8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 1/9
Fracture toughness of nanostructured railway wheels
M.R. Zhang a,b,*, H.C. Gu a
a State Key Laboratory for Mechanical Behavior of Materials, Xi’an Jiaotong University, Xi’an 710049, Chinab Technical Center, Maanshan Iron and Steel Co. Ltd., Maanshan 243000, China
a r t i c l e i n f o
Article history:
Received 29 November 2007
Received in revised form 21 July 2008
Accepted 28 July 2008
Available online 3 August 2008
Keywords:
Fracture toughness
Nanostructured materials
Railway wheels
Bainite
Pearlite
a b s t r a c t
This paper describes nanostructured railway wheels made of Si–Mn–Mo–V low-carbonsteel through an advanced metallurgy process and fabrication technology. The microstruc-
ture of the wheels, particularly in the rim portion, is composed of carbide-free bainite that
consists of bainitic ferrite laths and retained austenite films along the lath boundaries. The
thickness of the laths and films is in nanometer scale. For comparison, traditional pearlite–
ferrite wheel steels are also investigated. Test results show that carbide-free bainite steel is
superior to pearlite–ferrite steel not only in yield strength but also in fracture toughness.
Theoretical explanation of these phenomena is also elucidated.
2008 Elsevier Ltd. All rights reserved.
1. Introduction
Wheels are key components whose failure often results in catastrophic consequences in rail transportation. The major
failure modes of railway wheels can be classified into five types: shelling, spalling, flat, rim cracking, and brittle fracture
[1]. At present, most wheels are made of medium-high carbon grade steels with carbon content in the range of
0.450.80 wt.%. Their microstructures are typically pearlite–ferrite. The yield strength, toughness, ductility, resistances to
contact fatigue and thermal damage of these steels in pearlite–ferrite condition is low. Increases in train speed and axle-load
require that wheels have higher stability and reliability [2,3].
Nanostructured materials, with average structural domain sizes below 100 nm, are believed to exhibit a marked improve-
ment in mechanical properties over their coarse-structured counterparts [4–8]. There is now strong evidence showing that
severe plastic deformation (SPD) and controlled solid-state transformation are effective means to obtain nanostructured
materials. Railway wheels are huge in mass (weight: 330450 kg, and diameter: U840U1250 mm) and complex in shape
(see Fig. 1). It seems impossible to fabricate the wheels from nano-scale clusters or by severe plastic deformation (SPD). This
paper will report our achievement in producing nanostructured wheels (especially in the rimportion) using an advancedmet-
allurgy process and fabrication technology at a cost comparable to current commercial wheels. The excellent combination of yield strength and fracture toughness is associated with bainitic ferrite laths and retained austenite films both in nano-size.
2. Experimental
2.1. Materials
A novel carbide-free bainite steel alloyed with silicon and manganese was designed and developed. Silicon can suppress
the precipitation of cementite during bainitic transformation; manganese increases the hardenability of the steel, and thus, it
0013-7944/$ - see front matter 2008 Elsevier Ltd. All rights reserved.doi:10.1016/j.engfracmech.2008.07.007
* Corresponding author. Address: Technical Center, Maanshan Iron and Steel Co. Ltd., Maanshan 243000, Anhui, China. Tel.: +86 555 2887272; fax: +86
555 2883612.
E-mail address: [email protected] (M.R. Zhang).
Engineering Fracture Mechanics 75 (2008) 5113–5121
Contents lists available at ScienceDirect
Engineering Fracture Mechanics
j o u r n a l h o m e p a g e : w w w . e l s e v i e r . c o m / l o c at e / e n g f r a c m e c h

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 2/9
homogenizes the microstructure and properties of the wheel section. The micro-alloying elements vanadium and molybde-
num are also added in order to gain fine laths and eliminate tempered embrittlement. The steel was smelt with intermediate
frequency induction furnace, and electroslag remelt into ingots with a diameter of U420 mm and a weight of 920 kg. After
stress relief annealing and cutting, the round ingots were forged and rolled into the wheels of U840 mm in diameter for
wagon transportation. During heat treatment, the wheels were heated to 910 C for austenitization. After soaking 2 h, slack
quenching with water were conducted on the tread of rim section by programmed control to simulate the isothermal heat
treatment. The alloy design and manufacture process of this steel are summarized in [9]. For comparison, traditional
pearlite–ferrite wheel steels CL60, a plain carbon steel with carbon content 0.60 wt.%, were also investigated.
