3
3
BAB II
TINJAUAN PUSTAKA
2.1 Prinsip Kerja Pembersih Conveyor Table Top Chain
Pembersih conveyor ini mengunakan sikat roll atau roll brush yang di gerakan
mengunakan motor listrik yang di transmisikan oleh pully dan v-belt. Gesekan yang terjadi
antara sikat nylon dengan permukaan conveyor dapat membersihkan permukaan conveyor
dari debu dan kotoran yg lain.
2.2 Conveyor Table Top Chain
Conveyor table top chain biasanya digunakan pada industri rokok, pengemasan
minuman, otomotif atau industri-industri lainnya. matrial yg digunakan ada yang
menggunakan acetal dan ada yang menggunakan stainless steel jenisnya juga macam-
macam sesuai fungsional rekomendasi dari produsen.
Gambar 2.1 Table Top Chain Conveyor
4
4
2.3 Motor
Gambar 2.2 Motor Listrik
Motor listrik merupakan suatu peralatan listrik yang berfungsi mengubah 4nergy
listrik menjadi 4nergy mekanis. Berdasarkan input arus, motor listrik dibagi menjadi dua
jenis yaitu motor arus searah (AC) dan motor arus bolak-balik (DC). Motor listrik dapat
lagi dikategorikan menjadi berbagai jenis berdasarkan konstruksi dan mekanisme operasi,
dan pembagiannya dapat dilihat pada diagram 2.1
Diagram 2.1 Klasifikasi Jenis Motor Listrik
Motor listrik adalah komponen yang sangat penting dalam mesin yang digunakan
sebagai sumber tenaga. Motor listrik ini berfungsi untuk menggerakkan poros dan pulli
5
5
sehingga pisau perajang / pemotong dapat berputar. Besarnya daya motor listrik ini
dipengaruhi oleh besarnya daya pisau dan efisiensi total mesin, sehingga dapat dirumuskan
; ( Sularso,2004 )
𝑃𝑑𝑚 = (𝑃
𝜂𝑡 .𝑓𝑜)……………………………………………………………………..(1)
Dimana :
𝑃𝑑𝑚 : Daya mesin (kw)
P : Daya pisau (kw)
𝜂𝑡 : Efisiensi total mesin (%)
𝑓𝑜 :Faktor kelebihan beban
2.4 Pengelasan
2.4.1 Pengertian Pengelasan
Pengelasan merupakan penyambungan dua bahan atau lebih yang didasarkan pada
prinsip-prinsip proses difusi, sehingga terjadi penyatuan bagian bahan yang disambung.
Kelebihan sambungan las adalah konstruksi ringan, dapat menahan kekuatan yang tinggi,
mudah pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama
adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan
sifat fisik maupun mekanis dari bahan yang dilas.
Perkembangan teknologi pengelasan logam memberikan kemudahan umat manusia
dalam menjalankan kehidupannya. Saat ini kemajuan ilmu pengethuan dibidang elektronik
melalui penelitian yang melihat karakteristik atom, mempunyai kontribusi yang sangat
besar terhadap penemuan material baru dan sekaligus bagaimanakah menyambungnya.
6
6
Jauh sebelumnya, penyambungan logam dilakukan dengan memanasi dua buah
logam dan menyatukannya secara bersama. Logam yang menyatu tersebut dikenal dengan
istilah fusion. Las listrik merupakan salah satu yang menggunakan prinsip tersebut.
Pada zaman sekarang pemanasan logam yang akan disambung berasal dari
pembakaran gas atau arus listrik. Beberapa gas dapat digunakan, tetapi yang sangat
popular adalah gas Acetylene yang lebih dikenal dengan gas Karbit. Selama pengelasan,
gas Acetylene dicampur dengan gas Oksigen murni. Kombinasi campuran gas tersebut
memproduksi panas yang paling tinggi diantara campuran gas lain.
Cara lain yang paling utama digunakan untuk memanasi logam yang dilas adalah
arus listrik. Arus listrik dibangkitkan oleh generator dan dialirkan melalui kabel ke sebuah
alat yang menjepit elektroda diujungnya, yaitu suatu logam batangan yang dapat
menghantarkan listrik dengan baik. Ketika arus listrik dialirkan, elektroda disentuhkan ke
benda kerja dan kemudian ditarik ke belakang sedikit, arus listrik tetap mengalir melalui
celah sempit antara ujung elektroda dengan benda kerja. Arus yang mengalir ini
dinamakan busur (arc) yang dapat mencairkan logam.
