
1
Confecção de órteses para punho e mão através de massa moldável
constituída de porcelana fria, massa corrida e fibra de curauá
Fabrícia da cunha ximenes1
Pós-graduação em Fisioterapia Traumato-ortopédica com ênfase em Terapia Manual – Faculdade Ávila
Resumo
A órtese é um excelente recurso terapêutico e quando bem prescrita proporciona benefícios
para a evolução clínica do paciente. O arsenal de órteses disponível no mercado é amplo,
porém nem sempre acessível à população devido aos altos custos exigidos pelas empresas. O
presente estudo científico teve como objetivos elaborar órteses para punho e mão, através de
uma massa moldável constituída a partir da mistura entre porcelana fria, massa corrida PVA
e fibra de curauá, para pacientes com disfunção neuromusculoesquelética, e verificar se as
órteses fabricadas a partir deste material possuem baixo custo, durabilidade, aceitação e
aplicação terapêutica similar ao de uma órtese convencional. O estudo foi desenvolvido
seguindo um enfoque quanti-qualitativo, através de uma pesquisa experimental e de campo,
paralelo a uma pesquisa literária sobre aspectos relevantes à confecção de órteses. A
pesquisa de campo compreendeu três etapas: o aprimoramento da mistura, o aprimoramento
da técnica de moldagem anatômica da massa; e a avaliação da aplicação das órteses nos
pacientes. Os resultados mostraram que a confecção de órteses com o novo material
apresentou grande resistência e valor terapêutico. A Massa Ortética Moldável, definiu-se
como resistente, com valor terapêutico, baixo custo e praticidade, passível de ser
confeccionado em um atendimento fisioterapêutico.
Palavras-Chaves: Órtese; Massa ortética moldável, Resistência
1. Introdução
A mão do homem é uma ferramenta maravilhosa, capaz de executar inúmeras ações graças à
sua função principal: a preensão. Fisiologicamente, representa a extremidade realizadora do
membro superior, que constitui o seu suporte e lhe permite adotar a posição mais favorável
para uma determinada ação. É uma estrutura perfeitamente lógica e adaptada às suas
diferentes funções, como as habilidades motoras finas ou o recrutamento muscular em
atividades contra resistência. (KAPANDJI, 2000; KONIN, 2006; SAURON, 1998).
Ela é o segmento anatômico mais usado para desempenhar plenamente as atividades da vida
diária. Qualquer disfunção que a afete parcial ou totalmente acarretará sérios prejuízos
funcionais para o indivíduo. São nestas situações que a órtese se destaca como recurso
terapêutico na tentativa de prevenção e recuperação da lesão (RUARO, 2003).
A órtese é um excelente dispositivo terapêutico de repouso ou auxílio funcional, que quando
bem prescrita alcança bons resultados para o usuário, visto que, por sua capacidade de
adaptação, facilita ou auxilia na realização de diversas tarefas (LIANZA, 2001; PAN, 2006).
As órteses podem ser aplicadas em diversas patologias, que incluem as traumáticas,
ortopédicas e neurológicas. Em muitas destas condições clínicas, o uso de um equipamento
1 Pós-graduanda em Fisioterapia Traumato-ortopédica com ênfase em Terapia Manual

2
ortético pode trazer inúmeros benefícios aos pacientes. Entretanto, boa parcela da população
afetada não consegue adquirir uma órtese pré-fabricada, ficando condenada aos
comprometimentos futuros da doença, como a espasticidade, deformidades articulares e
retrações musculares (EDELSTEIN E BRUCKNER, 2006; RODRIGUES JÚNIOR, 2005).
Apesar das indústrias possibilitarem uma enorme variedade de opções ortéticas, estes
dispositivos em grande parte, são fabricados em tamanhos padronizados, o que dificulta as
adaptações necessárias para cada quadro patológico, que se manifestam de uma forma clínica
bastante variada, necessitando assim do uso de uma órtese personalizada (SAURON, 1998;
TORRES, 2001).
Entre os materiais utilizados para a confecção destes equipamentos predominam os
termoplásticos como o polipropileno e o ezeform, que são polímeros que quando expostos a
altas temperaturas tornam-se moldáveis (SAURON, 1998; LIMA, S. et al., 2006).
