
©Schill + Seilacher “Struktol” A.G. 2006
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Advanced compounding Advanced compounding strategies to avoid injection strategies to avoid injection
moulding pitfallsmoulding pitfalls
A presentation for VKRT A presentation for VKRT conference 7conference 7--1212--20062006

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
ContentsContents
•• The Injection Moulding ProcessThe Injection Moulding ProcessCompounds and requirementsCompounds and requirements
•• The AdditivesThe AdditivesChoosing better process additivesChoosing better process additives
•• The Benefits availableThe Benefits available

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Injection MouldingInjection Moulding
•• Suited for high Suited for high numbers of partsnumbers of parts–– Multiple mould cavities Multiple mould cavities
are commonare common–– Good flow properties Good flow properties
are requiredare required

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Injection MouldingInjection Moulding
•• High precision High precision componentscomponents–– Seals, O rings, Seals, O rings, –– Gaskets and bellows,Gaskets and bellows,–– Metal bonded partsMetal bonded parts–– Rubber compounds Rubber compounds
must be well mixedmust be well mixed

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Injection MouldingInjection Moulding
•• Highly automated Highly automated processprocess–– Short production Short production
cycles are usedcycles are used–– Robotised demouldingRobotised demoulding–– High uniformity of High uniformity of
produced partsproduced parts
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Injection Moulding Compounds Injection Moulding Compounds
Key RequirementsKey RequirementsMust have Must have high level of dispersionhigh level of dispersionNeed to have Need to have good flow propertiesgood flow propertiesA A fast cure ratefast cure rate is requiredis requiredMust Must release easilyrelease easily from the mouldfrom the mouldShould be Should be low in mould foulinglow in mould fouling

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Process Additives for Injection MouldingProcess Additives for Injection Moulding
•• Fatty acidsFatty acids•• Functional fatty acids Functional fatty acids –– metal soapsmetal soaps•• SiliconesSilicones•• OrganosiliconesOrganosilicones
Many types of materials are offered to improve all aspects of mixing and especially flow properties
It is important that the additives do not adversely affect compound quality. An understanding of their action is needed
Are all widely used as lubricants or release agents for injection moulding

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Requirements of Process AdditivesRequirements of Process Additives
To improve flow and release To improve flow and release during high during high shear processingshear processing
Best effectBest effect is obtained when the is obtained when the process process additive is added later in the mixing cycleadditive is added later in the mixing cycle
?? However the However the process additive process additive must also bemust also be well well dispersed in the compounddispersed in the compound
With With low temperaturelow temperature and low shear mixing of and low shear mixing of soft compounds this soft compounds this may be a concernmay be a concern

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Measuring Flow PropertiesMeasuring Flow Properties
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000Shear rate (sec-1)
Visc
osity
(ind
ex)
Mooney Viscosity
MixingExtruder Calendar
Capillary Rheometer
RPA
Transfer &InjectionMoulding
Control –
Process additive #1 –
Process additive #2 --

