Embed Size (px)
Citation preview
1
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Zerstörungsfreie Gefügeprüfung
mit magnetinduktiven Verfahren
zur
100% Prüfung
Arnold Horsch
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Inhalt• Warum zerstörungsfreie Prüfung
• Stichprobe oder 100% Prüfung
• Grundlagen der Wirbelstromprüfung
• Was ist PMFP mit dem INSITE HT
• Erweiterte Stichprobenprüfung
• Diskussion
2
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Warum
zerstörungsfreie
Prüfung?
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
• Aussage über die Qualität
• Sind alle Teile i.O.
• Aussage über die Streuung
der Fertigung
10 mm
3
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Stichprobe
oder
100%
Prüfung
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Begriffsbestimmung
• SPC = Statistic Process Control
• SPC = Statistische Prozess Kontrolle
• SPC = Statistische Prozess Steuerung
RICHTIG
FALSCH
4
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
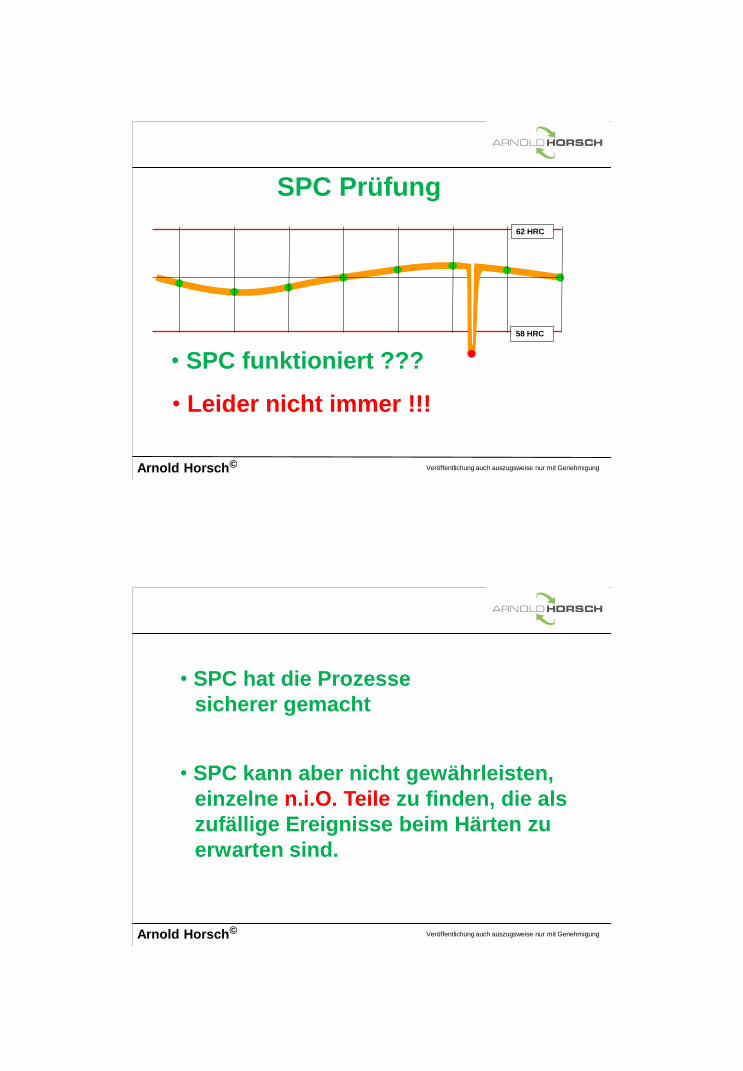
SPC Prüfung
62 HRC
58 HRC
• SPC funktioniert ???
• Leider nicht immer !!!
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
• SPC hat die Prozesse
sicherer gemacht
• SPC kann aber nicht gewährleisten,
einzelne n.i.O. Teile zu finden, die als
