8/11/2019 Amrita JoMFT11
1/35
INFLUENCE OF THE JOHNSON COOK MATERIAL MODEL PARAMETERS AND
FRICTION MODELS ON SIMULATION OF ORTHOGONAL CUTTING PROCESS
Amrita Priyadarshini, Surjya K. Pal and Arun K. SamantarayDepartment of Mechanical Engineering, Indian Institute of Technology Kharagpur,
Kharagpur 721302, West Bengal, India
ABSTRACT
In the recent past, Finite Element (FE) modeling has emerged as one of the most effective tools
that could substitute the conventional time consuming and expensive experimental tests to a great
extent. This work deals with FE model-based analysis of the two critical factors during
orthogonal cutting, namely the flow stress characterization of work material and the frictional
boundary conditions at the tool-chip interface. We exploit the new set of Johnson-Cook constants
reported recently along with two other sets of data that are commonly used in finite element
modeling for orthogonal cutting of AISI 4340 steel. The new set of Johnson-Cook material data
has not been used yet in any reported work on the orthogonal cutting process simulation. Besides,
a comparative study has been made by considering seven most relevant friction models among
various models proposed by researchers, including a relatively newer one. Though few works are
already available related to friction modeling, the uniqueness of the presented results lies in the
consideration of several friction models where friction coefficients are functions of temperature,
stress and sliding velocity, etc. Results show that the cutting conditions are the critical parameters
which decide the type of friction encountered in the chip formation process and, therefore, the
friction model has to be selected based on the cutting conditions for best results.
Keywords:Orthogonal cutting, Finite element simulation, Friction modeling, Johnson-Cook
material model
Corresponding author: Phone: +91-3222-282996, Fax: +91-3222-255303; E-mail: [email protected]
8/11/2019 Amrita JoMFT11
2/35
1.INTRODUCTION
Machining process is one of the commonly used manufacturing processes. Because of its broad
use and complexity, continuous effort is being made to solve practical problems associated with
efficient material removal. This is achieved primarily through detailed study of the chip formation
process. Although experimental and analytical studies have contributed significantly to the
improvement of the machining process, researcher is now more focused in developing accurate
models based on numerical techniques. Finite element method is one such promising tool. These
simulations not only substitute the expensive and time consuming experimental tests for
predicting some of the difficult to measure variables (stress, strain and machining temperature),
but also determine results with higher accuracy as compared to the analytical models.
One of the first FE models developed for metal cutting process was by Klamecki (1973) in the
year 1972. Since then many works have been found to use FEM for gaining better understanding
of the machining process. Numerous FE codes such as DEFORM, FORGE2, ABAQUS/Standard,
ABAQUS/Explicit, Ansys/LS-DYNA have come up that are being used by the researchers; thus
giving results closer to the experimental ones. However, it should be noted that the accuracy of
FE modeling is determined by how adequately the characterization of selected input parameters
reflect the deformation behaviour undergoing during the chip formation in the actual practice. In
general, application of finite element modeling to cutting process involves consideration of
certain key features such as type of formulation (Eulerian, Lagarangian or Arbitary Lagrangian
Eulerian), material models, friction models and chip separation criterion. Lagrangian formulation
is easy to implement, efficient and fast converging but unable to handle large deformation
problems involving high mesh distortion. This necessitates the incorporation of chip separation
criterion to simulate the cutting action at the cutting zone (Strenkowski and Moon, 1990).
Eulerian approach, on other hand, permits simulation of machining process without the use of any
8/11/2019 Amrita JoMFT11
3/35
mesh separation criterion. But the main drawback of Eulerian formulation is that it is unable to
model the free boundaries and may only be used when boundaries of the deformed material are
known a priori. While Arbitrary Lagrangian Eulerian (ALE) formulation is the one which takes
the best part of both Lagrangian and Eulerian formulations and combines them into one. ALE
reduces to a Lagrangian form on free boundaries of the chip while maintains an Eulerian form at
locations where significant deformation occurs, as found during the deformation of material in
front of the tool tip (Rakotomalala, Joyot and Touratier, 1993). ALE formulation is utilized
mostly to eliminate the termination of analysis due to excessive mesh distortion that is likely to
occur in the vicinity of the tool tip.
Many chip separation criteria have been used in the literature which can be broadly categorized as
geometrical (based on distance tolerance from the tool tip) and physical types (based on stress,
strain or strain energy density). Strenkowski and Carrol (1985) introduced the chip separation
criterion based on the effective plastic strain and found that chip geometry and forces are
unaffected by varying the threshold of the effective plastic strain. The simulation results of Huang
and Black (1996) showed that the type of chip separation criterion did not greatly affect chip
geometry and the distributions of stress and strain but it did affect the distribution of residual
stresses on the machined surface. Some researchers tried to introduce ductile failure in chip
separation. Rosa et al. (2007) evaluated two fracture modes, namely, specific distortional energy
criterion and tensile cracking criterion (Cockroft-Latham ductile failure) and concluded that
former is an appropriate criterion to evaluate ductile damage. The Johnson-Cook damage model
is an extension of specific distortion energy criterion which has come up as an efficient model to
simulate the chip separation and thus, is being widely used in machining problems. Though the
energy required for the separation of work material and chip is recognized, it is usually neglected
when compared to shearing and friction energies (Shaw, 2003). It is found that mostly the chip
separation criterion is considered as a mere computation fix in order to permit the tool movement
8/11/2019 Amrita JoMFT11
4/35
into the work material (Atkins, 2003). While incorporating damage models, generally a thin
sacrificial layer is implemented and chip is formed due to failure/deletion of these elements
(Vaziri, Salimi and Mashayekhi, 2010).
The right type of formulation and chip separation criterion are undoubtedly essential for
simulating the cutting process but they do not affect the chip formation process, in terms of chip
morphology and cutting forces significantly. According to Ng et al. (2002), the difficulties in
accurate FE modeling of cutting process arise basically from two critical factors, namely,
dependence of the chip formation process on the material models describing the flow stress
property of the workpiece material and the friction conditions between the tool rake face and the
chip.
1.1.Material models
Several classical plasticity models have been widely employed that represent, with varying
degrees of accuracy, the material flow stresses as a function of strain, strain rate and temperature.
These models include the Oxley model (Oxley, 1989), the Johnson-Cook model (Johnson and
Cook, 1983), Zerilli-Armstrong model (Zerilli and Armstrong, 1987), Usui model (Usui and
Shirakashi, 1982), Mechanical Threshold Stress (MTS) model (Banerjee, 2007), Litonski-Batra
model (Litonski, 1977; Batra, 1988), Maekawa model (Maekawa, Shirakashi and Usui, 1983),
etc. Davies et al. (2003) compared the experimental results for machining of AISI 1045 steel to
the predictions of three different material models, namely, Johnson-Cook model, Zerilli-
Armstrong model and Power law rate dependent model. Adibi-Sedeh et al. (2005) have presented
a detailed comparison of various process variables using Oxley model, Johnson Cook model and
Maekawa history dependent model for AISI 1045 steel and found that Johnson-Cook model
predicts chip thickness better when compared with other models as well as experimental results.
Shi and Liu (2004) found that the predicted residual stresses and the chip curl varied for the type
8/11/2019 Amrita JoMFT11
5/35
of models selected, namely, Litonski-Batra, Power law, Johnson-Cook and Bodner-Partom
models while machining Hy-100 steel. They found that the forces predicted by Johnson-Cook
model deviate by less than 13% and the chip thickness and shear angle do not deviate from the
measurement by more than 9%. It is noted that Johnson-Cook model is the most popular model
and often found to be used as the benchmark for comparison of different other models. This could
be attributed to the fact that it not only shows less discrepancy between the predicted and the
experimentally found chip morphology and cutting forces but also, the basic form of the model is
readily acceptable to most computer codes, since it uses variables which are available in the codes
(Johnson and Cook, 1983). This material model defines the flow stress as a function of strain,
strain-rate and temperature such that, it not only considers the strain rates over a large range but
also temperature changes due to thermal softening by large plastic deformation. Johnson-Cook
model is not restricted to the continuous chip formation only; it is equally efficient in simulating
the formation of segmented or saw teeth type chip which are found while machining hardened
steels such as AISI 4340, AISI H13 as well as Titanium alloys based on adiabatic shearing
(Mabrouki and Rigal, 2006; Ng and Apsinwall, 2002; Baker, Rosler and Seimers, 2002).
