
ANALISIS KEAUSAN PAHAT PADA PEMESINAN BUBUT
MENGGUNAKAN PAHAT PUTAR MODULAR
(MODULAR ROTARY TOOLS) UNTUK MATERIAL
TITANIUM 6Al-4V ELI
(Skripsi)
Oleh
MUHAMMAD RIFAI
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2018
ABSTRAK
ANALISIS KEAUSAN PAHAT PADA PEMESINAN BUBUTMENGGUNAKAN PAHAT PUTAR MODULAR
(MODULAR ROTARY TOOLS) UNTUK MATERIALTITANIUM 6Al-4V ELI
Oleh
MUHAMMAD RIFAI
Titanium paduan (Ti 6Al-4V ELI) merupakan material yang banyak digunakanuntuk implan biomedis, industri aeronautika, tangki nuklir dan industri lepas pantaikarena sifatnya yang ringan, tahan korosi dan tahan retak pada suhu tinggi. Tetapimaterial ini juga memiliki sifat konduktivitas termal yang rendah, sehingga padapemesinan Titanium suhu pahat akan terlokalisasi pada satu titik dan keausan pahatlebih cepat. Hal ini akan menurunkan efisiensi pemesinan dan memperbesar biayaproduksi. Metode Pemesinan menggunakan pahat putar modular ( Modular RotaryTool) berpotensi untuk memperlambat keausan pahat dan memperpanjang umurpahat potong. Pemesinan ini memanfaatkan putaran pahat untuk mendinginkan areamata potong saat tidak melakukan kontak terhadap benda kerja. Pada penelitian inidilakukan analisis pengaruh dan optimalisasi parameter pemesinan bubutmenggunakan pahat putar modular untuk Ti 6Al-4V ELI terhadap keausan pahatdengan metode Taguchi dan Analisis Varian. Selain itu persamaan umur pahatTaylor modifikasi pada pemesinan Titanium menggunakan pahat putar dan matapotong karbida dapat disusun menggunakan variabel-variabel yang berpengaruhpada analisis varian. Hasil yang diperoleh berdasarkan analisis taguchi dan analisisvarian didapatkan parameter yang berpengaruh terhadap keausan pahat adalahkecepatan potong (Vc) dengan kontribusi 86,26%, sudut inklinasi (β) dengankontribusi 9,34% dan diameter pahat (D) dengan kontribusi 1,64%. Hasil optimumumur pahat didapatkan pada pemesinan dengan variasi kecepatan potong 60m/menit, Sudut Inlinasi 15o dan diameter pahat 20 mm dan sampai terjadi keausantepi (VB) 0,2 mm umur pahat telah mencapai 36 menit. Persamaan umur pahat padaproses pemesinan Ti 6Al-4V ELI menggunakan pahat putar modular dan matapahat karbida didapatkan T = 45,76743. −0,626259402. 0,399796042. , denganerror rata-rata 8% terhadap kondisi aktual.
Kata kunci: Titanium 6Al-4V ELI, rotary tool, keausan pahat, pahat karbida

ABSTRACT
ANALYSIS OF TOOL WEAR IN TURNING TITANIUM 6Al-4V ELI
USING MODULAR ROTARY TOOLS
By
MUHAMMAD RIFAI
Titanium alloy (Ti 6Al-4V ELI) is a material that is widely used to biomedicalimplants, aeronautical industry, nuclear tank and offshore industry since due to itslightness, corrosion resistance and crack resistance at high temperatures. Howeverthese materials also have low thermal conductivity properties, so in Titaniummachining tool temperature will be localized at one point and the wear occursrapidly. That will decreases the machining efficiency and increases the productioncosts. Turning method using modular rotary tool is potentially to decrease the toolwear and extend tool life. This machining utilised tool’s rotation to cooling cuttingedge area when not in contact with the workpiece. This research analyzed the effectand optimization of turning parameters Ti 6Al-4V ELI using modular rotary toolon tool wear with Taguchi Method and Analysis of Variants. In addition,modification of Taylor’s tool life equation on turning titanium using rotary tool andcarbide tool can be arranged using variables that influence on the analysis ofvariant. The results obtained based on Taguchi and analysis of variants obtainedparameters that affect the tool wear is cutting speed (Vc) with a contribution of86,26%, inclination angle (β) whit a contribution of 9,34% and tool diameter (D)whit a contribution of 1,64%. The optimum result of tool life obtained onmachining process with variation of cutting speed 60 m/menit, inclination angle15o and tool diameter 20 mm and until flank wear (VB) occurs 0,2 mm when toollife has reached 36 minutes. Tool life equation on machining process for Ti 6Al-4VELI using modular rotary tool and carbide tool areT = 45,76743. , . , . , with an average error of 8%against actual conditions.
Key word: Titanium 6Al-4V ELI, rotary tool, tool wear, carbide tool

ANALISIS KEAUSAN PAHAT PADA PEMESINAN BUBUT
MENGGUNAKAN PAHAT PUTAR MODULAR
(MODULAR ROTARY TOOLS) UNTUK MATERIAL
TITANIUM 6Al-4V ELI
Oleh
MUHAMMAD RIFAI
Skripsi
Sebagai satu syarat untuk mencapai gelar
SARJANA TEKNIK
Pada
Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2018


RIWAYAT HIDUP
Penulis dilahirkan di Ngawi pada tanggal 31 Oktober 1994,
sebagai anak pertama dari pasangan Bapak Tumingin dan Ibu
Panirah. Penulis menyelesaikan pendidikan Sekolah Dasar di
SD Negeri Semen 5 Kecamatan Paron Kabupaten Ngawi pada
tahun 2006, pendidikan Sekolah Menengah Pertama di SMP
Negeri 2 Paron pada tahun 2009, pendidikan Sekolah Menengah Atas di SMA
Negeri 1 Ngawi pada Tahun 2012, dan pada tahun 2012 penulis terdaftar sebagai
Mahasiswa Teknik Mesin Universitas Lampung melalui Seleksi Nasional Masuk
Perguruan Tinggi Negeri (SNMPTN).
Selama menjadi mahasiswa, penulis juga aktif dalam organisasi internal kampus,
yaitu sebagai pengurus Himpunan Mahasiswa Teknik Mesin (HIMATEM)
sebagai Sekretaris Bidang Pendidikan dan Pelatihan pada tahun 2013-2014,
menjadi pengurus Himpunan Mahasiswa Teknik Mesin (HIMATEM) sebagai
Sekretaris Umum pada tahun 2014-2015, menjadi pengurus UKMF Cremona
Fakultas Teknik sebagai Pimpinan Redaksi pada tahun 2013-2014.
Pada bidang akademik, penulis melaksanakan Kerja Praktik (KP) di PT. Indal
Steel Pipe yang berlokasi di kawasan Industri Maspion Unit V Gresik Jawa Timur
pada tahun 2015. Pada tahun 2017 penulis melakukan penelitian pada bidang
konsentrasi Produksi dengan judul tugas akhir “Analisis Keausan Pahat pada

Pemesinan Bubut Menggunakan Pahat Putar Modular (Modular Rotary Tools)
untuk Material Titanium 6Al-4V ELI” dibawah bimbingan Dr. Eng.
Suryadiwansa Harun, M.T. dan Dr. Ir. Yanuar Burhanuddin, M.T.
Bandar Lampung, 23 Januari 2018
Penulis
Muhammad Rifai

MOTTO
“Barang siapa yang mengerjakan amal shaleh, baik laki-laki maupun
perempuan dalam keadaan beriman, maka sesungguhnya
akan kami berikan kepadanya kehidupan yang baik”
(Q.S. An-Nahl:97)
“Dan bahwasanya seseorang manusia tidak memperoleh selain apa
Yang telah diusahakannya”
(Q.S. An-Najm:39)
“Berfikirlah untuk tujuan yang besar dan mulailah dengan hal-hal kecil”
(Penulis)
PERSEMBAHAN
Dengan Kerendahan Hati meraih Ridho Illahi Robbi Kupersembahkan karya
Kecilku ini untuk orang-orang yang aku sayangi
Ibu dan Bapak
Kedua orang tua, Bapak Tumingin dan Ibu Penirah atas segala pengorbanan
yang tak terbalaskan, doa, kesabaran, keikhlasan, cinta dan kasih sayangnya
yang tidak ada putusnya.
Adikku
Kepada Kedua adikku Enggar Setiawan, dan Diajeng Listiani H.T.W. sebagai
sumber inspirasi, semangat, keceriaan dan kebanggan dalam hidupku
Dosen Teknik Mesin
Yang selalu membimbing, mengajarkan, memberikan saran serta saran baik
secara akademis maupun non akademis
Tim Lab. CNC dan Lab. Teknologi Produksi
Yang selalu membantu, memberikan semangat, teman belajar menuju
keberhasilan
Sahabat Mesin ‘12
Yang selalu memberi semangat dan berdiri tegap disampingku saat suka maupun
duka, berbagi nasihat dan keceriaan
SANWACANA
Assalamu’alaikum Wr. Wb.
Alhamdulillahirobbilalamin, puji syukur kehadirat Allah SWT yang senantiasa
melimpahkan rahmat dan hidayah, serta inayah-Nya kepada penulis sehingga
penulis dapat menyelesaikan laporan Tugas Akhir dengan mempersembahkan
judul “Analisis Keausan Pahat pada Pemesinan Bubut Menggunakan Pahat
Putar Modular (Modular Rotary Tools) untuk Material Titanium 6Al-4V ELI”
dengan sebaik-baiknya.
Shalawat beriring salam selalu tercurah kepada junjungan seluruh alam Nabi
Muhammad SAW, sahabatnya, serta para pengikutnya yang selalu istiqomah
diatas jalan agama islam hingga hari ajal menjemput.
Dalam penyusunan tugas akhir ini penulis banyak mendapat bimbingan, motivasi
dan bantuan baik moral maupun materi oleh banyak pihak. Untuk itu dengan
sepenuh ketulusan hati penulis mengucapkan terima kasih kepada :
1. Ibuku tercinta Panirah dan Bapakku Tumingin yang tak pernah henti-hentinya
memberikan dukungan moril dan materilnya serta doa dan kasih sayangnya.
2. Bapak Ahmad Suudi, S.T.,M.T. selaku Ketua Jurusan Teknik Mesin
Universitas Lampung.
3. Bapak Harnowo Supriadi, S.T.,M.T selaku Sekretaris Jurusan Teknik Mesin
Universitas Lampung.
4. Bapak Dr. Eng. Suryadiwansa Harun, S.T.,M.T selaku dosen pembimbing
utama tugas akhir ini, yang banyak memberikan waktu, ide pemikiran dan
semangat serta motivasi bagi penulis.
5. Bapak Dr. Ir. Yanuar Burhanuddin,M.T. selaku pembimbing kedua tugas
akhir ini, yang telah banyak memberikan waktu dan pemikiran bagi penulis.
6. Bapak Tarkono,S.T.,M.T. selaku dosen pembahas yang telah banyak
memberikan kritik dan saran yang bermanfaat bagi penulis.
7. Seluruh dosen Jurusan Teknik Mesin Universitas Lampung berkat ilmu yang
telah diajarkan kepada penulis selama penulis menjalani masa studi di
perkuliahan.
8. Staf Akademik serta Asisten Laboratorium yang telah banyak membantu
kepada penulis, sehingga dapat menyelesaikan tugas akhir ini.
9. Saudaraku tercinta Enggar Setiawan dan Diajeng Listiani H.T.W. yang selalu
memberikan dukungan baik berupa doa maupun materil dan sekaligus
menjadi penyemangat serta inspirator bagi penulis untuk menyelesaikan tugas
akhir ini.
10. Rekan–rekan Lab. Produksi dan Lab. CNC/CAM yang turut membantu dalam
pelaksanaan tugas akhir. Muchdy Kurniawan, Fransiskus, Wakhid Van Java,
dan Iqbal Fabregas, terimakasih atas waktu dan tenaga yang diberikan untuk
pelaksanaan tugas akhir.
11. Seluruh rekan-rekan Griya 77 Kiki Eko Suwanto, Abdul Aziz, Komang
Suariandi, Wahyu Adi S., Saiful Zuhri, Mas Salpa, Kiyai Dwi Novriadi,

terimakasih atas kebersamaannya. Semoga Silaturahmi kita akan tetap terjaga
sampai kapanpun.
12. Seluruh rekan-rekan teknik mesin khususnya rekan seperjuangan angkatan
2012, Dedi, Fariz, Dara, Anggun, Purnadi, Opi, Imam, Cristian, Fakhrizal,
Donni, Raziz, Agus, Bima, Faisal, Akbari, Yusuf, Aldi, dll yang tidak dapar
saya sebutkan semua, terimakasih untuk kebersamaan yang telah dijalani.
Tiada kata yang dapat penulis utarakan untuk mengungkapkan perasaan
senang dan bangga menjadi bagian dari angkatan 2012.“Salam Solidarity
Forever”.
13. Dan semua pihak yang telah membantu dalam penyusunan tugas akhir ini
yang tidak bisa penulis sebutkan satu-persatu.
Akhir kata, Penulis menyadari bahwa skripsi ini masih jauh dari kesempurnaan,
akan tetapi sedikit harapan semoga yang sederhana ini dapat berguna dan
bermanfaat bagi kita semua.
Wassalamu’alaikum Wr. Wb.
Bandar Lampung, 23 Januari 2018
Penulis,
Muhammad RifaiNPM. 1215021055

xii
DAFTAR ISI
ABSTRAK ........................................................................................................i
HALAMAN JUDUL ........................................................................................iii
HALAMAN PERSETUJUAN ........................................................................iv
HALAMAN PENGESAHAN ..........................................................................v
PERNYATAAN PENULIS .............................................................................vi
RIWAYAT HIDUP ..........................................................................................vii
HALAMAN MOTO .........................................................................................ix
HALAMAN PERSEMBAHAN ......................................................................x
SANWACANA .................................................................................................xi
DAFTAR ISI .....................................................................................................xii
DAFTAR GAMBAR ........................................................................................xv
DAFTAR TABEL ............................................................................................xx
DAFTAR LAMPIRAN ....................................................................................xi
BAB I. PENDAHULUAN ................................................................................1
1.1. Latar Belakang ...................................................................................11.2. Tujuan ................................................................................................41.3. Batasan Masalah ................................................................................41.4. Sistematika Penulisan ........................................................................5
BAB II. TINJAUAN PUSTAKA .....................................................................7
2.1. Proses Pemesinan ..............................................................................72.2. Pemesinan Bubut ...............................................................................8
2.2.1.Parameter Proses Bubut ...........................................................82.2.2.Suhu Pemesinan .......................................................................11
2.3. Metode Pemesinan dengan Pahat Berputar .......................................12

xiii
2.4. Pahat ..................................................................................................132.5. Material Pahat ....................................................................................16
2.5.1.High Speed Steel ......................................................................162.5.2.Paduan Cor Kobalt (Cast-cobalt Alloys) ..................................172.5.3.Karbida (carbide) .....................................................................182.5.4.Keramik (ceramik) ...................................................................202.5.5.Cubic Boron Nitride (CBN) .....................................................202.5.6. Intan (Diamond) .......................................................................21
2.6. Keausan Pahat ...................................................................................222.6.1.Keausan Tepi (Flank Wear) .....................................................232.6.2.Keausan Kawah (Creater Wear) ..............................................252.6.3.Mekanisme Keausan Pahat ......................................................25
2.7. Umur Pahat ........................................................................................262.7.1.Persamaan Umur Pahat Taylor ................................................27
2.8. Titanium dan Paduannya ...................................................................282.8.1.Titanium Paduan Ti 6Al-4V ELI .............................................282.8.2.Pemesinan pada Titanium ........................................................30
2.9. Metode Taguchi .................................................................................342.9.1.Ortogonal Array .......................................................................342.9.2.Karakteristik kualitas Taguchi .................................................352.9.3.Analisis Varian Taguchi ...........................................................36
BAB III. METODE PENELITIAN ................................................................38
3.1. Waktu dan Tempat Penelitian ...........................................................383.2. Alur Penelitian ...................................................................................383.3. Alat dan Bahan Penelitian .................................................................403.4. Prosedur Penelitian ............................................................................45
3.4.1. Setup Pemesinan Titanium 6Al-4V ELI ...................................463.4.2. Pengukuran keausan pahat .......................................................493.4.3. Pengambilan Data ....................................................................503.4.4. Pengolahan Data .......................................................................51
BAB IV. HASIL DAN PEMBAHASAN ........................................................59
4.1. Data Hasil Pengujian .........................................................................594.1.1.Progres Keausan Pahat .............................................................604.1.2.Data Progres Getaran Pemotongan ..........................................70
4.2. Pembahasan .......................................................................................794.2.1.Analisis Metode Taguchi .........................................................804.2.2.Analisis Varian (ANOVA) .......................................................834.2.3.Efek Perubahan Kecepatan Potong dan Sudut Inklinasi Pada
Umur Pahat Potong ..................................................................904.2.4.Efek Perubahan Diameter pada umur Pahat Potong ................97

xiv
4.2.5.Perubahan Kecepatan Pahat Potong .........................................994.2.6.Permuakaan Hasil Pemotongan ................................................1004.2.7.Keausan dan Getaran pada Pemotongan Terhadap Build Up Edge
...................................................................................................1044.2.8.Efek Build Up Edge pada Kekasaran Permukaan ....................112
4.3. Persamaan Keausan Pahat Potong .....................................................114
BAB V. SIMPULAN DAN SARAN ................................................................122
5.1. Simmpulan .........................................................................................1225.2. Saran ..................................................................................................123
DAFTAR PUSTAKA
LAMPIRAN

