E.I.D-Parry (India) Limited,Nellikuppam.
18th National Award for Excellence in Energy Management 2017
9/6/2017 1E.I.D Parry (India) Ltd, Nellikuppam.
Murugappa group
295
28 Business
9/6/2017 2E.I.D Parry (India) Ltd, Nellikuppam.
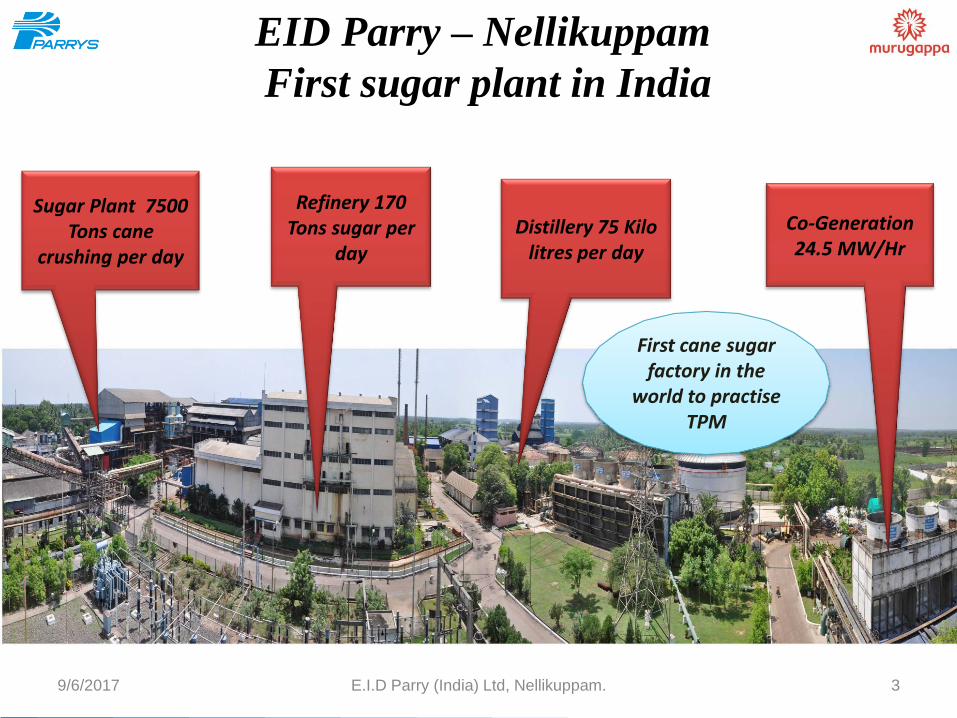
EID Parry – Nellikuppam
First sugar plant in India
First cane sugar factory in the
world to practise TPM
Sugar Plant 7500 Tons cane
crushing per day
Refinery 170 Tons sugar per
day Distillery 75 Kilo
litres per day
Co-Generation 24.5 MW/Hr
9/6/2017 3E.I.D Parry (India) Ltd, Nellikuppam.
Our Certifications
Accreditations
&
Certifications
ISO 9001-2008
FSSC 22000
Halal
Indian Pharmacopeia
US Pharmacopeia
British Pharmacopeia
ISO 14001
9/6/2017 4E.I.D Parry (India) Ltd, Nellikuppam.
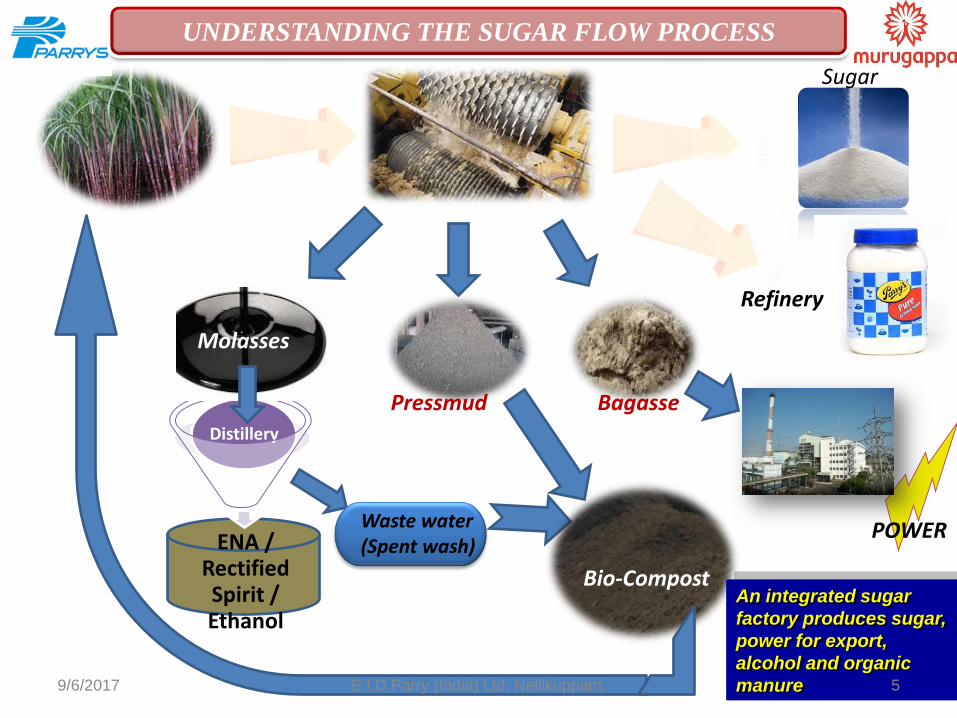
ENA / Rectified Spirit / Ethanol
Distillery
Sugar
Molasses
Waste water (Spent wash)
Pressmud Bagasse
Bio-Compost
Refinery
An integrated sugar
factory produces sugar,
power for export,
alcohol and organic
manure
POWER
9/6/2017 5E.I.D Parry (India) Ltd, Nellikuppam.
UNDERSTANDING THE SUGAR FLOW PROCESS
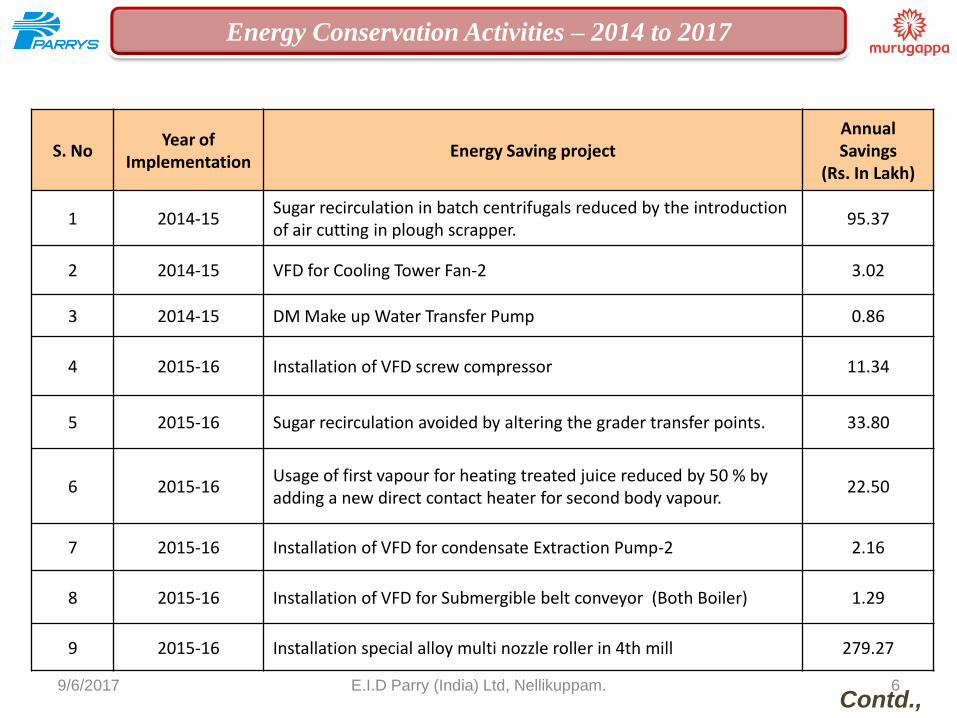
Energy Conservation Activities – 2014 to 2017
Energy Conservation Activities – 2014 to 2017
Contd.,
S. NoYear of
Implementation Energy Saving project
Annual Savings
(Rs. In Lakh)
1 2014-15Sugar recirculation in batch centrifugals reduced by the introduction of air cutting in plough scrapper.
95.37
2 2014-15 VFD for Cooling Tower Fan-2 3.02
3 2014-15 DM Make up Water Transfer Pump 0.86
4 2015-16 Installation of VFD screw compressor 11.34
5 2015-16 Sugar recirculation avoided by altering the grader transfer points. 33.80
6 2015-16Usage of first vapour for heating treated juice reduced by 50 % by adding a new direct contact heater for second body vapour.
22.50
7 2015-16 Installation of VFD for condensate Extraction Pump-2 2.16
8 2015-16 Installation of VFD for Submergible belt conveyor (Both Boiler) 1.29
9 2015-16 Installation special alloy multi nozzle roller in 4th mill 279.27
9/6/2017 6E.I.D Parry (India) Ltd, Nellikuppam.
S. NoYear of
Implementation Energy Saving project
Annual Savings
(Rs. In Lakh)
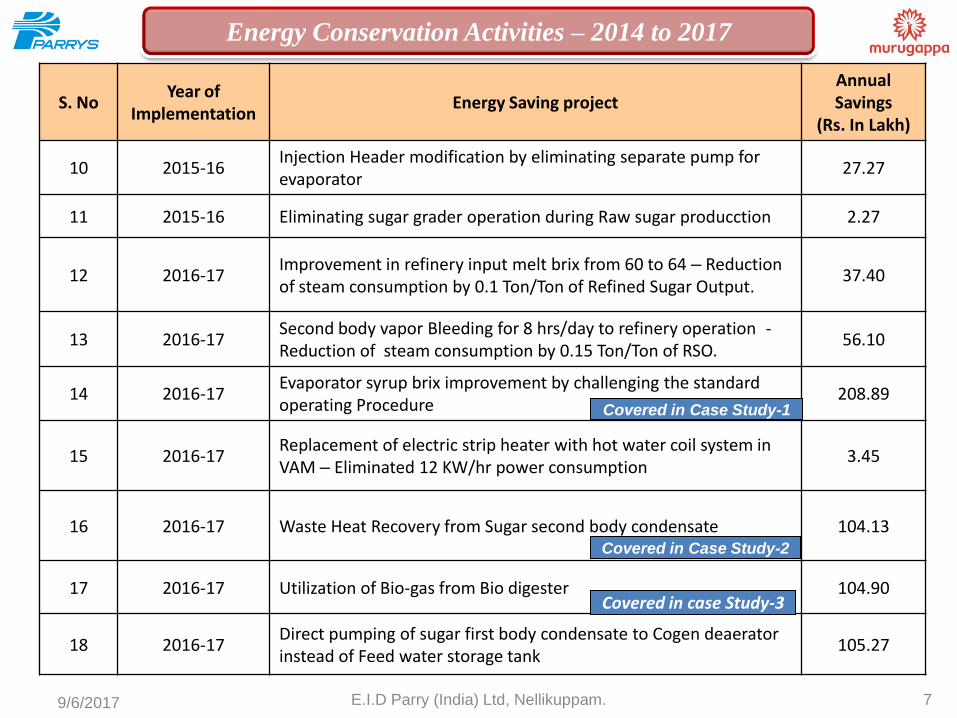
10 2015-16Injection Header modification by eliminating separate pump for evaporator
27.27
11 2015-16 Eliminating sugar grader operation during Raw sugar producction 2.27
12 2016-17Improvement in refinery input melt brix from 60 to 64 – Reduction of steam consumption by 0.1 Ton/Ton of Refined Sugar Output.
37.40
13 2016-17Second body vapor Bleeding for 8 hrs/day to refinery operation -Reduction of steam consumption by 0.15 Ton/Ton of RSO.
56.10
14 2016-17Evaporator syrup brix improvement by challenging the standard operating Procedure
208.89
15 2016-17Replacement of electric strip heater with hot water coil system in VAM – Eliminated 12 KW/hr power consumption
3.45
16 2016-17 Waste Heat Recovery from Sugar second body condensate 104.13
17 2016-17 Utilization of Bio-gas from Bio digester 104.90
18 2016-17Direct pumping of sugar first body condensate to Cogen deaerator instead of Feed water storage tank
105.27
Covered in case Study-3
Covered in Case Study-1
9/6/2017 7E.I.D Parry (India) Ltd, Nellikuppam.
