-
8/3/2019 Ax in 5 Trepte
1/18
Ax in 5 Trepte
OLC 45
Procedee de turnare
Turnarea in forme
Cel mai utilizat si ieftin procedeu de turnare este turnarea in
forme temporare
crude. Acestea se utilizeaza la o singura turnare dupa care se
distrug. Forma seconfectioneaza din amestec de formare pe baza de
nisip, cu ajutorul modelelor si ramelor
de formare. Operatia de formare propriu-zisa a cavitatii care
reproduce configuratia
exterioara a piesei necesita multa manopera, utilaje, energie,
fapt ce a dus la dezvoltarea
altor tehnologii de turnare,in forme metalice permanente.Acestea
prezinta avantajul ca rezista la un numar foarte mare de turnari
(mii, zeci
de mii). Formele metalice se numesc cochilii sau matrite. Se
confectioneaza in scularii si
au un pret ridicat, avand in vedere precizia dimensionala si
calificarea inalta folosita.Turnarea in forme metalice este
rentabila doar la productia de serie. In cadrul
acestei grupe s-au dezvoltat mai multe tipuri de procedee:
- turnarea in cochila;
- turnarea sub presiune;
- turnarea in vid;
- turnarea centrifugala;
- turnarea continua.
Pentru a micsora socul termic la care sunt expuse cochilele la
fiecare turnareacestea se preincalzesc.Manevrarea acestor
semicochilii calde se poate face doar cumijloace mecanice, cu
mecanisme cu parghii actionate hidraulic, pneumatic sau
mecanic.
Se obtin piese cu aspect frumos, cu pereti drepti, cu precizie
dimensionala ridicata si cu o
structura mai fina, datorita racirii cu viteza mare. Procentul
de rebut este mai mic pentru
ca sunt eliminate o serie de operatii si de cauze.
Datorita pretului cochilei, metoda se preteaza numai la
productia de serie si la piese
cu configuratie relativ simpla. Aerul preexistent in cochila
este impins de metalul lichidin timpul turnarii prin niste canale
si orificii foarte fine practicate in zona de lucru.
-
8/3/2019 Ax in 5 Trepte
2/18
Un caz particular al turnarii in cochila il reprezinta turnarea
cilindrilor de laminor
din fonta. Datorita racirii rapide la suprafata cilindrului se
va forma un strat de fonta alba.In interior se asigura conditii
pentru cristalizarea fontei cenusii. Aceasta situatie este
avantajoasa intrucat cilindrii de laminor sunt puternic supusi
uzurii la suprafata.
Din punct de vedere al configuratiei pieselor ce se pot turna se
recomanda piese cu
configuratie simpla,fara proeminente, cu pereti de grosime
uniforma, in general piese cu
pereti relativ grosi. Daca piesele au goluri interioare, pentru
obtinerea acestora se
utilizeaza miezuri pe baza de nisip si lianti organici.
Miezurile din amestec de miez suntmai avantajoase pentru ca au
permeabilitatea mai buna, compresibilitatea mai mare
(permit o contractie mai libera a piesei) si capacitate de
dezbatere mare (curg usor din
locas dupa turnare). Principalul dezavantaj consta in faptul ca
sunt utilizate pentru osingura turnare. Miezurile metalice se pot
utiliza de mai multe ori, dar se scot greu dupa
turnare, intrucat piesele se contracta pe ele. Exista pericolul
fisurarii pieselor datorita
rezistentei opuse de miez la contractia de solidificare
I. Stabilirea si/sau analiza functionala al piesei folosind
analiza morfofunctionala a suprafetelor.
Cunoasterea rolului functional este prima etapa in proiectarea
oricarei piesetehnologice de realizare a piesei respective
,deoarece se face in primul rand o proiectare
functioanala care trebuie sa se coreleze cu proiectarea
tehnologica a piesei.
Rolul functional al piesei este dat de rolul functional al
fiecarei piese ,suprafata ce
delimiteaza piesa in spatiu de aceea in primul rand se
stabileste rolul functional al
fiecarei suprafete folosind metoda de analiza morfofunctionala a
suprafetelor ce
presupune parcurgerea urmatoarelor etape:
a) Descompunerea piesei in suprafete cat mai simple;
b) Notarea tuturor suprafetelor ce delimiteaza piesa in
spatiu;
-
8/3/2019 Ax in 5 Trepte
3/18
Schema Suprafetelor
d) Analiza suprafetei in parte
S-a analizat fiecare suprafata in parte din urmatoarele puncte
de vedere:- forma geometrica a suprafetei;
- dimensiunile de gabarit;- precizia dimensionala;- precizia de
pozitie;
- rugozitatea;
-duritatea.