Atualmente já é bastante conhecida no meio científico a busca por novos materiais e
tecnologias que possam ser empregadas para a confecção de dispositivos ortésicos, almejando
principalmente órteses sem perdas relacionadas à funcionalidade, qualidade e estética, além
de redução de custos, praticidade de fabricação e conseqüente popularização do uso destes
equipamentos (RODRIGUES JÚNIOR, 2005).
Entre os materiais já conhecidos o gesso surge como o mais empregado para esta aplicação,
trazendo, contudo, algumas desvantagens de seu uso como a impermeabilidade (VIEIRA, et
al, 2006). O PVC (Policloreto de Vinila), também vem sendo estudado como material
alternativo e já possui, inclusive, centros de referência em reabilitação que o utiliza para este
fim, com grande sucesso (RODRIGUES JÚNIOR, 2005).
Baseado neste contexto se lançou a proposta de criar uma massa moldável, tendo como base a
massa de porcelana fria ou massa “biscuit”, que se tornasse suficientemente rígida após sua
secagem, capaz de oferecer os mesmos benefícios terapêuticos das órteses já disponibilizadas
para o segmento punho e mão, e que fosse de fácil e prática fabricação, além de um custo
reduzido.
2. Metodologia
1º Etapa: Elaboração das Órteses
a) Definição dos Elementos e da Técnica de Mistura da Massa
No laboratório de Fisiologia e Biofísica da Universidade do Estado do Pará (UEPA), Núcleo
de Santarém, no período de 03 a 08 de Agosto de 2007, foram realizadas experimentações
para se alcançar uma massa de aplicação ortética após sua secagem, com os mesmos
benefícios terapêuticos dos materiais já conhecidos para este fim, sendo ainda de baixo custo.
Este estudo adotou como método, testes com mudanças da quantidade e substâncias para o
alcance de uma mistura ideal de massa, com fins ortéticos. A matéria-prima primordial da
massa de porcelana branca (massa biscuit) constitui-se de amido de milho (200ml) e cola
(200ml), misturados antes do aquecimento, além de vaselina (10ml) e ácido acético (10ml),
misturados na etapa após o aquecimento em fogo brando. Para que esta mistura atinja boas
condições de resistência, é realizada a sua secagem ao ar livre (KAWAKITA, 2005).

3
Partindo-se desta mistura original foram realizadas sucessivas experimentações a fim se obter
uma massa de fácil fabricação, com boas condições de resistência, com o menor tempo de
endurecimento possível e custo reduzido.
Inicialmente optou-se pela tentativa de mudança na proporção original dos elementos
empregados para a confecção da massa de porcelana fria, através do aumento da quantidade
de amido de milho.
Após esta tentativa, optou-se pela inclusão de um novo elemento à massa de porcelana
branca. A substância de escolha foi a massa corrida PVA, devido as suas propriedades físicas
de endurecimento, que induziram a uma expectativa de que a peça obtida ao final desta
mistura e secagem poderia ser mais resistente. O emprego deste material em trabalhos
artesanais objetiva maior rigidez das peças confeccionadas o que influenciou a sua escolha
neste estudo.
Após o alcance de uma rigidez satisfatória para aplicação ortética, tornou-se necessário ainda,
prevenir o surgimento de rachaduras e aumentar a resistência tênsil das peças confeccionadas.
Com o intuito de melhorar estas propriedades, optou-se pelo acréscimo de uma fibra a esta
nova massa.
A fibra de vidro foi inicialmente testada e sua mistura era realizada após o aquecimento da
nova massa. Em seguida optou-se pelo emprego da fibra de curauá (Ananas erictifolius)
planta nativa da Amazônia, que atendeu a essa expectativa.
As propriedades desta fibra natural são comparáveis as da fibra de vidro, pela sua elevada
resistência e peso reduzido, com a vantagem de ser reciclável, de textura macia,
biodegradável e de menor custo (ERENO, 2004; MONTEIRO et al, 2006).
Deste modo, com estes materiais (figura 1), foi alcançada a mistura ideal de elementos para a
produção de uma massa que após a secagem produzia peças de rigidez significativa, textura
agradável e de potencial alérgico reduzido, o que, portanto, possibilitava sua aplicação para a
confecção de órteses de punho e mão. A esta massa denominou-se Massa Ortética Moldável
(MOM).