However, every model has its own limitations and hence, it is not always true that Johnson-Cook
model gives better results than any other models in all cases (Fang, 2003). Recently, researchers
are working on temperature dependent flow softening based modified Johnson-Cook material
where flow softening, strain hardening and thermal softening effects and their interactions are
coupled in order to simulate segmented chip formation while machining Titanium alloy (Sima
and Ozel, 2010; Calamaz, Coupord and Girot, 2008).
Majority of these constitutive material models do not adequately represent the flow stress
property of the workpiece that is usually heat treated to hardness levels ranging from 50-62 HRC
as in the case of hard machining (Umbrello, Hua and Shivpuri, 2004). Gradually, researchers are
attempting to develop innovative models that include the effect of hardness in the flow stress
8/11/2019 Amrita JoMFT11
6/35
models to reflect the heat treatment on the selected material. Umbrello, Hua and Shivpuri (2004)
and Umbrello et al., (2008) have proposed hardness based flow stress models for AISI 52100 and
AISI H13 tool steel by taking Johnson Cook model as the reference flow stress curve for hardness
46 HRC as well as including an additional component that takes into account the variation of
workpiece hardness on flow stress. It has been reported that the value of JohnsonCook constant,
A, varies with the temper of the steel. Banerjee (2007) fitted the yield stress versus Rockwell C
(Rc) hardness curve for AISI 4340 steel to determine the value of A for various tempers. In
addition to the selection of suitable material model, selection of correct values of constants used
in the material models are also critical for predicting the forces, chip morphology and cutting
temperatures with reasonable accuracy. Umbrello, Saoubi and Outeiro (2007) studied the effects
of five different sets of work material constants available in the literature by using them in the
JohnsonCook constitutive equation for orthogonal cutting of AISI 316L and predicted the
cutting forces, chip morphology, temperature distribution and residual stresses. Lesuer (200)
defined a new set of material constants to be used in the JohnsonCook model for Ti6Al4V and
2024-T3 aluminium based on the performed experiments and additional data from past literature.
Similarly, Ozel and Karpat (2007) utilized the evolutionary computational methods of classical
particle swarm optimization and cooperative swarm optimization to identify the JohnsonCook
constants for AISI 1045, AISI 4340, AA6082 aluminium and Ti6Al4V titanium alloy. The
present paper aims to exploit the new set of Johnson-Cook constants found by Ozel and Karpat
(2007) along with two other sets of data that are commonly used in FE modeling of orthogonal
cutting of AISI 4340 steel.
1.2.
Friction models
Another important aspect while simulating the chip formation process is identification of the
frictional parameters at the tool chip interface. Accuracy of the developed model depends on the
frictional boundary conditions because of its direct effect on the forces and distribution of stresses
8/11/2019 Amrita JoMFT11
7/35
and temperatures over the rake surface. The tool-chip interfacial conditions are hard to evaluate
experimentally due to high strain and temperature occurring in a localized region. As a
consequence, frictional parameters are assumed based on the experimental tests conducted on
much lower strain and temperature.
It is known that the simplest way of characterizing tool-chip friction is to assume Coulombs
friction law where coefficient of friction is considered constant over the entire rake surface. The
coefficient of friction () is defined as the ratio of the cutting force parallel to the tool rake face to
the force normal to the rake face. In past, researchers have evaluated the value of
experimentally and found it to be ranging from 0.2 to as high as 1.8 (Zorev, 1966; Kronenberg,
1966; Usui and Takeyama, 1960); whereas, the value of used in reported FE models is found to
lie in a range of 0.0-0.5 (Strenkowski and Moon, 1990; Komvopoulos and Erpenbeck, 1991;
Strenkowski and Carroll, 1985). The idea of using values below the limiting values not only suit
the sliding conditions but also produce results that are in good agreement with the experimental
ones. However, few researchers strictly pointed out that the concept of coefficient of friction is
not adequate to define the tool-chip interfacial conditions. Still the concept is being widely used
by the researchers even today because it makes the problem simpler. Besides coefficient of
friction, constant shear friction factor mhas also been utilized as an input into the FE simulations
to represent the friction at entire tool-chip interface in some of the works (Filice et al., 2007). This
law again neglects altogether the low stress variation of frictional stress with normal stress n .
But, experimental investigations carried by Zorev (1963), Childs (1998) and Lee, Liu and Lam
(1995) suggested that the normal and frictional stresses are not uniform over the tool rake face.
The tool-chip contact consists of two distinct regions, namely, a sticking zone near the cutting
edge and a sliding zone away from the cutting edge. In the sticking region, very high values of
normal stress occur while the frictional stress is assumed to be equal to the equivalent shear stress
limit of the workpiece material. No relative motion exists between the tool and the chip. On the
8/11/2019 Amrita JoMFT11
8/35
contrary, in the sliding region normal stress is small and relative sliding of chip on the rake
surface occurs that is assumed to obey the Coulombs friction law. A modified Coulombs law as
reported by Shi, Deng and Shet (2002) is one such model that takes care of the stick-slip zones
along the tool-chip interface.
Literature suggests that none of the friction models is perfect. Therefore, newer varieties of
friction models are being developed by incorporating suitable modifications to the basic friction
laws. Wu, Dillon and Lu (1996) extended the Zorev friction model where they assumed sticking
and sliding regions to be of equal lengths such that the frictional stress is the function of the
equivalent stress in the sliding region, while in the sliding region it decreases linearly to zero.
Usui and Shirakashi (1982) described the frictional force behaviour as a function of normal force
depending on the workpiece-tool material combination. Recently, relevant values of friction
coefficients have been obtained under high velocity, high temperatures and high pressures by
using a newly designed tribometer (Zemzemi et al., 2008). This system has helped to identify new
friction models for different workpiece materials based on the average local sliding velocity. It
has been found that the most relevant parameter affecting the adhesive friction coefficient is the
local sliding of the workpiece material against the cutting tool (Zemzemi et al., 2009; Rech et al.,
2009; Bonnet et al., 2008). Few researchers have suggested that the friction coefficient may vary
with temperature (Ng et al., 2003; Guo and Liu 2002). Generally speaking, friction coefficients
decrease with increasing relative sliding speed and as the speed increases, contact temperature
increases due to greater frictional work being done. Hence, decrease of friction coefficient with
increasing temperature logically follows. Besides, extreme temperature variation occurs in the
case of machining process. Moufki, Molinari and Dudzinski (1998) have considered that the
interface temperature has the primary role; and they used Coulomb law in which the friction
coefficient is a monotonically decreasing function of temperature. Ozlu, Budak and Molinari
(2009) demonstrated that true representation of the friction behaviour should involve both
8/11/2019 Amrita JoMFT11
9/35
sticking and sliding zones on the rake face for the accurate predictions. They stated that the total
contact length on the rake face is 3-5 times the feed rate such that for high cutting speeds the
contact is mainly sliding. While in one of the recent works, Arrazola and Ozel (2010) investigated
the effect of limiting shear stress at the tool-chip interface on frictional conditions by coupling
sticking and sliding friction. The investigations revealed that the stick-slip friction models should
be used with caution since limiting shear stress value is dependent on local deformation
conditions and temperatures. Brocail et al. (2010) proposed a friction law according to variables
like contact pressure, interfacial temperature, sliding velocity and Coulombs friction coefficient
and derived the constants with the help of a numerical model of upsetting sliding test. In few of
the recent works, comparison of some selected friction models has been presented showing their
effect on FE simulations for orthogonal cutting of AISI 1045, low carbon free cutting steel
(LCFCS) and AISI 4140 (Filice et al., 2007; Ozel, 2006; Haglund, Kishawy and Rogers, 2008). It
is suggested that the examined models are insufficient and further investigation is needed. Hence,
the present work makes an attempt to give some insight in the friction modeling problem by
considering seven most relevant friction models among various models proposed by past
researchers, including a relatively newer one, in the FE modeling of orthogonal cutting.