Rezultatele sunt trecute in tabelul urmator:
Caracteristici Proc.
-
8/3/2019 Ax in 5 Trepte
4/18
NrCrt
SuprNr.
FormaDim.Geom.de
Gabarit
Tipul sirolulsupraf
Tehnposibi-ledeobt
PreciziaDimensi-onala
Prec.deforma
Prec.depoz.
Rugo-zitatea
Duri-tatea
1. S1 Plana15,5
- - - 6.3 HRC5055
auxiliara T,D,A
2. S2 Tronconica2 x 45 0
- - - 6.3 HRC Tehnolo--gica
A
3. S3 Plana98
- - - 6.3 HRC50..55
Asambla-re
T,D,A
4. S4 Plana 42
- - - 6.3 HRC50..55
Functio-nala
T,D,A
5. S5 Plana 30 - - - 6.3 HRC50..55 Tehnologica T,D,A
6. S6 Cilindrica44
- - - 6.3 HRC50..55
Tehnologica
T,D,A
7. S7 Cilindrica 18,4
- - - 6.3 HRC50..55
Ansamblare
T,D,A
e) Intocmirea grafului "suprafete - caracteristici"
Intocmirea grafului "suprafete - caracteristici" in cazul
arborelui studiat ,carereprezinta o sinteza a tuturor conditiilor
tehnice de generare a fiecarei suprafete a
arborelui este prevazentata in tabelul de mai sus.
NrCrt
` Proprietati functionale ProprietatiTehnologic
e
Proprietatieconomice
10
tk *dkK=1
OBS
Fizice Chimice
Mecanice
Densitate(kg/dm3
)
Conducti-bilitateaTermica
cal/cms0
C
Rezistenta lacorosiune
(mm/an)
Duritatea
(HB)
Rezistenta larupereDaN/m
m2
(E*106)(daN/cm
2)
Turnabili-tatea
Deforma-bilitatea
Uzinabili-tatea
Pretul decost
(um/kg)
V t1
v t2
v t3
v t4
v t5
V t6
v t7
v t8
v t9
v t10
0 1 2 3 4 5
6 7 8 9 10
11
12 13
14
15
16
17
18
19
20 21 22 23
1 OL37
7.3 2 0.2 2
-
8/3/2019 Ax in 5 Trepte
5/18
28 CuSn
108.8 2 0.1
12
-
8/3/2019 Ax in 5 Trepte
6/18
-calitatea suprafetei piesei turnate;
-precizia dimensionala a piesei;
-capacitatea masei metalice;
-structura de cristalizare a aliajului turnat;
-pretul de cost al piesei fabricate.
Procesul tehnologic de obtinere a pieselor prin turnare in forme
temporare poate fi
structurat pe urmatoarele etape distinctive:
-realizarea modelului si a cutiilor de miez pe baza
desenului
piesei turnate sau a desenului de executie a modelului si a
cutiilor de miez;
-realizarea formei de turnare si a miezurilor, ansamblarea
formelor;
-elaborarea aliajului, transportul si alimentarea formelor;
-tratamentele aplicate la umplerea formei, solidificarea
piesei;
-dezbaterea formelor, extragerea piesei solidificate si
scoaterea
miezurilor din piesa;-separarea retelei de lumina si a
maselotelor;
-curatirea;
-tratamentele termice si de suprafata, remedierea
defectelor;
-controlul final al piesei;
-marcarea, conservarea, depozitarea, ambalarea si livrarea
catre
beneficiar;
Pretul de cost al pieselor turnate depinde de cantitatea de
material si manopera
pentru confectionarea modelului si a cutiilor de miez depaseste
cu mult pe cea pentru
confectionarea formei, de aceea piesa trebuie sa fie astfel
proiectata incat sa permitaconfectionarea usoara a modelului si a
miezurilor.
Modelul si miezurile determina configuratia exterioara
respective interioara a
viitoarei piese realizata prin turnare.