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Relevant Testing is RequiredRelevant Testing is Required
Mooney ViscosityMooney ViscosityOnly as a simple ranking or for basic QCOnly as a simple ranking or for basic QCFixed shear rateFixed shear rate
Rubber Process AnalyserRubber Process AnalyserMore useful as shear rate can be variedMore useful as shear rate can be varied
Capillary RheometerCapillary RheometerEffective over wide shear rateEffective over wide shear rateTime consuming testTime consuming test
Injection Moulding TrialInjection Moulding TrialGives direct indication of performanceGives direct indication of performance
Schill + Seilacher can make all the above tests!Can your supplier do the same?
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Struktol WB 16 an Additive for Injection MouldingStruktol WB 16 an Additive for Injection Moulding
WB 16 is widely used as a lubricant for WB 16 is widely used as a lubricant for improved flow and release properties.improved flow and release properties.
It is high in polarity and is surface actingIt is high in polarity and is surface acting
It is very effective in synthetic polymersIt is very effective in synthetic polymers
It is highly crystalline and has a sharp It is highly crystalline and has a sharp melting point (ca 102melting point (ca 102 °°C)C)
For best effect WB 16 should be added towards the end of mixing
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
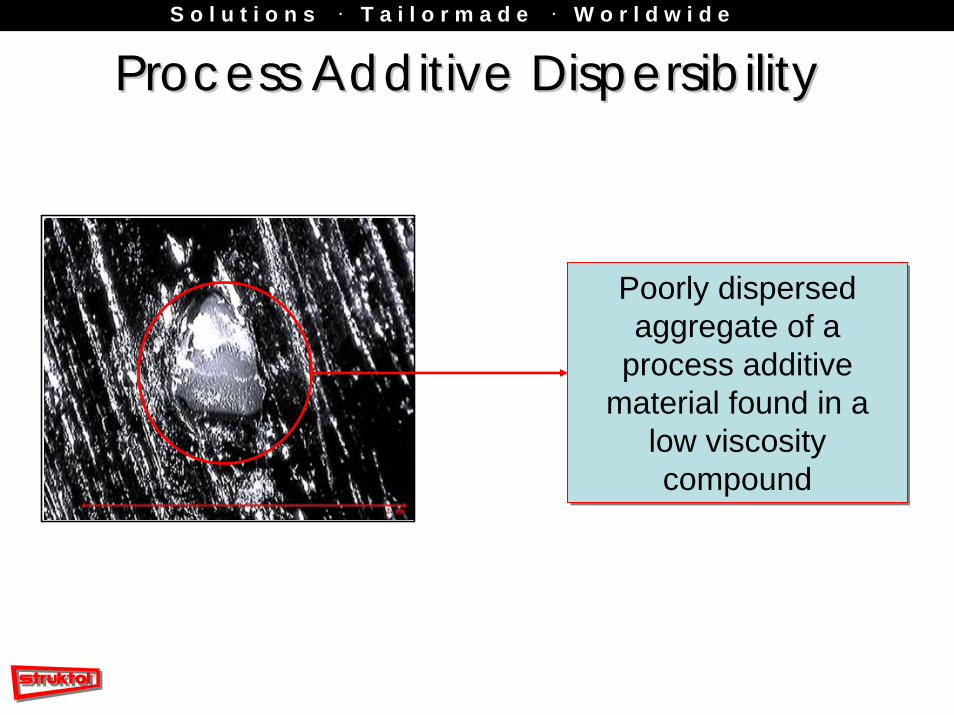
Process Additive DispersibilityProcess Additive Dispersibility
Poorly dispersed aggregate of a
process additive material found in a
low viscosity compound
Poorly dispersed aggregate of a
process additive material found in a
low viscosity compound

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Struktol HT ProductsStruktol HT Products
A new range of products developed to offer A new range of products developed to offer added advantagesadded advantages
Several products have Several products have improved dispersing natureimproved dispersing nature
Easier dispersibility at lower temperaturesEasier dispersibility at lower temperatures
Can be mixed intoCan be mixed into soft compounds soft compounds or ator at end of mixingend of mixing
HT ProductHT Product Standard ProductStandard ProductHT 202HT 202 A 50PA 50PHT 204HT 204 WB 16WB 16HT 266HT 266 EF 44EF 44HT 503HT 503 Aktivator 73Aktivator 73--AA
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
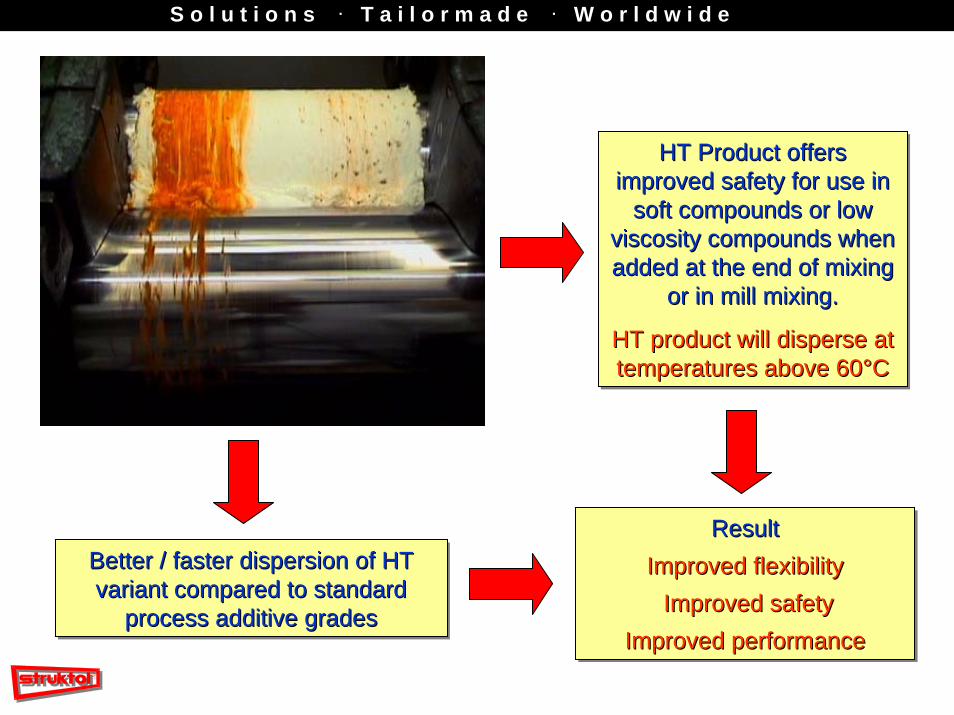
Better / faster dispersion of HT variant compared to standard
process additive grades
Better / faster dispersion of HT Better / faster dispersion of HT variant compared to standard variant compared to standard
process additive gradesprocess additive grades
HT Product offers improved safety for use in
soft compounds or low viscosity compounds when added at the end of mixing
or in mill mixing.
HT product will disperse at temperatures above 60°C
HT Product offers HT Product offers improved safety for use in improved safety for use in
soft compounds or low soft compounds or low viscosity compounds when viscosity compounds when added at the end of mixing added at the end of mixing
or in mill mixing.or in mill mixing.
HT product will disperse at HT product will disperse at temperatures above 60temperatures above 60°°CC
ResultImproved flexibility
Improved safetyImproved performance
ResultResultImproved flexibilityImproved flexibility
Improved safetyImproved safetyImproved performanceImproved performance

