XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO “Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis”
Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
APLICAÇÃO DO MÉTODO SLP (Systematic
Layout Planning) PARA O PLANEJAMENTO
DE UM NOVO ARRANJO FÍSICO: ESTUDO
DE CASO EM UMA EMPRESA DE VIDROS
Eliab Alves de Oliveira (UFCG)
Giovanni Alves Venâncio Júnior (UFCG)
Ivanildo Fernandes Araújo (UFCG)
Nos últimos anos diversos estudos têm sido desenvolvidos na área de
Layout, principalmente por empresas que buscam obter vantagem
competitiva em seus mercados de atuação. Melhorias no arranjo físico
podem acarretar diversos benefícios, como: aumento da segurança
operacional, redução de fluxo entre as operações, aumento na
produtividade, entre outros. Nesse sentido, o objetivo do presente
trabalho foi utilizar a metodologia SLP (Systematic Layout Planning)
para o planejamento de um novo arranjo físico em uma empresa do setor
de vidros e esquadrias de alumínio. Como resultados, foi proposto um
novo arranjo físico para a empresa, o qual foi construído a partir da
aplicação das quatro etapas principais da metodologia SLP, sendo ela
mais eficaz para situações em que está sendo planejado um novo arranjo
físico e para situações em que se busca otimizar o arranjo já existente.
Palavras-chave: SLP (Systematic Layout Planning); Arranjo físico;
Vidros; Esquadrias de alumínio

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
1
1. Introdução
Com uma economia instável, o mercado fabril brasileiro tem sofrido mudanças repentinas,
fazendo com que as empresas busquem incessantemente por métodos e formas produtivas mais
eficazes no intuito de obter vantagem competitiva. Como resultado disto têm-se observado um
aumento nos esforços e investimentos direcionados ao aperfeiçoamento das atividades fabris,
tais como modelos de gestão empresarial, planejamento e controle da produção, gestão de
estoques (matéria-prima e produto acabado), bem como projetos de arranjo físico melhorados,
entre outros.
O arranjo físico de uma organização pode ser definido como a disposição física de recursos
produtivos, como máquinas, equipamentos, materiais e pessoas no ambiente de trabalho. Na
literatura há quatro tipos principais de arranjos físicos: i) arranjo físico posicional; ii) arranjo
físico por processo; iii) arranjo físico por produto e; iv) arranjo físico celular (SLACK et al,
2012). No entanto a escolha deste arranjo deve ser adequada com o tipo de processamento
utilizado pela empresa e deve levar em consideração o seu capital disponível para investimento,
bem como as suas particularidades. Comumente, o processo de tomada de decisão sobre
arranjos físicos é muito difícil, especialmente pelo fato de que mudanças são demasiadamente
caras e, se bem planejadas, podem ser cruciais para o sucesso da empresa, ou para o fracasso,
se mal planejadas.
Nos últimos anos muitos estudos vêm sendo desenvolvidos visando melhorias em layout, e tem
obtido resultados satisfatórios, com consequentes ganhos na eficiência do processo, na
qualidade e no conforto durante a execução do trabalho. De acordo com Muther (1978), o tempo
gasto no planejamento de um arranjo físico será recompensado posteriormente em eficiência
produtiva, principalmente com a redução do lead time, e da movimentação de produtos,
equipamentos e pessoas. Nessa perspectiva, Muther (1978) propôs a metodologia SLP
(Systematic Layout Planning) cujo objetivo é dar suporte ao planejamento do arranjo físico, de
forma estruturada, possibilitando fácil visualização dos componentes envolvidos no processo
produtivo.
Portanto, este artigo tem como objetivo apresentar uma aplicação da metodologia SLP em uma
empresa do setor de vidraçaria e esquadrias de alumínio, localizada no interior da Paraíba,
determinando o melhor arranjo físico para o tipo de atividade exercida, de acordo com as
especificidades da empresa.