The chemical compositions of the steels were measured using an ARL 4460 Optical Emission Spectrometer. The results are
shown in Table 1.
Nomenclature
a crack depth A, m constant parameters in Paris equation Aku impact toughness using standard U -notch specimens at room temperatureCT compact tensionEL elongation
E Young’s modulusda/dN crack growth rateK stress-intensity factorK IC fracture toughnessK Q SIF at applied load pop-inK max SIF at maximum applied loadL grain sizeR stress ratioRA reduction of areaUTS ultimate tensile strengthr * a fixed distance ahead a microcrack (by Knott)S P interlamellar spacing in pearliteDK stress-intensity factor ranger
0, K
y constant parameters in HallPetch relation
r f cyclic flow stressrF local fracture stressr y, YS yield strength
Fig. 1. The counter diagram of a wheel on the rail.
5114 M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 3/9
2.2. Microstructure
The microstructure of specimens taken from the rim, web, and hub sections was observed with a Zeiss Axioskop 1MAT
optical microscope and a scanning electron microscope (SEM) Philips XL30 + DX41. Because cracks usually nucleate and
propagate on the rim portion, in this paper, we will focus on the rim portion only.
Fig. 2 shows the microstructure of CL60, in which pearlite and pro-eutectoid ferrite can be seen. The morphology of pearl-
ite in detail, with alternating layers of cementite (Fe3C) and ferrite formed in pearlite colonies are revealed. An optical micro-
graph of carbide-free bainite is shown in Fig. 3. The detail of microstructure is unresolved under 1000 magnification.
Samples of the novel bainitic steel were machined down to foils of U3 mm diameter and 50 lm thickness, and then, these
foils were electro-polished until perforation occurred using a twin jet electro-polisher. These foils were examined with a
transmission electron microscope (TEM). Figs. 4–6 were taken with a field emission high-resolution transmission electron
microscope (HRTEM) JEM-2100 F. As shown in Fig. 4, the details of carbide-free bainite are revealed now, i.e., the slender
laths of bainitic ferrite and the films of retained austenite along the lath boundaries. Fig. 5 shows a twin within the filmof retained austenite, and the Fe atom arrangement on the (111) plane in retained austenite can be seen in Fig. 6. The feature
of the structure is consistent with the previous research [10,11]. Retained austenite in film morphology and nano-size thick-
ness has excellent thermal and mechanical stability [12].
Table 1
Actual chemical composition of the steels, wt.%
Alloy C Si Mn Cr Mo V P S
Novel steel 0.21 1.53 1.92 0.03 0.30 0.10 0.019 0.003
CL60-a 0.62 0.76 0.70 0.19 0.0063 0.0034 0.023 0.019
CL60-b 0.63 0.27 0.75 0.17 0.0013 0.0024 0.017 0.010
Fig. 2. Pearlite and pro-eutectoid ferrite of CL60 etched by 4% nital.
Fig. 3. Optical micrograph of carbide-free bainite wheel etched by 4% nital.
M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121 5115

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 4/9
2.3. Mechanical properties
Tensile and impact specimens were taken from the rim portion of the wheels. Tensile specimens were tested with a
WAWY500A material testing system according to the Chinese railway standard TB/T28171997. Impact toughness was
evaluated using 10 mm 10 mm 55 mm Charpy U2-notch specimens broken at room temperature with a Zwick/Roell
Amsler KRP 450 instrumented impactor. The Brinell hardness numbers (HB) were measured at a point 30 mm under the
tread with a Digital Brinell Testor 970/3000. The test results are summarized in Table 2. The novel steel reflects an excellent
combination of strength and toughness compared with CL60 wheel steel, especially in yield strength and impact toughness.
Fig. 4. TEM micrograph of carbide-free bainite wheel.
Fig. 5. A twin within the film of retained austenite.
