. 141 to 143; p. 585
[14] Mamalis, A.G. et al.
Collapse of thin wall composite sections subjected to high speed axial loading
International Journal of Vehicle Design; 1992; Vol. 13 Issue 5/6; p. 564
[15] Palanivelu S. et al.
Crushing and energy absorption performance of different geometrical shapes of small-scale glass/polyester composite tubes under quasi static loading conditions
Composite Structures; 2011; Vol. 93; p. 992
[16] Zarei H., Kröger M., Albertsen H.
An experimental and numerical crashworthiness investigation of thermoplastic composite crash boxes
Composite Structures; 2008; Vol. 85; p. 245
[17] Ahmad Z., Thambiratnam D.P.
Crushing response of foam-filled conical tubes under quasi-static axial loading
Materials and Design; 2009; p. 2393
[18] Hanssen A.G., Langseth M., Hopperstad O.S.
Static and dynamic crushing of circular aluminium extrusions with aluminium foam filler
International Journal of Impact Engineering; 2000; Vol. 24; p.475
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 226
[19] Hanssen A.G., Langseth M., Hopperstad O.S.
Static crushing of square aluminium extrusions with aluminium foam fillers
International Journal of Mechanical Sciences; 1999; Vol. 41; p. 967
[20] Santosa S., Wierzbicki T.
Crash behavior of box columns filled with aluminum honeycomb or foam
Computers & Structures; 1998; Vol. 68; p. 343
[21] Ghamarian A., Zarei H.R., Abadi M.T.
Experimental and numerical crashworthiness investigation of empty and foam-filled end-capped conical tubes
Thin-Walled Structures; 2011; Vol. 49; p. 1312
[22] Zarei H., Kröger M.
Optimum honeycomb filled crash absorber design
Materials and Design; 2008; Vol. 29; p. 193
[23] Seitzberger M. et al.
Experimental study on the quasi-static axial crushing of steel columns filled with aluminium foam
International Journal of Solids and Structures; 2000; Vol. 37; Issue 30; p. 4125
[24] Zarei H.R., Kröger M.
Optimization of the foam-filled aluminum tubes for crush box applications
Thin-Walled Structures; 2008; Vol. 46; p. 214
[25] Williams B.W. et al.
Influence of forming effects on the axial crush response of hydroformed aluminium alloy tubes
International Journal of Impact Engineering; 2010; Vol. 37; p. 1008
[26] Ramakrishna, S.
Knitted fabric reinforced polymer composites
PhD Thesis, University of Cambridge (UK), 1992
[27] Solaimurugan S., Velmurugan R.
Progressive crushing of stitched glass/polyester composite cylindrical shells
Composites Science and Technology; 2007; Vol. 67; p. 422
[28] Chiu, C.H. et al.
Crushing characteristics of 3-D braided composite square tubes
Journal of Composite Materials; 1997; Vol. 31; Issue 22; p. 2309
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 227
[29] Xiao X., Botkin M.E., Johnson N.L.
Axial crush suimulation of braided carbon tubes using MAT58 in LS-DYNA
Thin-Walled Structures; 2009; Vol. 47; p. 740
[30] Xiao X. et al. Progress in braided composite tube crush simulation
International Journal of Impact Engineering; 2009; Vol. 36; p. 711
[31] Thornton, P.H.
Energy absorption in composite structures
Journal of Composite Materials; 1979; Vol. 13; Issue 3; p.247
[32] Farley, G.L. Energy absorption of composite materials
Journal of Composite Materials; 1983; Vol. 17; Issue 3; p. 267
[33] Palavivelu S., et al.
Experimental study on the axial crushing behaviour of pultruded composite tubes
Polymer Testing; 2010; Vol. 29; p. 224
[34] Thornton, P.H.
The crush behavior of pultruded tubes at high strain rate
Journal of Composite Materials; 1990; Vol. 24; Issue 6; p. 594
[35] Warrior N.A. et al.
Effects of boundary conditions on the energy absorption of thin walled polymer composite tubes under axial crushing
Thin-Walled Structures; 2008; Vol. 46; p. 905
[36] Farley, G.L. Effect of specimen geometry on the energy absorption capability of composite materials
Journal of Composite Materials 1986; Vol. 20; p. 390
[37] Fiberforge Corporation
Graphics library and internal material data base,
Provided by marketing department; Feb. 2010
[38] Jacob, G.C. Fellers, J.F. Simunovic, S. Starbuck, J.M.
Energy Absorption in Polymer Composites for Automotive Crashworthiness
Journal of Composite Materials; 2002; Vol. 36; Issue 7; p. 813
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 228
[39] NIST/Sematech e-Handbook of Statistical Methods
http://www.itl.nist.gov/div898/handbook/; 2010
[40] Heslehurst, R.B. Design of Composite Structures
ABARIS Training & Resources; 2002
[41] ASTM International
Standard Test Method for Lap Shear Adhesion for Fiber-Reinforced Plastics (FRP) Bonding
ASTM D 5868; 2008
[42] Domininghaus,H Elsner, P. Eyerer, P. Hirth, T.
Kunstoffe, Eigenschaften und Anwendungen
Springer Verlag; 2008
[43] Habenicht, G. Kleben: Grundlagen, Technologien, Anwendungen
Springer Verlag; 2009
[44] BASF SE Ultramid (PA), Hauptbroschüre (Europa)
www.plasticsportal.net; 2011
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.

Hangs, Henning et al. Thermoplastic crush tubes – Part A
Journal of Plastics Technology 8 (2012) 8 229
Keywords: Tape laying, tape placement, thermoplastic advanced composites, adhesive bonding, glass fiber-reinforced, polyamide, PA 6, polyethylene terephthalate, PET, crush-tubes, Relay process, crush testing
Stichworte: Tapelegen, thermoplastische Faserverbundwerkstoffe, Kleben, glasfaserverstärkt, Polyethylenterephthalat, Crashabsorber, Relay Verfahren, Crash testing
Author/Autor:
Dipl.-Ing. Benjamin Hangs
Fraunhofer Institute for Chemical Technology (ICT)
Joseph-von-Fraunhofer-Strasse 7
76327 Pfinztal, Germany
E-Mail: [email protected] Website: www.ict.fraunhofer.de Phone.: +49(0)721/4640-792
Editor/Herausgeber:
Europe/Europa
Prof. Dr.-Ing. Dr. h.c. G. W. Ehrenstein, verantwortlich
Lehrstuhl für Kunststofftechnik
Universität Erlangen-Nürnberg
Am Weichselgarten 9
91058 Erlangen
Deutschland
Phone: +49/(0)9131/85 - 29703
Fax.: +49/(0)9131/85 - 29709
E-Mail: [email protected]
The Americas/Amerikas
Prof. Dr. Tim A. Osswald, responsible
Polymer Engineering Center, Director
University of Wisconsin-Madison
1513 University Avenue
Madison, WI 53706
USA
Phone: +1/608 263 9538
Fax.: +1/608 265 2316
E-Mail: [email protected]
Publisher/Verlag:
Carl-Hanser-Verlag
Jürgen Harth
Ltg. Online-Services & E-Commerce,
Fachbuchanzeigen und Elektronische Lizenzen
Kolbergerstrasse 22
81679 Muenchen
Phone.: 089/99 830 - 300
Fax: 089/99 830 - 156
E-mail: [email protected]
Editorial Board/Beirat:
Professoren des Wissenschaftlichen Arbeitskreises Kunststofftechnik/ Professors of the Scientific Alliance of Polymer Technology
© 2
012
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.