xv
DAFTAR GAMBAR
Gambar 1.1 Ilustrasi proses pemesinan bubut dengan pahat putar....................3
Gambar 2.1 Mesin Bubut .................................................................................8
Gambar 2.2 Skematis proses bubut ..................................................................9
Gambar 2.3 Distribusi suhu pada pahat area potong ........................................12
Gambar 2.4 Ilustrasi Pemesinan bubut dengan pahat putar ..............................13
Gambar 2.5 Grafik skematik perubahan keausan dan perbedaan daerahnya ...23
Gambar 2.6 Keausan Tepi ................................................................................24
Gambar 2.7 Keausan Pahat ...............................................................................25
Gambar 2.8 Mekanisme evolusi keausan tepi pada pahat ................................26
Gambar 2.9 (a). Kurva keausan dibandingkan waktu dan (b) tool life .............27
Gambar 2.10 Struktur Kristal Titanium ............................................................29
Gambar 2.11 Efek kecepatan potong terhadap umur pakai pahat pada kecepatanpemakanan konstan untuk material Titanium 6Al-4V ELI ........32
Gambar 3.1 Flowchart Penelitian .....................................................................40
Gambar 3.2 Titanium 6Al-4V ELI ...................................................................40
Gambar 3.3 Mesin bubut konvensional ............................................................42
Gambar 3.4 Sistem Pahat Putar Modular .........................................................43
Gambar 3.5 USB mikroskop ............................................................................45
Gambar 3.6 Setup sudut inklinasi pahat ...........................................................46
Gambar 3.7 Set-up pemesinan Titanium 6Al-4V ELI dengan sistem pahat
putar ..............................................................................................48
Gambar 3.8 Posisi pengukuran dan pengambilan gambar keausan .................50
Gambar 3.9 Minitab 1 .......................................................................................52

xvi
Gambar 3.10 Minitab 2 .......................................................................................53
Gambar 3.11 Minitab 3 .......................................................................................53
Gambar 3.12 Minitab 4 .......................................................................................54
Gambar 3.13 Minitab 5 .......................................................................................54
Gambar 3.14 Minitab 6 .......................................................................................55
Gambar 3.15 Minitab 7 .......................................................................................55
Gambar 3.16 Minitab 8 .......................................................................................56
Gambar 3.17 Worksheet .....................................................................................56
Gambar 3.18 Jendela Session .............................................................................57
Gambar 3.19 Grafik Main Effects S/N rasio .......................................................57
Gambar 3.20 Model interaksi antar faktor ..........................................................58
Gambar 3.21 Tabel hasil Analisi Varian ............................................................58
Gambar 4.1 Pengukuran Keausan Tepi Pahat 20 mm ........................................60
Gambar 4.2 Grafik Progres Keausan Pahat pada Paramater 16-5-60-100 .........61
Gambar 4.3 Grafik Progres Keausan Pahat pada Paramater 16-5-140-700 .......61
Gambar 4.4 Grafik Progres Keausan Pahat pada Paramater 16-5-210-1500 .....62
Gambar 4.5 Grafik Progres Keausan Pahat pada Paramater 16-10-60-100 .......62
Gambar 4.6 Grafik Progres Keausan Pahat pada Paramater 16-10-140-700 .....63
Gambar 4.7 Grafik Progres Keausan Pahat pada Paramater 16-10-210-1500 ....63
Gambar 4.8 Grafik Progres Keausan Pahat pada Paramater 16-15-60-700 .......64
Gambar 4.9 Grafik Progres Keausan Pahat pada Paramater 16-15-140-1500 ...64
Gambar 4.10 Grafik Progres Keausan Pahat pada Paramater 16-15-210-100 ....65
Gambar 4.11 Grafik Progres Keausan Pahat pada Paramater 20-5-60-1500 ......65
Gambar 4.12 Grafik Progres Keausan Pahat pada Paramater 20-5-140-100 ......66
Gambar 4.13 Grafik Progres Keausan Pahat pada Paramater 20-5-210-700 ......66
Gambar 4.14 Grafik Progres Keausan Pahat pada Paramater 20-10-60-700 ......67
Gambar 4.15 Grafik Progres Keausan Pahat pada Paramater 20-10-140-1500 ..67
Gambar 4.16 Grafik Progres Keausan Pahat pada Paramater 20-10-210-100 ....68
Gambar 4. 17 Grafik Progres Keausan Pahat pada Paramater 20-15-60-1500 ...68
xvii
Gambar 4.18 Grafik Progres Keausan Pahat pada Paramater 20-15-140-100 ....69
Gambar 4.19 Grafik Progres Keausan Pahat pada Paramater 20-15-210-700 ....69
Gambar 4.20 Grafik Kecepatan Getar pada Parameter 16-5-60-100 ..................70
Gambar 4.21 Grafik Kecepatan Getar pada Parameter 16-5-140-700 ................70
Gambar 4.22 Grafik Kecepatan Getar pada Parameter 16-5-210-1500 ..............71
Gambar 4.23 Grafik Kecepatan Getar pada Parameter 16-10-60-100 ................71
Gambar 4.24 Grafik Kecepatan Getar pada Parameter 16-10-140-700 ..............72
Gambar 4.25 Grafik Kecepatan Getar pada Parameter 16-10-210-1500 ............72
Gambar 4.26 Grafik Kecepatan Getar pada Parameter 16-15-60-700 ................73
Gambar 4.27 Grafik Kecepatan Getar pada Parameter 16-15-140-1500 ............73
Gambar 4.28 Grafik Kecepatan Getar pada Parameter 16-15-210-100 ..............74
Gambar 4.29 Grafik Kecepatan Getar pada Parameter 20-5-60-1500 ................74
Gambar 4.30 Grafik Kecepatan Getar pada Parameter 20-5-140-100 ................75
Gambar 4.31 Grafik Kecepatan Getar pada Parameter 20-5-210-700 ................75
Gambar 4.32 Grafik Kecepatan Getar pada Parameter 20-10-60-700 ................76
Gambar 4.33 Grafik Kecepatan Getar pada Parameter 20-10-140-1500 ............76
Gambar 4.34 Grafik Kecepatan Getar pada Parameter 20-10-210-100 ..............77
Gambar 4.35 Grafik Kecepatan Getar pada Parameter 20-15-60-1500 ..............77
Gambar 4.36 Grafik Kecepatan Getar pada Parameter 20-15-140-100 ..............78
Gambar 4.37 Grafik Kecepatan Getar pada Parameter 20-15-210-700 ..............78
Gambar 4.38 Grafik S/N ratio rata-rata untuk setiap level faktor .......................81
Gambar 4.39 Plot Interaksi antar faktor ..............................................................82
Gambar 4.40 Output Normal Probability ............................................................83
Gambar 4.41 Residual fitted................................................................................84
Gambar 4.42 Plot Titik Optimum umur pahat.....................................................89
Gambar 4.43 Surface Plot Umur Pahat Vs Kecepatan Potong dan Sudut InklinasiPahat ..............................................................................................90
Gambar 4. 44 Grafik evolusi keausan tepi ( VB) sebagai fungsi waktupemotongan untuk kecepatan pemotongan yang berbeda .............91
Gambar 4.45 Grafik Perubahan Umur Pahat pada Diameter Pahat 16 mm ........92
xviii
Gambar 4.46 Grafik Perubahan Umur Pahat pada Diameter Pahat 20 mm ........93
Gambar 4.47 Grafik Perubahan Umur Pahat setelah perubahan diameter pahat 94
Gambar 4.48 Volume material terbuang pada Sudut Inklinasi 5o .......................95
Gambar 4.49 Volume material terbuang pada Sudut Inklinasi 10 o ....................95
Gambar 4.50 Volume material terbuang pada Sudut Inklinasi 15 o ....................96
Gambar 4.51 Variasi umur pahat dengan perubahan Sudut Inklinasi .................97
Gambar 4. 52 Umur Pahat Pada Berbagai Sudut Inklinasi dan kecepatan Pahatyang berbeda..................................................................................97
Gambar 4.53 Surface Plot Umur Pahat Vs Kecepatan Putar Pahat dan DiameterPahat ..............................................................................................98
Gambar 4.54 Perubahan temperatur dengan kenaikan diameter pahat. ..............99
Gambar 4.55 Variasi umur pahat untuk beberapa kecepatan pahat ..................100
Gambar 4.56 Profil Permukaan hasil pemotongan dengan kenaikan Inklinasi 5o
.....................................................................................................101
Gambar 4.57 Profil Permukaan hasil pemotongan dengan kenaikan Inklinasi 10o
.....................................................................................................102
Gambar 4.58 Profil Permukaan hasil pemotongan dengan kenaikan DiameterPahat dan penurunan Inklinasi 5 o................................................103
Gambar 4. 59 Fenomena menempelnya geram pada benda kerja dan pahat.....104
Gambar 4. 60 Grafik Progres Keausan vs Getaran dengan perubahan inklinasi 5o.....................................................................................................105
Gambar 4.61 Build Up Edge dengan perubahan Iklinasi 5 o ............................106
Gambar 4.62 Grafik Progres Keausan vs Getaran dengan perubahan inklinasi 10 o
.....................................................................................................107
Gambar 4.63 Build Up Edge dengan perubahan Iklinasi 10 o ..........................108
Gambar 4.64 Grafik Keausan vs Getaran dengan kenaikan Diameter Pahat danpenurunan Inklinasi 5 o ................................................................109
Gambar 4.65 Build Up Edge dengan kenaikan Diameter Pahat dan penurunanInklinasi 5 o ..................................................................................110
Gambar 4.66 Hubungan antara sudut inklinasi pahat dan temperatur pahat .....111
Gambar 4. 67 Perubahan Build Up Edge dan kekasaran Permukaan denganperubahan Iklinasi dari 5 o ke 10 o ...............................................112

xix
Gambar 4.68 Perubahan Build Up Edge dan kekasaran Permukaan denganperubahan Iklinasi dari 5 o ke 15 o .......................................................................113
Gambar 4.69 Perubahan Build Up Edge dan kekasaran Permukaan denganperubahan Iklinasi dari 10 o ke 15 o .....................................................................113
Gambar 4.70 Grafik Perbandingan Umur Pahat Perhitungan vs Eksperimen...121
xx
DAFTAR TABEL
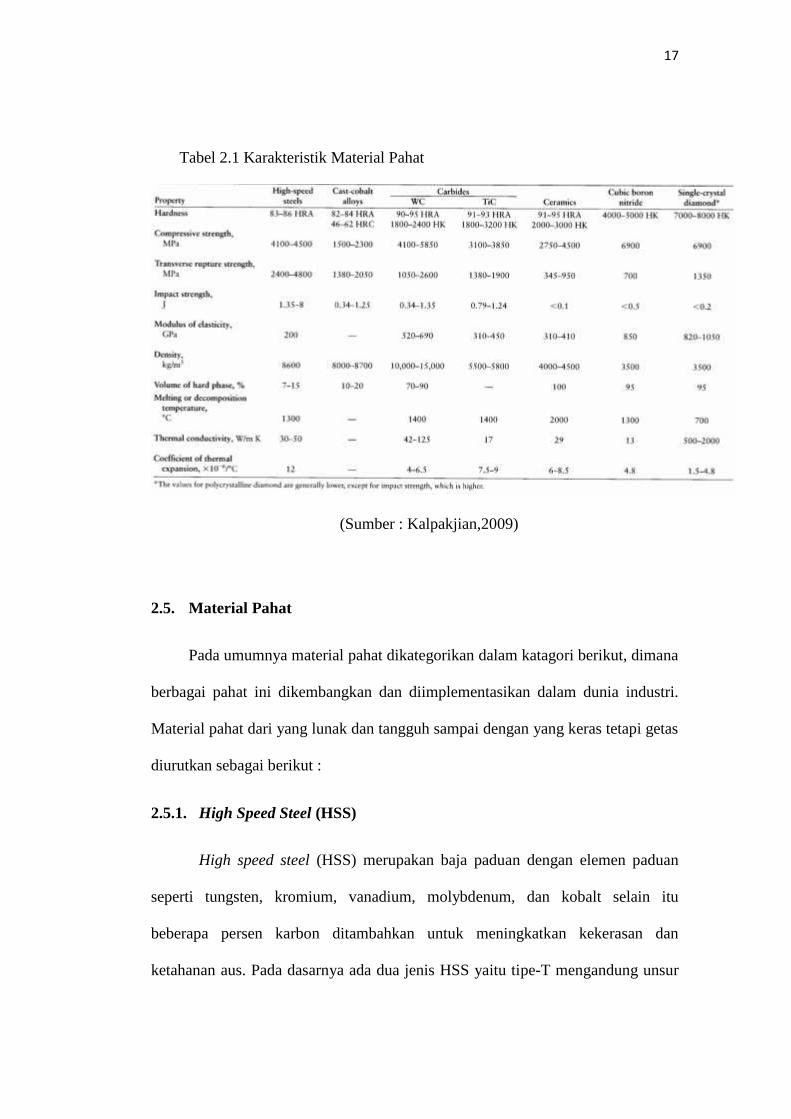
Tabel 2.1 Karakteristik Material Pahat ..............................................................16
Tabel 2.2 Daya pemotongan beberapa jenis material ........................................33
Tabel 3.1 Sifat Fisik Paduan Titanium 6Al-4V ELI .........................................41
Tabel 3.2 Spesifikasi mesin bubut konvensional ..............................................42
Tabel 3.3 Spesifikasi laptop ..............................................................................44
Tabel 3.4 Spesifikasi USB Mikroskop ..............................................................44
Tabel 3.5 Spesifikasi Pahat ................................................................................45
Tabel 3.6 Parameter Pemotongan ......................................................................46
Tabel 3.7 Rancangan Eksperimen metode Taguchi L18 21x33 .........................47
Tabel 3.8 Tabel acuan pengambilan data hasil pengukuran ..............................50
Tabel 4.1 Data Umur Pahat ketika Keausan Tepi 0,2 .......................................79
Tabel 4.2 Respon untuk S/N ratio Larger the Better .........................................81
Tabel 4.3 Hasil Analisis Varian menggunakan minitab ....................................85
Tabel 4.4 Tabel Keputusan hipotesis .................................................................86
Tabel 4.5 Persentase Pengaruh kontribusi variabel terhadap keausan tepi danumur pahat potong .............................................................................87
Tabel 4.6 Model determinasi regresi .................................................................88
Tabel 4.7 Respons Optimasi Pahat ....................................................................89
Tabel 4.8 Umur pahat untuk beberapa parameter .............................................116

xxi
DAFTAR LAMPIRAN
Lampiran
1. Data Progres Keausan Pahat2. Perbandingan umur pahat hitung vs eksperimen3. Tabel pesentase distribusi F Probabilita = 0,054. Datasheet Titanium 6Al-4V ELI

1
BAB I. PENDAHULUAN
1.1. Latar Belakang
Titanium paduan banyak digunakan dalam industri terutama dalam implan
biomedis, industri lepas pantai, tangki nuklir, aeronautika dan industri
otomotif karena keunikan sifatnya. Titanium paduan memiliki keunggulan
yang luar biasa seperti kekuatan yang lebih baik dengan rasio berat rendah
dan ketahan korosi yang sangat baik serta tahan terhadap keretakan pada suhu
tinggi. Titanium merupakan bahan yang dikenal mahal akibat sulitnya proses
ekstraksi dan proses peleburanya serta proses fabrikasi yang dilakukan
(Matthew dan Donachie, 2000).
Pada perkembangannya pemesinan titanium paduan mendapatkan perhatian
yang besar dalam dunia industri hal ini karena Titanium paduan memiliki
sifat ketermesinan yang rendah bila dibandingkan dengan logam lain.
Sulitnya proses pemesinan pada Titanium disebabkan oleh konduktivitas
termalnya yang rendah, reaktivitas kimia yang tinggi dan elastisitas yang
rendah sehingga menjadi persoalan tersendiri saat melakukan pemesinan
Titanium paduan. Suhu pemotongan yang cukup tinggi saat pemotongan

2
Titanium dan terlokalisasi pada ujung pahat berperan terhadap pertumbuhan
Build-Up Edge

3
(BUE) yang berpengaruh besar terhadap kualitas permukaan dan umur pahat.
(Mathew dan Donachie, 2000)
Pada lingkungan industri umur pakai pahat yang rendah merupakan faktor
yang berpengaruh terhadap peningkatan biaya produksi. Pada pemesinan
titanium paduan umur pahat dipengaruhi juga oleh kecepatan potong
(Matthew dan Donachie, 2000) dengan meningkatnya kecepatan pemotongan
akan mengurangi umur pahat menjadi lebih pendek, sementara dalam industri
diingikan umur pakai pahat yang lebih panjang. ISO telah menetapkan
standar pengujian tool life suatu pahat dimana pahat dikatakan rusak setelah
mengalami keausan tepi (Vb) rata-rata mencapai 0.3 mm dan keausan tepi
maksimum 0.6 mm, untuk berbagai material yang berbeda baik dalam proses
pemotongan maupun finishing. (Juneja, 2003).
Penelitian keausan pahat pemesinan titanium paduan banyak dilakukan
dengan variasi parameter proses pemotongan dan pahat yang digunakan.
Pemesinan menggunakan pahat CBN pada Titaniun 6Al-4V (Burhanuddin
dkk, 2008) menunjukan bahwa kadar pemakanan (feed rate) menjadi faktor
yang paling signifikan pengaruhnya terhadap keausan pahat di ikuti oleh
kecepetan pemotongan, kedalan potong dan grade pahat. Untuk grade pahat
rendah umur pahat akan dipengaruhi oleh perubahan kedalaman pemotongan.
Saat ini penelitian banyak difokuskan terhadap pengurangan panas pada
material yang sulit dipotong (difficult to machine) termasuk didalamnya
material titanium paduan. Salah satu metode yang dapat menurunkan suhu