From the critical review of literature, it can be stated that the selection of appropriate material
models and friction models is a critical issue in FE simulation of machining process. The main
objective of the research reported here is to study the effects of three different set of material
constants used in Johnson-Cook material model and the effects of seven different types of friction
models on the process variables in finite element modeling of orthogonal cutting of AISI 4340 by
using a carbide tool.
8/11/2019 Amrita JoMFT11
10/35
2.SIMULATION PROCEDURE
2.1. Model features
The present work focuses on the developing a 2D FE model of chip formation process based on
orthogonal cutting conditions. A plane strain condition was assumed because the feed value is
generally very less as compared to the depth of cut. A fully coupled thermal-stress analysis
module of finite element software ABAQUS/Explicit version 6.7 has been employed to perform
the study of chip formation process. This makes use of elements possessing both temperature and
displacement degrees of freedom. It is necessary because metal cutting is considered as a coupled
thermo-mechanical process, wherein, the mechanical and thermal solutions affect each other
strongly. The explicit dynamics procedure used is computationally efficient for the analysis of
metal cutting process that involve very large deformations and complicated contact conditions.
Furthermore, Arbitrary Lagrangian Eulerian (ALE) adaptive meshing technique is more generally
applicable in ABAQUS/Explicit. This approach provides control of mesh distortion which is
again very much possible in the case of cutting process undergoing large deformations (Abaqus
version 6.7 analysis users manual, 2007).
The 2D model comprises a portion of cutting tool which participates in the cutting and a
rectangular block representing the workpiece. The cutting tool is considered to be perfectly sharp
based on the fact that the effect of tool edge radius hardly plays any role once a steady state is
reached in cutting. Such assumption has been taken for the simplicity of problem by many of the
researchers (Shi, Deng and Shet, 2002; Mabrouki et al., 2008b).The cutting tool includes the
following geometrical angles: inclination angle 90= , rake angle 6 = and flank angle
5= . Both the tool and the workpiece are modeled as deformable bodies and discretized with
four-node plane strain thermally coupled quadrilateral, bilinear displacement and temperature
(CPE4RT) type elements. As boundary conditions, the cutting tool movement is constrained in
8/11/2019 Amrita JoMFT11
11/35
both vertical and horizontal directions and the workpiece block was given the cutting velocity.
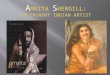
The geometric details and the boundary conditions of the FE model are shown in Fig. 1. The tool
and the workpiece are initially at the room temperature. Heat transfer from the chip surface to
cutting tool is allowed by defining the conductive heat transfer coefficient (h) equal to 500
2kW m K (Coelho, Ng and Elbestawi, 2007). Thermal radiation from the free surface of the
chip to the surrounding as well as heat transfer between the boundaries of the machined surface
and air are considered insignificant and are thus, neglected. Johnson-Cook shear failure model is
employed as the damage model to the damage zone (Mabrouki and Rigal, 2006). This model
along with the ELEMENT DELETION = YES module of the software allow the separation of the
chip from the workpiece (Abaqus version 6.7 analysis users manual, 2007; Mabrouki et al.,
2008a). The INELASTIC HEAT FRACTION and the GAP HEAT GENERATION modules of
the software are used to incorporate heat generation rate due to plastic deformation (pq )and heat
generation rate due to friction on the toolchip interface ( fq ) by introducing (fraction of the
inelastic heat) andf (fraction of the frictional work), respectively (Abaqus version 6.7 analysis
users manual, 2007; Mabrouki et al., 2008b).
2.2.Physical properties of the cutting tool and workpiece materials
The present work considers machining of AISI 4340 using tungsten carbide cutting tool. The
Table 1 lists the properties of both cutting tool and the workpiece material used in simulation of
the chip formation process (Mabrouki and Rigal, 2006).
2.3. Material model
Several material constitutive models have been used in FE analysis of metal cutting processes.
Johnson-Cook model, being most widely used, is employed to describe the flow stress property of
workpiece material AISI 4340 in this study. This material model defines the flow stress as a
8/11/2019 Amrita JoMFT11
12/35
function of strain, strain-rate and temperature such that, it not only considers the strain rates over
a large range but also temperature changes due to thermal softening by large plastic deformation.
According to Johnson-Cook constitutive material model, von Mises tensile flow stress of the
workpiece is described as follows:
( )
cos
1 ln 1
m
n room
o melt roomelasto plasicterm vis ity softening
term term
T TA B C
T T
= + +
(1)
where, is the equivalent stress, Ais the initial yield stress (MPa), Bis the hardening modulus
(MPa), n is the work-hardening exponent, C is the strain rate dependency coefficient, m is the
thermal softening coefficient, is the equivalent plastic strain, is the plastic strain rate, o is
the reference strain rate (1.0 s1), roomT is room temperature, meltT is the melting temperature,
These work material constants have been found by various researchers by applications of several
methods, thus producing different values of data sets for a specific material. As a result, selection
of suitable data sets along with appropriate material model becomes equally important. The
present study selects three sets of Johnson-cook material constants, including a relatively new
data set explored by an evolutionary computational method, namely, M1, M2 and M3 from the
available literature. A brief description of each of the sets of data is given below, while the values
are listed in the Table 2.
M1: The data for the material constants of M1 were obtained by performing torsion tests over a
wide range of strain rates (quasi-static to about 400/s); dynamic Hopkinson bar tensile tests over a
wide range of temperatures as well as the static tensile tests. The data were then evaluated by
comparing computation results with data from cylinder impact tests (Johnson and Cook, 1983).
The values obtained are found to be used widely in the literature.
8/11/2019 Amrita JoMFT11
13/35
M2: Ozel and Karpat (Ozel and Karpat, 2007) developed a new methodology that utilizes an
evolutionary computational method with the aim of minimizing error in identifying the Johnson-
Cook constitutive model parameters. The material constants of M2 were explored and
recalculated by cooperative particle swarm optimization (CPSO).
M3: The M3 set of material constants were identified by conducting Split Hopkinson pressure bar
compression tests over a wide range of temperatures (-196C to 600C) and strain rates (quasi-
static to about 7000/s). A computer program was used to perform optimization to fit the
experimental data (Gray et al., 1994).
2.4. Friction models
Friction modeling plays a significant role as it is known to considerably influence the accuracy in
simulation of the chip formation process. Several models have already been proposed with the
aim of achieving results closer to the experimental data. In this study, seven friction models
developed by the researchers in the past were selected to study their effect on the process
variables. This section briefly discusses the selected friction models.
F1: Constant friction coefficient model
This model simply considers the coulombs friction law on the entire contact zone (Strenkowski
and Moon, 1990). The software defines this model by introducing a constant value of coefficient
of friction which, in the present case, is equal to 0.2 (Komvopoulos and Erpenbeck, 1991;
Mabrouki et al., 2008b).
F2: Constant friction coefficient with limited shear stress model
This model allows introduction of stick-slip conditions at the tool chip interface by defining the
equivalent shear stress limit from the beginning for sticking zone and a constant value of
8/11/2019 Amrita JoMFT11
14/35
coefficient of friction () for the sliding zone (Shi, Deng and Shet, 2002; Mabrouki et al., 2008b).
The constitutive mathematical model is given as:
max maxn
maxn n
, for ( Sticking zone)
, for ( Sliding zone)
=
(2)
In the sticking zone, the normal stress ( n ) is very large and frictional stress ( ) is assumed to
be equal to the equivalent shear stress limit, max . The value of max can be approximated
as 3A , where A is the initial yield stress (Mabrouki et al., 2008). In the sliding zone, the
normal stress is small and the frictional stress follows the simple Coulombs law with =0.2
(Komvopoulos and Erpenbeck, 1991; Mabrouki et al., 2008b).