Fig. 6. Two-dimensional lattice image of retained austenite.
5116 M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 5/9
2.4. Fracture mechanics tests
2.4.1. Fracture toughness
The fracture toughness of the rim was investigated at room temperature using an MTS-810 TESTSTAR, controlled by a
790.50 Fracture Toughness Test software application. Compact tension specimens CT50 (length 125 mm width
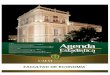
120 mm thickness 50 mm) and CT30 (length 125 mm width 120 mm thickness 30 mm) were used. Fig. 7 shows the
location of the CT50 specimen in the wheel rim. Table 3 gives the test results.
For bainitic wheel steel, 2.5ðK Q =YS Þ2 ¼ 16—18 mm, the values of K Q are equal to valid K IC ; for CL60 wheel steel,
2.5ðK Q =YS Þ2= 1526 mm, K Q obtained from CT30 specimens are also valid K IC .The fracture surfaces of the specimens were
observed with a SEM Philips XL30 + DX-41. Fig. 8 shows a macro-morphology of the fracture surface of a specimen related to
the carbide-free bainite microstructure. The lower boundary, indicating the contour of the pre-fatigued zone, roughly corre-
sponds to the start of load P POP. The upper boundary, where shear lips formed on the two sides and then coalesced in the
centre, corresponds to the load P max. Figs. 9 and 10 show the fractographs of the bainitic wheel in the middle area withinthe stretched zone. Many secondary cracks and irregular parallel ridges can be seen. In contrast to the bainite steel, the
stretched zone in the specimen of the CL60 steel is rather narrow. This coincides, with the fact that specimens of CL60 sud-
denly fractured when the load approached P Q , thus P Q was equal to P max.
2.4.2. Subcritical crack growth rate
The subcritical crack growth rate of carbide-free bainite steel was also measured. The relation between crack growth
increment per cycle (da/dN ) and the parameter of the range of stress-intensity factor (DK ) was proposed initially by Paris
[13] as below
Table 2
Mechanical properties of the wheels
Items YS MPa UTS MPa EL% RA% Hardness HB Aku J/cm2
Novel steel 955 1020 19.0 51.5 312 163.8
CL60-a 686 1072 17.0 39.2 305 26.6
CL60-b 684 1051 16.0 39.3 294 29.4
Fig. 7. Scheme of the location for CT50 sample in rim.
Table 3
Fracture toughness values of the wheels
Wheels Specimens K Q ; MPa ffiffiffiffiffi m
p K max; MPa ffiffiffiffiffi
mp
Measured values Average Measured values Average
Novel CT50 76, 78, 79 78 91, 89, 92 91
CT30 79, 78 79 90, 86 88
CL60-a CT30 62, 62.0, 61, 63
65, 66, 63 K max = K Q
CL60-b CT30 54, 66, 70, 64
76, 53, 64
M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121 5117

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 6/9
da=dN ¼ A DK m ð1ÞA more comprehensive equation was given by Knott [14].
da=dN ¼ A DK m4E r f
1þ R
1 R
1
K IC K max
ð2Þ
where, r f : cyclic flow stress; R : stress ratio; R ¼ K min
K max
; E : Young’s modulus.
Fatigue tests were carried out in three-point bending on an MTS-810, controlled by ‘‘Standard Test Method for Measure-
ment of Fatigue Crack Growth Rates” software. The specimens were of single-edge-notch (length 134 mm width
Fig. 10. SEM fractograph of irregular parallel ridges.
Fig. 8. SEM fractograph of macro-morphology.
Fig. 9. SEM fractograph of stretched zone with secondary cracks.
5118 M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 7/9
26 mm thickness 13 mm). The load ratio R is 0.1. It took a higher load amplitude and longer cycles to nucleate crack in
bainitic steel than CL60. The load is 1.5-15 kN and frequency is 25 Hz for bainitic steel, in contrast to 0.85–8.5 kN and
20 Hz for pearlite steel. The average value from three specimens of Paris’s parameters A is 1.1 108 and m is 2.3 for bainitic
steel, comparing to A equals 1.7 108 and m equals 2.6 for CL60.