4
pemotongan dengan cukup baik serta mampu meningkatkan produktifitas
pemesinan yaitu dengan menggunakan pahat putar dalam proses pembubutan
(Harun, 2009).
Gambar 1.1. Ilustrasi proses pemesinan bubut dengan pahat putar(Sumber : Harun,2009).
Gambar diatas mengilustrasikan prinsip dari proses permesinan bubut
menggunakan pahat putar. Pada metode pemesinan ini, pahat putar berotasi dan
suhu pahat akan menurun pada periode tanpa pemotongan untuk setiap satu
putaran pahat. Dengan demikian, suhu pemotongan pada pahat akan menurun
sehingga berpotensi menurunkan laju keausan pahat.
Berdasarkan latar belakang diatas, maka penulis teratarik untuk melakukan
penelitian dengan mengabil judul “ANALISIS KEAUSAN PAHAT PADA
PEMESINAN BUBUT MENGGUNAKAN PAHAT PUTAR MODULAR
(MODULAR ROTARY TOOLS) UNTUK MATERIAL TITANIUM 6Al-
4V ELI”

5
1.2. Tujuan
Tujuan yang hendak dicapai dalam penelitian ini adalah :
1. Menganalisis keausan dan umur pahat pada proses pemesinan bubut
titanium menggunakan pahat putar.
2. Mengetahui pengaruh parameter pemesinan titanium terhadap keausah
atau umur pahat.
3. Mengetahui umur pahat yang optimal
4. Mencari model prediksi umur pahat.
1.3. Batasan Masalah
Agar penelitian ini lebih terarah, maka penulis membatasi lingkup permasalah
pada :
1. Material yang digunakan pada penelitian ini adalah Titanium paduan tipe
Ti 6Al-4V ELI.
2. Sistem Pahat Putar yang digunakan pada pemesinan bubut ini adalah
pahat putar modular dengan modul round cutter.
3. Pahat yang digunakan yaitu insert jenis RCMT karbida dengan diameter
16 mm dan 20 mm.
4. Mesin bubut yang digunakan adalah jenis mesin bubut konvensional.
5. Pengukuran keausan menggunakan USB mikroskop merk Dino-Lite
mikroskop tipe AM3113T.
6. Pemesinan yang dilakukan adalah pemesinan kering (tanpa fluida
pendingin).
6
1.4. Sistematika Penulisan
Adapun sistematika penulisan pada penelitian ini yaitu terdiri dari :
Bab I. Pendahuluan
Sub bab ini dinjelaskan tentang tentang kerangka pikir penelitian titanium
paduan dan penggunaannya di industri dan biomedis. Titanium yang dikaji
secara khusus untuk tipe Titanium Ti 6Al-4V ELI dimana proses pemotongan
akan menggunakan pahat Active Driven Rontary Tool (ADRT). Permasalahan
pada penelitian ini akan difokuskan untuk mengukur keausan pahat potong
yang nantinya dapat digunakan untuk menghitung umur pahat (tool life) dan
pengaruhnya terhadap variasi parameter pemesinan bubut yang digunakan.
Bab II. Tinjauan Pustaka
Sub bab ini berisi landasan teori dan penelitian sebelumnya yang menjelaskan
titanium dan penggunaannya, aplikasi dari material titainium dan pemesinan
titanium Ti 6AL-4V ELI. Menampilkan unjuk kerja metode pemesinan
konvensional yang banyak digunakan dalam proses produksi dengan
parameter-parameter tertentu, pengaruh serta hasil yang didapatkan dan
metode pemesinan baru menggunakan pahat potong berputar dan hasil yang
didapatkannya.
Bab III. Metode Penelitian
Sub bab ini dibahas teknis pelaksanaan penelitian dimana berisikan waktu
dan tempat penelitian, alat dan bahan yang akan digunakan, dan rincian
metode-metode yang digunakan dalam pengambilan data lengkap dengan
7
parameter yang ditetapkan. Dalam sub bab metode penelitian dijelaskan pula
mengenai pengolahan data pada saat percobaan dilakukan.
Bab IV. Hasil dan Pembahasan
Sub bab ini diuraikan hasil dan pembahasan data yang diperoleh dari
penelitian akan disajikan dalam bentuk tabel dan grafik. Dilengkapi juga
dengan analisa data dari semua parameter yang diambil. Berdasakan analisa
yang dilakukan akan dilihat kecenderungan yang terjadi pada proses
pengujian dilandasi kajian teori ilmiah yang menjadi acuan pembahasan.
Bab V. Simpulan dan Saran
Sub bab ini diuraikan intisari terhadap semua analisa dan percobaan
langdilakukan, termasuk didalamnya saran yang berisi informasi agar
dilakukan pada penelitian selanjutnya. Hal tersebut dimaksudkan agar
penelitian selanjutnya dapat berkembang lebih baik.
Daftar Pustaka
Memuat daftar informasi referensi-referensi yang digunakan dalam penulisan
laporan penelitian yang dilakukan.
Lampiran
Pada lampiran akan memuat data yang mendukung penelitian serta foto
pengujian sebagai pelengkap dalam laporan penelitian ini.

7
BAB II. TINJAUAN PUSTAKA
2.1. Proses Pemesinan
Proses pemesinan merupakan suatu metode yang digunakan untuk
mengubah bentuk dari benda kerja dengan cara memotong menggunakan pahat
potong yang dipasang pada suatu mesin perkakas. Dalam proses pemesinan,
benda kerja dipotong secara kontinyu oleh pahat untuk menghasilkan produk
sesuai spesifikasi yang ditetapkan. Pada proses pemesinan (Widarto,2008)
membentuk benda kerja dapat dilakukan dengan memutar benda kerja atau
memutar pahat dan pada proses membentuk benda kerja yang datar dilakukan
memutar pahat tanpa memutar benda kerja. Secara umum proses pemesinan
dibagi menjadi dua yaitu :
1. Traditional Machining : turning, milling, grinding, dll.
2. Non-traditional machining : chemical machining, ECM, EDM, EBM,
LBM, machining dari material non-metallic (Gao, 2005).
Selama ini proses pemesinan masih menjadi salah satu proses yang unggul
dibandingkan dengan proses pembentukan dan pengecoran karena benda kerja
yang dihasilkan lebih presisi. Pemesinan beserta prinsip kerjanya (Kalpakjian,
2009) merupakan proses manufaktur dimana benda kerja dibentuk dengan cara
membuang atau menghilangkan sebagian material dari benda kerjan. Adapun jenis

8
– jenis proses pemesinan yang banyak digunakan yaitu : proses bubut (turning),
proses pembuatan lubang (drilling), proses menyekrap (shaping dan planing),
9
proses mengefrais (milling), proses menggergaji (sawing), proses menggerinda
(grinding) dan proses memperbesar lubang (boring) (Widarto, 2008).
2.2. Pemesinan Bubut
Pemesinan Bubut (Turning) merupakan proses pemesinan yang membentuk
benda kerja dengan cara memutar benda kerja untuk menghilangkan beberapa
bagian benda kerja sehingga diperoleh bentuk geometri tertentu. Proses
pemesinan bubut ini perkakas dihantarkan secara linear pada mesin bubut sejajar
dengan sumbu rotasi benda kerja sehingga akan menyayat benda kerja yang
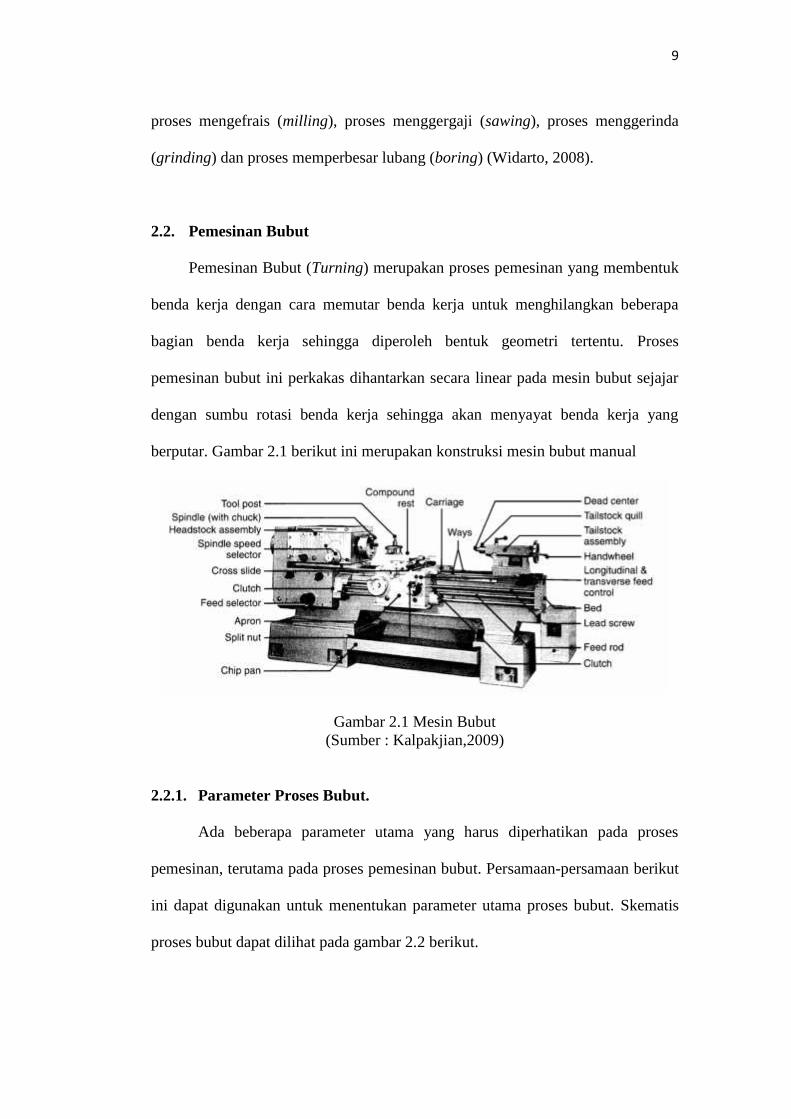
berputar. Gambar 2.1 berikut ini merupakan konstruksi mesin bubut manual
Gambar 2.1 Mesin Bubut(Sumber : Kalpakjian,2009)
2.2.1. Parameter Proses Bubut.
Ada beberapa parameter utama yang harus diperhatikan pada proses
pemesinan, terutama pada proses pemesinan bubut. Persamaan-persamaan berikut
ini dapat digunakan untuk menentukan parameter utama proses bubut. Skematis
proses bubut dapat dilihat pada gambar 2.2 berikut.

10
Gambar 2.2 Skematis proses bubut(Sumber : Widarto,2008)
Keterangan :
Benda kerja :
do = diameter mula (mm)
dm = diameter akhir (mm)
lt = panjang pemotongan (mm)
Mesin bubut :
a = kedalaman potong (mm)
f = gerak makan (mm/putaran)
n = putaran poros utama (putaran/menit)
a. Kecepatan potong
Kecepatan potong (Vc) proses bubut didefinisikan sebagai kerja rata-rata
sebuat titik pada pahat potong dalam satu menit. Kecepatan putar (speed) selalu
berhubungan dengan sumbu utama (spindle) dan benda kerja. Secara sederhana
kecepatan dapat diasumsikan sebagai keliling benda kerja dikalikan dengan
11
kecepatan putar. Dimana kecepatan potong ditentukan oleh diameter benda
kerja dan putaran poros utama.
= ; m/menit (2.1)
b. Kecepatan makan
Gerak makan (feeding) adalah jarak yang ditempuh oleh pahat setiap benda
kerja berputar satu kali sehingga satuan f adalah mm/rev. Gerak makan
dipengaruhi juga oleh kekuatan mesin, material benda kerja, material pahat,
bentuk pahat, dan kehalusan yang diinginkan. Sehingga kecepatan pemakanan
(Vf ) dapat didefinisikan sebagai jarak pergerakan pahat potong sepanjang
jarak kerja pada tiap putaran spindel.
Vf = f.n ; mm/menit (2.2)
c. Waktu pemotongan
Waktu pemotongan (tc) adalah lama waktu yang dibutuhkan untuk
menghasilkan suatu produk (Rochim, 1993)
= ; menit (2.3)
d. Kedalaman potong
Kedalaman potong (a) didefinisikan sebagai kedalaman geram yang diambil
12
oleh pahat potong. Untuk proses pembubutan kasar kedalaman potong
maksimum akan bergantung pada kondisi mesin, tipe pahat potong yang
digunaka, dan ketermesinan benda kerja (Rochim, 1993). Kedalaman potong
dapat dihitung dengan persamaan beriku.
= ; mm (2.4)
e. Kecepatan penghasilkan geram
Geram merupakan potongan dari material yang terlepas dari benda kerja akibat
gesekan pahat potong. Kecepatan penghasilan geram (Z) dapat dihitung
dengan persamaan berikut.
Z = A.Vc ; cm3/menit (2.5)
A = a.f (mm)
2.2.2. Suhu Pemesinan
Pada proses pemotongan ada beberapa suhu penting untuk diketahui. Suhu
bidang geser sangat berpengaruh terhadap tegangan alir yang memberikan
pengaruh besar terhadap suhu pada permukaan pahat dan permukaan sayatan.
Suhu pada permukaan alat juga memainkan peran utama yang relatif terhadap
ukuran dan stabilitas Built-up Edge (BUE). Suhu lingkungan kerja yang
mendekati suhu zona pemotongan secara langsung mempengaruhi suhu pada
bidang geser, permukaan pahat dan permukaan sayatan.
13
Penggunaan Energi dalam proses pemesinan terkonsentrasi pada suatu
wilayah yang amat kecil. Sebagian dari energi ini tersimpan dalam material benda
kerja dan pahat kemudian menjadi bentuk kerapatan dislokasi yang terus
meningkat, sementara sebagian besar energi lain diubah menjadi panas. Pada
dasarnya pemesinan adalah memanfaatkan energi mekanik akibat gerakan mesin
perkakas dan diubah menjadi energi panas yang digunakan untuk memotong
benda kerja. Pemanfaatkan gerakan relatif pahat potong dan beda kerja akan
menghasilkan energi panas yang cukup untuk melakukan pemotongan pada benda
kerja. Maka hal itu memenuhi hukum kekekalan energi, bahwa energi tidak dapat
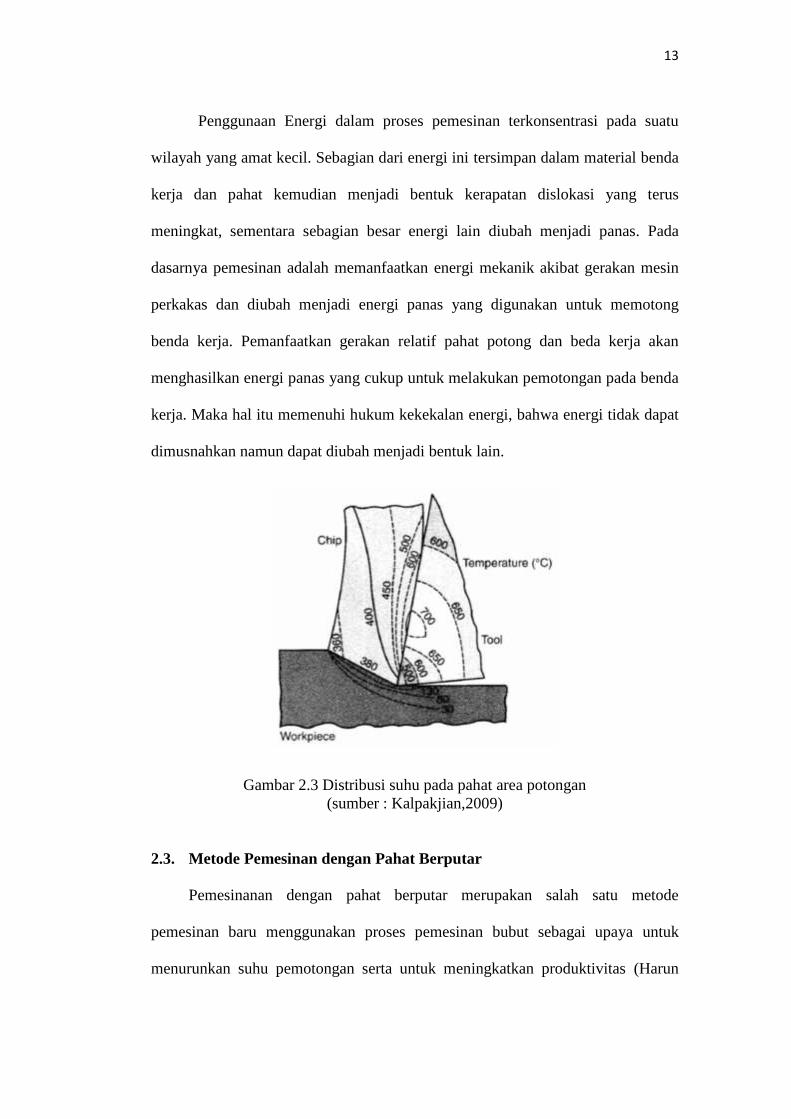
dimusnahkan namun dapat diubah menjadi bentuk lain.
Gambar 2.3 Distribusi suhu pada pahat area potongan(sumber : Kalpakjian,2009)
2.3. Metode Pemesinan dengan Pahat Berputar
Pemesinanan dengan pahat berputar merupakan salah satu metode
pemesinan baru menggunakan proses pemesinan bubut sebagai upaya untuk
menurunkan suhu pemotongan serta untuk meningkatkan produktivitas (Harun