Figura 1 – Materais utilizados na confecção da MOM
b) Definição da Técnica de Expansão da Massa Ortética Moldável;

4
Com a possibilidade de se aplicar a MOM sobre os moldes de punho e mão para a confecção
de órteses, fez-se necessário elaborar uma técnica de expansão desta massa, para a mesma
alcançar um formato plano e homogêneo em sua espessura.
O procedimento de expansão, inicialmente era executado sobre uma pedra de mármore,
coberta com uma fina camada de creme hidratante, utilizando-se a força manual imprimida
sobre um cano de PVC (Tigre ®) (figura 2A) com 60mm de diâmetro.
Em seguida optou-se pelo emprego de um rolo de tração manual (figura 2B), utilizado em
culinária, sobre a MOM, devido este equipamento possibilitar a homogeneidade de toda
massa, além de possibilitar o prévio estabelecimento de sua espessura.
Figura 2 (A e B) – Instrumentos utilizados para definir a técnica de expansão da MOM
c) Definição da Técnica de Moldagem da Órtese;
Os testes foram efetuados nos próprios pesquisadores aplicando-se a MOM expandida
diretamente sobre a mão e o punho do indivíduo molde (figura 3A), posicionados em
supinação de antebraço, e posteriormente revestindo a mesma com três camadas de atadura
gessada, aplicadas após sua imersão (figura 3B). A aplicação da tripla camada de atadura
gessada teve por objetivo auxiliar a manter o formato da mão do paciente sobre a MOM
aplicada.
Em seguida percebeu-se a necessidade de aplicação de uma camada isolante entre a MOM e a
atadura gessada. Neste momento optou-se pelo emprego de um papel filme de PVC (papel
filme Red Rose®), para a sua aplicação entre a MOM e a camada tripla de atadura gessada.
Vale ressaltar que, após a aplicação destes elementos, seguia-se um deslizamento manual,
com ligeira pressão, por sobre a camada tripla de atadura gessada, auxiliando que a MOM
assumisse os contornos do segmento molde.

5
Figura 3 (A e B) – Técnica de moldagem da órtese
d) Definição da Técnica de Secagem da Órtese;
A peça ortética juntamente com o seu arcabouço de atadura gessada, inicialmente ficavam
expostos ao ar livre e em temperatura ambiente, em um processo de secagem que tinha tempo
variável de 72 a 120 horas, visto que dependia diretamente das condições climáticas do dia.
Com este tempo prolongado para secagem, o que conseqüentemente retardaria o uso do
dispositivo ortético para um eventual tratamento, foi preciso idealizar um mecanismo que
acelerasse este processo.
A construção de uma estufa cúbica regular em madeira, com medidas de 50x50x50cm,
equipada com três lâmpadas incandescente de 110Watts (Philips®) em seu interior, atendeu
as expectativas de redução do tempo de secagem (figura 4).
Figura 4 – Estufa para secagem da órtese
e) Definição da Técnica de Acabamento da Órtese.
Para a definição de bordas da peça ortética, o emprego de folhas de lixa nº 100 aplicadas
manualmente, consistiram na primeira alternativa para realizar esta etapa da fabricação. Em
outra experimentação utilizou-se uma furadeira Super Hobby Bosch®, com diferentes brocas
texturizadas em lixa (figura 5).

6
A próxima fase de acabamento ortético, visou revestir a órtese já modelada, seca e com
contorno de bordas, para sua impermeabilização e apresentação final. Para este fim foi
utilizado verniz da marca Verniz Geral (Acrilex®), através de aplicação por meio de
pinceladas em sua superfície, até a sua completa cobertura.
Com o objetivo de impedir o contato direto da pele do paciente ao verniz utilizado, assim
como para proporcionar maior conforto ao uso deste dispositivo, optou-se pelo revestimento
da superfície interna da peça ortética primitiva, com folha de EVA, de 2mm. Este material foi
empregado devido a sua já reconhecida aplicabilidade para fins de forramento de órteses sem
causar transtornos aos pacientes (VILADOTT, 1995).
A folha de EVA era recortada com uma área de superfície superior a da peça ortética
primitiva, e em seguida superaquecida em forno comum, até uma temperatura aproximada de
80ºC, por um período de 4 minutos.