Energy Conservation Activities – 2014 to 2017
Covered in Case Study-2
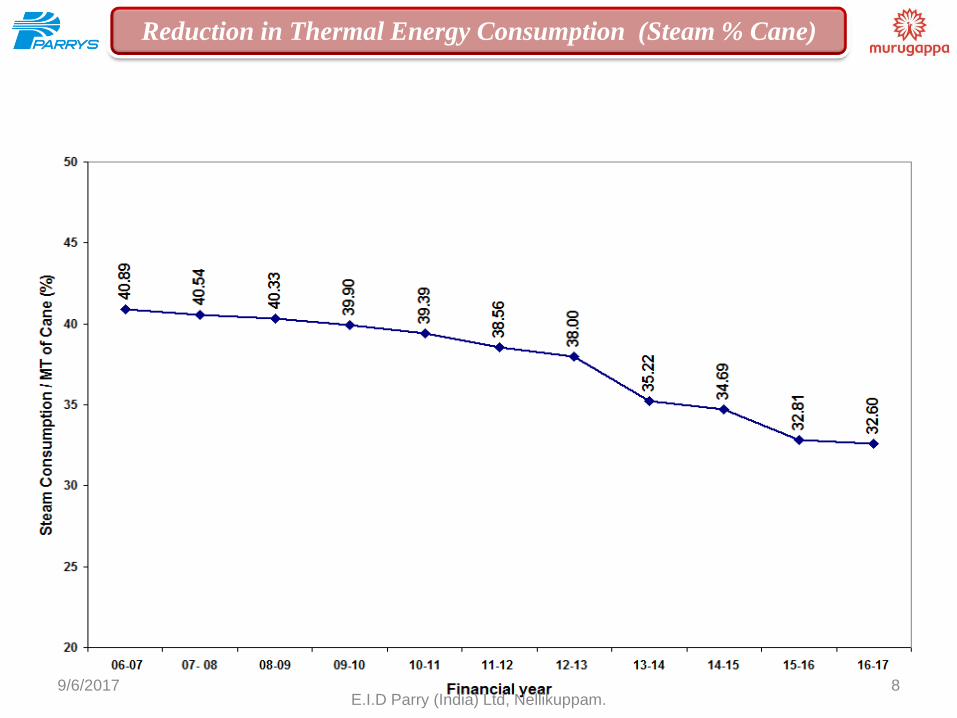
Reduction in Thermal Energy Consumption (Steam % Cane)
9/6/2017 8E.I.D Parry (India) Ltd, Nellikuppam.
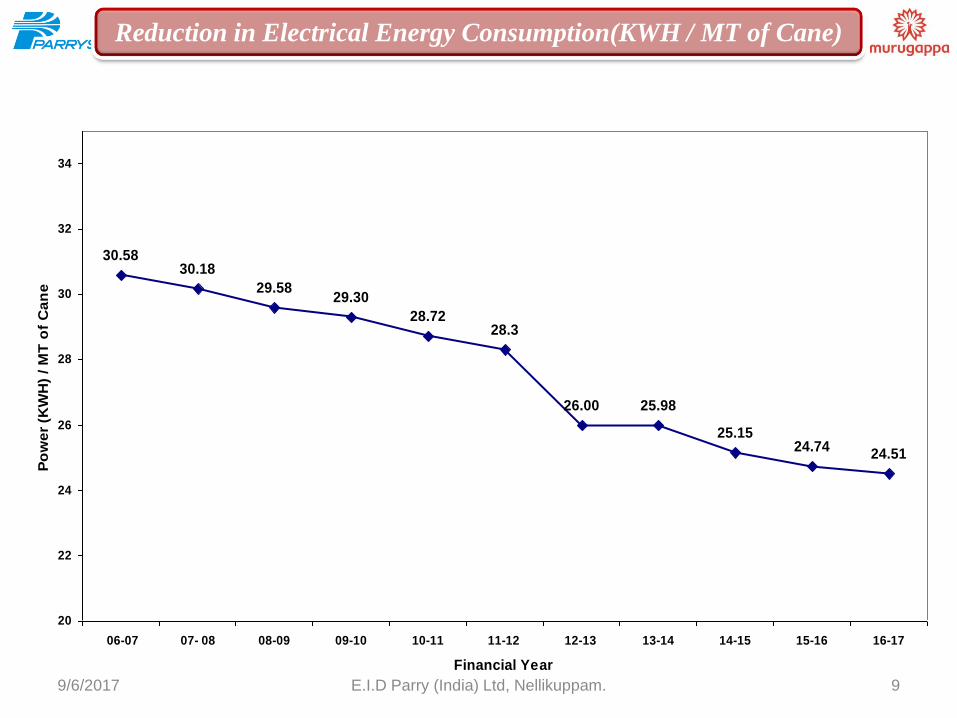
Reduction in Electrical Energy Consumption(KWH / MT of Cane)
30.5830.18
29.5829.30
28.7228.3
26.00 25.98
25.1524.74
24.51
20
22
24
26
28
30
32
34
06-07 07- 08 08-09 09-10 10-11 11-12 12-13 13-14 14-15 15-16 16-17
Financial Year
Po
we
r (K
WH
) /
MT
of
Ca
ne
9/6/2017 9E.I.D Parry (India) Ltd, Nellikuppam.
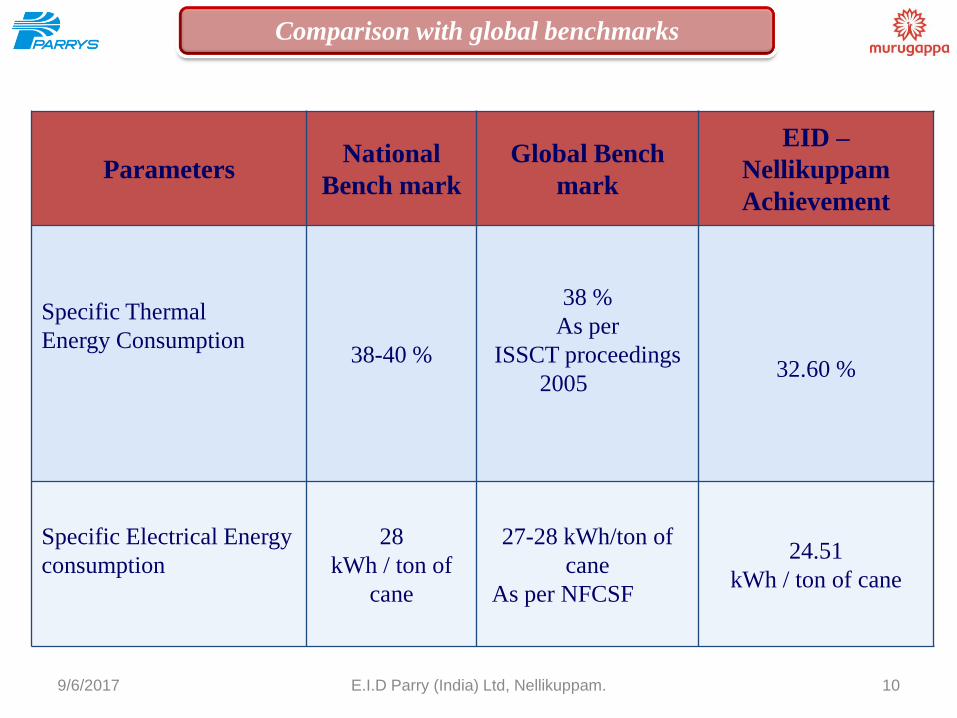
ParametersNational
Bench mark
Global Bench
mark
EID –
Nellikuppam
Achievement
Specific Thermal
Energy Consumption 38-40 %
38 %
As per
ISSCT proceedings
2005 32.60 %
Specific Electrical Energy
consumption
28
kWh / ton of
cane
27-28 kWh/ton of
cane
As per NFCSF
24.51
kWh / ton of cane
Comparison with global benchmarks
9/6/2017 10E.I.D Parry (India) Ltd, Nellikuppam.
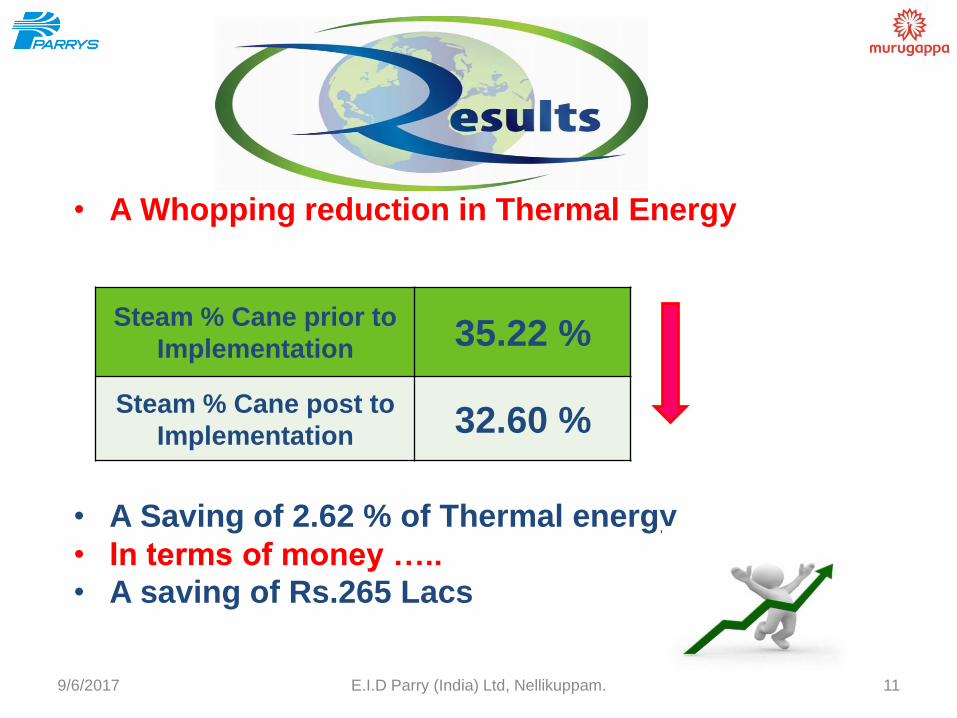
• A Whopping reduction in Thermal Energy
• A Saving of 2.62 % of Thermal energy
• In terms of money …..
• A saving of Rs.265 Lacs
Steam % Cane prior to
Implementation 35.22 %
Steam % Cane post to
Implementation 32.60 %
9/6/2017 11E.I.D Parry (India) Ltd, Nellikuppam.
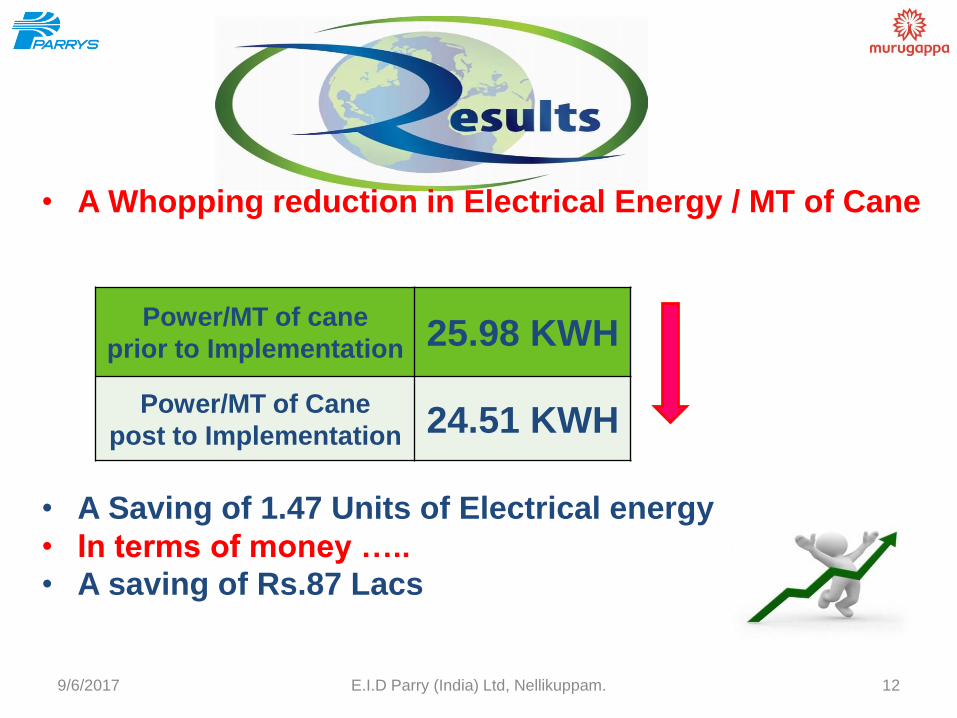
• A Whopping reduction in Electrical Energy / MT of Cane
• A Saving of 1.47 Units of Electrical energy
• In terms of money …..
• A saving of Rs.87 Lacs
Power/MT of cane
prior to Implementation 25.98 KWH
Power/MT of Cane
post to Implementation 24.51 KWH
9/6/2017 12E.I.D Parry (India) Ltd, Nellikuppam.