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
IngredientIngredient ControlControl WB 16 FlWB 16 Fl WB 16WB 16 HT 204HT 204
CR (Type W)CR (Type W) 100100 100100 100100 100100ODPAODPA 22 22 22 22AFDAFD 11 11 11 11NN--990990 3535 3535 3535 3535Struktol KW 400Struktol KW 400 3030 3030 3030 3030Struktol Zimag 29/43Struktol Zimag 29/43 88 88 88 88Struktol WB 16 FlakeStruktol WB 16 Flake 33
Struktol WB 16 MicrobeadStruktol WB 16 Microbead 33
Struktol HT 204Struktol HT 204 33
DOTGDOTG 11 11 11 11
CBSCBS 11 11 11 11
SulphurSulphur 0.50.5 0.50.5 0.50.5 0.50.5
Single stage mixing in laboratory Banbury. Process additives added late after 2’ 45’’ – together with curativesDump at 3’ 30”
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
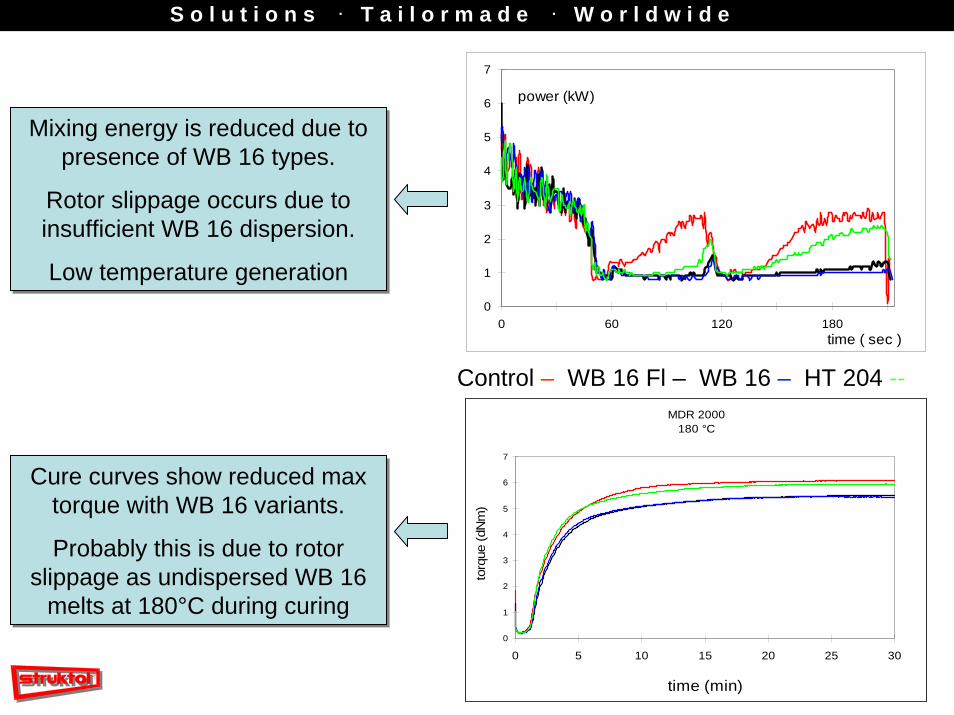
MDR 2000180 °C
0
1
2
3
4
5
6
7
0 5 10 15 20 25 30
time (min)
torq
ue (d
Nm
)
0
1
2
3
4
5
6
7
0 60 120 180time ( sec )
power (kW)
Control – WB 16 Fl – WB 16 – HT 204 --
Mixing energy is reduced due to presence of WB 16 types.
Rotor slippage occurs due to insufficient WB 16 dispersion.
Low temperature generation
Mixing energy is reduced due to presence of WB 16 types.
Rotor slippage occurs due to insufficient WB 16 dispersion.
Low temperature generation
Cure curves show reduced max torque with WB 16 variants.
Probably this is due to rotor slippage as undispersed WB 16
melts at 180°C during curing
Cure curves show reduced max torque with WB 16 variants.
Probably this is due to rotor slippage as undispersed WB 16
melts at 180°C during curing