14
dkk, 2009). Pada Gambar 2.4 menggambarkan prinsip dasar dari proses
pemesinan dengan pahat berputar. Pada Gambar dapat dilihat, metode
pemotongan dengan pahat potong yang berputar maka mata pahat (cutting edge)
akan didinginkan selama periode tanpa pemotongan (non cutting period) dalam
satu putaran pahat potong. Hal ini diharapkan bahwa suhu pahat potong akan
menurun dibandingkan dengan proses pemesinan bubut konvensional. Selain itu
diharapkan juga pada proses pemesinan dengan pahat berputar dapat digunakan
untuk pemotongan dengan kecepatan tinggi (high speed cutting) untuk material
magnesium paduan (Magnesium alloy) dan material yang sulit dipotong (difficult
to-cut materials) seperti nikel paduan (Nickel Alloy), titanium paduan (Titanium
Alloy).
Gambar 2.4 Ilustrasi Pemesinan bubut dengan pahat putar(Sumber : Harun, 2009)
Pada perkembangannya pemesinan menggunakan pahat berputar secara umum
ada dua tipe yaitu tipe SPRT (Self Propeled Rotary Tool) dan ADRT (Active
Driven Rotary Tool). Pada tipe pahat berputar SPRT putaran pahat dipengaruhi
oleh putaran dari benda kerja, gesekan antara pahat dan benda kerja yang berputar
akan mengakibatkan pahat dapat berputar, pada proses pemesinan dengan pahat

15
ini akan dihasilkan kekasaran permukaan yang tinggi. Sementara tipe ADRT
pahat digerakan menggunakan motor listrik. Tipe ADRT lebih unggul yaitu
kecepatan putaran pahat dapat dikontrol sampai kecepatan tertentu. Proses
pemesinan dengan pahat berputar selalu indentik dengan pengaturan sudut
kemiringan pahat (inklination angle). Telah dipelajari bahwa pengaturan
kemiringan pahat ini dapat meningkatkan umur pakai pahat, perubahan sudut
kemiringan pahat antara 00 - 50 mampu meningatkan 44% umur pakai pahat,
sementara perubahan sudut kemiringan antar 50 - 150 mampu meningkatkan umur
pakai pahat sampai dengan 49%. (Olgun dan Bundak, 2013)
2.4. Pahat
Pahat merupakan alat yang dipasang pada suatu mesin perkakas dengan
fungsi memotong benda kerja atau mengubah benda kerja menjadi bentuk
geometri yang diinginkan. Pada proses pengerjaan logam (metal working) pahat
digunakan untuk memotong material-material keras (Kalpakjian,2009) sehingga
dalam aplikasi tersebut suatu pahat membutuhkan karakteristik sebagai berikut :
a. Hot hardness (keras pada temperatur tinggi) sehingga dengan sifat ini
kekerasan, kekuatan dan ketahanan aus dapat dipertahankan pada suhu yang
dihadapi saat proses pemesinan.
b. Toughness and impact strength (sifat tahan terhadap beban kejut) dengan
sifat ini beban impak pada proses pemotongan yang tidak diperhitungkan
atau gaya akibat getaran dan chatter pada proses pemesinan tidak akan
merusak pahat.
16
c. Thermal shock resistance (tahan terhadap perubahan termperatur secara
tiba-tiba) hal ini diperlukan untuk menahan siklus laju perubahan terperatur.
d. Wear resistance (tahan aus) dengan ketahanan aus yang baik kriteria umur
pahat dapat diterima sebelum pergantian diperlukan.
e. Chemical stability ( Stabilitas kimia) beruhungan dengan material yang di
mesin maka untuk meminimalisir efek samping, adhesi dan difusi geram
yang memiliki kontribusi pada keausan pahat.
Untuk mencapai persyaratan diatas berbagai pahat potong dengan sifat mekanik,
fisik dan kimia telah dikembangkan selama bertahun-tahun seperti terlihat pada
Tabel 2.1. Sifat yang terdapat pada kolom pertama misalnya (Kalpakjian,2009)
berguna untuk menentukan karakteristik pahat terhadap aplikasi tertentu. Sebagai
contohnya yaitu:
a. Kekerasan dan kekuatan penting agar mampu menahan respon raw material
yang akan di mesin.
b. Ketahanan impak penting biasanya terjadi pada pahat yang digunakan dalam
penyayatan seperti pahat yang digunakan pada mesin milling.
c. Titik leleh perlu diketahui pada sebuah pahat dimana hal ini akan
mempengaruhi pahat saat temperature naik pada zona pemotongan.
d. Sifat fisik seperti konduktivitas termal dan koefisien ekspansi perlu
dikethaui agar suatu pahat tahan terhadap kelelahan termal dan kejutan.
17
Tabel 2.1 Karakteristik Material Pahat
(Sumber : Kalpakjian,2009)
2.5. Material Pahat
Pada umumnya material pahat dikategorikan dalam katagori berikut, dimana
berbagai pahat ini dikembangkan dan diimplementasikan dalam dunia industri.
Material pahat dari yang lunak dan tangguh sampai dengan yang keras tetapi getas
diurutkan sebagai berikut :
2.5.1. High Speed Steel (HSS)
High speed steel (HSS) merupakan baja paduan dengan elemen paduan
seperti tungsten, kromium, vanadium, molybdenum, dan kobalt selain itu
beberapa persen karbon ditambahkan untuk meningkatkan kekerasan dan
ketahanan aus. Pada dasarnya ada dua jenis HSS yaitu tipe-T mengandung unsur

18
tungsten (12-18%) dan tipe-M mengandung unsur tungsten (8-12%). HSS tipe-T
dikembangkan lebih awal dibandingkan tipe-M yang diciptakan karena adanya
kelangkaan relatif dari tungsten. Dari segi harga HSS tipe-M lebih murah dan
lebih keras dari tipe-T sehingga lebih banyak digunakan. Pahat HSS setidaknya
mengandung 4% kromium untuk mendapatkan tingkat kekerasan yang baik,
vanadium 2-4% untuk ketahanan terhadap abrasi, dan 5-12% kobalt untuk
meningkatkan kekerasannya.
Sifat pahat HSS sangat dipengaruhi oleh heat treatment, oleh sebab itu
makan harus diberi perlakuan secara hati-hati sesuai dengan rekomendasi dari
produsen. Permukaan pahat HSS dapat dikeraskan dengan melakukan hardening
seperti proses hardening menggunakan ball rolling. Selain itu memperhalus
permukaan HSS dan mengurangi ketidak rataan dengan di poles dapat
meningkatkan umur pakai pahat. HSS sering digunakan untuk drills dan reamers,
milling cutters, turning tools, taps, dies, broaches, hobs, dan untuk pemotongan
material non-ferrous dan baja dengan kekerasan hingga 300 BHN dengan
melakukan kombinasi kecepatan makan serta temperatur pemotongan tidak
melebihi 600 oC. (Juneja, 2003)
2.5.2. Paduan Cor Kobalt (Cast-cobalt Alloys)
Paduan Cor Kobalt pertama kali diperkenalkan tahun 1915, komposisi
pahat ini terdiri dari cobalt 38-53 % cobalt (Co) sebagai pelarut elemen-elemen
paduan yang lain, 30-33 % chromium (Cr) yang membentuk elemen karbida dan
10-20 % Tungsten / Wolfram (W). Pahat ini memiliki kekerasan yang tinggi
19
biasanya berkisar 58-64 HRC dengan ketahanan aus yang baik dan sensitif
terhadap beban impak. (Kalpakjian, 2003)
2.5.3. Karbida (Carbide)
Karbida ditemukan pada tahun 1923 merupakan material pahat yang
dibuat dengan memadukan serbuk karbida (nitrida, oksida) dengan bahan
pengikat Cobalt (Co). Melalui proses Carbolising (Groover, 2010 ) material dasar
penyusun pahat (serbuk) Tungsten/Wolfram (W), Titanium (Ti), Tantalum (Ta)
dibuat menjadi karbida yang kemudian digiling dan disaring. Salah satu atau
campuran serbuk karbida tersebut kemudian dicampur dengan bahan pengikat
(Co) dan dicetak. Semakin besar persentase cobalt (Co) kekerasan pahat akan
menurun dan keuletannya membaik. Ada tiga jenis utama dari pahat karbida yaitu
:
1. Karbida Tungsten (WC+Co).
karbida tungsten merupakan jenis pahat karbida yang digunakan untuk memotong
besi cor (cast iron cutting grade).
2. Karbida Tungsten Paduan (WC-TiC+Co; WC-TiC-TaC-Co; WC-TaC+Co;
WC-TiC-TiN+Co; TiC+Ni,Mo). Merupakan pahat karbida yang digunakan untuk
memotong baja (steel cutting grade). Karbida tungsten paduan ini ada beberapa
macam antara lain :
a. Karbida Tungsten (WC+Co).
Karbida Tungsten Murni merupakan jenis paling sederhana terdiri dari
Karbida Tungsten (WC) dan pengikat (Co) Cobalt. Jenis pahat ini cocok
20
untuk permesinan dimana mekanisme keausan pahat disebabkan oleh proses
abrasi seperti terjadi pada berbagai besi cor, apabila digunakan untuk
memotong baja maka akan terjadi keausan kawah yang berlebihan. Untuk
pemesinan baja digunakan jenis karbida tungsten paduan (Rochim, 2007)
b. Karbida (WC-TiC+Co)
Pengaruh pemberian dari TiC adalah untuk mengurangi tendensi dari geram
untuk melekat pada muka pahat (BUE: Built Up Edge) serta menaikan daya
keausan kawah (Rochim, 2007)
c. Karbida (WC-TiC-TaC-Co)
Penambahan material TaC akan menambah efek samping TiC yang
menurunkan sifat Transverse Rupture Strength, Hot Hardness dan
Compressive Strength yang dipertinggi sehingga ujung pahat tahan terhadap
deformasi plastik (Rochim 2007).
d. Karbida (WC-TaC+Co)
Pengaruh TaC hampir serupa dengan pengaruh TiC, akan tetapi
TaC lebih lunak dibandingkan dengan TiC. Jenis ini lebih tahan terhadap
Thermal Shock cocok digunakan untuk pembuatan alur (Rochim, 2007).
3. Karbida Lapis (Cemented Carbide)
Merupakan jenis karbida tungsten yang dilapisi karbida, nitrida atau oksida
lain. Umumnya sebagai material dasar menggunakan karbida tungsten
(WC+Co) yang dilapisi dengan bahan keramik (karbida, nitrida, dan oksida
yang tahan temperatur tinggi serta non adhesif). (Rochim, 2007).

21
2.5.4. Keramik (Ceramic)
Pahat keramik pertama digunakan di Amerika Serikat pada pertengahan
tahun 1950an, sementara di Eropa penggunaan pahat keramik ini sudah dimulai
awal tahun 1900an. Pahat potong keramik saat ini terbuat dari butiran halus
aluminium oksida (Al2O3) kemudian dipres dan dilebur pada tekanan dan suhu
tinggi tanpa adanya pengikat. Almuminium Oksida yang digunakan biasanya
sangat murni sampai dengan 99% dan dalam jumlah kecil oksida lain biasanya
ditambahkan oleh produsen seperti Oksida Zirkonium. Ukuran butir yang kecil
dan halus sangat penting dalam proses pembuatan pahat keramik sehingga
kepadatan campuran dapat dicapai ketika dipres pada tekanan tinggi hal ini
dimaksudkan untuk meningkatkan ketangguhan material yang sangat rendah.
Pahat keramik cocok untuk aplikasi pemesinan pada besi cor dan baja pada
kecepatan tinggi, feeding dan kedalaman makan yang rendah. (Groover, 2010)
2.5.5. Cubic Boron Nitride (CBN)
Cubic Boron Nitride adalah material yang cukup sulit tersedia. Pada
awalnya bahan ini dikenal dengan nama pasaran Borazon pada tahun 1962. Cubic
Boron Nitride dibuat dari 0.5-1 mm polikristalin boron kubik dengan peleburan
dibawah tekanan dan suhu tinggi. Lapisan karbida pada bahan akan menjadikan
tahan aus yang tinggi dan kekuatan yang sangat baik. Pada suhu tinggi CBN
adalah unsut kimia dari materil besi dan nikel oleh karenanya tidak akan akan
timbul keausan akibat difusi. Pahat ini juga tahan terhadap oksidasi dengan

22
demikian cocok untuk memotong Ferrous-material yang di hardening dan paduan
dengan suhu tinggi. Sifat getas CBN menjadikanya pahat yang hanya dapat
digunakan untuk pemotongan pada kecepatan tinggi dan terhindar dari getaran
serta chatter. Penggunaan cairan pendingin harus dihindari bersamaan penggunaan
pahat ini agar tidak terjadi keretakan akibat termal shock. (Kalpakjian, 2003)
2.5.6. Intan (Diamond)
Intan merupakan substansi yang sangat sulit dibentuk. Sebagai pahat potong
intan memiliki sifat-sifat yang diinginkan seperti gesekan rendah, ketahanana aus
yang tinggi, dan kemampuan mempertahankan sudut pemotongan yang tajam.
Pahat intan biasa digunakan untuk finising permukaan yang baik dan akurasi
dimensi yang tinggi, dengan paduan material non-ferrous yang lunak serta
material abrasive non logam dan logam. Sehingga intan sintetis (buatan) banyak
digunakan karena intan alami memiliki kelehaman serta kinerjanya tidak dapat
diprediksi.
Single-crystal diamonds dapat digunakan untuk bebagai macam aplikasi
khusus. Namun sebagian besar telah diganti dengan pahat polycrystalline
diamond (PCD). Pahat intan ini terdiri dari Kristal sintetis yang sangat kecil
disatukan dengan tekanan dan suhu yang tinggi dengan ketebalan 0.5-1 mm dan
terikat pada substat karbida. Orientasi acak dari krisal intan mencagah keretakan
pada struktur dan secara signifikan meningkatkan ketangguhan. Selin itu afinitas
kimia yang kuat pada suhu pemotongan yang tinggi (yang mengakibatkan difusi),
intan tidak dianjurkan untuk memotong plain carbon-steel atau titanium, nikel,
dan paduan berbasis kobalt. Berlian juga digunakan sebagai material abrasive

23
dalam proses grinding dan polishing dan juga sebagai material pelapis (coating).
(Kalpakjian,2003)
2.6. Keausan pahat
Keausan dapat didefinisikan sebagai peristiwa terlepasnya material atau
atom dari permukaan material akibat deformasi plastis dan gaya mekanik.
Keausan pada pahat potong akan menyebabkan perubahan bentuk benda kerja
sehingga akan mengakibatkan geometri dan kualitas permukaan material akan
mengalami penurunan. Selama proses pembentukan geram berlangsung
(Rochim,2007) pahat dapat mengalami kegagalan fungsi yang normal diakibatkan
oleh beberapa hal berikut :
1. Keausan yang semakin besar pada bidang aktif pahat.
2. Keretakan yang menjalar dan menyebakan patah pada mata potong pahat.
3. Deformasi plastik yang merubah bentuk geometri pahat.
Pada proses pemotongan logam keausan pahat dapat terjadi pada bidang
utama pahat atau yang kemudian disebut keausan tepi (flank wear) dan keausan
yang terjadi pada bidang geram atau yang kemudian disebut (creater wear). Pada
Proses pengukuran umur pahat akan berkaitan dengan terjadinya flank wear dan
creater wear sesuai dengan standar ISO 3685 : 1993. Karakteristik keausan pahat
sering dipresentasikan sebagai plot penggunaan material dibandingkan dengan
jarak pergeseran atau waktu pemotongan untuk kombinasi pahat dan material
tertentu. Gambar 2.5 berikut ini merupakan grafik skematik lebar keausan tepi
dibandingkan dengan panjang pemotongan, mendiskripsikan pula proses
perubahan keausan pahat.

24
Gambar 2.5 Grafik skematik perubahan keausan danperbedaan daerahnya
Region 1 : daerah primer atau daerah awal yang memiliki tingkat keausan yang
relatif tinggi yang bergantung pada kecepatan keausan lapisan pahat
selama proses produksi.
Region 2 : daerah steady-state daerah ini merupakan daerah dimana operasi
normal pahat potong harus dilakukan.
Region 3 : daerah dimana keausan terjadi dengan cepat yang berkahir dengan
kegagalan pahat. Pada wialyah ini sering disertai dengan gaya
pemotongan yang tinggi dan temperature yang disertai dengan getaran
pahat yang tinggi.
2.6.1. Keausan Tepi (Flank Wear)