F3: Variable friction coefficient as a function of temperature
The friction law in this model accounts for the temperature effects. The model postulates the
Coulombs law with a mean coefficient of friction ( ) in terms of mean interface temperature
(Tint) as defined below (Moufki, Molinari and Dudzinski, 1998):
int( )T = (3)
It is assumed that coefficient of friction is a decreasing function of temperature i.e. decreases
linearly to zero as the average temperature reaches the melting point of the workpiece material.
F4: Variable friction coefficient as a function of normal stress
This model defines the coefficient of friction as a function of the average normal stress ( n ) over
the entire tool chip contact surface. This is expressed as follows:
8/11/2019 Amrita JoMFT11
15/35
n
= . (4)
The normal stress and shear stress ( ) values used for the evaluation of are taken from the
experimentally found stress distributions by Buryta, Sowerby and Yellowley (1994).
F5: Variable friction coefficient as a function of sliding velocity
This model considers a variable friction coefficient as a function of the average local sliding
velocity at the tool-chip contact. Zemzemi et al. (2009) identified a new empirical friction model
based on the local sliding velocity lsV as follows:
057.0)ln(07.0 += lsV (5)
This friction relates the friction coefficient and the local sliding velocity in the range of 2-170
m/min corresponding to the cutting velocity up to 200 m/min.
F6: Rate dependent friction coefficient model
This recent friction model developed by Tawfiq (2007) is expressed by the following relation:
+= eksk )( (6)
where, k is the coefficient of kinetic friction, s is coefficient of static friction, is the
exponential decay coefficient and v is the relative sliding velocity of the slave and master
surfaces. The optimum values of coefficients, s = 0.4 and k = 0.2 were determined through
trial and error approach (Tawfiq, 2007).
8/11/2019 Amrita JoMFT11
16/35
F7: Two friction coefficients model
In this model, basic Coulombs law is implemented with two different coefficients for specified
portions of the contact length ( cL ), namely sticking region ( stickingL ) and sliding region. On the
basis of past research, the length of the sticking region was assumed equal to the uncut chip
thickness (Ozel, 2006). In order to apply this at the tool-chip interface, the tool rake surface was
split into two sections such that
23.0= when stickingLx0 and 15.0= when csticking LxL ,
wherexis the distance measured from the tool tip along the tool rake face. The constant values of
were taken based on the existing literatures (Komvopoulos and Erpenbeck, 1991; Ozel, 2006).
3. RESULTS AND DISCUSSION
In this section, numerical results obtained from FE simulations with different types of Johnson-
Cook material constants and the friction models are presented.
3.1. Johnson-Cook material constants
Since chip morphology affects the stress, strain and temperature distributions, prediction of the
right kind of chip morphology through finite element simulations is an important aspect in the
study of metal cutting. This motivates us to carefully select the material model as well as the
corresponding material constants to be used in the flow stress equation of the chosen material
model. The results dealing with three different sets of Johnson-Cook material constants, namely,
M1, M2 and M3 (see Table 1) are presented in this section. The friction model for each of the
three cases are kept same i.e. constant friction model with limited shear stress, so that the results
can be compared on the same conditions. Fig. 2 shows the predicted chip morphology and the
8/11/2019 Amrita JoMFT11
17/35
cutting force ( cF ) variation over a simulation time of 2 ms at cutting velocity of 100 m/min and
uncut chip thickness of 0.2mm for different values of material constants (M1, M2 and M3). The
chip morphology may be described in terms of the average values of segmented chip geometry
such as distance between two saw-teeth (D), peak (a) and valley (b). In addition, the
corresponding cutting force profiles are presented which not only show the predicted values of
cutting forces but also aid in deriving the segmentation frequency. The segmentation frequency
(fSN in Hz) can be calculated as:
( )1000
N
=
initialfinalSN
TTf (7)
where, N = number of saw teeth produced between a given time interval of initialT to finalT .
The results in Figure 1 show too much variation in the predicted chip morphology, cutting force
values and the segmentation frequency with the change in the values of material constants. When
the sets M2 and M3 are compared with M1, cutting forces showed a deviation of as high as 68%.
While 63% of deviation in chip geometry and almost 50% of deviation in segmentation frequency
were observed. As discussed earlier, the constantA used in the Johnson-Cook model is known to
vary with the temper of steel and hence can be correlated to the hardness of the work material
(Banerjee, 2007). It is also evident from literature that as the hardness changes, there is a change
in the flow stress of the work material (Umbrello et al., 2007). That the value ofAaffects the chip
morphology, segmentation frequency as well as cutting force values is therefore, a logical
conclusion. Generally, harder the workpiece material, higher is the tendency for the deformation
to localize and thus produce more prominent segmented chips even at low cutting speeds
(Umbrello, Hua and Shivpuri, 2004). This can be figured out in the case of M3 where the value of
Ais highest. Not only the saw teeth are well defined for M3 but also the segmentation frequency
is higher. Furthermore, as the material hardness increases, more deformation energy is required
8/11/2019 Amrita JoMFT11
18/35
for the chip formation (Qian and Hossan, 2007). This explains the increasing trend of cutting
forces from M1 to M3. In addition, mand n are also considered as the critical parameters that
influence the segmentation of chip (Baker, 2003). Baker (2003) suggested increase in mleads to
increase in chip segmentation and decrease in cutting forces, while increase in n causes lesser
tendency to undergo chip segmentation keeping cutting force nearly constant. This could be the
reason possibly for higher value of segmentation frequency ( SNf = 3663 Hz) for M1 as compared
to the other two values. In the former case, greater value of mand lower value of n(see Eq. (1))
increases the number of saw teeth or segmentation frequency, but comparatively lesser distinct
and smaller chips are produced due to lower value ofA.
To give a clear insight, the temperature distributions, being the most important factor responsible
for the varied chip morphology, are presented for all the three cases in Fig. 3 at a cutting velocity
( cV ) of 120 m/min and uncut chip thickness ( f ) of 0.2 mm for a simulation time of 2 ms. As
expected, the distribution patterns of temperatures are different from each other, reflecting
difference in the chip morphology. It is known that the chip segmentation basically results from
the thermal softening due to very high temperatures in highly localized regions of the shear plane
during the cutting of hardened steels. The temperature distribution of M1 is not as localized as the
other two, in the shear zone. While in case of M2 and M3, higher values of temperatures are
attained in a highly localized region in the form of a band extending from tool tip towards the
back of the chip. Consequently, highly pronounced saw teeth are produced due to the thermal
softening caused by very high temperatures at the back of the chip. The maximum temperature at
the rake face ( rakeT ) of the tool and shear zone ( shearT ) of the workpiece can also be determined
from the simulated results presented in Fig. 3. In Fig. 3 (c), the chip appears to penetrate the
workpiece. But in actual sense, the chip flows out at the side of the workpiece and it is simply the
overlapping of the images of chip and workpiece (hidden boundary shown by dashed lines). The
predicted results conform well to the existing ones which have concluded that greater hardness,
8/11/2019 Amrita JoMFT11
19/35
which in the present context is higher value of A, yields higher cutting temperatures (Matsumoto
and Hsu, 1987). This, as stated earlier, can be attributed to the higher energy involved during the
cutting of the harder steels (Qian and Hossan, 2007).
The predicted results show that material constants significantly affect various aspects of the
simulation of the chip formation process. As far as the chip morphology is concerned, the
distance between the two consecutive saw-teeth in case of M2 (D=0.326 mm) is fairly closer to
the experimental one (D=0.3 mm) found by Belhadi et al. (2005). But at the same time, M2
underestimates the segmentation frequency to some extent. When cutting forces were considered,
experimental values were taken from the work of Lima, Avila and Abrao (2005). Tests were
conducted for machining AISI 4340 steel of hardness varying from 23 to 42 HRC with coated
carbide tool and the corresponding cutting forces measured were around 475 N and 575 N,
respectively. It is found that the M2 gives a cutting force value that is closer to the one obtained
by Lima, Avila and Abrao (2005) for 42 HRC steel, while M1 gives a cutting force of 408.19 N
comparable with the value obtained in the case of 23 HRC, (though an underestimated value) and
M3 yields cutting force of 687.7 N which of course is a much higher value. Hence, this work
demonstrates the importance of choosing optimum values of material constants that may prove as
a satisfactory compromise between the hardness of the workpiece material and the cutting
variables such as chip morphology, cutting forces and cutting temperatures.