As mentioned above, the bainitic steel offers higher yield strength and fracture toughness, so the novel steel has good
resistance to crack propagation.
2.5. Field performance of real wheels
Eight wheels made of this novel steel were manufactured according to theU840 wagon’s requirements, including dimen-
sions, tolerances etc., and were fitted on the first bogie of two freight wagons. They were run on a specific railway line at the
speed of 120 km/h. Surface appearances, wear scar and debris, and volume losses on the tread of the wheels were inspected
periodically; and an ultra-sonoscope was also used to detect the cracks in the rim and web. After 180,000 test kilometers, no
shelling, spalling, or cracking was found on the tread of the trial wheels with a carbide-free bainite microstructure.
Thus, the real world tests confirm that the carbide-free bainite wheels possess an excellent combination of strength and
toughness, high-fatigue resistance and good tribological behaviors, and possess an especial high resistance to thermal
damage.
3. Discussion
3.1. Manufacture procedures and costs
The railway wheels are huge in size and mass, and complex in shape. In order to assure the microstructures and properties,
some elements must have been added during alloy design, such as manganese, silicon and so on. The addition of alloying ele-
ments will increase the cost of the present steel; especially molybdenum and vanadium are the expensive elements. The man-
ufacture procedures of the steel-making, wheel-shaping and rolling and heat-treating of the new steel can proceed on the
production line as commercial wheels without change of main equipment. But the novel steel is immune to hydrogen embrit-
tlement; the diffuse-hydrogen annealing process (heat to 600–670 C, thenhold more than4 h) ofthe wheels can be abolished
if controlling the hydrogen content below 2.0 ppm during steel-making and slow cooling after rolling. Furthermore, the mar-
tensite phase transformation start point Ms of the novel steel is sufficiently high (370–400 C), auto-tempering will occur after
programmed quenching, so tempered heat treatment (heat to 420–500 C and hold 4 h) can also be abolished. Thus, the man-
ufacture procedures can be simplified, and it will increase effectiveness, save energy and decrease the cost.
The novel wheels have higher resistance to spalling and shelling because they have high-mechanical properties and good
performances in running. These enhancements can result in significant savings in applications where damage from rolling
contact fatigue (RCF) and braking thermal fatigue may cause greater material removal requirements through machining
(re-profiling) than that resulting from service wear. It will improve safety, reliability and economy of railway transportation.
3.2. Yield strength
Hall and Petch measured the values of lower yield stress, r y, exhibited by a-iron polycrystal specimens having different
grain sizes. The results have been summarized as the well known HallPetch relation [15]: r y is proportional to the inverse
square root of the average polycrystal grain diameter, L, such that
r y ¼ r0 þ K y L1=2 ð3Þwhere r0 and K y are taken as experimental constants. This is an approximation, and a more general formulation uses a power
expression with exponent,
n, such that
r y ¼ r0 þ K y Ln ð4Þwhere, 0.36 n 6 0.7. Nano-crystalline materials have been the subject of widespread research over the past couple of dec-
ades. Increasing interest has focused on whether the HallPetch relationship can be extrapolated to grain sizes of nano-scale
[16–19].
In our case, neither pearlite–ferrite steel nor carbide-free bainite steel is pure iron. Rather, they are multi-phase materials.
Pearlite is a very common constituent of a wide variety of steels. Lamellar eutectoid structures of this type are widespread in
metallurgy [20]. The morphology and crystallography of pearlite and the mechanism and kinetics of pearlite formation have
been thoroughly investigated [21]. We only point out that two phases in pearlite are ferrite and cementite (Fig. 3). Ferrite
contains 0.025 wt.% carbon, so it can be considered to be pure iron, while cementite, Fe3C, is a compound, containing 25%
atomic carbon, which is about 6% by weight. Ferrite is ductile, while cementite is hard and brittle. The yield strength of pearl-
ite is controlled by the pearlite interlamellar spacing, S P , the distance from the centre of one cementite lamella to the centre
of the next, measured normal to the plane of the lamellae. Heller [22] proposed a simple equation to describe the yield
strength of pearlite, which is similar to the Hall–Petch relation. It follows that
M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121 5119

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 8/9
r yðpearliteÞ ¼ 85:9 þ 8:3 S 1=2P ðMPaÞ ð5ÞIn carbide-free bainite steel, the laths of bainitic ferrite are carbon depleted. The thickness of these laths is extremely fine.