O corpo deste artigo está estruturado em 5 seções, da seguinte maneira: na Seção 2 será
apresentado o referencial teórico sobre os principais tipos de layout, com ênfase no método

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
2
SLP; a metodologia é apresentada na Seção 3; na Seção 4 é apresentado os resultados e
discussões; e, finalmente, na Seção 5 são apresentadas as conclusões do estudo.
2. Referencial Teórico
2.1 Arranjo Físico
De acordo com Slack et al (2012), o termo arranjo físico (ou layout) é definido como o estudo
do posicionamento relativo dos recursos produtivos, máquinas, materiais, equipamentos e
pessoas, ou seja, consiste na combinação dos diversos recursos transformadores e áreas, ou
atividades funcionais dispostas entre si de forma adequada. Corrêa e Corrêa (2008) defendem
que a definição de arranjo físico é fundamental para a estratégia operacional, e um projeto bem
elaborado possui grandes chances de alavancar o desempenho competitivo da empresa.
Estudos voltados para melhorias de arranjo físico são importantes quando se pretende projetar
e implantar uma nova unidade fabril, ou unidade de serviços, ou quando houver a necessidade
de remodelar plantas já construídas ou procedimentos produtivos existentes (PEINADO, 2007).
O processo de tomada de decisão sobre arranjos físicos pode definir o comportamento interno
e externo de uma empresa. Assim, segundo Moreira (1996) alguns dos motivos que tornam o
processo de tomada de decisões de suma importância sobre arranjos físicos são: i) Seus efeitos
sobre a capacidade da instalação e a produtividade das operações; ii) As mudanças podem
representar custos elevados e/ou dificuldades técnicas para futuras reversões ou expansões; e
iii) Mudanças no arranjo físico podem implicar no dispêndio de grandes quantidades de
dinheiro.
Na literatura especializada existem quatro tipos principais de arranjos físicos: i) Arranjo físico
posicional (Project-shop); ii) Arranjo físico por Processo (Job-shop); iii) Arranjo físico por
produto (Flow-shop); e iv) Arranjo físico Celular (SLACK et al, 2012).
2.2 O Método SLP
A metodologia SLP foi proposta por Muther (1978), e tem como objetivo a identificação,
avaliação e visualização dos elementos e das áreas de uma instalação envolvidas no
planejamento. Yang et al (2000) considera que o método SLP é uma ferramenta eficiente no
apoio a tomada de decisão, cujo intuito é identificar dentre as opções de layout, a mais adequada
às necessidades e particularidades da empresa. Este método pode ser pode ser descrito
resumidamente como sendo um fluxograma de processo inter-relacionado, contendo
informações sobre o espaço disponível e as necessidades de proximidade ou afastamento de
áreas e atividades.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
3
Segundo Muther (1978), o método SLP é estruturado em 4 etapas principais: 1- Localização;
2- Arranjo físico geral; 3- Arranjo físico detalhado; e 4- Implantação. Os detalhes sobre cada
etapa estão descritos a seguir.
Na etapa de localização, devem ser promovidas ações para definir o local onde ficará a
instalação, ou seja, deve ser esclarecido se será utilizado a área já em uso ou uma nova área. Na
segunda etapa é estabelecido a posição relativa entre as áreas diversas no arranjo físico geral.
A terceira etapa consiste no arranjo físico detalhado, que envolve a localização específica de
cada equipamento e máquina, incluindo todos os suprimentos e serviços. Na última etapa, será
planejado detalhadamente cada passo para implantação, incluindo o deslocamento de
equipamentos, máquinas e recursos, e captação de capital, como o intuito de serem instalados
de acordo com o projetado (PETRY, 2015).
Ressalta-se que antes de se iniciar a aplicação do método SLP é necessário fazer o levantamento
de alguns dados iniciais fundamentais para os fatores e condições do planejamento do arranjo
físico, que de acordo com Muther (1978) são: o produto (P), a quantidade (Q), o roteiro do
processo (R), os serviços de suporte (S) e o dimensionamento do tempo (T). No Quadro 1, estão
descritos mais detalhadamente o significado de cada um destes dados.