Terkadang dua logam yang disambung dapat menyatu secara langsung, namun
terkadang masih diperlukan bahan tambahan lain agar deposit logam lasan terbentuk
dengan baik, bahan tersebut disebut bahan tambah (filler metal). Filler metal biasanya
berbentuk batangan, sehingga biasa dinamakan welding rod (Elektroda las). Pada proses
las, welding rod dibenamkan ke dalam cairan logam yang tertampung dalam suatu
cekungan yang disebut welding pool dan secara bersama-sama membentuk deposit logam
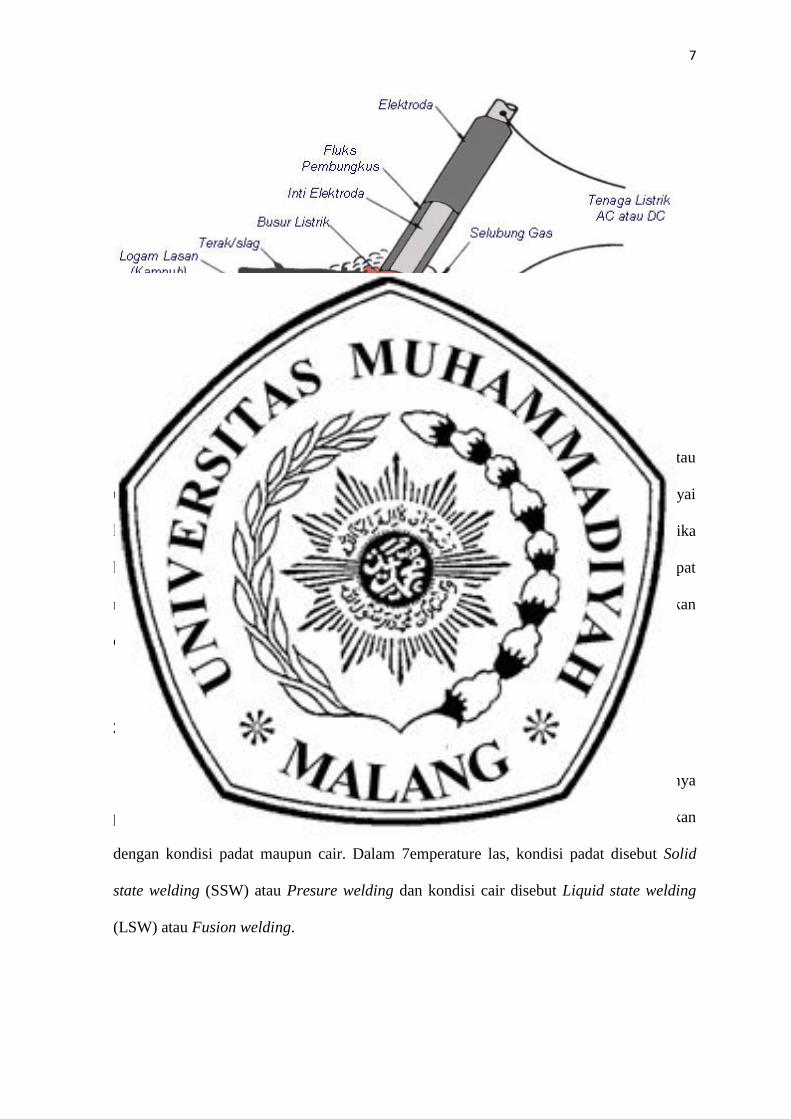
lasan, cara seperti ini dinamakan Las Listrik atau SMAW (Shielded metal Arch welding),
lihat gambar 1.
7
7
Gambar 2.3 Proses SMAW
Sebagian besar logam akan berkarat (korosi) ketika bersentuan dengan udara atau
uap air, sebagai contoh adalah logam besi mempunyai karat, dan alumunium mempunyai
lapisan putih di permukaannya. Pemanasan dapat mempercepat proses korosi tersebut. Jika
karat, kotoran, atau material lain ikut tercampur ke dalam cairan logam lasan dapat
menyebabkan kekeroposan deposit logam lasan yang terbentuk sehingga menyebabkan
cacat pada sambungan las.
2.4.2 Klasifikasi Proses Las
Sambungan las adalah ikatan dua buah logam atau lebih yang terjadi karena adanya
proses difusi dari logam tersebut. Proses difusi dalam sambungan las dapat dilakukan
dengan kondisi padat maupun cair. Dalam 7emperature las, kondisi padat disebut Solid
state welding (SSW) atau Presure welding dan kondisi cair disebut Liquid state welding
(LSW) atau Fusion welding.