1) Intocmirea desenului piesei brut turnate
In vederea intocmirii desenului piesei brut turnate trebuie
parcurse urmatoarele
etape:
-stabilirea metodei de formare;
-stabilirea pozitiei de turnare;
-alegerea planului de separatie;
-stabilirea adaosului de prelucrare;
-stabilirea adaosului tehnologic;
-
8/3/2019 Ax in 5 Trepte
7/18
Adaosurile tehnologice se justifica de urmatoarele conditii
tehnologice de turnare:-necesita dirijarii solidificarii piesei
turnate, in vederea evitarii formarii
in piese a retasurilor.
DESENUL PIESEI BRUT TURNATE
- dificultati la executarea piesei ,canale ,adancituri sau a
peretilor
subtiri;
- asigurarea unui supliment de material in vederea
indepartarii
maselotelor prin taiere;- prevederea de nervure pe piesa turnata
pentru a evita aparitia
crapaturilor;
- prevederea de bare de legatura care sa impedice deformarea
piesei
la racier.
IV.Intocmirea desenului modelului
-
8/3/2019 Ax in 5 Trepte
8/18
Constructia desenului modelului se face pronind de la desenul
piesei brut turnate,carese completeaza cu adaosurile de contractie
si cu marcile pentru sustinerea miezurilor
,daca piesa prezinta goluri interioare.
DESENUL MODELULUI
Modificarea volumului si implicit a dimensiunilor care are loc
la incalzirea sauracirea aliajului metalic , nu poate fi eliminate
, ea avand loc ca urmare a proprietatilor
fizice, specifice fiecarui aliaj. Aceasta modificare de volum
poate si trebuie compensate
in cadrul proiectarii tehnologice de turnare prin aplicarea
adaosurilor de contractie.Contractia piselor la solidificare si
racier depinde de viteza de racire in portiunea
respectiva ,de compresabilitatea formei ,de existenta anumitor
armature in forma de
franarea contractiilor de catre maselote, de temperature de
turnare a aliajului precum si deo serie de alti factori.
1) Executia formei de turnare
De corecta executie a formei de turnare depinde in cea mai mare
parte calitatea
piesei turnate deoarece prin metoda de turnare a piesei se
influenteaza nemijlocit calitateasuperioara a piesei turnate:
-precizia dimensionala;
-compactitatea masei metalice;
-structura de cristalizare a akliajului turnat;
-pretul de cost al piesei de fabricat.
Folosirea formelor crude este limitata de inaltimea piesei
turnate deoarece lapiesele prea inalte presiunea metalostatica din
forma poate deforma peretele acestuia
-
8/3/2019 Ax in 5 Trepte
9/18
provocand defectul de umflatura a piesei. Stiind ca amestecul de
formare in stare cruda
rezista cu certitudine la o presiune de 2,5N/cm , inaltimea h a
piesei calculata la nivelulaliajului din palnie, nu poate
depasii:
h = p/Pg = 0,35 m , in cazul formelor crude indesate la presiuni
normale
Ansamblarea canalelor si cavitatilor serveste la introducerea
metalului in cavitatea
formei , constituie reteaua de turnare, avand urmatoarele
functii principale:
-dirijarea jetului de metal care curge din oala de turnare
in
receptorul retelei de turnare;
-retinerea particulelor de zgura si a altor incluziuni
nemetalice
in scopul impiedicarii patrunderii lor in cavitatea formei;
-preintampinarea formei turbionale;
-stropirea si oxidarea metalului lichid;
-asigurarea umplerii cavitatii formei la durate optime de
timp;
-franarea minima a contractiei metalice in timpul
solidificarii
acesteia;
-detasarea usoara de piesa turnata ,fara deterioare acesteia
Reteaua de turnare a piesei turnate analizate a fost astfel
proiectata incat sapermita :
-umplerea rapida a formei cu metal;
-alimentarea cavitatii formei prin dirijarea jetului de metal
din
alimentatoarele in lungul peretilor fomei.
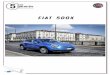
FORMA DE TURNARE TEMPORARA A AXULUI IN 5 TREPTE
-
8/3/2019 Ax in 5 Trepte
10/18
1 - rasuflatori; 8 - palnia de turnare;2 - semiforma superioara;
10 - canalul de distributie;
3- semirama superioara; 11 - canalul de alimentare;
4 - bolt de centrare; 12 - miez;5 - semirama inferioara; X-X -
plan de separatie.