3.2. Influence of friction models
This section aims to investigate the importance of implementing the right kind of frictional
boundary conditions in the FE simulation. Seven different friction models (F1 to F7) are selected
from the review of past research and are incorporated into a finite element model by keeping all
the other factors constant, say, the workpiece material model, tool geometry and the cutting
conditions. The Johnson-Cook material model, with M1 set of parameters, was considered for the
workpiece material AISI 4340 of hardness 48 HRC (Mabrouki and Rigal, 2006). Table 3 shows
8/11/2019 Amrita JoMFT11
20/35
the predicted values of various process variables such as the cutting force ( cF ), thrust force ( tF ),
tool chip interface temperature ( intT ), contact length ( cL ) and chip thickness ( 2a ) for the seven
cases by varying the cutting velocity from 60 to 180 m/min for uncut chip thickness of 0.2 mm.
The predicted values show the trend that accord well with the basic theory. The forces, contact
length and chip thickness tend to decrease while the interface temperature increases with the
increase in the cutting velocity in all the seven cases. However, percentage change in the
variables varies with the type of friction model used. The predicted cutting force and thrust force
are compared with the experimental values obtained by Lima et al. (2005)and Lima, Avila and
Abrao (2007) for machining AISI 4340 of hardness 42 HRC and 50 HRC using negative rake
( 6 = ) carbide tool under equivalent cutting conditions. Although the workpiece hardness
considered in this work is marginally different from those considered in Lima et al. (2005) and
Lima, Avila and Abrao (2007), the forces can be assumed to lie in the range identified in these
cited sources and thus, a qualitative assessment of the correlation between the published
experimental results and our numerical results can be made. Experimental findings of Lima et al.
(2005) show a percentage decrease of 30.78% and 21.88% for cutting forces when machining
AISI 4340 of hardness 42 HRC and 50 HRC, respectively as the cV is increased from 60 m/min
to 180 m/min. The numerical results show a maximum decrease of 15% in the cutting force and
27.8 % decrease in the thrust force (both observed in the case of F3) for the same variation in
cutting speed. The friction model F4 showed 11.8 % decrease in the cutting force while the rest of
the models, except F5, show a percentage decrease of 8-10% in cutting force. In case of F5,
variation in force is found to be lowest, i.e. 5 %. Lima, Avila and Abrao (2007) observed an
increase in the cutting and thrust forces with the increase in hardness (23 to 42 HRC) while
cutting AISI 4340. In their research (Lima, Avila and Abrao, 2007), cutting force and thrust force
came out to be around 550 and 240 N, respectively, while machining AISI 4340 of hardness 42
HRC at cV = 120 m/min and f = 0.2 mm/rev. However, lower forces were observed when
8/11/2019 Amrita JoMFT11
21/35
machining work material AISI 4340 hardened to 50 HRC in comparison with 42 HRC, i.e. cF =
425 N and tF= 100 N in the work of Lima et al. (2005). Since the present work deals with a
work material having hardness 48 HRC, the values of cutting and thrust forces ought to lie in
between the mentioned values (450550 N for cF and 150250 N for tF at cV = 120 m/min and f
= 0.2 mm/rev). It can be seen from Table 3 that the predicted values of the cutting and thrust
forces appear to fall in the concerned range; thrust force being slightly underestimated. The
model F5 seems to give one of the best values of cutting force ( cF = 500.5 N) with tF =187.9 N,
while F4 gives a better value for thrust force ( tF = 192.6 N) with a corresponding value of cutting
force ( cF = 486.8 N) slightly lower than the value obtained from F5.
The percentage increase in the interface temperature is found to be as high as 40-45 % in case of
F1, F2, F6 and F7, while the friction models F5, F3 and F4 showed a percentage increase of 30,
29 and 23%, respectively. However, the predicted values of average interface temperatures for all
the cases are found to be underestimated when compared with the experimental results by Dhar,
Kamruzzaman and Ahmed (2006). The average interface temperatures for cutting velocities of 63
and 128 m/min were found to be 737.5 C and 788 C, respectively, when measured
experimentally while machining AISI 4340. Though the frictions models F1, F2, F6 and F7
exhibit large temperature increase with the increase in the cutting velocity, the intT values are
much lower especially at cV = 60 m/min. Hence, F5 and F4 can be considered as models showing
fairly better results for intT because not only they show higher values as compared to others but
also they exhibit temperature increase fairly well. Since temperature at interface is directly
influenced by the relative velocity, velocity dependent friction model F5 could possibly predict
the value of intT better. Fig. 4 shows the variation in the temperature distribution over the rake
face for friction models F4, F5 (that showed better results in terms of intT ) and F2 (one of the
8/11/2019 Amrita JoMFT11
22/35
commonly used friction model) at cV = 120 m/min and f = 0.2 mm/rev. As expected, all three
models show that the temperature is non-uniformly distributed along the rake face with peak
interface temperature occurring at some distance away from the cutting edge. The difference is
mainly observed in the position and the value of the peak interface temperature in models F2, F4
and F5. This may be attributed to the distribution of frictional stress along the tool chip contact
length. Fig. 5 presents the normal and frictional stress distribution along the tool chip interface. It
can be seen that F5 has the highest value of frictional stress followed by F4 and F2. This reflects
the trend observed in the case of temperature distribution in Figure 4. It is also noted that there is
almost no change in the stress distribution for model F1 (constant friction coefficient) and F2
(constant friction coefficient with limited shear stress model). Hence, it may be inferred that the
ABAQUS-Explicit software is unable to simulate the stick-slip zones based upon the equivalent
shear stress value effectively in case of F2.
Chip reduction coefficient (), one of the most important process output (in terms of process
evaluation and optimization) is defined as the ratio of chip thickness (a 2) to uncut chip thickness
(f). This has been calculated and plotted forc
V = 60180 m/min, as shown in Fig. 6 for each of
the seven models. The reason to determine chip reduction coefficient is that it is an important
machinability index giving much idea about the nature of the tool-chip interaction, chip contact
length, and chip form. As expected, decreases with the increasing cutting velocity for all the
cases. But it is observed that the decrease in is more prominent in F5 followed by F4 and F3.
Note that all the three models are variable friction models, F5 as a function of sliding velocity, F4
based on experimentally measured normal and frictional stresses and F3 being temperature
dependent model. Interestingly, similar type of behaviour was observed by Ozel (2006), who
suggested that the predicted process variables are clearly found to be most accurate when utilizing
variable friction models based on the experimentally measured normal and frictional stresses on
the tool rake surface.
8/11/2019 Amrita JoMFT11
23/35
In general, it is observed that the predicted values tend to vary with the change in the friction
model. The constant Coulomb friction coefficient model (F1) is one of the most widely used
models as it is considered to be a fair compromise from simplicity and accuracy point of view of
the problem. When rest of the models are compared with the model F1, the variable friction
models F4 (stress dependent) followed by F5 (sliding velocity dependent) and F3 (temperature
dependent) showed significant deviations in cutting force, thrust force and interface temperature,
while F2, F6 and F7 produced nearly same values for all the three variables. F4 showed a
deviation of 6 % in cF , 37 % in tF and 20 % in intT . Such observation is in agreement with the
results predicted by Filice et al. (2007) and Ozel (2006). Filice et al. (2007) found tF to differ by
29 %, intT by 24 % and cF by 12 % among different friction models for machining AISI 1045.