“To reduce the energy consumption in Sugar Manufacturing Process by challenging the
Standard Operating Procedure of juice clarification”
Case Study -1
9/6/2017 13E.I.D Parry (India) Ltd, Nellikuppam.
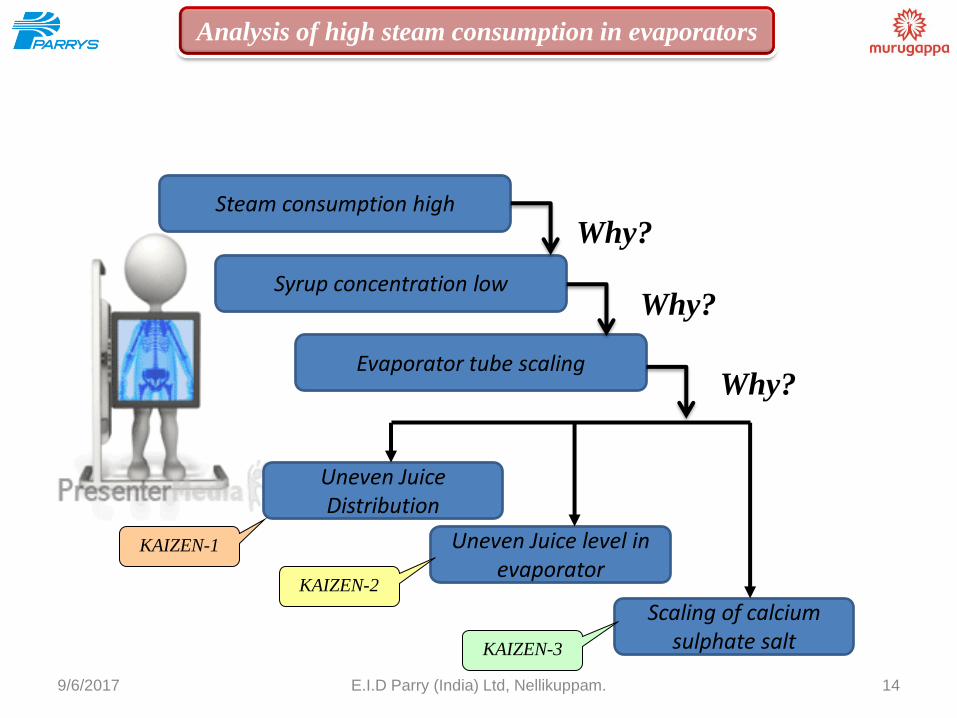
Steam consumption high
Syrup concentration low
Evaporator tube scaling
Uneven Juice Distribution
Uneven Juice level in evaporator
Why?
Why?
Why?
Scaling of calcium sulphate salt
KAIZEN-1
KAIZEN-2
KAIZEN-3
9/6/2017 14E.I.D Parry (India) Ltd, Nellikuppam.
Analysis of high steam consumption in evaporators
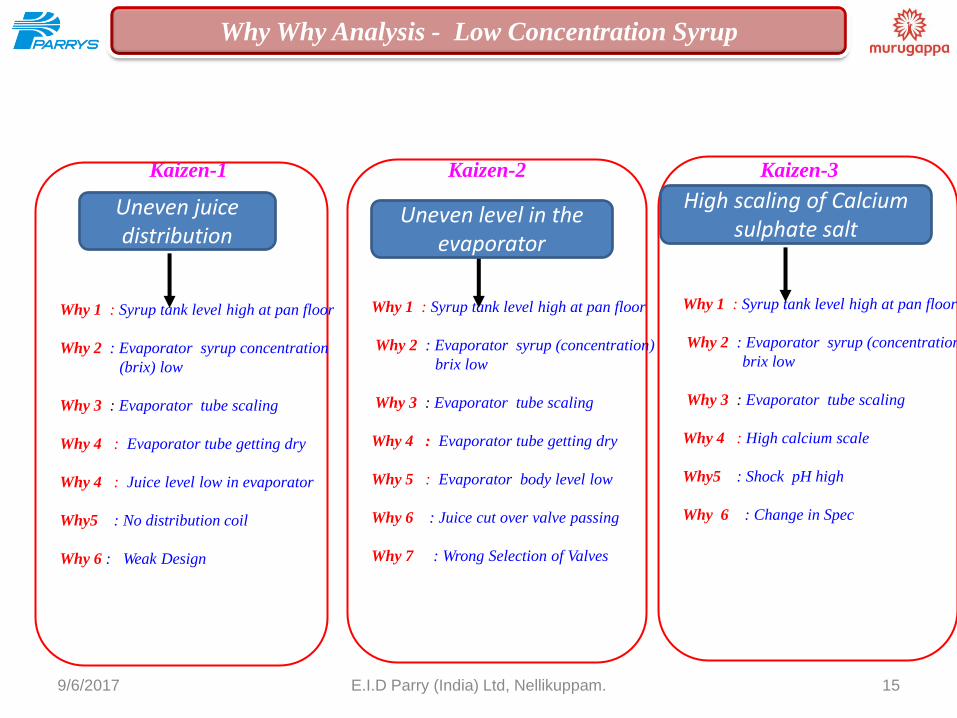
Why 1 : Syrup tank level high at pan floor
Why 2 : Evaporator syrup (concentration)
brix low
Why 3 : Evaporator tube scaling
Why 4 : High calcium scale
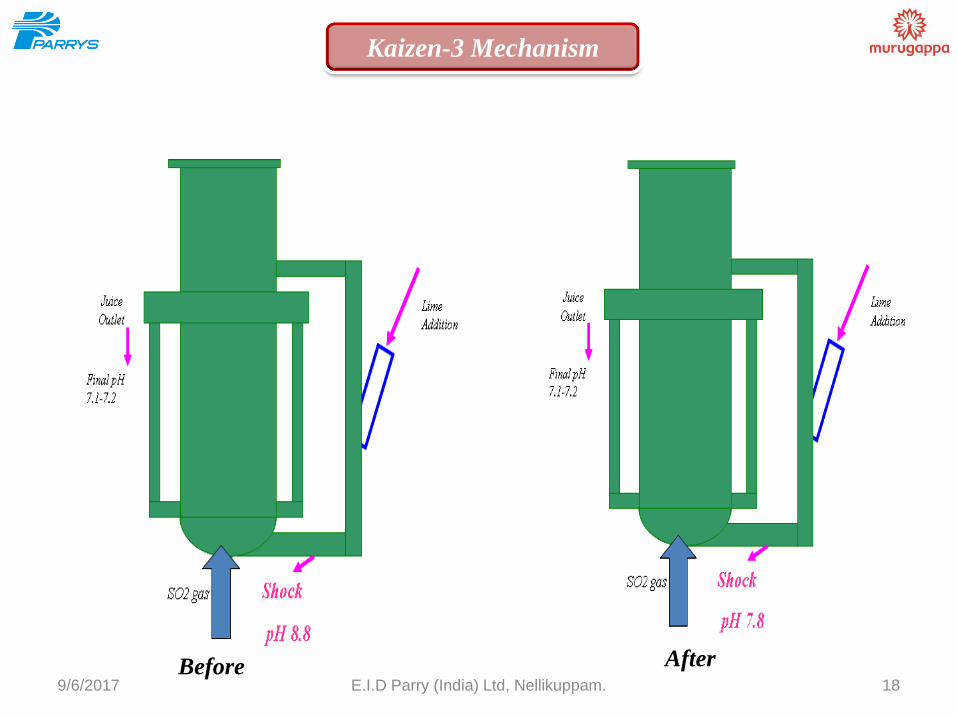
Why5 : Shock pH high
Why 6 : Change in Spec
Why 1 : Syrup tank level high at pan floor
Why 2 : Evaporator syrup (concentration)
brix low
Why 3 : Evaporator tube scaling
Why 4 : Evaporator tube getting dry
Why 5 : Evaporator body level low
Why 6 : Juice cut over valve passing
Why 7 : Wrong Selection of Valves
Why 1 : Syrup tank level high at pan floor
Why 2 : Evaporator syrup concentration
(brix) low
Why 3 : Evaporator tube scaling
Why 4 : Evaporator tube getting dry
Why 4 : Juice level low in evaporator
Why5 : No distribution coil
Why 6 : Weak Design
Kaizen-1 Kaizen-2 Kaizen-3
Uneven juice distribution
Uneven level in the evaporator
High scaling of Calcium sulphate salt
9/6/2017 15E.I.D Parry (India) Ltd, Nellikuppam.
Why Why Analysis - Low Concentration Syrup
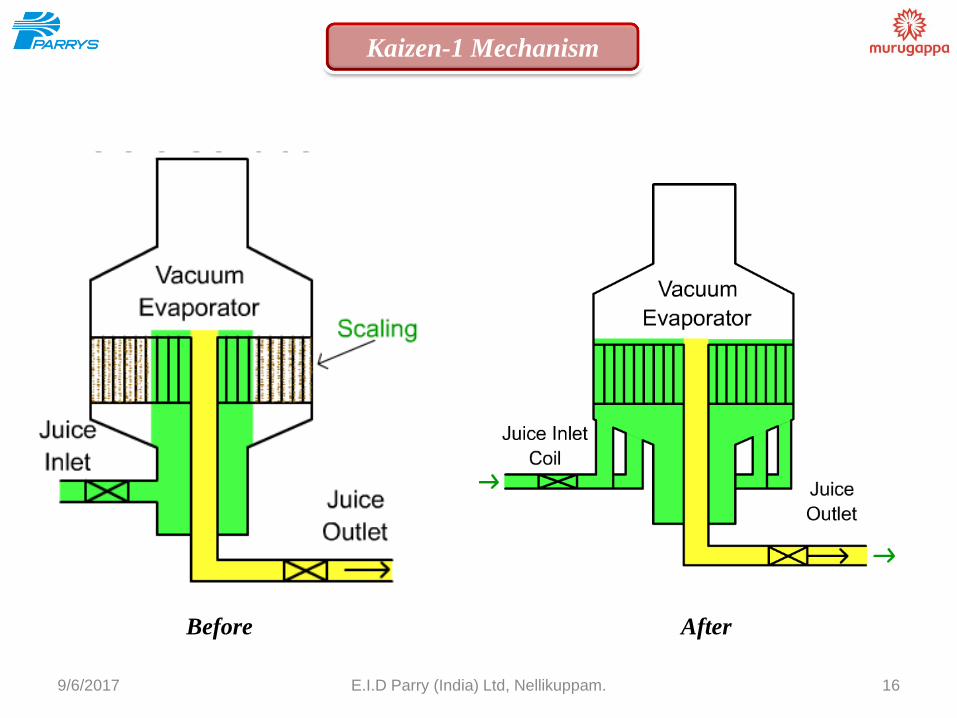
Before After
9/6/2017 16E.I.D Parry (India) Ltd, Nellikuppam.
Kaizen-1 Mechanism
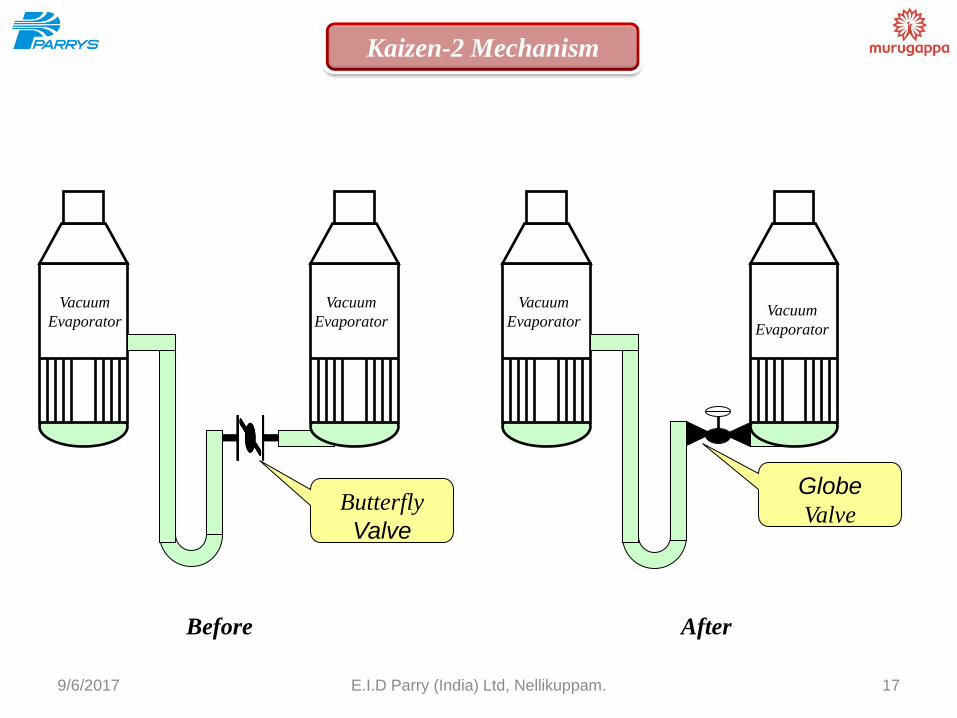
Butterfly
Valve
Before After
Vacuum
Evaporator
Vacuum
Evaporator
Globe
Valve
Vacuum
EvaporatorVacuum
Evaporator
9/6/2017 17E.I.D Parry (India) Ltd, Nellikuppam.