8
8
Proses SSW biasanya dilakukan dengan tekanan sehingga proses ini disebut juga
Presure welding Presure welding. Proses SSW memiliki beberapa kelebihan, diantaranya
adalah dapat menyambung dua buah material atau lebih yang tidak sama, proses cepat,
presisi, dan 8emper tidak memiliki daerah terpengaruh panas (heat affected zone / HAZ).
Namun demikian SSW juga mempunyai kelemahan yaitu persiapan sambungan dan
prosesnya rumit, sehingga dibutuhkan ketelitihan sangat tinggi.
LSW merupakan proses las yang sangat 8empera di kalangan masyarakat kita,
sambungan las terjadi karena adanya pencairan ujung kedua material yang disambung.
Energi panas yang digunakan untuk mencairkan material berasal dari busur listrik, tahanan
listrik, pembakaran gas, dan juga beberapa cara lain diantaranya adalah sinar laser, sinar
electron, dan busur plasma. Penyambungan material dengan cara ini mempunyai
persyaratan material harus sama, karena untuk mendapatkan sambungan yang sempurna
suhu material harus sama, jika tidak proses penyambungan tidak akan terjadi. Kelebihan
metode pengelasan ini adalah proses dan persiapan sambungan tidak rumit, beaya murah,
pelaksanaannya mudah. Kelemahannya adalah memerlukan juru las yang terampil,
terjadinya HAZ yang menyebabkan perubahan sifat bahan, dan ada potensi kecelakaan dan
terganggunya kesehatan juru las.
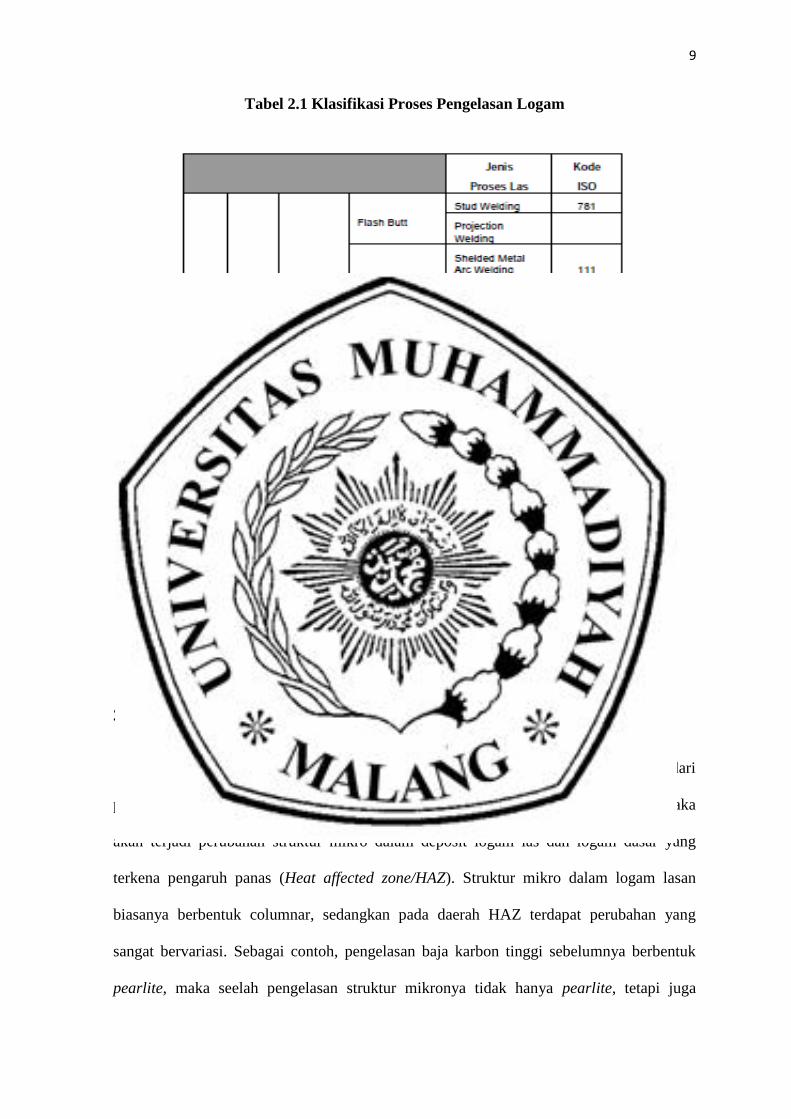
Tabel 1 menunjukan berbagai macam proses las yang ditinjau dari kelompok SSW
dan LSW, disamping itu juga dilihat dari jenis sumber panas yang digunakan beserta kode
proses las berdasarkan standar ISO.