Quadro 1 - Descrição dos dados fundamentais para aplicação do SLP
Tipo do dado Descrição
Produto (P) Listagem do que é produzido na empresa (podem ser representados por
itens, modelos, formas, peças etc.), a matéria-prima, os serviços prestados
ou processados.
Quantidade (Q) Total do produto ou material produzido, fornecido ou utilizado. Ex.: número
de peças, volume, peso ou valor do montante produzido ou vendido.
Roteiro (R) Processo conforme o produto ou material será fabricado, podendo ser
definido por listas de operações e equipamentos, gráficos de fluxo e cartas
de processo.
Serviços de suporte (S) São recursos, atividades ou funções auxiliares que devem suprir a área em
estudo e que darão condições de funcionamento adequado. Ex.: reparo de
máquinas, sanitários, manutenção, alimentação etc.
Tempo (T) Está relacionado com o quanto produzir ou quando o projeto será colocado
em operação.
Fonte: Adaptado de Petry (2015).
Corrêa e Corrêa (2012) propuseram algumas ferramentas que podem ser muito bem aplicadas
em conjunto com o método SLP, e estão apresentadas no Quadro 2.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
4
Quadro 2 - Etapas e ferramentas sugeridas
Etapas do SLP Sugestão de ferramentas aplicáveis
1. Análise de fluxos de produtos ou recursos Diagrama de fluxo ou diagrama de-para (from- to
chart)
2. Identificação e inclusão de fatores qualitativos Diagrama de relacionamento de atividades (carta
multiprocesso)
3. Avaliação dos dados e arranjo de áreas de trabalho Diagrama de interrelações
4. Determinação de um plano de arranjo dos espaços Diagrama de relações de espaço
5. Ajuste no espaço disponível Planta do local e modelos
Fonte: Adaptado de Corrêa e Corrêa (2012).
3. Metodologia
O método SLP neste trabalho foi aplicado em uma microempresa que atua no ramo de
construção e montagem de vidros e esquadrias de alumínios, localizada no interior da Paraíba.
Foram aplicadas as quatro fases do SLP, descritas na Seção 2.2, propostas por Muther (1978).
Na primeira etapa do método foi feita uma visita in loco e entrevista não estruturada com o
proprietário, com o objetivo de conhecer o local onde a empresa está situada e colher
informações preliminares sobre a planta atual, possíveis preferências na construção de outra
unidade e coleta de dados sobre produção, materiais, fluxo de processos, tempos de
processamento, máquinas e equipamentos.
Para a realização da segunda e terceira etapa, os autores realizaram uma segunda visita para
identificar as áreas produtivas, realizar o levantamento das dimensões do local como um todo,
das áreas de montagem, e das máquinas e equipamentos utilizados. Devido a empresa trabalhar,
em sua maioria, com apenas dois materiais – vidro e alumínio – as atividades são muito
semelhantes, e por isso foi analisado apenas o fluxo de construção de um único produto, a porta
de alumínio e vidro.
Na etapa de implantação, foram feitos o planejamento e o projeto da unidade fabril, seguindo o
conhecimento obtido nas etapas anteriores, definindo onde cada máquina e equipamento ficaria
disposto no novo layout, bem como, foram dadas recomendações de movimentação para a
execução das atividades. Posteriormente, o projeto foi apresentado e validado pelo proprietário.
4. Estudo de Caso
4.1 As atividades da empresa
A empresa em estudo conta com dois colaboradores em seu quadro de funcionários, sendo um o
proprietário, e o segundo funcionário é contratado informalmente apenas nas épocas em que a
demanda está em alta.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
5
A empresa fornece vidros temperados e comuns com as mais diversas texturas, tonalidades e
formatos. Os vidros temperados são projetados de acordo com a encomenda, e sua montagem (com
as peças de suporte) se dá no local onde o mesmo será instalado. Já os vidros comuns são comprados
em chapas de vidro as quais são cortadas na própria empresa, de acordo com o pedido, e são montadas
junto às esquadrias de alumínio ou esquadrias de madeira.