zufällige Ereignisse beim Härten zu
erwarten sind.
5
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
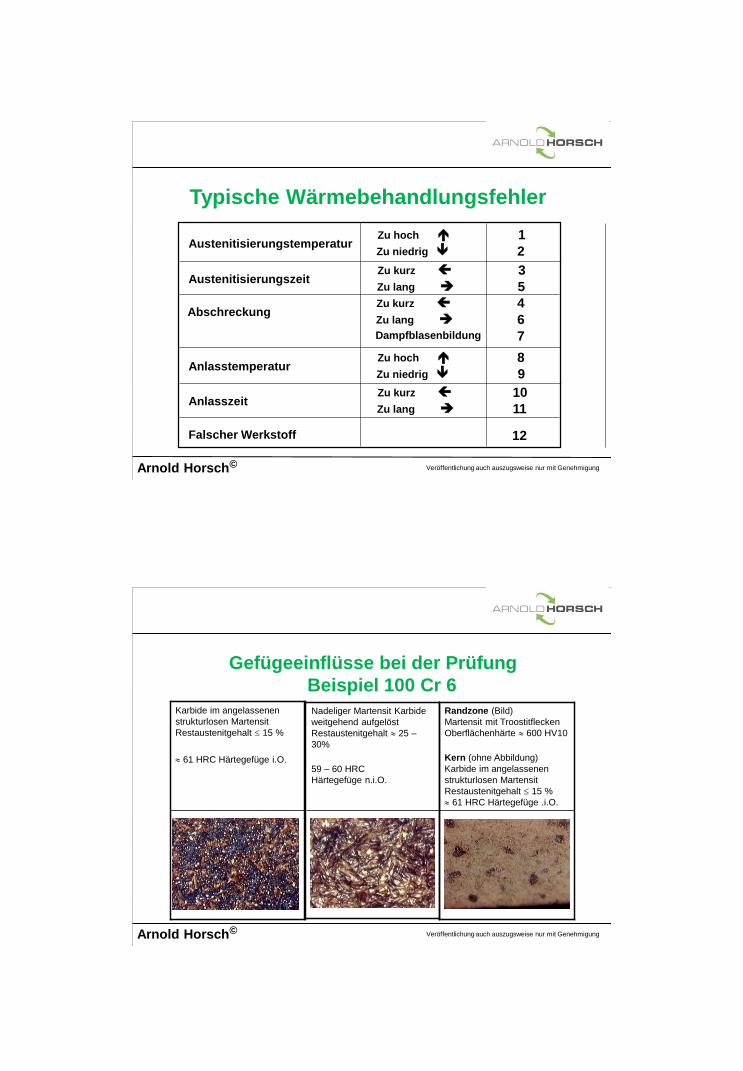
Typische Wärmebehandlungsfehler
AustenitisierungstemperaturZu hoch
Zu niedrig
AustenitisierungszeitZu kurz
Zu lang
AbschreckungZu kurz
Zu lang
Dampfblasenbildung
AnlasstemperaturZu hoch
Zu niedrig
AnlasszeitZu kurz
Zu lang
Falscher Werkstoff
1
2
3
5
4
6
8
9
10
11
7
12
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
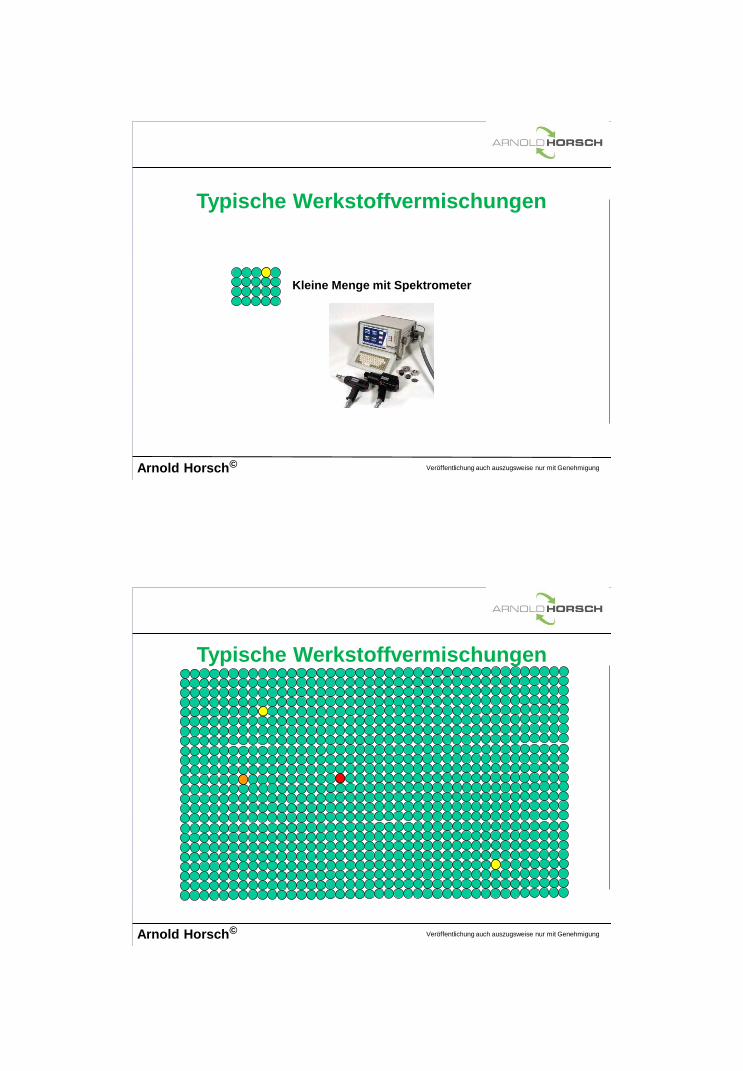
Gefügeeinflüsse bei der Prüfung
Beispiel 100 Cr 6
Nadeliger Martensit Karbide
weitgehend aufgelöst
Restaustenitgehalt 25 –
30%
59 – 60 HRC
Härtegefüge n.i.O.
Karbide im angelassenen
strukturlosen Martensit
Restaustenitgehalt 15 %
61 HRC Härtegefüge i.O.
Randzone (Bild)
Martensit mit Troostitflecken
Oberflächenhärte 600 HV10
Kern (ohne Abbildung)
Karbide im angelassenen
strukturlosen Martensit
Restaustenitgehalt 15 %
61 HRC Härtegefüge .i.O.
6
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Typische Werkstoffvermischungen
Kleine Menge mit Spektrometer
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Typische Werkstoffvermischungen
7
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Grundlagen
der
Wirbelstromprüfung