25
Salah satu kegagalan pahat adalah keausan tepi (flank wear) yang
disimbolkan dengan VB. Flank merupakan sisi samping muka pahat potong
dimana terletak pada tepi sisi potong utama. Keausan ini terjadi pada bagian pahat
yang berkontak langsung dengan benda kerja dan menahan gaya pemotongan.
Keausan ini bermula dari bagian tepi sisi potong dan akan terus melebar.
Pelebaran area kontak geram disebut dengan wear land. Keausan Tepi (Astakhov
dan Davim, 2008) dapat dilihat seperti ditunjukkan pada Gambar 2.6 berikut.
Gambar 2.6 Keausan Tepi(Sumber : Astakhov dan Davim, 2008)
Terdapat tiga area penting dalam keausan tepi menurut ISO 3685 sebagaimana
dikutip oleh Nugroho dan Senoaji (2010) yaitu :
Daerah N : merupakan kedalaman potong dibagi empat
Daerah C : daerah nose radius
26
Daerah B : merupakan kedalaman potong dikurangi daerah C dan daerah N
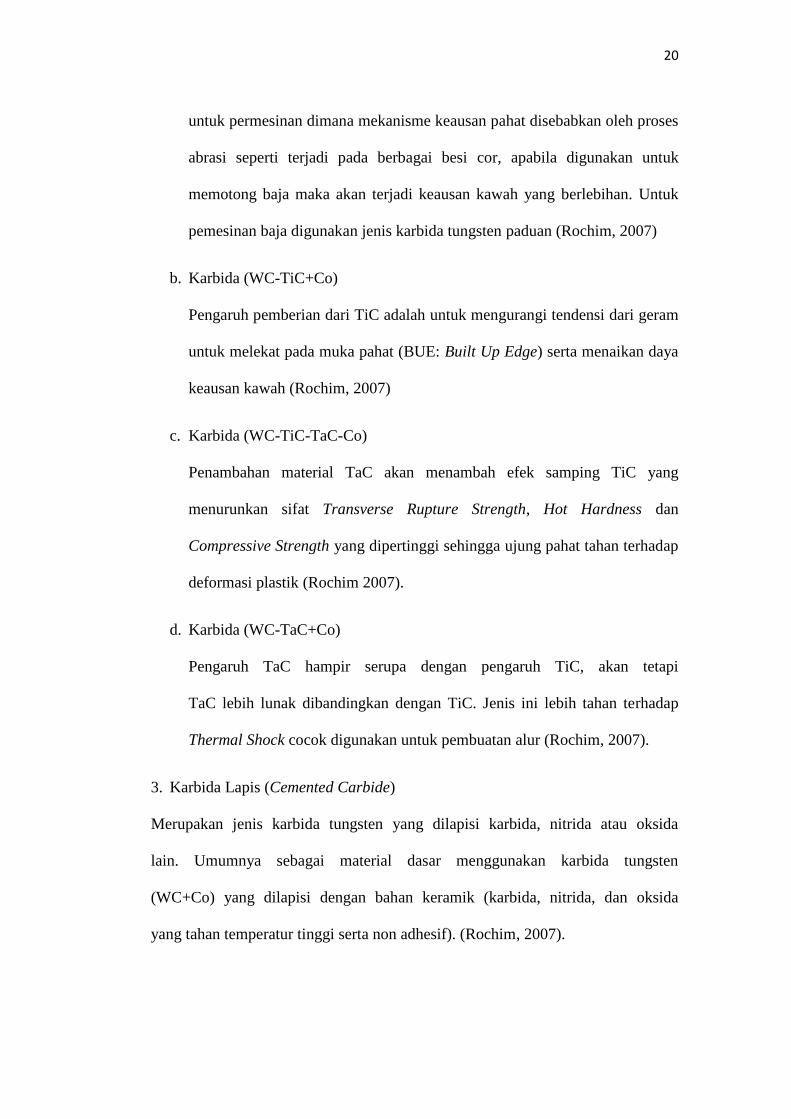
2.6.2. Keausan kawah (Crater Wear)
Crater merupakan keausan pahat yang berbentuk seperti lubang atau
kawah, biasanya terjadi pada area kontak dengan geram. Jika keausan ini semakin
bertambah, kawah menjadi makin lebar, panjang, dan dalam, bahkan bisa
mencapai tepi pahat. Timbulnya kawah menyebabkan tepi potong pahat menjadi
lemah dan mengalami kerusakan. Keausan kawah ini lebih cepat terjadi pada
pahat dengan material ulet, Gambar 2.7 menunjukkan lokasi keausan tersebut,
(Astakhov dan Davim, 2008)
Gambar 2.7 Keausan Kawah(Sumber : Astakhov dan Davim, 2008)
2.6.3. Mekanisme Keausan Pahat.
Secara umum mekanisme kausan pahat dapat dilihat pada gambar 2.8 yaitu
(1) Abrasion, (2) Diffusion, (3) Oxidation, (4) fatigue, and (5) adhesion. Sebagian
penulis menjelaskan seperti (Shaw,1984 dan trent,2000) sebagian besar
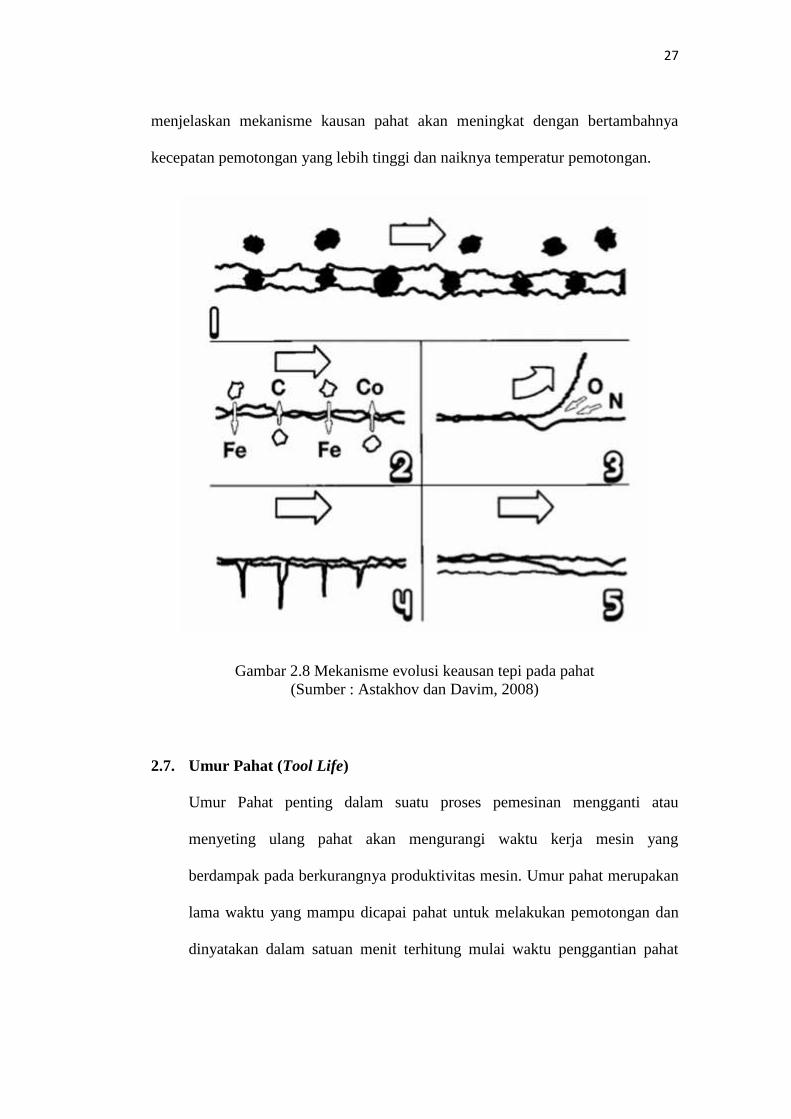
27
menjelaskan mekanisme kausan pahat akan meningkat dengan bertambahnya
kecepatan pemotongan yang lebih tinggi dan naiknya temperatur pemotongan.
Gambar 2.8 Mekanisme evolusi keausan tepi pada pahat(Sumber : Astakhov dan Davim, 2008)
2.7. Umur Pahat (Tool Life)
Umur Pahat penting dalam suatu proses pemesinan mengganti atau
menyeting ulang pahat akan mengurangi waktu kerja mesin yang
berdampak pada berkurangnya produktivitas mesin. Umur pahat merupakan
lama waktu yang mampu dicapai pahat untuk melakukan pemotongan dan
dinyatakan dalam satuan menit terhitung mulai waktu penggantian pahat
28
potong. Keausan dan kegagalan pahat akan meningkatkan kekasaran
permukaan dan akurasi benda kerja. (Astakhov dan Davim, 2008)
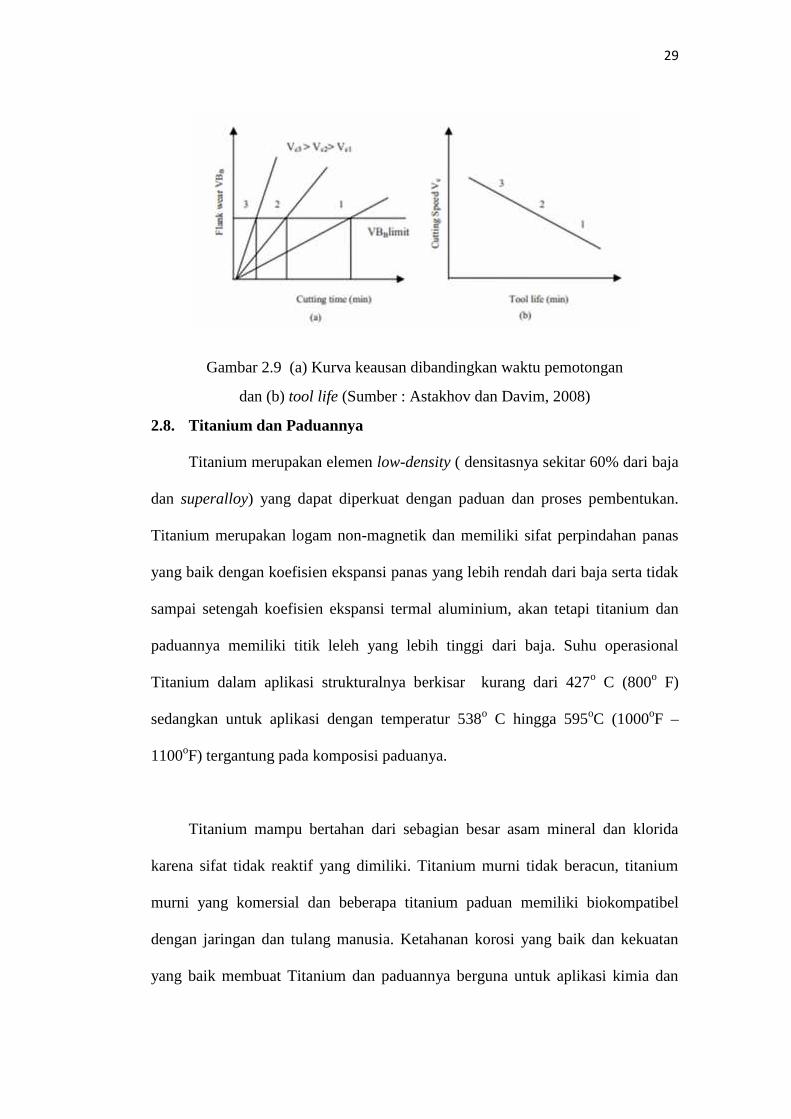
2.7.1. Persamaan Umut Pahat Taylor
Keausan permukaan selalu digunakan sebagai dasar kriteria waktu pakai
pahat karena sangat mudah untuk ditentukan secara kuantitatif. Keausan tepi
(flank wear) digunakan sebagai dasar kriteria kegagalan alat karena pengaruhnya
terhadap kekasaran permukaan dan akurasi benda kerja. Gambar 2.9 berikut
menggambarkan kurva keausan (VB dibandingkan dengan waktu pemotongan)
untuk beberapa kecepatan potong (1,2 dan 3) dan susunan kurva umur pakai
(kecepatan potong dibandingkan dengan umur pahat). Dirumuskan (Taylor,1907)
dengan persamaan berikut :
Vc.Tn = C (2.6)
Dimana :
Vc = kecepatan potong (m/menit)
T = Tool Life (menit)
n = Eksponen yang bergantung pada parameter pemotongan
C = Konstanta
29
Gambar 2.9 (a) Kurva keausan dibandingkan waktu pemotongan
dan (b) tool life (Sumber : Astakhov dan Davim, 2008)
2.8. Titanium dan Paduannya
Titanium merupakan elemen low-density ( densitasnya sekitar 60% dari baja
dan superalloy) yang dapat diperkuat dengan paduan dan proses pembentukan.
Titanium merupakan logam non-magnetik dan memiliki sifat perpindahan panas
yang baik dengan koefisien ekspansi panas yang lebih rendah dari baja serta tidak
sampai setengah koefisien ekspansi termal aluminium, akan tetapi titanium dan
paduannya memiliki titik leleh yang lebih tinggi dari baja. Suhu operasional
Titanium dalam aplikasi strukturalnya berkisar kurang dari 427o C (800o F)
sedangkan untuk aplikasi dengan temperatur 538o C hingga 595oC (1000oF –
1100oF) tergantung pada komposisi paduanya.
Titanium mampu bertahan dari sebagian besar asam mineral dan klorida
karena sifat tidak reaktif yang dimiliki. Titanium murni tidak beracun, titanium
murni yang komersial dan beberapa titanium paduan memiliki biokompatibel
dengan jaringan dan tulang manusia. Ketahanan korosi yang baik dan kekuatan
yang baik membuat Titanium dan paduannya berguna untuk aplikasi kimia dan

30
petrokimia, lingkungan laut, dan aplikasi biomaterial. Dengan kombinasi kekuatan
yang tinggi, kekakuan, ketangguhan yang baik, densitas yang rendah sehingga
mengurangi massa komponen dan ketahanan korosi yang baik dari titanium dan
paduannya memungkinkan untuk aplikasi aerospace. (Matthew & Donachie,
2000)
2.8.1.Titanium Paduan Ti 6Al-4V ELI
Pada umumnya Titanium merupakan elemen alotropi atau logam yang
memiliki lebih dari satu bentuk kristal. Pada suhu rendah, titanium memiliki
struktur kristal heksagonal (Hexagonal closed Packed/HCP) yang kemudian
disebut fase alpha. Struktur ini akan berubah menjadi body centered cubic (BCC)
pada saat dipanaskan melebihi temperatur 882°C (1620°F), struktur kemudian
disebut fase beta. (Leyens & Peters, 2003)
Gambar 2.10 Struktur kristal titanium (a. Hexagonal Close Packed) dan(b. Body Centered Cubic) (Sumber : Leyens & Peters, 2003)
(a) (b)
31
Titanium 6Al-4V ELI merupakan titanium yang berada pada fase alpha-beta
yang berisi 6 wt% aluminium dan 4 wt% vanadium. Titanium jenis ini biasanya
digunakan untuk pressure vassel, baling-baling turbin gas pesawat, dan implan
biomedis. Titanium 6Al-4V memiliki kombinasi kekuatan dan ketangguhan yang
lebih baik serta memiliki ketahanan terhadap korosi.
Titanium 6Al-4V ELI memiliki beberapa kelebihan dimana massa yang
lebih ringan jika dibandingkan dengan baja dengan tingkat kekerasan yang sama,
memiliki kemampuan pasif dalam sistem biologi tubuh dan dengan demikian
menunjukkan ketahanan terhadap mineral, asam, protein dan klorida. Titanium
murni nontoxic dan beberapa paduan titanium umumnya memiliki kompatibelitas
dengan jaringan dan tulang manusia, sifat biokompatibel titanium memungkinkan
untuk dapat di tanamkan dalam tubuh manusia tampa menimbulkan reaksi negatif
terhadap sistem biologi tubuh makhluk hidup. Meskipun demikian tetap terjadi
korosi pada titanium yang ditanam pada tubuh manusia dengan tingkat yang
sangat rendah hal ini dapat dipelajari dari material implan yang telah di ambil dari
tubuh manusia. (Enderle & Bronzino, 2000)
2.8.2. Pemesinan pada Titanium
Titanium dikenal sebagai material yang sulit untuk dimesin (difficut to cut
material). Pemesinan yang dilakukan pada titanium paduan akan membutuhkan
gaya pemotongan yang sedikit lebih besar daripada gaya pemotongan yang
digunakan untuk pemesinan baja, karakteristik metalurgi titanium paduan yang
membuat mereka sulit untuk dillakukan pemesinan sehingga untuk melakukan
32
pemesinan dibutuhkan biaya tambahan yang cukup besar dibandingkan untuk
melakukan pemesinan baja dengan tingkat kekerasan yang sama. Keberhasilan
dalam pemesinan titanium tergantung bagaimana mengatasi beberapa sifat yang
dimilikinya. Sifat-sifat titanium tersebut antara lain:
Konduksi Panas
Titanium merupakan konduktor panas yang buruk. Panas yang
ditimbulkan saat proses pemotongan tidak menghilang dengan cepat. Oleh
karenanya, sebagian besar panas akan terkonsentrasi pada tepi pemotongan
dan permukaan pahat. Sehingga akan berpengaruh pada umur pahat yang
digunakan.
Sifat paduan
Titanium memiliki kecenderungan sifat untuk membentuk paduan yang
kuat, atau mudah terjadi reaktivitas kimia dengan material pada temperatur
yang tinggi saat proses pemotongan. Hal ini berpotensi menyebabkan
tingkat keausan alat potong lebih cepat.
Modulus elastisitas
Modulus elastisitas yang lebih rendah pada titanium dibandingkan besi
dan superalloy namun memiliki “springiness” yang lebih dibandingkan
dengan logam-logam tersebut. Hasilnya adalah terjadinya defleksi benda
kerja yang lebih besar.
Rentan terhadap kerusakan permukaan
Karateristik Work Hardening
33
Karakteristik pengerasan pada titanium dapat ditunjukkan adanya “built-up
edge”. Munculnya built-up edge pada tepi alat potong menyebabkan
perubahan yang berakibat pada peningkatan temperatur pada sebagian area
alat potong dengan demikian tingkat keausan pahat meningkan dan
menurunkan umur pakai pahat potong.
Teknologi pemesinan konvensional titanium tidak jauh berbeda dengan teknologi
pemesinan pada umumnya. Terdapat beberapa parameter pemotongan yang harus
diperhatikan dalam melakukan proses pemotongan titanium, parameter –
parameter tersebut antara lain:
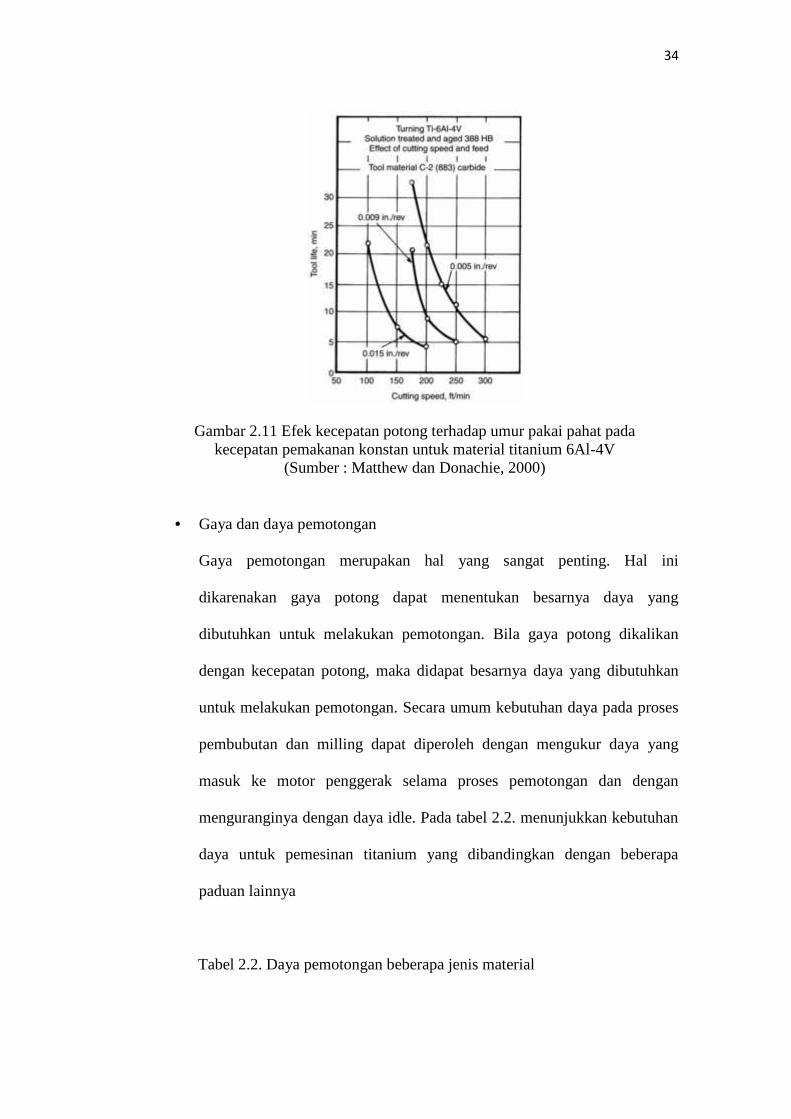
Umur pahat
Data umur pahat telah dikembangkan melalui eksperimen dengan
menggunakan berbagai jenis paduan titanium. Data tersebut mewakili
secara keseluruhan jenis titanium. Pada gambar 2.11 dapat dilihat bahwa
kecepatan potong sangat berpengaruh terhadap umur pahat. Pada
kecepatan potong tinggi, umur pahat relatif lebih singkat sedangkan pada
kecepatan potong yang rendah umur potong relatif lebih panjang.
34
Gambar 2.11 Efek kecepatan potong terhadap umur pakai pahat padakecepatan pemakanan konstan untuk material titanium 6Al-4V
(Sumber : Matthew dan Donachie, 2000)
Gaya dan daya pemotongan
Gaya pemotongan merupakan hal yang sangat penting. Hal ini
dikarenakan gaya potong dapat menentukan besarnya daya yang
dibutuhkan untuk melakukan pemotongan. Bila gaya potong dikalikan
dengan kecepatan potong, maka didapat besarnya daya yang dibutuhkan
untuk melakukan pemotongan. Secara umum kebutuhan daya pada proses
pembubutan dan milling dapat diperoleh dengan mengukur daya yang
masuk ke motor penggerak selama proses pemotongan dan dengan
menguranginya dengan daya idle. Pada tabel 2.2. menunjukkan kebutuhan
daya untuk pemesinan titanium yang dibandingkan dengan beberapa
paduan lainnya
Tabel 2.2. Daya pemotongan beberapa jenis material