As esquadrias de alumínio são produtos fornecidos à empresa no formato de hastes de alumínio, com
espessuras e tamanhos variados. As peças são encomendadas à fábrica de acordo com o projeto que
será feito. Para cada tipo de projeto existem diversos formatos de peças de alumínio, cabendo à
empresa apenas o recorte de acordo com a encomenda feita pelo cliente.
4.2 Levantamento dos dados de entrada
Para fazer o levantamento dos dados fundamentais de entrada (P, Q, R, S, T,) foram realizadas
entrevistas estruturadas com o proprietário, já que o mesmo é o detentor do know-how das atividades
da empresa. Devido à falta de dados referentes às quantidades de produtos demandados mensalmente,
foi criado uma tabela qualitativa para representar a demanda de cada produto no portfólio da empresa,
essa escala pode ser visualizada na Tabela 1.
Tabela 1: Escala para demanda
Fonte: Os autores (2020)
Na Tabela 2 consta todos os produtos fornecidos pela empresa, seguidos da sua respectiva previsão
da demanda mensal.
Tabela 2 - Produtos fornecidos pela empresa
Fonte: Os autores (2020)
Descrição Escala
Muito baixa 1
Baixa 2
Moderada 3
Alta 4
Muito alta 5
Produtos Previsão de demanda
Vidros comuns modelados 4
Vidros temperados previamente 4
Portas de alumínio 5
Portões de alumínio 3
Grades de alumínio 2
Corrimãos de alumínio e vidro 3
Boxes de vidro e/ou acrílico 5
Vitrines de vidro 3
Prateleiras de vidro 3
Mesas e centros de alumínio e/ou vidro 1

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
6
Na Tabela 3 estão listadas todas as máquinas e equipamentos necessários para atender a demanda
levantada anteriormente, visando levar em consideração no projeto do arranjo futuro, o local
destinado para cada um.
Tabela 3 - Máquinas e equipamentos da empresa
Fonte: Os autores (2020)
4.3 Estudo de localização
De acordo com as entrevistas realizadas com o proprietário, a empresa funciona em um prédio
alugado, mas que possui como vantagem a proximidade do centro da cidade. Ainda segundo o
mesmo, como desvantagem se tem o espaço insuficiente para se trabalhar e o aluguel que deve ser
pago mensalmente. O proprietário revela a sua pretensão de construir uma instalação própria, com
um espaço adequado as suas atividades. Dessa maneira, os autores optaram por tomar a liberdade de
não se restringir ao tamanho do local atual, visando projetar o cenário ideal sem limitações, já que
posteriormente será construído um novo ambiente.
Assim, o foco do estudo de caso passou a ser projetar um layout suficiente para a execução das
atividades com a maior segurança, conforto e produtividade possível e com o menor custo de
instalação, considerando os setores, máquinas e equipamentos, e as atividades exercidas na unidade
atual.
4.4 Estudo do arranjo físico geral
Nesta etapa foram levantados dados referentes apenas ao processo de montagem de uma porta de
alumínio e vidro, dado que as atividades são muito similares independentemente do tipo de produto.
Levantou-se o fluxo de materiais, inter-relações de atividades e informações necessárias à construção
do diagrama de relações entre as operações e áreas.
Máquinas e equipamentos Quantidade
Serra tipo tico-tico 1
Serra tipo comum 3
Serra de esquadria de 45° 1
Politriz angular 1
Prensa 1
Torno de bancada 1
Pistola para silicone 2
Furadeira e acessórios 3
Nível 2
Rebitadeira manual 1
Extensão elétrica 2
Diamante 2
Ferramentas gerais (chaves, alicate, trena...) vários

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
7
Para a análise do fluxo de materiais foi utilizada a matriz from to, como pode ser visualizado no
Gráfico 1. Nela foram apresentadas as quantidades necessárias de materiais que são movimentados
durante a construção/montagem da porta. Nota-se que a partir da montagem das hastes de alumínio
estas passam a compor uma única peça que em seguida serão colocadas o vidro cortado no tamanho
adequado.