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Elektrischer Strom ist IMMER von einem
magnetischen Feld begleitet
8
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Magnetische Wechselfelder induzieren
in elektrischen Leitern Spannungen
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Der magnetische Fluß hängt vom Strom (i) ab
i
f
9
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
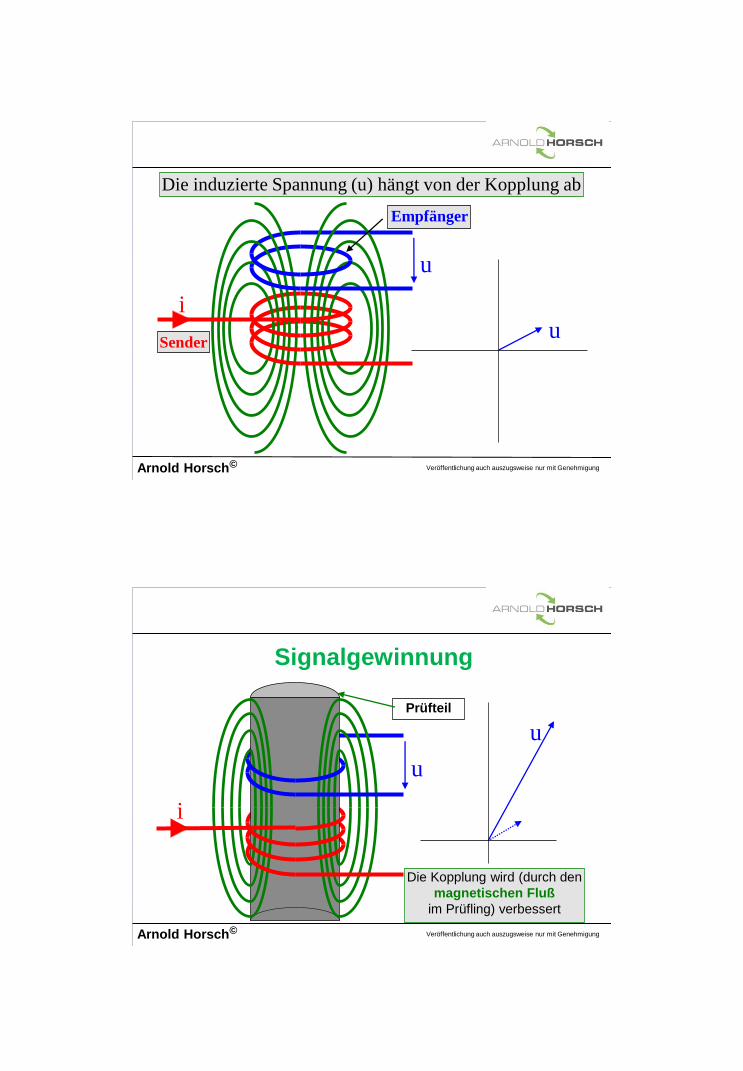
Die induzierte Spannung (u) hängt von der Kopplung ab
ui
u
Sender
Empfänger
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Die Kopplung wird (durch den
magnetischen Fluß
im Prüfling) verbessert
Prüfteil
i
u
u
Signalgewinnung
10
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
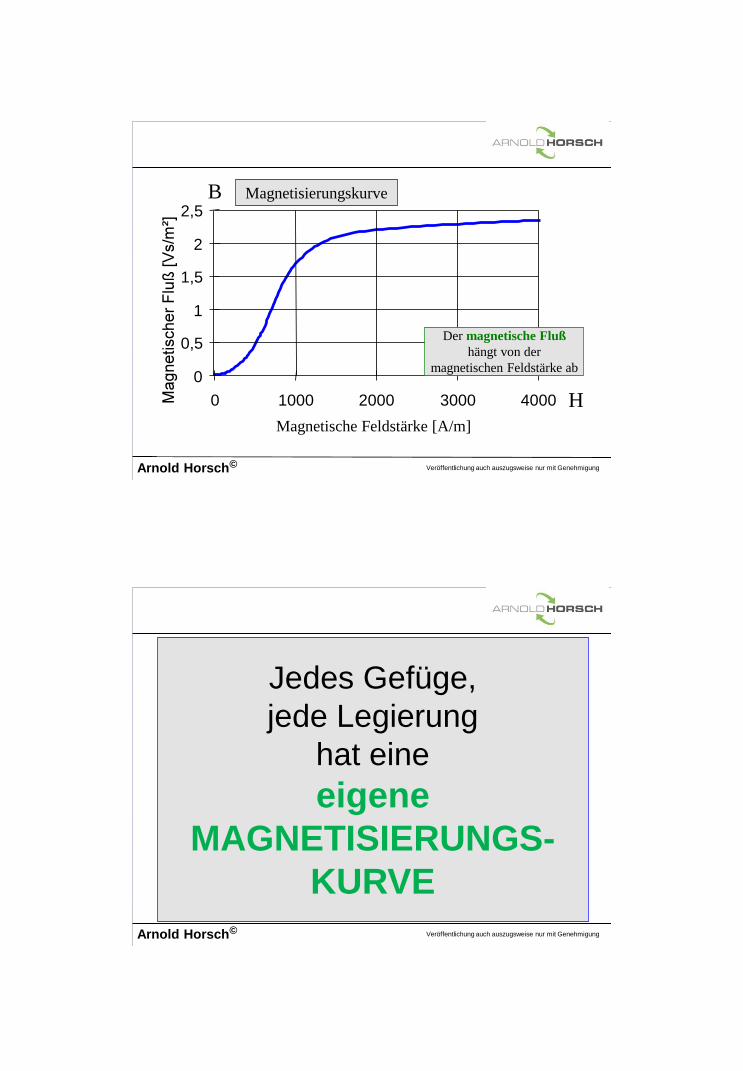
Magnetisierungskurve
Magnetische Feldstärke [A/m]
B
H
0
0,5
1
1,5
2
2,5
0 1000 2000 3000 4000
Der magnetische Fluß
hängt von der
magnetischen Feldstärke ab
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Jedes Gefüge,
jede Legierung
hat eine
eigene
MAGNETISIERUNGS-
KURVE
11
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
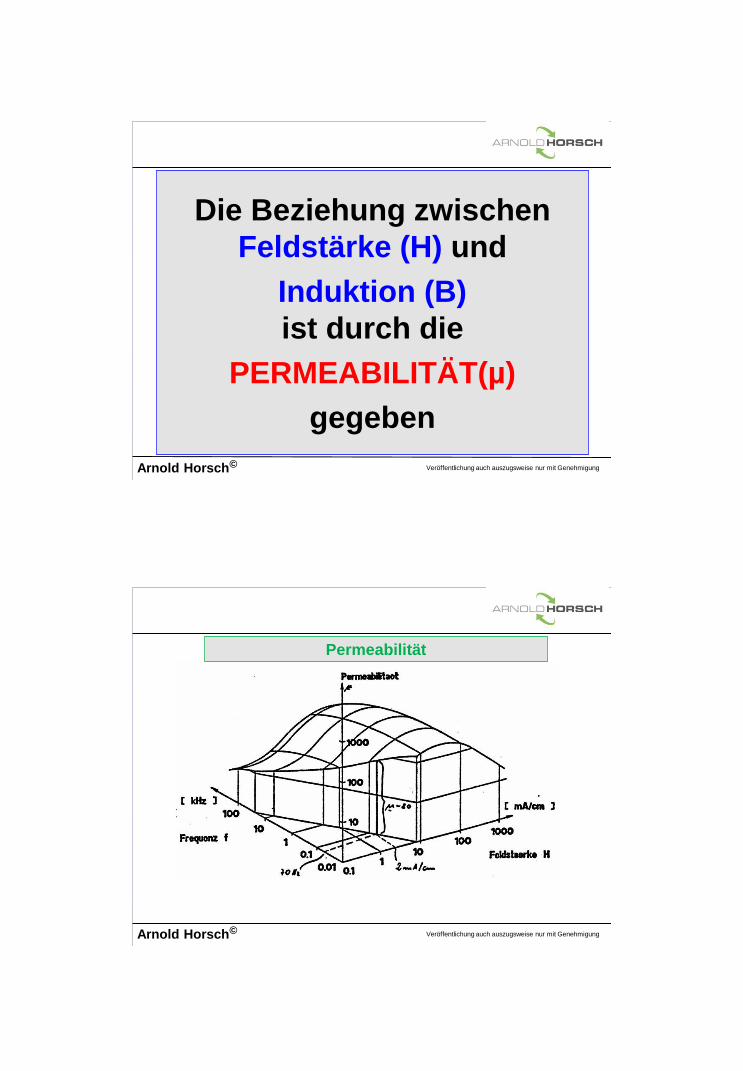
Die Beziehung zwischen
Feldstärke (H) und
Induktion (B)
ist durch die
PERMEABILITÄT(µ)
gegeben
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Permeabilität
12