9
9
Tabel 2.1 Klasifikasi Proses Pengelasan Logam
2.4.3 Perubahan Sifat Logam Setelah Proses Las
Pencairan logam saat pengelasan menyebabkan adanya perubahan fasa logam dari
padat hingga mencair. Ketika logam cair mulai membeku akibat pendinginan cepat, maka
akan terjadi perubahan struktur mikro dalam deposit logam las dan logam dasar yang
terkena pengaruh panas (Heat affected zone/HAZ). Struktur mikro dalam logam lasan
biasanya berbentuk columnar, sedangkan pada daerah HAZ terdapat perubahan yang
sangat bervariasi. Sebagai contoh, pengelasan baja karbon tinggi sebelumnya berbentuk
pearlite, maka seelah pengelasan struktur mikronya tidak hanya pearlite, tetapi juga
10
10
terdapat bainite dan martensite (lihat Gambar 4). Perubahan ini mengakibatkan perubahan
pula sifat-sifat logam dari sebelumnya. Struktur mikro pearlite memiliki sifat liat dan tidak
keras, sebaliknya martensite mempunyai sifat keras dang etas. Biasanya keretakan
sambungan las bearsal dari struktur mikro ini.
Gambar 2 mendeskripsikan distribusi 10emperature pada logam dasar yang sangat
bervariasi telah menyebabkan berbagai macam perlakuan panas terhadap daerah HAZ
logam tersebut. Logam lasan mengalami pemanasan hingga termperatur 1500o C dan
daerah HAZ bervariasi mulai 200° C hingga 1100° C (lihat Gambar 3). Temperatur 1500°
C pada logam lasan menyebabkan pencairan dan ketika membeku membentk struktur
mikro columnar. Temperatur 200° C hingga 1100° C menyebabkan perubahan struktur
mikro pada logam dasar baik ukuran maupun bentuknya.
Gambar 2.4 Distribusi Tempratur Saat Pengelasan
Gambar 2.5 Perlakuan Panas Logam Las
11
11
2.5 Sikat roll (brush)
Sesuai namanya sikat berfungsi untuk membersihkan. Sikat rol digunakan untuk
penggosokan, pembersihan ban berjalan (conveyor belt), penggilingan & penghapusan
debu di kawasan wajah lebar dan aplikasi-aplikasi lain di lingkungan produksi. Kami
menyediakan pembuatan kustom mengikut panjang atau diameter yang anda perlukan. Ada
beberapa pilihan untuk konfigurasi sikat, tergantung pada aplikasi anda. Pola-
pola sikat yang paling umum digunakan adalah spiral (diagonal), paralel (mendatar) &
chevron (bentuk panah). Bahan pengisian dapat dibuat singkat untuk sikatan agresif &
keras atau panjang untuk sikatan lembut. Berbagai filamen tersedia, seperti pengisian alam
tampico, bulu hewan, dan kawat besi. Berikut adalah contoh brush roller nylon dan
spesifikasinya:
Gambar 2.6 Sepesifikasi Roller Brush
12
12
2.6 Poros
Poros merupakan elemen mesin yang berbentuk batang dan pada umumnya
berpenampang lingkaran, berfungsi memindahkan putaran atau mendukung suatu beban
dengan suatu atau tanpa meneruskan daya.
Hal-hal penting dalam merencanakan poros antara lain:
a. Kekuatan poros
Pada poros transmisi misalnya dapat mengalami beban puntir atau lentur atau gabungan
antara puntir dan lentur. Juga ada poros angmendapatkan beban tarik atau tekan, seperti
poros baling-baling kapal atau turbin. Kelelahan tumbukan atau pengaruh konsentrasi
tegangan bila diameter poros diperkecil (poros bertangga) atau bila poros mempunyai alur
pasak harus perhatikan. Jadi, sebuah poros harus direncanakan cukup kuat untuk menahan
beban-beban yang terjadi.
b. Kekakuan poros
Sebuah poros dengan kekuatan yang cukup jika lenturan atau defleksi puntirnya terlalu
besar dapat berakibat ketidaktelitian pada mesin perajang singkong atau getaran dan suara
pada reduser.
c. Putaran kritis
Bila putaran suau mesin dinaikkan maka pada suau harga putaran tertentu dapat terjadi
getaran yang luar biasa besarnya. Putaran ini disebut putaran kritis. Hal ini terjadi pada
poros dan dapat mengakibakan kerusakan pada poros dan bagian-bagian yang lainnya.
Poros harus direncanakan sedemikian rupa hingga putaran kerjanya lebih rendah dari pada
putaran kritisnya.