Gráfico 1 - Matriz de movimentação para montagem da porta
Fluxo da Movimentação de Materiais
To Chart
Arm
azen
agem
do
alu
mín
io
Mes
a d
e m
ediç
ão d
a h
aste
de
alu
mín
io
Co
rte
com
ser
ra c
ircu
lar
45
°
Mes
a d
e m
on
tag
em d
o a
lum
ínio
Arm
azen
agem
do
vid
ro
Mes
a d
e co
rte
e po
l. d
o v
idro
Mo
nta
gem
do
vid
ro n
a p
eça
de
alu
mín
io
Lim
pez
a
Est
oq
ue
de
pro
du
tos
acab
ado
s
Ad
min
istr
ação
Ex
ped
ição
From
Armazenagem do alumínio 4
Mesa de medição da haste de alumínio 4
Corte com serra circular 45° 4
Mesa para montagem do alumínio 4
Armazenagem do vidro 1
Mesa de corte e pol. do vidro 1
Montagem do vidro na peça de alumínio 1
Limpeza 1
Estoque de produtos acabados 1
Administração 1
Expedição
Fonte: Os autores (2020)
Após a construção do fluxo de materiais, foi construído a estrutura de inter-relações entre as áreas de
processamento da unidade fabril atual, que pode ser visualizada na Figura 1. Essa estrutura
possibilitou articular as atividades de montagem da porta, identificando a sequência de operações e
atribuindo um nível de importância para a proximidade ou afastamento entre os postos de trabalho.
O Quadro 3 esclarece a nomenclatura utilizada na estrutura de inter-relações.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
8
Quadro 3 - Grau de proximidade
ID Nível de proximidades
A Absolutamente Importante
E Especialmente Importante
I Importante
O Pouco Importante
U Sem Importância
X Não Desejável
Fonte: Os autores (2020)
Figura 1 - Diagrama de inter-relações
Fonte: Os autores (2020)
A partir das análises realizadas sobre as inter-relações apresentadas na Figura 1, é possível verificar
basicamente que ocorrem dois processos distintos que ao final se complementam, estes são: a
preparação da peça de alumínio e do vidro, e a montagem da peça final, que formará a peça acabada.
Como observado pelos autores durante o desenvolvimento do projeto, boa parte das movimentações
ocorrem na mesma área, isso se dá por dois fatores, a simplicidade das operações e o número de
operações realizadas no mesmo local, como pode ser visualizado na Figura 2. As áreas da instalação
atual são representadas pelos retângulos e as linhas indicam o fluxo entre as principais operações.
XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
9
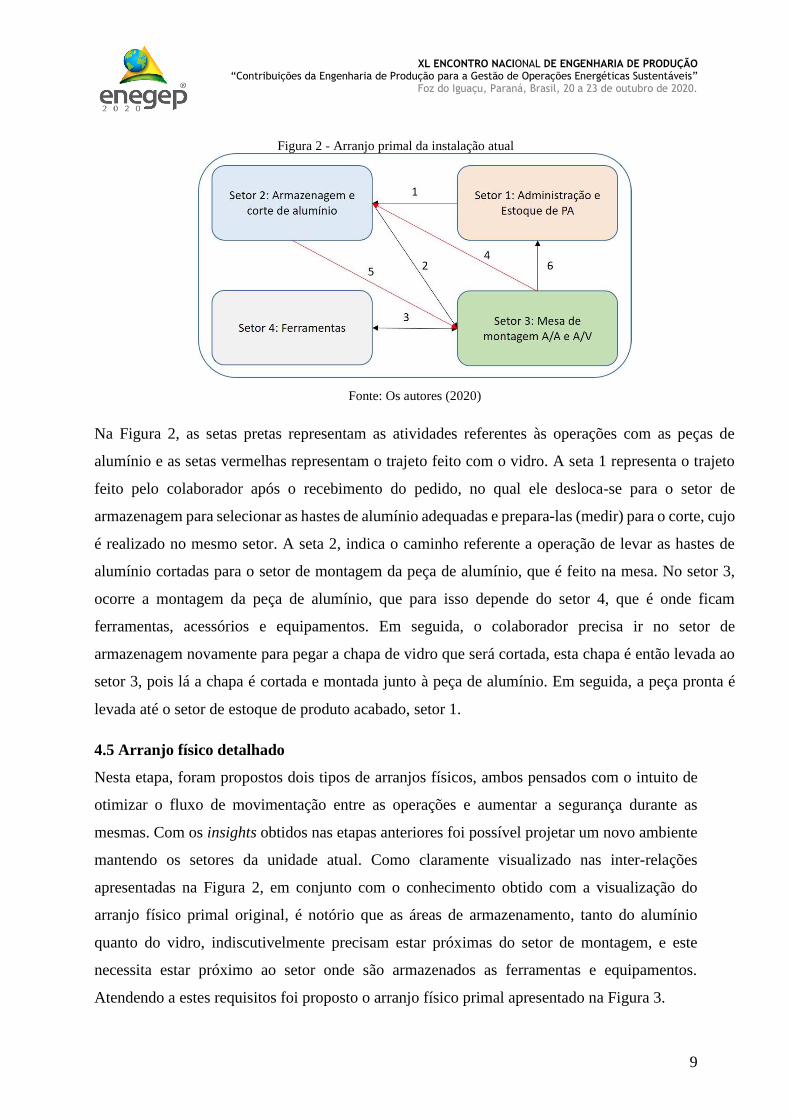
Figura 2 - Arranjo primal da instalação atual
Fonte: Os autores (2020)