Após seu amolecimento, a folha de EVA era então comprimida por sobre a superfície interna
da peça ortética primitiva, até assumir o seu formato. Para a fixação da folha de EVA sobre a
superfície interna da peça ortética, foi utilizado o adesivo de contato Cascola® tendo o seu
tempo de secagem calculado em 05 minutos.
Para a fixação das órteses nos segmentos punho e mão dos pacientes, foi idealizada a
colocação de tiras de velcro com largura de 20mm. Estas tiras eram posicionadas em furos
laterais das peças ortéticas primitivas, que eram realizados após a separação da massa ortética
moldável do segmento molde (punho e mão do paciente), pouco antes desta ser colocada na
estufa de secagem.
Figura 5 – Uso da furadeira como acabamento da órtese
2º Etapa: Teste de Resistência das Peças Ortéticas Primitivas
Os materiais selecionados para os ensaios de flexão foram os seguintes: termoplástico
(polipropileno); atadura gessada e MOM.
Os testes consistiram na aplicação de uma força pré-definida e constante sobre região central
(ensaio de flexão horizontal) e sobre as bordas superiores (ensaio de flexão vertical), das
placas confeccionadas com os referidos materiais, para assim verificar suas capacidades de
resistência a deformação (figura 06 A e B).

7
Para estes testes foram confeccionadas 30 placas (Corpos de Prova), com 120mm de
comprimento, por 47mm de largura e com uma espessura de aproximadamente 4mm,
seguindo-se a mesma padronização de medidas utilizada por Vieira et al, 2006 em seu estudo.
Cada um dos 03 materiais já mencionados constituía um grupo distinto, formado por 10
Corpos de Prova (CDPs). Dentro de cada um destes grupos, 05 CDPs se destinavam ao ensaio
de flexão horizontal e 05 CDPs para o ensaio de flexão vertical.
O tempo de secagem para a aplicação das peças de atadura gessada, confeccionadas com rolo
da marca Cremer® nos ensaios de flexão foi padronizado em 72 horas (03 dias), seguindo-se
o descrito por Vieira et al, 2006 (figura 27). Para os CDPs confeccionados através da MOM,
este tempo foi de 06 horas em estufa e mais 42 horas em temperatura ambiente. Não houve
tempo de secagem para os CDPs de termoplástico, uma vez que trata-se de um material pré-
fabricado.
Os ensaios de flexão foram realizados na sala de musculação da Universidade do Estado do
Pará, campus de Santarém, utilizando aparelhos de musculação do tipo Cadeira Abdutora VIP
(Physicus®) e Cadeira Adutora VIP (Physicus®), no período de 05 a 12 de novembro de
2007. A força padronizada para os ensaios de flexão foi de 50N, fornecida por uma anilha de
05Kg, que era posicionada acima dos CDPs.
As placas permaneciam sob a anilha durante 30 minutos e neste período realizava-se um
acompanhamento fotográfico com máquinas digitais modelo Cyber-shot DSC-S650 Sony® de
7.2 megapixels de definição. As fotografias foram realizadas em resolução média 156 Kbs, a
uma distância de 0,6m entre a máquina fotográfica e o CDP testado, registrando as fotos no
tempo 00 (sem carga), no 1º minuto e a cada 2 minutos após a colocação da carga, o que
forneceu um total de 31 imagens por ensaio.
Para os ensaios de flexão em posição horizontal, as placas eram posicionadas horizontalmente
sobre 02 suportes de madeira com 07cm de altura, localizados sobre a anilha inferior do
aparelho, e mantendo uma distância de 08cm entre si, de maneira que oferecesse espaço
suficiente para a deformação das placas testadas. A resistência aplicada era pontual sobre o
centro dos CDPs, através de um dispositivo adaptado abaixo da anilha superior.
Para os ensaios de flexão em posição vertical, as placas eram posicionadas verticalmente entre
as anilhas de resistência destes equipamentos, de maneira que suas bordas laterais ficassem
alinhadas em perfil com a lente da máquina fotográfica.
Após os registros fotográficos de todos os ensaios de flexão, as imagens digitalizadas dos
CDPs (930 fotos) foram transferidas para um microcomputador, onde através do uso do
software CorelDRAW® X3 versão 13, foi possível calcular o grau de deformação de cada
CDP testado, possibilitando verificar o comportamento deformante destas peças durante todo
o período de teste.