13
13
d. Korosi
Bahan-bahan tahan korosi harus dipilih untuk poros propeller dan pompa bila terjadi
kontak dengan fluida yang korosif. Demikian pula untuk poros-poros yang terancam
kavitas dan poros mesin yang sering berhenti lama.
e. Bahan poros
Bahan untuk poros mesin umum biasanya terbuat dari baja karbon konstruksi mesin,
sedangkan untuk pembuatan poros yang dipakai untuk meneruskan putaran tinggi dan
beban berat umumnya dibuat dari baja paduan dengan pengerasan kulit yang sangat tahan
terhadap keausan. Beberapa diantaranya adalah baja khrom nikel, baja khrom, dan baja
khrom molybdenum.
Adapun penggolongannya dapat dilihat pada tabel 2.2
Table 2.2 Penggolongan bahan Poros (Sularso, 2004 : 4)
Standard dan
macam Lambang Perlakuan panas
Kekuatan tarik
(kg/mm2)
Keterangan
Baja karbon
konstruksi
mesin
S30C
S35C
S40C
Penormalan
“
“
48
52
55
14
14
(JIS G 4501) S45C
S50C
S55C
“
“
“
58
62
68
Batang baja
yang difinis
dingin
S35C-D
S45C-D
S55C-D
-
-
-
53
60
72
Ditarik dingin,
digerinda,
dibubut, atau
gabungan
antara hal-hal
tersebut
Tabel 2.3 Baja karbon untuk konstruksi mesin dan baja batang yang difinis dingin untuk
poros (Sularso, 2004 : 3)
Poros yang umumnya meneruskan daya melalui sabuk, roda gigi, dan rantai akan
mendapatkan beban puntir dan lentur sehingga pada permukaan poros akan mengalami
tegangan geser (Sularso 2004: 17).
Perhitungan yang digunakan untuk merancang poros adalah ( Sularso, dan Kiyokatsu,
2004:7-23).
a. 𝑃𝑑 = 𝑓𝔠𝑃 (𝐾𝑊) ………………………………………………………… (2)
Dimana :
Pd : daya rencana (KW)
𝑓𝔠 : Faktor koreksi
P : daya motor listrik (KW)
b. 𝑇 = 9,74 × 105 𝑃𝑑
𝑛1 ………………………………………………………(3)
Dimana :
T : Momen Rencana (kg.mm)
15
15
n1 : putaran (Rpm)
c. 𝜏 = 𝑇
(𝜋𝑑𝑠3/16)
=5,1𝑇
𝑑𝑠3 ……………………………………………………….(4)
Dimana :
𝜏 : tegangan geser (kg/mm²)
𝑑𝑠 : diameter poros (mm)
d. 𝜏𝑎 = 𝜎𝐵/(𝑆𝑓1 × 𝑆𝑓2)……………………………………………………...(5)
Dimana :
𝜏𝑎 : Tegangan Geser yang diijinkan (kg/mm²)
𝜎𝐵 : Kekuatan tarik (kg/mm²)
𝑆𝑓1 : Safety faktor (Pengaruh massa)
𝑆𝑓2 : Safety faktor (Pengaruh alur pasak)
e. 𝑑𝑠 = 5,1
𝜏𝑎𝑘𝑡𝐶𝑏𝑇
1
3………………………………………………………….(6)
Dimana :
Kt : Faktor koreksi (Momen punter)
Cb : Faktor karena beban lentur
T : Momen rencana (Kg.mm)
Gambar 2.7 Poros
16
16
2.7 Pasak
Pasak adalah suatu elemen mesin yang dipakai untuk menetapkan bagian-bagian
mesin seperti roda gigi, sprocket, puli, kopling pada poros. Momen yang bekerja akan
diteruskan dari poros ke naf atau dari naf ke poros yang ditunjukkan pada gambar 12.