Na Figura 2, as setas pretas representam as atividades referentes às operações com as peças de
alumínio e as setas vermelhas representam o trajeto feito com o vidro. A seta 1 representa o trajeto
feito pelo colaborador após o recebimento do pedido, no qual ele desloca-se para o setor de
armazenagem para selecionar as hastes de alumínio adequadas e prepara-las (medir) para o corte, cujo
é realizado no mesmo setor. A seta 2, indica o caminho referente a operação de levar as hastes de
alumínio cortadas para o setor de montagem da peça de alumínio, que é feito na mesa. No setor 3,
ocorre a montagem da peça de alumínio, que para isso depende do setor 4, que é onde ficam
ferramentas, acessórios e equipamentos. Em seguida, o colaborador precisa ir no setor de
armazenagem novamente para pegar a chapa de vidro que será cortada, esta chapa é então levada ao
setor 3, pois lá a chapa é cortada e montada junto à peça de alumínio. Em seguida, a peça pronta é
levada até o setor de estoque de produto acabado, setor 1.
4.5 Arranjo físico detalhado
Nesta etapa, foram propostos dois tipos de arranjos físicos, ambos pensados com o intuito de
otimizar o fluxo de movimentação entre as operações e aumentar a segurança durante as
mesmas. Com os insights obtidos nas etapas anteriores foi possível projetar um novo ambiente
mantendo os setores da unidade atual. Como claramente visualizado nas inter-relações
apresentadas na Figura 2, em conjunto com o conhecimento obtido com a visualização do
arranjo físico primal original, é notório que as áreas de armazenamento, tanto do alumínio
quanto do vidro, indiscutivelmente precisam estar próximas do setor de montagem, e este
necessita estar próximo ao setor onde são armazenados as ferramentas e equipamentos.
Atendendo a estes requisitos foi proposto o arranjo físico primal apresentado na Figura 3.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
10
Figura 3 - Arranjo primal proposto
Fontes: Os autores (2020)
Outra possibilidade a ser implantada foi pensada em unir os setores de montagem com o setor
de ferramentas, uma vez que esse último não necessita de grande espaço e é de extrema
importância durante a atividade de montagem do produto, pois esta exige curtas distâncias dado
a frequência de utilização de seus recursos. Dessa maneira, foi proposto um esquema primal
para representar a proposta de união entre os setores que possuem maior relação, como pode
ser visualizado na Figura 4.