The films of retained austenite are carbon rich, and distributed along the lath boundaries. The thickness of these films is also
in nano-scale. So it is not surprising that the yield strength of carbide-free bainite is stronger than pearlite.
3.3. Fracture toughness
Combining the mechanics of fracture with the mechanism of fracture, Knott concluded that fine grain size, fine carbide
distribution, and widely spaced inclusions will produce high toughness [23]. Analogous to the HallPetch treatment for
spread of yield from grain to grain, the critical value of K for fracture has been derived [24]
K IC ¼ rF ffiffiffiffiffiffiffiffiffiffi2pr
p ð6Þ
where r is a fixed distance from microcrack to crack-tip, and rF is the local tensile stress required to propagate the micro-
crack. According to the RKR model, r is close to two grain diameters; while according to the CK model, r is a statistically
averaged distance [25].
In wheel steels, both the interlamellar spacing of pearlite, and the dimensions of bainitic ferrite laths are statistical values.
We cannot calculate the values of fracture toughness of both wheel steels quantitatively yet. Generally speaking, the value of
r is dependent on the size of the fracture unit. In CL60 steel, the fracture unit is the pearlite colony and ferrite grain; while in
carbide-free bainite steel, the fracture unit may be the lath packet or austenite grain. From a microstructure examination, we
have reason to believe that the r of bainite steel is a bit larger than the r of pearlite–ferrite steel. On the other hand, bainitesteel offers a higher r y than CL60 steel, so the former has a higher rF than the latter. Thus, carbide-free bainite steel offers a
higher fracture toughness than pearlite–ferrite steel.
There are other advantages to the high toughness of bainite. In pearlite, ferrite is ductile while cementite is hard, so the
interfaces between ferrite and cementite have been found to be the sites for crack nucleation. In contrast, in carbide-free
bainite, the retained austenite with its face centred cubic lattice, easily accommodates the deformation of bainitic ferrite.
Moreover, the retained austenite films can buffer the propagation of cracks, and when retained austenite is transformed into
martensite, crack closure would likely occur due to volume expansion. This referred to as transformation induced plasticity
(TRIP) effect [26]. Actually, the retained austenite inside the plastic zone at the fatigue crack-tip a 25Si2Mn2CrNiMoV ultra-
high-strength steel transforms to martensite was observed [27]. There is reason to expect that the novel steel discussed here
has higher yield strength and higher fracture toughness, so longer critical crack length or longer nondestructive inspection
intervals could be adopted, indicating that the wheels made of the novel steel will be safer than traditional steels.
3.4. Additional advantages
The novel steel has other advantages, such as being resistant to thermal damage and hydrogen embrittlement. When the
surfaces of rails are wet or frosty, or a running train is braked, wheels skid on the rails; the contact points of tread surfaces
can be heated to a temperature high enough to form austenite, and then cooled rapidly as the heat is dissipated, causing the
austenite to transform into martensite. In traditional medium-high carbon steels, martensite is in the form of lenticular
plates, which are brittle; while in our low-carbon steel, the martensite is in the form of laths, which are ductile, so the novel
steel is immune to thermal damage. Moreover, conventional CL60 steel is sensitive to hydrogen embrittlement. For our novel
steel, carbide-free bainite offers minimum susceptibility to hydrogen embrittlement as compared with martensite and pearl-
ite–ferrite steels. In particular, when silicon is present in excess of 1 wt.%, it further improves the resistance to hydrogen
embrittlement [28].