8
Figura 6 (A e B) – Ensaios de flexão horizontal e vertical respectivamente
Com o uso do software estatístico BioEstat® 4.0, os dados foram analisados descritivamente
para a obtenção da média aritmética e desvio padrão das deformações verticais e horizontais
de cada um dos grupos de materiais testados.
3. Resultados
Resultados da Elaboração da Massa Ortética Moldável:
Em relação à definição dos elementos e da técnica de mistura da MOM, adotou-se a mistura
dos seguintes elementos e quantidades: amido de milho (200ml), cola de biscuit (200ml) e
massa corrida PVA (200ml), misturados antes do aquecimento, além de vaselina (10ml),
ácido acético (10ml) e fibra do curauá (08g), misturados à massa após o aquecimento dos
primeiros elementos.
Esta mistura apresentou resultados satisfatórios para os objetivos desta pesquisa
demonstrando rigidez, textura agradável e baixo potencial alérgico, pelas características de
seus elementos, sendo, portanto sugestiva a sua aplicação para a confecção de materiais
ortéticos.
Na técnica de expansão da MOM, empregou-se o rolo mecânico de tração manual, que
garantiu uma massa com espessura homogênea, possibilitando assim a definição prévia da
espessura da massa a ser trabalhada para a confecção de uma órtese.
Quanto à técnica de moldagem da MOM, foi definida a seguinte seqüência de eventos: 1-
posicionar o segmento molde (punho e mão do paciente) em supinação; 2- aplicar a MOM já
expandida sobre o segmento molde; 3- aplicar uma camada de papel filme de PVC sobre a
MOM; 4- aplicar uma camada tripla de atadura gessada umedecida sobre a camada de papel
filme de PVC; 5- manter a posição estática do segmento punho e mão até o ponto de relativa
secagem da atadura gessada (03 minutos); 6- retirar cuidadosamente o conjunto de maneira
que as formas assumidas pela MOM não sejam perdidas ou alteradas.
Quanto a definição da técnica de secagem, o uso de uma estufa cúbica regular em madeira,
equipada com três lâmpadas incandescentes de 110Watts (Philips®) determinou o tempo total
de secagem das peças ortéticas em até 06 horas.
Para definir as bordas das órteses, a aplicação de uma furadeira Bosch® (Modelo Super
Hobby) com diferentes brocas texturizadas em lixa, proporcionou a retirada das
irregularidades das bordas com bastante praticidade e reduzido esforço.

9
Para a impermeabilização de superfície, a aplicação de verniz da marca Verniz Geral
(Acrilex®), com o uso de pincel na superfície da peça ortética, até a sua completa cobertura,
demonstrou-se suficientemente prática para este fim. Esse produto apresentou secagem ideal
para manuseio em 20 minutos e proporcionou característica de impermeabilidade, além de
oferecer um melhor acabamento estético.
Para o acolchoamento da órtese, utilizou-se EVA de 2mm de espessura, superaquecido em
forno comum, sobre a superfície interna da órtese, com uso de adesivo de contato Cascola®.
Em seguida, para a fixação da órtese, adotou-se tiras de velcro de 02cm e 3,5cm de largura
fixadas com furos laterais na órtese (fig 7).
Figura 7 – Órtese pronta para uso
Resultados dos Testes de Resistência das Peças Ortéticas Primitivas
Os gráficos 1 e 2 demonstram a variação média de deformação (em milímetros) dos CDPs,
durante o tempo de execução dos testes de resistência dos materiais utilizados para a
confecção de órteses de punho e mão (termoplástico, atadura gessada e MOM).
a) Apresentação dos dados referentes aos Ensaios de Flexão Horizontal
Gráfico 1 – Ensaio de Flexão Horizontal em CDP’s de 4 mm (Média Aritmética)
10
Os dados do ensaio de flexão horizontal, demonstram que a MOM, apresentou um grau
intermediário, de resistência a deformação horizontal, em relação à atadura gessada e ao
termoplástico, durante todo o teste. Esses valores transmitem ainda, a maior fragilidade dos
CDPs de atadura gessada em deformar, imediatamente ao receber a carga de 50N (1º minuto).
Contudo vale ressaltar que os CDPs de MOM, apresentaram a menor estabilidade e maior
plasticidade durante este teste. Isto é facilmente percebido pela curva progressivamente
ascendente de seus resultados, enquanto os demais CDPs, tendem a uma maior estabilização
nos últimos minutos de teste.