Figura 4 - Esquema primal proposto
Fonte: Os autores (2020)
4.6 Layout proposto
Dentre as opções apresentadas, foi escolhido o arranjo físico proposto pelo esquema primal (Figura
4), pois este é o que mais integrou as áreas que continham maior relação de operações. Os autores
propuseram uma planta baixa para a unidade a ser construída de acordo com o arranjo primal
escolhido. Este preza por manter o recurso a ser transformado na área central da planta e os recursos
transformadores ao seu redor, o que pode ser muito assemelhado ao arranjo físico posicional. Na
Figura 5 é apresentado a proposta a ser implantada.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
11
Figura 5 - Arranjo físico proposto
Fonte: Os autores (2020)
Como pode ser visualizado na planta baixa proposta, as áreas em laranja representam o local onde
são armazenados as hastes e os vidros; o quadrado em cor vinho no centro indica à área que o
colaborador poderá circundar para realizar as operações necessária para a montagem da porta. As
áreas em lilás representam o local onde os produtos acabados serão armazenados, nota-se que estes
espaços são pequenos devido ao tipo de produto, que não necessita de grandes áreas de estoque, e
devido a frequência de saída dos produtos acabados. O arranjo proposto também levou em
consideração o espaço necessário para um possível aumento da demanda no longo prazo, o que pode
ser percebido na dimensão das áreas utilizadas para armazenamento de matéria-prima e de produtos
acabados.
5. Considerações finais
O objetivo central do trabalho foi atingido tendo em vista que o método SLP foi aplicado no
projeto de uma nova unidade fabril do setor de vidros e esquadrias de alumínio. Os resultados
foram satisfatórios, pois o estudo de caso apresentado foi aplicado com todas as etapas do
método SLP e o arranjo proposto foi validado pelo proprietário da empresa.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
12
O método SLP mostrou-se ser útil na obtenção do conhecimento sobre a dinâmica das operações
realizadas na empresa para montagem de seus produtos e, especialmente útil, no planejamento
de uma nova proposta de arranjo físico. Foram aplicadas também ferramentas de apoio, como
a matriz de movimentação e o diagrama de inter-relações, que auxiliaram na aplicação da
metodologia.
Dentre as limitações encontradas no estudo, podem ser mencionadas a falta do
acompanhamento das atividades no layout proposto por ser apenas um projeto para futura
construção e a pouca disponibilidade de dados para deixar o estudo com o maior nível de
precisão possível. Como sugestões para trabalhos futuros, recomenda-se realizar um estudo de
investimentos para implantação do arranjo proposto, com o intuito de convencer que não são
necessários altos investimentos para se ter um sistema seguro, confortável e produtivo.
6. Bibliografia CORRÊA, Henrique L.; CORRÊA, Carlos A. A Administração da Produção e de Operações. São Paulo:
Editora Atlas, 2012.
CORRÊA, Henrique L.; CORRÊA, Carlos A. A Administração da Produção e de Operações. São Paulo:
Editora Atlas, 2008.
MOREIRA, Daniel Augusto. Administração da produção e operações. São Paulo, Pioneira,1996.
MUTHER, R.; WHEELER, J. D. Planejamento Sistemático e Simplificado de Layout. São Paulo: IMAM,
2000.
MUTHER, Richard. Planejamento do Layout: sistema SLP. São Paulo: Edgard Blücher, 1978.
PEINADO, Jurandir; GRAEML, Alexandre R. Administração da produção: operações industriais e de
serviços. Curitiba : UnicenP, 2007.
PETRY, Camila. Proposta de arranjo físico através do método SLP em um ambiente operacional de uma
empresa de comunicação visual. 2015. Monografia (Bacharel em Engenharia de Produção) - Universidade
Tecnológica Federal do Paraná. Medianeira, 2015.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3. ed. São Paulo:
Atlas, 2012.
TOMPKINS, J. A.; WHITE, J. A.; BOZER, Y. A. et al. Facilities Planning. 2. ed. New York: John Willey &
Sons, Inc, 1996.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
13
YANG, T.; CHAO-TON, S.; YUAN-RU, H. Systematic layout planning: a study on semiconductor wafer
fabrication facilities. International Journal Of Operations Production Management, vol. 20, n. 11, p. 1359-71,
2000.
Recommended