Kaizen-2 Mechanism
Before After9/6/2017 18E.I.D Parry (India) Ltd, Nellikuppam.
Kaizen-3 Mechanism
BEFORE AFTER
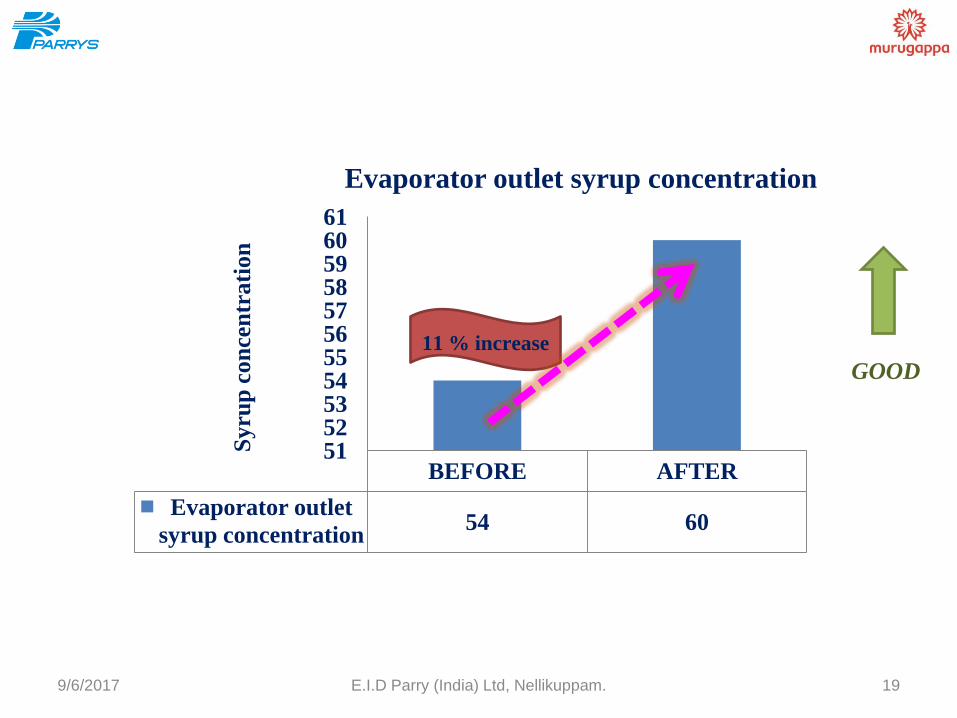
Evaporator outlet
syrup concentration54 60
5152535455565758596061
Sy
rup
con
cen
trati
on
Evaporator outlet syrup concentration
11 % increase
GOOD
9/6/2017 19E.I.D Parry (India) Ltd, Nellikuppam.
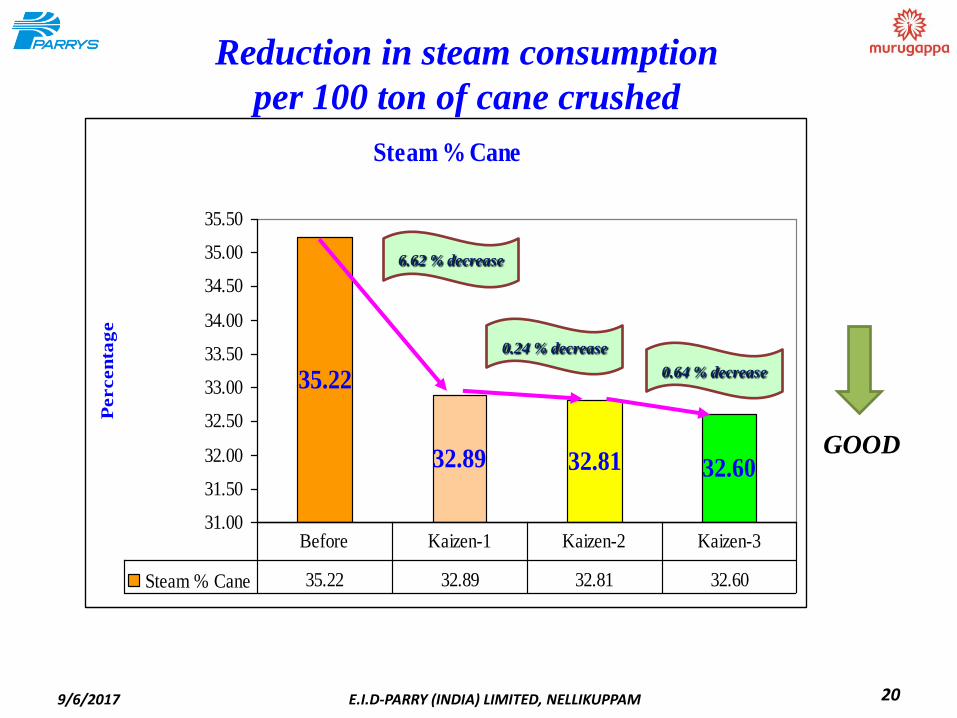
Steam % Cane
35.22
32.89 32.81 32.60
31.00
31.50
32.00
32.50
33.00
33.50
34.00
34.50
35.00
35.50
Percen
tag
e
Steam % Cane 35.22 32.89 32.81 32.60
Before Kaizen-1 Kaizen-2 Kaizen-3
GOOD
Reduction in steam consumption
per 100 ton of cane crushed
9/6/2017 20E.I.D-PARRY (INDIA) LIMITED, NELLIKUPPAM
6.62 % decrease
0.24 % decrease
0.64 % decrease
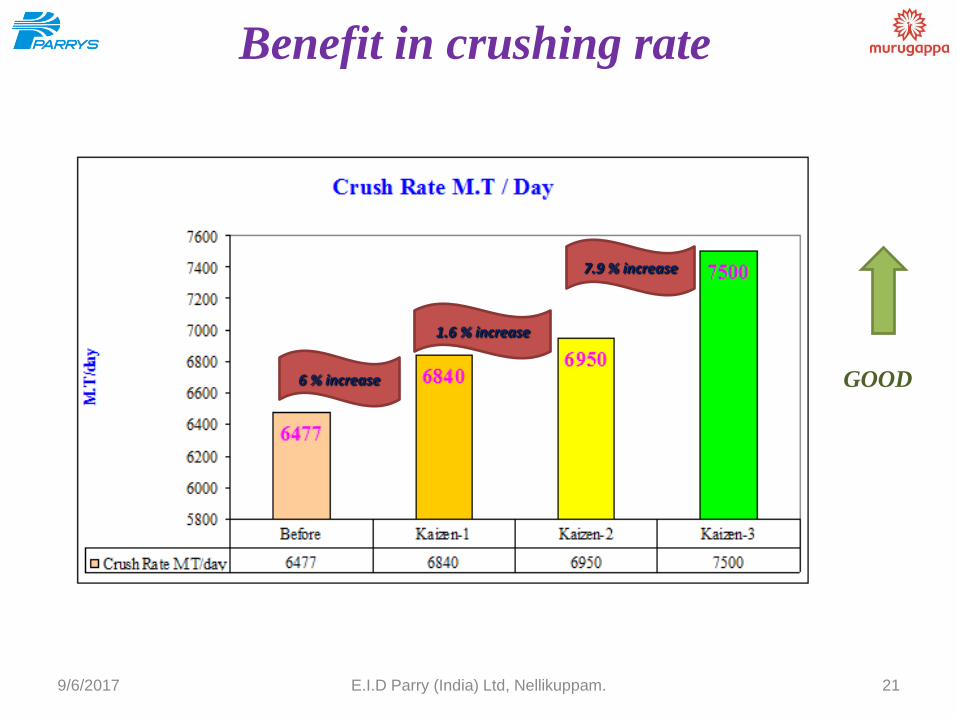
6 % increase GOOD
Benefit in crushing rate
1.6 % increase
7.9 % increase
9/6/2017 21E.I.D Parry (India) Ltd, Nellikuppam.
Result
Amount saved on account ofreduction in evaporator steamconsumption by improving thesyrup concentration
Rs 208.89 lakhs annually
9/6/2017 22E.I.D Parry (India) Ltd, Nellikuppam.
Waste Heat Recovery from Evaporator second body condensate
Case Study - 2
9/6/2017
23
E.I.D Parry (India) Ltd, Nellikuppam.
Requirement
To provide clean environment with temperature and air control to reduce
microbial load for manufacturing Import substituted sugar to meet Pharma dry
blending by M/s Abbott
Problem
130TR of chilling load required to eliminate high microbial load in Refined sugar
packing area which is a cause of causing food safety concern.
Options Available
1)Vapor Compresssion – Power intensive
2)Vapor Absorption with Steam – Cogen steam available but power will get hit
3)Vapor Absorption with hot water – Available waste heat to be utilised
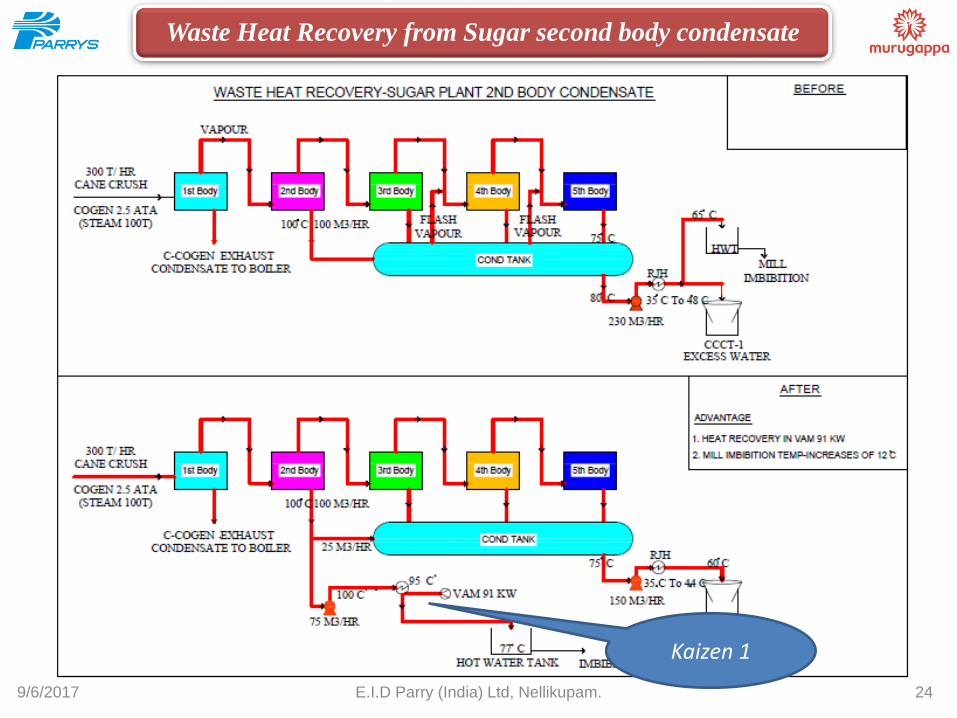
Waste Heat Recovery from Sugar second body condensate
9/6/2017 24E.I.D Parry (India) Ltd, Nellikupam.