35
Material Pahat
Pahat potong yang digunakan untuk pemesinan titanium membuthkan
ketahanan dan kekerasan yang memadai. Meskipun penggunaan alat
dengan material baru seperti special ceramics, coated carbides,
polycrystalline diamonds, dan boron nitrid hanya untuk memotong
material seperti baja, besi cor, dan paduan tahan panas, tidak terdapat
perkembangan yang baru untuk meningkatkan produktivitas pemesinan
komponen titanium.
Peralatan potong dan cairan pendingin
Meskipun sifat dasar pemesinan dari logam titanium tidak dapat dikurangi
secara signifikan, efeknya dapat diminimalisir dengan menurunkan
temperatur yang dihasilkan pada permukaan dan tepi pahat.
2.9. Metode Taguchi
Metode Taguchi diusulkan oleh Dr. Genichi Taguchi. Metode ini
merupakan suatu metode yang digunakan untuk pengendalian kualitas sebelum
proses berlangsung atau sering juga dinamakan off-line quality control. Metode
ini sangat efektif dalam peningkatan kualitas dan juga mengurangi biaya produksi.

36
Rekayasa kualitas yang diusulkan Taguchi bertujuan agar performansi produk
atau prosesnya tidak sensitif sehingga tangguh terhadap faktor lain yang sulit
dikendalikan (Roy, 2001). Filosofi metode taguchi terhadap kualitas terdiri dari
tiga konsep, yaitu :
a. Kualitas harus didesain kedalam produk dan bukan hanya sekedar
memeriksanya.
b. Kualitas terbaik dicapai dengan meminimkan simpangan dari target,
sehingga robust harus didesain dimana faktor lingkungan yang tidak
dapat dikontrol.
c. Biaya kualitas produk harus diukur sebagai fungsi deviasi dari standart
tertentu dan kerugian harus diukur pada seluruh tahapan masa pakai
produk.
2.9.1. Ortogonal Array
Dalam metode Taguchi digunakan matriks orthogonal array untuk
menentukan jumlah percobaan minimal yang dapat memberi informasi sebanyak
mungkin tentang variable-variabel yang mempengaruhi hasil percobaan. Array
disebut orthogonal dikarenakan setiap level dari masing-masing faktor seimbang
dan dapat dipisah dari pengaruh faktor yang lain dalam percobaan. Orthogonal
array merupakan matriks faktor dan level yang disusun sehingga pengaruh suatu
faktor dan level tidak berbaur dengan faktor dan level lain. Bagian paling penting
dari orthogonal array terletak pada pemilihan kombinasi level dari variabel-
variabel input untuk masing-masing percobaan. Orthogonal Array biasanya
dinotasikan dengan Ln(lf) dimana L adalah simbol orthogonal array, f adalah
banyak faktor, n adalah banyak percobaan dan l adalah banyak level (Roy, 2001).
37
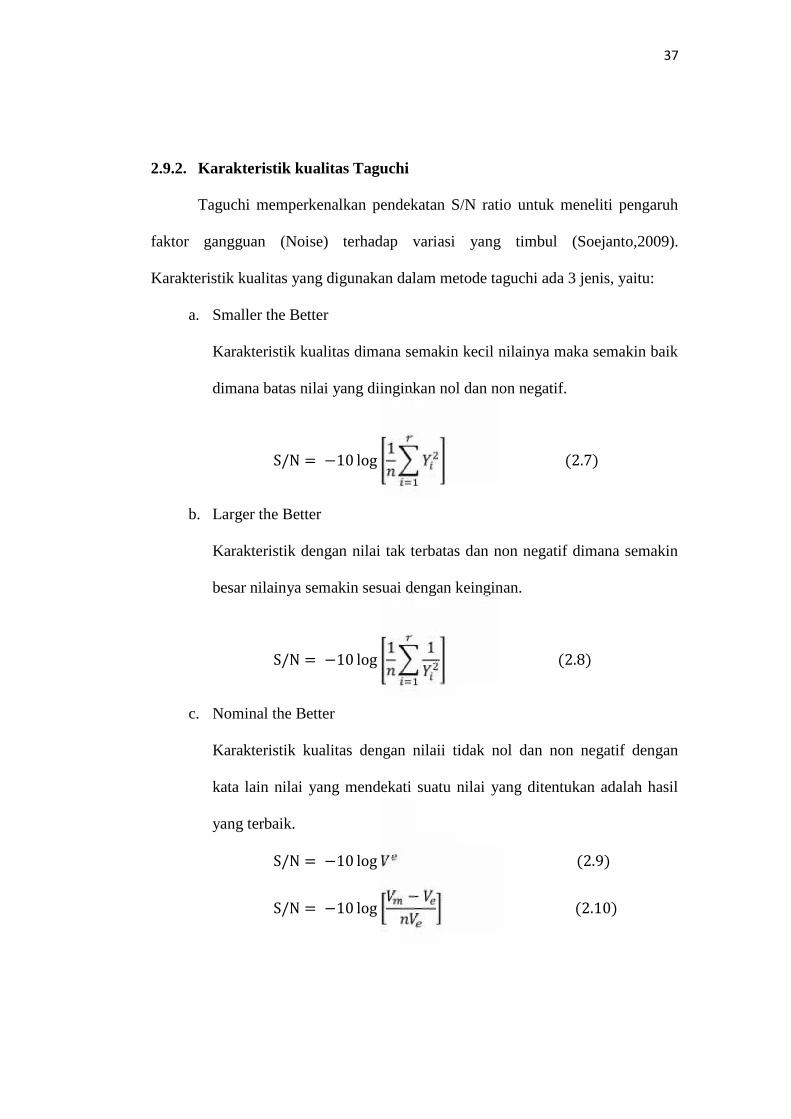
2.9.2. Karakteristik kualitas Taguchi
Taguchi memperkenalkan pendekatan S/N ratio untuk meneliti pengaruh
faktor gangguan (Noise) terhadap variasi yang timbul (Soejanto,2009).
Karakteristik kualitas yang digunakan dalam metode taguchi ada 3 jenis, yaitu:
a. Smaller the Better
Karakteristik kualitas dimana semakin kecil nilainya maka semakin baik
dimana batas nilai yang diinginkan nol dan non negatif.
S/N = −10 log 1 (2.7)b. Larger the Better
Karakteristik dengan nilai tak terbatas dan non negatif dimana semakin
besar nilainya semakin sesuai dengan keinginan.
S/N = −10 log 1 1 (2.8)c. Nominal the Better
Karakteristik kualitas dengan nilaii tidak nol dan non negatif dengan
kata lain nilai yang mendekati suatu nilai yang ditentukan adalah hasil
yang terbaik.S/N = −10 log (2.9)S/N = −10 log − (2.10)

38
2.9.3. Analisis Varian Taguchi
Analisis varian pada metode taguchi digunakan untuk mengeintrpretasikan
data hasil secara statistik. Analisis Varian merupakan teknik perhitungan yang
mungkin dilakukan untuk melihat kontribusi setiap faktor secara kuantitatif pada
semua respon pengukuran. Dengan menggunakan Analisi varian dapat
diidentifikasi kontribusi faktor yang digunakan sehingga akurasi perkiraan model
dapat ditentukan. (Roy, 2001)
Analisis Varian untuk matriks dilakukan berdasarkan perhitungan jumlah
kuadrat masing-masing kolom. Analisa varian yang dilakukan dapat berupa satu
arah atau dua arah. Analisa varian satu arah hanya menentukan warian dari error
rata-rata. Analisis varian dua arah digunakan untuk data eksperimen yang terdiri
dari dua faktor atau lebih dan dua level atau lebih ( (Sojanto, 2009). Berikut ini
merupakan persamaan untuk perhitungan Analisis varian yang terdiri dari
perhitungan derajat kebebasan dan jumlah kuadrat.
Jumlah Kuadrat (Sum of Square)
= + + + (2.11) Derajat kebebasan (Degree of Freedom)
VA = (Banyaknya faktor) x(Banyak Level-1) (2.12)
Rata-rata kuadrat (Mean Square)
= (2.13) Jumlah Kuadrat total

39
= (2.14) Jumlah kuadrat karena rata-rata= (2.15) Persen kontribusi masing-masing faktor
= 100% (2.16)Pada persen kontribusi akan dihitung kontribusi faktor maupun iteraksi faktor
yang signifikan dan error. Jika persen kontribusi error ≤ 15% maka tidak ada
faktor yang berpengauh terabaikan. Tetapi jika persen kontribusi error ≥ 50%
maka terdapat faktor yang berpengaruh dominan terabaikan. Jumlah kuadrat error
dapat dicari dengan persamaan berikut.
= − − (2.17)F-value akan dihitung berdasarkan pembagian rata-rata jumlah kuadrat dengan
jumlah kuadrat error. = (2.18)

38
BAB III. METODE PENELITIAN
Penelitian ini dilakukan dengan menggunakan sistem pahat putar modular
(Modular Rotary Tool) yang di pasang pada mesin bubut konvensional. Material
yang digunakan yaitu Titanium paduan (Ti 6Al-4V ELI). Proses pemotongan
dilakukan untuk mendapatkan nilai keausan tepi pahat (VB) dan mengetahui umur
pahat potong yang optimum. Secara rinci metode yang dilakukan dalam penelitian
ini dijelaskan dibawah ini.
3.1. Waktu dan Tempat Penelitian
Penelitian ini akan dilaksanakan dalam waktu 8 bulan yaitu mulai bulan
Maret sampai dengan November 2017. Proses Pemotongan Ti 6Al-4V ELI
dilakukan di Laboratorium Teknik Produksi dan proses pengolahan data serta
analisis dilakukan di laboratorium CNC/CAM Fakultas Teknik Universitas
Lampung.
3.2. Alur Penelitian
Secara garis besar, alur pelaksanaan penelitian ditunjukan pada diagram
alir (flowchart) di bawah ini :
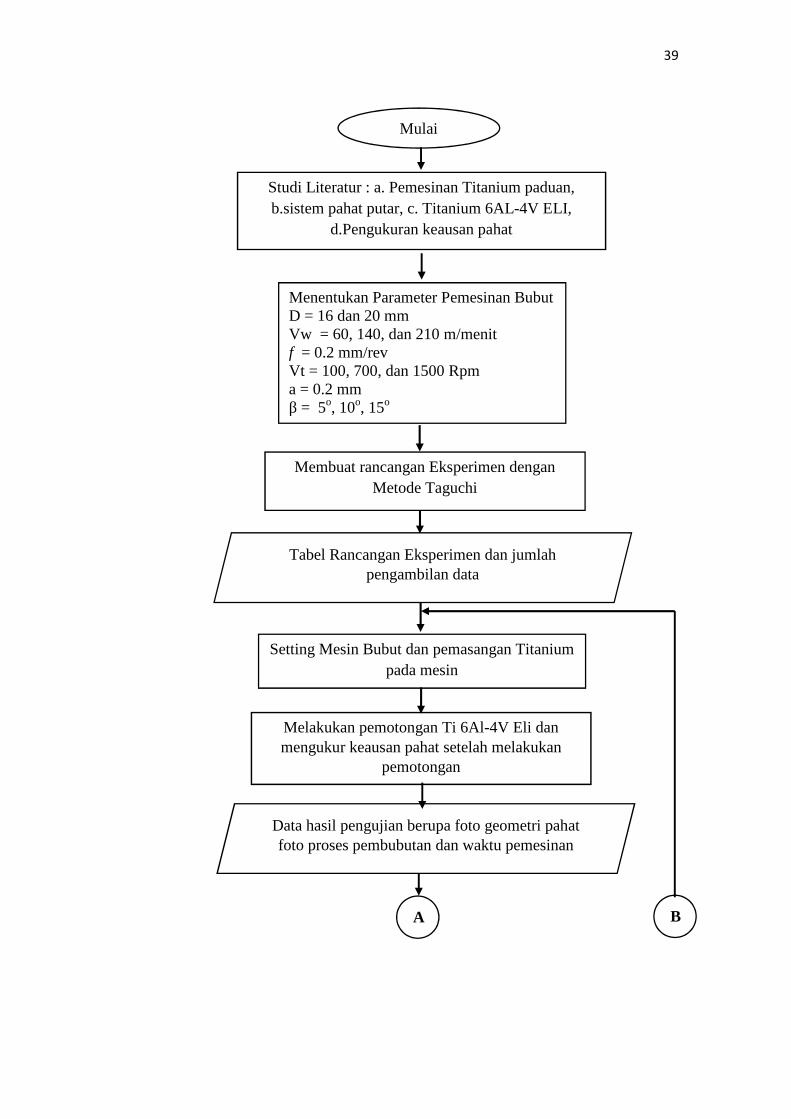
39
Mulai
Studi Literatur : a. Pemesinan Titanium paduan,b.sistem pahat putar, c. Titanium 6AL-4V ELI,
d.Pengukuran keausan pahat
Setting Mesin Bubut dan pemasangan Titaniumpada mesin
Menentukan Parameter Pemesinan BubutD = 16 dan 20 mmVw = 60, 140, dan 210 m/menitf = 0.2 mm/revVt = 100, 700, dan 1500 Rpma = 0.2 mmβ = 5o, 10o, 15o
Data hasil pengujian berupa foto geometri pahatfoto proses pembubutan dan waktu pemesinan
Melakukan pemotongan Ti 6Al-4V Eli danmengukur keausan pahat setelah melakukan
pemotongan
Membuat rancangan Eksperimen denganMetode Taguchi
Tabel Rancangan Eksperimen dan jumlahpengambilan data
A B

40
Gambar 3.1 Flowchart Penelitian
3.3. Alat dan Bahan Penelitian
Adapun bahan yang digunakan dalam penelitian ini adalah :
1. Titanium 6Al-4V ELI
Gambar 3.2 Titanium 6Al-4V ELI
Analisis data dan pembahasan
Simpulan dan saran
Selesai
Apakah datalengkap?
Tidak
Ya
A B

41
Material Titanium 6Al-4V ELI memiliki karakteristik sifat sebagai berikut :
Tabel 3.1 Sifak Fisik Paduan Titanium 6Al-4V ELI
Sifat Nilai
Modulus Elastisitas 104800.31 MPa/mm2
Poissons Ratio 0.31 N/A
Shear Modulus 41023.81 MPa/mm2
Mass Density 4428.78 kg/m3
Tensile Strength 1050 MPa/m2
Compressive Strength Mpa/mm2
Yield Strenght 827.37 MPa/mm2
Thermal Coeficient 9e-006 K
Thermal Conductivity 6.7 W/(m-K)
Specific Heat 586.04 J/(kg-K)
Damping Rasio N/A
(Sumber : Matthew dan Donachie, 2000)
Adapun alat yang digunakan dalam penelitian ini adalah :
1. Mesin bubut konvensional
Mesin bubut konvensional adalah mesin perkakas manual yang
digunakan untuk memotong benda yang berputar. Bubut merupakan suatu
proses pemotongan benda kerja yang sayatanya dilakukan dengan memutar
benda kerja dan dikenakan pada pahat yang perpindah secara translasi sejajar
dengan sumbu putar benda kerja. Gerak putaran benda kerja kemudian
disebut gerak potong relatif dan gerak translasi pahat kemudian disebut gerak
makan.
Penelitian ini akan dilakukan menggunakan mesin bubut untuk
melakukan pemesinan dengan benda kerja Titanium 6Al-4V ELI
menggunakan parameter-parameter pemesinan yang sudah ditentukan.