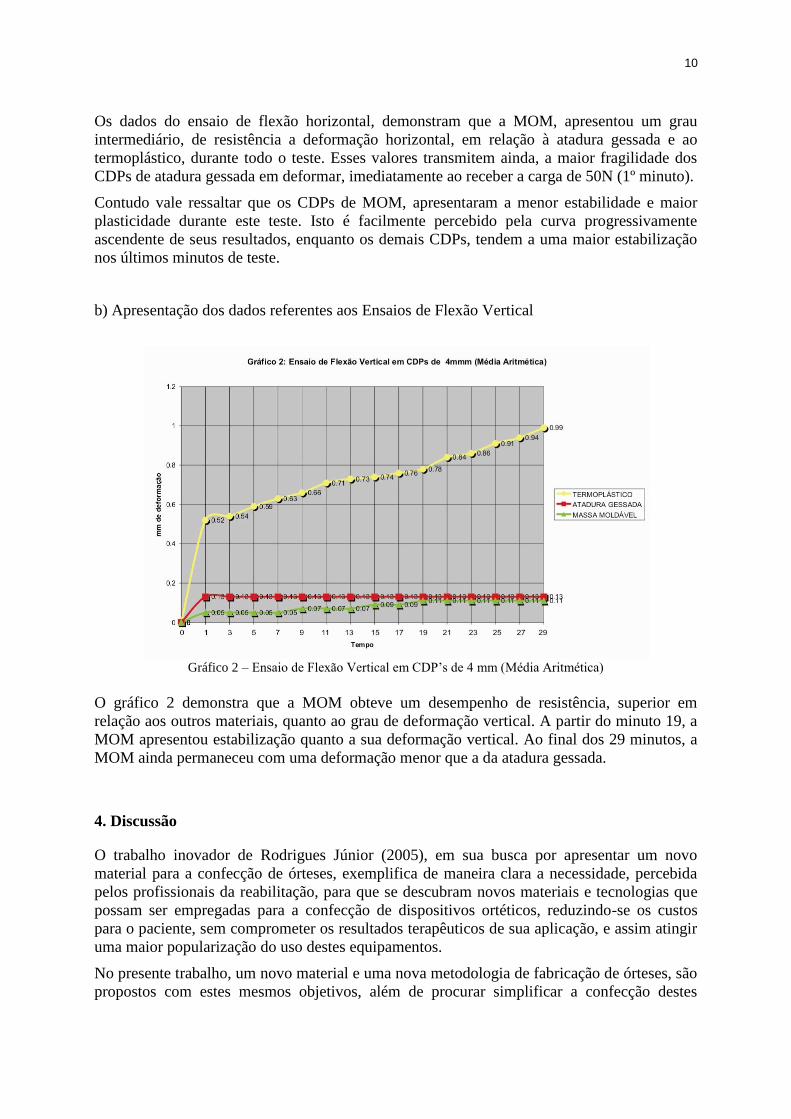
b) Apresentação dos dados referentes aos Ensaios de Flexão Vertical
Gráfico 2 – Ensaio de Flexão Vertical em CDP’s de 4 mm (Média Aritmética)
O gráfico 2 demonstra que a MOM obteve um desempenho de resistência, superior em
relação aos outros materiais, quanto ao grau de deformação vertical. A partir do minuto 19, a
MOM apresentou estabilização quanto a sua deformação vertical. Ao final dos 29 minutos, a
MOM ainda permaneceu com uma deformação menor que a da atadura gessada.
4. Discussão
O trabalho inovador de Rodrigues Júnior (2005), em sua busca por apresentar um novo
material para a confecção de órteses, exemplifica de maneira clara a necessidade, percebida
pelos profissionais da reabilitação, para que se descubram novos materiais e tecnologias que
possam ser empregadas para a confecção de dispositivos ortéticos, reduzindo-se os custos
para o paciente, sem comprometer os resultados terapêuticos de sua aplicação, e assim atingir
uma maior popularização do uso destes equipamentos.
No presente trabalho, um novo material e uma nova metodologia de fabricação de órteses, são
propostos com estes mesmos objetivos, além de procurar simplificar a confecção destes

11
dispositivos, dispensando etapas de risco deste processo e tornando assim, a sua fabricação de
fácil acesso também para o terapeuta.