Similarly, Ozel observed the thrust force varying by 8 % and cutting force by not more than 3 %
with the friction models while machining Low Carbon Free Cutting steel (LCFCS). It can be said
that influence of friction models is larger over the thrust force followed by temperature as
compared to cutting force (Arrazola and Ozel, 2010). However, variation in contact length and chip
thickness are found to be less among all the models as compared to the variation in the contact
length with higher predicted values for models F4 and F5. Likewise, Filice et al. (2007) and Ozel
(2006) have also found out that the main mechanical results such as cutting forces, contact length
etc. are not as sensitive to the friction models as compared to the cutting temperatures.
From the predicted results, it is reasonable to state that the friction modeling is not very critical at
higher cutting speeds but it is fairly prominent in case of low cutting speed ( cV = 60 m/min)
showing a difference of 37% in thrust force and 20% in interface temperature by model F4. The
model F4, being the function of average normal stress over the rake face, reflects the stick-slip
zone in a much realistic way. This could be a probable reason for which F4 comes out to be one
of best models when compared with the rest of the models as well as with the existing
8/11/2019 Amrita JoMFT11
24/35
experimental results. The friction models tend to be crucial at low cutting speeds can be attributed
to the fact that sliding contact strongly depends on the cutting speed. At low cutting speeds
sticking zone can be up to 30% of the total contact while for high cutting speeds the contact is
mainly sliding (Ozlu, Budak and Molinari, 2009). Consequently, at higher cutting speeds all the
friction models behave like constant Coulomb friction coefficient model, thus showing similar
kind of results.
4. CONCLUSIONS
Incorporation of different friction models were used in an FE model to predict cutting force and
thrust force within a satisfactory range during orthogonal machining. It is observed that cutting
temperatures followed by thrust force seem to be affected more by the type of frictional
conditions implemented as compared to the cutting forces. In the present work, the overall values
of cutting temperatures for all the seven considered friction models are found to be lower than the
experimental ones. The one possible reason could be the inability to include the effect of hardness
in the flow stress models which properly include the effect of the heat treatment on the selected
work material in the simulation. This necessitates the incorporation of the right kind of material
models and their corresponding material constant values depending upon the hardness along with
the appropriate friction model in the FE simulation. Therefore, the first part of this work dealt
with the variation of chip morphology, forces and temperatures with three different sets of
material constants used in the Johnson-Cook model. Significant differences were observed in the
values of cutting forces and chip geometry. The deviation in cutting force value was found to be
as high as 68%. The chip geometry and segmentation frequency were found to differ by 63% and
50%, respectively. The new set of material parameters developed by Ozel and Karpat (2007)
through evolutionary computational method, M2, gives values of cutting force and chip geometry
that are closer to the existing experimental results (Lima, Avila and Abrao, 2005). The results
8/11/2019 Amrita JoMFT11
25/35
indicate that suitable selection of the material constants incorporates the effect of hardness of the
workpeice material on the flow stress behaviour of the work material.
The models F4 followed by F5 gave the best results in terms of cutting force, thrust force and
interface temperature when compared with the existing experimental findings. The decrease in
with the increase in cutting speeds is also more prominent in F4 and F5. Interestingly, both the
models are variable friction models, F4 based on normal and frictional stresses and F5 as a
function of sliding velocity. F4 showed the maximum deviation in the values of thrust force
(37%) and interface temperature (20%) when compared with the commonly used model F1.
However, the cutting forces, contact length and chip thickness are not as sensitive to the friction
models as compared to the thrust force and cutting temperatures. It is also noted that there is
almost no change in the stress distribution for model F1 (constant friction coefficient) and F2
(constant friction coefficient with limited shear stress model) reflecting the inadequacy of the
software to model stick-slip zones based upon the equivalent shear stress value effectively in case
of F2.
The effect of friction model is not very significant at higher cutting speeds but it is reasonably
significant in case of low cutting speed showing a difference of 37% in thrust force and 20% in
interface temperature by model F4. The present investigation points out that the selected friction
models does not affect the chip formation process at high cutting speeds which may be attributed
to the fact that chip-tool contact is mostly sliding type, i.e, governed by Coulomb friction law, at
high cutting speed. But at low cutting speeds, it is observed that the friction modeling plays a
crucial role in predicting the correct thrust force and the temperature. Though the chip thickness
prediction accuracy is inadequate, as far as other results are concerned, F4 friction model may be
considered as most suitable friction model among the selected models.
8/11/2019 Amrita JoMFT11
26/35
Most of the works so far, including the present study consider the effect of material modeling and
the friction modeling individually on the simulation of chip formation process. It is, however felt
that emphasis should be given to the combining of the friction models with suitable material
models or at least the material constant values depending upon the hardness of the work material,
instead of considering the friction models or material models alone to overcome the inadequacies.
This will definitely characterize the metal cutting process in a more realistic way that may
possibly lead to results closer to the experimental ones.
REFERENCES
Adibi-Sedeh, A.H. Vaziri, M. Pednekar, V. Madhavan, V. Ivester, R. (2005), Investigation of the effect ofusing different material models on finite element simulations of metal cutting, 8th CIRP International
Workshop on Modeling of Machining Operations, Chemnitz Germany.
Atkins, A.G. (2003), Modeling metal cutting using modern ductile fracture mechanics: quantitativeexplanations for some longstanding problems, Int. J. Mech. Sci., 45, 373396.
Arrazola, P.J. Ozel, T. (2010) "Investigations on the Effects of Friction Modeling in Finite ElementSimulation of Machining", International Journal of Mechanical Sciences, 52, 31-42.
ABAQUS Analysis Users Manual version 6.7 (2007), Hibbitt, Karlsson and Sorensen Inc., Pawtucket,
USA.
Banerjee, B. (2007), The mechanical threshold stress model for various tempers of AISI 4340 steel,
International Journal of Solids and Structures, 44, 834-859.
Batra, R.C. (1988), Steady state penetration of thermo-visoplastic targets, Computational Mechanics, 3,112.
Baker, M. Rosler, J. Seimers, C. (2002), Finite element simulation of segmented chip formation of
Ti6Al4V, Journal of Manufacturing Science and Engineering, 124, 485-488.
Buryta, D. Sowerby, R. Yellowley, I. (1994), Stress distributions on the rake face during orthogonal
machining, International Journal of Machine Tools and Manufacture, 3, 721739.
Baker, M. (2003), The influence of plastic properties on chip formation, Computational Materials
Science,28, 556-562.
Belhadi, S. Mabrouki, T. Rigal, J.-F. Boulanouar, L. (2005), Experimental and numerical study of chip
formation during straight turning of hardened AISI 4340 steel, Journal of Engineering Manufacture,
Proceedings of the IMechE Part B, 219, 515524.
Bonnet, C. Valiorgue, F. Rech, J. Hamdi, H. (2008), Improvement of the numerical modeling in
orthogonal dry cutting of an AISI 316l stainless steel by the introduction of a new friction model,CIRP Journal of Manufacturing Science and Technology,1,114 118.
Brocail, J.Watremez, M. Dubar, L. (2010), Identification of a friction model for modelling of orthogonal
cutting, International Journal of Machine Tools and Manufacture, 50, 807-814.
Childs, T.H.C. (1998), Material property needs in modeling metal machining, Proceedings of the CIRP
International Workshop on Modeling of Machining Operations, Atlanta, Georgia, 193202.
8/11/2019 Amrita JoMFT11
27/35
Coelho, R.T. Ng, E.-G. Elbestawi, M.A. (2007), Tool wear when turning hardened AISI 4340 with coated
PCBN tools using finishing cutting conditions, International Journal of Machine Tools and
Manufacture, 47 (1-2), 263-272.
Calamaz, M. Coupard, D. Girot, F. (2008), A new material model for 2D numerical simulation of serrated
chip formation when machining titanium alloy Ti6Al4V, International Journal of Machine Toolsand Manufacture, 48, 275288.
Dhar, N.R. Kamruzzaman, M. Ahmed, M. (2006), Effect of minimum quantity lubrication (MQL) on tool
wear and surface roughness in turning AISI-4340 steel, Journal of Materials Processing Technology
172 (2), 299-304.