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Control WB 16 Microbead
WB 16 Flake HT 204 (Microbead)
Microscope images of cut surfaces of vulcanisates

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Tensile StrengthTensile Strength
0
2
4
6
8
10
12
14
MPa
Control WB 16 Flake WB 16Microbead
HT 204

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
ConclusionConclusion
In a soft / low temperature mixing In a soft / low temperature mixing compound for injection mouldingcompound for injection moulding
Struktol WB 16 flake did not disperseStruktol WB 16 flake did not disperse
Struktol WB 16 microbead was borderlineStruktol WB 16 microbead was borderline
Struktol HT 204 was fully OKStruktol HT 204 was fully OK

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Evaluate the Point Of AdditionEvaluate the Point Of Addition
Is better performance obtained ?Is better performance obtained ?
•• Late addition Late addition avoids process additiveavoids process additivebecoming becoming bound to active filler surfacebound to active filler surface
•• Increased Increased process additive mobilityprocess additive mobility will will result in result in improved flow and releaseimproved flow and release
•• Process additive Process additive must disperse OKmust disperse OK

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
IngredientIngredient ControlControl HT 204 earlyHT 204 early HT 204 lateHT 204 late
Silica (VN3)Silica (VN3) 1010 1010 1010
CR (Type W)CR (Type W) 100100 100100 100100ODPAODPA 22 22 22AFDAFD 11 11 11NN--220220 3030 3030 3030
Struktol KW 400Struktol KW 400 1010 1010 1010Struktol Zimag 29/43Struktol Zimag 29/43 88 88 88Struktol HT 204 (added early)Struktol HT 204 (added early) 33
Struktol HT 204 (added late)Struktol HT 204 (added late) 33
DOTGDOTG 11 11 11
CBSCBS 11 11 11
SulphurSulphur 0.50.5 0.50.5 0.50.5
Single stage mixing in laboratory Banbury. HT 204 added early after 30 seconds – together with silicaHT 204 added late after 2’ 30” - together with curativesDump at 3’ 30”