It is interesting to compare our results with those obtained from nano-crystalline Fe and nanostructured steels. A bulk
iron with grain size of 180 nm was fabricated by consolidating mechanically milled iron powder. Its yield strength was
1.6 GPa, while there was no elongation after the yielding [29]. Other nano-phase Fe samples, with an average grain size
of about 80 nm, were consolidated using sinter forging from nano-crystalline Fe powders prepared by mechanical attrition
[30]. The compression yield strength was about 2.5 GPa with very little (well below 1%) plastic strain before fracture, while
the tension breaking stress was in the range of 250330 MPa, which is roughly about 1/10 of the compressive strength. In
China, a kind of ‘‘Super steel” with yield strength over 2 GPa and average austenite grain size about 1000 nm has been devel-
oped and is now commercially available. Efforts were made to strive for increasing resistances to fatigue and fracture. In the
U.S.A., a high strength, high toughness, high-alloy steel, called Aer Met 100, developed by Carpenter Technologies, has out-
standing strength and toughness (K IC as high as 180 MPa ffiffiffiffiffi m
p at yield strength above 1850 MPa) with ultra-fine grain size in
the submicron range [31]. The composition of the steel is Fe-13.4 Co-11.1 Ni-3.1Cr-1.20Mo-0.23 C. All these data lead us to
believe that we have to choose a balance not only in strength and toughness, but also in performance and economy. Railway
wheels are manufactured on mass production scale. Lean alloy steel and an easy fabrication method should be preferred.
Recently, the ideal strength of iron was established from first-principles calculations [32]. The ideal tensile strength of Fe
in the h
0 01i
direction is 12.6 GPa. The ideal shear strengths of the two shear systems, h
111i
{112} and h
111i
{110}, are
7.2 GPa and 7.8 GPa, respectively. For almost three millennia, iron and its alloy have provided the most commonly used
5120 M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121

8/10/2019 5113-5121
http://slidepdf.com/reader/full/5113-5121 9/9
structural materials, with which two great sciences, mechanics and materials, joined together. Iron and steel still offer great
potential for further discoveries.
4. Conclusions
1. The microstructure in the wheel rim made of the novel bainitic steel has been proved by observation, using a field
emission high-resolution transmission electron microscope(HRTEM) JEM2100F, to be carbide-free bainite, i.e., to
possess bainitic ferrite laths and retained austenite films along the lath boundaries. The thicknesses of the lathsand films are in nanometer scale.
2. The yield strength of the novel bainitic steel is higher than that of pearlite–ferrite steels. This trend is consistent with
the HallPetch relation.
3. The fracture toughness of the novel bainitic steel is also higher than that of pearlite–ferrite steel. This fact can be
explained in terms of the Knott model.
4. The actual load tests and real world trials empirically confirm that the carbide-free bainite wheels have high tough-
ness and service performance.
Acknowledgements
Financial support from the Ministry of Railway and the National 863 Projects is greatly appreciated.
References
[1] Liu ZX, Gu HC. Failure modes and materials performance of railway wheels. J Mater Engng Perform 2000;9(5):580–4.
[2] Tan DT. Present condition and future development of axles and wheels of Chinese railways. In: Proceedings of 12th international wheelset
congress. China: Qingdao; 1998. p. 14–7.
[3] Zhou YM. Wheels and axles of Chinese railway locomotive and car meeting challenges of 21st century. In: Proceedings of 12th international wheelset
congress. China: Qingdao; 1998. p. 10–3.
[4] Weertman JR. Mechanical behavior of nanocrystalline metals. In: Koch CC, editor. Nanostructured materials, Noyes, 2002. p. 397–421.
[5] Hugo R, Kung H, Weertman JR. Defects microstructure and dislocation activity in nanocrystalline metals. In: Zhu YT, Langdon TG, Mishra RS, Semiatin
SL, Saran MJ, Lowe TC, editors. Ultrafine grained materials II. Lang; 2002. p. 307–22.
[6] Meyers MA, Mishra A, Benson DJ. Mechanical properties of nanocrystalline materials. Progr Mater Sci 2006;51:427–556.
[7] Argon AS, Yip S. The strongest size. Philos Mag Lett 2006;86(11):713–20.
[8] Koch C. Bulk behavior of nanostructured materials. In: Siegel RW, Hu E, Roco MC, editors. Nanostructure science and technology. Kluwer; 1999. p.
93–111.