A escolha da porcelana fria como matéria-prima precursora desta pesquisa, demonstra
claramente esta preocupação, haja vista a facilidade de obtenção dos elementos que a compõe
e a simplicidade de sua mistura, para que se atinja a rigidez necessária para trabalhos
artesanais.
Os métodos e técnicas empregados para se atingir a MOM, assim como para estabelecer sua
técnica de aplicação e confecção de órtese para punho e mão, apesar de seguirem princípios
empíricos, foram sempre idealizados dentro de parâmetros que levavam em consideração
critérios como a disponibilidade do material empregado, custo, praticidade e potencial lesivo
em contato com a pele.
Dentro destes critérios, os autores deste estudo alcançaram resultados considerados como
satisfatórios, haja vista que os elementos empregados para se atingir a MOM, são de fácil
obtenção, baixo custo e de potencial lesivo reduzido para as quantidades que foram
empregadas neste estudo.
No quesito agressividade à pele, considera-se que dentre todos os elementos empregados
neste estudo, a massa corrida PVA e o verniz, sejam os de maiores riscos. No entanto a
reduzida quantidade que é incorporada a MOM e sua associação com os outros elementos
possivelmente minimizam estes riscos. Vale ressaltar ainda que o uso de um forro interno em
EVA, como os que são comumente empregados para este fim em oficinas ortéticas, impedem
o contato direto da MOM com a pele do paciente.
Deu-se ênfase neste estudo para a busca de um material que apresentasse uma resistência
similar a de outros materiais comumente empregados para a confecção de órteses de punho e
mão. Neste sentido os resultados dos testes de flexão horizontal e vertical de placas,
ofereceram um excelente parâmetro de comparação.
Os resultados destes ensaios de flexão demonstraram um desempenho altamente satisfatório
da MOM, haja vista que obteve índices de resistência similares, e até superiores, aos outros
dois materiais testados e já amplamente utilizados para fins de confecção de órteses.
Estes resultados são de difícil relação com outros estudos haja vista que a técnica empregada
para esta avaliação de resistência foi adaptada de acordo com os equipamentos disponíveis
para a realização deste estudo.
Vieira et al (2006) por exemplo, realizou testes de resistência com diferentes marcas de
atadura gessada para determinar qual seria a mais adequada para a confecção de órteses. No
entanto este autor utilizou um equipamento específico para este fim, com tecnologia
desenvolvida para aplicação em testes de resistência, e seus resultados são observados a partir
de diferentes parâmetros, não aplicáveis no presente estudo.
No entanto, vale ressaltar que existe um número bastante extenso de pesquisas com materiais
alternativos para a confecção de órteses, que apesar de não terem como objetivo verificar as
suas resistências demonstram resultados positivos quanto a sua aplicação, como é o caso do
estudo desenvolvido por Rodrigues Júnior (2005), com adaptações em PVC tubular.
A MOM também se apresenta satisfatória em relação a outras propriedades. Possui uma
técnica de confecção mais rápida, mais barata e com poucos riscos de acidentes durante sua
confecção, comparada, por exemplo, ao termoplástico, que conforme o descrito por Torres
(2001) apresenta possíveis riscos de queimaduras.

12
5. Considerações finais
O material obtido pelos pesquisadores, chamado por estes de Massa Ortética Moldável
(MOM), mostrou-se confiável quanto à sua resistência, sendo esta característica comparável a
de outros materiais aplicados para a confecção de órteses de punho e mão.
A massa desenvolvida neste estudo, juntamente com sua técnica de aplicação, apontam para a
possibilidade de seu uso terapêutico enquanto matéria-prima para a confecção de órteses de
punho e mão, quisá incluindo-se como mais um recurso ao arsenal fisioterapêutico.
Além disso, o baixo custo e praticidade agregados às fases de preparo e confecção da MOM
demonstram-se extremamente atraentes para sua futura aplicação em serviços de saúde
públicos, que por terem uma demanda elevada de pacientes que necessitem deste recurso, mas
que nem sempre conseguem ter acesso ao mesmo.
No entanto, este recurso ainda necessita de novos estudos para que sua aplicação possa ser
garantida com total respaldo científico, abrindo-se por tanto uma infinidade de temas que
podem ser estudados a partir do que foi desenvolvido nesta pesquisa, principalmente no
sentido de se estudar outras propriedades desta massa como: resistência a umidade e à
temperaturas extremas, potencial inflamável, emissão de resíduos tóxicos, potencial alérgico e
toxicidade.