Pada umumnya pasak digolongkan atas beberapa macam, menurut letaknya pasak
dibedakan antara pasak pelana, pasak rata, pasak benam, dan pasak singgung, yang
umumnya berpenampang segi empat. Disamping pasak di atas adapula pasak tembereng
dan pasak jarum. Untuk pasak biasanya dipilih bahan yang mempunyai kekuatan tarik
lebih kuat dari pada porosnya. Kadang – kadang juga sengaja dipilih bahan yang lemah
untuk pasak , sehingga pasak akan lebih dahulu rusak dari pada poros atau naf nya. Ini
disebabkan harga pasak yang murah serta mudah menggantinya. Tekanan permukaan P
__./ 0 0 1_ dapat
dirumuskan ; (Sularso,2004 )
𝑃 =𝐹
𝑙×(𝑡1𝑎𝑡𝑎𝑢 𝑡2) …………………………………………………………………..(7)
P = tekanan
F = gaya
t1 =kedalaman alur pasak pada poros
t2 = kedalaman alur pasak pada naf
17
17
Gambar 2.8 pasak
2.8 Pully
Pully adalah salah satu komponen mesin yang berfungsi sebagai penerus
penggerakyang ditransmisikan dari motor listrik melalui sabuk yang ditunjukkan pada
gambar 2.9. Tanpa pully komponen mesin (poros) tidak akan bergerak. Besarnya diameter
pully dapat dicari dengan menggunakan rumus : (Sularso,2004)
a. Perbandingan diameter dan kecepatan pully
𝑛1
𝑛2=
𝑑1
𝑑2……………………………………………………………………...(8)
b. Diameter luar pully (𝑑𝑘)
𝑑𝑘 = 𝑑𝑝 + (2 × 2,5)……………………………………………………….(9)
Gambar 2.9 Pully
18
18
2.9 Sabuk v belt
Sabuk adalah suatu komponen yang berfungsi untuk meneruskan daya dari motor
listrik ke poros yang akan digerakan. Sebagian besar transmisi sabuk menggunakan sabuk
–V yang ditunjukkan pada gambar 15. Karena mudah penanganannya dan harganya
murah. Kecepatan sabuk-V direncanakan untuk 10 sampai 20 (m/s) pada umumnya, dan
maksimum sampai 25 (m/s). daya maksimum yang dapat ditransmisikan kuranglebih
sampai 500 (kW).
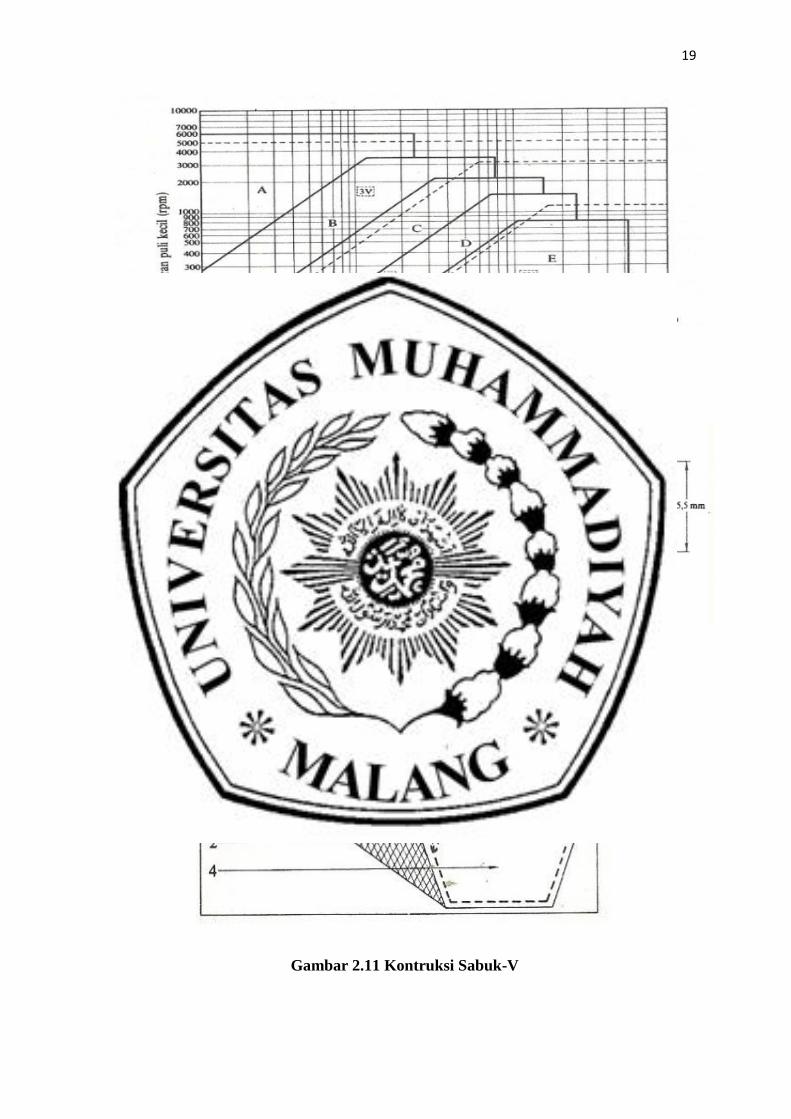
Sabuk-V terbagi atas beberapa bagian urutan dari A-E. sabuk-V jenis A adalah
sabuk yang memiliki putaran pully kecil antara 300-6000 rpm dan memiliki daya rencana
25 kW yang ditunjukkan pada gambar 11. Dari gambar 14 dapat disimpulakn bahwa
semakin ke atas urutan (A-E) maka semakin naik daya rencananya dan semakin turun
putaran pully kecilnya, sedangkan turun nilai urutan (E-A) maka semakin turun daya
rencananya dan semakin naik putaran pully kecilnya.