42
Kemudian dari proses pemesinan bubut menggunakan pahat putar ini keausan
pahat yang terjadi akan diukur. Mesin bubut yang digunakan untuk penelitian
ini memiliki spesfikasi seperti terlihat pada tabel 3.2 dan gambar 3.2 berikut.
Tabel 3.2 Spesifikasi mesin bubut konvensional
Merk PHINACO
Type S-90/200
Motor Main motor power 4 kW
Central high 200 mm
Central distance 750-1150 mm
Swing over bed 400 mm
Swing over carriage 370 mm
Swing cross slide 210 mm
Gambar 3.3 Mesin bubut konvensional
2. Sistem Pahat Putar Modular (Modular Rotary Tool System)

43
Pahat putar modular merupakan sistem yang digunakan dalam penelitian
ini, metode pemotongan menggunakan menggunakan pahat putar modular ini
mata pisau akan didinginkan selama periode tanpa pemotongan dalam satu
putaran pahat potong. Hal ini diharapkan akan menurunkan suhu pemotongan
sehingga mengurangi afinitas kimia dan menurunkan laju keausan pahat
dibandingkan menggunakan pahat yang diam. Sistem pahat putar modular ini
akan ditempatkan didudukan pahat mesin bubut untuk menggantikan sistem
pahat bubut konvensional (pahat diam).
Gambar 3.4 Sistem Pahat Putar Modular
3. Laptop
Laptop merupakan personal komputer (PC) yang dapat dipindah-pindah
atau portable yang memiliki fungsi sama seperti komputer pada umumnya.
Dalam penelitian ini computer digunakan untuk menampilkan gambar dari
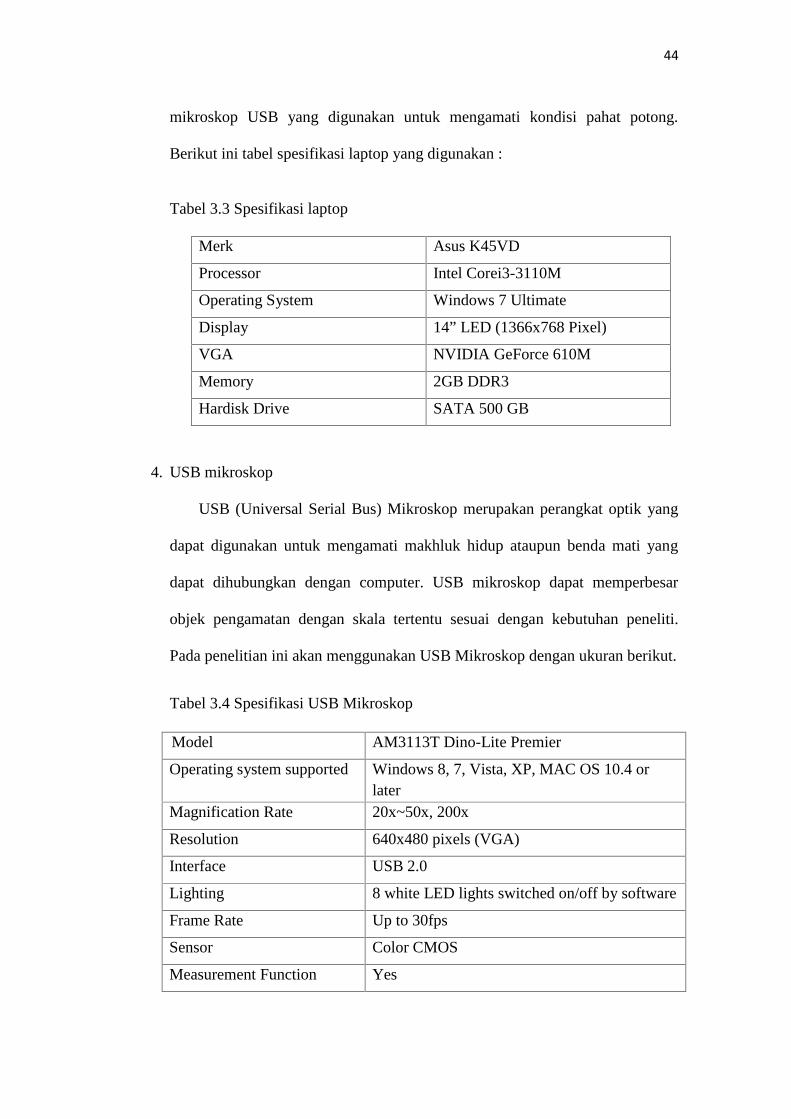
44
mikroskop USB yang digunakan untuk mengamati kondisi pahat potong.
Berikut ini tabel spesifikasi laptop yang digunakan :
Tabel 3.3 Spesifikasi laptop
Merk Asus K45VD
Processor Intel Corei3-3110M
Operating System Windows 7 Ultimate
Display 14” LED (1366x768 Pixel)
VGA NVIDIA GeForce 610M
Memory 2GB DDR3
Hardisk Drive SATA 500 GB
4. USB mikroskop
USB (Universal Serial Bus) Mikroskop merupakan perangkat optik yang
dapat digunakan untuk mengamati makhluk hidup ataupun benda mati yang
dapat dihubungkan dengan computer. USB mikroskop dapat memperbesar
objek pengamatan dengan skala tertentu sesuai dengan kebutuhan peneliti.
Pada penelitian ini akan menggunakan USB Mikroskop dengan ukuran berikut.
Tabel 3.4 Spesifikasi USB Mikroskop
Model AM3113T Dino-Lite Premier
Operating system supported Windows 8, 7, Vista, XP, MAC OS 10.4 orlater
Magnification Rate 20x~50x, 200x
Resolution 640x480 pixels (VGA)
Interface USB 2.0
Lighting 8 white LED lights switched on/off by software
Frame Rate Up to 30fps
Sensor Color CMOS
Measurement Function Yes

45
Calibration Yes
Gambar 3.5 USB mikroskop
5. Pahat Sisipan (Insert Tool)
Pahat sisipan yang akan dipasang pada sistem pahat putar ini yaitu jenis
karbida terlapis merk Sumitomo dengan ukuran diameter 16 mm dan
20mm.
Tabel 3.5 Spesifikasi Pahat
Jenis PahatDimension (mm)
d s θd1
RCMT 1606 MO NRX 16 6.35 5.2
RCMT 2006 MO NRX 20 6.35 6.5
3.4 Prosesdur Penelitian
Pada tahap ini beberapa tahapan persiapan alat yang akan digunakan untuk
melakukan pengujian antara lain: mesin bubut, ADRT (Active Driven Rotary
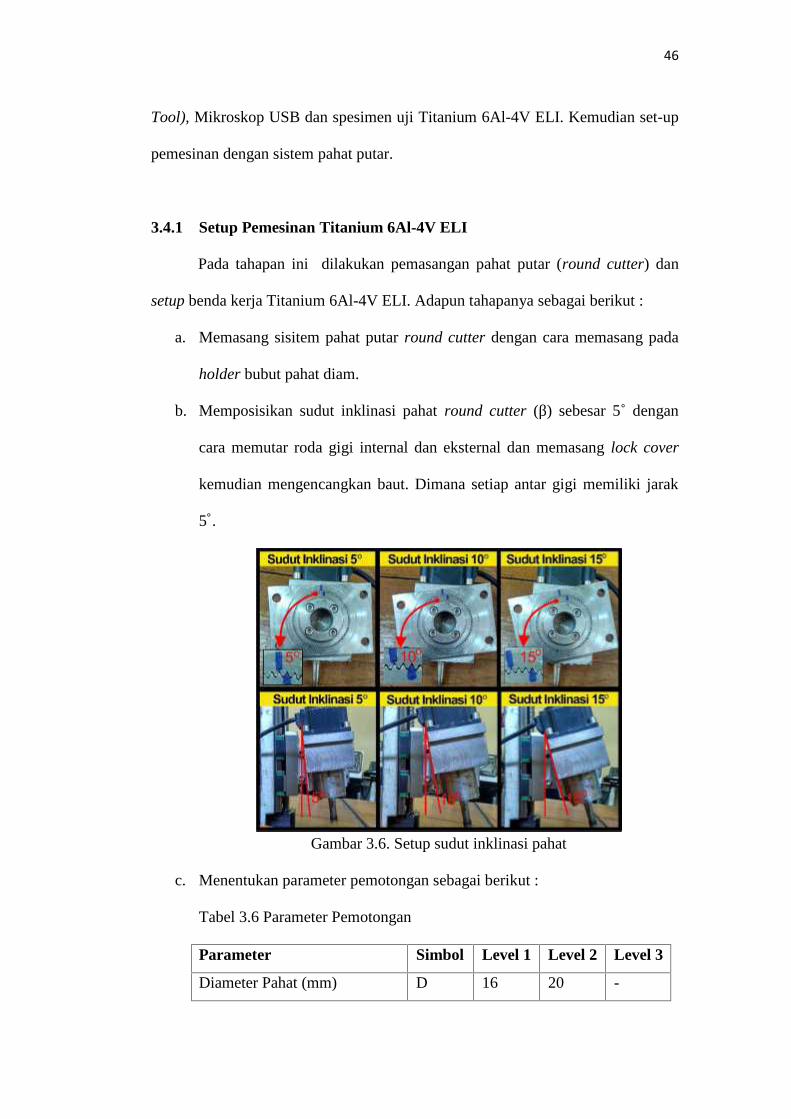
46
Tool), Mikroskop USB dan spesimen uji Titanium 6Al-4V ELI. Kemudian set-up
pemesinan dengan sistem pahat putar.
3.4.1 Setup Pemesinan Titanium 6Al-4V ELI
Pada tahapan ini dilakukan pemasangan pahat putar (round cutter) dan
setup benda kerja Titanium 6Al-4V ELI. Adapun tahapanya sebagai berikut :
a. Memasang sisitem pahat putar round cutter dengan cara memasang pada
holder bubut pahat diam.
b. Memposisikan sudut inklinasi pahat round cutter (β) sebesar 5˚ dengan
cara memutar roda gigi internal dan eksternal dan memasang lock cover
kemudian mengencangkan baut. Dimana setiap antar gigi memiliki jarak
5˚.
Gambar 3.6. Setup sudut inklinasi pahat
c. Menentukan parameter pemotongan sebagai berikut :
Tabel 3.6 Parameter Pemotongan
Parameter Simbol Level 1 Level 2 Level 3
Diameter Pahat (mm) D 16 20 -

47
Kecepatan Potong (m/menit) Vc 60 140 210
Kecepatan putar Pahat (Rpm) Vt 100 700 1500
Sudut Inklinasi (derajat) β 5o 10 o 15 o
Kecepatan makan (mm/rev) f 0.2 - -
Kedalaman Pemotongan (mm) a 0.2 - -
Parameter tersebut diambil dari hasil optimum penelitian sebelumnya dari
Fariza yang melakukan penelitian tahun 2017. Beliau meneliti Titanium
6Al-4V ELI dengan menggunakan pahat putar modular dengan ukuran
pahat 16 mm dan sudut inklinasi pemotongan 10o, hasil optimum
diperoleh pada kecepatan benda kerja (Vw) 180 m/menit, dengan
kecepatan makan (f) 0.2 mm/rev dan Deep of Cut (a) 0.2 mm dengan hasil
kekasaran permukaan yang rendah. Dengan hasil yang baik ini maka perlu
dikaji pengaruh variasi diameter pahat, kecepatan potong dan sudut
inklinasi pahat untuk mengetahui pengaruhnya terhadap keausan pahat.
d. Membuat rancangan Eksperimen dengan metode Taguchi L18 21x33
menggunakan Minitab 17 dengan parameter seperti Tabel 3.6 sehingga
didapatkan rancangan percobaan seperti Tabel 3.7 berikut.
Tabel 3.7 Rancangan Eksperimen metode Taguchi L18 21x33
No Eksperimen Faktor D Faktor Vc Faktor Vt Faktor β1 1 1 1 12 1 1 2 23 1 1 3 34 1 2 1 15 1 2 2 26 1 2 3 37 1 3 1 28 1 3 2 39 1 3 3 110 2 1 1 311 2 1 2 1
48
12 2 1 3 213 2 2 1 214 2 2 2 315 2 2 3 116 2 3 1 317 2 3 2 118 2 3 3 2
Pada rancangan percobaan ini feeding dan deep of cut tidak dimasukan
karena tidak dilakukan variasi feeding dan deep of cut pada saat
pemotongan.
e. Memasang material Titanium 6Al-4V ELI pada pencekam (chuck) mesin
bubut kemudian melakukan pengukuran diameter material (50 mm).
Memasang senter dan penentuan titik nol pemotongan.
f. Menghidupkan mesin dan mulai melakukan pemesinan pada material
Titanium 6Al-4V ELI setelah satu kali pemotongan kemudian mengukur
keausan tepi (VB) yang terjadi mengulang pemotongan yang dilakukan
sampai keausan yang terjadi 0.3 mm.
g. Mengubah sudut ingklinasi pahat sesuai dengan paremeter yang
ditentukan (Tabel 3.7) pemesinan dilakukan tanpa menggunakan fluida
pendingin.

49
Gambar 3.7. Set-up pemesinan Titanium 6Al-4V ELIdengan sistem pahat putar
3.4.2. Pengukuran keausan pahat.
Setelah melakukan pemotongan material sebanyak satu kali interval waktu
pemotongan, dilakukan pengunkuran keausan pahat menggunakan USB
mikroskop. Prosedur pengukuran dapat dilakukan seperti langkah berikut :
a. Meletakan magnetic stand pada mesin bubut Perhaitkan gambar 3.8
kemudian mengarahkan USB mikroskop pada sisi pahat yang akan dilihat
keausannya, selanjutnya melakukan pengaturan sudut pengambilan gambar
agar 90o antara mata pahat dan lensa mikroskop agar sudut pengambilan tepat
gunakan mistar siku-siku pada saat mengatur sudut pengambilan gambar,
pengaturan sudut dilakukan dengan memutar pengatur sudut pada magnetic
stand.
Sistem Pahat Putar
Regulator
Ti 6Al-4V ELI
Pahat Putar

50
b. Melakukan pembesaran gambar menggunakan fitur magnification pada USB
mikroskop hingga permukaan pahat terlihat dan gambar focus, kemudian
mengambil gambar dengan menu Snap pada aplikasi yang terpasang di
komputer.
c. Melakukan pengukuran keausan permukaan dengan fasilitas measurement
dengan terlebih dahulu memasukan nilai pembesaran yang dilakukan dan
melakukan kalibrasi pengukuran pada nilai pembesaran yang sama,
Kemudian mencatat keausan yang terjadi pada mata pahat.
d. Mengulangi langkah yang sama pada seluruh bagian permukaan pahat potong
yang digunakan.
Gambar 3.8. Posisi pengukuran dan pengambilan gambar keausan
3.4.3. Pengambilan Data
Data yang telah didapatkan dari pengukuran keausan menggunakan USB
mikroskop dan pengukuran waktu pemesinan menggunakan stopwatch pada tiap-

51
tiap parameter akan dimasukan ke tabel acuan agar dapat diolah. Tabel yang
digunakan sebagai acuan pengambilan data ditunjukan oleh tabel 3.8 berikut :
Tabel 3.8 Tabel acuan pengambilan data hasil pengukuran
No DParameter Pemotongan Keausan Tepi
(VB)Umur Pahat
(menit)β Vc Vt f a
1 16 5 60 100 0,2 0,2
2 16 5 140 700 0,2 0,2
3 16 5 210 1500 0,2 0,2
4 16 10 60 100 0,2 0,2
5 16 10 140 700 0,2 0,2
6 16 10 210 1500 0,2 0,2
7 16 15 60 700 0,2 0,2
8 16 15 140 1500 0,2 0,2
9 16 15 210 100 0,2 0,2
10 20 5 60 1500 0,2 0,2
11 20 5 140 100 0,2 0,2
12 20 5 210 700 0,2 0,2
13 20 10 60 700 0,2 0,2
14 20 10 140 1500 0,2 0,2
15 20 10 210 100 0,2 0,2
16 20 15 60 1500 0,2 0,2
17 20 15 140 100 0,2 0,2
18 20 15 210 700 0,2 0,2
Keterangan :
D : Diameter pahat (mm)
β : Sudut inklinasi pahat (derajat)
Vc : Keepatan potong (m/menit)
Vt : Kecepatan Putar Pahat (Rpm)

52
VB : keausan tepi pahat (mm)V : Keausan tepi rata-rata (mm)
t : waktu pemesinan (detik)t̅ : waktu rata-rata (detik)
3.4.4. Pengolahan Data
Data hasil pemesinan dengan rancangan eksperimen diatas akan
dilanjutkan untuk dianalisis. Pengolahan data akan menggunakan software
minitab 17 berdasarkan rancangan eksperimen yang dibuat yaitu dengan metode
Taguchi orthogonal-array L18 21x33 kemudian dilakukan perhitungan berikut :
1) Rasio Signal-to-Noise (S/N ratio).
2) Efek faktor dari rata-rata tool life.
3) Efek faktor dari rasio Signal-to-Noise (S/N ratio).
4) Analisis Varian (ANOVA)
Data yang telah dianalisa akan di sajikan dalam bentuk tabel dan grafik
untuk mengetahui pengaruh parameter yang digunakan yaitu diameter pahat (D),
kecepatan potong (Vc), kecepatan putar pahat (Vt), kecepatan pemakanan (f),
deep of cut (a) dan sudut inklinasi (β). Dengan langkah percobaan sebagai berikut
:
a. Membuka Sofware Minitab 17, Setelah software terbuka maka Klik Menu
Stat → DOE →Taguchi → Create Taguchi Design.