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
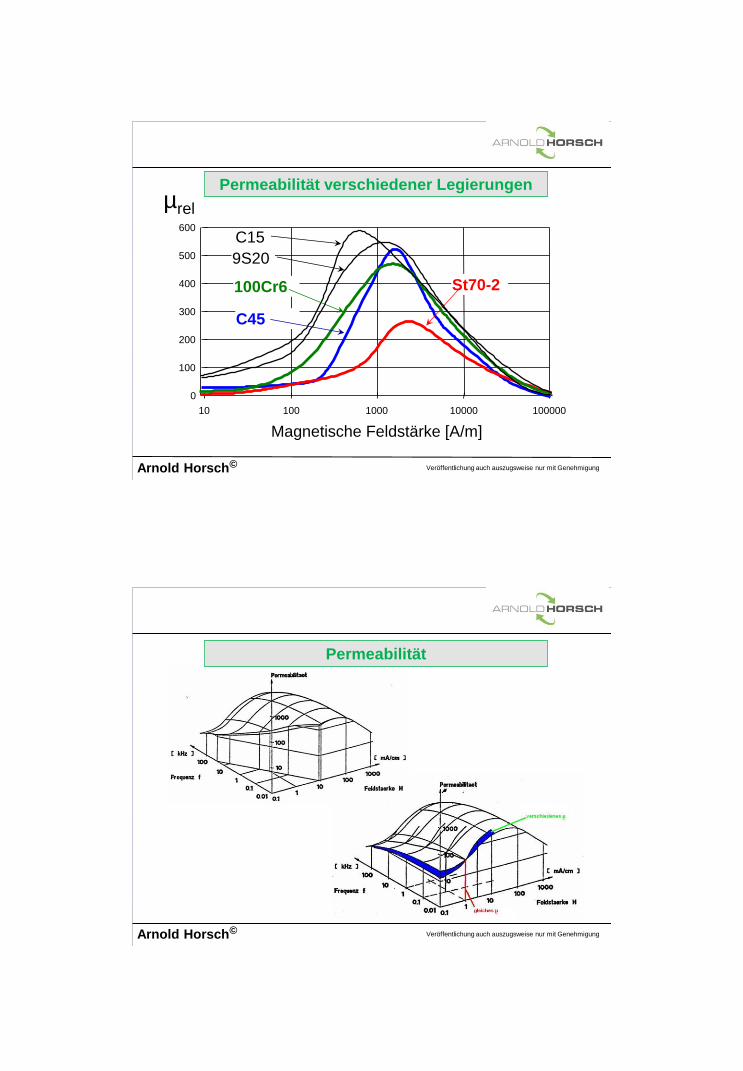
Permeabilität verschiedener Legierungen
0
100
200
300
400
500
600
10 100 1000 10000 100000
C45
St70-2100Cr6
9S20
C15
Magnetische Feldstärke [A/m]
µrel
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Permeabilität
13
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
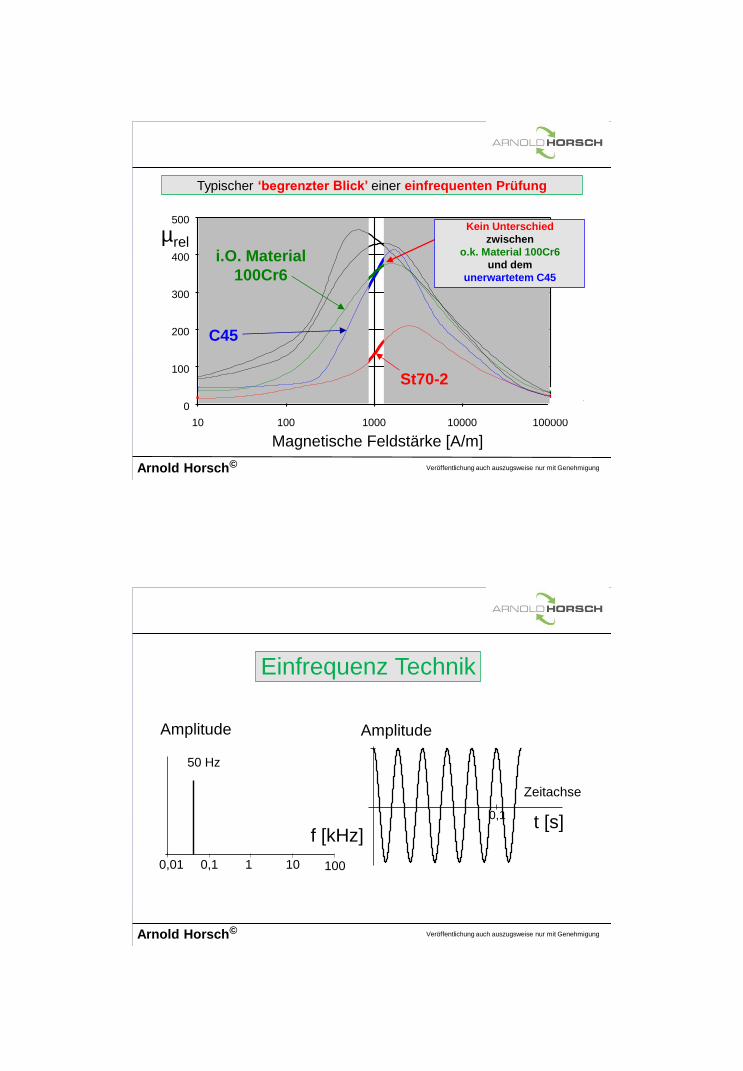
Typischer ‘begrenzter Blick’ einer einfrequenten Prüfung
0
100
200
300
400
500
10 100 1000 10000 100000
µrel
C45
St70-2
Kein Unterschied
zwischen
o.k. Material 100Cr6
und dem
unerwartetem C45
i.O. Material
100Cr6
Magnetische Feldstärke [A/m]
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Einfrequenz Technik
f [kHz]
50 Hz
Amplitude
0,01 0,1 1 10 100
Amplitude
t [s]
Zeitachse
0,1
14
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
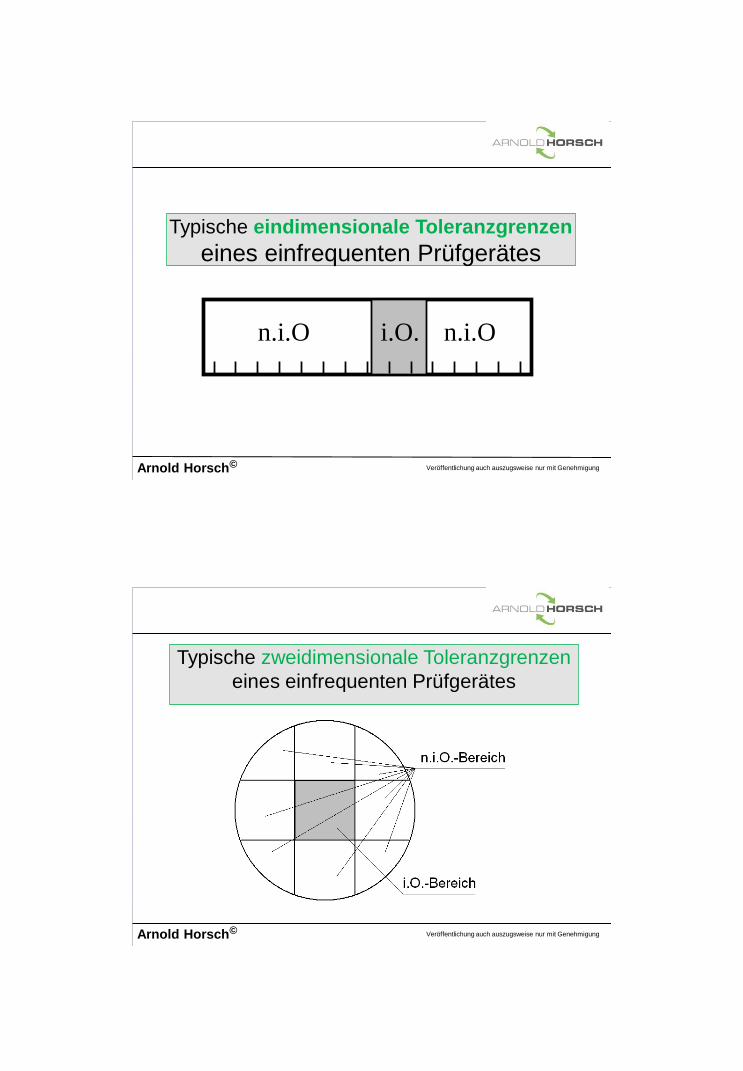
Typische eindimensionale Toleranzgrenzen
eines einfrequenten Prüfgerätes
i.O.n.i.O n.i.O
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Typische zweidimensionale Toleranzgrenzen
eines einfrequenten Prüfgerätes

15
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Grundlagen der Wirbelstromprüfung
- 29 -
15.06.2008
Präventive Mehr Frequenz Prüfung
Warum ist sie soviel besser ?