Sabuk –V terbuat dari karet yang mempunyai penampang trapesium. Tenunan
tetron atau semacamnya dipergunakan sebagai inti sabuk untuk membawa tarikan yang
besar yang ditunjukkan pada gambar 16. Bagian yang sedang membelit pada pully ini
mengalami lengkungan sehingga lebar bagian dalamnya akan bertambah besar. Gaya
gesekan juga akan bertambah besar karena pengaruh bentuk baji, yang akan menghasilkan
transmisi daya yang besar pada tegaangan yang relatif rendah. Hal ini merupakan salah
satu keunggulan sabuk-V dibandingkan sabuk rata. (Sularso,2004)
Untuk menghitung kecepata sabuk menggunakan rumus :
𝑉 =𝜋 .𝑑1 .𝑛1
60.1000………………………………………………………………..(10)
19
19
Diagram 2.2 Diagram Pemilihan Sabuk-V 7
Gambar 2.10 Ukuran Penampang Sabuk-V8
Gambar 2.11 Kontruksi Sabuk-V
20
20
Keterangan ;
1. Terpal
2. Bagian penarik
3. Karet Pembungkus
4. Bantal karet
Pada saat sabuk berputar maka akan terjadi gaya tarik pada sisi sabuk, maka untuk
menghitung gaya tarik sabuk dapat digunakan rumus :
𝐹1 =𝑒𝜇𝜃
𝑒𝜇𝜃 −1× 𝐹𝑒…………………………………………………….………(11)
Dimana :
e : 2.718 (merupakan bilangan natural)
θ : Sudut kontakantara sabuk dengan pully (radian)
µ : koefisien gesek bahan, diambil koefisien gesek = 0.25
2.10 Bantalan
2.10.1 Bantalan Bearing
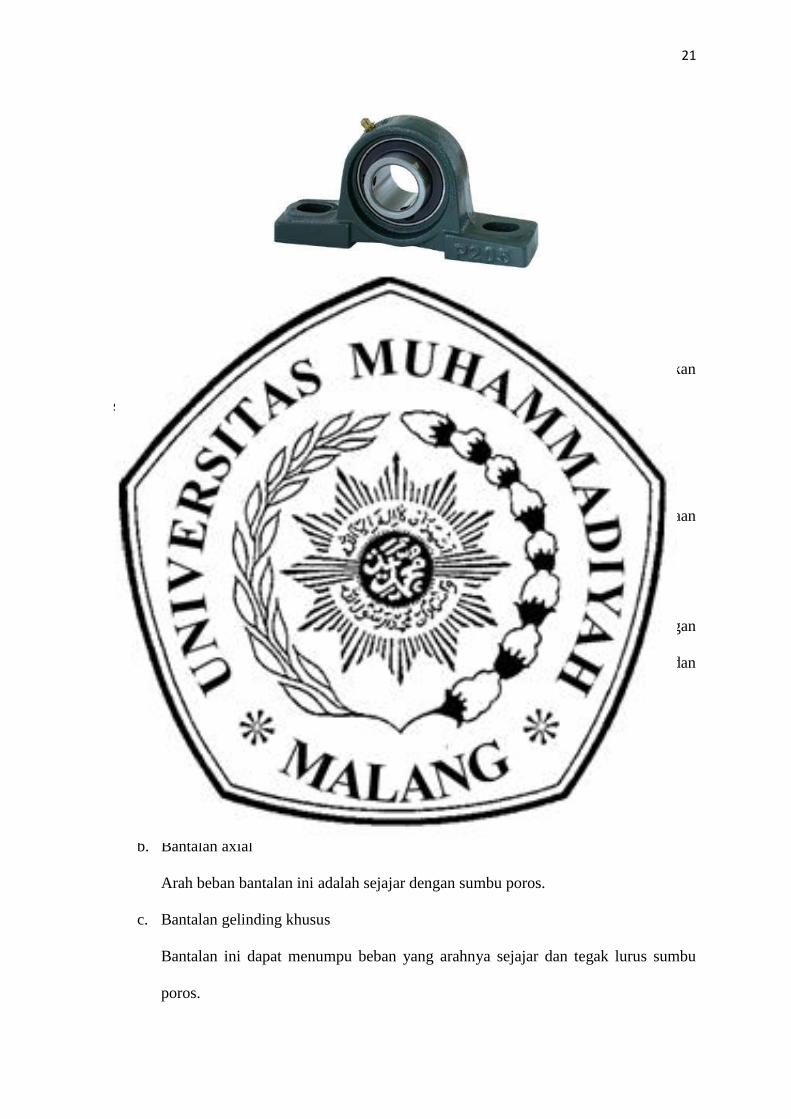
Bantalan adalah elemen mesin yang mampu menumpu poros berbeban , sehingga
putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman ,dan panjang
umur yang ditunjukkan pada gambar 10. Bantalan harus cukup kokoh untuk
memungkinkan poros serta elemen mesin lainnya bekerja dengan baik. Jika bantalan tidak
berfungsi
dengan baik maka prestasi seluruh system akan menurun atau tidak dapat bekerja secara
semestinya. Jadi, bantalan dalam permesinan dapat disamakan peranannya dengan pondasi
pada gedung .