7 - palnia;
Realizarea Filetului cu ajutorul strungului
-
8/3/2019 Ax in 5 Trepte
11/18
V. Obtinerea piesei-semifabricat printr-un procedeu de
deformare
plastica
-
8/3/2019 Ax in 5 Trepte
12/18
Deformarea plastica este metoda de prelucrare dimensionala fara
aschiere prin
care ,in scopul obtinerii unor semifabricate sau produse finite
se realizeaza
deformarea permanenta a materialelor fara siguri,prin aplicarea
fortelor exterioare.Avantajele metodei de prelucrare a materialelor
prin deformare:
-imbunatatirea proprietatilor din cauza structurii mai
omogene
sau mai dense care rezulta in urma acestori prelucrari;
-consumul minim de material;-reducerea duratei prelucrarii
ulterioare prin aschiere;
-posibilitatea de obtinere a unor forme complexe cu un numar
minim de operatii si manopera simpla;
-marirea productivitatii muncii.
Necesitatea aplicarii unor forte mari pentru deformare face ca
investitiile initiale
sa fie mari, ceea ce poate fi considerat ca un dezanvantaj al
acestei metode.Pe langa faptul ca permite obtinerea unor piese cu
forme si dimensiuni variate
,asigura si imbunatatirea substantiala a proprietatilor mecanice
ale materialului ,fapt ceface ca procedeul sa se utilizeze si
pentru obtinerea unor piese care in exploatare vor fi
supuse la solidificari deosebit de mari: arbori in trepte;axe;
biele; arbori cotiti; supape;
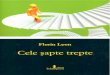
1) Intocmirea piesei brut forjate
Constructia desenului piesei brut forjate se realizeaza pornind
de la desenul de
executie al piesei finite pe care se trec :a) adaosurile de
prelucrare - Ap;
b) adaosurile tehnologice - At;
c) adaosurile de debitare - Ad;
d) adaosurile constructive - Rc.
DESENUL PIESEI BRUT E FORJATE
-
8/3/2019 Ax in 5 Trepte
13/18
1) Alegerea semifabricatului initial
Ca semifabricate initiale pentru forjarea libera se folosesc
lingourile turnate, pentru
piesele de dimensiuni mari, barele sau placile turnate continuu
pentru piesele de
dimensiuni medii,sau semifabricate laminate pentru piesele de
dimensiuni mici.
Semifabricatul initial supus forjarii libere , in cazul
arborelui studiat se allege pebaza legii volumului constant ca
fiind o bara laminata cu dimensiuni: diametrul 49 si
lungimea 169.
2) Debitarea semifabricatului la dimensiuni
-
8/3/2019 Ax in 5 Trepte
14/18
In sectiile sau atelierele de debitare se utilizeaza mai multe
metode de debitare ,cele
mai raspandite fiind:-debitarea prin forfecare;
-debitarea cu ferastraul;
-debitarea prin rupere;-debitarea cu flacara.
Forta minima F, in functie de care se alege utilajul de debit
este dat de relatia:
F = r S;
S suprafata forfecata;
r - rezistenta la forfecare( r ~= 0,8Rr )
Intocmind in relatia de mai sus ,valorile corespunzatoare ,
pentru S si pentru rse obtine :
F = 0.0866* 4749.25 = 25076daN
Cele mai utilizate masini pentru forfecarea semifabricatelor
laminate destinate
forjarii sunt foarfecele si presale de diferite dimensiuni. Cum
in general atelierele dedebitare au in dotare utilaje care pot
dezvolta in general in functie de marimea lor ,foarte
diferite, alegerea celui la care urmeaza un anumit semifabricat
, se poate face pe baza
diagramei de lucru a utilajului respective.3) Stabilirea
parametrilor regimului de incalzire
In vederea forjarii,materiale metalice trebuie sa aiba o
deformabilitate ridicata. Acestlucru impune plasticitatea sa fie
maxima iar rezistenta la deformare minima. Pentru
atingerea acestui deziderat,semifabricatele destinate forjarii
se incalzesc .Pentru stabilirea
regimului termic la forjare trebuie determinati urmatorii
parametrii:
-temperature de inceput si de sfarsit de deformare;-viteza de
incalzire;
-durata de mentinere si mediul de incalzire.
Otelurile carbon obisnuit , cazul materialului piesei studiate
se recomanda a se
deforma in domeniul solutiei solide .Temperatura de inceput de
deformare este
determinata de temperatura de topire iar cea de sfarsit de
deformare de zona transformariifazei in . Ca limita superioara se
impune o temperature de 200300 C sub linia
solidus. In concluzie pentru materialul piesei studiate
,intervalul de temperature intre care
se face deformarea este 1100 750 C.