[9] Zhang MR, Gu HC. Microstructure and mechanical properties of carbide-free bainite railway wheel. Mater Sci Tech 2007;23(8):970–4.
[10] Bhadeshia HKDH. Bainite in steels. 2nd ed. IOM Communications; 2001.
[11] Bhadeshia HKDH. Large chunks of very strong steel. Mater Sci Tech 2005;21(11):1293–302.[12] Zhang MR, Qian JQ, Gu HC. The structure stability of carbide-free bainite wheel steel. J Mater Engng Perform 2007;16(5):635–9.
[13] Johnson HH, Paris PC. Subcritical flaw growth. Engng Fracture Mech 1968;1(2):3–45.
[14] Knott JF. Models of fatigue crack growth. In: Smith RA, editor. Fatigue crack growth – 30 years of progress. Pergamon; 1986. p. 31–52.
[15] Armstrong RW. The yield and flow stress dependence on polycrystal grain size. In: Baker TN, editor. Yield, flow and fracture of polycrystals. Applied
Science Publishers; 1983. p. 1–31.
[16] Koch CC, Narayan J. The inverse Hall–Petch effect-fact or artifact? In: Farkas D, Kung H, May M, Swygenhoven HV, Weertman J, editors. Structure and
mechanical properties of nanophase materials. MRS; 2001. p. B5.1.1–1.11.
[17] Bata V, Pereloma EV. An alternative physical explanation of the HallPetch relation. Acta Mater 2004;52:657–65.
[18] Saada G. Hall–Petch revisited. Mater Sci Engng A 2005;400–401:146–9.
[19] Carlton CE, Ferreira PJ. What is behind the inverse Hall–Petch effect in nanocrystalline materials. Acta Mater 2007;55:3749–56.
[20] Honeycombe RWK. Steels-microstructure and properties. Edward Arnold; 1981.
[21] Howell PR. The pearlite reaction in steels: mechanisms and crystallography. Mater Charact 1998;40:227–60.
[22] Heller W. Rail steels, STP 644. ASTM; 1978.
[23] Knott JF. Fundamentals of fracture mechanics. Butterworths; 1979.
[24] Knott JF. Cleavage fracture and the toughness of structural steel. In: Baker TN, editor. Yield, flow and fracture of polycrystals. Applied Science
Publishers; 1983. p. 81–99.
[25] Knott JF. Probabilistic aspects of brittle fracture. In: Soboyejo WO, Lewandowski JJ, Ritchie RO, editors. Mechanisms and mechanics of fracture: The John Knott symposium. TMS; 2002. p. 79–86.
[26] Timokhina IB, Hodgson PD, Pereloma EV. Effect of deformation schedule on the microstructure and mechanical properties of a thermomechanically
processed C–Mn–Si transformation-induced plasticity steel. Metall Mater Trans A 2003;34:1599–609.
[27] Gao HL, Tan YX, Wang XT. Strain induced martensitic transformation in fatigue crack tip zone for an ultra-high strength steel. Acta Metall Sinica
1988;24:A17–23.
[28] Edmonds DV, Cochrane RC. Structure-property relationship in bainitic steels. Metal Trans A 1990;21:1527–40.
[29] Takaki S, Kawasaki K, Kimura Y. Fabrication of ultrafine grained bulk iron through mechanical milling of iron powder. In: Mishra RS, Semiatin SL,
Suryanarayana C, Thadhani NN, Lowe TC, editors. Ultrafine grained materials. TMS; 2000. p. 247–55.
[30] Jia D, Ramesh KT, Ma E. Compressive, tensile, and dynamic behavior of nanophase iron. In: ibid. p. 309–18.
[31] Guo Z, Sato K, Lee TK, Morris JW. Ultrafine grain size through thermal treatment of lath martensitic steels. In: ibid. p. 51–62.
[32] Clatterbuck DM, Chrzan DC, Morris JW. The ideal strength of iron. In: Meyers MA, Ritchie RO, Sarikaya M, editors. Nano and microstructured design of
advanced materials. Elsevier; 2003. p. 173–90.
M.R. Zhang, H.C. Gu / Engineering Fracture Mechanics 75 (2008) 5113–5121 5121
Recommended