6. Referências
EDELSTEIN, Joan; BRUCKNNER, Jan. Órteses: Abordagem Clínica. Série Physio:
Fisioterapia Prática. Rio de Janeiro: Guanabara Koogan, 2006.
ERENO, Dinorah., Fibra para Toda Obra. Boletim Eletrônico Fapesp, n. 104, out 2004.
Disponível em: <http://www.fapesp.br/agencia/boletim_dentro.php?data%5Bid
_materia_boletim%5D=2621>. Acesso em: 10 set 2007.
KAPANDJI, A. I. Fisiologia articular. 5 ed, São Paulo: Panamericana, 2000.
KAWAKITA, Tanea. História do Biscuit. 2005. Disponível em:
<http://www.taneakawakita.com/historia_do_biscuit.htm >. Acesso em: 07 jul 2007.
KONIN, Jeff G. Cinesiologia Prática para Fisioterapeutas. Rio de Janeiro: Guanabara
Koogan, 2006.
LIANZA, Sérgio. Medicina da Reabilitação. 3 ed. Rio de Janeiro: Guanabara Koogan, 2001.
LIMA, Simone M. P. F.; LINZMEYER, Jeanine M.; MASIERO, Danilo. Tecnologia
Reabilitadora: Órteses. Publicado em 17 out 2006. Disponível em:
<http://www.casadato.com.br/Noticia.asp?ID=281>. Acesso em: 25 Mai 2007.
MONTEIRO, Sergio N; COELI, Regina M.; AQUINO, Felipe P. D et al. Comportamento
Mecânico e Características Estruturais de Compósitos Poliméricos Reforçados com
Fibras Contínuas e Alinhadas de Curauá. Revista Matéria, v. 11, n. 3, pp. 197 – 203, 2006.
Disponível em: <http://www.materia.coppe.ufrj.br/sarra/artigos/artigo10790>. Acesso em 03
out 2007.

13
PAN, Roselene. Tecnolologias da Informação e Comunicação na Promoção da
Aprendizagem: Órteses e Próteses. UNISC: 2006/ 2007. Disponível em:
<http://www.assistiva.org.br>. Acesso em: 15 nov. 2007.
RODRIGUES JUNIOR, Jorge Lopes. Confecção de Órteses e Adaptações em PVC
Tubular e Materiais de Baixo Custo. Universidade do Estado do Pará. Belém: 2005.
RUARO, João Afonso. Análise da Adequação de Técnicas de Terapia Manual de
Cotovelo e Punho no Tratamento da Síndrome do Túnel do Carpo: Estudo de Caso.
Trabalho de Conclusão de Curso (Fisioterapia) - Universidade Estadual do Oeste do Paraná,
Cascavel, 2003.
SAURON, Françoise N. Reabilitação Física – Órteses. Associação Brasileira de Paralisia
Cerebral. (ABPC), 1998. Disponível em: <http://www.abpc.org/Fran.htm>. Acesso em: 28
fev 2007.
TORRES, Maria D. Órteses e suas aplicações em Fisioterapia. Disponível em:
<http://www.interfisio.com.br/index.asp?id=1&ac=1>. Acesso em: 26 fev 2007.
VIEIRA, Gustavo; FONSECA, Marisa; SHIMANO, Antônio Carlos; et al. Avaliação das
propriedades mecânicas de atadura gessada de três diferentes fabricantes, utilizada
para confecção de órteses. Revista Acta Brasileira Ortopédica, v. 14, n. 3. São Paulo, 2006.
Disponível em: < www.scielo.br/pdf/aob/v14n3/a01v14n3.pdf >. Acesso em: 22 fev 2007.
VILADOT, R.; COHI, O.; CLAVELL, S. Coluna Vertebral: Órtese e Prótese do Aparelho
Locomotor. São Paulo: San
Recommended











![AULA ÓRTESES DE MEMBROS SUPERIORES[1].pdf](https://img.pdfslide.net/doc/110x75/55cf92cf550346f57b99bc16/aula-orteses-de-membros-superiores1pdf.jpg)