53
b. Setelah muncul jendela Taguchi Design maka dilakukan pengaturan desain
eksperimen berupa Mixed Level Design →Number of Factor 4 → Designs
maka akan muncul jendela Designs.
c. Setelah muncul jendela design maka akan tampak seperti Gambar 3.9 berikut
dibawah. Kemudian pilih ortogonal array yang digunakan yaitu L18 (21x33).
Gambar 3.9 Minitab 1
d. Kemudian Klik pilihan Factors maka akan muncul jendela faktor seperti
Gambar 3.10 dibawah. Mengubah nama dan jumlah faktor sesuai parameter
yang divariasikan kemudian klik OK. Setelah kembali ke jendela Taguchi
Design maka klik OK sehingga akan didapatkan kolom desain eksperimen.

54
Gambar 3.10 Minitab 2
e. Proses input data hasil pengujian dilakukan kedalam kolom lembar kerja.
Misalnya seperti gambar 3.11 berikut. Maka data hasil pengujian kita
masukan ke kolom berikutnya yang kemudian diberi judul umur pahat.
Gambar 3.11 Minitab 3
f. Proses analisis S/N rasio dilakukan dengan klik Stat → DOE →Taguchi →
Analyze Taguchi Design. Klik judul kolom hasil pengujian kemudian klik
Select.
Gambar 3.12 Minitab 4
Keterangan :

55
1) Graphs
Menu ini digunakan untuk membuat plot grafik main effect dan interaksi,
dapat juga digunakan untuk menunjukan efek dari masing-masing faktor
utama dan interaksinya. Grafik ini dapat dipergunakan untuk signal to
Noise Ratios, Means, Standard Deviations.
Gambar 3.13 Minitab 5
2) Analysis
Menu ini digunakan untuk menampilkan hasil dari Signal to Noise,
Means, Standard Deviations, pada tabel hasil.
Gambar 3.14 Minitab 6
3) Options

56
Menu ini digunakan untuk menentukan karakteristik kualitas yang
digunakan. Dalam penelitian ini diguankan karateristik kualitas Large is
Better
Gambar 3.15 Minitab 7
4) Storage
Menu ini digunakan untuk menampilkan hasil dari Signal to Noise
Ratios, Means, Standard Deviations, Coefficients of variation, Natural
log of standard deviation pada worksheet
Gambar 3.16 Minitab 8
g. Tampilan hasil akhir dari Proses seperti gambar berikut akan ada tambahan
hasil yang terlihat pada kolom worksheet, Grafik dan jedela sesions.
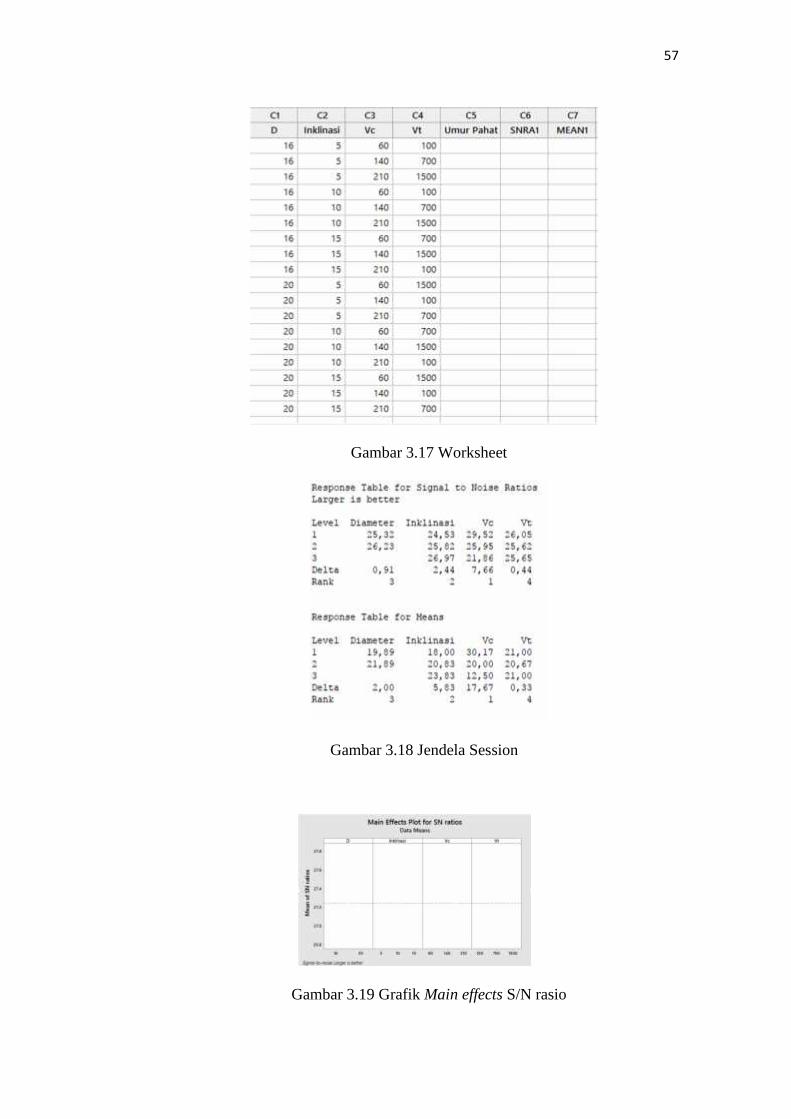
57
Gambar 3.17 Worksheet
Gambar 3.18 Jendela Session
Gambar 3.19 Grafik Main effects S/N rasio

58
Setelah didapatkan grafik Main Effect S/N rasio maka dilakukan analisis
varian untuk mengatahui signifikasi dan persentase kontribusi antar
faktornya. Langkah percobaannya sebagai berikut:
a. Klik Menu Stat→ANOVA→General Linear Model →Fit General
Linear Model. Setelah jendela terbuka atur responsnya yaitu Umur
Pahat, faktornya adalah Diameter, Inklinasi, Vc, Vt. Kemudian masukan
periksa pada menu model pastikan sama seperti tampak pada 3.20.
Gambar 3.20. Model interaksi antar faktor
b. Setelah didapatkan pengaturan model selesai dilakukan pengaturan tingkah
signifikasi pada menu Option →Confidence level for all intervals
dimasukan nilai 95 yang artinya kesalahan yang diizinkan dalam penelitian
hanya 5%. Hasil yang diinginkan dari Analis ini diatur pada menu Result
sementara untuk menampilkan grafik dilakukan di menu Graphs→Individual plot kemudian ditandai Histogram of residual dan Normal

59
Probability plot of residual. Setelah itu klik Ok maka akan didapatkan
tabel Analisis Varian pada jendela sesion seperti gambar 3.21 berikut.
Analysis of Variance
Source DF Adj SS Adj MS F-Value P-ValueDiameter 1 18,00 18,000 6,04 0,034Inklinasi 2 102,11 51,056 17,15 0,001Vc 2 943,44 471,722 158,41 0,000Vt 2 0,44 0,222 0,07 0,929
Error 10 29,78 2,978Total 17 1093,7
Gambar 3.21. Hasil Analisis Varian
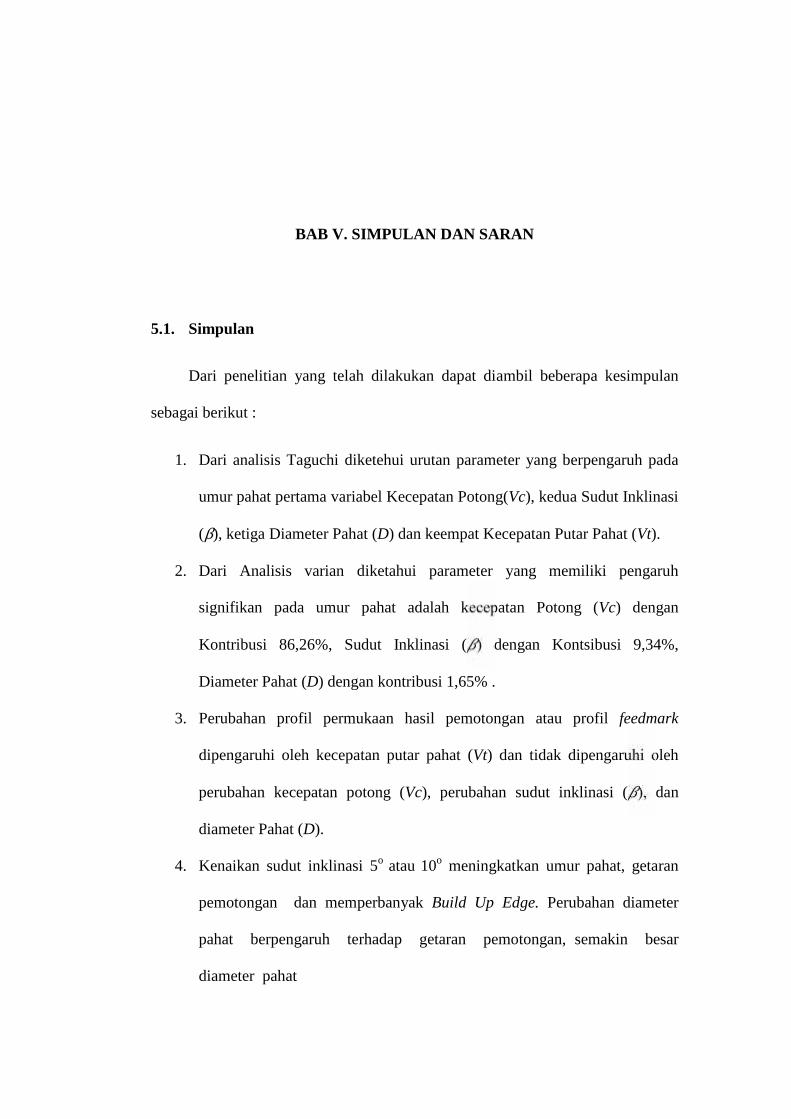
122
BAB V. SIMPULAN DAN SARAN
5.1. Simpulan
Dari penelitian yang telah dilakukan dapat diambil beberapa kesimpulan
sebagai berikut :
1. Dari analisis Taguchi diketehui urutan parameter yang berpengaruh pada
umur pahat pertama variabel Kecepatan Potong(Vc), kedua Sudut Inklinasi
(β), ketiga Diameter Pahat (D) dan keempat Kecepatan Putar Pahat (Vt).
2. Dari Analisis varian diketahui parameter yang memiliki pengaruh
signifikan pada umur pahat adalah kecepatan Potong (Vc) dengan
Kontribusi 86,26%, Sudut Inklinasi ( ) dengan Kontsibusi 9,34%,
Diameter Pahat (D) dengan kontribusi 1,65% .
3. Perubahan profil permukaan hasil pemotongan atau profil feedmark
dipengaruhi oleh kecepatan putar pahat (Vt) dan tidak dipengaruhi oleh
perubahan kecepatan potong (Vc), perubahan sudut inklinasi ( ), dan
diameter Pahat (D).
4. Kenaikan sudut inklinasi 5o atau 10o meningkatkan umur pahat, getaran
pemotongan dan memperbanyak Build Up Edge. Perubahan diameter
pahat berpengaruh terhadap getaran pemotongan, semakin besar
diameter pahat
123
maka semakin besar getaran dan umur pahat semakin panjang serta Build
Up Edge lebih sedikit.
5. Pada pemesinan yang dilakukan umur pahat optimum didapatkan pada
parameter kecepatan potong 60 m/menit, Sudut Inlinasi 15o dan diameter
pahat 20 mm. Pada parameter ini sampai terjadi keausan tepi (VB) 0,2 mm
umur pahat telah mencapai 36 menit.
6. Persamaan umur pahat pada proses pemesinan Ti 6Al-4V ELI
menggunakan pahat putar modular dan mata pahat karbida didapatkanT = 45,76743. −0,626259402. 0,399796042. , dengan error rata-
rata 8% dari kondisi aktual.
5.2. Saran
Adapun saran yang dapat diberikan untuk penelitian selanjutnya adalah
sebagai berikut :
1. Untuk mendapatkan profil permukaan tanpa feedmark sebaiknya
digunakan kecepatan putar pahat rendah.
2. Untuk mendapatkan umur pahat yang optimum sebaiknya menggunakan
sudut inklinasi yang besar dan kecepatan pahat yang rendah.
3. Apabila ingin mengetahui mekanisme keausan pahat yang terjadi
selanjutnya digunakan SEM (Scanning Electron Microscope) yang
memiliki permbesaran yang tinggi.
4. Perlu penelitian lebih lanjut untuk Titanium jenis lain agar dapat diketahui
persamaan yang didapat berlaku atau tidak pada jenis material lain.

DAFTAR PUSTAKA
Astakhov, V. P., dan Davim, J. P.2008. Tools (Geometry and Material) and Tool
Wear. Aveiro, Portugal: Journal Department of Mechanical Engineering,
University of Aveiro, Campus Santiago.
Budi, P.S. dan Ashari. 2005. Analisis Statistik dengan Microsoft. Yogyakarta :Andi Ofset.
Burhanuddin, Yanuar. dkk. 2008. The Effects of CBN Cutting Tool Grades on the
Tool Life and Wear Mechanism When. Asian International Journal of
Science and Technology in Production and Manufacturing (2008) Vol. 1,
No.2, pp. 105-110.
Ellison, S., Farrant, T. J., & Barwick, V. 2009. Practical Statistics for theAnalytical Scientist. United Kingdom: Royal Society of Chemistry.
Enderle, J., dan Bronzino, J. 2000. Introducing to Biomedical Engineering Third
Edition. United Kingdom: Elsevier.
Gao, L. F.2005. Introduction to Manufacturing Process. Mc/Graw – Hill.
Groover, M. P.2010. Fundamentals of Modern Manufacturing. Uniter States of
America: John Wiley & Sons, .Inc.
Harun, Suryadiwansa.2009. Study on Turning with Actively Driven Rotary Tool.
Dissertation: Kobe University.
Harun, Suryadiwansa, Shibasaka, Toshimori dan Moriwaki, Toshimichi.2008.
Cutting Temperature Measurementin Turning with Actively Driven Rotary
Tool. Kobe University: Jurnal Ilmiah.

ISO 3685.1993. Tool-Life Testing With Single-Point Turning tools. International
Standard Organization.
Joshi, S., Ramakrishnan, N., Nagarwalla, H., & Ramakrishnan, P. 1999. Wear of
rotary carbide tools in machining of Al/SiCp composites. Elsevier Journal
Wear 230 , 124–132.
Juneja, B. L., Sekhon, G., dan Seth, N.2003. Fundamentals of Metal Cutting and
Machine Tools. New-Delhi: New Age International.
Kalpakjian, Serope.2009. Manufacturing Engineering and Technology 6th
Edition. California: Addison Publishing Companya Inc.
Karaguzel, U., Olgun, U., E., U., Budak, E., & Bakkal, M. 2014. Increasing toollife in machining of difficult-to-cut materials. London: Springer Int J AdvManuf Technol .
Lei, S., & dan Liu, W. 2002. High-speed machining of titanium alloys using the
driven rotary. International Journal of Machine Tools & Manufacture 42
(2002) 653–661.
Leyens, C., dan Peters, M.2003. Titanium and Titanium Alloys. Weinheim:
WILEY-VCH Verlag GmbH & Co. KGaA.
Matthew, J., & Donachie, Jr.2000. Titanium A Technical Guide Second Edition.
United States of America: ASM International.
Nakajima, H., Kato, A., Sasahara, H., Yamamoto, H., Muraki, T., & Tsutsumi, M.
2008. Effect of Rotary Cutting Tool Posture on Machining Performance
utilizing Multi-Tasking Lathe. Journal of Advance Mechanical Design,
Systems, and Manufacturing Vol. 2 No. 4.
Nugroho, S. H., dan Senoaji, K. 2010. Karakterisasi pahat bubut HSS Boehler
tipe Molibdenum dan tipe cold work steel (A8) . Jurusan Teknik Mesin,
Fakultas Teknik, Universitas Diponegoro: Vol. 12, No. 4.
Olgun, U., dan Budak, E.2013. Machining of Difficult-to-Cut-Alloys Using Rotary
Turning. Instanbul, Turkey: Procedia CIRP 8 ( 2013 ) 81 – 87.

Rochim, Taufiq.1993. Teori dan Teknologi Proses Pemesinan. Bandung: Institut
Teknologi Bandung.
Rochim, Taufiq.2007. Perkakas & Sistem Pemerkakas. Bandung: Institut
Teknologi Bandung.
Roy, R. K. 2001. Design of Experiments Using the Taguchi Approach. New York:Jhon Wiley ans Sons, Inc.
Saw, M.1984. Metal Cutting Priciples. United Kingdom: Oxford Science, Oxford.
Sojanto, I. 2009. Desain Eksperiment dengan Metode Taguchi. Yogyakarta:Graha Ilmu.
Sugiharto, T. 2009. Bahan Kuliah Statistik 2 Analisis Varians. Fakultas Ekonomi,Universitas Gunadarma.
Trent, E., dan Wrigh, P.2000. Metal Cutting. Boston, MA: Butterworth-
Heinemann
Widarto.2008. Teknik Pemesinan jilid I Untuk Sekolah Menengah Kejuruan.
Jakarta: Direktorat Pembinaan Sekolah Menengah Kejuruan.
Yamamoto, H., Satake, K., Narita, T., Sasahara, H., Tsusumi, M., & Muraki, T.
2009. Thermal Behavior and Chip Formation on Rotary Cutting of.
Proceedings of International Conference on Leading Edge Manufacturing
in 21st century : LEM21.
Recommended

