Kaizen 1
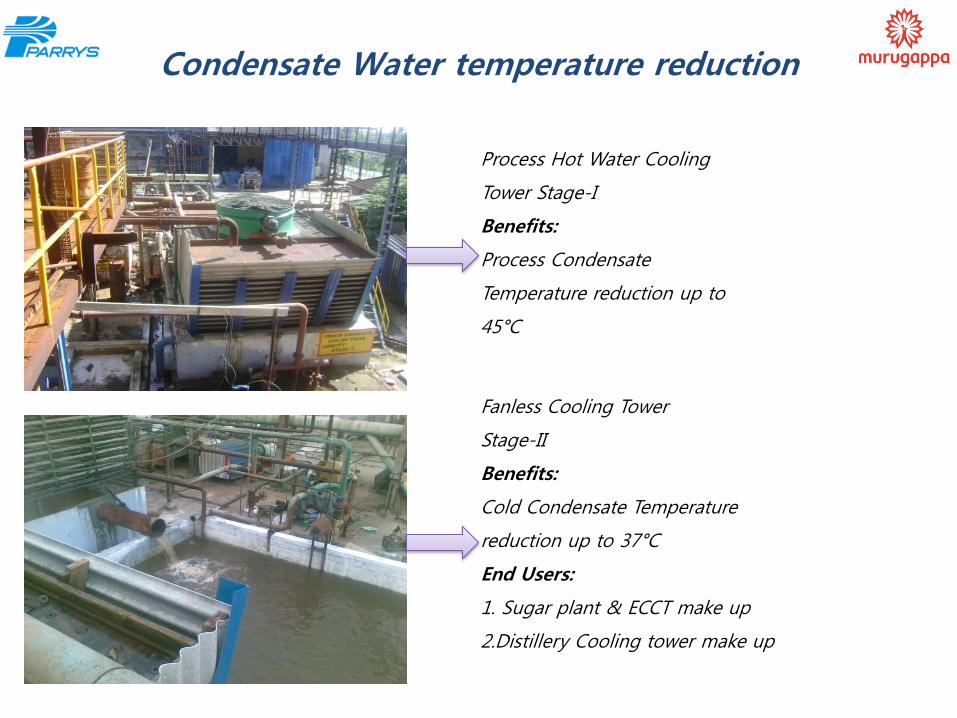
Condensate Water temperature reduction
Process Hot Water Cooling
Tower Stage-I
Benefits:
Process Condensate
Temperature reduction up to
45°C
Fanless Cooling Tower
Stage-II
Benefits:
Cold Condensate Temperature
reduction up to 37°C
End Users:
1. Sugar plant & ECCT make up
2.Distillery Cooling tower make up
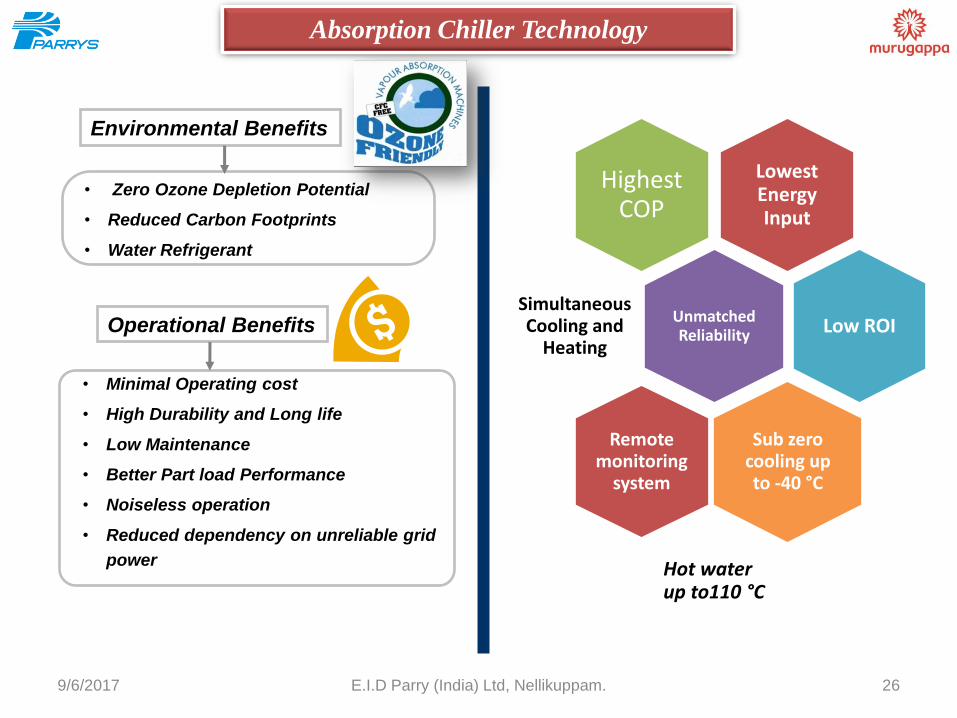
• Minimal Operating cost
• High Durability and Long life
• Low Maintenance
• Better Part load Performance
• Noiseless operation
• Reduced dependency on unreliable grid
power
Operational Benefits
Lowest Energy Input
Highest COP
Unmatched Reliability
Simultaneous Cooling and
HeatingLow ROI
Sub zero cooling up to -40 °C
Remote monitoring
system
Hot water up to110 °C
Environmental Benefits
• Zero Ozone Depletion Potential
• Reduced Carbon Footprints
• Water Refrigerant
Absorption Chiller Technology
9/6/2017 26E.I.D Parry (India) Ltd, Nellikuppam.
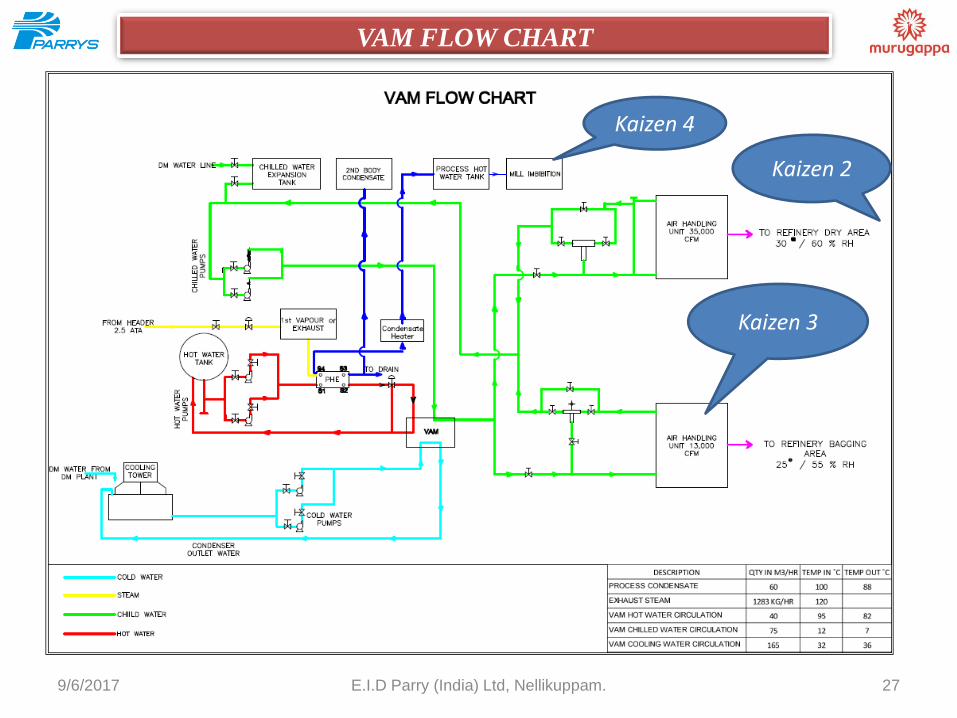
VAM FLOW CHART
9/6/2017 27E.I.D Parry (India) Ltd, Nellikuppam.
Kaizen 3
Kaizen 2
Kaizen 4
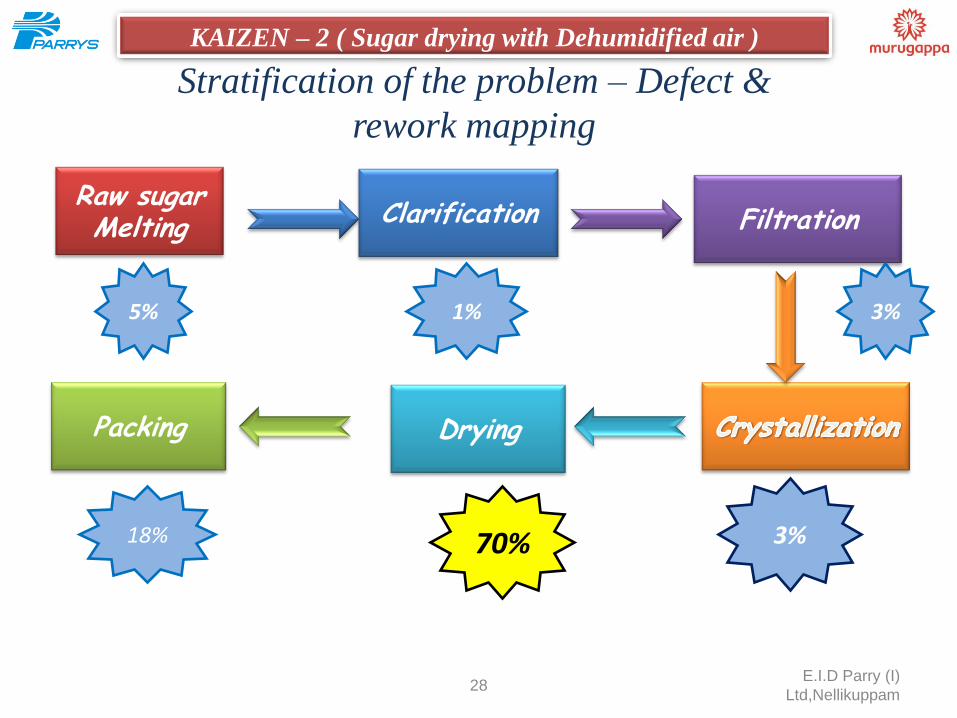
DryingPacking
Raw sugar Melting Clarification Filtration
5% 1%
70% 3%
3%
18%
Stratification of the problem – Defect &
rework mapping
28E.I.D Parry (I)
Ltd,Nellikuppam
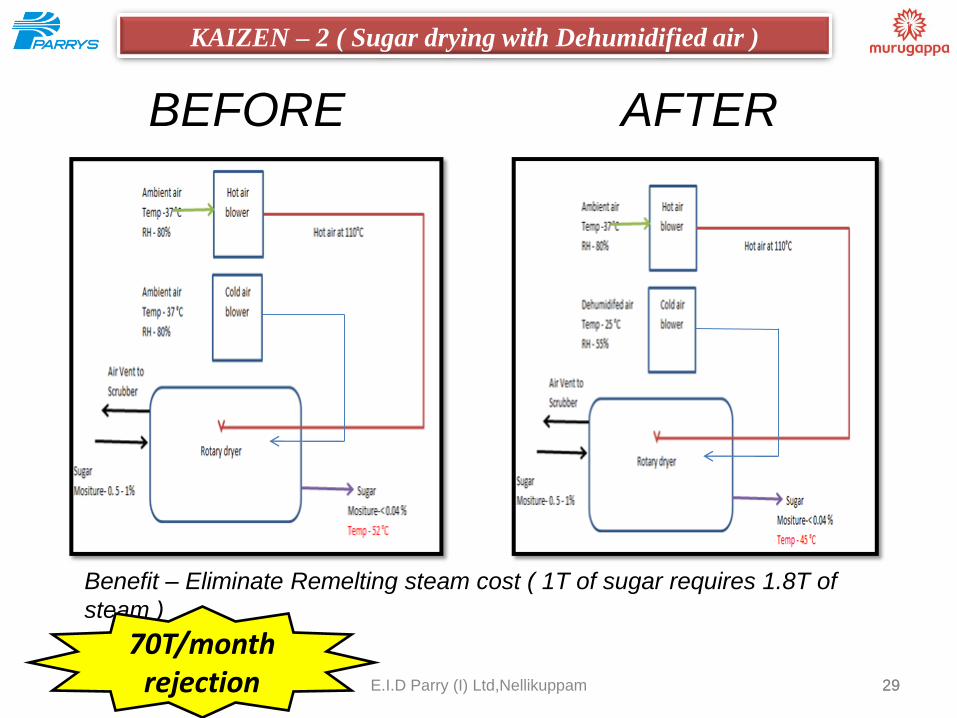
KAIZEN – 2 ( Sugar drying with Dehumidified air )
29E.I.D Parry (I) Ltd,Nellikuppam 29
KAIZEN – 2 ( Sugar drying with Dehumidified air )
BEFORE AFTER
Benefit – Eliminate Remelting steam cost ( 1T of sugar requires 1.8T of
steam )
70T/month rejection
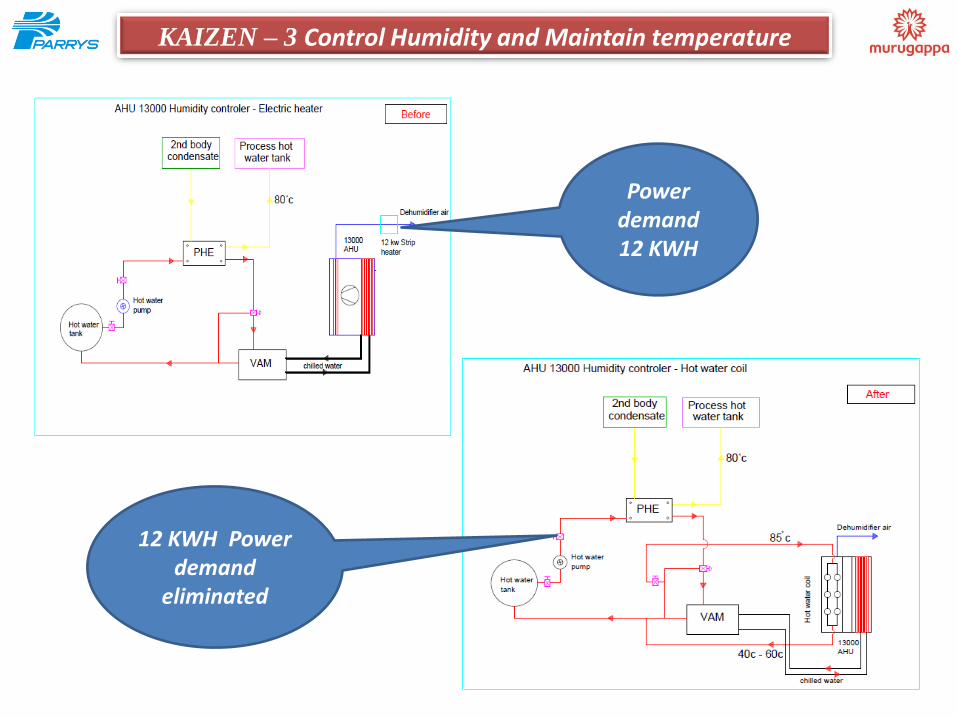
Power demand 12 KWH
12 KWH Power demand
eliminated
KAIZEN – 3 Control Humidity and Maintain temperature
3131E.I.D Parry (I) Ltd,Nellikuppam
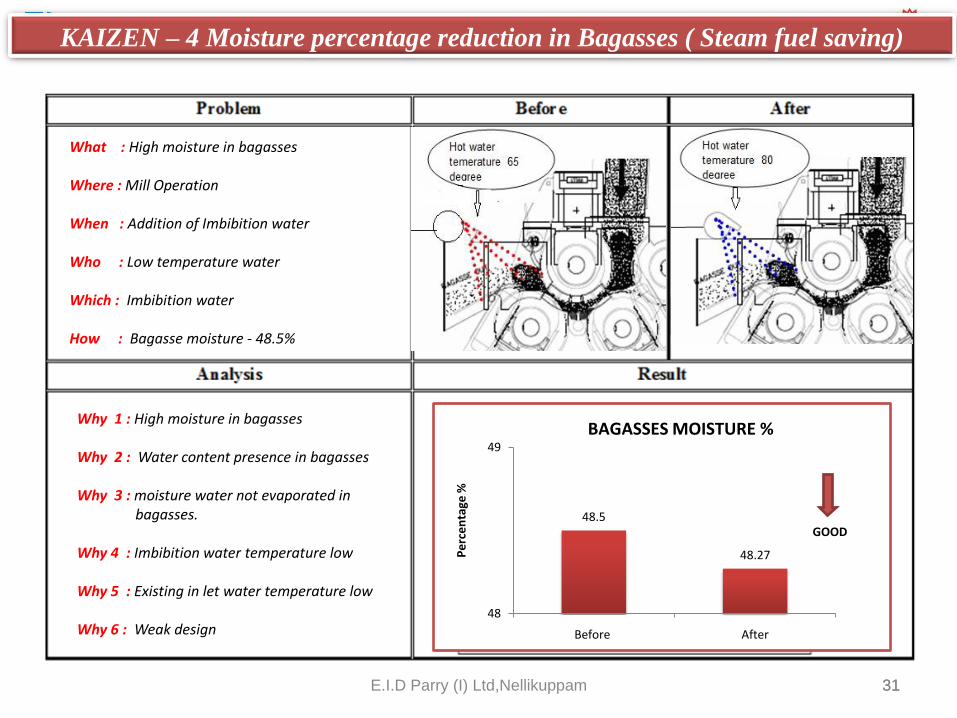
KAIZEN – 4 Moisture percentage reduction in Bagasses ( Steam fuel saving)
What : High moisture in bagasses
Where : Mill Operation
When : Addition of Imbibition water
Who : Low temperature water
Which : Imbibition water
How : Bagasse moisture - 48.5%
Why 1 : High moisture in bagasses
Why 2 : Water content presence in bagasses
Why 3 : moisture water not evaporated in bagasses.