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Injection Mould Flow TrialsInjection Mould Flow Trials
•• Use a Use a ““Spider MouldSpider Mould””–– Uninterrupted mould flowUninterrupted mould flow
•• Measure each Measure each moulding weightmoulding weight–– Plot for each compoundPlot for each compound
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
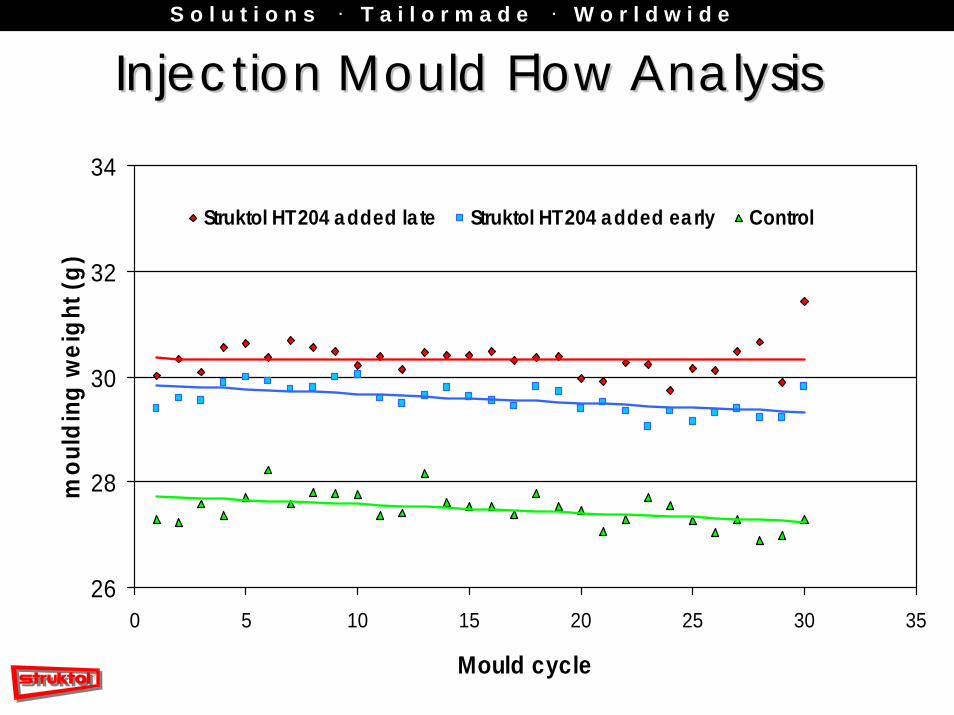
Injection Mould Flow AnalysisInjection Mould Flow Analysis
26
28
30
32
34
0 5 10 15 20 25 30 35
Mould cycle
mou
ldin
g w
eigh
t (g)
Struktol HT 204 added late Struktol HT 204 added early Control

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Spider MouldingsSpider Mouldings
ControlControl Struktol HT 204 Struktol HT 204 added earlyadded early
Struktol HT 204 Struktol HT 204 added lateadded late

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
ConclusionConclusion
The point of addition has an influenceThe point of addition has an influence
Late additionLate addition resulted in resulted in increased increased flow propertiesflow properties for the same loadingfor the same loading
Struktol HT 204 dispersed OKStruktol HT 204 dispersed OK when when added late in mixingadded late in mixing

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Evaluate Mould FoulingEvaluate Mould Fouling
Injection moulding is a high volume process for Injection moulding is a high volume process for production of precision components. Down production of precision components. Down time due to mould fouling must be minimisedtime due to mould fouling must be minimised
Evaluate the influence of process Evaluate the influence of process additives on degree of mould foulingadditives on degree of mould fouling

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Reduced Injection Mould FoulingReduced Injection Mould Fouling
IngredientIngredient ControlControl CompetitorCompetitor Struktol HT 282Struktol HT 282
Vulkanox HS/LGVulkanox HS/LG 11 11 11
Vistalon 3666Vistalon 3666 175175 175175 175175NN--550550 9595 9595 9595Paraffinic OilParaffinic Oil 1010 1010 1010ZnOZnO 1010 1010 1010
Vulkanox MB2/MGVulkanox MB2/MG--CC 11 11 11Competitor productCompetitor product 44
Struktol HT 282Struktol HT 282 44
Perkadox 14Perkadox 14--4040 88 88 88
Sartomer 206Sartomer 206 2.52.5 2.52.5 2.52.5
Peroxide cured EPDM with co-agent is highly mould foulingStruktol HT 282 is a silicone based lubricant / release agentA competitive product offered for injection moulding is included

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Injection Mould Flow AnalysisInjection Mould Flow Analysis
22
23
24
25
26
Mould cycle
mou
ldin
g w
eigh
t (g)
Control Competitor additive Struktol HT 282