PMFP mit
INSITE HT
Wie funktioniert das ?
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
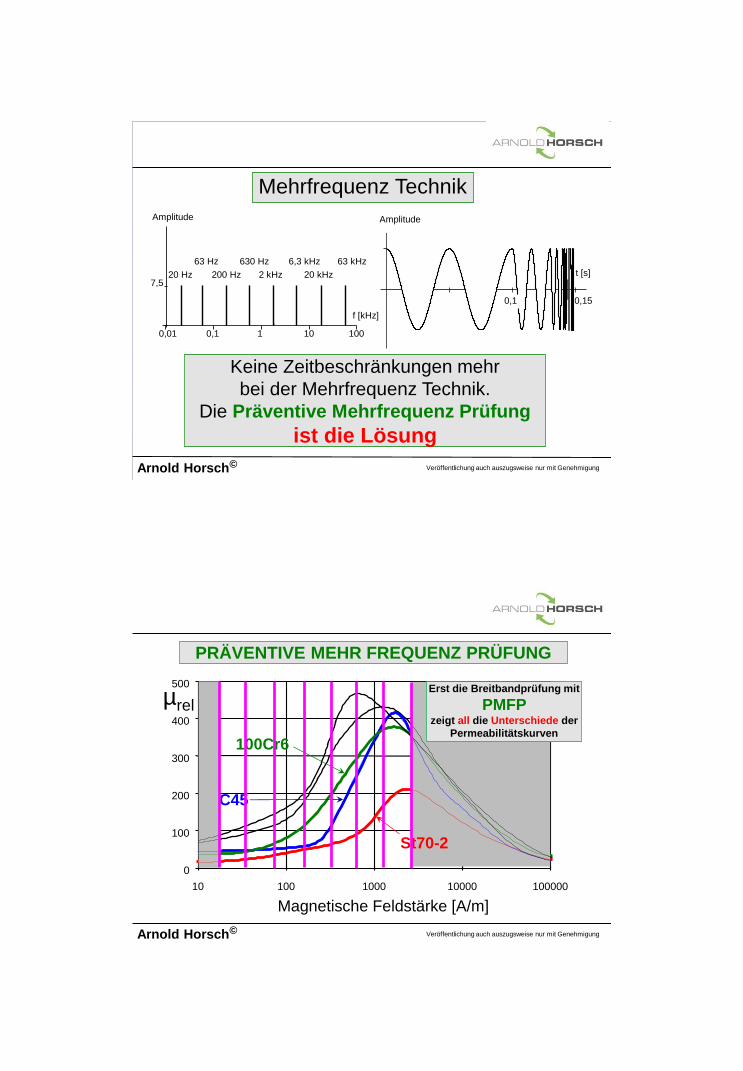
PRÄVENTIVE MEHR FREQUENZ PRÜFUNG
0
100
200
300
400
500
10 100 1000 10000 100000
µrel
C45
St70-2
100Cr6
Erst die Breitbandprüfung mit
PMFPzeigt all die Unterschiede der
Permeabilitätskurven
Magnetische Feldstärke [A/m]
16
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Keine Zeitbeschränkungen mehr
bei der Mehrfrequenz Technik.
Die Präventive Mehrfrequenz Prüfung
ist die Lösung
0,1
t [s]
Amplitude
0,15
f [kHz]
0,01 0,1 1 10 100
Amplitude
20 Hz
63 Hz
200 Hz
630 Hz
2 kHz
6,3 kHz
20 kHz
63 kHz
7,5
Mehrfrequenz Technik
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
PRÄVENTIVE MEHR FREQUENZ PRÜFUNG
0
100
200
300
400
500
10 100 1000 10000 100000
µrel
C45
St70-2
100Cr6
Erst die Breitbandprüfung mit
PMFPzeigt all die Unterschiede der
Permeabilitätskurven
Magnetische Feldstärke [A/m]
17
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