Why 4 : Imbibition water temperature low
Why 5 : Existing in let water temperature low
Why 6 : Weak design
48.5
48.27
48
49
Before After
BAGASSES MOISTURE %
Pe
rce
nta
ge %
GOOD
E.I.D-PARRY (INDIA) LIMITED
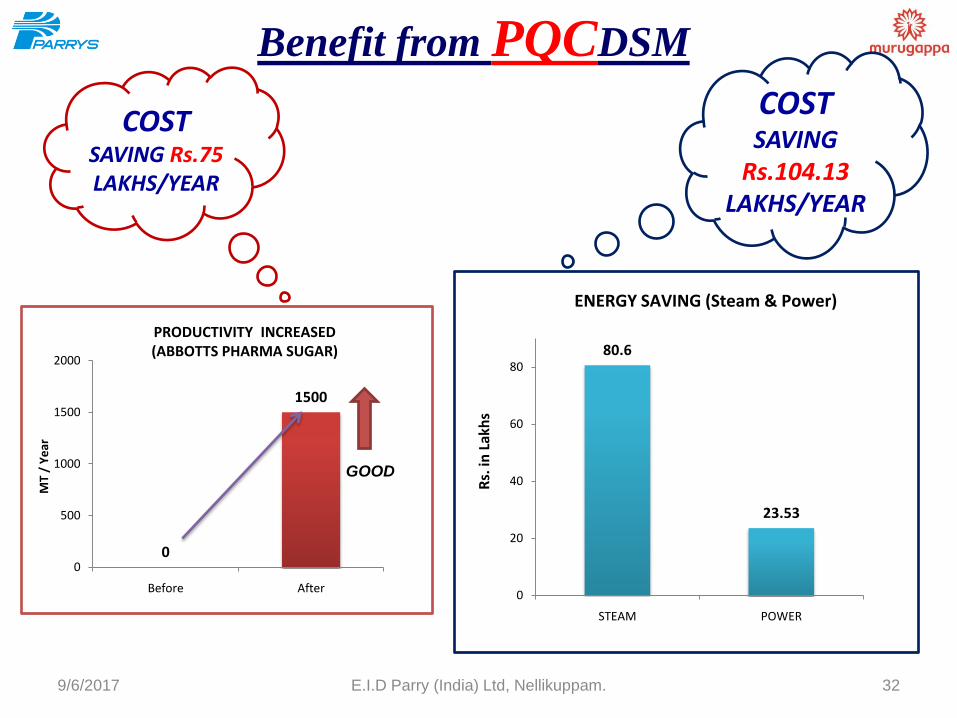
Benefit from PQCDSM
9/6/2017 32E.I.D Parry (India) Ltd, Nellikuppam.
0
1500
0
500
1000
1500
2000
Before After
PRODUCTIVITY INCREASED(ABBOTTS PHARMA SUGAR)
MT
/ Y
ear
GOOD
COST SAVING Rs.75 LAKHS/YEAR
80.6
23.53
0
20
40
60
80
STEAM POWER
ENERGY SAVING (Steam & Power)
Rs.
in L
akh
s
COSTSAVING
Rs.104.13 LAKHS/YEAR
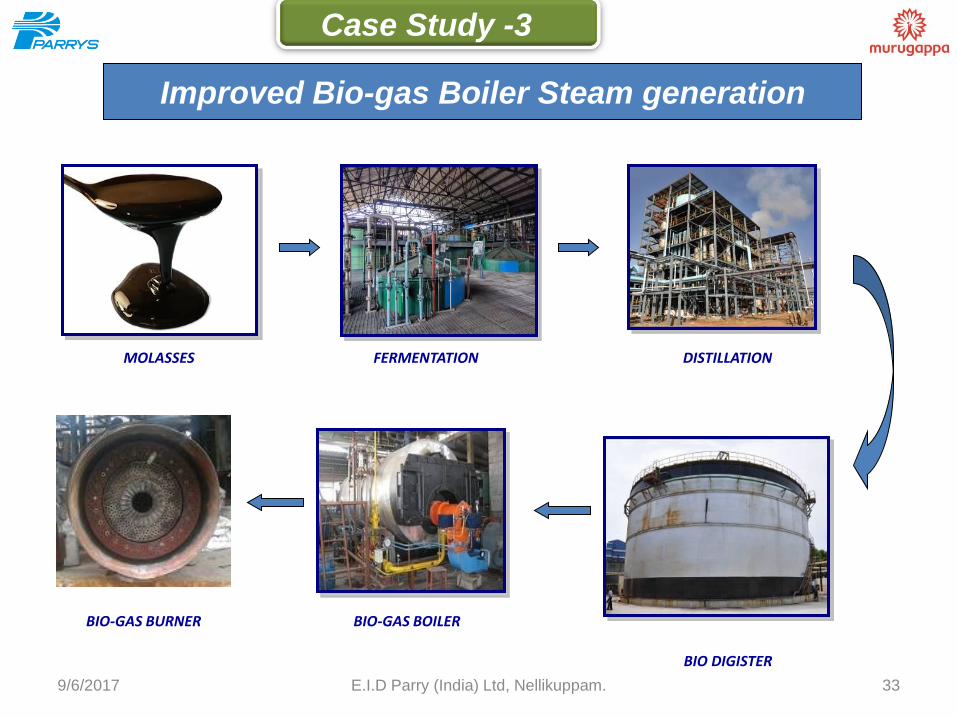
Improved Bio-gas Boiler Steam generation
BIO-GAS BOILER
BIO-DIGESTER
DISTILLATIONFERMENTATIONMOLASSES
BIO-GAS BURNER
9/6/2017 33E.I.D Parry (India) Ltd, Nellikuppam.
Case Study -3
BIO DIGISTER
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam. 34
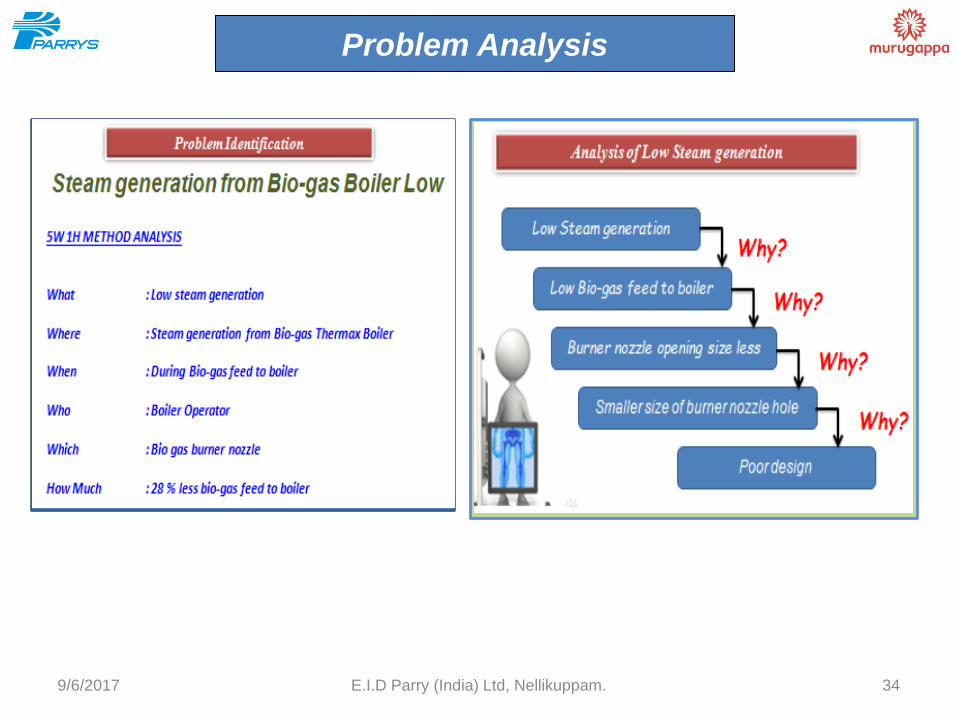
Problem Analysis
Kaizens received to improve steam generation
Three important Kaizen ideas
1. Burner nozzle hole size to be increased
2. Introduction of Air preheater
3. Increase the line size of Bio-gas
9/6/2017 35E.I.D Parry (India) Ltd, Nellikuppam.