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Spider MouldingsSpider Mouldings
ControlControl Competitor additiveCompetitor additive Struktol HT 282Struktol HT 282
S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
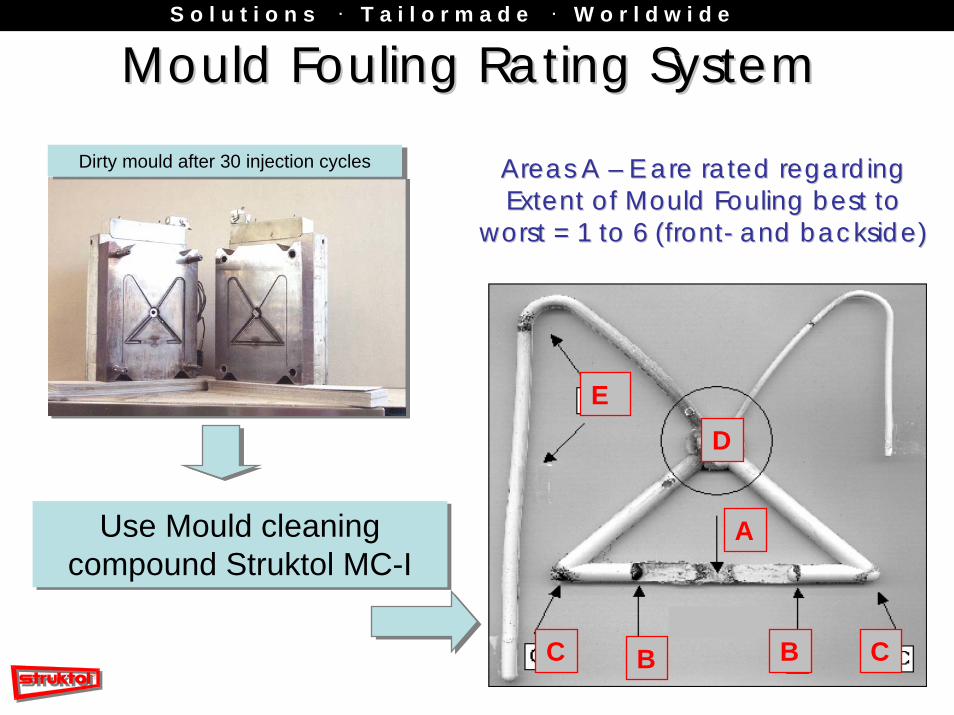
MouldMould Fouling RatingFouling Rating SystemSystem
Use Mould cleaningcompound Struktol MC-I
Use Mould cleaningcompound Struktol MC-I
Dirty mould after 30 injection cyclesDirty mould after 30 injection cycles AreasAreas A A –– E E areare ratedrated regardingregardingExtentExtent of of MouldMould FoulingFouling bestbest to to
worstworst = 1 to 6 = 1 to 6 ((frontfront-- and and backsidebackside))
ED
C B B C
A

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Mould Cleaning Compound TrialsMould Cleaning Compound Trials
Struktol HT 282Struktol HT 282
Rating = 6Rating = 6
ControlControl
Rating = 12Rating = 12
Competitor additiveCompetitor additive
Rating = 12Rating = 12
Cleaning compound used to remove mould fouling deposited following 30 injection mouldings with each compound
Cleaning compound used to remove mould fouling deposited following 30 injection mouldings with each compound

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
ConclusionsConclusions
Process additives for injection mouldingProcess additives for injection mouldingMust be selected with careMust be selected with careThe point of addition is an important factorThe point of addition is an important factorConsider additive dispersibilityConsider additive dispersibilityMicrobead products safer than pelletisedMicrobead products safer than pelletised
Struktol HT products are safer in all compoundsStruktol HT products are safer in all compoundsAre more efficient when added later in mixingAre more efficient when added later in mixingCan contribute towards reduced mould foulingCan contribute towards reduced mould fouling

S o l u t i o n s . T a i l o r m a d e . W o r l d w i d e
Thank you for your attentionThank you for your attentionThank you for your attention
For more info: www.struktol.deFor more info: www.struktol.deFor more info: www.struktol.de
Distributed in this region by:
C.N. Schmidt B.V.
www.cnschmidt.nl
Distributed in this region by:Distributed in this region by:
C.N. Schmidt B.V.C.N. Schmidt B.V.
www.cnschmidt.nlwww.cnschmidt.nl
Recommended

