In practica pentru determinarea rapida a duratei incalzirii 0 se
utilizeaza relatia:
0 = k1 k2 d d [ ]h in care k = un coefficient ales in functie
de
masa semifabricatului;
k1 - 10 20
k2 - 1 4
d grosimea sau diametrul semifabricatului in m
Facand inlocuirele necesare (k1 =10; k2 = 2;d = 0.11) in relatia
anterioara se
obtine durata de incalzire in cazul piesei studiate dupa cum
urmeaza :
0 = 10*2*0.11* 11.0 = 0.72h
-
8/3/2019 Ax in 5 Trepte
15/18
Incalzirea se realizeaza in cuptoare de incalzire cu flacara sau
in cuptoare
electrice.4) Forjarea propriu-zisa
Forjarea libera se face pe vertical, semifabricatul fiind asezat
pe nicovala ciocanului silovit cu un berbec ,direct sau prin
intermediul unei scule speciale.Pentru obtinerea
arborelui cotit studiat se vor efectua operatii de baza de
intindere simpla ,crestare,
intindere cu dexacsare,intindere profilata,debitare. Materialul
are o miscare de avans
intermitenta, forta este aplicata succesiv,iar pauzele miscarii
de avans. Pentrusemifabricatele cilindrice se executa si o miscare
de rotatie intermitenta , alternativ cu
aplicarea fortei de deformare.
Crestarea este operatia prin care se realizeaza pregatirea
semifabricatului in vedereaschimarilor de sectiune sau a unor
deplasari de volum partiale. Debitarea serveste la
detasarea capetelor de prindere a semifabricatului.
Pentru realizarea corecta a unei operatii de intindere ,trebuie
avute in vedereurmatoarele aspecte :
-prima trecere trebuie realizata cu presiuni mai mici de 50%
din
gradul de reducere admis la forjare;-pentru evitarea
suprapunerilor de material trebuie ca lungimea de
prindere sa fie mai mare decat reducerea pe inaltime;-pentru
evitarea fisurilor se recomanda ca forjarea sa se faca cu scule
profilate. Forjarea libera este o prelucrare cu productivitate
foartescazuta se realizeaza prin deplasare succesiva a
semifabricatului cu
miscare de avans corelate cu miscarile berbecului ,ceea ce face
sa fie
totodata o prelucrare dificila si cu conditii grele pentru
operator.
5) Curatirea
In urma procesului de deformare , dar mai ales in timpul
incalzirii piesele forjate
raman la suprafata cu arsuri si alte defecte superficiale, motiv
pentru care se supunprocesului de curatire. Pentru aceasta se
folosesc tobe rotative (pentru piesele mijlocii simici) instalatii
de curatire cu jet de alice (piesele mici si mijlocii) instalatii
de
sablare(orice tip de piesa) instalatii decapare chimica .
DEFECTELE SI CONTROLUL PIESELOR TURNATE
Turnarea este un procedeu complex de obtinere a pieselor care
solicita multiple
compartimente de lucru.Din aceasta cauza si posibilitatile de
introducere a erorilor delucru sunt mai numeroase, ceea ce in
ansamblu poate duce la realizarea unei cifre ridicate
de rebut.
Turnarea are cel mai mare procent de piese rebutate dintre toate
metodele deprelucrare.
Defectele pieselor turnate se impart in mai multe grupe, dupa
criteriul cauzelor care
le-au generat. Putem intalni:- incluziuni gazoase: sufluri,
pori, retasuri;
- incluziuni nemetalice: nisip, zgura;
- abateri de la geometria piesei: umflaturi, deplasari in planul
de separatie,stirbituri, ingrosari locale,bavuri in planul de
separatie, dezaxari;
-
8/3/2019 Ax in 5 Trepte
16/18
- abateri de la proprietatile fizico-chimice;
- abateri de la compozitia chimica si structura;- defecte de
suprafata: aderente, cute, cruste, creste, reprize, rugozitati
necorespunzatoare;
- fisuri, crapaturi;- umplere incompleta a formei.
Defectele superficiale privesc doar aspectul exterior al
pieselor si se pot remedia
prin chituire si vopsire.Pentru defectele de rarefiere se
recomanda remedierea prin
metalizare, daca piesele nu sunt solicitate in functionare la
sarcini mecanice mari.Impregnarea se foloseste pentru etansarea
pieselor care la presiune (hidraulica sau
pneumatica) prezinta zone rarefiate ale metalului. Principala
metoda care se aplica pentru
remedierea diferitelor defecte ale pieselor turnate este sudarea
(pentru fonte, oteluri,metale si aliaje neferoase). In cazul
pieselor turnate din bronzuri si alame se aplica
procedeul de lipire.