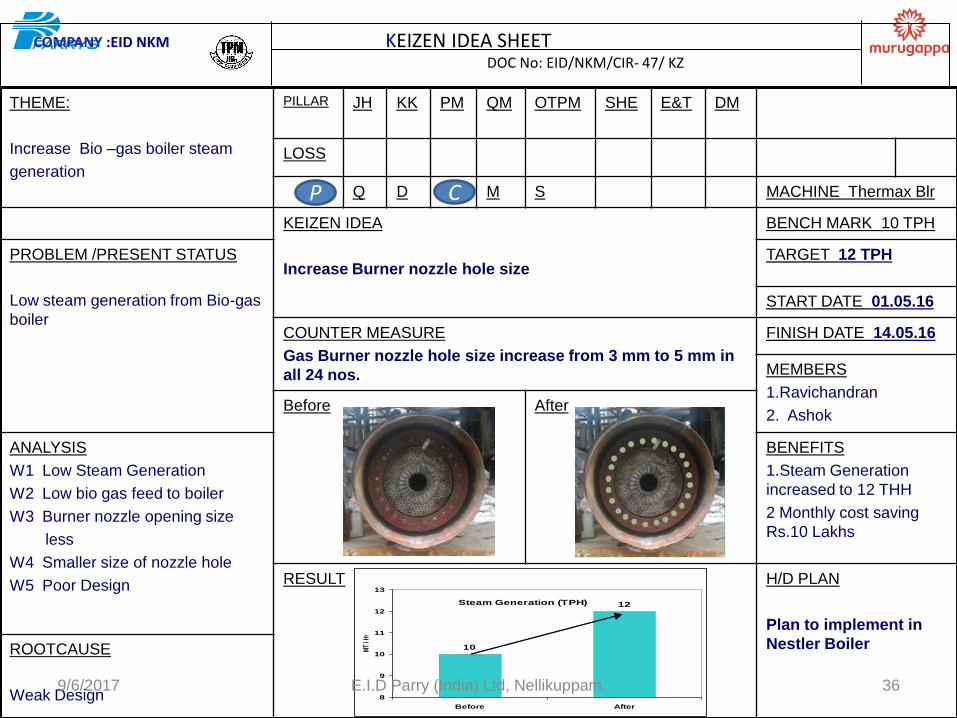
COMPANY :EID NKM KEIZEN IDEA SHEET DOC No: EID/NKM/CIR- 47/ KZ
THEME:
Increase Bio –gas boiler steam
generation
PILLAR JH KK PM QM OTPM SHE E&T DM
LOSS
Q D M S MACHINE Thermax Blr
KEIZEN IDEA
Increase Burner nozzle hole size
BENCH MARK 10 TPH
PROBLEM /PRESENT STATUS
Low steam generation from Bio-gas
boiler
TARGET 12 TPH
START DATE 01.05.16
COUNTER MEASURE
Gas Burner nozzle hole size increase from 3 mm to 5 mm in
all 24 nos.
FINISH DATE 14.05.16
MEMBERS
1.Ravichandran
2. AshokBefore After
ANALYSIS
W1 Low Steam Generation
W2 Low bio gas feed to boiler
W3 Burner nozzle opening size
less
W4 Smaller size of nozzle hole
W5 Poor Design
BENEFITS
1.Steam Generation
increased to 12 THH
2 Monthly cost saving
Rs.10 Lakhs
RESULT H/D PLAN
Plan to implement in
Nestler BoilerROOTCAUSE
Weak Design
P C
Steam Generation (TPH)
10
12
8
9
10
11
12
13
Before After
MT
/ Hr
9/6/2017 36E.I.D Parry (India) Ltd, Nellikuppam.
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam. 37
Tangible Benefit
Bio Gas boiler steam generation increased from 10 TPH to 12 TPH
Annual Cost Saving Rs. 105 Lakhs
Intangible benefits
Entire bio gas utilized in boiler
Reduction in green house emission.
Morale of the employee increased.
Benefits
Environmental Improvement Projects
We have developed Green Belt of more than 35 % of the total factory area.
Zero Effluent discharge system for distillery
Bio-Gas utilized for generating steam for distillery plant requirement.
Augmented the ESP field of the Co-gen boiler to reduce the emission levels to less than 50mg/nm3 though the Pollution control board norm is at 100mg/nm3.
CO2 Generation through Alcoholic Fermentation
9/6/2017 38E.I.D Parry (India) Ltd, Nellikuppam.
Zero Funding Investment Project
Covered in Case Study-4
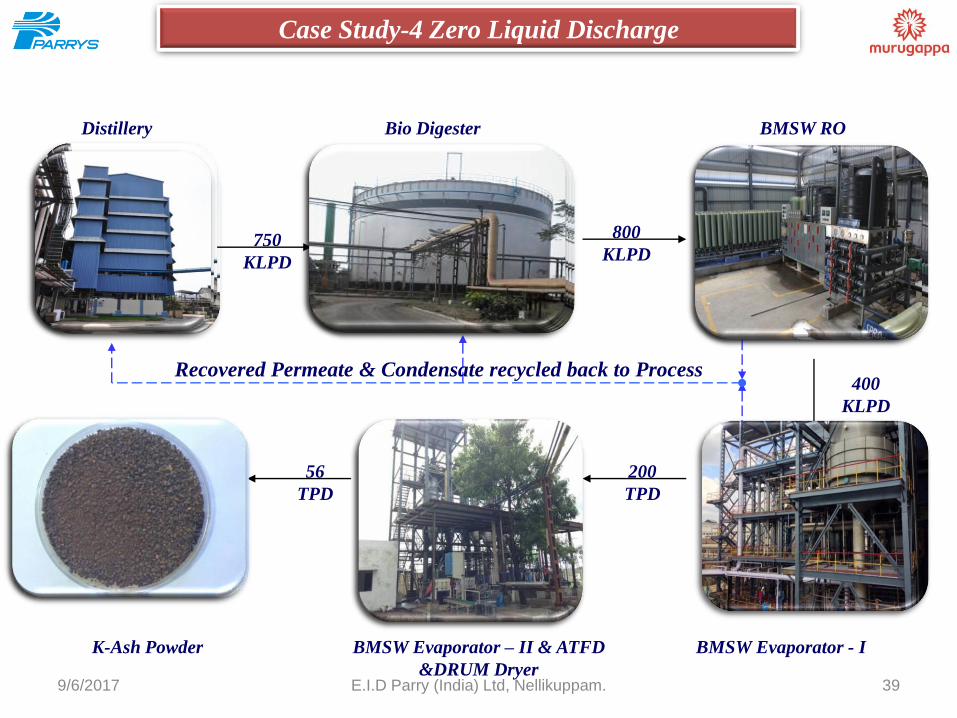
Distillery Bio Digester BMSW RO
BMSW Evaporator - IBMSW Evaporator – II & ATFD
&DRUM Dryer
K-Ash Powder
750
KLPD
800
KLPD
400
KLPD
200
TPD
56
TPD
Recovered Permeate & Condensate recycled back to Process
Case Study-4 Zero Liquid Discharge
9/6/2017 39E.I.D Parry (India) Ltd, Nellikuppam.
Present practice:
The distillery is a largest red category industry which has the
Conventional effluent treatment system.
Effluent is rich in Nutrients like N, P & K and other micro nutrients
Conventional method of treating this effluent is mixing with press mud
to produce bio compost which is sold as a fertilizer as well as sold to
cement industries to use as alternative fuel & grinding agent.
Need for change:
With the above technology, we were permitted to operate the plant
only for 270 days a year and we were proposing to operate 365 days a
year
To achieve ZLD with new a concept & technology
To create wealth from waste
NEED FOR THE PRACTICE
409/6/2017 40E.I.D Parry (India) Ltd, Nellikuppam.
First of its kind in the world.
The system can operate for 365 days a year.
The final product is rich in Potash, Nitrogen & Organic carbon.
With this system the plant can achieve complete zero liquid discharge.
This is completely automated, built in a small area and operates with a
closed loop system.
Water is recovered and recycled back to process.
Reduce foreign exchange due to reduction in import of Potash.
Create wealth to nation.
What is taken from soil is given back – Eco system is maintained.
UNIQUENESS OF THE PROJECT
419/6/2017 41E.I.D Parry (India) Ltd, Nellikuppam.
42
Tangible benefits:
Recovering Resources from Industrial Waste – Potash fertilizer
Revenue generation from waste – Rs 4.39 cr
Water and Air pollution are completely eliminated.
Water recovery and recycle thereby reducing the ground water
drawl.
Reduction of use of chemical fertilizer thereby retaining soil quality
and improving organic content of soil.
No of operating days increased by 51 days thereby increase in
revenue.
Intangible benefits :
Employment opportunities
Organizational goals are achieved
Reduce foreign exchange due to import of Potash
Reduction in Green house gas emission
TANGIBLE & INTANGIBLE BENEFIT
9/6/2017 42E.I.D Parry (India) Ltd, Nellikuppam.
43
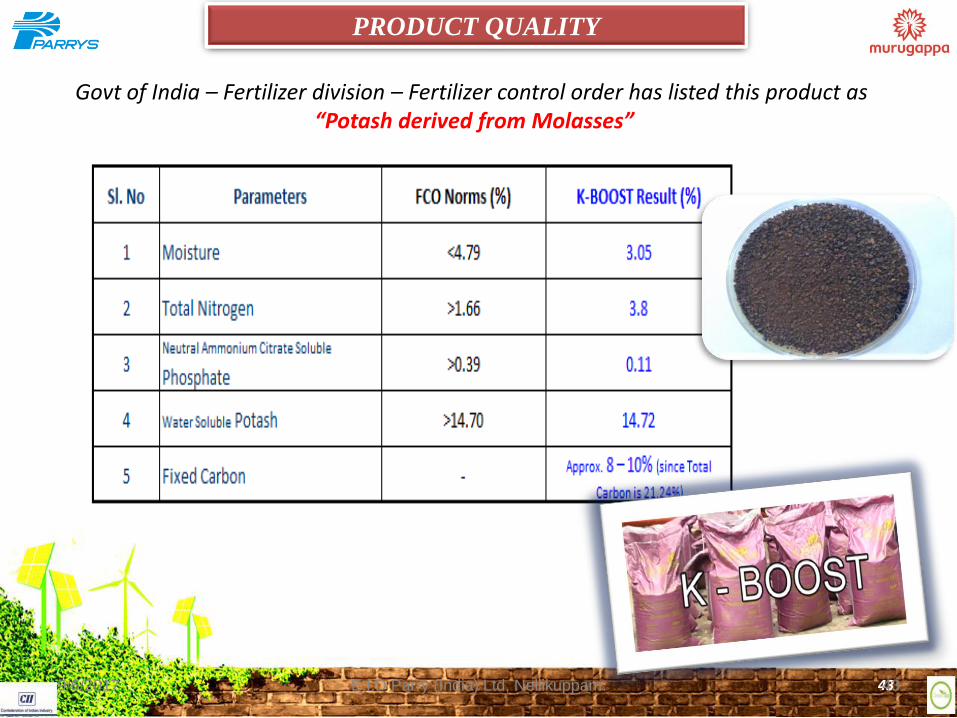
PRODUCT QUALITY
Govt of India – Fertilizer division – Fertilizer control order has listed this product as “Potash derived from Molasses”
9/6/2017 43E.I.D Parry (India) Ltd, Nellikuppam.
CO2SUCROSE ETHANOL
YEAST
CO2 Generation through Alcoholic Fermentation
Zero Fund investment
project
9/6/2017 44E.I.D Parry (India) Ltd, Nellikuppam.
•Production Capacity: 36 TPD
•Flow rate: 1500 kg/hour.
•Operating Pressure: 20 kg/sq.cm.
•Liquid Temperature: -20 degree Celsius.
•Storage Tank capacity: 50 Tons
9/6/2017 45E.I.D Parry (India) Ltd, Nellikuppam.
CO2 Recovery Plant Details
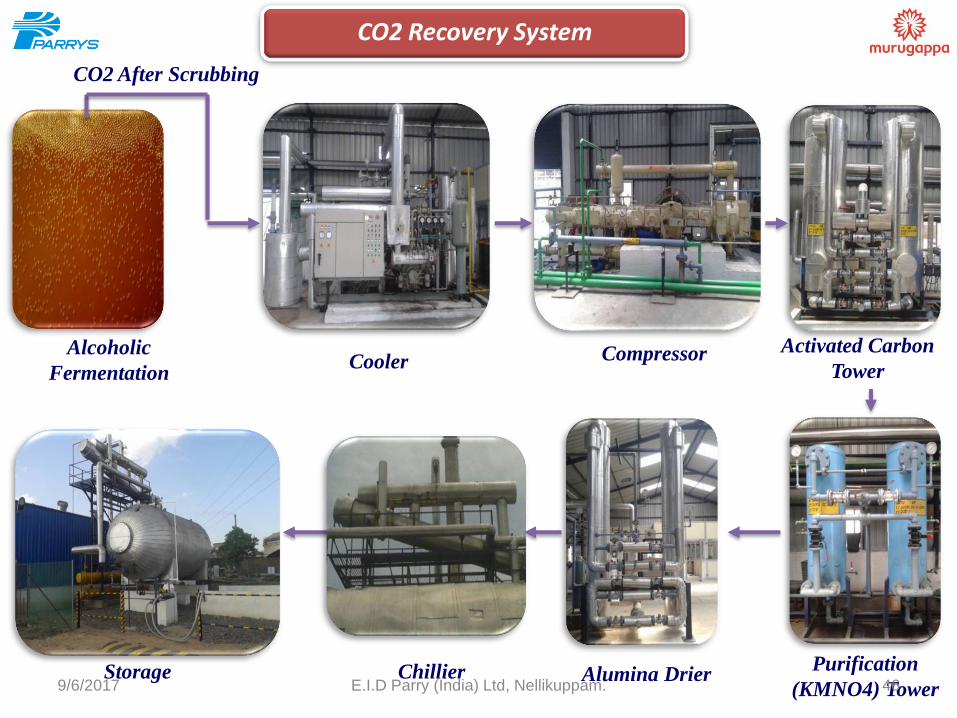
CO2 After Scrubbing
Alcoholic
Fermentation
Activated Carbon
Tower
Purification
(KMNO4) Tower
Cooler Compressor
Alumina DrierChillierStorage9/6/2017 46E.I.D Parry (India) Ltd, Nellikuppam.