Davies, M.A. Cao, Q. Cooke, A.L. Ivester, R. (2003), On the measurement and prediction of temperature
fields in machining AISI 1045 steel, Annals of the CIRP 52: 7780.
Filice L, Micari F, Rizzuti S, Umbrello D (2007), A critical analysis on the friction modeling in
orthogonal machining, International Journal of Machine Tools and Manufacture, 47: 709-714.
Fang, N. (2003), A quantitative sensitivity analysis of the flow stress of 18 engineering materials in
machining, Proceedings of the ASME Manufacturing Engineering Division, 14, 2332.
Guo, Y.B. and Liu, C.R. (2002), 3D FEA modeling of hard turning, Journal Manufacturing Science andEngineering, 124, 189199.
Gray, G.T. Chen, S.R. Wright, W. Lopez, M.F. (1994), Constitutive equations for annealed metals under
compression at high strain rates and high temperatures, LA-12669-MS, Los Alamos, NM.
Huang, J.M. Black, J.T. (1996), An evaluation of chip separation criteria for the FEM simulation of
machining, ASME Trans. J. Manuf. Sci. Eng, 118, 4553.
Haglund, A.J. Kishawy, H.A. Rogers, R.J. (2008), An exploration of friction models for the chip-toolinterface using an Arbitrary Lagrangian-Eulerian finite element model, Wear 265 (3-4), 452-460.
Johnson, G.R. Cook, W.H. (1983), A constitutive model and data for metals subjected to large strains,
high strain rates and high temperatures, Proceedings of 7th International Symposium Ball, Hague,The Netherlands, 541547.
Klamecki, B.E. (1973), Incipient chip formation in metal cutting- A three dimensional finite element
analysis, Ph.D. Thesis, University of Illinois, Urbana.Kronenberg, M. (1966), Machining science applications: Theory and practice for operation development
machining processes, Pergamon Press, Oxford.
Komvopoulos, K. Erpenbeck, S.A. (1991), Finite element modeling of orthogonal metal cutting, ASMEJournal of Engineering for Industry, 113, 253-267.
Litonski. J. (1977) Plastic flow of a tube under adiabatic torsion, Bulletin of Academy of Pol. Science,
Ser. Sci. Tech., XXV, 7.
Lesuer, D.R. (2000), Experimental investigations of material models for Ti-6A1-4V titanium and 2024-T3aluminum, FAA Rep. No. DOT/FAA/AR-00/25, Federal Aviation Administration, Washington, DC.
Lee, L.C. Liu, X. Lam, K.Y. (1995), Determination of Rake Stress Distribution in Orthogonal
Machining, International Journal of Machine Tools and Manufacture, 35(3), 373382.Lima, J.G. Avila, R.F. Abrao, A.M. (2007), Turning of hardened AISI 4340 steel using coated carbide
inserts, Journal of Engineering Manufacture, Proceedings of the IMechE Part B, 221(80), 1359-1366.
Lima, J.G. Avila, R.F. Abrao, A.M. Faustino, M. Davim, J.P. (2005), Hard turning: AISI 4340 high
strength alloy steel and AISI D2 cold work tool steel, Journal of Materials Processing Technology,169, 388-395.
Matsumoto, Y. Hsu, D.C. (1987), Workpiece temperature rise during the cutting of AISI 4340 steel,
Wear, 116, 309-317.
8/11/2019 Amrita JoMFT11
28/35
Mabrouki, T. Girardin, F. Asad, M. Regal, J.-F. (2008), Numerical and experimental study of dry cutting
for an aeronautic aluminium alloy, International Journal of Machine Tools and Manufacture,
48, 1187-1197.
Mabrouki, T. Deshayes, L. Ivester, R. Regal, J.-F. Jurrens, K. (2008), Material modeling and experimental
study of serrated chip morphology, Proceedings of 7th CIRP International Workshop on ModelMachin, France.
Moufki, A. Molinari, A. Dudzinski, D. (1998), Modelling of orthogonal cutting with a temperature
dependent friction law, Journal of Mechanics and Physics of Solids, 46, 21032138.
Mabrouki, T. Rigal, J.-F. (2006), A contribution to a qualitative understanding of thermo-mechanical
effects during chip formation in hard turning, Journal of Materials Processing Technology, 176, 214-
221.
Maekawa, K. Shirakashi, T. Usui, E. (1983), Flow stress of low carbon steel at high temperature and strain
rate (Part 2)Flow stress under variable temperature and variable strain rate, Bulletin of Japan Society
of Precision Engineering, 17, 167172.
Ng, E.G. Tahany, I. Wardany, E-. Dumitrescu, M. Elbestawi, M.A. (2002), Physics based simulation of
high speed machining, Machining Science and Technology, 6, 301-329.
Ng, E.-G. Aspinwall, D.K. (2002), Modeling of hard part machining, Journal of Materials Processing
Technology, 39, 885-903.
Ng, E. Wardany, T.I. E.I-. Dumitrescu, M. Elbestawi, M.A. (2002), 3D finite element analysis for the high
speed machining of hardened steel, ASME International Mechanical Engineering Congress &
Exposition New Orleans, Louisiana.
Ozel, T. (2006), Influence of Friction Models on Finite Element Simulations of Machining, InternationalJournal of Machine Tools and Manufacture, 46(5), 518-530.
Oxley, P.L.B. (1989), The mechanics of machining: An analytical approach to assessing machinability,
Ellis Horwood Limited, Chichester, UK.
Ozel T, Karpat Y (2007), Identification of constitutive material model parameters for high-strain rate
metal cutting conditions using evolutionary computational algorithms, Materials and Manufacturing
Processes, 22, 659-667.
Ozlu, E. Budak, E. Molinari, A. (2009), Analytical and experimental investigation of rake contact andfriction behavior in metal cutting, International Journal of Machine Tools and Manufacture, 49, 865-
875.
Qian, L. Hossan, M.R. (2007), Effect on cutting force in turning hardened tool steels with cubic boron
nitride inserts, Journal of Materials Processing Technology, 191 (1-3), 274-278.
Rakotomalala, R., Joyot, P. Touratier, M. (1993), Arbitrary Lagrangian-Eulerian thermomechanical finiteelement model of material cutting, Communications in Numerical Methods in Engineering, 9, 975-
987.
Rosa, P.A.R. Martins, P.A.F. Atkins, A.G. (2007), Revisiting the fundamentals of metal cutting by means
of finite elements and ductile fracture mechanics, Int. J. Mach. Tool Manu, 47, 607617.
Rech, J. Claudin, DEramo, C. E. (2009), Identification of a friction model -application to the context ofdry cutting of an AISI 1045 annealed steel with a tin coated carbide tool, Tribology International, 42,738744.
Shi, J. Liu, C.R. (2004), The influence of material models on finite element simulation of machining,
Journal Manufacturing Science and Engineering, 126, 849-857,
Shi, G. Deng, X. Shet, C. (2002), A finite element study of the effect of friction in orthogonal metal
cutting, Finite Element Analysis and Design, 38, 863-883.
8/11/2019 Amrita JoMFT11
29/35
Strenkowski, J.S. Moon, K.-J. (1990), Finite element prediction of chip geometry and tool/workpiece
temperature distributions in orthogonal metal cutting, ASME Journal of Engineering for Industry,
112, 313-318.
Strenkowski, J.S. Carroll, J.T. (1985), A finite element model of orthogonal cutting, ASME Journal of
Engineering for Industry, 107, 349354.
Shaw, M.C. Metal cutting principles, 2003, ISBN: 81- 239-0136-4
Sima, M. Ozel, T. (2010), "Modified Material Constitutive Models for Serrated Chip FormationSimulations and Experimental Validation in Machining of Titanium Alloy Ti-6Al-4V", International
Journal of Machine Tools and Manufacture, in print, DOI:10.1016/j.ijmachtools.2010.08.004.