21
21
Gambar 2.12 Bantalan / Bearing
Berdasarkan gerakan bantalan terhadap poros maka bantalan dapat diklasifikasikan
sebagai berikut :
Berdasarkan atas dasar gerakan bantalan terhadap poros
a. Bantalan luncur
Pada bantalan ini terjadi gesekan antara poros dan bantalan karena permukaan
poros ditumpu oleh permukaan bantalan dengan perantara lapisan pelumas.
b. Bantalan gelinding.
Pada bantalan ini terjadi gerakan gelinding antara bagian yang berputar dengan
yang diam melaluai elemen gelinding seperti bola (peluru), rol atau rol jarum, dan
rol bulat.
Berdasarkan atas dasar arah beban terhadap poros
a. Bantalan radial
Arah beban yang ditumpu bantalan ini adalah tegak lurus sumbu poros.
b. Bantalan axial
Arah beban bantalan ini adalah sejajar dengan sumbu poros.
c. Bantalan gelinding khusus
Bantalan ini dapat menumpu beban yang arahnya sejajar dan tegak lurus sumbu
poros.
22
22
Perbandingan antara bantalan luncur dan bantalan gelinding.
2.10.2 Bantalan luncur
Keunggulan
a. Mampu menumpu poros berputaran tinggi dengan beban besar. Kontruksi
sederhana dan dapat dipasang dengan mudah.
b. Mampu meredam tumbukan dan getaran sehingga hampir tidak bersuara.
Kekurangan
a. Memerlukan momen awal yang besar.
b. Pelumasan bantalan tidak sederhana.
c. Tingkat ketelitian tidak tinggi jika dibandingkan bantalan gelinding
2.10.3 Bantalan gelinding
Keunggulan
a. Tingkat gesekan rendah.
b. Pelumasan sederhana.
c. Tingkat ketelitian tinggi.
Kekurangan
a. Putaran bantalan dibatasi oleh gaya sentrifugal
b. Kontruksinya sukar ,sehingga hanya pabrik - parik tertentu yang dapat
memproduksinya.
c. Cocok untuk beban kecil dari pada bantalan luncur
23
23
2.11 Rangka baja
Baja merupakan bahan campuran dari besi (Fe), 1,7% karbon (C), 0,6% silikon
(Si), 1,65% mangan (Mn), dan 0,6% tembaga (Cu). Menurut Salmon dan Johnson (1992)
baja untuk struktur dengan tempa panas dapat diklasifikasikan menjadi baja karbon
(carbon steel), baja paduan rendah berkekuatan tinggi (high strenght low alloy steel), dan
baja paduan (alloy steel). Baja karbon sendiri dapat diklasifikasikan menjadi 4 kategori
berdasarkan persentase kandungan karbonnya,
yaitu :
a. Baja karbon rendah, memiliki kandungan karbon kurang dari 0,15%
b. Baja karbon lunak, memiliki kandungan karbon 0,15% - 0,29%
c. Baja karbon sedang, memiliki kandungan karbon 0,30 - 0,59%
d. Baja karbon tinggi, memiliki kandungan karbon 0,60 - 1,70%.
Berdasarkan SNI 03-1729-2002, mutu material baja diklasifikasikan menjadi 5
kelas mutu, berdasarkan tegangan leleh (fy) dan tegangan putusnya (fu), sebagai berikut :
Tabel 2.3 Sifat Mekanis Baja
Jenis Baja
Tegangan Putus Minimum
fu (MPa)
Tegangan Leleh
Minimum
fu (MPa)
Regangan
Minimum
(%)
BJ 34 340 210 22
BJ 37 370 240 20
BJ 41 410 250 18
BJ 50 500 290 16
BJ 55 550 410 13

24
24
Recommended