CO2 Recovery System
Rs.250 Lakh/Year
9/6/2017 47E.I.D Parry (India) Ltd, Nellikuppam.
Revenue Generation - CO2
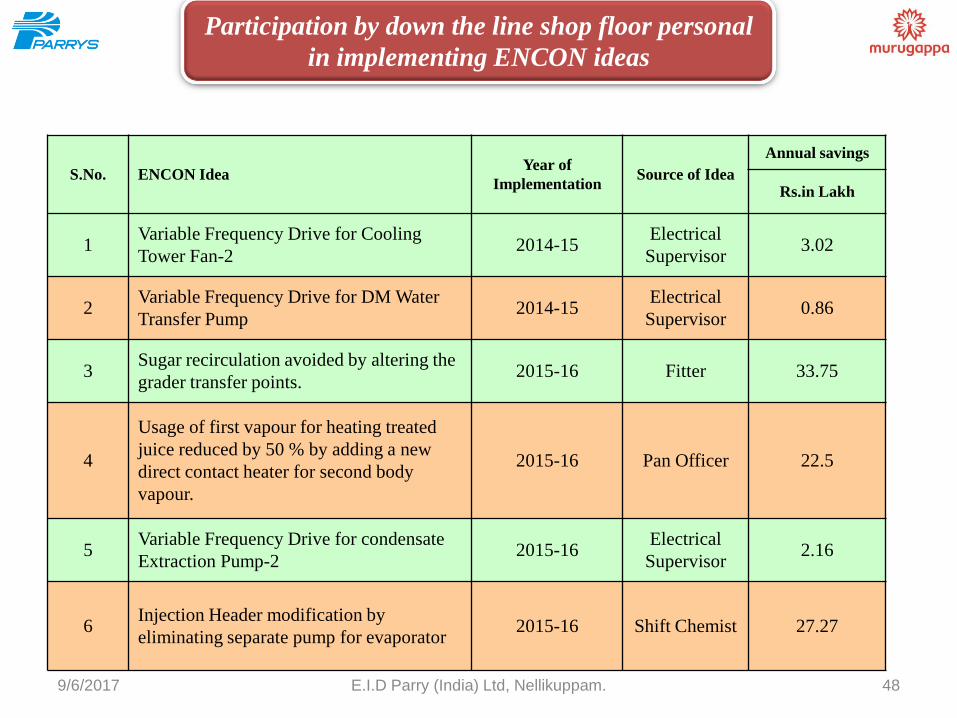
Participation by down the line shop floor personal
in implementing ENCON ideas
S.No. ENCON IdeaYear of
ImplementationSource of Idea
Annual savings
Rs.in Lakh
1Variable Frequency Drive for Cooling
Tower Fan-22014-15
Electrical
Supervisor3.02
2Variable Frequency Drive for DM Water
Transfer Pump2014-15
Electrical
Supervisor0.86
3Sugar recirculation avoided by altering the
grader transfer points.2015-16 Fitter 33.75
4
Usage of first vapour for heating treated
juice reduced by 50 % by adding a new
direct contact heater for second body
vapour.
2015-16 Pan Officer 22.5
5Variable Frequency Drive for condensate
Extraction Pump-22015-16
Electrical
Supervisor2.16
6Injection Header modification by
eliminating separate pump for evaporator2015-16 Shift Chemist 27.27
9/6/2017 48E.I.D Parry (India) Ltd, Nellikuppam.
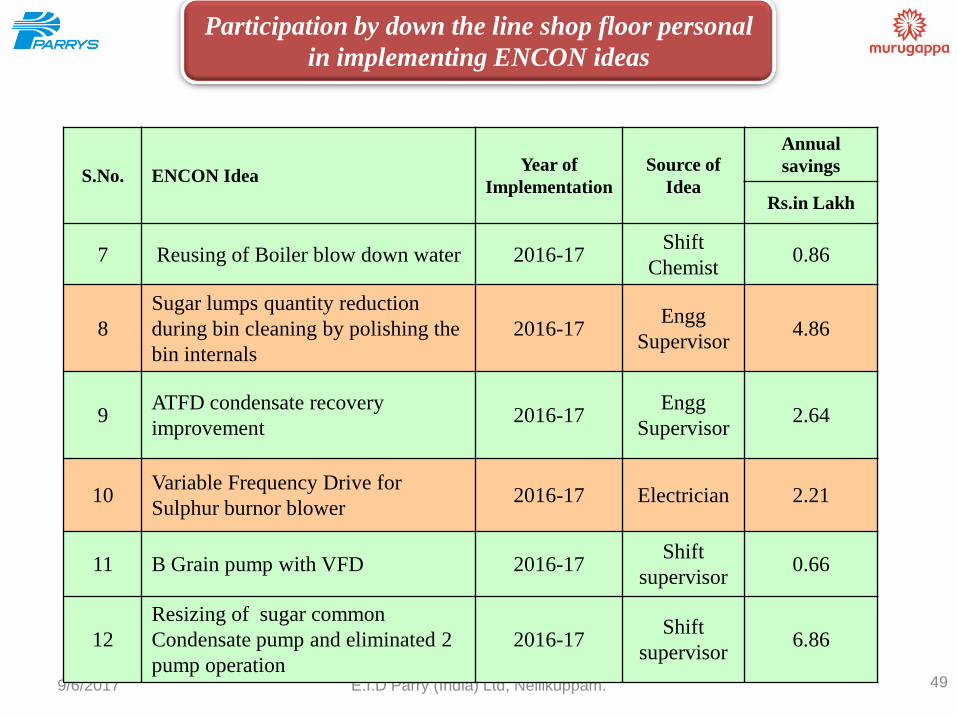
9/6/2017 49E.I.D Parry (India) Ltd, Nellikuppam.
S.No. ENCON IdeaYear of
Implementation
Source of
Idea
Annual
savings
Rs.in Lakh
7 Reusing of Boiler blow down water 2016-17Shift
Chemist0.86
8
Sugar lumps quantity reduction
during bin cleaning by polishing the
bin internals
2016-17Engg
Supervisor4.86
9ATFD condensate recovery
improvement2016-17
Engg
Supervisor2.64
10Variable Frequency Drive for
Sulphur burnor blower2016-17 Electrician 2.21
11 B Grain pump with VFD 2016-17Shift
supervisor0.66
12
Resizing of sugar common
Condensate pump and eliminated 2
pump operation
2016-17Shift
supervisor6.86
Participation by down the line shop floor personal
in implementing ENCON ideas
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam. 50
Utilization of renewable energy sources
Utilization of Second body vapour condensate heat for VAM Chiller ( 36 tpd ).
Replaced 8 ata steam with heat from 1st body for sugar drying.
For reducing ground water drawl following activities implemented.
Water from bio methinated spent wash recovered through RO and re-circulated for fermentation in distillery around 400 M3/day.
Water recirculation system implemented for water ring vacuum pump and double mechanical seal barrier fluid (240 M3/ day)
Sugar second body condensate water utilized for cogen cooling tower make up. (300 M3 / day)
Utilization of waste material as fuel
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam. 51
Generation of Bio gas from Raw spent wash and running entire distillery ( 38000 m3/
day )
Generation of Organic Potash with high organic Carbon from bio methinated spent
wash ( 25 tpd )
Generation of Carbon di Oxide from distillery fermented for bottling plants ( 36 tpd )
Utilization of heat from 3rd , 4th and 5th body condensate for preheating raw juice
from 35 deg C to 45 deg C
Moisture in the bagasse maintained at the level from 48.50 to 48.27 % on sustainable
basis by optimizing the mill extraction.
Best Practices implemented on energy front in Green
Supply Chain
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam. 52
By reducing shock lime pH, evaporator scaling period is increased from 8 days to 15 days. This has helped in reducing chemical consumption, labour cost and productivity. This practice was deployed in our other units.
Persuaded the coal suppliers to shift importing of coal from Chennai to a nearby port at Karaikal to reduce transportation distance by 200 KM per trip of truck…. Reduction in Diesel consumption by the trucks. ( 27000 tons coal purchased last 3 years ).
Loose Bagasse transportation avoided to the extent possible and insisted on transportation of baled Bagasse. An increase in transportation capacity of truck per trip. 30% reduction in diesel consumption. ( 11000 tons )
Special alloy multi nozzle rollers giving better juice extraction and moisture reduction, resulted improved in Steam bagasse Ratio from 2.25 to 2.26
Farmers were campaigned to cultivate sugar cane nearby factory area near to reduce the transportation distance of 20 km per truck. Reduction in Diesel consumption by the trucks. ( 6.3 lakhs MT last year ).
Nature of non-conformance
The adequacy of disposal of Hazardous waste (Used Batteries) to an authorized collector, whose permit is not detailing collection of used batteries, but “Lead acid Plates, Lead scraps, Ashes & Residue’.
Correction
The Certificates of authorized battery purchaser revived thoroughly before selling.
Corrective action
Used batteries sold through either authorized TNPCB approved vendor or buy back method
9/6/2017 53E.I.D Parry (India) Ltd, Nellikuppam.
Implementation of Corrective / Preventive Actions
from ISO 14001 certification
Nature of non-conformance
The customer complaint handling process of the distillery unit is currently handled manually ,the same can be re-visited and to be addressed through corporate recognized software portal.
Correction
The system followed in other business will extend to Distillery
Corrective action
Customer complaint capturing System incorporated in SAP
9/6/2017 54E.I.D Parry (India) Ltd, Nellikuppam.
Implementation of Corrective / Preventive Actions
From ISO 9001 certification
1. Bagasse dryer for reducing the moisture % Bagasse
2. Condenser modification in evaporator and pan condenser
3. Sugar Common Condensate treatment for boiler feed – Project.
4. VFD for Boiler Feed Pumps (Convert HT to LT Motors)
5. ZLD for Sugar Plant
9/6/2017 55E.I.D Parry (India) Ltd, Nellikuppam.
ENCON projects for next 3 years
1. 23 flow meters for all process fluids including steam
2. DCS based data logging for daily energy monitoring and reporting
3. 35 energy meters were installed at all important stations
4. Utility report is generated on daily basis which captures specific power, steam and water consumption.
5. Internal and external energy audits at regular interval
6. Displaying daily energy consumption figures in the plant
7. Daily report to the top management
8. Equipment running hours are monitored on daily basis to identify idle running/under loading of the machineries
9/6/2017 56E.I.D Parry (India) Ltd, Nellikuppam.
Energy Conservation Monitoring & reporting
• Introduced Real Time Online monitoring of Critical parameters from the Desktop PCs of all Senior Executives
• Hourly SMS auto alerts
• Daily manufacturing report
• SAP generated auto alerts - Plant comparison
• Stock reports from warehouse
• Trend charts from QA• Incoming raw material• In process• Weekly compliance report
• Monthly employee productivity linked incentives
Energy savings is our
prime motto
9/6/2017 57E.I.D Parry (India) Ltd, Nellikuppam.
Energy Management monitoring methodology
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam. 58
Energy and Environmental Policy

59
Best Overall Performance of
SUGAR MILL AWARD 2016
Received from Bharatiya Sugar Platinum Award-2016 for the
“Best Distillery” for Distillery
Platinum Award-2016 for the
“Best Technical Efficiency” for
Sugar
Silver Award-2016 for the
“Best Sugar Cane Development”
Awards and Recognitions….
9/6/2017 E.I.D Parry (India) Ltd, Nellikuppam.

60E.I.D PARRY (INDIA)
LTD
Recognition received from our
group for best environmental
project –2016
SISSTA Awarded for best
Environmental focus –
May 2017
CII GREEN-CO Awarded for
best Environmental project &
Useful project – June-2017
9/6/2017 60E.I.D Parry (India) Ltd, Nellikuppam.
RECOGNITION FOR OUR INNOVATION
CII JIPM Kaizen
Competition Award
received in August-2017

National Excellent Energy Efficient Unit Award 2016
9/6/2017 61E.I.D Parry (India) Ltd, Nellikuppam.
629/6/2017 E.I.D Parry (India) Ltd, Nellikuppam.
Recommended
![05 Kirlosker Pneumatic - greenbusinesscentre.comgreenbusinesscentre.com/energyaward2017presentations/Auto Engg/05... · D ] ] } v U s ] ] } v s o µ ï ì r µ P r í ó](https://img.pdfslide.net/doc/110x75/5aeabe267f8b9ac3618e2acb/05-kirlosker-pneumatic-engg05w-d-v-u-s-v-s-o-r-p-r-o-l-w-v.jpg)
