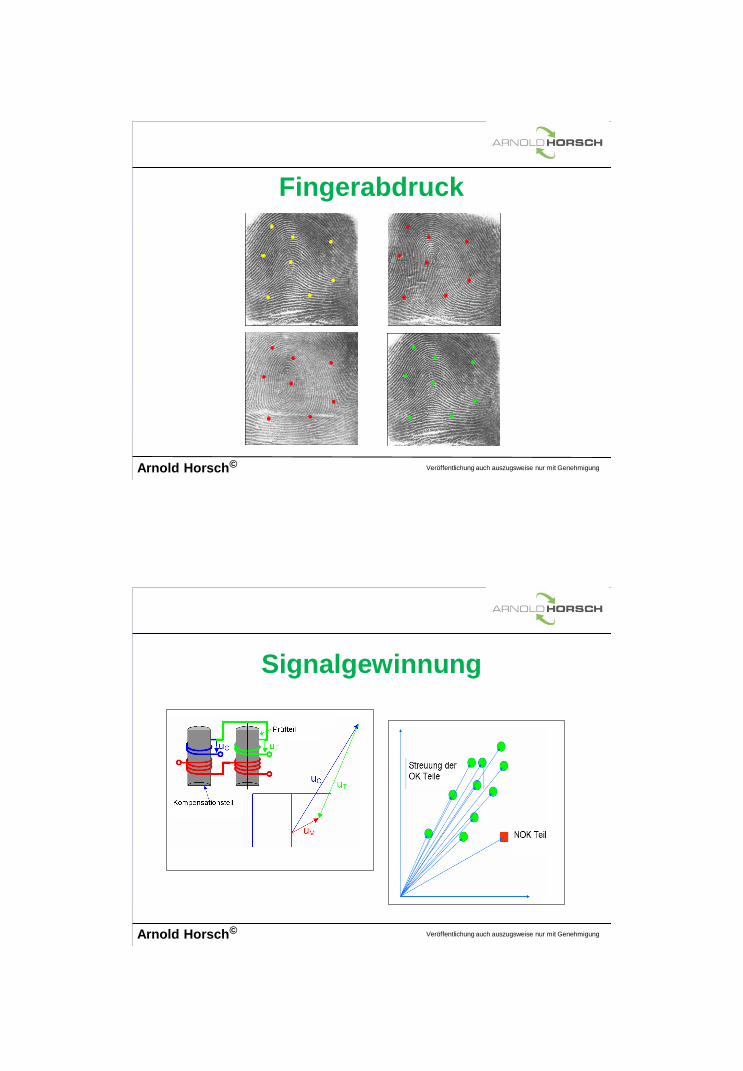
Jeder Werkstoffzustand und
jedes Gefüge haben einen
individuellen magnetischen
Fingerabdruck
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Fingerabdruck
Master Vergleich
18
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Fingerabdruck
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Signalgewinnung
19
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
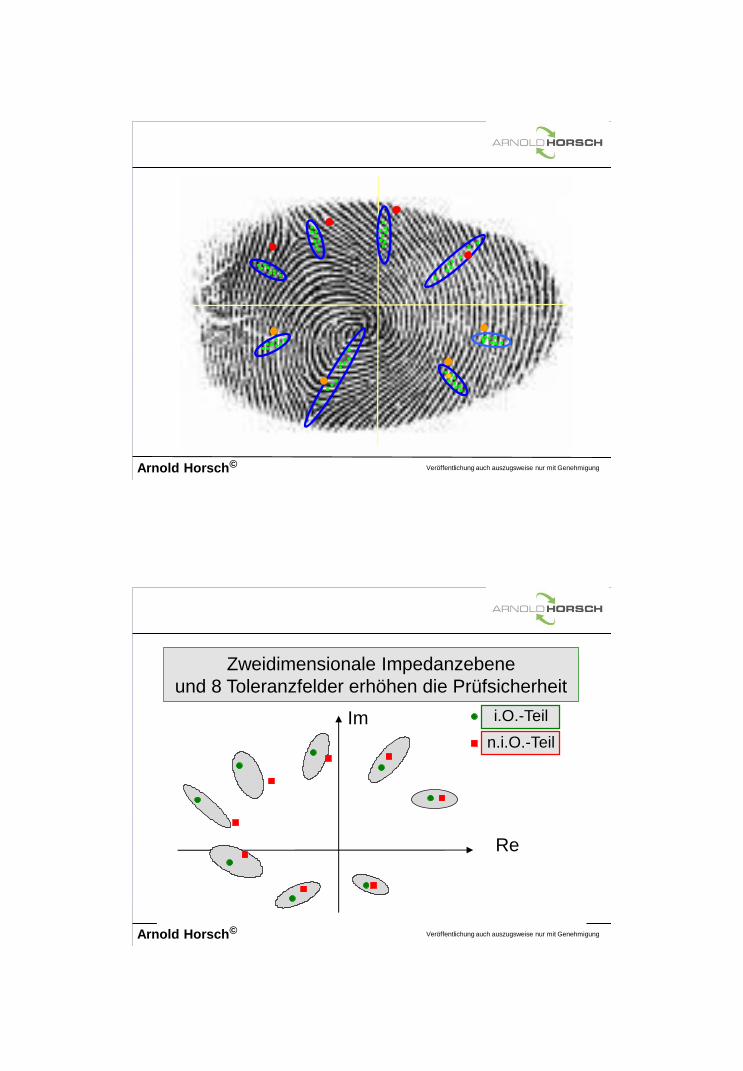
Zweidimensionale Impedanzebene
und 8 Toleranzfelder erhöhen die Prüfsicherheit
Re
Im i.O.-Teil
n.i.O.-Teil
20
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
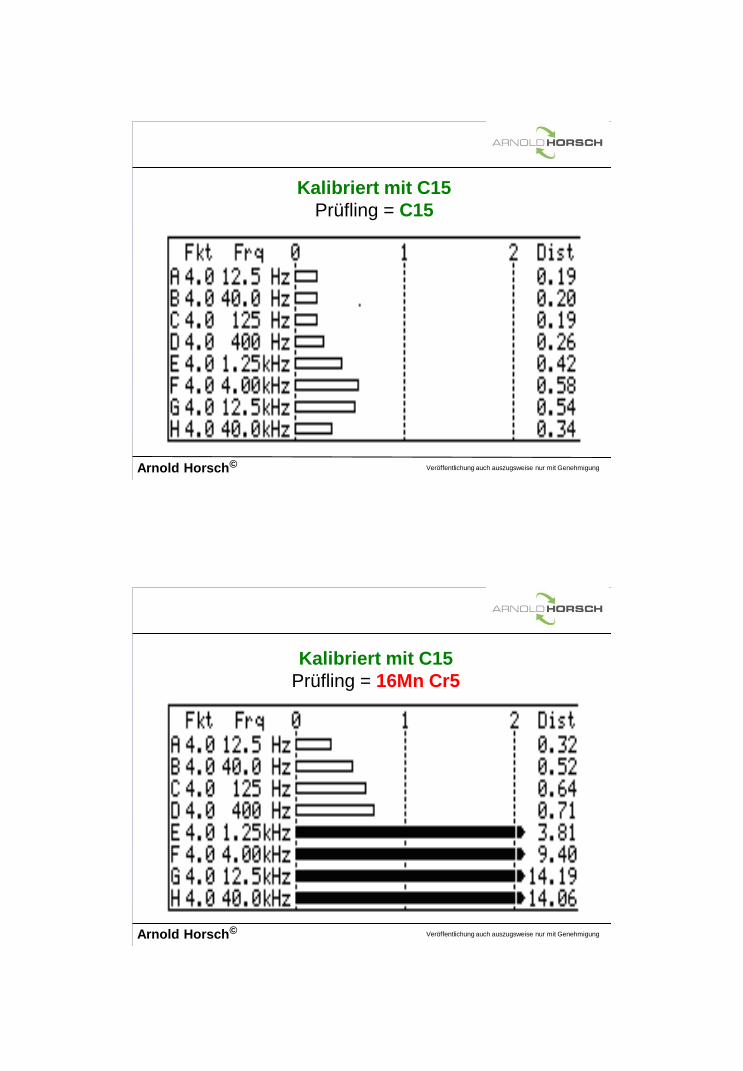
Kalibriert mit C15
Prüfling = C15
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Kalibriert mit C15
Prüfling = 16Mn Cr5
21
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
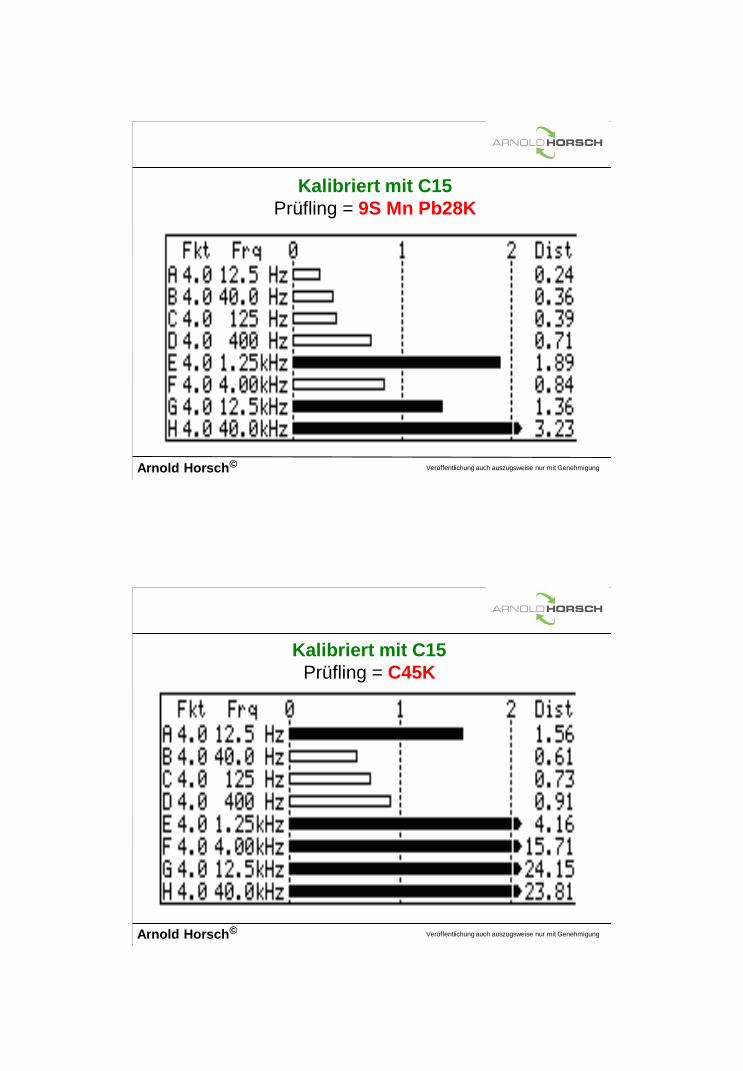
Kalibriert mit C15
Prüfling = 9S Mn Pb28K
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Kalibriert mit C15