Controlul in turnatorii este organizat in doua compartimente:
preventiv si final. Celpreventiv se face pe parcursul procesului
tehnologic in toate compartimentele, si anume:
controlul materiilor prime, amestecurilor de formare si de miez,
al utilajelor, sculelor,
dispozitivelor, modelelor, cutiilor de miez, miezurilor, ramelor
de formare, masinilor deformare al calitatii (compozitiei chimice)
aliajului elaborat si al tratamentului termic
aplicat dupa turnare. Controlul final urmareste aspectul piesei
si respectarea geometrieipiesei.
VI.Analiza tehnico-economica a doua variante de proces
tehnologic si determinarea variantei de obtinere a
piesei semi-fabricat.
Alegerea variantei optime de proces tehnologic de obtinere a
piesei semifabricat-
se face luand in considerare principiul eficientei si principali
indicatori de eficienta
:costul ,productivitatea, fiabilitatea ,protectia
muncii,consumul de material sienergie .Deoarece costul este un
indicator de baza se va face o analiza comparativa acelor doua
procedee tehnologice de realizare a piesei semifabricat- turnare in
forme
temporare din amestec de formare obisnuit si forjare libera si
se va determina
procedeul optim.In industrie ,la nivelul de sectie , costul C
este dat de relatia :
C = C M + C m + C R + C S
C M - cheltuielile cu materiale folosite;
C m - cheltuieli cu manopera;
C R - cheltuieli cu regia(utilaje,cladiri,salarii personal
auxiliare)
C S - cheltuieli de stocare.
Deoarece cheltuielile de regie sunt greu de determinat acestea
se calculeaza ca o
parte din cheluielile ca manopera.
Calculul pretului semifabricatului turnat in forme
temporare:
cheltuieli cu material .........145.555 u.m
cheltuieli manopera(salarii directe) 29874 u.m
-
8/3/2019 Ax in 5 Trepte
17/18
CAS.6000 u.m
FASS(fond asig sanatate).2300 u.mRegia sectiei ..292250 u.m
CPS(contributie prot.sociala).1150 u.m
CFSS(contributie fond de solidaritate)750 u.mContributia
invatamant ..450 u.m
Rebut (5%).246458 u.m
Cost sectie 456.250 u.m
Beneficiu .76009 u.mPrt SDV-uri piesa ..52500 u.m
PRET ..925.361 u.m
O astfel de varianta de analiza nu este vedica deoarece ascunde
cheltuielile cu
pregatirea fabricatiei si nu permite o analiza comparativa a mai
multor procedeetehnologice.
Se poate efectua si o alta analiza a costului care sa includa si
cheltuielile cu
pregatirea fabricatiei relatiei:
Cl = F+ n *v[um/lot de produse]
Cl costul unui lot de produse;F cheltuielile fixe;
v cheltuieli variabile;
n numarul de bucati din loc
Costul pe produse se poate determina cu ajutorul relatiei de mai
jos:
C p =n
F+ v[u.m/buc]
Utilizand aceasta metoda ,costul unui lot de 2000 de bucati va
fi :
Cl = 253780000+2000*689541 = 1632862000 u.m
Costul piesei va fi:
C p =n
Cl = 816431 u.m
cheltuieli ..183.590 u.mcheltuieli manopera .156.444 u.m
CAS..39445 u.m
FASS.12.399 u.mRegia sectie569.999 u.m
CPS.7569 u.m
CFSS.4599 u.m
Contributie invatamant .3928 u.mCost sectie 1.111.345 u.m
Regie societate.151.666 u.m
-
8/3/2019 Ax in 5 Trepte
18/18
Beneficiu .365666 u.m
Prt SDV-uri // piesa 16.000 u.mPRET .1666650 u.m
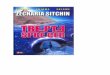
Utilizand costul de loc pentru cele doua variante se obtin
-pentru turnare
Clt = 253780000+n 689541
pentru forjare libera
Clt = 1881000000+n565987
Reprezentarea grafica a relatiilor de mai sus permite
determinarea numarului
critic de piese si alegerea procedeului
nCr = 13170 buc
Din figura de mai jos se observa ca pentru 2000 buc/an,
procentul optim de
semifabricat a arborelui este turnarea.