Tawfiq, M.A. (2007), Finite element analysis of the rake angle effects on residual stresses in machined
layer, Engineering & Technology: 25(1), 36-48.
Usui, E. Shirakashi, T. (1982), Mechanics of machining-from descriptive to predictive theory. On the artof cutting metals-75 Years Later, ASME PED 7, 1355.
Umbrello, D. Hua, J. Shivpuri, R. (2004), Hardness based flow stress for numerical modeling of hard
machining AISI 52100 bearing steel, Materials Science and Engineering: A, 347, 90100.
Umbrello, D. Rizzuti, S. Outeiro, J.C. Shivpuri R, M'Saoubi R (2008), Hardness-based flow stress for
numerical simulation of hard machining AISI H13 tool steel, Journal of Materials ProcessingTechnology, 199, 64-73.
Umbrello, D. M'Saoubi, R. Outeiro, J.C. (2007), The Influence of JohnsonCook Material Constants onFinite Element Simulation of Machining of AISI 316L Steel, International Journal of Machine Tools
and Manufacture, 47 (34), 462470.
Usui, E. Takeyama, H. (1960), A photoelastic analysis of machining stresses, ASME Journal ofEngineering for Industry, 82, 303308.
Vaziri, M. R. Salimi, M. Mashayekhi, M. (2010), A new calibration method for ductile fracture models as
chip separation criteria in machining, Simulation Modelling Practice and Theory, 18, 1286-1296.
Vaziri, M.R. Salimi, M. Mashayekhi, M. (2010), Evaluation of Chip Formation Simulation Models for
Material Separation in the Presence of Damage Models, Simulation Modelling Practice and Theory,
DOI: 10.1016/j.simpat.2010.09.006Wu, J.S. Dillon, O.W. Lu, W.Y. (1996), Thermo-viscoplastic modeling of machining process using a
mixed finite element method, Journal Manufacturing Science and Engineering, Transactions ofASME, 118, 470482.
Zemzemi, F. Ben, Salem, W. Rech, J. Dogui, A. Kapsa, P. (2008), New tribometer designed for the
characterization of the friction properties at the tool/chip/workpiece interfaces in machining, Tribotest14, 1125.
Zemzemi, F. Rech, J. Ben, S.W. Dogui, A. Kapsa, P. (2009), Identification of a friction model attool/chip/workpiece interfaces in dry machining of AISI4142 treated steels, Journal of Materials
Processing Technology, 209 (8), 3978-3990.
Zerilli, F.J. Armstrong, R.W. (1987), Dislocation-mechanics-based constitutive relations for material
dynamics calculations, Journal of Applied Physics, 61, 18161825.
Zorev, N.N. (1966) Metal Cutting Mechanics, Pergamon Press, Oxford.
Zorev, N.N. (1963), Inter-relationship between shear processes occurring along tool face and shear plane
in metal cutting, ASME International Research in Production Engineering, New York, 4249.
8/11/2019 Amrita JoMFT11
30/35
FIGURES
Fig. 1 Geometric details and boundary conditions of the model
X
Y
Z
Chip surface
Work piece
Damage zone
Vc
Cutting tool
8/11/2019 Amrita JoMFT11
31/35
Model Chip morphology Cutting force
M1
D =0.199 mm
a = 0.309 mm
b = 0.272 mm
0.0 0.3 0.5 0.8 1.0 1.3 1.5 1.8 2.0
0
100
200
300
400
500
Tfinal
Tinitial
Cuttingforce(N)
Time (ms)
cF = 408.19 N
SNf = 3663.3 Hz
M2
D =0.326 mm
a = 0.368 mm
b = 0.217 mm
0.0 0.3 0.5 0.8 1.0 1.3 1.5 1.8 2.0
0
100
200
300
400
500
600
700
800
Tfinal
Tinitial
Cuttingforce(N)
Time (ms)
cF = 597.25 N
SNf = 1855Hz
M3
D=0.217 mm
a= 0.313 mm
b= 0.222 mm
0.0 0.3 0.5 0.8 1.0 1.3 1.5 1.8 2.0
100
200
300
400
500
600
700
800
900
Tfinal
Tinitial
Cuttingforce(N)
Time (ms)
cF = 687.73 N
SNf = 2798.5 Hz
Fig.2Predicted chip morphology and cutting force for M1, M2 and M3 at cV = 120 m/min and
f = 0.2 mm for t = 2 ms
8/11/2019 Amrita JoMFT11
32/35
(a)
(b)
(c)
Fig. 3Temperature distributions (C) for (a) M1, (b) M2 and (c) M3 at cV = 120 m/min and f =
0.2 mm
8/11/2019 Amrita JoMFT11
33/35
0.2 0.4 0.6 0.8 1.0
0
100
200
300
400
500
600
700
Temperature(C)
Distance from the cutting edge (mm)
F5
F4
F2
Fig. 4Temperature distributions along the rake surface of the tool predicted by using friction
models F2, F4 and F5 at t = 2 ms
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
Stress(GPa)
Distance from the cutting edge (mm)
Normal Stress (F1)
Normal Stress (F2)
Normal Stress (F4)
Normal Stress (F5)
Frictional Stress (F1)Frictional Stress (F2)
Frictional Stress (F4)
Frictional Stress (F5)
Fig. 5Stress distributions along the rake surface of the tool predicted by using different friction
models at t = 2 ms
60 90 120 150 180
1.80
1.95
2.10
2.25
2.40
2.55
2.70
2.85
3.00
Chipreductioncoefficient
Cutting velocity (m/min)
F1 F5
F2 F6
F3 F7
F4
Fig. 6Variation of chip reduction coefficient with cutting velocity with different friction models
8/11/2019 Amrita JoMFT11
34/35
Table 1 Physical properties of cutting tool and workpiece
Parameter Work piece
(AISI 4340)
Tool
(Tungsten carbide)
Thermal Conductivity, k 44.5W/m/oC 50 W/m/ oC
Density, 7850 kg/m3 11900 kg/m3
Youngs modulus, E 205 GPa 534 GPa
Poissons ratio, 0.3 0.22
Specific heat, Cp 475 J/kg/oC 400 J/kg/ oC
Expansion coefficient, (10-5) 1.37
Table 2Johnson-Cook Constants for AISI 4340
Model A(MPa) B(MPa) C n m
M1(Johnson and Cook, 1983) 792 510 0.014 0.26 1.03
M2 (Ozel and Karpat, 2007) 1523.3 1022.6 0.001512 0.5358 0.89438
M3 (Gray et al., 1994) 2100 1750 0.0028 0.65 0.75
8/11/2019 Amrita JoMFT11
35/35
Table 3 Predicted values from FE simulations at cV = 120m/min and f = 0.2 mm
ModelcV (m/min) cF (N) tF(N) intT (C) cL (mm) 2a (mm)
60 503.29 163.19 558.84 0.59 0.526
120 471.28 152.7 651.01 0.487 0.484
F1
180 448.9 146.34 778.4 0.428 0.423
60 503.07 163.34 558.8 0.570 0.517
120 471.28 152.7 651.01 0.448 0.47
F2
180 448.9 146.34 778.403 0.408 0.414
60 520.40 176.38 561.01 0.448 0.548
120 463.0 139.76 617.12 0.415 0.461
F3
180 441.15 127.22 721.16 0.407 0.409
60 532.41 223.66 667.07 0.530 0.590
120 486.88 192.687 683.16 0.489 0.501
F4
180 469.22 187.31 820.68 0.448 0.416
60 514.39 191.54 653.66 0.529 0.518
120 500.5 187.99 709.968 0.448 0.486
F5
180 486.34 179.97 847.19 0.407 0.461
60 502.88 162.64 526.85 0.448 0.507
120 470.15 152.25 646.15 0.428 0.464
F6
180 450.35 147.02 778.18 0.407 0.464
60 500.13 169.92 550.0 0.467 0.511
120 477.24 168.19 683.82 0.457 0.464
F7
180 457.52 163.15 800.71 0.416 0.424
Recommended