Prüfling = C45K
22
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
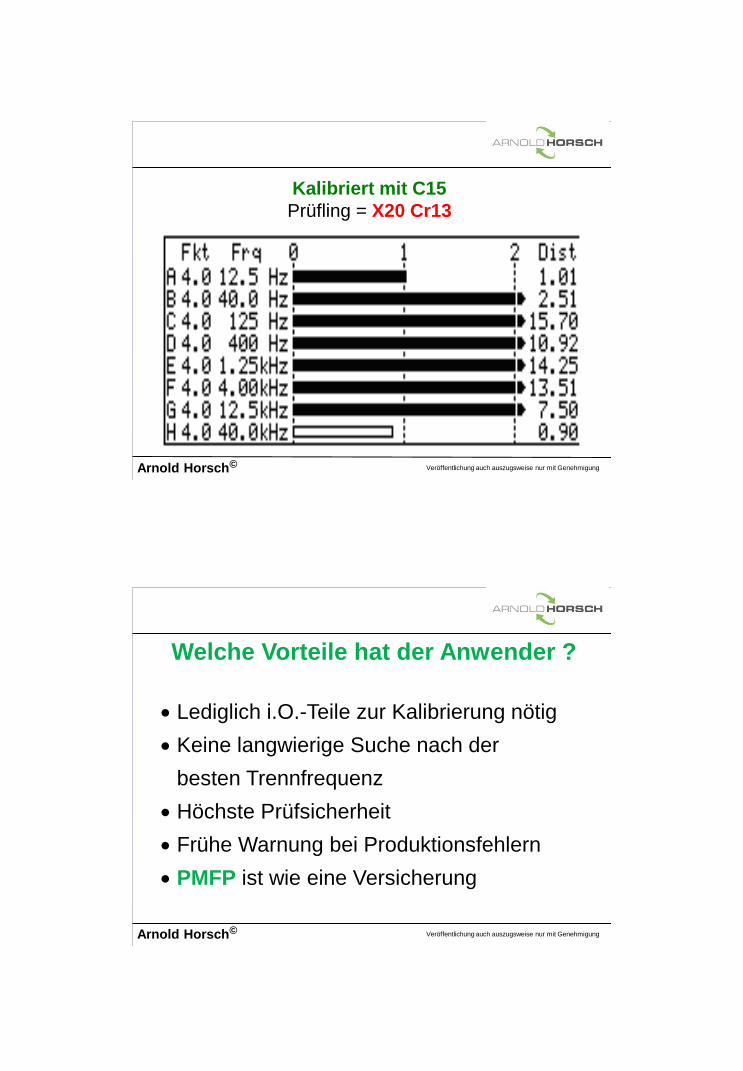
Kalibriert mit C15
Prüfling = X20 Cr13
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Welche Vorteile hat der Anwender ?
Lediglich i.O.-Teile zur Kalibrierung nötig
Keine langwierige Suche nach der
besten Trennfrequenz
Höchste Prüfsicherheit
Frühe Warnung bei Produktionsfehlern
PMFP ist wie eine Versicherung

23
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Welche Vorteile hat der
Anwender vor Ort?
Nur 3 Schritte zur Prüfung:
1. KALIBRATION
2. TOLERANZFELDER
3. PRÜFUNG
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Anwendung
24
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
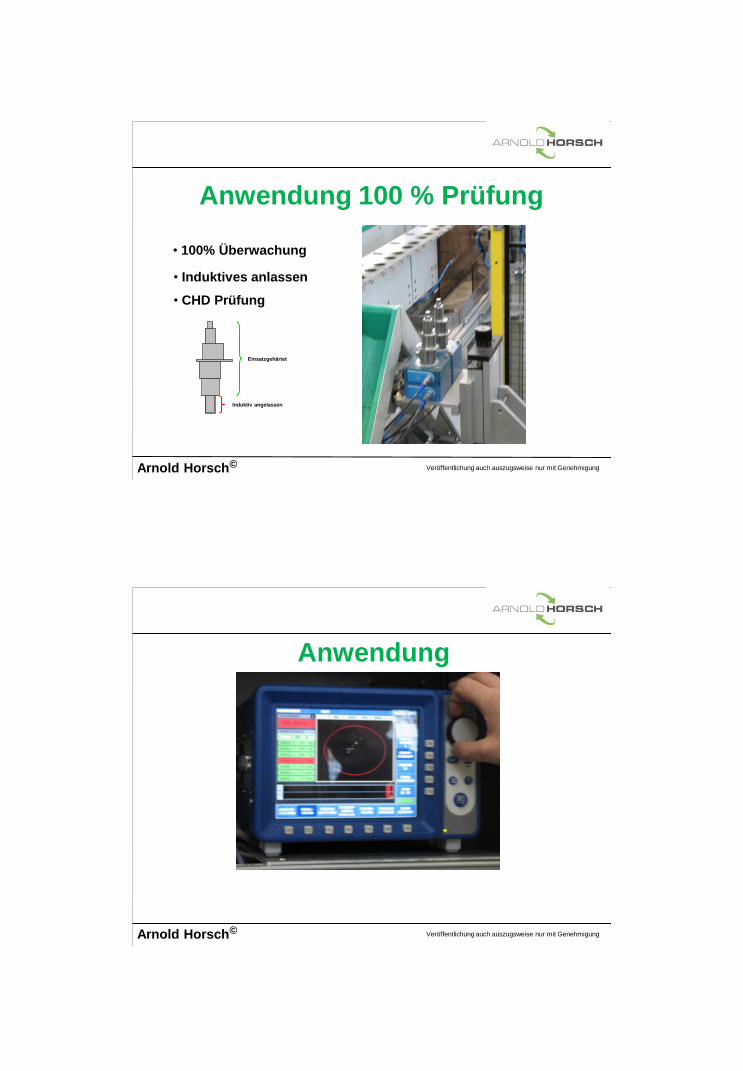
Anwendung 100 % Prüfung
• 100% Überwachung
• Induktives anlassen
• CHD Prüfung
Einsatzgehärtet
Induktiv angelassen
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Anwendung
25
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Anwendung erweiterte Stichprobe
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Anwendung erweiterte Stichprobe
•Streuung der Härte in der Charge
•Streuung der CHD in der Charge
•Streuung der Anlassergebnisse in der
Charge
26
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
Anwendung erweiterte Stichprobe
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
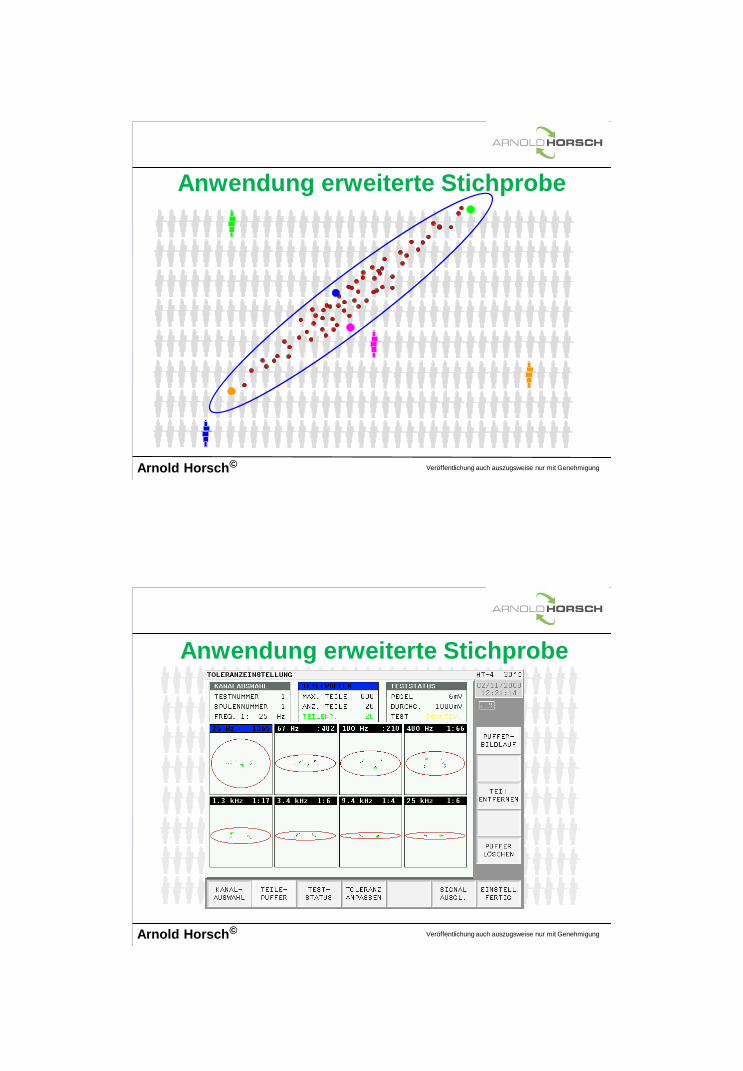
Anwendung erweiterte Stichprobe
27
Arnold Horsch© Veröffentlichung auch auszugsweise nur mit Genehmigung
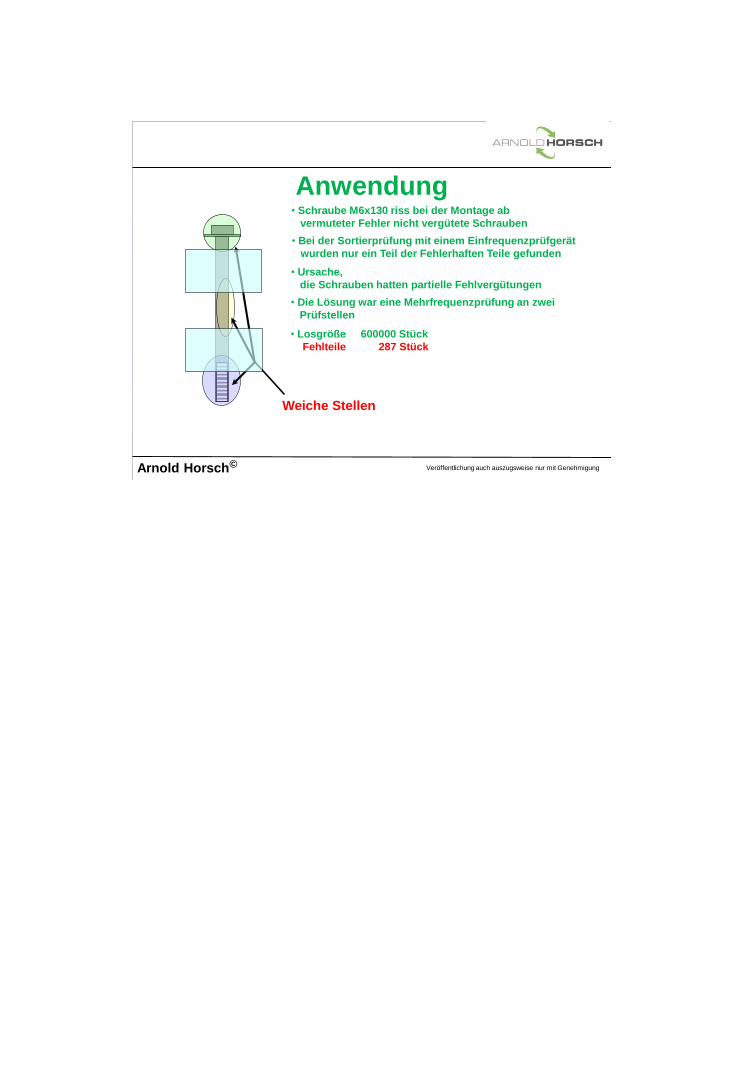
Anwendung• Schraube M6x130 riss bei der Montage ab
vermuteter Fehler nicht vergütete Schrauben
• Bei der Sortierprüfung mit einem Einfrequenzprüfgerät
wurden nur ein Teil der Fehlerhaften Teile gefunden
• Ursache,
die Schrauben hatten partielle Fehlvergütungen
• Die Lösung war eine Mehrfrequenzprüfung an zwei
Prüfstellen
• Losgröße 600000 Stück
Fehlteile 287 Stück
Weiche Stellen




























